Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному устройству и к способу упаковки, особенно подходящему для удаления газа из упаковок в форме пакетов, по меньшей мере, с одним отверстием, и для герметизации упаковок после того, как произошло достаточное удаление газа. Настоящее изобретение может также применяться к решениям, в которых внутри упаковки создается контролируемая атмосфера перед ее окончательной герметизацией.
Предшествующий уровень техники
Упаковочные устройства и процессы могут использоваться для упаковки таких изделий, как пищевые продукты или продукты другого характера. Продукт может быть готовым продуктом или продуктом, предварительно загруженным на лоток.
В данной области известны различные альтернативные устройства и процессы. Например, трубка из пластиковой пленки может непрерывно подаваться через устройство для формирования пакетов/упаковок. Трубка из пластиковой пленки создается вокруг изделия, например, путем соединения и герметизации противоположных продольных краев пленки. В качестве альтернативы продукт помещают в тюбик из полиэтиленовой пленки. Передний край (на нижнем конце) упаковочного материала герметизируют с образованием полузакрытой упаковки, создают вакуум, а затем полузакрытую упаковку герметизируют на задней кромке (на верхнем конце) с образованием герметичной упаковки, которая отделяется от непрерывно движущейся трубки упаковочного материала.
В других вариантах осуществления продукты загружаются в предварительно сформированные пакеты, которые затем подаются на станцию эвакуации и на станцию герметизации. Кроме того, некоторые варианты осуществления могут облегчить эвакуацию нескольких упаковок одновременно на одном и том же этапе процесса. Последнее может быть реализовано, например, путем обработки нескольких мешков с использованием одной вакуумной системы. Уплотнительный узел, содержащий уплотнительные стержни или уплотнительные ролики, может быть использован для создания уплотнений в упаковочном материале. Если используются уплотнительные стержни, нижний стержень и верхний стержень перемещаются относительно друг друга, чтобы соприкасаться друг с другом при сжатии упаковочного материала между стержнями и обеспечении одного или нескольких уплотнений, например, путем термосваривания. Приведение в действие уплотнительных стержней таким образом требует, чтобы уплотнительные стержни были неподвижными относительно упаковки, например, перемещение уплотнительных стержней вместе с упаковкой, расположенной на конвейере, или периодическая остановка конвейера во время приведения в действие уплотнительных стержней. Уплотнительные ролики могут использоваться для поддержания непрерывного движения упаковок по конвейерной ленте. В некоторых примерах упаковки размещаются на конвейерной ленте в ориентации, в которой незапечатанный конец упаковки, например открытый край пакета, содержащего продукт, расположен сбоку на стороне конвейера относительно основного направления движения конвейера. Открытые концы упаковок затем могут подаваться через уплотнительный узел, который выполняет, например, термосваривание упаковочного материала. Уплотнение или уплотнения обычно представляют собой проходящие поперечно области, полосы или полосы упаковочного материала, которые были обработаны (например, термически) для обеспечения уплотнения между внутренней частью упаковки и окружающей средой.
Упаковочное устройство обычно используется для множества различных продуктов в зависимости, например, от типа продукта, размера, веса и состава. В некоторых упаковочных машинах, таких как описанные в US 2012/017453 A1, используется вакуумная камера, предназначенная для размещения одного или нескольких целых продуктов, подлежащих вакуумированию. Как правило, такая настройка может повлечь за собой несколько ограничений. Например, сложность и стоимость оборудования оставляют возможности для совершенствования из-за большого количества необходимых компонентов. Кроме того, размеры продуктов, которые могут быть обработаны, ограничены максимальным размером вакуумной камеры, удерживающей продукт во время вакуумирования. В некоторых областях применения трудно обеспечить камеры достаточного размера из-за конструктивных ограничений некоторых компонентов (например, приводов, опор). Кроме того, поддержание технологической надежности и долговечности компонентов может быть затруднено при увеличении размеров компонентов (например, камер, приводов, прокладок), поскольку размер обычно влияет на свойства износа. Кроме того, время обработки может увеличиться из-за того, что вакуумирование больших камер занимает сравнительно больше времени.
Помимо устройства и процесса, описанных в US 2012/017453 А1, были разработаны устройства и процессы, использующие вакуумную камеру, имеющую удлиненное отверстие, такое как раскрытое в РСТ/ЕР 2017/079595. В этом последнем устройстве полузакрытые упаковки и вакуумная камера перемещаются относительно друг друга таким образом, что концевая часть открытого конца полузакрытых упаковок относительно перемещается внутри вакуумной камеры, в то время как остальная часть упаковки остается снаружи вакуумной камеры. Таким образом, это устройство позволяет обрабатывать упаковки различных размеров без проблемы изменения размера вакуумной камеры, поскольку только концевая часть полузакрытых упаковок размещается внутри вакуумной камеры во время откачки газа и герметизации.
В вышеописанном устройстве критической фазой является герметизация: фактически, если герметизация не будет идеальной, то из упаковки будет вытекать газ, что серьезно ухудшит долговечность продукта (в случае скоропортящихся продуктов), что может привести к загрязнению продукта и в любом случае негативно скажется на эстетическом виде упаковки.
Несмотря на то, что были предприняты усилия по улучшению качества уплотнения, заявитель обнаружил, что улучшения все еще возможны.
Задачей настоящего изобретения является создание упаковочного устройства и процесса, которые облегчают эффективную упаковку продуктов и улучшенную герметизацию.
Дополнительной задачей изобретения является улучшение герметизации без ущерба для долговечности и, в частности, без износа компонентов уплотнительного узла или упаковочного устройства.
Дополнительной задачей является создание упаковочного устройства и процесса, которые подходят для широкого спектра размеров продуктов.
Дополнительной задачей настоящего изобретения является создание упаковочного устройства и способа, которые относительно просты в реализации и которые не требуют существенных изменений в процессе, что облегчает непрерывное удаление газа и/или воздуха из упаковки. В частности, целью изобретения является создание упаковочного устройства, способного выполнять процесс упаковки по изобретению.
Краткое описание изобретения
По меньшей мере, одна из задач изобретения по существу решается упаковочным устройством и способом упаковки в соответствии с любой из прилагаемых формул изобретения.
Дополнительные аспекты изобретения описаны здесь ниже.
1-й аспект относится к упаковочному устройству, содержащему:
вакуумную камеру,
конвейер, выполненный для приема полузакрытых упаковок, каждая из полузакрытых упаковок имеет концевую часть, по меньшей мере, с одним отверстием, таким как открытый конец, и основную часть, в которой размещен один или несколько продуктов, конвейер дополнительно выполнен с возможностью перемещения полузакрытых упаковок относительно вакуумной камеры вдоль основного направления движения, так что каждая полузакрытая упаковка, расположенная на конвейере, может иметь во время относительного перемещения полузакрытой упаковки относительно вакуумной камеры, по меньшей мере, концевую часть, расположенную внутри вакуумной камеры,
средство для откачки, плавно сообщающееся с вакуумной камерой и выполненное с возможностью обеспечения вакуумной камеры внутренним вакуумным давлением, которое ниже давления окружающей среды вне вакуумной камеры, тем самым удаляя газ, присутствующий в полузакрытых упаковках, и формируя вакуумированные полузакрытые упаковки,
устройство для термосваривания, расположенное вдоль основного направления движения и выполненное с возможностью приема вакуумированных полузакрытых упаковок, устройство для термосваривания, содержащее станцию термосваривания, выполненную с возможностью термосваривания концевой части каждой вакуумированной полузакрытой упаковки, тем самым формируя термозапечатанные упаковки,
по меньшей мере один блок предварительного нагрева, расположенный вдоль основного направления движения перед станцией термосваривания и выполненный с возможностью предварительного нагрева, по меньшей мере, полосы концевой части каждой вакуумированной полузакрытой упаковки.
Во 2-м аспекте в соответствии с 1-м аспектом вакуумная камера имеет удлиненное отверстие, проходящее вдоль или параллельно продольной оси вакуумной камеры, при этом конвейер дополнительно сконфигурирован для перемещения полузакрытых упаковок относительно вакуумной камеры вдоль основного направления движения, так что каждая полузакрытая упаковка, расположенная на конвейере, может иметь во время относительного перемещения полузакрытой упаковки относительно вакуумной камеры концевую часть, проходящую через удлиненное отверстие, при этом ее отверстие относительно перемещается внутри вакуумной камеры, в то время как основная часть относительно перемещается вне вакуумной камеры.
В 3-м аспекте в соответствии с 1-м или 2-м аспектом продольная ось вакуумной камеры приблизительно параллельна основному направлению движения.
В 4-м аспекте согласно 1-му или 2-му или 3-му аспекту устройство для термосваривания содержит уплотнительную ленту, выполненную с возможностью направления концевой части вакуумированных полузакрытых упаковок вдоль основного направления движения, по меньшей мере, от блока предварительного нагрева до станции термосваривания, при этом блок предварительного нагрева выполнен с возможностью предварительного нагрева, по меньшей мере, теплопроводящего тракта уплотнительной ленты, предназначенной для контакта с указанной лентой концевой части каждой вакуумированной полузакрытой упаковки и предварительного нагрева.
В 5-м аспекте в соответствии с 4-м аспектом теплопроводящий тракт уплотнительной ленты выполнен с возможностью передачи тепла упомянутой полосе концевой части вакуумированной полузакрытой упаковки, тем самым предварительно нагревая ее.
В 6-м аспекте в соответствии с 4-м или 5-м аспектом уплотнительная лента содержит, по меньшей мере, на поверхности, предназначенной для контакта с термосвариваемой поверхностью станции термосваривания, антипригарный материал.
В 7-м аспекте в соответствии с 4-м или 5-м или 6-м аспектом уплотнительная лента выполнена с возможностью направления концевой части вакуумированных полузакрытых упаковок вдоль основного направления движения, по меньшей мере, на станции термосваривания, избегая при этом прилипания указанной концевой части к станции термосваривания.
В 8-м аспекте в соответствии с 6-м или 7-м аспектом антипригарный материал выполнен с возможностью предотвращения прилипания концевой части вакуумированных полузакрытых упаковок к поверхности термосваривания станции термосваривания, в то время как станция термосваривания термосваривает концевую часть вакуумированных полузакрытых упаковок.
В 9-м аспекте в соответствии с любым аспектом с 4-го по 8-й уплотнительная лента и конвейер синхронизированы друг с другом.
В 10-м аспекте в соответствии с любым аспектом с 4-го по 9-й уплотнительная лента имеет корпус из антипригарного материала, армированный армирующим материалом, необязательно армирующий материал, содержащий стекловолокно.
В 11-м аспекте в соответствии с 10-м аспектом корпус из антипригарного материала, по меньшей мере, частично выполнен из полимерного материала, например из политетрафторэтилена.
В 12-м аспекте в соответствии с любым аспектом с 4-го по 11-й уплотнительная лента, по меньшей мере, частично выполнена из нескользкого материала.
В 13-м аспекте в соответствии с любым аспектом с 4-го по 12-й упаковочное устройство содержит блок управления, сообщающийся, по меньшей мере, с конвейером, при этом конвейер имеет транспортирующую поверхность, предназначенную для приема основной части полузакрытых упаковок, блок управления выполнен с возможностью синхронизации конвейера и уплотнительной ленты для направления, посредством уплотнительной ленты, конечной части, по меньшей мере, от блока предварительного нагрева до станции термосваривания через удлиненное отверстие, при этом отверстие относительно перемещается внутри вакуумной камеры, в то время как конвейер относительно перемещает основную часть полузакрытых упаковок, которая находится в контакте с транспортирующая поверхность, вне вакуумной камеры.
В 14-м аспекте в соответствии с 13-м аспектом блок управления выполнен с возможностью управления уплотнительной лентой и конвейером для перемещения с одинаковой скоростью.
В 15-м аспекте в соответствии с любым аспектом с 1-го по 14-й блок предварительного нагрева содержит корпус предварительного нагрева, расположенный вдоль основного направления движения и обращенный или, по меньшей мере, частично контактирующий с уплотнительной лентой, корпус предварительного нагрева выполнен с возможностью предварительного нагрева указанного теплопроводящего тракта уплотнительной ленты.
В 16-м аспекте в соответствии с 15-м аспектом устройство для термосваривания содержит, по меньшей мере, один шкив, выполненный с возможностью зацепления с уплотнительной лентой, корпус предварительного нагрева выполнен с возможностью нагрева шкива, корпус предварительного нагрева встроен в шкив или выполнен с возможностью передачи тепла на шкив.
В 17-м аспекте в соответствии с любым аспектом с 4-го по 16-й, устройство для термосваривания содержит первый шкив и второй шкив, расположенные напротив друг друга относительно станции термосваривания, первый шкив расположен перед станцией термосваривания относительно основного направления движения и выполнен с возможностью направления уплотнительной ленты к станции термосваривания, а второй шкив выполнен с возможностью обратной циркуляции уплотнительной ленты к первому шкиву.
В 18-м аспекте в соответствии с 17-м аспектом корпус предварительного нагрева расположен на первом шкиве или вблизи него и выполнен с возможностьюпредварительного нагрева указанного теплопроводящего тракта уплотнительной ленты вблизи первого шкива.
В 19-м аспекте в соответствии с любым из аспектов с 15-го по 18-й корпус предварительного нагрева имеет, по меньшей мере, один корпус и, по меньшей мере, один нагревательный картридж, расположенный в корпусе, нагревательный картридж выполнен с возможностью предварительного нагрева указанного теплопроводящего тракта уплотнительной ленты перед станцией термосваривания.
В 20-м аспекте в соответствии с 17-м или 18-м или 19-м аспектом один из первого шкива и второго шкива является ведущим шкивом, а другой из первого шкива и второго шкива является ведомым шкивом.
В 21-м аспекте в соответствии с любым аспектом с 17-го по 20-й, устройство для термосваривания содержит, по меньшей мере, один приводной ремень, зацепляющийся за первый шкив и второй шкив и выполненный с возможностью привода ведомого шкива.
В 22-м аспекте в соответствии с любым аспектом с 17-го по 21-й, устройство для термосваривания содержит первый приводной ремень и второй приводной ремень, каждый из первого приводного ремня и второго приводного ремня входит в зацепление с первым шкивом и вторым шкивом и выполнен с возможностью привода ведомого шкива.
В 23-м аспекте в соответствии с любым аспектом с 17-го по 22-й, каждый из первого шкива и второго шкива содержит первую кольцевую канавку и вторую кольцевую канавку, в каждой кольцевой канавке размещен соответствующий приводной ремень, кольцевые канавки каждого из первого шкива и второго шкива расположены на расстоянии в осевом направлении друг от друга вдоль оси вращения соответствующего шкива.
В 24-м аспекте в соответствии с любым аспектом с 17-го по 23-й, по меньшей мере, первый шкив или как первый, так и второй шкив выполнены из материала, обладающего значительными свойствами теплопередачи, такого как металлический материал, и сконфигурированы для передачи тепла, по меньшей мере, в теплопроводящий тракт уплотнительной ленты, чтобы предварительно нагреть его.
В 25-м аспекте в соответствии с 22-м или 23-м или 24-м аспектом уплотнительный ремень расположен между первым приводным ремнем и вторым приводным ремнем относительно направления, которое является поперечным основному направлению движения.
В 26-м аспекте в соответствии с любым из аспектов с 1-го по 25-й корпус предварительного нагрева имеет первый нагревательный картридж и второй нагревательный картридж, расположенные рядом.
В 27-м аспекте в соответствии с 26-м аспектом первый нагревательный картридж и второй нагревательный картридж корпуса предварительного нагрева имеют один и тот же корпус или расположены в соответствующем первом корпусе и в соответствующем втором корпусе предварительного нагрева.
В 28-м аспекте в соответствии с любым из аспектов с 15-го по 27-й корпус предварительного нагрева имеет общую "С-образную форму" и расположен так, чтобы охватывать ведущий или ведомый вал шкива.
В 29-м аспекте в соответствии с любым из аспектов с 15-го по 28-й корпус предварительного нагрева содержит первое плечо, второе плечо и соединительную часть, расположенную поперек первого плеча и второго плеча, соединительная часть расположена между первым плечом и вторым плечом и соединяет их, указанный корпус и указанный нагревательный картридж расположены на первом плече и/или втором плече.
В 30-м аспекте в соответствии с 29-м аспектом уплотнительная лента обращена к телу предварительного нагрева или находится в контакте с ним, по меньшей мере, на участке наружной поверхности тела предварительного нагрева, определенной на первом и/или втором плече, содержащем указанный корпус и указанный нагревательный картридж.
В 31-м аспекте в соответствии с 29-м или 30-м аспектом уплотнительная лента охватывает корпус предварительного нагрева и обращена или находится в контакте с корпусом предварительного нагрева на участках внешней поверхности корпуса предварительного нагрева, определенных как на первом плече, так и на втором плече.
В 32-м аспекте в соответствии с 29-м или 30-м или 31-м аспектом соединительная часть имеет вогнутую часть, имеющую форму дуги окружности, при этом вогнутая часть принимает, по меньшей мере, часть приводного шкива уплотнительного ремня.
В 33-м аспекте в соответствии с любым аспектом с 29-го по 32-й, первое плечо и второе плечо приблизительно параллельны друг другу и выполнены с возможностью, по меньшей мере, частичного контакта с соответствующими участками уплотнительной ленты.
В 34-м аспекте в соответствии с любым аспектом с 1-го по 33-й, блок предварительного нагрева выполнен с возможностью предварительного нагрева указанной полосы концевой части каждой вакуумированной полузакрытой упаковки притемпературе предварительного нагрева, которая ниже температуры термосваривания, при которой станция термосваривания сконфигурирована для нагрева концевой части каждой вакуумированной полузакрытой упаковки.
В 35-м аспекте в соответствии с любым аспектом с 1-го по 34-й упаковочное устройство содержит блок управления, сообщающийся, по меньшей мере, с блоком предварительного нагрева, с конвейером и со станцией термосваривания, блок управления выполнен с возможностью осуществления процедуры запечатывания, включающей:
установку или разрешение установки температуры предварительного нагрева и температуры термосваривания,
управление конвейером для направления, по меньшей мере, конечной части полузакрытых упаковок, например, через удлиненное отверстие вакуумной камеры вдоль или параллельно продольной оси вакуумной камеры,
управление устройством предварительного нагрева на основе указанной температуры предварительного нагрева для предварительного нагрева, по меньшей мере, указанной полосы концевой части каждой полгерметичной упаковки, в то время как конвейер перемещает концевую часть каждой полузакрытой упаковки вдоль или параллельно продольной оси вакуумной камеры.,
управление станцией термосваривания на основе указанной температуры термосваривания для термосваривания конечной части каждой вакуумированной полузакрытой упаковки, тем самым формируя термозапечатанные упаковки, в то время как конвейер перемещает конечную часть вакуумированных полузакрытых упаковок вдоль или параллельно продольной оси вакуумной камеры.
В 36-м аспекте в соответствии с 35-м аспектом блок управления также соединен с уплотнительной лентой и сконфигурирован для управления уплотнительной лентой синхронно с конвейером.
В 37-м аспекте в соответствии с любым из аспектов с 1-го по 36-й станция термосваривания содержит, по меньшей мере, один корпус термосваривания.
В 38-м аспекте в соответствии с 37-м аспектом корпус термосваривания содержит термосваривающую головку, выполненную с возможностью контакта и для термосваривания концевой части вакуумированных полузакрытых упаковок, блок управления соединен посредством связи со станцией термосваривания и дополнительно выполнен с возможностью:
перемещение термосвариваемого корпуса к концевой части вакуумированных полузакрытых упаковок,
управление термосваривающим корпусом для контакта с помощью термосваривающей головки с уплотнительной лентой, расположенной над концевой частью вакуумированных полузакрытых упаковок, подлежащих термосвариванию.
В 39-м аспекте в соответствии с любым из аспектов с 35-го по 38-й блок управления сконфигурирован для того, чтобы во время предварительного нагрева, по меньшей мере, указанной полосы концевой части каждой полузакрытой упаковки при температуре предварительного нагрева достигать точки размягчения материала полузакрытых упаковок.
В 40-м аспекте в соответствии с 38-м или 39-м аспектом блок управления выполнен с возможностью во время термосваривания, по меньшей мере, упомянутой полосы концевой части каждой вакуумированной полузакрытой упаковки при температуре термосваривания, достижения точки плавления материала вакуумированных полузакрытых упаковок.
В 41-м аспекте в соответствии с любым из аспектов с 35-го по 40-й блок управления сконфигурирован для следующих целей:
установка абсолютных значений минимальной температуры предварительного нагрева и максимальной температуры предварительного нагрева, например, соответственно 100°С и 140°С, тем самым определяя диапазон температур предварительного нагрева, например, в диапазоне от 100°С до 140°С,
установка абсолютных значений минимальной температуры термосваривания и максимальной температуры термосваривания, например, соответственно 160°С и 240°С, тем самым определяя диапазон температур термосваривания, например, в диапазоне от 160°С до 240°С,
в качестве материала полузакрытых упаковок, подлежащих термосвариванию.
В 42-м аспекте в соответствии с любым из аспектов с 35-го по 41-й блок управления сконфигурирован для установки температуры предварительного нагрева в зависимости, по меньшей мере, от одного из:
внутреннее вакуумное давление, определенное, по меньшей мере, в части вакуумной камеры,
температура концевой части вакуумированных полузакрытых упаковок, расположенных выше по потоку или в блоке предварительного нагрева,
остаточное заданное давление вакуумированных полузакрытых упаковок или термозапечатанных упаковок,
материал полузакрытых упаковок, подлежащих термосвариванию,
по меньшей мере одного размера полузакрытой упаковки, такого как толщина материала полузакрытой упаковки на концевой части полузакрытой упаковки, или по меньшей мере одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок.
В 43-м аспекте в соответствии с любым из аспектов с 35-го по 42-й блок управления выполнен с возможностью установки температуры предварительного нагрева в зависимости от внутреннего вакуумного давления, определенного в части вакуумной камеры, определенной в блоке предварительного нагрева или выше.
В 44-м аспекте в соответствии с любым из аспектов с 35-го по 43-й блок управления сконфигурирован для управления блоком предварительного нагрева для непрерывного предварительного нагрева уплотнительной ленты.
В 45-м аспекте в соответствии с любым из аспектов с 35-го по 44-й блок управления выполнен с возможностью управления блоком предварительного нагрева для предварительного нагрева, по меньшей мере, указанного теплопроводящего тракта уплотнительной ленты в зависимости от скорости уплотнительной ленты или в зависимости от скорости транспортировки конвейера.
В 46-м аспекте в соответствии с любым из аспектов с 35-го по 45-й блок управления дополнительно сконфигурирован для установки температуры термосваривания в зависимости от материала полузакрытых упаковок, подлежащих термосвариванию.
В 47-м аспекте в соответствии с любым из аспектов с 35-го по 46-й упаковочное устройство или блок предварительного нагрева содержит датчик температуры предварительного нагрева, блок управления соединен посредством связи с датчиком температуры предварительного нагрева и выполнен с возможностью осуществления процедуры контроля температуры предварительного нагрева, включающей:
определение фактической температуры блока предварительного нагрева или уплотнительной ленты с помощью датчика температуры предварительного нагрева,
сравнение определенной текущей температуры с температурой предварительного нагрева и определение отклонения между обнаруженной фактической температурой и температурой предварительного нагрева,
в случае, если отклонение превышает установленный порог, управление блоком предварительного нагрева для уменьшения указанного отклонения.
В 48-м аспекте в соответствии с 47-м аспектом процедура контроля температуры предварительного нагрева дополнительно включает:
в случае, если обнаруженная фактическая температура выше температуры предварительного нагрева, обесточьте, например, временно обесточьте, по крайней мере, один нагревательный картридж блока предварительного нагрева, чтобы снизить текущую температуру,
в случае, если обнаруженная фактическая температура ниже температуры предварительного нагрева, включите, например, временно включите, по крайней мере, один нагревательный картридж блока предварительного нагрева, чтобы повысить фактическую температуру.
В аспекте 49h в соответствии с любым из аспектов с 35-го по 48-й упаковочное устройство или станция термосваривания содержит датчик температуры термосваривания, блок управления соединен посредством связи с датчиком температуры термосваривания и выполнен с возможностью осуществления процедуры контроля температуры термосваривания, включающей:
определение фактической температуры термосваривания или уплотнительной ленты с помощью датчика температуры термосваривания,
сравнение обнаруженной фактической температуры с температурой термосваривания и определение отклонения между обнаруженной фактической температурой и температурой герметизации,
в случае, если отклонение превышает установленный порог, управление станцией термосваривания для уменьшения указанного отклонения.
В 50-м аспекте в соответствии с любым из аспектов с 35-го по 49-й процедура контроля температуры термосваривания дополнительно включает следующие действия:
в случае, если обнаруженная фактическая температура выше, чем температура запайки, обесточить, например, временно обесточить, по крайней мере, один нагревательный картридж станции запайки, чтобы фактическая температура снизилась,
в случае, если обнаруженная фактическая температура ниже температуры запаивания, включить, например, временно включить, по крайней мере, один нагревательный картридж станции запаивания, чтобы текущая температура повысилась.
В 51-м аспекте в соответствии с любым из аспектов со 2-го по 50-й упаковочное устройство содержит первый блок предварительного нагрева и второй блок предварительного нагрева, расположенные напротив друг друга относительно удлиненного отверстия вакуумной камеры и выполненные с возможностью размещения между ними концевой части каждой вакуумированной полузакрытой упаковки.
В 52-м аспекте в соответствии с 51-м аспектом корпус предварительного нагрева первого блока предварительного нагрева выполнен с возможностью предварительного нагрева первой поверхности упомянутой полосы концевой части вакуумированных полузакрытых упаковок, а корпус предварительного нагрева второго блокапредварительного нагрева выполнен с возможностью предварительного нагрева второй поверхности, противоположной первой поверхности, упомянутой полосы концевой части вакуумированных полузакрытых упаковок.
В 53-м аспекте в соответствии с 52-м аспектом первая поверхность представляет собой верхнюю поверхность полосы концевой части вакуумированных полузакрытых упаковок, а вторая поверхность представляет собой нижнюю поверхность полосы концевой части вакуумированных полузакрытых упаковок.
В 54-м аспекте в соответствии с любым из аспектов с 37-го по 53-й корпус термосваривания выполнен с возможностью воздействия на предварительно нагретую полосу концевой части каждой вакуумированной полузакрытой упаковки.
В 55-м аспекте в соответствии с любым из аспектов с 37-го по 54-й корпус термосваривания выполнен с возможностью, по меньшей мере, частичного расплавления предварительно нагретой ленты концевой части вакуумированных полузакрытых упаковок, тем самым образуя термозапечатанные упаковки.
В 56-м аспекте в соответствии с любым из аспектов с 37-го по 55-й блок управления соединен, по меньшей мере, с термосвариваемым корпусом, при этом процедура герметизации дополнительно включает:
управление корпусом термосваривания для нагрева концевой части каждой вакуумированной полузакрытой упаковки при температуре термосваривания,
по крайней мере частичное плавление, при температуре теплового уплотнения, предварительно нагретой полосы концевой части эвакуированных полузакрытых упаковок, формируя таким образом теплозапечатанные упаковки, в то время как конвейер перемещает концевую часть эвакуированных полузакрытых (полузапечатанных) упаковок вдоль или параллельно продольной оси вакуумной камеры.
В 57-м аспекте в соответствии с любым из аспектов с 37-го по 56-й блок управления также соединен с термосвариваемым корпусом и выполнен с возможностью управления термосвариваемым корпусом для, по меньшей мере, частичного расплавления при температуре термосваривания предварительно нагретой ленты концевой части вакуумированных полузакрытых упаковок, тем самым формируя термозапечатанные упаковки, в то время как конвейер перемещает концевую часть вакуумированных полузакрытых упаковок вдоль или параллельно продольной оси вакуумной камеры.
В 58-м аспекте в соответствии с любым из аспектов с 37-го по 57-й корпус термосваривания является подвижным по высоте относительно уплотнительной ленты, по меньшей мере, между положением термосваривания, таким как положение прямого хода, и положением покоя, таким как положение обратного хода.
В 59-м аспекте в соответствии с 58-м аспектом корпус термосваривания выполнен в положении термосваривания для термосваривания концевой части вакуумированной полузакрытой упаковки на станции термосваривания.
В 60-м аспекте в соответствии с любым из аспектов с 37-го по 59-й корпус термосваривания содержит, по меньшей мере, один термосваривающий стержень или, по меньшей мере, один термосваривающий ролик.
В 61-м аспекте в соответствии с 60-м аспектом термосваривающий стержень содержит, по меньшей мере, один корпус и, по меньшей мере, один нагревательный картридж, размещенный в корпусе, нагревательный картридж термосваривающего стержня выполнен с возможностью термосваривания концевой части каждой вакуумированной полузагерметичной упаковки, образуя, таким образом, термозапечатанные упаковки.
В 62-м аспекте в соответствии с 60-м или 61-м аспектом термосваривающий стержень имеет первый нагревательный патрон и второй нагревательный патрон, расположенные рядом.
В 63-м аспекте в соответствии с 62-м аспектом первый нагревательный патрон и второй нагревательный патрон термосваривающего стержня имеют один и тот же корпус или расположены в соответствующем первом корпусе и в соответствующем втором корпусе термосваривающего стержня.
В 64-м аспекте в соответствии с любым из аспектов с 1-го по 63-й устройство для термосваривания содержит станцию охлаждения, расположенную ниже станции термосваривания относительно основного направления движения, причем станция охлаждения выполнена с возможностью охлаждения термически запечатанной концевой части термозапечатанных упаковок.
В 65-м аспекте в соответствии с 64-м аспектом станция охлаждения выполнена с возможностью охлаждения конечной части термозапечатанных упаковок, по меньшей мере, или главным образом за счет естественной конвекции и/или излучения и/или теплопроводности.
В 66-м аспекте в соответствии с 64-м или 65-м аспектом станция охлаждения содержит первую секцию охлаждения и вторую секцию охлаждения, расположенные напротив друг друга относительно удлиненного отверстия вакуумной камеры и выполненные с возможностью размещения между ними концевой части каждой вакуумированной полузакрытой упаковки.
В 67-м аспекте в соответствии с любым из аспектов с 1-го по 66-й термосвариватель имеет модульную конструкцию, содержащую, по меньшей мере, один модуль термосваривателя.
В 68-м аспекте в соответствии с любым из аспектов с 1-го по 67-й устройство для термосваривания содержит первый модуль для термосваривания и второй модуль для термосваривания, при этом первый модуль для термосваривания и второй модуль для термосваривания расположены напротив друг друга относительно удлиненного отверстия вакуумной камеры и выполнены с возможностью размещения между ними концевой части каждой вакуумированной полузакрытой упаковки.
В 69-м аспекте в соответствии с 68-м аспектом каждый из первого модуля термосваривания и второго модуля термосваривания содержит соответствующий корпус термосваривания и соответствующую секцию охлаждения, расположенную ниже корпуса термосваривания относительно основного направления движения.
В 70-м аспекте в соответствии с 68-м или 69-м аспектом нагревательный картридж первого модуля термосваривания и нагревательный картридж второго модуля термосваривания расположены так, чтобы быть обращенными друг к другу, и выполнены с возможностью, по меньшей мере, частичного расплавления соответствующих наложенных друг на друга предварительно нагретых полос концевой части вакуумированных полузакрытых упаковок.
В 71-м аспекте в соответствии с 68-м или 69-м или 70-м аспектом каждый из первого модуля термосваривателя и второго модуля термосваривателя содержит первый шкив, второй шкив, первый приводной ремень и второй приводной ремень, каждый из первого приводного ремня и второго приводного ремня входит в зацепление с первым шкивом и вторым шкивом и выполнен с возможностью привода ведомого шкива.
В 72-м аспекте в соответствии с любым из аспектов с 1-го по 71-й устройство для термосваривания содержит, по меньшей мере, один нажимной элемент, выполненный с возможностью приложения давления к концевой части вакуумированных полузакрытых упаковок.
В 73-м аспекте в соответствии с любым из аспектов с 68-го по 72-й, каждый из первого модуля термосваривания и второго модуля термосваривания содержит, по меньшей мере, один прижимной элемент, прижимной элемент первого модуля термосваривания и прижимной элемент второго модуля термосваривания обращены друг к другу и выполнены с возможностью приложения давления к соответствующим противоположным поверхностям концевой части вакуумированных полузакрытых упаковок.
В 74-м аспекте в соответствии с 72-м или 73-м аспектом нажимной элемент расположен на станции термосваривания.
В 75-м аспекте в соответствии с 72-м или 73-м или 74-м аспектом нажимной элемент дополнительно сконфигурирован для натяжения приводного ремня.
В 76-м аспекте в соответствии с любым из аспектов с 72-го по 75-й, прижимной элемент содержит первую боковую сторону и вторую боковую сторону, противоположные друг другу, расположенные на расстоянии друг от друга вдоль направления, которое поперечно основному направлению движения и проходит в продольном направлении параллельно продольной оси вакуумной камеры, причем каждая из первой боковой стороны и второй боковой стороны выполнены с возможностью натяжения соответствующего приводного ремня.
В 77-м аспекте в соответствии с 76-м аспектом корпус термосваривания первого модуля термосваривания расположен между первой стороной и второй стороной прижимного элемента первого модуля термосваривания, а корпус термосваривания второго модуля термосваривания расположен между первой стороной и второй стороной прижимного элемента второго модуля термосваривания.
В 78-м аспекте в соответствии с любым из аспектов с 35-го по 76-й блок управления соединен посредством связи с нажимным элементом первого модуля термосваривателя и с нажимным элементом второго модуля термосваривателя, указанные нажимные элементы расположены напротив друг друга, блок управления выполнен с возможностью:
перемещения указанных нажимных элементов к противоположным поверхностям концевой части, по меньшей мере, одной вакуумированной полузакрытой упаковки,
управления указанными нажимными элементами для приложения давления к концевой части, по меньшей мере, одной вакуумированной полузакрытой упаковки, тем самым зажимая концевую часть вакуумированной полузакрытой упаковки,
во время приложения давления указанными нажимными элементами управления станцией термосваривания для термосваривания, по меньшей мере, концевой части, по меньшей мере, одной вакуумированной полузакрытой упаковки, образуя, таким образом, одну термозапечатанную упаковку.
В 79-м аспекте в соответствии с любым из аспектов с 1-го по 78-й устройство для термосваривания содержит, по меньшей мере, один дополнительный элемент давления, выполненный с возможностью приложения давления к концевой части термозапечатанных упаковок.
В 80-м аспекте в соответствии с 79-м аспектом дополнительный нажимной элемент расположен ниже по потоку станции термосваривания относительно основного направления движения и выполнен с возможностью приложения давления к термосвариваемой упаковке.
В 81-м аспекте в соответствии с 79-м или 80-м аспектом дополнительный прижимной элемент содержит прижимной ролик.
В 82-м аспекте в соответствии с 81-м аспектом первый модуль термосваривателя и второй модуль термосваривателя содержат, по меньшей мере, один соответствующий прижимной ролик, прижимные ролики первого модуля термосваривателя и прижимной ролик второго модуля термосваривателя обращены друг к другу.
В 83-м аспекте в соответствии с 82-м аспектом прижимной ролик первого модуля термосваривания и прижимной ролик второго модуля термосваривания расположены в соответствующей секции охлаждения.
В 84-м аспекте в соответствии с 82-м или 83-м аспектом блок управления соединен посредством связи с прижимным роликом первого модуля термосваривателя и с прижимным роликом второго модуля термосваривателя и сконфигурирован для следующих функций:
перемещение прижимного ролика первого модуля термосваривания и прижимного ролика второго модуля термосваривания в направлении противоположных поверхностей концевой части по меньшей мере одной термозапечатанной упаковки,
управление прижимным роликом первого модуля термосваривателя и прижимным роликом второго модуля термосваривателя для приложения давления к концевой части термозапечатанной упаковки.
В 85-м аспекте в соответствии с любым из аспектов с 3-го по 84-й устройство для термосваривания содержит уплотнительный ременной шкив, уплотнительный ремень зацеплен со шкивом уплотнительного ремня. Другими словами, в то время как первый и второй шкивы входят в зацепление и перемещают приводные ремни, уплотнительный ремень зацепляется вокруг специального уплотнительного ременного шкива и одного из первого и второго шкивов. В под-аспекте в соответствии с любым из предыдущих аспектов уплотнительный ремень может приводиться в действие одним из первого и второго шкивов или шкивом уплотнительного ремня, в то время как первый и второй шкивы воздействуют на приводные ремни; в дополнительном под-аспекте натяжение уплотнительного ремня может быть достигнуто регулировкой расстояния между шкивом уплотнительного ремня и одним из первого и второго шкивов или может быть достигнуто натяжной группой, действующей непосредственно на уплотнительныйремень. В варианте реализации, показанном на фиг. 7, один из первого и второго шкивов может действовать как приводной шкив для приводных ремней и для уплотнительного ремня 18. Еще в одном аспекте (в случае специального уплотнительного ременного шкива, расположенного в зоне, промежуточной между одним из двух приводных шкивов и уплотнительной станцией) блок предварительного нагрева расположен между уплотнительным ременным шкивом и станцией термосваривания вдоль пути, по которому следует уплотнительная лента, до того, как уплотнительная лента достигнет блока предварительного нагрева и либо до того, как уплотнительная лента достигнет специального уплотнительного ременного шкива, либо после того, как уплотнительная лента покинет уплотнительный ременной шкив.
В 86-м аспекте в соответствии с 85-м аспектом шкив уплотнительного ремня является холостым шкивом.
В 87-м аспекте в соответствии с любым из аспектов с 3-го по 86-й термосвариватель содержит натяжное устройство, сконфигурированное для натяжения уплотнительной ленты.
В 88-м аспекте в соответствии с 87-м аспектом натяжное устройство соединено с приводным шкивом и является подвижным относительно станции термосваривания, при этом натяжное устройство выполнено с возможностью перемещения приводного шкива относительно станции термосваривания и для регулировки натяжения уплотнительной ленты.
В 89-м аспекте в соответствии с 87-м или 88-м аспектом натяжное устройство расположено перед шкивом станции термосваривания.
В 90-м аспекте в соответствии с 87-м или 88-м или 89-м аспектом натяжное устройство расположено вблизи первого шкива термосваривателя.
В 91-м аспекте в соответствии с любым из аспектов со 2-го по 90-й упаковочное устройство содержит вакуумный блок, содержащий вакуумную камеру и направляющую ленту, расположенную внутри вакуумной камеры и выполненную с возможностью контакта с концевой частью полгерметичных упаковок перед блоком предварительного нагрева и для перемещения полузакрытых упаковок относительно вакуумной камеры по всему удлиненному отверстию вдоль основного направления движения.
В 92-м аспекте в соответствии с 91-м аспектом блок управления соединен с направляющей лентой и выполнен с возможностью синхронизации направляющей ленты, по меньшей мере, с одной из уплотнительных лент и конвейера, необязательно как с уплотнительной лентой, так и с конвейером.
В 93-м аспекте в соответствии с 91-м или 92-м аспектом направляющая лента и уплотнительная лента смещены относительно направления, которое является поперечным основному направлению движения.
В 94-м аспекте в соответствии с 91-м или 92-м или 93-м аспектом концевая часть содержит первую полосу и вторую полосу, вторая полоса расположена между первой полосой и основной частью полузакрытой упаковки, направляющая лента выполнена с возможностью контакта с концевой частью полузакрытых упаковок на первой полосе, уплотнительная лента выполнена с возможностью контакта с концевой частью полузакрытых упаковок на второй полосе.
В 95-м аспекте в соответствии с любым из аспектов с 91-го по 94-й блок управления сконфигурирован для управления направляющей лентой, уплотнительной лентой и конвейером для перемещения с одинаковой скоростью.
В 96-м аспекте в соответствии с любым из аспектов со 2-го по 95-й вакуумная камера содержит узкую часть, выполненную с возможностью направления концевой части полузакрытой упаковки к удлиненному отверстию вакуумной камеры.
В 97-м аспекте в соответствии с любым из аспектов с 1-го по 96-й вакуумная камера выполнена с возможностью перемещения на разных высотах относительно конвейера в зависимости, по меньшей мере, от одного размера полузакрытой упаковки или, по меньшей мере, одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок.
В 98-м аспекте в соответствии с любым из аспектов с 35-го по 97-й блок управления соединен посредством связи с вакуумной камерой или со средством перемещения, активным в вакуумной камере, для изменения высоты вакуумной камеры относительно конвейера, и дополнительно выполнен с возможностью перемещения вакуумной камеры на определенную высоту относительно конвейера в зависимости, по меньшей мере, от одного размера полузакрытой упаковки или, по меньшей мере, одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок.
В 99-м аспекте в соответствии с любым из аспектов с 35-го по 98-й блок управления сконфигурирован для реализации процедуры позиционирования, включающей в себя:
идентификацию по меньшей мере одного размера полузакрытой упаковки или по меньшей мере одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок,
установку вакуумной камеры на определенной высоте относительно конвейера в зависимости от определенного размера полузакрытой упаковки или одного или нескольких продуктов, размещенных внутри полузакрытой упаковки.
В 100-м аспекте в соответствии с любым из аспектов с 1-го по 99-й упаковочное устройство содержит станцию удаления отходов, сконфигурированную для удаления, по меньшей мере, части отходов термозапечатанных упаковок, например, части отходов концевой части термозапечатанных упаковок, которая удалена от основной части или противоположна ей.
В 101-м аспекте в соответствии со 100-м аспектом станция удаления отходов расположена ниже по потоку от термосваривателя относительно основного направления движения.
В 102-м аспекте в соответствии со 100-м или 101-м аспектом удлиненное отверстие вакуумной камеры содержит входную секцию, в которой конечная часть полузагерметичных упаковок входит в вакуумную камеру, и выходную секцию, в которой конечная часть термозапечатанных упаковок выходит из вакуумной камеры, входная секция и выходная секция расположены напротив друг друга относительно продольного расширения удлиненного отверстия и основного направления движения, станция удаления отходов расположена между входной секцией и выходной секцией.
В 103-м аспекте в соответствии со 102-м аспектом станция удаления отходов расположена вблизи выпускной секции.
В 104-м аспекте в соответствии с любым из аспектов со 100-го по 103-й станция удаления отходов сконфигурирована для удаления части отходов выше по потоку относительно выпускной секции.
В 105-м аспекте в соответствии с любым из аспектов со 100-го по 104-й станция удаления отходов содержит режущий инструмент, сконфигурированный для вырезания части отходов из полузакрытой упаковки.
В 106-м аспекте в соответствии со 105-м аспектом режущий инструмент содержит, по меньшей мере, один из режущего лезвия, режущего круга, гильотины, ножниц или ножа.
В 107-м аспекте в соответствии с любым из аспектов со 100-го по 106-й блок управления соединен посредством связи со станцией удаления отходов и сконфигурирован для удаления, например, с помощью режущего инструмента, части отходов из полузакрытой упаковки.
108-й аспект относится к процессу упаковки полузакрытых упаковок, включающему этапы:
обеспечение по меньшей мере одной полузакрытой упаковки, имеющей концевую часть, по меньшей мере, с одним отверстием, таким как открытый конец, и основную часть, содержащую один или несколько продуктов,
перемещение полузакрытой упаковки по основному направлению движения,
удаление газа, присутствующего в полузакрытой упаковке, и формирование вакуумированной полузакрытой упаковки при перемещении полузакрытой упаковки вдоль основного направления движения,
термосваривание концевой части вакуумированной полузакрытой упаковки,
перед термосвариванием концевой части вакуумированной полузакрытой упаковки предварительное нагревание, по меньшей мере, полосу концевой части каждой вакуумированной полузакрытой упаковки.
В 109-м аспекте согласно 108-му аспекту в процессе упаковки используется упаковочное устройство в соответствии с любым из аспектов с 1-го по 107-й и/или с любым из прилагаемых пунктов формулы изобретения упаковочного устройства.
В 110-м аспекте в соответствии с 108-м или 109-м аспектом этап предварительного нагрева, по меньшей мере, полосы концевой части каждой вакуумированной полузакрытой упаковки включает предварительный нагрев, по меньшей мере, полосы концевой части каждой вакуумированной полузакрытой упаковки перед станцией термосваривания.
В 111-м аспекте в соответствии с 108-м или 109-м или 110-м аспектом этап предварительного нагрева, по меньшей мере, полосы концевой части каждой вакуумированной полузакрытой упаковки включает в себя:
предварительный нагрев, по меньшей мере, теплопроводящего тракта уплотнительной ленты, воздействующей на концевую часть вакуумированных полузакрытых упаковок, при этом уплотнительная лента необязательно взаимодействует, направляя концевую часть вдоль основного направления движения,
предварительный нагрев указанной ленты концевой части каждой вакуумированной полузакрытой упаковки с помощью теплопроводящего тракта уплотнительной ленты.
В 112-м аспекте в соответствии с любым из аспектов с 108-го по 111-й, этап предварительного нагрева указанной ленты концевой части каждой вакуумированной полузакрытой упаковки посредством теплопроводящего тракта уплотнительной ленты включает приведение в контакт указанной ленты концевой части каждой вакуумированной полузакрытой упаковки с теплопроводящим трактом уплотнительной ленты.
В 113-м аспекте в соответствии с любым из аспектов с 108-го по 112-й, процесс упаковки включает этап предоставления упаковочного устройства в соответствии с любым из аспектов с 1-го по 107-й и/или с любым из прилагаемых пунктов формулыизобретения упаковочного устройства, где этап перемещения полузакрытой упаковки вдоль основного направления движения включает в себя:
введение, по меньшей мере, концевой части полузакрытой упаковки в вакуумную камеру через удлиненное отверстие,
перемещение, по меньшей мере, концевой части полузакрытой упаковки внутри вакуумной камеры вдоль или параллельно удлиненному отверстию,
опционально перемещение основной части полузакрытой упаковки за пределы вакуумной камеры.
В 114-м аспекте в соответствии с 113-м аспектом этап перемещения, по меньшей мере, концевой части полузакрытой упаковки внутри вакуумной камеры включает перемещение, по меньшей мере, концевой части полузакрытой упаковки внутри вакуумной камеры вдоль или параллельно удлиненному отверстию.
В 115-м аспекте в соответствии с любым из аспектов с 108-го по 114-й этапы термосваривания концевой части вакуумированной полузакрытой упаковки и предварительного нагрева, по меньшей мере, полосы концевой части каждой вакуумированной полузакрытой упаковки выполняются при непрерывном перемещении полузакрытой упаковки вдоль основного направления движения посредством конвейера и, необязательно, также посредством уплотнительной ленты и/или посредством направляющей ленты.
В 116-м аспекте в соответствии с любым из аспектов с 108-го по 115-й, процесс упаковки включает этап направления концевой части вакуумированных полузакрытых упаковок вдоль основного направления движения, по меньшей мере, на станции термосваривания, избегая при этом, чтобы указанная концевая часть прилипала к станции термосваривания.
В 117-м аспекте в соответствии с любым из аспектов с 108-го по 116-й, процесс упаковки включает этап охлаждения концевой части термозапечатанной упаковки.
В 118-м аспекте в соответствии с 117-м аспектом этап охлаждения концевой части термозапечатанной упаковки содержит обеспечение возможности охлаждения концевой части термозапечатанной упаковки, по меньшей мере, или главным образом, за счет естественной конвекции и/или излучения и/или проводимости.
В 119-м аспекте в соответствии с 117-м или 118-м аспектом этап охлаждения концевой части термозапечатанной упаковки включает пропускание концевой части термозапечатанной упаковки через секцию охлаждения, например секцию охлаждения упаковочного устройства, в течение заданного периода времени.
В 120-м аспекте в соответствии с 117-м или 118-м или 119-м аспектом при охлаждении концевой части термозапечатанной упаковки к концевой части термозапечатанной упаковки прикладывают давление.
В 121-м аспекте в соответствии с любым из аспектов с 108-го по 120-й, этап термосваривания концевой части вакуумированной полузагерметичной упаковки включает в себя приложение давления к концевой части вакуумированной полузагерметичной упаковки.
В 122-м аспекте в соответствии со 120-м и 121-м аспектами давление, приложенное к концевой части термозапечатанной упаковки во время охлаждения, ниже, чем давление, приложенное к концевой части вакуумированной полузакрытой упаковки во время термосваривания.
Краткое описание чертежей
На фиг. 1 показан вид упаковочного устройства в соответствии с настоящим изобретением;
На фиг. 2 показан разрез упаковочного аппарата, показанного на фиг. 1, изображающий основную секцию обработки упаковочного аппарата;
На фиг. 3 показан продольный разрез упаковочного аппарата на фиг. 2, полученный с помощью плоскости секционирования, рассекающей термозапаиватель упаковочного аппарата на станции термозапечатывания (термосваривания);
На фиг. 4 показан вид в плоскости разреза фиг. 3 и относительная деталь;
На фиг. 4А показана вакуумированная упаковка, подвергающаяся термосвариванию на станции термосваривания упаковочного устройства на фиг. 4,
На фиг. 5 показан корпус предварительного нагрева упаковочного аппарата фиг. 1;
На фиг. 6 показан возможный вариант реализации основной секции обработки упаковочного устройства согласно настоящему изобретению, альтернативный варианту осуществления, показанному на фиг. 2; и
на фиг. 7 показан продольный разрез упаковочного устройства на фиг.1, изображающий альтернативный вариант реализации основной технологической секции упаковочного устройства.
Терминология и определения
В контексте настоящего документа всякий раз, когда упоминается полузакрытая упаковка, подразумевается, что это относится к пленочной обертке или пленочной оболочке, например, полностью или, по меньшей мере, частично изготовленной из пластика, окружающей и содержащей продукт или продукты, подлежащие упаковке, иимеющей по меньшей мере одно отверстие или отверстие, обеспечивающее обмен газом между внутренней и внешней частью полузакрытой упаковки.
В контексте настоящего документа всякий раз, когда упоминается откачка или вакуумирование в терминах извлечения газа, подразумевается, что термин "газ" может включать отдельный конкретный газ или смесь газов и может, например, относиться к воздуху (т.е. состоять из смеси газов, соответствующей окружающему воздуху). В соответствии с возможными вариантами, полузакрытые упаковки могут быть промыты защитным газом или газами (иногда также называемыми "инертным" газом). Следует отметить, что может быть использован любой известный защитный газ или газовая смесь, например СО2. Газ может быть введен в полузакрытую упаковку в пространство между продуктом и пленкой с использованием известных технологий. Оставшийся газ внутри упаковки после удаления из нее газа или воздуха и после герметизации упаковки обеспечивает желаемый остаточный уровень O2 внутри упаковки. Снижение уровня остаточного O2 в упаковке особенно полезно при упаковке скоропортящихся продуктов (например, сыра с низким уровнем газообразования во время созревания). В некоторых приложениях может быть достаточным остаточный уровень O2 от 5% до 6%. В других применениях может быть желательным уровень остаточного O2 ниже 5%, например 1% или ниже. Следует отметить, что, используя варианты реализации настоящего изобретения, практически любой уровень остаточного O2, необходимый или желаемый для индивидуального применения упаковки, может быть установлен соответствующим образом.
В контексте настоящего документа всякий раз, когда упоминается вакуумированная полузакрытая упаковка, подразумевается, что она относится к полузакрытой упаковке, которая была вакуумирована по меньшей мере частично.
В контексте настоящего документа всякий раз, когда упоминается термосвариваемая упаковка, подразумевается, что она относится к упаковке, которая была термозапечатанной после вакуумирования.
В контексте настоящего документа всякий раз, когда упоминаются восходящий и нисходящий потоки, подразумевается, что они относятся к местоположению определенной станции, элемента или компонента упаковочного устройства относительно направления обработки указанных выше упаковок (полузакрытых упаковок, вакуумированных полузакрытых упаковок и термозапечатанных упаковок), вдоль которых обрабатываются упаковки. Термины "вверх по потоку" и "вниз по потоку" могут относиться к основному направлению движения, например, основному направлению продвижения, указанных выше упаковок вдоль упаковочного устройства.
В контексте настоящего документа всякий раз, когда определяются условия эксплуатации упаковочного устройства, подразумевается, что они относятся к условиям использования упаковочного устройства, в котором упаковочное устройство используется для упаковки продуктов. В рабочих условиях упаковочное устройство выполняет процесс упаковки, для которого оно предназначено. Процесс упаковки может быть одним из процессов, описанных здесь, и/или процессом в соответствии с любым из прилагаемых пунктов формулы изобретения.
В контексте настоящего документа всякий раз, когда определяется ремень, подразумевается, что ремень может быть бесконечным ремнем, т.е. ремнем, образующим замкнутый контур. Каждая лента может быть сконфигурирована для непрерывного перемещения по соответствующему замкнутому контуру.
Подробное описание
На фиг. 1 показан первый вариант реализации упаковочного устройства 1 в соответствии с настоящим изобретением. Упаковочное устройство 1 предназначено для упаковки продуктов путем обработки множества полузакрытых упаковок Р. Упаковки обычно обозначаются ссылкой Р, независимо от их начальных, промежуточных или конечных условий обработки и положения вдоль упаковочного устройства (т.е. независимо от того, являются ли упаковки Р полузакрытыми упаковками, вакуумированными полузакрытыми упаковками, термозапечатанными упаковками, готовыми упаковками, как описано ниже). Полузакрытые упаковки Р имеют концевую часть TP по меньшей мере с одним отверстием (т.е. открытую концевую часть) и основную часть MP, в которой находится один или несколько продуктов. Отверстие может быть открытым концом полузакрытой упаковки Р. Основная часть MP представляет собой закрытую концевую часть полузакрытой упаковки, которая, например, противоположна открытой концевой части TP полузакрытой упаковки Р. Конкретнее, концевая часть TP полузакрытых упаковок может содержать первую полосу ТР1 и вторую полосу ТР2, примыкающие друг к другу (см. фиг. 4А). Вторая полоса ТР2 расположена между первой полосой ТР1 и основной частью MP полузакрытой упаковки Р.
Один или несколько продуктов могут быть расположены внутри основной части MP полузакрытой упаковки Р различными способами. Обратите внимание, однако, что способ размещения продуктов внутри полузакрытой упаковки Р не имеет отношения к изобретению.
Например, продукты могут быть загружены на пленку, например, подаваемую с рулона пленки. Пленку затем запечатывают в продольном и поперечном направлениях, чтобы создать последовательность полузакрытых упаковок Р, при этом продукты помещаются внутри каждой из полузакрытых упаковок Р, образованных трубчатой пленкой. Формирование полузакрытых упаковок Р из непрерывной пленки может быть выполнено на загрузочной станции 2 упаковочного устройства 1.
В альтернативном варианте осуществления продукты могут быть помещены в предварительно сформированные пакеты (т.е. полузакрытые упаковки Р), изготовленные из упаковочной пленки.
В обоих вышеописанных вариантах осуществления упаковочное устройство 1 может содержать загрузочную станцию 2, на которую загружаются полузакрытые упаковки Р (имеющие описанную выше конструкцию), требующие откачки газа, а затем термосваривания. Полузакрытые упаковки Р могут быть загружены на станцию загрузки 2 с надлежащей ориентацией, или они могут быть переставлены на станции загрузки 2 в соответствии с предопределенной или желаемой ориентацией.
Упаковочное устройство 1 содержит вакуумный блок 3, снабженный вакуумной камерой 4, проходящей вдоль продольной оси L. Вакуумная камера 4 содержит корпус, определяющий внутренний объем вакуумной камеры 4, где в условиях эксплуатации упаковочного устройства 1 определяется внутреннее вакуумное давление (т.е. давление ниже давления окружающей среды, присутствующего в атмосфере, внешней по отношению к корпусу).
Вакуумная камера 4 имеет удлиненное отверстие 5, проходящее параллельно продольной оси L. Удлиненное отверстие 5 имеет входную секцию 5 а, в которой концевая часть TP полузагерметичных упаковок Р входит в вакуумную камеру 4, и выходную секцию 5b, в которой концевая часть TP термозапечатанных упаковок Р выходит из вакуумной камеры 4. Впускной участок 5а и выпускной участок 5b удлиненного отверстия 5 расположены напротив друг друга вдоль продольного продолжения удлиненного отверстия 5: другими словами, впускной участок 5а и выпускной участок 5b находятся на соответствующих противоположных концах удлиненного отверстия 5. На фиг. 1 удлиненное отверстие представляет собой продольную прямую щель 5, непрерывно проходящую параллельно продольной оси L вакуумной камеры 4. В возможных вариантах удлиненное отверстие 5 может содержать, по меньшей мере, криволинейный канал или может быть полностью криволинейным.
Вакуумная камера 4 может содержать, по меньшей мере, две последовательные части, каждая из которых предназначена для того, чтобы, когда упаковочное устройство 1 работает, подвергаться соответствующему внутреннему вакуумному давлению, отличному от давления другой части. Внутреннее вакуумное давление внутриупомянутых последовательных участков вакуумной камеры 4 может уменьшаться по ходу основного направления движения М (схематически представлено на фиг. 1 стрелкой М), определяемый вдоль упаковочного устройства 1, т.е. проходящий от входной секции 5а к выходной секции 5b удлиненного отверстия 5. Таким образом, когда устройство 1 работает, часть, ближайшая к входной секции 5а, будет подвергаться уровню вакуума, следующая часть будет подвергаться более высокому уровню вакуума (и, следовательно, более низкому абсолютному давлению) и так далее, пока часть, ближайшая к выходному давлению, которая будет подвергаться самому высокому уровню вакуума из всех частей (и, следовательно, к самому низкому абсолютному давлению). В силу вышеуказанных положений вакуумная камера 4 сконфигурирована для постепенного удаления полузакрытых упаковок Р.
Вакуумная камера 4 содержит участок 6 с узким горлышком, выполненный для направления концевой части TP полузакрытой упаковки Р к входной секции 5а удлиненного отверстия 5 вакуумной камеры 4. Участок 6 с узким местом в основном представляет собой участок доступа, в котором полузакрытые упаковки Р направляются в вакуумную камеру 4. Как показано на фиг. 1, участок 6 с узким горлышком имеет конусообразную форму и содержит проходную секцию, которая сужается в направлении, входящем во входную секцию 5а удлиненного отверстия 5.
Вакуумный блок 3 может содержать направляющую ленту 7, расположенную внутри вакуумной камеры 4 (или имеющую основную часть, расположенную внутри вакуумной камеры 4). В предпочтительном варианте осуществления вакуумный блок 3 содержит две взаимодействующие направляющие ленты 7, каждая из которых имеет рабочий канал 7а, обращенный к рабочему каналу 7а другой направляющей ленты 7 и проходящий параллельно продольной оси L вакуумной камеры 3. Рабочие каналы 7а двух направляющих лент 7 сконфигурированы для контакта с противоположными сторонами концевой части TP полузакрытых упаковок Р на первой полосе ТР1 (см. фиг. 4А) и для взаимодействия с конвейером 8 для перемещения полузакрытых упаковок Р относительно вакуумной камеры 4 вдоль удлиненного отверстия 5 параллельно основному направлению движения М. На практике перемещение упаковок Р вдоль основного направления движения М определяет траекторию продвижения упаковок Р параллельно вакуумной камере 4 и, следовательно, вдоль упаковочного устройства 1. Более подробно, каждая направляющая лента 7 имеет внешнюю поверхность, предназначенную для контакта с концевой частью полузакрытых упаковок Р на первой полосе ТР1 для содействия перемещению концевых частей TP и в то же время для облегчения удаления газа. Для этой цели внешняя поверхность, по меньшей мере, однойиз направляющих лент 7 может иметь параллельные канавки или другие поверхностные образования, предназначенные для обеспечения выхода газа, в то время как рабочие каналы 7а направляющей ленты входят в зацепление с концевыми участками TP и, таким образом, обеспечивают эффективное удаление полузакрытых упаковок Р во время их движения по пути продвижения. Действительно, в условиях эксплуатации упаковочного устройства 1 концевые участки TP полузакрытых упаковок Р, контактирующие с наружной поверхностью направляющей ленты, образуют каналы для отвода газа в параллельных канавках или других поверхностных образованиях, обеспечивающих эффективное удаление полузакрытых упаковок Р.
Как уже упоминалось, упаковочное устройство 1 дополнительно содержит конвейер 8. Как показано на фиг. 1, конвейер 8 расположен бок о бок относительно вакуумной камеры 4 и может быть выполнен в виде бесконечной ленты. Как показано на фиг. 1, конвейер 8 расположен ниже по потоку относительно станции загрузки 2 и сконфигурирован для приема полузакрытых упаковок Р, поступающих со станции загрузки 2. Полузакрытые упаковки Р, полученные со станции загрузки 2, предпочтительно расположены в заранее определенной или желаемой ориентации относительно вакуумной камеры 4 (см. фиг. 1) для перемещения концевых частей TP внутри вакуумной камеры 4. Конвейер 8 сконфигурирован для содействия перемещению упаковок Р вдоль основного направления движения М и, по существу, параллельно удлиненному отверстию 5. Конвейер 8 имеет транспортирующую поверхность, например горизонтальную транспортирующую поверхность, предназначенную для приема основной части MP упаковок Р и перемещения основной части MP упаковок вдоль основного направления движения М вне вакуумной камеры 4 (см. фиг. 1), в то время как конечные части TP упаковок Р размещены внутри вакуумной камеры 4 и транспортируются направляющей лентой (лентами) 7. Для обеспечения эффективной транспортировки упаковок Р транспортирующая поверхность может быть снабжена захватными средствами или может содержать нескользящий материал для направления упаковок Р вдоль основного направления движения М без риска относительного скольжения между упаковками Р и транспортирующей поверхностью конвейера 8. Конвейер 8 и направляющая лента (ленты) 7 синхронизированы друг с другом и могут двигаться с одинаковой скоростью, тем самым поддерживая заданную или желаемую ориентацию упаковок Р (см. фиг. 1). В возможных вариантах упаковочное устройство 1 может иметь одну единственную направляющую ленту 7 (например, взаимодействующую с плоской поверхностью) или может быть лишено направляющих лент 7, при этом транспортировка упаковок Р вдоль основного направления движения Мпо всему упаковочному устройству 1 выполняется или в основном выполняется конвейером 8. В некоторых предпочтительных в настоящее время вариантах дополнительная лента может способствовать перемещению упаковок/полузакрытых упаковок Р: например, уплотнительная лента может работать на отдельном участке удлиненного отверстия 5, таком как центральный участок удлиненного отверстия 5, расположенный между входной секцией 5а и выходной секцией 5b удлиненного отверстия 5 и удаленный от них.
Предопределенная или желаемая ориентация упаковок Р обеспечивает размещение упаковок Р на конвейере 8 таким образом, чтобы открытый конец концевой части TP каждой полузакрытой упаковки Р, т.е. незапечатанная часть полузакрытой упаковки Р, располагалась лицом к стороне конвейера 8, на которой расположена вакуумная камера 4 (например, к правой стороне конвейера 8 относительно основного направления движения М, показанного на фиг. 1). Как показано на фиг. 1, концевая часть TP полузакрытых упаковок Р и, следовательно, их открытые концы выровнены относительно стороны конвейера 8, обращенной к вакуумной камере 4.
Следует отметить, что полузакрытые упаковки Р, обрабатываемые упаковочным устройством 1, могут быть разных размеров, в частности, каждая полузакрытая упаковка Р может иметь различную длину и/или ширину и/или высоту по сравнению с другими упаковками Р, обрабатываемыми в том же упаковочном устройстве 1.
На фиг. 1 показаны упаковки Р одинакового размера. Для работы с полузакрытыми упаковками Р, имеющими различные размеры, упаковочное устройство 1 может быть сконфигурировано для перемещения вакуумной камеры 4 на разных высотах относительно конвейера 8. Упаковочное устройство 1, следовательно, может быть снабжено средством перемещения, активным на вакуумной камере 4 и/или на конвейере 8, чтобы регулировать относительную высоту вакуумной камеры 4 относительно конвейера 8. В примерном варианте осуществления средство перемещения может содержать телескопические элементы, такие как телескопические стержни, или направляющие другого характера, взаимодействующие с приводами. Высота, на которой расположена вакуумная камера 4 относительно конвейера 8, зависит, по меньшей мере, от одного размера полузакрытых упаковок Р или, по меньшей мере, от одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок Р. Перемещение вакуумной камеры 4 на разных высотах относительно конвейера 8 подразумевает перемещение узкой части 6 вакуумной камеры 4 на разных высотах относительно конвейера 8.
Упаковочное устройство 1 дополнительно содержит средство 9 для откачки, плавно сообщающееся с вакуумной камерой 4. Средство 9 для откачки может сообщаться с вакуумной камерой 4 посредством канала 10 упаковочного устройства 1, такого как гибкий канал 10. Вакуумные средства 9 сконфигурированы для обеспечения вакуумной камеры 4 внутренним вакуумным давлением, которое ниже давления окружающей среды, определенного вне вакуумной камеры 4. Как показано на фиг. 1, концевая часть TP полузакрытых упаковок Р, по меньшей мере, частично расположена внутри вакуумной камеры 4 таким образом, что ее открытый конец расположен внутри вакуумной камеры 4. Следовательно, внутреннее вакуумное давление, создаваемое вакуумирующим средством 9, позволяет вакуумной камере 4 удалять газ, присутствующий в полузакрытых упаковках Р. Вакуумное средство 9 может быть сконфигурировано для создания различных внутренних вакуумных давлений в смежных частях вакуумной камеры 4 в условиях эксплуатации упаковочного устройства 1. Средство 9 откачки может содержать источник вакуума, такой как, по меньшей мере, вакуумный насос. В возможном варианте для каждой отдельной части вакуумной камеры 4 может быть предусмотрен отдельный источник вакуума. Каждый из выделенных источников вакуума плавно сообщается с соответствующей частью вакуумной камеры 4 и сконфигурирован для определения в ней соответствующего внутреннего вакуумного давления.
Ниже по потоку от узкого места 6 определяется основная технологическая секция 11 упаковочного устройства 1. Основная технологическая секция 11 выполнена с возможностью термосваривания концевых участков TP полузакрытых упаковок Р, входящих в узкую часть 6, тем самым закрывая отверстие, имеющееся в каждой полузакрытой упаковке Р, и формируя термозапечатанные упаковки Р, снабженные герметичными концевыми участками TP, расположенными внутри вакуумной камеры 4. Компоненты основной секции обработки 11 более подробно описаны ниже.
Упаковочное устройство 1 дополнительно содержит станцию 12 удаления отходов, расположенную между основной секцией обработки и выпускной секцией 5b удлиненного отверстия 5, т.е. ниже по потоку основной секции обработки относительно основного направления движения М и выше по потоку и вблизи выпускной секции 5b. Станция 12 удаления отходов принимает термозапечатанные упаковки Р из основной секции обработки и сконфигурирована для удаления, по меньшей мере, части отходов термозапечатанных упаковок Р. Например, секция 12 удаления отходов может быть сконфигурирована для удаления части отходов концевой части TP термозапечатанных упаковок Р, выходящей за пределы одной или нескольких термосвариваемых полос, образованных основной секцией 11 обработки. Другими словами, часть отходов, удаляемая из каждой запечатанной упаковки Р, противоположна основной части MP по отношению к термосвариванию, которое образуется на участке обработки в концевой части TP термозапечатанных упаковок Р. Станция 12 удаления отходов может быть сконфигурирована для удаления части отходов до того, как конечная часть TP или ее оставшаяся часть термозапечатанных упаковок Р выйдет из вакуумной камеры 4. В качестве альтернативы, после вакуумной камеры 4 может быть предусмотрена станция 12 удаления отходов. Станция 12 удаления отходов может содержать режущий инструмент, сконфигурированный для вырезания части отходов из полузакрытой упаковки. Режущий инструмент может быть выполнен в виде, по меньшей мере, одного режущего лезвия, режущего круга, гильотины, ножниц или ножа.
Упаковочное устройство 1 может дополнительно содержать разгрузочную станцию (не показана на прилагаемых фигурах), где собираются термозапечатанные упаковки Р, выходящие из вакуумной камеры.
Основная технологическая секция 11 содержит, по меньшей мере, один термосвариватель 13 (устройство термосваривания), который подробно описан ниже.
Термосвариватель 13 проходит приблизительно параллельно продольной оси L вакуумной камеры 4 и размещен внутри корпуса вакуумной камеры 4.
Термосвариватель 13 снабжен станцией 14 термосваривания и станцией 15 охлаждения. Станция 14 термосваривания и станция 15 охлаждения расположены вдоль основного направления движения М. Станция 14 термосваривания сконфигурирована для термосваривания области (обычно в форме одной или нескольких полос) концевой части TP вакуумированной полузакрытой упаковки Р для образования, таким образом, термозапечатанных упаковок Р. Во время операции термосваривания, происходящей на станции 14 термосваривания, противоположные слои пластиковой пленки, образующие концевую часть TP, по меньшей мере частично сплавляются, чтобы вызвать тепловое соединение вдоль одной или более областей уплотнения, например, в форме одной или более уплотнительных полос, проходящих по существу параллельно продольной оси L. В результате фазы термосваривания, по меньшей мере, концевая часть TP термозапечатанных упаковок Р может быть присутствуют области, где пластиковый материал все еще очень горячий при выходе из станции 14 термосваривания. Охлаждающая станция 15, которая расположена рядом и ниже по потоку от станции 14 термосваривания, обеспечивает охлаждение и, таким образом, структурную стабилизацию термически запечатанной концевой части TP термозапечатанных упаковок Р.
Термосвариватель 13 имеет модульную конструкцию и содержит, по меньшей мере, один модуль 16, 17 термосваривателя. Инжир. 2 показана продольная часть упаковочного устройства 1, на которой расположена основная технологическая секция 11 и верхняя часть вакуумной камеры 4 которой разделена в другой плоскости относительно нижней части. Упаковочное устройство 1 содержит первый модуль 16 для термосваривания и второй модуль 17 для термосваривания (см. фиг. 2). Как показано на фиг.s 2, 3, 4, 6 и 7, первый модуль 16 термосваривателя и второй модуль 17 термосваривателя расположены напротив друг друга и могут, например, быть расположены симметрично относительно идеальной плоскости, параллельной удлиненному отверстию 5. В примере, показанном на прилагаемых чертежах, первый и второй модули 16, 17 термосваривателя расположены напротив друг друга, например, симметрично относительно идеальной горизонтальной плоскости, которая параллельна транспортирующей поверхности конвейера 8 и параллельна продольной оси L вакуумной камеры 4. Следовательно, первый модуль 16 термосваривателя и второй модуль 17 термосваривателя расположены относительно и сконфигурированы таким образом, чтобы устройство термосваривания 13 могло принимать между двумя модулями 16, 17 термосваривателя концевую часть TP каждой вакуумированной полузакрытой упаковки Р, подлежащей термосвариванию.
Поскольку два модуля 16, 17 термосваривателя представляют собой одни и те же основные компоненты, один модуль 16, 17 термосваривателя описан ниже. Следовательно, если не указано иное, компоненты и связанные с ними функции, определенные в отношении одного модуля 16, 17 термосваривателя, применимы к первому модулю 16 термосваривателя и ко второму модулю 17 термосваривателя.
Каждый модуль 16, 17 термосваривателя содержит соответствующую уплотнительную ленту 18. Уплотнительная лента 18 может быть в основном определена как основная лента модуля 16,17 термосваривателя. Уплотнительная лента 18 каждого модуля 16, 17 термосваривателя сконфигурирована для контакта с концевой частью TP полузагерметичных упаковок Р на второй полосе ТР2 и для взаимодействия в направлении концевой части TP вакуумированной полузагерметичной упаковки Р. На практике уплотнительная лента 18 направляет уплотнительную часть TP вдоль участка пути продвижения, который может совпадать с отдельным участком удлиненного отверстия 5, описанного выше, например, с центральным участком удлиненного отверстия 5. Уплотнительная лента 18 сконфигурирована для направления концевой части TP вакуумированных полузакрытых упаковок Р вдоль основного направления движения М на станции 14 термосваривания (см. фиг. 3), без прилипания илиприкрепления к пластиковому материалу обрабатываемых полузакрытых упаковок Р. Чтобы избежать прилипания при направлении концевой части TP вакуумированных полузакрытых упаковок Р, уплотнительная лента 18 содержит антипригарный материал. Антипригарный материал расположен, по меньшей мере, на поверхности уплотнительной ленты 18, предназначенной для контакта с термосвариваемой поверхностью станции 14 термосваривания. В варианте осуществления каждая уплотнительная лента 18 содержит корпус из антипригарного материала, такой как корпус из полимерного материала с антипригарным покрытием, армированный армирующим материалом, таким как стекло или другое армирующее волокно. В предпочтительном в настоящее время варианте осуществления уплотнительная лента 18 имеет корпус из политетрафторэтилена, армированный стекловолокном. Материал из политетрафторэтилена обеспечивает уплотнительную ленту 18 оптимальными антипригарными свойствами и, следовательно, позволяет уплотнительной ленте 18 без прилипания направлять концевую часть TP вакуумированных полузакрытых упаковок вдоль основного направления движения М на станции 14 термосваривания. В возможном варианте вместо обеспечения корпуса уплотнительной ленты 18 из политетрафторэтилена политетрафторэтилен может быть предусмотрен только на контактной поверхности уплотнительной ленты 18 с поверхностью термосваривания станции 14 термосваривания, например, на внешней поверхности уплотнительной ленты 18, предназначенной для контакта с поверхностью термосваривания. Согласно дополнительным возможным вариантам, может быть использован антипригарный материал, альтернативный политетрафторэтилену, без выхода за рамки объема изобретения.
Модуль 16, 17 термосваривателя может дополнительно содержать, по меньшей мере, один датчик 19 температуры термосваривания, сконфигурированный для определения температуры термосваривания. Датчик 19 температуры термосваривания может быть термопарой.
Модуль 16, 17 термосваривателя дополнительно содержит первый шкив 20 и второй шкив 21, расположенные напротив друг друга относительно станции 14 термосваривания. Один из первого шкива 20 и второго шкива 21 является ведущим шкивом, таким как приводной шкив, а другой из первого шкива 20 и второго шкива 21 является ведомым шкивом. В возможном варианте осуществления модуль 16, 17 термосваривателя может предусматривать, что первый шкив 20 является ведомым шкивом, а второй шкив 21 является ведущим шкивом. В альтернативном варианте осуществления, таком как показанный на фиг.6, первый шкив 20 может быть ведущимшкивом, а второй шкив 21 может быть ведомым шкивом. Первый шкив 20 и второй шкив 21 установлены на соответствующем валу и выполнены с возможностью вращения вокруг соответствующей оси вращения. Ось вращения первого шкива 20 и ось вращения второго шкива 21 параллельны. Первый шкив 20 расположен перед станцией 14 термосваривания относительно основного направления движения М и выполнен с возможностью направления уплотнительной ленты 18 к станции 14 термосваривания. Второй шкив 21 выполнен с возможностью обратной циркуляции, после станции 14 термосваривания и станции 15 охлаждения, уплотнительной ленты 18 по направлению к первому шкиву 20.
Каждый из первого шкива 20 и второго шкива 21 содержит, по меньшей мере, кольцевую канавку. В предпочтительном варианте осуществления каждый из первого шкива 20 и второго шкива 21 содержит первую кольцевую канавку и вторую кольцевую канавку, которые расположены на расстоянии друг от друга параллельно оси вращения шкива 20, 21. Кольцевые канавки одного и того же шкива 20, 21 могут образовывать противоположные по оси выступы шкива 20, 21. Кольцевые канавки первого шкива 20 и второго шкива 21 образуют две пары обращенных друг к другу кольцевых канавок. Первая пара кольцевых канавок образована первой кольцевой канавкой первого шкива 20 и соответствующей первой кольцевой канавкой второго шкива 21, в то время как вторая пара кольцевых канавок образована второй кольцевой канавкой первого шкива 20 и соответствующей второй кольцевой канавкой второго шкива 21
Модуль 16, 17 термосваривателя дополнительно содержит, по меньшей мере, один приводной ремень 22, 23, зацепляющий первый шкив 20 и второй шкив 21. Приводной ремень 22, 23 приводится в действие одним из первого шкива 20 и второго шкива 21 (ведущего шкива) и выполнен с возможностью приведения в действие другого из первого шкива 20 и второго шкива 21 (ведомого шкива). В вариантах осуществления, показанных на фигурах 3 и 6, модуль 16, 17 термосваривателя содержит первый приводной ремень 22 и второй приводной ремень 23. Как показано на фиг.3, первый приводной ремень 22 входит в первую пару обращенных кольцевых канавок, а второй приводной ремень 23 входит во вторую пару обращенных кольцевых канавок. Первый приводной ремень 22 и второй приводной ремень 23 синхронизированы и также помогают удерживать концевые части TP упаковок Р в надлежащем положении для герметизации. По меньшей мере, первый шкив 20 или как первый шкив 20, так и второй шкив 21 могут быть выполнены из материала, обладающего значительными свойствами теплопередачи, такого как металлический материал. Выполнение, по меньшей мере, первого шкива 20 или как первого шкива 20, так и второго шкива 21 из материала, обладающего значительными свойствами теплопередачи, позволяет шкиву 20, 21 передавать тепло уплотнительной ленте 18. Это особенно выгодно в возможных вариантах осуществления, в которых по меньшей мере первый шкив 20 предварительно нагревается для передачи тепла уплотнительной ленте 18, тем самым предварительно нагревая уплотнительную ленту 18 (см. вариант осуществления на фиг.6).
Между первым шкивом 20 и вторым шкивом 21 расположен кронштейн 24 модуля 16, 17 термосваривателя. Кронштейн 24 проходит в продольном направлении между шкивами 20, 21 приблизительно параллельно продольной оси L вакуумной камеры 4. Кронштейн 24 может иметь общую "U-образную форму", снабженную боковыми ножками 25 и основной центральной частью, соединяющей боковые ножки 25 и образующей продольную выемку 26. Следовательно, продольная выемка 26 образована между боковыми ножками 25 и имеет нижнюю стенку, которая отводится относительно концевой части каждой боковой ножки 25.
Кронштейн 24 соединен с прижимным элементом 27 модуля 16, 17 термосваривателя. Соединение между кронштейном 24 и прижимным элементом 27 может быть выполнено с помощью упругих элементов, таких как одна или несколько пружин. Пружины могут быть, по меньшей мере, частично размещены на соответствующих ножках 25 кронштейна 24. Нажимной элемент 27 выполнен с возможностью приложения давления к концевой части TP вакуумированных полузакрытых упаковок и также выполнен с возможностью натяжения по меньшей мере одного приводного ремня 22, 23, необязательно обоих приводных ремней 22, 23. Нажимной элемент 27 может содержать первый выступ 27а и второй выступ 27b, каждый из которых выполнен с возможностью воздействия на соответствующий из указанных двух приводных ремней 22, 23. Первый выступ 27а и второй выступ 27b расположены напротив друг друга, на расстоянии друг от друга вдоль направления, которое является поперечным основному направлению движения М и в продольном направлении проходит параллельно продольной оси L вакуумной камеры 4. Между первой стенкой 27а и второй стенкой 27b определено, по меньшей мере, отверстие 27 с для прохода. Первый выступ 27а и второй выступ 27b действуют как прижимные стержни на соответствующих полосах концевой части TP вакуумированных полузакрытых упаковок Р. Более подробно, первый выступ 27а может действовать как прижимной стержень на второй полосе ТР2 концевой части TP вакуумированных полузакрытых упаковок Р. Первый выступ 27а выполнен с возможностью натяжения первого приводного ремня 22, а второй выступ 27b выполнен с возможностью натяжения второго приводного ремня 23. Нажимной элемент 27 может быть подвижным по высоте, по меньшей мере, междурабочим положением и положением покоя. В рабочем положении нажимной элемент 27 натягивает первый приводной ремень 22 и второй приводной ремень 23 посредством, соответственно, первого фланца 27а и второго фланца 27b и прикладывает давление к концевой части TP вакуумированных полузакрытых упаковок Р, как описано выше. В положении покоя нажимной элемент 27 не оказывает давления на концевую часть TP вакуумированных полузакрытых упаковок Р. В положении покоя нажимной элемент 27 втягивается относительно рабочего положения и может, а может и не быть, остаточно натягивать приводные ремни 22, 23. Как показано, в частности, на фиг. 3, нажимной элемент 27 может быть монолитным, и, следовательно, первый выступ 27а и второй выступ 27b могут быть объединены в единый нажимной элемент 27. В возможном варианте первый и второй фланцы 27а, 27b могут не быть объединены в единый прижимной элемент 27 и могут скорее образовывать отдельные прижимные стержни, подвижные вместе или независимо друг от друга. В возможном варианте функция натяжения, описанная здесь со ссылкой на первый выступ 27а и второй выступ 27b прижимного элемента 27, может быть реализована с помощью отдельных специально разработанных элементов. В этом варианте модуль 16, 17 термосваривателя может быть снабжен одним или несколькими нажимными элементами, выполненными с возможностью приложения давления к концевой части TP вакуумированных полузакрытых упаковок Р, и одним или несколькими натяжными элементами, выполненными с возможностью натяжения, совместно или независимо, приводных ремней 22, 23.
Переход между рабочим положением и положением покоя нажимного элемента 27 возможен с помощью переключателя 28 модуля 16,17 термосваривателя. Переключатель 28 выполнен с возможностью переключения нажимного элемента 27 из положения покоя в рабочее положение и наоборот. Переключатель 28 может быть механическим переключателем и может управляться автоматически или вручную.
Между первым шкивом 20 и вторым шкивом 21 также расположены корпус 29 для термосваривания и охлаждающая секция 30 модуля 16, 17 для термосваривания. Как показано на фиг.2, термосвариваемый корпус 29 и охлаждающая секция 30, по меньшей мере, частично расположены в продольном углублении 26. Что касается модульной конструкции термосваривающего устройства 13, то термосваривающий корпус 29 первого модуля 16 термосваривающего устройства и термосваривающий корпус 29 второго модуля 17 термосваривающего устройства расположены напротив друг друга в соответствии с описанной выше конфигурацией (см. фиг. 2 и фиг. 6). Корпус 29 термосваривания первого модуля 26 термосваривания и корпус 29 термосвариваниявторого модуля 17 термосваривания обращены друг к другу и образуют узел 14 термосваривания упаковочного устройства 1. Благодаря вышеописанному противоположному расположению, корпус 29 термосваривания первого модуля 16 термосваривания и корпус 29 термосваривания второго модуля 17 термосваривания выполнены с возможностью размещения между ними концевой части TP каждой вакуумированной полузакрытой упаковки Р и для термосваривания по меньшей мере одной ленты, тем самым определяя герметичное закрытие каждой упаковки Р (см. фиг. 4А, в котором вторая полоса ТР2 подвергается термосвариванию). Охлаждающая секция 30 первого модуля 16 термосваривателя и охлаждающая секция 30 второго модуля 17 термосваривателя расположены напротив друг друга в соответствии с описанной выше конфигурацией (см. фиг.2 и фиг.6). Охлаждающая секция 30 первого модуля 16 термосваривателя и охлаждающая секция 30 второго модуля 17 термосваривателя обращены друг к другу и образуют охлаждающую станцию 15 упаковочного устройства 1. Благодаря описанному выше взаимному расположению охлаждающая секция 30 первого модуля 16 термосваривания и охлаждающая секция 30 второго модуля 17 термосваривания выполнены с возможностью размещения между ними концевой части TP каждой вакуумированной и запечатанной упаковки Р, чтобы обеспечить охлаждение частей упаковки Р, которые были затронуты термосвариванием и которые, следовательно, все еще могут находиться при относительно высокой температуре.
Переходя теперь к более подробному описанию термосвариваемого корпуса 29, следует отметить, что термосвариваемый корпус 29 является подвижным по высоте и выполнен с возможностью принятия положений, имеющих соответствующие различные высоты по отношению к уплотнительной ленте 18 и, следовательно, по отношению, со ссылкой на условия эксплуатации упаковочного устройства 1, к концевой части TP вакуумированных полузакрытых упаковок Р, проходящих через термосвариватель 13. Термосваривающий корпус 29 может перемещаться, по меньшей мере, между положением термосваривания и положением покоя. Положение термосваривания может быть передним положением, а положение покоя может быть задним положением. Переднее положение и заднее положение могут быть определены относительно нижней стенки продольного углубления 26. В условиях эксплуатации упаковочного устройства 1 корпус 29 для термосваривания в переднем положении термосваривания прикладывает тепло и давление и термосваривает концевую часть TP вакуумированных полузакрытых упаковок Р, проходящих через станцию 14 термосваривания. Переход между передним положением термосваривания и задним положением покоя корпуса 29 термосваривания возможен с помощью, по меньшей мере, одного исполнительного механизма 31. Привод31 выполнен с возможностью перемещения термосвариваемого корпуса 29 из положения покоя назад в положение переднего термосваривания и наоборот. Привод 31 может быть пневматическим приводом, электрическим приводом, гидравлическим приводом или приводом другого характера. Инжир. 2 изображен второй модуль 17 термосваривателя, который разделен на секции и показывает, что его термосваривающий корпус 29 может перемещаться посредством пары пневматических приводов 31, действующих на соответствующие продольные концевые части челнока, в котором размещен термосваривающий корпус 29. Термосваривающий корпус 29 может быть выполнен из материала, предназначенного для передачи тепла. Материалом термосвариваемого корпуса 29 может быть материал, обладающий значительными свойствами теплопередачи, такой как металлический материал.
Термосваривающий корпус 29 может быть выполнен в виде термосваривающего стержня или термосваривающего ролика. В вариантах осуществления, изображенных на прилагаемых фигурах, термосваривающий корпус выполнен в виде подвижного термосваривающего стержня 29. Как показано на фиг. 3, термосваривающий стержень 29, по меньшей мере, частично проходит через проходное отверстие 27 с прижимного элемента 27 и, более конкретно, может проходить между первым и вторым фланцем 27а, 27b. Термосваривающий стержень 29 содержит, по меньшей мере, один корпус 32 и, по меньшей мере, один нагревательный патрон 33, расположенный в корпусе 32. На фиг. 2 изображен термосваривающий стержень 29, имеющий первый нагревательный патрон 33 и второй нагревательный патрон 33, расположенные бок о бок в соответствующих корпусах 32. Каждый нагревательный патрон 33 термосваривающего стержня 29 может быть сконфигурирован для нагрева материала концевой части TP вакуумированных полузакрытых упаковок Р до его температуры плавления. Следовательно, каждый нагревательный патрон 33 термосваривающего стержня 29 может быть сконфигурирован для, по меньшей мере, частичного расплавления материала концевой части TP вакуумированных полузакрытых упаковок Р в одной или нескольких предварительно закрепленных областях, например, в одной или нескольких предварительно закрепленных полосах. Каждый нагревательный патрон 33 термосваривающего стержня 29 может быть выбран или управляться в зависимости от материала полузагерметичных упаковок Р. Каждый нагревательный патрон 33 термосваривающего стержня 29 может иметь электрическое питание.
Модуль 16, 17 термосваривателя имеет термосваривающую головку 34, предназначенную для контакта с концевой частью TP вакуумированных полузакрытых упаковок Р для ее термосваривания. На концевой части термосваривающей головки 34, обращенной к уплотнительной ленте 18, образована поверхность термосваривания. Как показано на фиг. 4, термосваривающая головка 34 может быть встроена в термосваривающий стержень 29. Таким образом, термосваривающая головка 34 может быть подвижной за одно целое с термосваривающей планкой 29. В возможном варианте термосваривающая головка 34 имеет независимое перемещение относительно термосваривающей планки 29. Тепло может передаваться к термосваривающей головке 34 от каждого нагревательного картриджа 33 посредством вышеописанного теплопроводящего материала термосваривающего корпуса 29. В условиях эксплуатации упаковочного устройства 1 уплотнительная лента 18 расположена между термосваривающей головкой 34 и концевой частью TP вакуумированной термозапечатанной упаковки Р, проходящей на станции 14 термосваривания.
За термосвариваемым корпусом 29 по отношению к основному направлению движения М расположена охлаждающая секция 30. Охлаждающая секция 30 может быть расположена через проходное отверстие 27 с элемента 27 давления. В предпочтительном варианте осуществления охлаждающая секция 30 обеспечивает естественное охлаждение, например, охлаждение, по меньшей мере, или главным образом за счет естественной конвекции, проводимости и/или излучения, термически герметичной концевой части TP термозапечатанных упаковок Р. Охлаждение термосвариваемой концевой части TP термозапечатанных упаковок Р может быть дополнительно улучшено путем скольжения термосвариваемой концевой части TP термозапечатанной упаковки Р на или под элементами (такими как ползун или один или несколько роликов), имеющими температуру, которая ниже температуры термосвариваемой концевой части ТР. Другими словами, в предпочтительном варианте осуществления секция 30 охлаждения позволяет охлаждать термосвариваемую концевую часть TP термозапечатанных упаковок Р, просто пропуская ее в течение заданного периода времени с регулируемой скоростью, чтобы обеспечить естественное охлаждение. Заданный период времени может составлять порядка одной или нескольких секунд. Пропуская термически запечатанную концевую часть TP термозапечатанных упаковок Р, охлаждающая секция 30 позволяет термически запечатанной концевой части TP термозапечатанных упаковок Р рассеивать тепло. В возможных вариантах охлаждающая секция 30 может быть снабжена охлаждающими элементами, специально предназначенными для отвода тепла от термосвариваемой концевой части TP термозапечатанных упаковок Р, тем самым ускоряя отвод тепла от термосвариваемой концевой части TP термозапечатанных упаковок Р. Охлаждающая секция 30 может быть подвижной по высоте, по меньшей мере, между рабочим положением и положением покоя. Рабочее положение может бытьпередним положением, а положение покоя может быть задним положением. Переднее положение и заднее положение могут быть определены относительно нижней стенки продольного углубления 26. В условиях эксплуатации упаковочного устройства 1 охлаждающая секция 30 в переднем положении может оказывать давление на только что запечатанные области (полосы) термозапечатанных упаковок Р, чтобы стабилизировать уплотнение и выровнять область уплотнения. Охлаждающая секция 30 выполнена с возможностью приложения в переднем положении давления, которое ниже, равно или выше давления, прикладываемого термосваривающим корпусом 29 в переднем положении термосваривания.
В секции охлаждения 30 расположен затвор 35 модуля 16, 17 термосваривателя. Ползун 35 позволяет терминальной части TP термозапечатанных упаковок Р, поступающей со станции 14 термосваривания, проходить мимо и обеспечивать охлаждение терминальной части TP термозапечатанных упаковок Р во время прохождения либо путем отвода тепла из-за контакта с терминальной частью (т.е. за счет теплопроводности), либо позволяя терминальной части TP рассеивать тепло за счет конвекции и излучения. Ползун 35 также может быть сконфигурирован для приложения давления к концевым участкам TP обрабатываемых термозапечатанных упаковок Р.
В секции 30 охлаждения может быть расположен, по меньшей мере, дополнительный прижимной элемент 36 модуля 16, 17 термосваривателя. Дополнительный нажимной элемент 36 выполнен с возможностью приложения давления к концевой части TP термозапечатанных упаковок Р. Дополнительный нажимной элемент 36 выполнен с возможностью приложения давления, когда охлаждающая секция 30 находится в рабочем положении. Дополнительный прижимной элемент 36 может быть расположен бок о бок относительно ползуна 35. Охлаждающая станция 30 может быть снабжена множеством дополнительных элементов 36 давления. Каждый дополнительный прижимной элемент может быть выполнен в виде прижимного ролика 36. Секционный модуль термосваривания 17 на фиг. 2 показан прижимной ролик 36, расположенный на станции охлаждения 30 рядом и ниже по потоку относительно ползуна 35. Прижимной ролик 36 выполнен с возможностью приложения давления, которое ниже, равно или выше давления, прикладываемого термосваривающим корпусом 29 в переднем положении термосваривания. Прижимной ролик 36 может также позволять терминальной части TP обрабатываемых термозапечатанных упаковок Р охлаждаться во время прохождения либо путем отвода тепла из-за контакта с терминальной частью TP (т.е. за счет теплопроводности), либо за счет того, что терминальная часть TP рассеивает тепло за счет конвекции и излучения.
Модуль 16,17 термосваривателя может дополнительно содержать дополнительный шкив для уплотнительного ремня 18, обозначенный как шкив 37 уплотнительного ремня на фиг. 2, выполненный с возможностью обеспечения уплотнительного ремня 18 более длинным путем по сравнению с путем, которым следуют приводные ремни 22, 23. Как показано на фиг. 2, уплотнительный ременной шкив 37 может быть расположен бок о бок относительно первого шкива 20 выше по потоку относительно основного направления движения М. Уплотнительный ременной шкив 37 может быть выполнен из материала, имеющего свойства теплопередачи, которые ниже, чем свойства теплопередачи первого шкива 20. Например, уплотнительный ременной шкив 37 может быть выполнен из пластика. Таким образом, шкив 37 уплотнительного ремня не рассеивает и не отводит сколько-нибудь значительного количества тепла от уплотнительного ремня 18, т.е. теплопередача от уплотнительного ремня 18 к приводному уплотнительному шкиву 37 незначительна.
Модуль 16,17 термосваривателя дополнительно содержит натяжное устройство 38, сконфигурированное для натяжения уплотнительной ленты 18. Как показано на фиг.2, натяжное устройство 38 расположено вблизи и выше первого шкива 20 модуля 16, 17 термосваривателя. Натяжное устройство 38 соединено со шкивом 37 уплотнительного ремня и имеет возможность перемещения по меньшей мере относительно первого шкива 20 и термосвариваемого корпуса 29. Натяжное устройство 38 выполнено с возможностью перемещения шкива 37 уплотнительного ремня относительно станции 14 термосваривания и относительно первого шкива 20 для регулировки натяжения уплотнительного ремня 18.
В варианте осуществления, показанном на фиг.6, который является альтернативным варианту осуществления, изображенному на фиг. 2, модуль 16, 17 термосваривателя отличается от варианта осуществления на фиг. 2 в том, что отсутствует дополнительный уплотнительный ременной шкив 37 и, следовательно, отсутствует натяжное устройство, действующее на (отсутствующий) уплотнительный ременной шкив. В варианте осуществления на фиг. 6 уплотнительный ремень 18 может приводиться в движение одним из первого шкива 20 и второго шкива 21 (в качестве приводных ремней 22, 23); натяжение уплотнительного ремня 18 может не выполняться (например, только предварительное натяжение уплотнительного ремня 18 может быть реализовано на этапе сборки термосваривателя 13 без дополнительных регулировок) или может быть реализовано путем регулировки расстояния между первым шкивом 20 и вторым шкивом 21 или может быть получено группой натяжения, не показанной на фиг. 6В варианте осуществления, показанном на фиг. 6, первый шкив 20 может действовать как приводной шкив для приводных ремней 22 и 23 и для уплотнительного ремня 18.
В варианте осуществления, показанном на фиг. 7, который является дополнительной альтернативой варианту осуществления, изображенному на фиг. 2, модуль 16, 17 термосваривателя отличается от варианта осуществления на фиг. 2 в том, что уплотнительный ременной шкив 37 расположен между первым шкивом 20 и вторым шкивом (не показан на фиг. 7). В варианте осуществления на фиг. 7 уплотнительный ремень 18 может приводиться в движение вторым шкивом или шкивом 37 уплотнительного ремня, в то время как первый и второй шкивы 21 воздействуют на приводные ремни 22, 23; натяжение уплотнительного ремня 18 может быть достигнуто регулировкой расстояния между шкивом уплотнительного ремня и вторым шкивом 21 или может быть достигнуто с помощью группы натяжения, не показанной на фиг. 7. В варианте осуществления, показанном на фиг. 7, второй шкив (не показан) может действовать как приводной шкив для приводных ремней 22 и 23 и для уплотнительного ремня 18.
В дополнение к термосваривателю 13 (устройству термосваривания), в основной секции обработки расположен блок 39, 40 предварительного нагрева упаковочного устройства 1. Блок предварительного нагрева расположен выше по потоку относительно станции 14 термосваривания. Блок 39, 40 предварительного нагрева выполнен с возможностью предварительного нагрева, по меньшей мере, полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р.
Блок 39, 40 предварительного нагрева может быть встроен в термосвариватель 13 или может быть отделен от термосваривателя 13. В варианте осуществления, в котором блок 39, 40 предварительного нагрева встроен в термосвариватель 13, первый модуль 16 термосваривателя и второй модуль 17 термосваривателя содержат соответствующий блок 39, 40 предварительного нагрева и, следовательно, являясь частью соответствующего модуля 16, 17 термосваривателя, оба блока 39, 40 предварительного нагрева расположены в соответствии с описанным выше соотношением противоположных положений относительно удлиненного отверстия 5. В варианте осуществления, в котором блок 39, 40 предварительного нагрева отделен от термосваривателя 13, упаковочное устройство 1 содержит первый блок 39 предварительного нагрева и второй блок 40 предварительного нагрева, которые предпочтительно расположены противоположно, например симметрично противоположно, относительно удлиненного отверстия 5. Как показано на фиг. 2, на фиг.6 и на фиг. 7, блоки 39, 40 предварительного нагрева обращены друг к другу и образуютстанцию 41 предварительного нагрева упаковочного устройства 1. Ниже описывается отдельный блок 39, 40 предварительного нагрева, поскольку его компоненты и функции применимы к другому блоку предварительного нагрева упаковочного устройства 1.
Каждый блок 39, 40 предварительного нагрева выполнен с возможностью предварительного нагрева полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р либо напрямую, т.е. путем прямого предварительного нагрева полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р, либо косвенно, т.е. путем предварительного нагрева теплопроводящего тракта уплотнительной ленты 18, предназначенной для контакта с полосой концевой части TP каждой вакуумированной полузакрытой упаковки Р. Прямой или косвенный предварительный нагрев концевой части TP каждой вакуумированной полузакрытой упаковки Р может происходить на второй полосе ТР2.
Блок 39, 40 предварительного нагрева, сконфигурированный для непосредственного предварительного нагрева полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р, может быть снабжен одним или несколькими нагревательными элементами, активными непосредственно на полосе концевой части TP каждой вакуумированной полузакрытой упаковки Р, пересекающей блок 39, 40 предварительного нагрева. Например, могут использоваться бесконтактные излучающие нагреватели и/или контактные нагреватели.
Ниже описаны возможные варианты осуществления блока 39,40 предварительного нагрева, сконфигурированного для косвенного предварительного нагрева полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р.
Блок 39, 40 предварительного нагрева может в этом альтернативном варианте содержать корпус 42 предварительного нагрева. В соответствии с условиями эксплуатации упаковочного устройства 1 корпус 42 предварительного нагрева расположен относительно концевой части TP термозапечатанной упаковки Р, пересекающей блок 39, 40 предварительного нагрева, таким образом, уплотнительная лента 18 расположена между пластиком концевой части TP и блоком предварительного нагрева: таким образом, уплотнительная лента 18 контактирует, по меньшей мере, с частью корпуса 42 предварительного нагрева и областью концевой части TP полузакрытой упаковки Р, например, на второй полосе ТР2.
В соответствии с вариантами осуществления, показанными на фиг. 1-5 (см., в частности, фиг. 3), корпус 42 предварительного нагрева расположен между уплотнительным ременным шкивом 37 и станцией 14 термосваривания. Согласно возможным вариантам, корпус 42 предварительного нагрева может быть расположенмежду первым шкивом 20 и вторым шкивом 21, ниже по потоку второго шкива 21 и выше по потоку первого шкива 20, т.е. в канале уплотнительной ленты 18, где уплотнительная лента 18 циркулирует обратно к первому шкиву 20. В этих вариантах корпус предварительного нагрева может быть расположен в непосредственной близости от первого шкива 20 (т.е. намного ближе к первому шкиву 20, чем ко второму шкиву 21).
Корпус 42 предварительного нагрева содержит, по меньшей мере, один корпус 43 и, по меньшей мере, один нагревательный картридж 44, расположенный в корпусе 43. Корпус 42 предварительного нагрева находится в контакте с уплотнительной лентой 18, по меньшей мере, в той части корпуса 42 предварительного нагрева, где размещен нагревательный картридж 44. Каждый нагревательный картридж 44 корпуса 42 предварительного нагрева может быть сконфигурирован для косвенного предварительного нагрева, т.е. предварительного нагрева с помощью теплопроводящего тракта уплотнительной ленты 37 материала концевой части TP вакуумированных полузакрытых упаковок Р: например, предварительный нагрев может даже достигать температуры размягчения пластика. Следовательно, каждый нагревательный картридж 44 корпуса 42 предварительного нагрева может быть сконфигурирован для, по меньшей мере, частичного размягчения концевой части TP вакуумированных полузакрытых упаковок Р, которые впоследствии будут подвергнуты термосвариванию на станции 14 термосваривания. Каждый нагревательный картридж 44 корпуса 42 предварительного нагрева может быть выбран или управляться в зависимости от материала полузакрытых упаковок Р. Каждый нагревательный картридж 44 корпуса 42 предварительного нагрева может иметь электрическое питание.
В варианте осуществления, подробно показанном на фиг. s 2-5, корпус 42 предварительного нагрева имеет общую конструкцию "С-образной формы", содержащую первый рычаг 42а, второй рычаг 42b и соединительную часть 42 с, расположенную поперек первого плеча 42а и второго плеча 42b. Соединительная часть 42 с расположена между первым плечом 42а и вторым плечом 42b и соединяет их. "С-образная" конструкция корпуса 42 предварительного нагрева показана на фиг.5, где корпус 42 предварительного нагрева изолирован от других компонентов упаковочного устройства 1. По меньшей мере один нагревательный патрон расположен на одном или обоих из первого плеча 42а и второго плеча 42b. На фиг. 5 изображен корпус 42 предварительного нагрева, имеющий первый нагревательный патрон 44 и второй нагревательный патрон 44, расположенные бок о бок в соответствующих корпусах 43. Как первый нагревательный патрон 44, так и второй нагревательный патрон 44 могут быть расположены на одном и том же плече 42а, 42b корпуса 42 предварительногонагрева, например, на первом плече 42а корпуса 42 предварительного нагрева (см. фиг. 5). Первый рычаг 42а блока предварительного нагрева может быть определен как рычаг блока 42 предварительного нагрева, который расположен вблизи удлиненного отверстия 5 и обращен к нему. Как показано на фиг. 5, второй рычаг 42b и соединительная часть 42 с могут иметь "С-образное поперечное сечение", определяющее "С-образную" выемку 42d. Выемка 42d может быть предназначена для размещения одного или нескольких проводов, например, одного или нескольких проводов, предназначенных для электрического питания, по меньшей мере, одного или обоих нагревательных картриджей 44 корпуса 42 предварительного нагрева. Первый рычаг 42а может содержать один или несколько портов 42е для пропускания одного или нескольких проводов (см. фиг. 5). "С-образный" корпус 42 предварительного нагрева может дополнительно иметь одно или несколько сквозных отверстий 42f, в которые могут входить соответствующие ограничительные элементы 45 блока 39,40 предварительного нагрева. Ограничительные элементы 45 позволяют собирать блок предварительного нагрева с другими компонентами упаковочного устройства (см. фиг. 3). На фиг. 5 показан "С-образный" корпус 42 предварительного нагрева, содержащий два сквозных отверстия 42f. Сквозные отверстия 42f расположены, например, на соответствующих противоположных концах соединительной части 42 с, где соединительная часть 42 с соединяется с первым плечом 42а и вторым плечом 42b.
Как показано на фиг. 2 со ссылкой на второй модуль 17 термосваривателя, который был разделен, "С-образный" корпус 42 предварительного нагрева может быть расположен таким образом, чтобы частично охватывать вал первого шкива 20. Такое расположение корпуса 42 предварительного нагрева относительно первого шкива 20 соответствующего модуля 16, 17 термосваривателя обеспечивает компактную конструкцию блока 39,40 предварительного нагрева и модулей 16,17 термосваривателя, которые занимают ограниченный общий объем и, следовательно, могут быть расположены в ограниченном пространстве, тем самым позволяя уменьшить габаритные размеры упаковочного устройства 1.
Как показано на фиг. 2 и на фиг. 3 уплотнительная лента 18 находится в контакте с корпусом предварительного нагрева блоков 39, 40 как на первом плече 42а, так и на втором плече 42b корпуса предварительного нагрева 42. В отношении вышеописанного позиционного расположения блоков 39, 40 предварительного нагрева следует отметить, что уплотнительная лента 18 первого нагревательного модуля 16 и уплотнительная лента 18 второго нагревательного модуля 17 предварительно нагреваются соответствующими нагревательными элементами 42 в соответствующих теплопроводных трактах, обращенных друг к другу. Теплопередающие каналы, в которых предварительно нагреваются уплотнительные ленты 18, представляют собой каналы теплопередающей ленты, которые в каждый момент времени соприкасаются с первым плечом 42а корпуса 42 предварительного нагрева, в котором расположены один или несколько нагревательных картриджей 44 (см. фиг. 3).
В возможных вариантах осуществления корпус 42 предварительного нагрева может быть встроен в уплотнительный ременной шкив 37.
Согласно возможному варианту осуществления, показанному на фиг. 6 и альтернативному варианту на фиг. 2, корпус 42 предварительного нагрева может быть встроен в первый шкив 20, который может действовать как шкив ременной передачи, хотя в предпочтительном в настоящее время варианте первый шкив 20 приводится в движение, в то время как второй шкив 21 приводится в движение. Корпус 42 предварительного нагрева может быть встроен в первый шкив 20, например, путем размещения нагревательного картриджа 44 в первом шкиве 20. Таким образом, сам первый шкив 20 предварительно нагревается с помощью встроенного корпуса 42 предварительного нагрева, и предварительно нагретый первый шкив 20 выполнен с возможностью предварительного нагрева уплотнительной ленты 18.
В возможном альтернативном варианте осуществления (не показан на прилагаемых фигурах) корпус 42 предварительного нагрева может быть сконфигурирован для передачи тепла к первому шкиву 20. Такой корпус 42 предварительного нагрева может быть обращен к первому шкиву 20 или может быть расположен вблизи первого шкива 20. Корпус 20 предварительного нагрева может быть, например, устройством теплового излучения (например, инфракрасным устройством), сконфигурированным для излучения теплового излучения (например, инфракрасного излучения). Устройство теплового излучения может быть сконфигурировано для испускания теплового излучения, направленного к первому шкиву 20, тем самым передавая тепло первому шкиву 20: другими словами, сам первый шкив 20 предварительно нагревается посредством теплового излучения, и предварительно нагретый первый шкив 20 сконфигурирован для предварительного нагрева уплотнительной ленты 18. В возможном варианте устройство теплового излучения может быть сконфигурировано для излучения теплового излучения, имеющего длины волн, подходящие для предварительного нагрева непосредственно уплотнительной ленты 18.
В варианте на фиг. 7 корпус 42 предварительного нагрева блоков 39 и 40 расположен между вторым шкивом (не показан на фиг. 7) и ременный шкив 37. В деталях, корпус предварительного нагрева каждого из блоков 39 и 40 предварительнонагревает соответствующий участок нагревательного ремня 18 до того, как ремень 18 войдет в зацепление с ременным шкивом 37 и/или сразу после того, как он войдет в зацепление с ременным шкивом 18, но в любом случае до того, как нагревательный ремень достигнет станции 14 термосваривания; в частности, корпус предварительного нагрева каждого из блоков 39 и 40 предварительно нагревает соответствующий участок нагревательного ремня 18 до того, как ремень 18 войдет в зацепление с ременным шкивом 37 и/или сразу после того, как он войдет в зацепление с ременным шкивом 18, но в любом случае до того, как нагревательный ремень достигнет соответствующего напорный корпус 27 станции термосваривания 14.
Блок предварительного нагрева может дополнительно содержать, по меньшей мере, один датчик 46 температуры предварительного нагрева, сконфигурированный для определения температуры предварительного нагрева. Датчик 46 температуры предварительного нагрева может быть термопарой.
Путем предварительного нагрева полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р блок 39, 40 предварительного нагрева обеспечивает надлежащую термическую подготовку концевой части TP вакуумированных полузакрытых упаковок Р к последующей операции термосваривания, которую терминальная часть TP будет проходить на станции 14 термосваривания. Предварительный нагрев ленты концевой части TP каждой вакуумированной полузакрытой упаковки Р, которая впоследствии будет подвергнута термосвариванию на станции 14 термосваривания, позволяет достичь эффективной термосваривания. Более конкретно, блок 39, 40 предварительного нагрева позволяет выполнять более плавную термосваривание концевой части TP вакуумированных полузакрытых упаковок Р. Кроме того, блок 39, 40 предварительного нагрева уменьшает разницу температур, определяемую на станции 14 термосваривания, между концевой частью TP вакуумированных полузакрытых упаковок Р и корпусом 29 термосваривания, тем самым уменьшая тепловой удар, которому подвергается концевая часть TP вакуумированных полузакрытых упаковок Р на станции 14 термосваривания, следовательно, без риска того, что материал может деформироваться непредсказуемым образом. Кроме того, предварительная тепловая подготовка позволяет избежать возможных рисков того, что во время фазы нагрева герметизируемый материал может нагреваться неравномерно, что приведет к некачественному уплотнению.
Упаковочное устройство 1, описанное здесь и заявленное, и процесс упаковки, описанный здесь и заявленный, могут использовать, по меньшей мере, один блок 47 управления, выполненный с возможностью приема сигналов от различных станций 14, 15, 41, элементов, компонентов и/или датчиков 19, 46 и для управления упаковочным устройством 1 или его частями и/или для координации выполнения процесса упаковки, описанного здесь и заявленного.
Блок управления может 47 быть единым блоком (централизованным или нет) или состоять из множества отдельных блоков управления в зависимости от выбора конструкции и эксплуатационных потребностей.
Термин "блок управления" в любом случае понимается как компонент электронного типа, который может включать в себя по меньшей мере один из: цифровой процессор (ЦП), аналоговую схему или комбинацию одного или нескольких цифровых процессоров с одной или несколькими схемами аналогового типа. Блок 47 управления может быть "сконфигурирован" или "запрограммирован" для выполнения определенных операций упаковочного устройства 1 или этапов процесса упаковки - это может быть достигнуто на практике любыми средствами, которые позволяют сконфигурировать или запрограммировать блок 47 управления. Например, в случае блока 47 управления, содержащего один или более процессоров и одно или более запоминающих устройств, одна или более программ могут храниться в соответствующих банках памяти, подключенных к центральному процессору или процессорам. Программа (программы) (программное обеспечение или прошивка, например) содержат инструкции, которые при выполнении центральным процессором (ЦП) программируют или конфигурируют блок 47 управления для выполнения операций упаковочного устройства 1, описанных ниже или заявленных в отношении самого блока 47 управления. Эти программы могут быть написаны на любом известном языке программирования. Если количество процессоров равно двум или более, они могут быть соединены друг с другом посредством подключения для передачи данных, чтобы их вычислительные мощности были общими. Сами процессоры могут быть установлены в географически разных местах (например, удаленные процессоры), создавая распределенную вычислительную среду через упомянутое выше подключение для передачи данных. Центральный процессор (ЦП) может быть процессором общего назначения, сконфигурированным для выполнения одной или нескольких операций упаковочного устройства 1 или этапов процесса упаковки, описанного ниже или заявленного. Носитель памяти может быть непостоянным и может быть внутренним или внешним по отношению к процессору (ЦП) и, в частности, может быть памятью, расположенной географически удаленно от компьютера. Носитель памяти может быть физически разделен на несколько частей или в форме "облака", и программное обеспечение или программа встроенного программного обеспечения могут предоставлять части, хранящиеся на географическиразделенных участках памяти. Альтернативно, если блок 47 управления является аналоговой схемой или включает в себя аналоговую схему, то схема блока управления может быть спроектирована так, чтобы включать схему, сконфигурированную при использовании для обработки электрических сигналов таким образом, чтобы выполнять этапы, операции или процедуры блока 47 управления, описанные ниже или заявленные.
Блок 47 управления может быть сконфигурирован для осуществления и мониторинга всех операций упаковочного устройства 1, таких как все операции описанных ниже процедур, которые должны выполняться упаковочным устройством 1, и для осуществления и мониторинга всех этапов процесса упаковки, описанного ниже.
Всякий раз, когда блок 47 управления описывается как соединенный посредством связи по меньшей мере с одним элементом, одним компонентом, одной станцией или одной секцией упаковочного устройства 1, подразумевается, что блок 47 управления соединен с ним таким образом, чтобы обмениваться (получать и/или отправлять) с ним, по меньшей мере, частью информации или, по меньшей мере, инструкцией в любой форме, например, в форме данных, таких как пакеты данных. Более подробно, коммуникационное соединение блока 47 управления позволяет блоку 47 управления контролировать, контролировать и управлять элементами, компонентами, станциями и секциями, к которым он подключен посредством связи.
Прежде всего, блок 47 управления может быть сконфигурирован для перемещения вакуумной камеры 4 на определенную высоту относительно конвейера 8 в зависимости, по меньшей мере, от одного размера упаковываемых полузакрытых упаковок Р (т.е. упаковываемых путем термосваривания) или, по меньшей мере, одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок Р. Блок 47 управления может перемещать вакуумную камеру 4 в соответствии со следующей процедурой позиционирования. Для перемещения вакуумной камеры 4 блок управления 47 может управлять средствами перемещения, с которыми он коммуникативно связан. Процедура позиционирования обеспечивает получение информации, относящейся, по меньшей мере, к одному размеру полузакрытых упаковок Р или к размещенному в них продукту (например, из пользовательского интерфейса, соединенного с блоком 47 управления), для идентификации, по меньшей мере, одного размера полузакрытых упаковок Р, подлежащих упаковке, или, по меньшей мере, одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок Р, и для установки вакуумной камеры 4 на определенной высоте относительно конвейера 8 в зависимости от идентифицированного размера полузакрытой упаковки Р или одного или нескольких продуктов, размещенных внутри полузакрытой упаковки Р. Процедурапозиционирования может быть частью операции подготовки упаковочного устройства 1, которая предшествует условиям работы упаковочного устройства 1, в котором полузакрытые упаковки Р подаются на конвейер 8.
Что касается операции подачи полузакрытых упаковок Р, блок 47 управления выполнен с возможностью управления продвижением полузакрытых упаковок Р вдоль основного направления движения М по всему упаковочному устройству 1. Для управления этой фазой блок 47 управления соединен посредством связи с направляющей лентой 7, с уплотнительной лентой 18 и с конвейером 8. Для обеспечения эффективного продвижения полузакрытых упаковок Р по упаковочному устройству 1 блок 47 управления выполнен с возможностью синхронного перемещения направляющей ленты 7, уплотнительной ленты 18 и конвейера 8 примерно с одинаковой скоростью. Таким образом, полууплотненные упаковки Р, полученные со станции загрузки 2, поддерживаются в заданной или желаемой ориентации относительно вакуумной камеры 4, что обеспечивает эффективное вакуумирование и термосваривание упаковок Р. Блок 47 управления также может быть соединен посредством связи с первым шкивом 20 и вторым шкивом 21 (т.е. с приводным шкивом) и может быть сконфигурирован для привода шкивов 20, 21 со скоростью вращения, позволяющей первому приводному ремню 22 и второму приводному ремню 23 иметь скорость, которая приблизительно равна скорости направляющего ремня 7, уплотнительного ремня 18 и конвейера 8.
Блок 47 управления также сконфигурирован для управления процедурой герметизации полузакрытых упаковок Р. Для осуществления процедуры герметизации блок 47 управления также соединен посредством связи с секцией 41 предварительного нагрева, например, по меньшей мере, с одним корпусом 42 предварительного нагрева одного или обоих блоков 39, 40 предварительного нагрева и со станцией 14 термосваривания, например, по меньшей мере, с одним корпусом 29 термосваривания одного или обоих модулей 16, 17 термосваривания. Процедура герметизации предусматривает установку температуры предварительного нагрева и температуры термосваривания.
Что касается температуры предварительного нагрева, блок 47 управления может устанавливать или может позволять устанавливать абсолютные значения минимальной температуры предварительного нагрева и максимальной температуры предварительного нагрева, например, соответственно 100°С и 140°С, и, следовательно, может определять диапазон температур предварительного нагрева, например, в диапазоне от 100°С до 140°С. Температура предварительного нагрева может составлять около 120°С. Различные температуры предварительного нагрева могут устанавливаться блоком 47управления в зависимости от материала полузакрытых упаковок Р. Температура предварительного нагрева или диапазон температур предварительного нагрева могут быть откалиброваны таким образом, чтобы включать температуру размягчения материала полузакрытых упаковок Р.
Блок 47 управления может быть сконфигурирован для установки температуры предварительного нагрева в зависимости, по меньшей мере, от одного из внутренних вакуумных давлений, определенных, по меньшей мере, в части вакуумной камеры 4, или температуры конечной части TP вакуумированных полузакрытых упаковок Р, расположенных выше по потоку или в блоке 39, 40 предварительного нагрева. Следует отметить, что температура концевой части TP вакуумированных полузакрытых упаковок Р, расположенных выше по потоку или в блоке 39, 40 предварительного нагрева, является функцией операции откачки с помощью средства 9 откачки, которая произошла выше по потоку или в блоке 39, 40 предварительного нагрева. Действительно, операция вакуумирования полузакрытых упаковок Р снижает температуру полузакрытых упаковок Р, и более конкретно, по меньшей мере, температуру пластикового материала концевой части TP, через которую откачанный газ вытекает из внутреннего объема полузакрытых упаковок Р.
В связи с вышеизложенным, установка температуры предварительного нагрева в зависимости от одного из внутреннего вакуумного давления, определенного по меньшей мере в части вакуумной камеры 4, или от температуры терминальной части TP вакуумированных полузакрытых упаковок Р, расположенных выше по потоку или на блоке предварительного нагрева 39, 40, является эффективной и выгодной, поскольку позволяет осуществлять предварительный нагрев терминальной части TP вакуумированных полузакрытых упаковок Р при нужной температуре предварительного нагрева, т.е. без необходимости достижения более высоких температур, что позволяет осуществлять предварительный нагрев терминальной части TP вакуумированных полузакрытых упаковок Р по желанию, оптимизируя и снижая потребление, например, электропотребление, т.е. без необходимости достижения более высоких, чем необходимо, температур, таким образом, предварительно нагревая терминальную часть TP вакуумированных полузакрытых упаковок Р по желанию при оптимизации и снижении потребления, например, потребления электроэнергии, упаковочного устройства 1.
Дополнительно или альтернативно, блок 47 управления может быть сконфигурирован для установки температуры предварительного нагрева в зависимости от остаточного целевого давления вакуумированных полузакрытых упаковок Р илитермозапечатанных упаковок Р или, по меньшей мере, одного размера упаковываемых полузакрытых упаковок Р, такого как толщина материала полузакрытой упаковки Р, определенная на концевой части TP полузакрытой упаковки Р, или, по меньшей мере, одного размера одного или нескольких продуктов, размещенных внутри полузакрытых упаковок Р. С учетом вышеуказанных параметров настройки температура предварительного нагрева может быть соответствующим образом откалибрована блоком 47 управления.
В отношении температуры термосваривания блок 47 управления может устанавливать абсолютные значения минимальной температуры термосваривания и максимальной температуры термосваривания, например, соответственно 160°С и 240°С, и, следовательно, может определять диапазон температур термосваривания, например, в диапазоне от 160°С до 240°С. Температура термосваривания может составлять около 200°С. Различные температуры термосваривания могут быть установлены блоком 47 управления в зависимости от материала полузакрытых упаковок Р. Температура термосваривания или диапазон температур термосваривания могут быть откалиброваны таким образом, чтобы включать температуру плавления материала полузакрытых упаковок Р.
После установки или разрешающей настройки через пользовательский интерфейс температуры предварительного нагрева или диапазона температур предварительного нагрева и температуры термосваривания или диапазона температур термосваривания блок 47 управления может приводить в действие конвейер 8 таким образом, чтобы направлять, по меньшей мере, концевую часть TP полузакрытых упаковок Р через удлиненное отверстие 5 вакуумной камеры 4 параллельно продольной оси L вакуумной камеры 4 до блока 39, 40 предварительного нагрева.
Затем, как часть процедуры герметизации, блок 47 управления может быть сконфигурирован для управления блоком 39, 40 предварительного нагрева для предварительного нагрева посредством одного или более нагревательных картриджей 44, размещенных в корпусе 42 предварительного нагрева, по меньшей мере, полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р при температуре предварительного нагрева, в то время как конвейер 8 перемещает концевую часть TP каждой вакуумированной полузакрытой упаковки Р параллельно продольной оси L вакуумной камеры 4. Другими словами, блок 47 управления выполнен с возможностью управления блоком 39, 40 предварительного нагрева для предварительного нагрева теплопроводящего тракта уплотнительной ленты 18, чтобы косвенно предварительно нагревать ленту концевой части TP каждой полузакрытой упаковки Р (например, вторуюленту ТР2 концевой части TP, как описано выше), одновременно управляя движением уплотнительной ленты 18 и конвейера 8. Следовательно, блок 47 управления сконфигурирован для управления блоком 39, 40 предварительного нагрева для предварительного нагрева концевой части TP каждой полузакрытой упаковки Р (как описано ранее), непрерывно вызывая движение конвейера 8 и уплотнительной ленты 18, таким образом, определяя перемещение обработанных полузакрытых упаковок Р по всему блоку 39, 40 предварительного нагрева. В варианте осуществления упаковочного устройства 1, которое также оснащено направляющей лентой (лентами), блок 47 управления также может одновременно непрерывно вызывать перемещение направляющей ленты 7 таким образом, чтобы ее активная часть непрерывно перемещалась вдоль продольной оси L вакуумной камеры 4. Вышеупомянутое управление устройством 39, 40 предварительного нагрева выполняется блоком 47 управления путем управления, например, путем регулировки, электрической мощности, подаваемой на нагревательный картридж (картриджи) 44 корпуса 39, 40 предварительного нагрева. В операции предварительного нагрева блок 47 управления может быть сконфигурирован для управления корпусом 42 предварительного нагрева для достижения точки размягчения материала полузакрытых упаковок Р.
Блок 47 управления дополнительно сконфигурирован для приведения в действие конвейера 8 и уплотнительной ленты 18 таким образом, чтобы направлять, по меньшей мере, предварительно нагретую концевую часть TP вакуумированных полузакрытых упаковок Р через удлиненное отверстие 5 вакуумной камеры 4 вдоль продольной оси L вакуумной камеры 4 от блока 39, 40 предварительного нагрева до станции 14 термосваривания.
Блок 47 управления дополнительно сконфигурирован для управления станцией 14 термосваривания предварительно нагретой концевой части TP каждой вакуумированной полузакрытой упаковки Р при температуре термосваривания, тем самым формируя термозапечатанные упаковки Р, в то время как конвейер 8 и уплотнительная лента 18 перемещают концевую часть TP вакуумированной полузакрытой упаковки Р вдоль продольной оси L вакуумной камеры 4. Вышеупомянутое управление станцией 14 термосваривания выполняется блоком 47 управления путем управления, например, путем регулировки, электрической мощностью, подаваемой на нагревательный картридж (картриджи) 33 термосвариваемого корпуса 29. Следовательно, блок 47 управления сконфигурирован для управления станцией 14 термосваривания для термосваривания концевой части TP каждой вакуумированной полузакрытой упаковки Р (как описано ранее), при этом непрерывно вызывая движение конвейера 8 иуплотнительной ленты 18. В варианте осуществления упаковочного устройства 1, которое также оснащено направляющей лентой, блок 47 управления может непрерывно вызывать синхронное перемещение направляющей ленты 7, в результате чего активная часть этой последней перемещается вдоль продольной оси L вакуумной камеры 4.
В операции термосваривания блок 47 управления выполнен с возможностью управления термосвариваемым корпусом 29 для достижения температуры плавления материала полузакрытых упаковок Р. Для выполнения операции термосваривания блок 47 управления дополнительно сконфигурирован для определения перемещения термосвариваемого корпуса 29 в направлении концевой части TP вакуумированных полузакрытых упаковок Р. Блок 47 управления выполнен с возможностью управления перемещением термосвариваемого корпуса 29 таким образом, чтобы термосваривающая головка 34 контактировала с уплотнительной лентой 18, расположенной над концевой частью TP вакуумированных полузакрытых упаковок Р, подлежащих термосвариванию.
Блок 47 управления также сконфигурирован для контроля температуры предварительного нагрева, как описано ниже, посредством процедуры контроля температуры предварительного нагрева. Для контроля температуры предварительного нагрева блок 47 управления соединен посредством связи с датчиком 46 температуры предварительного нагрева блока 39, 40 предварительного нагрева. Процедура контроля температуры предварительного нагрева может быть частью описанной выше процедуры герметизации.
Процедура контроля температуры предварительного нагрева обеспечивает определение фактической температуры блока предварительного нагрева или уплотнительной ленты 18. Фактическая температура блока 39, 40 предварительного нагрева может быть температурой, которая определяется в блоке 39, 40 предварительного нагрева или вблизи него и зависит от количества тепла, выделяемого нагревательным картриджем (картриджами) 44 корпуса 39, 40 предварительного нагрева. После определения фактической температуры блок 47 управления сконфигурирован для сравнения обнаруженной фактической температуры с заданной температурой предварительного нагрева или диапазоном температур предварительного нагрева, чтобы определить возможное отклонение фактической температуры относительно заданной температуры предварительного нагрева или диапазона температур предварительного нагрева. В случае обнаружения отклонения между обнаруженной фактической температурой и заданной температурой предварительного нагрева блок 47 управления управляет блоком 39, 40 предварительного нагрева, чтобыотрегулировать фактическую температуру, чтобы приблизить ее к заданной температуре предварительного нагрева.
Блок 47 управления может регулировать фактическую температуру только в том случае, если воспринимаемое отклонение является значительным отклонением, т.е. отклонением, которое превышает заранее установленный порог отклонения. Отклонения фактической температуры ниже заданного порога отклонения могут быть допустимы. Регулировка фактической температуры может быть выполнена путем регулировки электрической мощности, подаваемой на нагревательный картридж (картриджи) 44 корпуса 39, 40 предварительного нагрева. Следующие регулировки могут быть выполнены блоком 47 управления на блоке 39, 40 предварительного нагрева. В случае, если фактическая температура, определяемая датчиком температуры предварительного нагрева, выше заданной температуры предварительного нагрева, блок 47 управления может дать команду обесточить, например временно отключить, по меньшей мере, один нагревательный картридж 44 корпуса 39, 40 предварительного нагрева, чтобы снизить фактическую температуру. И наоборот, в случае, если фактическая температура, определяемая датчиком 46 температуры предварительного нагрева, ниже заданной температуры предварительного нагрева, блок 47 управления может подавать питание, например, временно подавать питание, по меньшей мере, на один нагревательный картридж 44 корпуса 39, 40 предварительного нагрева, чтобы повысить фактическую температуру.
Блок 47 управления также сконфигурирован для контроля температуры термосваривания, как описано ниже, посредством процедуры контроля температуры термосваривания. Для контроля температуры термосваривания блок 47 управления соединен по меньшей мере с одним датчиком 19 температуры термосваривания станции 14 термосваривания. Процедура контроля температуры термосваривания может быть частью описанной выше процедуры герметизации.
Процедура контроля температуры термосваривания обеспечивает определение фактической температуры станции 14 термосваривания или уплотнительной ленты 18. Фактической температурой станции 14 термосваривания может быть температура, которая определяется на станции 14 термосваривания или вблизи нее и зависит от количества тепла, выделяемого нагревательным картриджем (картриджами) 33 корпуса 29 термосваривания. После определения фактической температуры блок 47 управления сконфигурирован для сравнения обнаруженной фактической температуры с заданной температурой термосваривания или диапазоном температур термосваривания, чтобы определить возможное отклонение обнаруженной фактической температурыотносительно заданной температуры термосваривания или диапазона температур термосваривания. В случае обнаружения отклонения обнаруженной фактической температуры относительно заданной температуры термосваривания блок 47 управления управляет станцией 14 термосваривания таким образом, чтобы отрегулировать фактическую температуру, чтобы приблизить ее к заданной температуре термосваривания.
Блок 47 управления может регулировать фактическую температуру только в том случае, если воспринимаемое отклонение является значительным отклонением, т.е. отклонением, которое превышает заранее установленный порог отклонения. Отклонения фактической температуры ниже заданного порога отклонения могут быть допустимы. Регулировка фактической температуры может быть выполнена путем регулировки электрической мощности, подаваемой на нагревательный картридж (картриджи) термосвариваемого корпуса 29. Следующие настройки могут быть выполнены блоком 47 управления на станции термосваривания. В случае, если фактическая температура, определяемая датчиком 19 температуры термосваривания, выше заданной температуры термосваривания, блок 47 управления может отключить, например, временно отключить, по меньшей мере, один нагревательный картридж 33 корпуса 29 термосваривания, чтобы снизить фактическую температуру. И наоборот, в случае, если фактическая температура, определяемая датчиком 19 температуры термосваривания, ниже заданной температуры термосваривания, блок 47 управления может подавать питание, например, временно подавать питание, по меньшей мере, на один нагревательный картридж 33 корпуса 29 термосваривания, чтобы повысить текущую температуру.
Блок 47 управления дополнительно соединен посредством связи со средством 9 эвакуации. Для обеспечения возможности формирования вакуумированных полузагерметичных упаковок Р при осуществлении процедуры герметизации блок 47 управления выполнен с возможностью управления вакуумным средством 9 для вакуумирования вакуумной камеры 4, например, по всему каналу 10.
После управления предварительным нагревом и термосвариванием концевой части TP каждой упаковки Р, тем самым контролируя процесс упаковки, осуществляемый упаковочным устройством 1 и направленный на получение термозапечатанных упаковок Р, блок 47 управления может также управлять удалением части отходов из термозапечатанной упаковки Р. Для управления удалением части отходов блок 47 управления соединен посредством связи со станцией 12 удаления отходов. Блок 47 управления управляет станцией 12 удаления отходов для удаления части отходов изтермозапечатанной упаковки Р. Блок управления может управлять станцией 12 удаления отходов для удаления части отходов, командуя операцией резки, которая может быть выполнена, например, с помощью одного из ранее описанных режущих инструментов.
Упаковочное устройство 1 может также содержать устройство 48 отображения, которое может быть выполнено в виде экрана дисплея (см. фиг. 1). Устройство 48 отображения соединено посредством связи с блоком 47 управления. Устройство 48 отображения может быть сконфигурировано для отображения информации относительно параметров термосваривателя 13 или блоков 39, 40 предварительного нагрева, таких как фактические или желаемые температуры предварительного нагрева и фактические или желаемые температуры термосваривания. Устройство 48 отображения также может быть сконфигурировано для отображения информации относительно процедур, таких как процедура позиционирования, процедура герметизации и процедуры контроля температуры предварительного нагрева и термосваривания, реализуемые блоком 47 управления.
Упаковочное устройство 1 может также содержать один или несколько входных элементов 49, соединенных посредством связи с блоком 47 управления. Элементы ввода могут быть сконфигурированы для установки, по меньшей мере, одного из указанных выше параметров или ввода параметров или инструкций в блок 47 управления.
Блок 47 управления, устройство 48 отображения и элементы 49 ввода могут быть объединены в единое устройство 50 упаковочного устройства 1 или могут быть отделены друг от друга.
Настоящее изобретение относится также к процессу упаковки. Процесс упаковки нацелен на термосваривание полузагерметичных упаковок Р, имеющих ранее описанную структуру, т.е. имеющих концевую часть TP, по меньшей мере, с одним открытым концом, и основную часть, содержащую MP одного или более продуктов. Процесс упаковки может включать этапы, описанные ниже.
Этапы процесса упаковки могут быть реализованы или контролироваться описанным выше блоком 47 управления на упаковочном устройстве 1, описанном выше. Этапы процесса упаковки могут быть реализованы соответствующими элементами, компонентами, станциями и секциями упаковочного устройства 1, имеющими соответствующие функции. При рассмотрении этапов процесса упаковки, реализуемого упаковочным устройством 1, необходимо должным образом учитывать описанную выше модульность и позиционную взаимосвязь элементов, компонентов, станций и секций упаковочного устройства 1.
Прежде всего, процесс упаковки может включать этап подготовки, на котором вакуумная камера 4 соответствующим образом расположена относительно конвейера 8. Более подробно, вакуумная камера 4, следовательно, может быть установлена на определенной высоте относительно конвейера 8. Высота, на которой расположена вакуумная камера 4 и, следовательно, ее узкая часть 6, может зависеть, по меньшей мере, от одного размера упаковываемых полузакрытых упаковок Р или одного или нескольких продуктов, размещенных внутри полузакрытых упаковок Р.
Процесс упаковки предусматривает размещение полузакрытых упаковок Р на загрузочной станции 2 и последующую подачу полузакрытых упаковок Р на конвейер 8. В качестве альтернативы, процесс упаковки предусматривает размещение полузакрытых упаковок Р непосредственно на конвейере 8. Полузакрытые упаковки подаются или размещаются на конвейере 8 с заданной или желаемой ориентацией, в соответствии с которой открытая концевая часть TP полузакрытых упаковок Р расположена сбоку на определенной стороне конвейера 8 относительно основного направления движения М. Предопределенная или желаемая ориентация обеспечивает, чтобы открытый конец концевой части TP каждой полузакрытой упаковки Р, т.е. незапечатанная часть полузакрытой упаковки Р, располагалась лицом к стороне конвейера 8, на которой расположена вакуумная камера 4 (например, вправо по отношению к основному направлению движения М, показанному на фиг. 1).
Полузакрытые упаковки Р могут быть загружены на станцию загрузки 2 уже в заданной или желаемой ориентации или могут быть переставлены на станции загрузки 2 таким образом, чтобы принять заданную или желаемую ориентацию.
Полузакрытые упаковки Р, подлежащие термосвариванию на их концевой части TP, подаются в узкую часть 6 вакуумной камеры 4 и затем перемещаются вдоль вакуумной камеры 4.
Процесс упаковки предусматривает перемещение полузакрытых упаковок Р вдоль описанного выше основного направления движения М. Основное направление движения М определяется как основное направление продвижения упаковок Р вдоль упаковочного устройства 1. Перемещение упаковок Р осуществляется непрерывно по всему упаковочному устройству 1, от входной секции 5а до выходной секции 5b удлиненного отверстия 5. Перемещение полузакрытых упаковок Р по всему упаковочному устройству 1 осуществляется посредством направляющей ленты (лент) 7, которая принимает полузакрытые упаковки Р на станции загрузки 2, подает их в узкую часть 6 вакуумной камеры 4 и перемещает их мимо узкой части 6 вакуумной камеры 4. Перемещая полузакрытые упаковки мимо узкого места 6, направляющая лента 7 позволяетполузакрытым упаковкам Р входить в удлиненное отверстие 5 на впускной секции 5а и непрерывно перемещает их вверх к выпускной секции 5b удлиненного отверстия 5.
Перемещение полузакрытых упаковок Р осуществляется также с помощью конвейера 8, как описано в отношении упаковочного устройства 1. В то время как направляющая лента 7 контактирует с полузакрытой упаковкой Р на первой полосе ТР1 концевой части TP, конвейер 8 активен и транспортирует основную часть MP полузакрытых упаковок. Конвейер 8 также отвечает за перемещение упаковок Р по всему упаковочному устройству 1 путем перемещения, после герметизации, основной части MP упаковок Р за пределы вакуумной камеры 4 вдоль основного направления движения М, которое параллельно продольной оси L вакуумной камеры 4 (см. фиг. 1). Как описано в отношении упаковочного устройства 1, перемещение упаковок Р и, в частности, точное перемещение и позиционирование концевых частей TP относительно устройства термосваривания 13 дополнительно выполняется уплотнительной лентой 18, которая контактирует с концевой частью TP упаковок Р на второй полосе ТР2 и направляет концевую часть TP упаковок Р по всему устройству термосваривания 13, т.е. перемещает концевую часть TP упаковок Р, по меньшей мере, от блока предварительного нагрева 39, 40, через станцию термосваривания 14, до станции охлаждения 15.
Перемещение термозапечатанных упаковок Р вниз по потоку от станции охлаждения 15 осуществляется конвейером 8 и направляющей лентой 7. Перемещение упаковок Р вдоль основного направления движения М и вдоль удлиненного отверстия 5 является непрерывным движением и выполняется, как описано, бесконечными лентами (направляющая лента 7, уплотнительная лента 18, конвейер 8). Как описано выше в отношении возможного варианта упаковочного устройства 1, лишенного направляющей ленты 7, процесс упаковки может предусматривать перемещение упаковок Р вдоль основного направления движения только с использованием конвейера 8 и уплотнительной ленты 18.
При перемещении полузакрытых упаковок Р вдоль основного направления движения М газ, присутствующий в полузагерметичных упаковках Р, откачивается из внутреннего объема полузагерметичных упаковок Р, тем самым образуя вакуумированные термозапечатанные упаковки Р. Откачка газа выполняется средством 9 откачки и может быть постепенной откачкой газа. Постепенное удаление газа может быть выполнено с помощью вакуумной камеры 4, описанной выше, имеющей участки, соответствующие внутренние вакуумные давления которых могут уменьшаться по ходу основного направления движения М.
Посредством направляющей ленты 7, уплотнительной ленты 18 и конвейера 8 конечная часть TP вакуумированных полузакрытых упаковок Р подается в блок 39, 40 предварительного нагрева. В блоке предварительного нагрева предварительно нагревается, по меньшей мере, полоса концевой части TP каждой вакуумированной полузакрытой упаковки Р. Как описано в отношении упаковочного устройства 1, предварительный нагрев выполняется при температуре предварительного нагрева.
Процесс упаковки может включать контроль температуры предварительного нагрева в соответствии с операциями, описанными выше, в отношении процедуры контроля температуры предварительного нагрева, управляемой блоком управления 47. Фактическая температура, определенная в блоке предварительного нагрева или вблизи него, может контролироваться, и нагревательный картридж (картриджи) 44 корпуса 42 предварительного нагрева может быть включен или отключен в соответствии с фактической температурой, которая соответственно ниже или выше установленной температуры предварительного нагрева. Температуру предварительного нагрева можно контролировать непрерывно или периодически перед предварительным нагревом или во время предварительного нагрева, или как до, так и во время предварительного нагрева.
Этап предварительного нагрева может быть выполнен путем непосредственного предварительного нагрева концевой части TP вакуумированных полузакрытых упаковок Р или путем косвенного предварительного нагрева концевой части TP вакуумированных полузакрытых упаковок Р, т.е. путем предварительного нагрева теплопроводящего тракта уплотнительной ленты 18, а затем предварительного нагрева посредством предварительно нагретого теплопроводящего тракта полосы концевой части TP каждой вакуумированной полузакрытой упаковки Р.
В вариантах осуществления, в которых концевая часть TP вакуумированных полузакрытых упаковок Р предварительно нагревается косвенно, предварительный нагрев ленты концевой части TP каждой вакуумированной полузакрытой упаковки Р выполняется посредством теплопроводящего тракта уплотнительной ленты 18, контактирующей с лентой концевой части TP каждой вакуумированной полузакрытой упаковки Р. Полоса, с которой контактирует теплопроводящий тракт, который, следовательно, предварительно нагревается, является второй полосой ТР2 концевой части TP; во время предварительного нагрева второй полосы ТР2 теплопроводящий тракт уплотнительной ленты 18 расположен между предварительно нагреваемым корпусом 42 и пластиковым материалом полузакрытой упаковки Р на второй полосе ТР2 концевой части ТР.
Более подробно, теплопроводящий тракт уплотнительной ленты 18 расположен между первым плечом "С-образного" корпуса 42 предварительного нагрева, содержащего нагревательный картридж (картриджи) 44, и второй полосой ТР2 концевой части TP вакуумированных полузакрытых упаковок Р, подлежащих предварительному нагреву (вариант реализации на фиг. 1-5). В другом варианте осуществления теплопроводящий тракт уплотнительной ленты 18 расположен между участком шкива 20, 21, в который встроен нагревательный элемент 42 и, следовательно, картридж (картриджи) 44, и второй полосой ТР2 концевой части TP вакуумированных полузакрытых упаковок Р, подлежащих предварительному нагреву (вариант реализации на фиг. 6).
После предварительного нагрева второй полосы ТР2 концевой части TP вакуумированных полузакрытых упаковок Р процесс упаковки предусматривает термосваривание предварительно нагретой концевой части TP вакуумированных полузакрытых упаковок Р. Предварительно нагретая лента концевой части TP вакуумированных полузакрытых упаковок Р перемещается, как описано выше, из блока 39, 40 предварительного нагрева на станцию 14 термосваривания, по меньшей мере, в одном варианте осуществления также посредством уплотнительной ленты 18. Термосваривание происходит на предварительно нагретой второй полосе ТР2 концевой части TP вакуумированных полузакрытых упаковок Р. Стадия термосваривания в основном представляет собой стадию, на которой открытый конец концевой части TP полузакрытых упаковок Р герметично закрыт, тем самым удерживая продукт или продукты, размещенные внутри основной части MP термозапечатанной упаковки Р, во внутреннем объеме термозапечатанных упаковок Р, который больше не контактирует с окружающей средой снаружи упаковки Р. Стадия термосваривания процесса упаковки может быть выполнена, как описано выше, в отношении упаковочного устройства 1.
Во время этапа термосваривания давление прикладывается к концевой части TP вакуумированных полузакрытых упаковок Р, по меньшей мере, на второй полосе ТР2. Давление может быть приложено описанным выше элементом 27 давления.
Процесс упаковки может включать контроль температуры термосваривания в соответствии с операциями, описанными выше, в отношении процедуры контроля температуры термосваривания, управляемой блоком управления 47. Фактическая температура, определенная на станции 14 термосваривания или вблизи нее, может контролироваться, и нагревательный картридж (картриджи) 33 корпуса 29 термосваривания может быть включен или отключен в соответствии с фактической температурой, которая соответственно ниже или выше установленной температурытермосваривания. Температуру термосваривания можно контролировать непрерывно или периодически перед термосвариванием или во время термосваривания, или как до, так и во время термосваривания.
Во время термосваривания предварительно нагретой концевой части TP вакуумированных полузакрытых упаковок Р уплотнительная лента 18 помещается между термосвариваемым корпусом 29 и предварительно нагретой концевой частью TP вакуумированных полузакрытых упаковок Р, подвергающихся термосвариванию. Более подробно и со ссылкой на модульность термосваривателя 13, при термосваривании предварительно нагретая концевая часть TP вакуумированных полузакрытых упаковок Р расположена в зазоре, определенном между обращенными поверхностями уплотнительной ленты 18 первого модуля 16 термосваривателя и уплотнительной ленты 18 второго модуля 17 термосваривателя (см. фиг. 4А). Как показано на фиг. 4, каждая уплотнительная лента 18 первого модуля 16 термосваривания и второго модуля 17 термосваривания контактирует на противоположной поверхности относительно поверхности, обращенной к вышеупомянутому зазору, с соответствующей головкой 34 термосваривающего корпуса 29.
После термосваривания процесс упаковки предусматривает охлаждение концевой части TP термозапечатанных упаковок Р. Стадия охлаждения концевой части TP термозапечатанных упаковок Р позволяет охлаждать, по меньшей мере, вторую полосу ТР2 концевой части TP, которая была предварительно термосвариваемой.
Во время этапа охлаждения давление прикладывается к концевой части TP вакуумированных полузакрытых упаковок Р, по меньшей мере, на второй полосе ТР2. Давление может быть приложено описанным выше дополнительным прижимным элементом 36, таким как описанный выше прижимной ролик.
Этап охлаждения может включать в себя прохождение концевой части TP термозапечатанных упаковок Р с помощью ползуна 35. Во время охлаждения давление может быть приложено к концевой части TP термозапечатанных упаковок Р с помощью ползуна 35.
После этапа охлаждения ненужная часть концевой части TP термозапечатанных упаковок Р может быть удалена. Этап удаления может быть выполнен с помощью станции 12 удаления отходов, описанной выше со ссылкой на упаковочное устройство 1. Этап удаления может быть выполнен путем разрезания части отходов, например, путем разрезания ее с помощью режущего инструмента.
После этапа удаления концевая часть TP термозапечатанных упаковок Р в готовой форме выходит из вакуумной камеры 4 в выходной секции 5b удлиненного отверстия 5. Обратите внимание, что в качестве альтернативы этап удаления может выполняться после того, как термосвариваемая упаковка Р покинет вакуумную камеру 4.
После того, как термозапечатанные упаковки Р выходят из вакуумной камеры 4, термозапечатанные упаковки Р собираются, например, для дальнейшей обработки, такой как маркировка. Сбор может происходить на станции разгрузки упаковочного устройства 1.
Процесс упаковки может включать визуализацию (на дисплее 48) информации относительно одной или нескольких операций процедур упаковки (например, одной или нескольких процедур позиционирования, процедуры герметизации, процедуры контроля температуры предварительного нагрева и термосваривания) и/или информации, относящейся к одному или нескольким параметрам процесса упаковки, таким как фактические или желаемые температуры предварительного нагрева и/или фактические или желаемые температуры термосваривания.
На протяжении всего процесса упаковки информация или инструкции могут вводиться в упаковочное устройство 1 с помощью одного или нескольких входных элементов 49. Кроме того, один или более из описанных выше параметров процесса упаковки могут быть установлены с помощью входных элементов 49, коммуникационных подключенных к блоку 47 управления.
Следовательно, процессом упаковки может управлять одно устройство 50, включающее блок 47 управления, устройство 48 отображения и элементы 49 ввода.
Хотя изобретение было описано в связи с тем, что в настоящее время считается наиболее практичными и предпочтительными вариантами осуществления, следует понимать, что изобретение не должно ограничиваться раскрытыми вариантами осуществления, а, напротив, предназначено для охвата различных модификаций и эквивалентных устройств, включенных в дух и объем прилагаемой формулы изобретения.

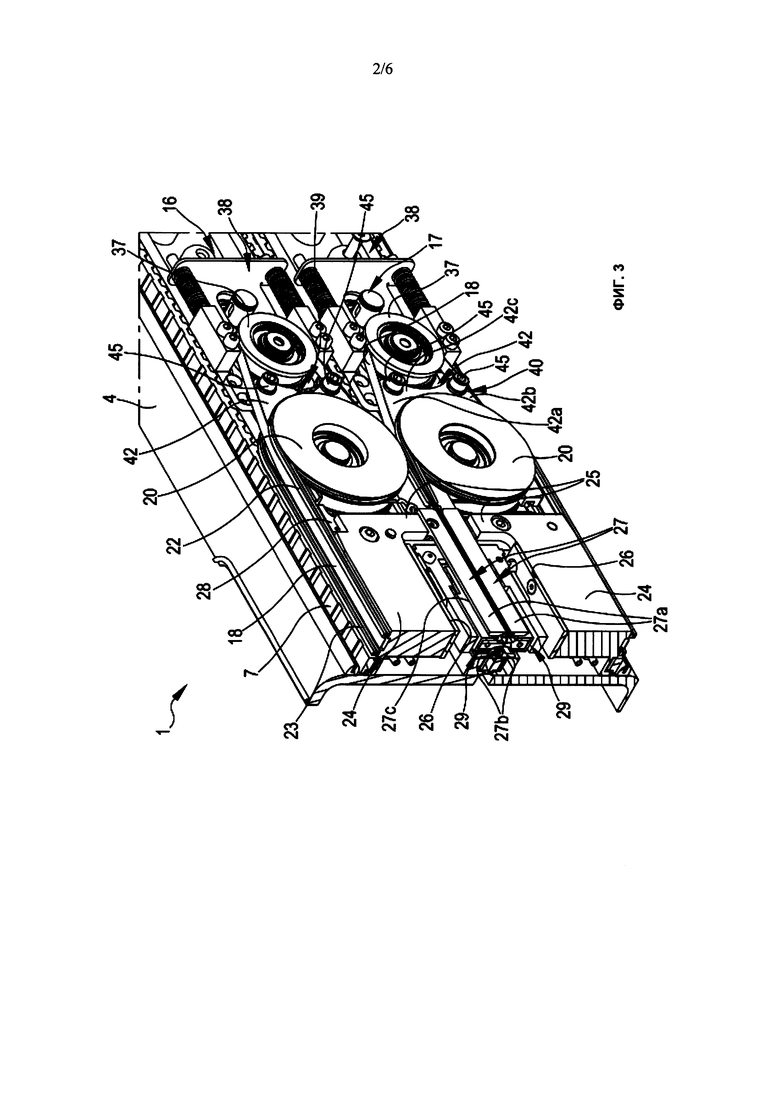
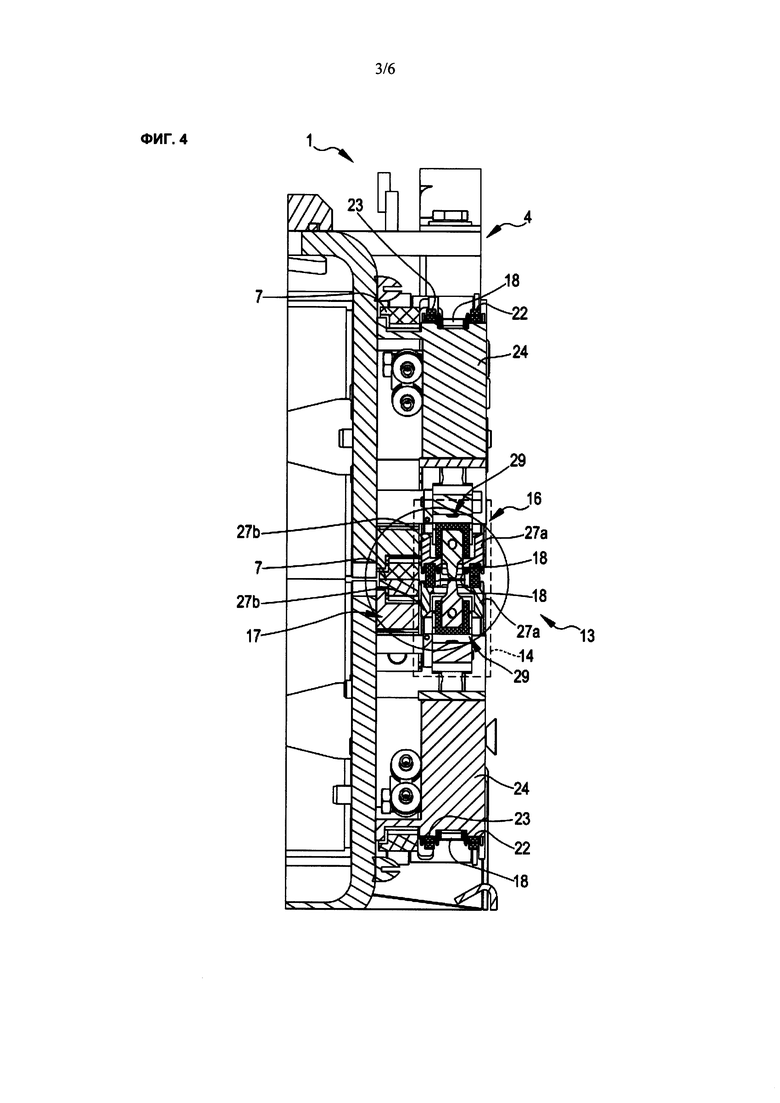


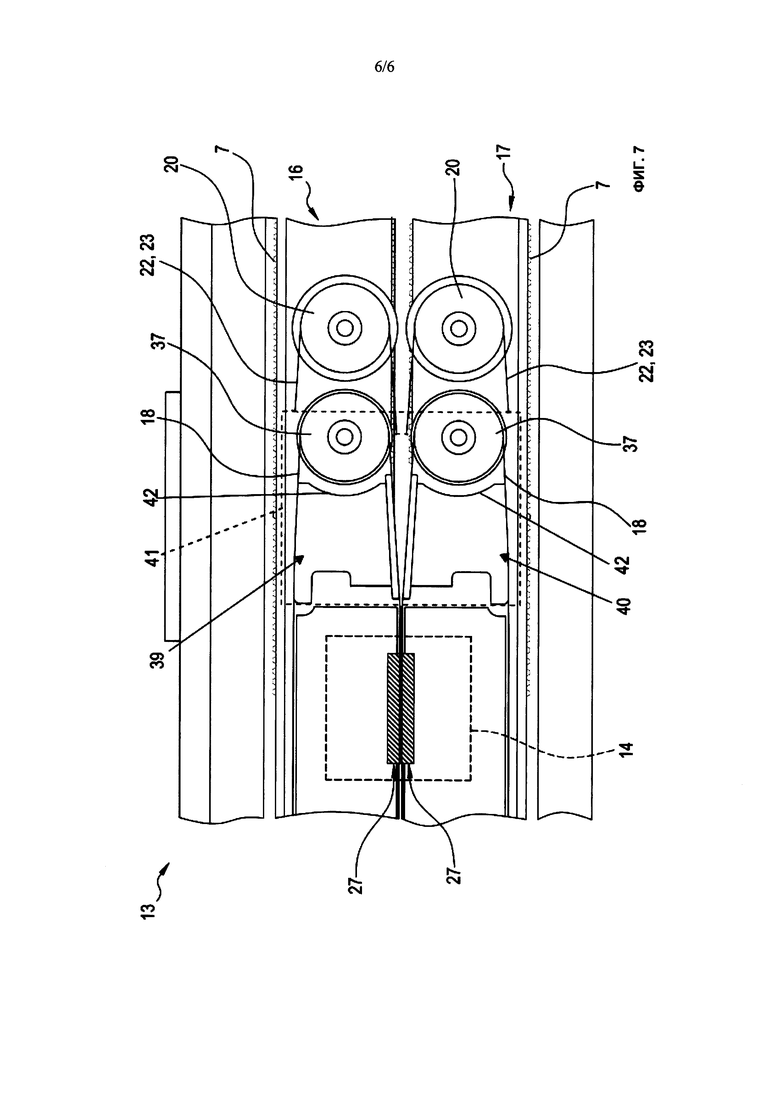
Упаковочное устройство содержит вакуумную камеру (4), имеющую удлиненное отверстие (5), конвейер (8) для приема полузакрытых упаковок (Р) и для перемещения упаковок (Р) относительно вакуумной камеры (4) таким образом, что каждая упаковка (Р), расположенная на конвейере (8), может иметь, во время относительного перемещения полузакрытой упаковки (Р) относительно вакуумной камеры (4), концевую часть (TP) с отверстием, проходящую через удлиненное отверстие (5), относительно перемещаемую внутри вакуумной камеры (4), пока основная часть (MP) относительно перемещается снаружи вакуумной камеры (4). Упаковочное устройство (1) дополнительно содержит средство (9) для откачки, плавно сообщающееся с вакуумной камерой (4) для откачки газа, присутствующего в полузакрытых упаковках (Р), и формирования вакуумированных полугерметичных упаковок (Р), и устройство термосваривания (13) для термосваривания концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р), тем самым формируя термосвариваемые упаковки (Р). Упаковочное устройство (1) также снабжено блоком предварительного нагрева (39, 40), расположенным вдоль основного направления движения (М) перед станцией термосваривания (14). Устройство термосваривания (13) содержит уплотнительную ленту (18) для направления концевой части (TP) вакуумированных полузакрытых упаковок (Р) вдоль основного направления движения (М) от блока предварительного нагрева (39, 40) к станции термосваривания (14). Блок предварительного нагрева (39, 40) служит для предварительного нагрева теплопроводящего тракта уплотнительной ленты (18), предназначенного для контакта с указанной полосой (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) и ее предварительного нагрева. Улучшаются качество уплотнения и эффективность теплопередачи. 2 н. и 17 з.п. ф-лы, 8 ил.
1. Упаковочное устройство (1), содержащее:
- вакуумную камеру (4), имеющую удлиненное отверстие (5), проходящее вдоль или параллельно продольной оси (L) вакуумной камеры (4),
- конвейер (8), сконфигурированный для приема полузакрытых упаковок (Р), каждая из полузакрытых упаковок (Р) имеет концевую часть (TP) с по меньшей мере одним отверстием и основную часть (MP), содержащую один или более продуктов, конвейер (8) дополнительно сконфигурирован для перемещения полузакрытых упаковок (Р) относительно вакуумной камеры (4) вдоль основного направления движения (М) таким образом, что каждая полузакрытая упаковка (Р), расположенная на конвейере (8), может иметь, во время относительного перемещения полузакрытой упаковки (Р) относительно вакуумной камеры (4), концевую часть (TP) с отверстием, проходящую через удлиненное отверстие (5), относительно перемещаемую внутри вакуумной камеры (4), пока основная часть (MP) относительно перемещается снаружи вакуумной камеры (4),
- средство для откачки (9), плавно сообщающееся с вакуумной камерой (4), выполненное с возможностью обеспечения вакуумной камеры (4) внутренним вакуумным давлением, которое ниже давления окружающей среды вне вакуумной камеры (4), тем самым удаляя газ, присутствующий в полузакрытых упаковках (Р), и формируя вакуумированные полузакрытые упаковки (Р);
- устройство термосваривания (13), расположенное вдоль основного направления движения (М), выполненное с возможностью приема вакуумированных полузакрытых упаковок (Р), устройство термосваривания (13) содержит станцию термосваривания (14), выполненную с возможностью термосваривания концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р), тем самым формируя термозапечатанные упаковки (Р),
отличающееся тем, что упаковочное устройство (1) также содержит:
- по меньшей мере один блок предварительного нагрева (39,40), расположенный вдоль основного направления движения (М) перед станцией термосваривания (14), выполненный с возможностью предварительного нагрева, по меньшей мере, полосы (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р),
при этом устройство термосваривания (13) содержит уплотнительную ленту (18), сконфигурированную для направления концевой части (TP) вакуумированных полузакрытых упаковок (Р) вдоль основного направления движения (М) по меньшей мере от блока предварительного нагрева (39, 40) к станции термосваривания (14), блок предварительного нагрева (39, 40) сконфигурирован для предварительного нагрева по меньшей мере теплопроводящего тракта уплотнительной ленты (18), предназначенного для контакта с указанной полосой (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) и ее предварительного нагрева.
2. Упаковочное устройство по п. 1, в котором уплотнительная лента (18) содержит, по меньшей мере, на поверхности, предназначенной для контакта с поверхностью термосваривания станции термосваривания (14), антипригарный материал; уплотнительная лента (18) выполнена с возможностью направления концевой части (TP) вакуумированных полузакрытых упаковок (Р) вдоль основного направления движения (М), по меньшей мере, на станции термосваривания (14), избегая при этом, чтобы упомянутая концевая часть (TP) прилипала к станции термосваривания (14).
3. Упаковочное устройство по п. 1 или 2, в котором блок предварительного нагрева (39, 40) содержит корпус (42) предварительного нагрева, расположенный вдоль основного направления движения (М) и обращенный или, по меньшей мере, частично контактирующий с уплотнительной лентой (18), корпус (42) предварительного нагрева выполнен с возможностью предварительного нагрева указанного теплопроводящего тракта уплотнительной ленты (18).
4. Упаковочное устройство по п. 1, или 2, или 3, в котором устройство термосваривания (13) содержит, по меньшей мере, один шкив (20, 21), выполненный с возможностью зацепления с уплотнительной лентой (18), корпус (42) предварительного нагрева выполнен с возможностью нагрева, по меньшей мере, одного шкива (20, 21), корпус (42) предварительного нагрева встроен в шкив (20, 21) или выполнен с возможностью передачи тепла на шкив (20, 21) или отделен от, по меньшей мере, одного шкива (20, 21).
5. Упаковочное устройство по п. 3 или 4, в котором устройство термосваривания (13) содержит первый шкив (20) и второй шкив (21), расположенные напротив друг друга относительно станции термосваривания (14), при этом первый шкив (20) расположен перед станцией термосваривания (14) относительно основного направления движения (М) и выполнен с возможностью направления уплотнительной ленты (18) к станции термосваривания (14), а второй шкив (21) выполнен с возможностью обратной циркуляции уплотнительной ленты (18) к первому шкиву (20), корпус (42) предварительного нагрева, размещенный на первом шкиве (20) или вблизи него и выполненный с возможностью предварительного нагрева указанного теплопроводящего тракта уплотнительной ленты (18) вблизи первого шкива (20).
6. Упаковочное устройство по п. 3, или 4, или 5, в котором корпус (42) предварительного нагрева имеет, по меньшей мере, один корпус (43) и, по меньшей мере, один нагревательный картридж (44), расположенный в корпусе (43), нагревательный картридж (44) выполнен с возможностью предварительного нагрева указанного теплопроводящего тракта уплотнительной ленты (18) перед станцией термосваривания (14).
7. Упаковочное устройство по п. 6, в котором корпус (42) предварительного нагрева содержит первое плечо (42а), второе плечо (42b) и соединительную часть (42с), расположенную поперечно первому плечу (42а) и второму плечу (42b), соединительная часть (42с) расположена между первым плечом (42а) и вторым плечом (42b) и соединяет их, указанный корпус (43) и указанный нагревательный картридж (44) расположены на первом плече (42а) и/или втором плече (42b),
уплотнительная лента (18) обращена к корпусу (42) предварительного нагрева или находится в контакте с ним, по меньшей мере, на участке наружной поверхности корпуса (42) предварительного нагрева, определенной на первом и/или втором плече (42а, 42b), содержащем указанный корпус (43) и указанный нагревательный картридж (44).
8. Упаковочное устройство по любому из предыдущих пунктов, в котором блок предварительного нагрева (39, 40) выполнен с возможностью предварительного нагрева указанной полосы (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) при температуре предварительного нагрева, которая ниже температуры термосваривания, при которой станция термосваривания (14) сконфигурирована для нагрева концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р).
9. Упаковочное устройство по любому из предыдущих пунктов, дополнительно содержащее блок управления (47), сообщающийся, по меньшей мере, с блоком предварительного нагрева (39, 40), с конвейером (8) и со станцией термосваривания (14), при этом блок управления (47) выполнен с возможностью осуществления процедуры запечатывания, включающей:
- установку или разрешение установки температуры предварительного нагрева и температуры термосваривания,
- управление конвейером (8) для направления, по меньшей мере, концевой части (TP) полузакрытых упаковок (Р) через удлиненное отверстие (5) вакуумной камеры (4) вдоль или параллельно продольной оси (L) вакуумной камеры (4),
- управление блоком предварительного нагрева (39, 40) на основе указанной температуры предварительного нагрева для предварительного нагрева, по меньшей мере, указанной полосы (ТР2) концевой части (TP) каждой полузакрытой упаковки (Р), в то время как конвейер (8) перемещает концевую часть (TP) каждой полузакрытой упаковки (Р) вдоль или параллельно продольной оси (L) вакуумной камеры (4),
- управление станцией термосваривания (14) на основе указанной температуры термосваривания для термосваривания концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р), тем самым формируя термозапечатанные упаковки (Р), в то время как конвейер (8) перемещает концевую часть (TP) вакуумированных полузакрытых упаковок (Р) вдоль или параллельно продольной оси (L) вакуумной камеры (4),
опционально блок управления (47) сообщательно соединен также с уплотнительной лентой (18) и сконфигурирован для управления уплотнительной лентой (18) синхронно с конвейером (8).
10. Упаковочное устройство по п. 9, в котором блок управления (47) сконфигурирован для установки температуры предварительного нагрева в зависимости от по меньшей мере одного из параметров:
- внутреннее вакуумное давление, определенное, по меньшей мере, в части вакуумной камеры (4),
- температура концевой части (TP) вакуумированных полузакрытых упаковок (Р), расположенных выше по потоку или в блоке предварительного нагрева (39, 40),
- остаточное заданное давление вакуумированных полузакрытых упаковок (Р) или термозапечатанных упаковок (Р),
- материал полузакрытых упаковок (Р), подлежащих термосвариванию,
- по меньшей мере один размер полузакрытых упаковок (Р), такой как толщина материала (TP) полузакрытой упаковки (Р) на концевой части (TP) полузакрытой упаковки (Р), или по меньшей мере один размер одного или нескольких продуктов, размещенных внутри полузакрытых упаковок (Р).
11. Упаковочное устройство по п. 9 или 10, дополнительно содержащее датчик температуры предварительного нагрева (46), блок управления (47), сообщательно соединенный с датчиком температуры предварительного нагрева (46), и выполненный с возможностью осуществления процедуры контроля температуры предварительного нагрева, включающей в себя:
- определение текущей температуры блока предварительного нагрева (39, 40) или уплотнительной ленты (18),
- сравнение определенной текущей температуры с температурой предварительного нагрева и определение отклонения между обнаруженной фактической температурой и температурой предварительного нагрева,
- в случае, если отклонение превышает установленный порог, управление блоком предварительного нагрева (39, 40) для уменьшения указанного отклонения.
12. Упаковочное устройство по п. 9, или 10, или 11, в котором станция термосваривания (14) содержит, по меньшей мере, один корпус термосваривания (29), выполненный с возможностью воздействия на предварительно нагретую ленту (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р), корпус термосваривания (29) выполнен с возможностью, по меньшей мере, частичного расплавления предварительно нагретой ленты (ТР2) концевой части (TP) вакуумированных полузакрытых упаковок (Р), тем самым формируя термозапечатанные упаковки (Р),
блок управления (47), сообщательно соединенный, по меньшей мере, с корпусом термосваривания (29), при этом процедура запечатывания дополнительно включает:
- управление корпусом термосваривания (29) для нагрева концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) при температуре термосваривания,
- по меньшей мере частичного плавления при температуре термосваривания предварительно нагретой ленты (ТР2) концевой части (TP) вакуумированных полузакрытых упаковок (Р), образуя, таким образом, термозапечатанные упаковки (Р), в то время как конвейер (8) перемещает концевую часть (TP) вакуумированных полузакрытых упаковок (Р) вдоль или параллельно продольной оси (L) вакуумной камеры (4).
13. Упаковочное устройство по любому из предыдущих пунктов, содержащее первый блок (39) предварительного нагрева и второй блок (40) предварительного нагрева, расположенные напротив друг друга относительно удлиненного отверстия (5) вакуумной камеры (4) и выполненные с возможностью размещения между ними концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р),
опционально корпус предварительного нагрева (42) первого блока (39) предварительного нагрева выполнен для предварительного нагрева первой поверхности упомянутой полосы (ТР2) концевой части (TP) вакуумированных полузакрытых упаковок (Р), а корпус (42) предварительного нагрева второго блока (40) предварительного нагрева выполнен для предварительного нагрева второй поверхности, противоположной первойповерхности, упомянутой полосы (ТР2) концевой части (TP) вакуумированных полузакрытых упаковок (Р).
14. Упаковочное устройство по любому из предыдущих пунктов, в котором устройство термосваривания (13) содержит станцию охлаждения (15), расположенную ниже станции термосваривания (14) относительно основного направления движения (М), при этом станция охлаждения (15) выполнена с возможностью охлаждения термозапечатанной концевой части (TP) термозапечатанных упаковок (Р),
опционально станция охлаждения (15) выполнена с возможностью охлаждения концевой части (TP) термозапечатанных упаковок (Р) главным образом за счет естественной конвекции и/или излучения и/или проводимости.
15. Упаковочное устройство по любому из предыдущих пунктов, в котором устройство термосваривания (13) содержит натяжное устройство (38), выполненное с возможностью натяжения уплотнительной ленты (18).
16. Упаковочное устройство по любому из предыдущих пунктов, в котором устройство термосваривания (13) содержит первый модуль (16) для термосваривания и второй модуль (17) для термосваривания, при этом первый модуль (16) для термосваривания и второй модуль (17) для термосваривания расположены напротив друг друга относительно удлиненного отверстия (5) вакуумной камеры (4) и сконфигурированы для размещения между ними концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р).
17. Способ упаковки полузакрытых упаковок (Р), содержащий стадии:
- обеспечения упаковочного устройства (1) в соответствии с любым из предыдущих пунктов,
- обеспечения по меньшей мере одной полузакрытой упаковки (Р), имеющей концевую часть (TP), по меньшей мере, с одним отверстием, и основную часть (MP), содержащую один или несколько продуктов,
- перемещения полузакрытой упаковки (Р) вдоль основного направления движения (М), при этом стадия перемещения полузакрытой упаковки (Р) вдоль основного направления движения (М) содержит:
- введение, по меньшей мере, концевой части (TP) полузакрытой упаковки (Р) в вакуумную камеру (4) в удлиненное отверстие (5),
- перемещение, по меньшей мере, концевой части (TP) полузакрытой упаковки (Р) внутри вакуумной камеры (4) вдоль или параллельно удлиненному отверстию (5),
- удаления газа, присутствующего в полузакрытой упаковке (Р), и формирование вакуумированной полузакрытой упаковки (Р) при перемещении полузакрытой упаковки (Р) вдоль основного направления движения (М),
- термосваривания концевой части (TP) вакуумированной полузакрытой упаковки (Р),
при этом перед термосвариванием концевой части (TP) вакуумированной полузакрытой упаковки (Р) предварительно нагревают, по меньшей мере, полосу (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р).
18. Способ упаковки по п. 17, в котором стадия предварительного нагрева, по меньшей мере, указанной полосы (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) содержит:
- предварительный нагрев, по меньшей мере, указанного теплопроводящего тракта уплотнительной ленты (18), воздействующей на концевую часть (TP) вакуумированных полузакрытых упаковок (Р), уплотнительная лента (18), опционально взаимодействующая в направлении концевой части (TP) вдоль основного направления движения (М),
- предварительный нагрев указанной ленты (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) с помощью теплопроводящего тракта уплотнительной ленты (18).
19. Способ упаковки по п. 17 или 18, в котором стадии термосваривания концевой части (TP) вакуумированной полузакрытой упаковки (Р) и предварительного нагрева, по меньшей мере, полосы (ТР2) концевой части (TP) каждой вакуумированной полузакрытой упаковки (Р) выполняются при непрерывном перемещении полузакрытой упаковки (Р) вдоль основного направления движения (М) посредством конвейера (8) и, опционально, также посредством уплотнительной ленты (18).
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |
| УСТРОЙСТВО ДЛЯ ТЕПЛОВОЙ СВАРКИ ПЛАСТИКОВОЙ ПЛЕНКИ | 2013 |
|
RU2603661C2 |
| Опрыскиватель | 1989 |
|
SU1658956A1 |

