Настоящее изобретение относится к упаковочному устройству для непрерывного производства асептических герметичных упаковок, содержащих разливаемые пищевые продукты, из трубы из упаковочного материала.
Более конкретно, упаковочное устройство, в соответствии с настоящим изобретением, обеспечивает возможность изготовления асептических герметичных упаковок, по существу в форме параллелепипеда.
Многие разливаемые пищевые продукты, такие как фруктовый сок, пастеризованное или подвергнутое ультравысокотемпературной обработке молоко, вино, томатный сок и т.д., продают в упаковках, выполненных из стерилизованного упаковочного материала.
Типичным примером такой упаковки является упаковочная тара, имеющая форму параллелепипеда, для жидких или разливаемых пищевых продуктов, известная под названием Тетра Брик Асептик (зарегистрированный товарный знак), которую образуют путем сворачивания и запечатывания свернутой в трубу ленты из упаковочного материала. Свернутый в трубу упаковочный материал содержит слои из волокнистого материала, например бумаги, покрытые с обеих сторон термопластическим материалом, например полиэтиленом, а сторона упаковочного материала, в конечном счете соприкасающаяся в упаковке с пищевым продуктом, также содержит слой защитного материала, например алюминиевой фольги, в свою очередь, покрытый слоем термопластического материала.
Как известно, упаковки вышеупомянутого типа изготавливают на полностью автоматических упаковочных машинах, на которых непрерывная труба образуется из упаковочного материала, подаваемого в виде ленты. Ленту из упаковочного материала стерилизуют в упаковочной машине, например, путем использования химического стерилизующего агента, такого как раствор перекиси водорода. После стерилизации стерилизующий агент удаляют с поверхностей упаковочного материала, например, испаряя путем нагрева, а ленту упаковочного материала, стерилизованную таким образом, находящуюся в изолированной стерильной среде, сворачивают и запечатывают в продольном направлении для образования трубы.
Трубу наполняют стерилизованным или подвергшимся стерилизации пищевым продуктом и запечатывают в равноотстоящих поперечных сечениях, в которых ее затем разрезают на пакеты типа "подушка", которые впоследствии механически фальцуют в упаковки, имеющие форму параллелепипеда.
Известны упаковочные машины вышеупомянутого типа, в которых секции трубы запечатывают посредством зажимных устройств, перемещаемых с помощью соответствующих рычагов так, что осуществляется поочередное зажимание трубы в последовательных сечениях с целью запечатывания. Один зажим каждого зажимного устройства содержит индукционный нагревательный элемент для локального плавления термопластического материала, когда зажимное устройство зажато на трубе, и, следовательно, для сваривания термопластического покрытия с целью запечатывания трубы в поперечном сечении.
Каждое зажимное устройство совершает относительно сложный рабочий цикл, в котором соответствующие зажимы приводятся в соприкосновение с трубой в верхней станции упаковочной машины, а устройство, устойчиво зажавшее трубу, опускается вместе с трубой по направлению геометрической оси подачи трубы с целью запечатывания поперечного сечения и затем размыкания в нижней станции упаковочной машины. Тот же самый цикл, смещенный на временной интервал, соответствующий производительности машины, также совершается вторым устройством, вследствие чего каждая упаковка образуется частью трубы, вытянутой между первым запечатыванием, выполненным с помощью одного зажимного устройства, и вторым запечатыванием, выполненным последовательно с помощью другого зажимного устройства.
Однако широко используемые и надежные машины описанного выше типа ограничены в производительности вследствие периодического возвратно-поступательного перемещения больших масс (включая рычаги, зажимы и соответствующие приводы), инерционные свойства которых ограничивают производительность до нескольких тысяч циклов в час, при превышении числа которых возникают динамические проблемы, приводящие к ухудшению работы машины.
Для повышения производительности таких машин были предложены устройства для непрерывной упаковки, которые содержат два цепных конвейера, описывающих соответствующие замкнутые траектории и соответственно оснащенных некоторым количеством зажимов и контрзажимов. Две траектории включают соответствующие ветви, по существу обращенные друг к другу и параллельные, между которыми подается труба из упаковочного материала. Зажимы на одном конвейере взаимодействуют на протяжении указанных ветвей соответствующих траекторий с соответствующими контрзажимами на другом конвейере с целью зажимания ряда последовательных поперечных сечений и, следовательно, запечатывания упаковок. Системы из непрерывных цепных конвейеров обеспечивают исключение, до некоторой степени, динамических проблем и, следовательно, повышение максимальной производительности, ограниченной возвратно-поступательными устройствами.
Машины этого вида показаны, например, в заменяющем патенте США N Re-33467.
Заявителю известно, что, несмотря на проведенные в течение некоторого времени эксперименты, такие машины до сих пор не находят достаточного практического применения.
Одна из проблем, связанная с машинами вышеупомянутого типа, заключается в трудности точного и надежного регулирования контактного давления, оказываемого на упаковочный материал зажимами и контрзажимами, с целью образования сварного шва и создаваемого контактом между управляющими копирами, прикрепленными к конструкции машины, и соответствующими работающими по копиру элементами, перемещающимися по соответствующим копирам и связанными с соответствующими зажимами и контрзажимами. Поскольку контактное давление в значительной степени зависит от допусков на обработку и сборку, от износа копиров и соответствующих работающих по копиру элементов, а также от рабочей температуры, то значительные трудности возникают при наладке машины и при поддержании оптимальных рабочих условий.
Регулирование давления запечатывания имеет существенное значение для достижения надежного производственного процесса, гарантирующего отсутствие повреждений упаковок и, следовательно, для сохранения асептических характеристик содержимого.
Техническая задача настоящего изобретения заключается в создании упаковочного устройства для непрерывного производства асептических герметичных упаковок, содержащих разливаемые пищевые продукты, которое обеспечивает устранение вышеупомянутых недостатков, обычно связанных с известными машинами.
Данная техническая задача решается за счет того, что разработано упаковочное устройство для непрерывного производства асептических герметичных упаковок, содержащих разливаемый пищевой продукт, из трубы, изготовленной из термосвариваемого упаковочного материала в виде полосы, подаваемой по направлению вертикальной траектории подачи и наполненной указанным пищевым продуктом, при этом указанное устройство содержит первый цепной конвейер, имеющий некоторое количество зажимов и описывающий замкнутую первую траекторию, по которой указанные зажимы подаются, второй цепной конвейер, имеющий некоторое количество контрзажимов и описывающий замкнутую вторую траекторию, по которой указанные контрзажимы подаются, при этом указанная первая и указанная вторая траектории включают соответствующие рабочие участки, примыкающие к указанной траектории подачи трубы из упаковочного материала и проходящие, по существу, симметрично по противоположным сторонам от указанной траектории подачи таким образом, что указанные зажимы взаимодействуют с соответствующими указанными контрзажимами с целью зажимания указанной трубы в соответствующих равноотстоящих поперечных сечениях, указанное устройство также содержит на протяжении, по меньшей мере, указанных соответствующих рабочих участков первое копирное направляющее средство для направления указанных зажимов и второе копирное направляющее средство для направления указанных контрзажимов, указанные зажимы и указанные контрзажимы содержат работающие по копиру средства, взаимодействующие с указанными соответствующими первым и вторым копирными направляющими средствами, а указанные зажимы и указанные контрзажимы также содержат соответственно нагревательные средства для термосваривания указанного упаковочного материала и нажимные средства для оказания прижимающего давления с целью прижимания указанного упаковочного материала к указанному нагревательному средству, в котором, согласно изобретению, каждый из указанных контрзажимов содержит основной корпус, в свою очередь, содержащий указанные работающие по копиру средства и ограничивающий звено указанного второго цепного конвейера, при этом указанное нажимное средство включает нажимной элемент, установленный на указанном основном корпусе с возможностью перемещения относительно него в направлении действия указанного прижимающего давления, и упругие средства, расположенные между указанным основным корпусом и указанным нажимным элементом и задающие указанное прижимающее давление.
Предпочтительный неограничивающий вариант осуществления настоящего изобретения будет описан посредством примера со ссылками на сопровождающие чертежи, на которых:
фиг. 1 - вид в перспективе упаковочного устройства с удалением для ясности деталей в соответствии с доктринами настоящего изобретения;
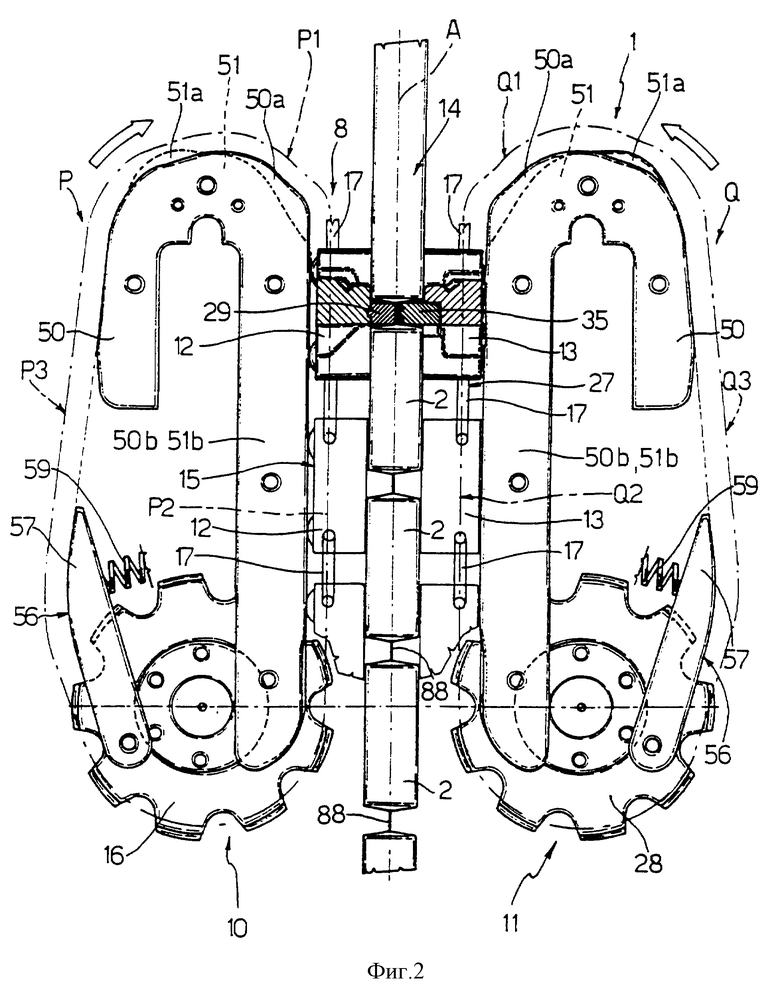
фиг. 2 - частичный схематический вид сбоку устройства из фиг. 1;
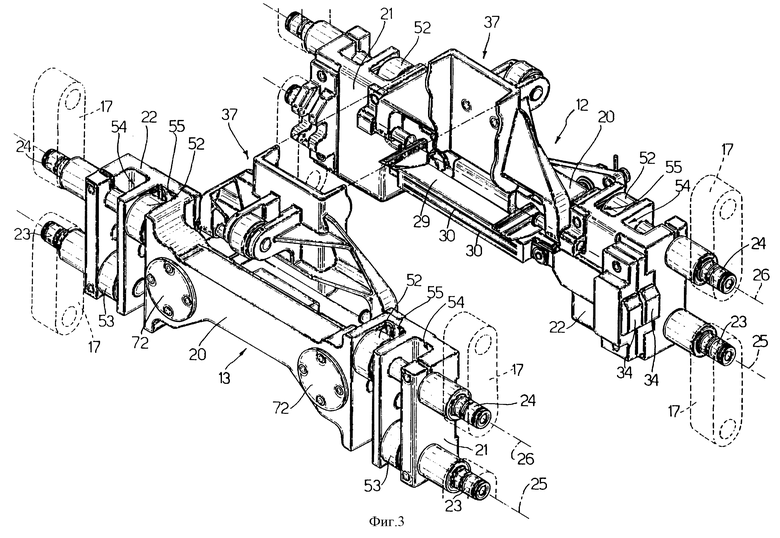
фиг. 3 - вид в перспективе зажима и соответствующего контрзажима из устройства фиг. 1;
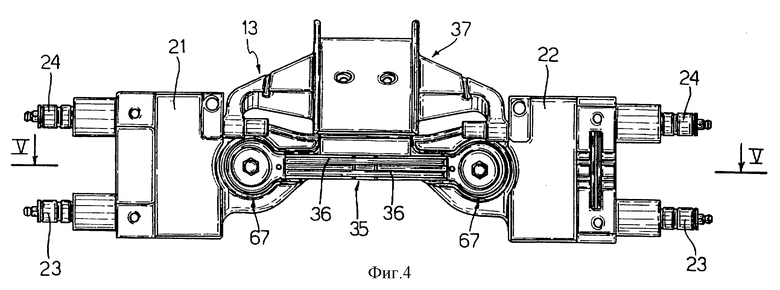
фиг. 4 - вид спереди контрзажима из фиг. 3;
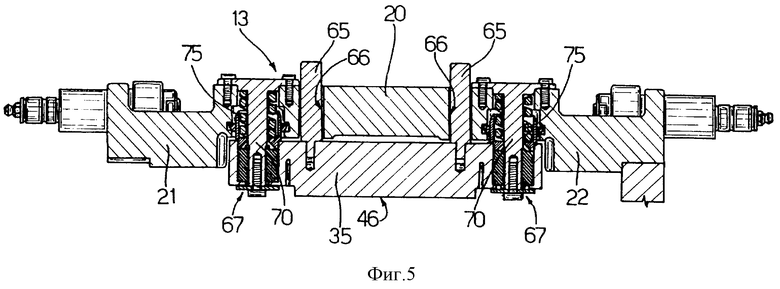
фиг. 5 - сечение по линии V-V на фиг. 4;
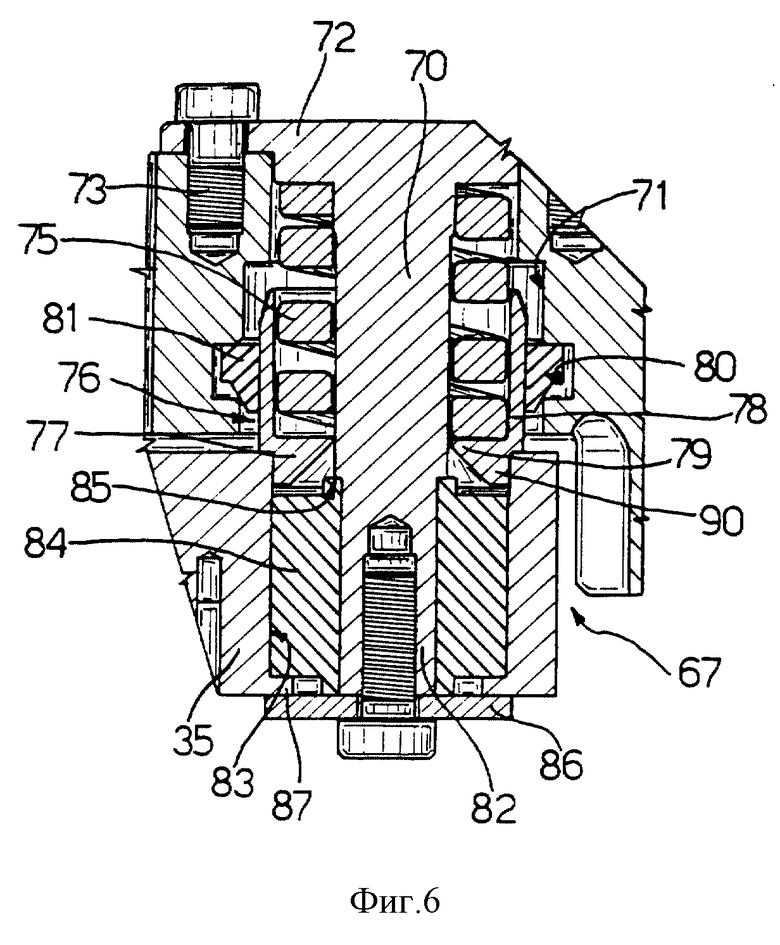
фиг. 6 - часть в крупном масштабе из фиг. 5;
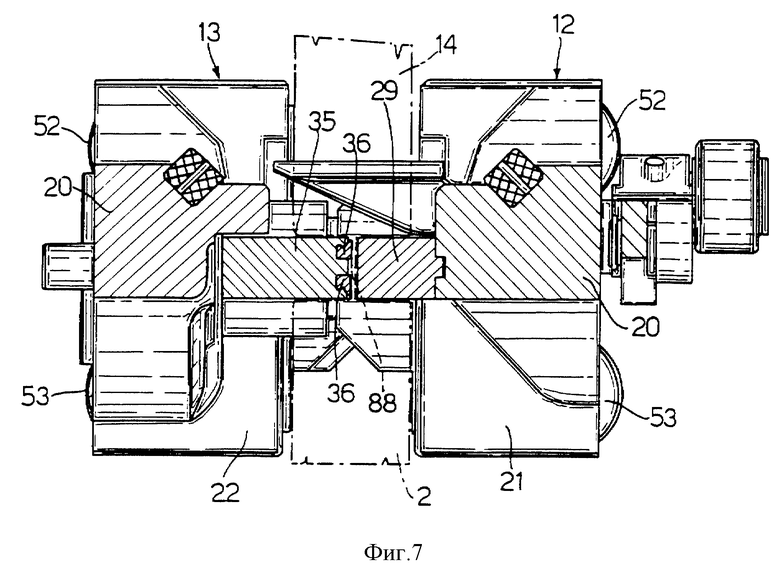
фиг. 7 - вид с частичным разрезом, с удалением для ясности деталей, зажима и контрзажима из фиг. 3 в положении зажимания.
Что касается фиг. 1 и 2, то на них позицией 1 указано упаковочное устройство для непрерывного изготовления из трубы 14, выполненной из упаковочного материала, асептических герметичных упаковок 2 (фиг. 3), содержащих разливаемый пищевой продукт, к примеру пастеризованное или подвергнутое ультравысокотемпературной обработке молоко, фруктовый сок, вино и т. д.
Трубу 14 образуют известным образом выше по ходу от устройства 1 путем сгибания в продольном направлении и сваривания полосы из термосвариваемого материала и наполняют выше по ходу от устройства стерилизованным или стерилизуемым при упаковке пищевым продуктом.
Устройство 1 содержит раму 3 (фиг. 1), обозначенную двумя боковыми стенками 4, 5 и двумя параллельными поперечными стенками 6, 7, жестко закрепленными между боковыми стенками 4, 5 и задающими совместно с боковыми стенками 4, 5 проем 8, а также два цепных конвейера 10, 11, соединенных с рамой 3 и содержащих соответственно зажимы 12 (только один показан на фиг. 1) и контрзажимы 13 (только один показан на фиг. 1), совместно действующих друг с другом с целью взаимодействия с трубой 14 из упаковочного материала, подаваемой вдоль вертикальной линии А через проем 8.
Конвейеры 10 и 11 описывают соответствующие замкнутые траектории P и Q, по которым зажимы 12 и контрзажимы 13 перемещаются, и которые проходят соответственно около стенок 6 и 7 рамы 3.
Конвейер 10 содержит шарнирно-сочлененную цепь 15, проходящую по траектории P, и две приводные звездочки 16, входящие на нижнем конце траектории P в зацепление с цепью 15 на ее обеих сторонах. Зажимы 12 выполнены как неотъемлемая часть цепи 15, характеризуют ее чередующиеся соединения и связаны друг с другом шарнирно посредством пар звеньев 17.
Более конкретно, каждый зажим 12 (фиг. 3) содержит удлиненный основной корпус 20, вытянутый в направлении, перпендикулярном траектории А и параллельном стенке 6, и имеющий соответствующие концевые выступающие части 21 и 22, каждая из которых имеет выступающие первый и второй пальцы 23 и 24, находящиеся на расстоянии друг от друга и имеющие соответствующие оси 25, 26, параллельные главному размеру основного корпуса 20. Звенья 17 надеты на пальцы 23, 24 зажимов 12 таким образом, что осуществляется соединение пальцев 23 одного зажима 12 с пальцами 24 соседнего зажима.
Аналогично конвейер 11 содержит шарнирно-сочлененную цепь 27, проходящую по траектории Q, и две приводные звездочки 28, входящие на нижнем конце траектории Q в зацепление с цепью 27. Цепь 27 характеризуется рядом контрзажимов 13, соединенных друг с другом шарнирно и описанных подробно только в такой степени, в какой они отличаются от зажимов 12, с использованием той же самой нумерационной системы для любых деталей, аналогичных или соответствующих тем, которые описаны применительно к зажимам 12. Кратко, каждый контрэажим 13 содержит основной корпус 20, имеющий пары концевых пальцев 23, 24, на которые надеты звенья 17 для соединения пар контрзажимов 13.
Каждый зажим 12 содержит индукционный нагревательный элемент 29, установленный на основном корпусе 20 поперек направления траектории А движения трубы 14, и который, в свою очередь, содержит пару ровных параллельных рабочих поверхностей 30 и снабжается электроэнергией с помощью контактных щеток 34, при работе взаимодействующих со скольжением с питающей шиной (непоказанной), установленной на раме 3 и входящей в зону траектории P внутри проема 8.
Напротив нагревательного элемента 29 каждый контрзажим содержит нажимную планку 35 (фиг. 4 и 5), которая взаимодействует с нагревательным элементом 29 соответствующего зажима 12 с целью осуществления зажимания профиля трубы 14 (фиг. 2). На передней поверхности, обращенной при работе к соответствующему зажиму 12, планка 35 содержит две полосы 36 из относительно гибкого эластомерного материала, которые взаимодействуют с упаковочным материалом напротив активных поверхностей 30 нагревательного элемента 29.
Каждый из зажимов 12 и контрзажимов 13 содержит регулирующее устройство 37, не составляющее части настоящего изобретения и поэтому не описанное подробно, для задания объема упаковки 2 во время ее образования.
Перемещение зажимов 12 и контрзажимов 13 регулируется с помощью соответствующих пар копиров 50, 51, закрепленных на стенках 6, 7 рамы 3 и находящихся во взаимодействии с соответствующими парами роликов 52, 53, закрепленных на зажимах 12 и контрзажимах 13.
Более конкретно, как показано на фиг. 3, каждый из зажимов 12 и контрзажимов 13 содержит первую пару роликов 52, 53, установленных с обеспечением вращения внутри концевой выступающей части 21 основного корпуса 20, и вторую пару роликов 52, 53, установленных с обеспечением возможности вращения внутри концевой выступающей части 22 основного корпуса 20, а каждая из выступающих частей 21, 22 содержит пару расположенных последовательно гнезд 54, 55, образованных на задней стороне (т.е. на стороне, обращенной от нагревательного элемента 29 или от нажимной планки 35) и вытянутых в направлении, перпендикулярном геометрическим осям 25, 26 пальцев 23, 24 и, по существу, параллельных плоскости, заданной геометрическими осями 25, 26.
Ролик 53 в каждой паре помещен внутрь соответствующего наружного гнезда 54 (т. е. ближе к концу корпуса 20) и установлен на соответствующем пальце 23, а ролик 52 в каждой паре помещен внутрь соответствующего внутреннего гнезда 55 и установлен на соответствующем пальце 24.
Стенка 6 (фиг. 1) снабжена двумя парами копиров 50, 51, с которыми соответствующие пары роликов 52, 53 зажимов 12 взаимодействуют с вращением, и аналогично, стенка 7 снабжена двумя парами копиров 50, 51, с которыми соответствующие пары роликов 52, 53 контрзажимов 13 взаимодействуют посредством вращения.
Копиры 50, 51 имеют соответствующие, по существу, U-образные участки 50a, 51a, проходящие вокруг верхней кромки соответствующих стенок 6, 7 с целью задания контура передачи от противолежащих соответствующих приводных звездочек 16 и 26 для соответствующих цепей 15, 27 конвейеров 10, 11, и соответствующие участки 50b, 51b, проходящие вертикально вдоль соответствующих стенок 6, 7 внутри проема 6. Участки 50a, 51a задают участки P1, Q1 траекторий, на которых зажимы 12 и контрзажимы 13 сближаются и соприкасаются с трубой 14 из упаковочного материала, а участки 50b, 51b задают заделочные, по существу, параллельные участки P2, Q2 траекторий, на которых зажимы 12 и контрзажимы 13 удерживаются в указанном соприкосновении под давлением с целью образования перемычек, ограничивающих упаковки 2.
Копиры 50, 51 освобождают соответствующие цепи 15, 27 на соответствующих участках P3, Q3 траекторий P и Q ниже по ходу от соответствующих приводных звездочек 16, 28.
На всем протяжении участков P3, Q3 цепи 15, 27 взаимодействуют с соответствующими парами натяжных устройств 56 с целью обеспечения такого натяжения цепей, чтобы гарантировалось удержание с соприкосновением роликов 52, 53 зажимов 12 и контрзажимов 13 по отношению к копирам 50, 51.
Каждое натяжное устройство 56 содержит подвижную колодку 57, поворачивающуюся вокруг горизонтальной геометрической оси на опорной стойке, прикрепленной к стенке 6 или 7, и пружину 59, находящуюся между колодкой 57 и стенкой 6 или 7. На внешней стороне, обращенной от стенки 6 или 7, колодка 57 содержит две расположенные последовательно направляющие 60, 61 качения, которые посредством пружины 59 взаимодействуют соответственно с роликами 52 и 53 зажимов 12 или контрзажимов 13.
В соответствии с настоящим изобретением, нажимная планка 35 каждого контрзажима так закреплена на основном корпусе 20, что допускается ее ограниченное перемещение в направлении, которое перпендикулярно плоскости, заданной геометрическими осями 25, 26 пальцев 23, 24, и это направление, показанное как X на фиг. 5 и 7, определяет во время работы направление, в котором давление прикладывается каждой парой зажим/контрзажим к трубе 14.
На задней стороне планки 35, на противоположных концах передней поверхности 46 планки установлены, в частности завинчены, два выступающих пальца 65 с соответствующими геометрическими осями, параллельными направлению X, и эти пальцы неплотно прилегают к соответствующим установочным отверстиям 66, образованным в основном корпусе 20.
Планка 35 прикреплена к основному корпусу 20 посредством двух упругих узлов 67 для создания во время работы противодавления в направлении X, чтобы удержать планку 35 против соответствующего зажима 12.
Узлы 67 расположены на противоположных концах планки 35, сбоку от передней поверхности 46, и сечение в крупном масштабе одного из узлов 67 показано на фиг. 6, к которой обращение делается ниже.
Каждый узел 67 содержит, по существу, направляющий штырь 70, имеющий геометрическую ось, параллельную направлению X, и который установлен с достаточным радиальным зазором через, по существу, цилиндрическую полость 71 в основном корпусе 20 и содержит торцевой фланец 72, прикрепленный к задней стороне основного корпуса 20 некоторым количеством винтов 73 вокруг полости 71.
В полости 71 размещена очень жесткая цилиндрическая винтовая пружина 75, изготовленная из проволоки с поперечным сечением в виде четырехугольника и сжатая между фланцем 72 и элементом 76, имеющим форму колпачка и способным свободно скользить внутри полости 71 по направлению геометрической оси, а также соединенным в продольном и радиальном направлениях с планкой 35. Более конкретно, элемент 76 имеет в основании кольцевую стенку 77, взаимодействующую по направлению оси с пружиной 75, и цилиндрическую стенку 78, размещенную свободно внутри полости 71, при этом стенка 77 имеет скошенную внутреннюю призматическую кромку 79, взаимодействующую со скольжением со штырем 70.
Полость 71 имеет круговую канавку 80, в которую помещено кольцевое уплотнение 81, взаимодействующее со скольжением с цилиндрической стенкой 78 элемента 76, а полость 71 и элемент 76 обычно заполнены консистентной смазкой.
Концевая часть 82 небольшого диаметра штыря 70 помещена внутрь цилиндрического гнезда 83 нажимной планки 35 посредством установки втулки 84, выполненной из эластомерного материала.
Втулка 84 заключена между выступом 85 штыря 70 и упорной шайбой 86, расположенной коаксиально со штырем 70 и прикрепленной к торцу концевой части 82 штыря. Наружная кромка шайбы 86 взаимодействует в направлении геометрической оси с кольцевым буртиком 87 гнезда 83 стержня 35, чтобы прижать буртик 87 в осевом направлении против втулки 84 и удержать планку 35 против элемента 76 с противодействием пружине 75. Более конкретно, стенка 77 основания элемента 76 ограничивает установочное кольцо 90, входящее в контакт с гнездом 83 нажимной планки 35.
Устройство 1 работает следующим образом.
Конвейеры 10, 11, как показано стрелками на фиг. 2, вращаются известным образом в противоположных направлениях, вследствие чего от конца участков P1, Q1 соответствующих траекторий P, Q и на протяжении соответствующих участков P2, Q2 соответствующие зажимы 12 и контрзажимы 13 взаимодействуют с трубой 14 из упаковочного материала в соответствии с движением, заданным профилями копиров 50, 51.
После первой стадии, на которой труба 14 зацепляется и постепенно сжимается, а упаковочный материал локально складывается с образованием плоской запечатывающей полоски 88, вытянутой поперек трубы 14, зажимы 12 и контрзажимы 13 достигают соответствующих прямолинейных участков 50b, 51b (фиг. 2), где к трубе 14 прикладывается максимальное прижимающее давление, а на нагревательный элемент 29 каждого зажима 12 подается электропитание для термосваривания.
Расстояние между участками 50b и между участками 51b соответствующих, по существу, одинаковых копиров 50, 51 зажимов 12 и контрзажимов 13 является постоянным на протяжении большей части указанных участков, и оно выбрано таким, что пружины 75 контрзажимов 13 незначительно сжимаются и деформируются.
Такое сжатие становится возможным благодаря тому, что осевая упругая жесткость втулок 84 из эластомерного материала значительно меньше, чем аналогичная жесткость пружин 75.
Поэтому, когда планка 35 взаимодействует с нагревательным элементом 29 соответствующего зажима 12, чтобы прижать упаковочный материал, давление, которому подвергается планка 35 в направлении Х зажимания, приводит к сжатию в продольном направлении втулки 84 и почти полностью передается к пружинам 75 через соответствующий элемент 76, имеющий форму колпачка.
Поскольку пружины 75 деформируются только на небольшом протяжении, прижимающее давление, оказывающее воздействие на упаковочный материал, определяется, по существу, предварительной нагрузкой пружин 75.
Преимущества устройства 1, согласно настоящему изобретению, понятны из предшествующего описания.
В частности, узлы 67, обеспечивающие возможность упругого соединения нажимных планок 35 с соответствующими контрзажимами 13, непосредственным образом обеспечивают надежное регулирование прижимающего давления, действующего на упаковочный материал.
Более того, с помощью внутренних призматических кромок 79 и относительно гибких упругих втулок 84, позволяющих имеющим форму колпачка элементам 78 качаться на штыре 70, узлы 67 обеспечивают возможность выравнивания положения планки 35 в определенном, хотя и ограниченном, диапазоне, вследствие чего даже в случае небольших погрешностей в расположении планки 35, обусловленных допусками на обработку и сборку, планка 35 создает равномерное давление по всему участку запечатывания.
Наконец, упругие втулки 84 предусмотрены для исключения соединений с возможностью скольжения между каждой планкой 35 и соответствующими штырями 70, чтобы в сочетании с уплотнением 81 предотвратить просачивание внутрь полости 71 внешних агентов, в частности жидкостей, которые могут оксидировать пружину с образованием окалины, вследствие чего будет снижаться эффективность действия упругих соединительных узлов 67.
Очевидно, что устройство 1, здесь описанное и поясненное, можно изменить, однако без отступления от объема формулы изобретения.
Упаковочное устройство (1) предназначено для непрерывного производства асептических герметичных упаковок, содержащих разливаемый пищевой продукт, из трубы из упаковочного материала, наполненной пищевым продуктом. Устройство содержит первый и второй цепные конвейеры, соответственно имеющие некоторое количество зажимов и некоторое количество контрзажимов, которые взаимодействуют с трубой и сжимают ее с целью термосваривания трубы в последовательных поперечных сечениях посредством индукционных нагревательных элементов на зажимах. Каждый контрзажим (13) имеет нажимную планку (35), установленную на основном корпусе (20) контрзажима. Между корпусом и нажимной планкой расположены пружины (75), задающие давление прижима, оказываемое на упаковочный материал. Изобретение позволяет точно и надежно контролировать давление сжатия, прикладываемое к упаковочному материалу зажимами и контрзажимами для образования сварного шва. 6 з.п.ф-лы, 7 ил.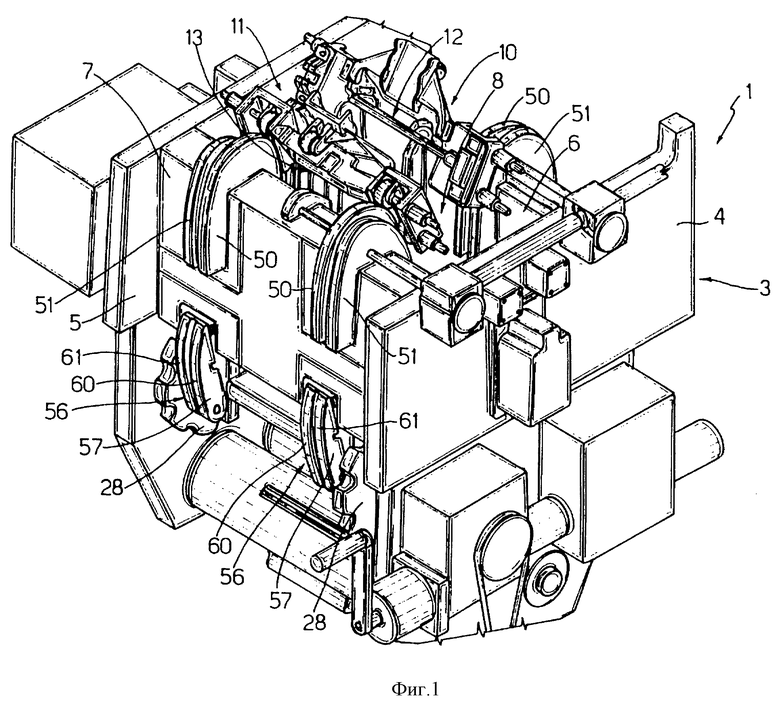
| US 4637199 А, 20.01.1987 | |||
| US 5001891 А, 26.03.1991 | |||
| МЕХАНИЗМ ДЛЯ СВАРКИ ПОПЕРЕЧНЫХ ШВОВ | 0 |
|
SU259687A1 |
| Устройство для упаковывания в термопластичный материал | 1986 |
|
SU1414716A1 |

