Область техники, к которой относится изобретение
Настоящее изобретение относится к способу упаковывания с использованием двухкамерного участка вакуумирования и к упаковочному устройству, содержащему двухкамерный участок вакуумирования.
Уровень техники
Упаковочное устройство может использоваться для упаковывания пищевого продукта. Продуктом может являться сам продукт или продукт, предварительно загруженный на лоток. Через формовочно-фасовочно-укупорочный автомат может непрерывно подаваться пластмассовая рукавная упаковочная пленка. Пленку и продукт соединяют, например, помещают продукт на пленку или обертывают пленку вокруг продукта. В некоторых примерах подают продукт посредством загрузочной конвейерной ленты. Создают рукав вокруг продукта путем соединения друг с другом и герметичного уплотнения противоположных краев пленки. В качестве альтернативы, помещают продукт в рукав, и герметично уплотняют передний край (на нижнем по потоку конце) упаковочного материала. Затем герметично уплотняют задний край (на верхнем по потоку конце) рукавного упаковочного материала и отделяют от непрерывно движущегося рукавного упаковочного материала.
В некоторых вариантах осуществления может использоваться рукавная пленка или рукав, сформированный из двух пленок или полотен, продольные края которых герметично соединены друг с другом, или из одной пленки, которая сложена, а ее продольные края герметично соединены друг с другом. В других вариантах осуществления загружают продукты в предварительно сформированные пакеты, которые затем подают на участок вакуумирования и участок герметичного уплотнения. Кроме того, в некоторых вариантах осуществления может обеспечиваться одновременное вакуумирование множества упаковок на одной и той же стадии способа. Реализация последнего варианта возможна, например, путем обработки множества пакетов с использованием одной вакуумной системы.
Для создания уплотнений на упаковочном материале могут использоваться уплотнительные планки или уплотнительные валики. При использовании уплотнительных планок перемещают нижнюю планку и верхнюю планку относительно друг друга, чтобы они вошли в контакт друг с другом, зажимая при этом упаковочный материал и формируя одно и несколько уплотнений, например, путем термосваривания.
Для приведения в действие уплотнительных планок таким способом требуется, чтобы уплотнительные планки являлись неподвижными относительно упаковки. С целью обеспечения непрерывного движения упаковок на конвейерной ленте могут использоваться уплотнительные валики. В некоторых примерах ориентируют упаковки на конвейерной ленте таким образом, чтобы незапечатанный конец упаковки, например, открытая кромка пакета с продуктом находилась сбоку от конвейера относительно основного направления его движения. Затем незапечатанные концы упаковок могут подаваться через уплотнительные валики, которые, например, осуществляют термосваривание упаковочного материала. Уплотнениями обычно являются поперечно проходящие области, полосы или ленты упаковочного материала, который подвергли обработке (например, термосвариванию), чтобы сформировать уплотнение с целью изоляции внутреннего пространства упаковки от окружающей среды.
При упоминании в контексте настоящей заявки вакуумирования или разрежения применительно к откачиванию газа следует понимать, что термин "газ" может означать отдельный конкретный газ или смесь газов и может, например, означать воздух (т.е. состоять из смеси газов, соответствующих атмосферному воздуху). В некоторых вариантах осуществления упаковки могут продуваться защитным газом или газами (иногда также называемым "инертным" газом). Следует отметить, что может использоваться любой защитный газ или смесь газов, например СО2 или смесь газов очень низким содержанием О2 (например, ниже 1%).
Газ может нагнетаться в пространство упаковки между продуктом и пленкой известными методами. Газ, остающийся внутри упаковки после откачивания из нее газа или воздуха и после герметичного уплотнения упаковки, обеспечивает желаемое остаточное содержание О2 внутри упаковки (например, остаточное содержание О2 на уровне 1% или ниже). Снижение остаточного содержания О2 в упаковке особо полезно при упаковывании скоропортящихся продуктов (например, сыра с низким уровнем выделения газа при созревании).
Упаковочное устройство обычно используется для упаковывания множества продуктов, различающихся, например, по типу, размеру, весу и составу. В некоторых упаковочных автоматах используется одна или несколько вакуумных камер, одна из которых обычно рассчитана на размещение одного или нескольких целых продуктов для вакуумирования. Во время вакуумирования могут возникнуть различные сложности, связанные с эффективностью, производительностью и сохранением свойств продукта. Например, процесс вакуумирования должен тщательно контролироваться в соответствии с упаковываемым продуктом с целью эффективного и производительного вакуумирования упаковки. Обычно желательно вакуумировать упаковку максимально быстро и до максимально возможной степени с целью обработки максимального числа упаковок в течение заданного времени и/или вакуумировать упаковки до определенной степени, например, для сведения к минимуму остаточного содержания газа/воздуха в упаковках.
В некоторых случаях, например, при упаковывании продуктов неправильной формы (например, овощей) и/или продуктов, имеющих внутренние полости (например, сыра) может оказаться сложным откачивать газ/воздух из пространства вокруг всего продукта и/или изнутри продукта. В некоторых случаях в процессе вакуумирования участки упаковочного материала могут преждевременно прилипать к некоторым областям продуктах, предотвращая или, по меньшей мере, затрудняя тем самым удаление газа/воздуха из других или смежных областей внутри упаковки. Это может происходить, в частности, при очень быстром и/или неравномерном вакуумировании различных областей внутри упаковки, например, из-за формы упаковываемого продукта.
В других случаях в процессе вакуумирования продукт может испарять текучую среду, например воду, которая переходит из жидкой формы в газообразную форму и откачивается вместе с газом/воздухом, содержащимся внутри упаковки, что известно как отпотевание. Отпотевание может происходить, в частности, когда вакуумирование происходит при очень низких целевых давлениях, например, менее 20 мбар. При упаковывании пищевых продуктов с относительно высоким содержанием жидкости (например, мяса), любая потеря веса продукта из-за потери жидкости может являться решающей из-за ее экономического воздействия. Например, обработка большого числа продуктов, когда каждый продукт теряет определенный небольшой процент веса во время вакуумирования, может приводить к значительным финансовым потерям за относительно короткий период времени. Отпотевание может происходить главным образом при целевых давлениях 20 мбар или менее. Однако в зависимости от дополнительных технологических параметров, например, температуры и давления окружающей среды, скорости вакуумирования, свойств продукта и т.п. отпотевание может происходить при более высоких или более низких давлениях. Может оказаться полезным регулировать скорость вакуумирования при более низких давлениях, чтобы избежать отпотевания или свести его к минимуму.
В US 2012/0174531, US 9073654 и ЕР 2468638 описана упаковочная машина и способ формирования вакуумной упаковки. В вакуумируемых камерах размещаются, соответственно, содержащая продукт часть упаковки и открывающаяся часть упаковки. Манометры измеряют давление в обеих камерах, а клапан подачи воздуха служит для подачи воздуха из подводящей линии в камеру для размещения продукта. Клапаном подачи воздуха является клапан управления, который регулируется в зависимости от разности давлений в камерах или в зависимости от разности между давлением в камере и целевым давлением для этой камеры. Кроме того, в перегородке между двумя камерами имеется зазор, и предусмотрен регулятор для варьирования и регулирования площади поперечного сечения зазора. Камеры могут быть соединены с возможностью обмена текучей средой с перепускным трубопроводом и перепускным клапаном, который также используется для регулирования разности давлений в двух камерах. В патенте US 9073654, в частности, указано, что в стенке первой камеры, расположенной напротив перегородки, имеется отверстие клапана подачи воздуха, ведущее в первую камеру. Кроме того, через отверстие впускного воздушного клапана, ведущее в первую камеру, и зазор проходит общая горизонтальная плоскость.
В основу настоящего изобретения положена задача создания упаковочного устройства и способа упаковывания, которые облегчают эффективное и производительное упаковывание продуктов. Одной из дополнительных задач настоящего изобретения является создание упаковочного устройства и способа упаковывания, которые облегчают откачивание газа из упаковки со сведением к минимуму или исключением испарения жидкостей из продукта и/или изнутри упаковки и удаления испарившейся жидкости. В частности, одной из задач изобретения является создание упаковочного устройства, в котором может выполняться способ упаковывания согласно изобретению.
Краткое изложение сущности изобретения
В соответствии с первой особенностью настоящего изобретения предложен способ упаковывания, включающий использование участка вакуумирования, имеющего первую камеру, вторую камеру и разделительную стенку, отделяющую первую камеру от второй камеры и имеющую зазор, который с возможностью обмена текучей средой соединяет первую камеру и вторую камеру и имеет определенный размер, при этом вторая камера с возможностью обмена текучей средой соединена с источником разрежения, сконфигурированным прилагать регулируемое вакуумметрическое давление ко второй камере, участок вакуумирования снабжен блоком управления, сконфигурированным управлять источником разрежения; использование содержащей упаковываемый продукт упаковки, которая изготовлена из пленки и имеет открытый конец; размещение упаковки на участке вакуумирования таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца, расположенная между концевой частью и неконцевой частью открытого конца, который обеспечивает обмен текучей средой между внутренним объемом упаковки и внутренним объемом второй камеры, проходила через зазор; регулирование посредством блока управления разности между первым давлением внутри первой камеры и вторым давлением внутри второй камеры, чтобы вызывать откачивание газа из внутреннего объема упаковки.
В соответствии со второй особенностью согласно первой особенности стадия регулирования разности давлений включает увеличение разности давлений, которое включает одно или несколько из следующего: управление источником разрежения с целью уменьшения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере, и уменьшение размера зазора.
В соответствии с третьей особенностью согласно любой из предшествующих особенностей стадия регулирования разности давлений включает уменьшение разности давлений, которое включает одно или несколько из следующего: управление источником разрежения с целью поддержания или увеличения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере, и увеличение размера зазора.
В соответствии с четвертой особенностью согласно любой из предшествующих особенностей регулирование разности давлений включает одно или несколько из следующего: увеличение разности давлений во время первой фазы вакуумирования и уменьшение разности давлений во время второй фазы вакуумирования.
В соответствии с пятой особенностью согласно предшествующей особенности первая фаза вакуумирования предшествует второй фазе вакуумирования; и/или окончание первой фазы вакуумирования определяется разностью давлений, достигающей заданного максимального значения; и/или регулирование разности давлений включает преимущественно поддержание текущего значения разности давлений во время промежуточной фазы вакуумирования, которая следует за первой фазой вакуумирования и предшествует второй фазе вакуумирования.
В соответствии с шестой особенностью согласно любой из предшествующих особенностей регулирование разности давлений включает множество стадий увеличения и/или уменьшения разности давлений.
В соответствии с седьмой особенностью согласно любой из предшествующих особенностей регулирование разности давлений включает использование зазора первого размера во время начальной фазы вакуумирования; использование зазора второго размера во время переходной фазы вакуумирования; и использование зазора третьего размера во время конечной фазы вакуумирования, при этом начальная фаза вакуумирования, промежуточная фаза вакуумирования и конечная фаза вакуумирования осуществляются последовательно, а второй размер является меньшим, чем первый и третий размеры.
В соответствии с восьмой особенностью согласно любой из предшествующих особенностей участок вакуумирования снабжен первым датчиком давления, сконфигурированным генерировать первый сигнал давления, указывающий первое давление внутреннее первой камеры; и вторым датчиком давления, сконфигурированным генерировать второй сигнал давления, указывающий второе давление внутри второй камеры; при этом блок управления дополнительно сконфигурирован принимать первый сигнал давления и второй сигнал давления; и определять разность давлений на основании первого сигнала давления и второго сигнала давления.
В соответствии с девятой особенностью согласно любой из предшествующих особенностей зазор имеет удлиненную форму и необязательно проходит преимущественно параллельно нижней плоскости первой камеры, рассчитанной на размещение упаковки, находящейся на участке вакуумирования.
В соответствии с десятой особенностью согласно любой из предшествующих особенностей блок управления сконфигурирован регулировать разность давлений таким образом, чтобы ее абсолютное значение не превышало около 300 мбар, предпочтительно около 250 мбар, более предпочтительно около 200 мбар.
В соответствии с одиннадцатой особенностью согласно любой из предшествующих особенностей размещение упаковки на участке вакуумирования дополнительно включает открывание первой камеры; введение открытого конца упаковки в зазор на протяжении его длины и помещение упаковки в первую камеру таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца проходила через зазор; и закрывание первой камеры.
В соответствии с двенадцатой особенностью согласно любой из особенностей с 1-й по 10-ю размещение упаковки на участке вакуумирования дополнительно включает открывание первой камеры, второй камеры и зазора; помещение концевой части открытого конца во вторую камеру; помещение неконцевой части открытого конца и упаковки в первую камеру; совмещение промежуточной части открытого конца с открытым зазором; закрывание зазора, первой камеры и второй камеры.
В соответствии с тринадцатой особенностью согласно любой из предшествующих особенностей способ дополнительно включает определение состояния вакуумирования упаковки и герметизацию упаковки, при этом стадия определения состояния вакуумирования упаковки необязательно предшествует стадии герметизации упаковки.
В соответствии с четырнадцатой особенностью согласно любой из предшествующих особенностей блок управления дополнительно сконфигурирован определять состояние вакуумирования, когда первое внутреннее давление находится на уровне заданного целевого значения или ниже него, при этом заданное целевое значение необязательно составляет около 20 мбар или менее, предпочтительно около 10 мбар или менее, более предпочтительно около 5 мбар или менее.
В соответствии с пятнадцатой особенностью согласно любой из предшествующих особенностей блок управления дополнительно сконфигурирован определять состояние отпотевания упаковки; и определять состояние вакуумирования, когда определено состояние отпотевания упаковки.
В соответствии с шестнадцатой особенностью в соответствии с предыдущей особенностью блок управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений внутренний объем упаковки увеличивается в течение 50 мсек или более, предпочтительно 100 мсек или более, более предпочтительно 200 мсек или более, или внутренний объем упаковки увеличивается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более, при этом увеличение измеряется в процентах внутреннего объема упаковки на основании первого внутреннего давления.
В соответствии с семнадцатой особенностью согласно любой из двух предшествующих особенностей блок управления дополнительно соединен с третьим датчиком, сконфигурированным генерировать сигнал контрольного расстояния, указывающий контрольное расстояние между третьим датчиком и участком пленки, и блок управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений контрольное расстояние уменьшается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более относительно текущего максимального контрольного расстояния, которое определяется на основании сигнала контрольного расстояния; при этом третий датчик содержит электромагнитный датчик, предпочтительно, третий датчик содержит оптический датчик или ультразвуковой датчик.
В соответствии с восемнадцатой особенностью согласно любой из предшествующих особенностей блок управления дополнительно соединен с одним или несколькими приводами, сконфигурированными обеспечивать зазор, по меньшей мере, первого размера и второго размера в ответ на соответствующие управляющие сигналы, передаваемые блоком управления, при этом первый размер и второй размер отличаются друг от друга.
В соответствии с девятнадцатой особенностью согласно предшествующей особенности один или несколько приводов рассчитаны на оказание воздействия на соответствующую одну или несколько распорок, которые упираются в контактную часть первой части, при этом один или несколько приводов необязательно рассчитаны на смещение и/или поворот соответствующих одной или нескольких распорок между первой конфигурацией и второй конфигурацией в ответ на соответствующие управляющие сигналы, передаваемые блоком управления. В соответствии с одной из дополнительных особенностей согласно девятнадцатой особенности разделительная стенка содержит первую часть и вторую часть, при этом первая часть необязательно содержит верхнюю часть в зависимости от рабочей конфигурации участка вакуумирования, и/или вторая часть содержит нижнюю часть в зависимости от рабочей конфигурации участка вакуумирования.
В соответствии с двадцатой особенностью согласно предшествующей особенности первая конфигурация включает соответствующую распорку, которая находится во втянутом положении, а вторая конфигурация включает соответствующую распорку, которая находится в выдвинутом положении, при этом опорная поверхность соответствующей распорки необязательно сконфигурирована выступать из второй части и упираться в контактную часть во второй конфигурации и/или не выступать из второй части в первой конфигурации.
В соответствии с двадцать первой особенностью согласно пятнадцатой особенности или согласно любой из предшествующих особенностей в сочетании с пятнадцатой особенностью блок управления соединен с впускным клапаном, который расположен на впускной линии для установления обмена текучей средой между первой камерой и окружающей атмосферой или источником сжатого воздуха, и блок управления сконфигурирован обеспечивать повышение давления внутри первой камеры путем управления впускным клапаном, при этом повышение давления необязательно составляет от около 5 мбар до около 100 мбар, предпочтительно от около 5 мбар до около 50 мбар.
В соответствии с двадцать второй особенностью согласно любой из предшествующих особенностей блок управления сконфигурирован регулировать разность давлений в соответствии с заданным профилем давления, включающим множество значений давления с течением времени, при этом профиль давления выбирают таким образом, чтобы откачивать газ из второй камеры и изнутри упаковки через зазор.
В соответствии с двадцать третьей особенностью согласно предшествующей особенности профиль давления включает начальное значение давления, необязательно примерно равное давлению окружающей среды, и/или профиль давления включает конечное значение давления, необязательно более низкое, чем начальное значение давления, при этом конечное значение давления необязательно составляет около 20 мбар или менее, предпочтительно около 10 мбар или менее, более предпочтительно около 5 мбар или менее.
В соответствии с двадцать четвертой особенностью согласно любой из предшествующих особенностей герметизация упаковки включает создание уплотнения на открытом конце упаковки и тем самым формирование герметизированной упаковки, содержащей продукт и имеющей герметизированный конец; при этом стадия создания уплотнения на упаковке необязательно выполняется после того, как преимущественно завершено откачивание газа изнутри упаковки и газа из первой камеры через зазор.
В соответствии с двадцать пятой особенностью согласно любой из предшествующих особенностей стадия использования упаковки включает размещение рукавной пленки вокруг упаковываемого продукта и создание первого уплотнения на рукавной пленке на участке герметизации с формированием тем самым упаковки, содержащей упаковываемый продукт, и необязательно создание продольного уплотнения вдоль пленки с целью получения рукавной пленки.
В соответствии с двадцать шестой особенностью согласно предыдущей особенности способ дополнительно включает осуществляемую до стадии герметизации упаковки стадию продувки внутреннего пространства упаковки газом или смесью газов; при этом необязательно газ или смесь газов содержат инертный газ; газ необязательно дополнительно преимущественно состоит из СО2 или содержит СО2.
В соответствии с двадцать седьмой особенностью согласно любой из предшествующих особенностей способ дополнительно включает обеспечение зазора, размер которого в 8-20 раз превышает толщину пленки; или обеспечение зазора размером 2,0 мм или менее, предпочтительно 1,5 мм или менее, более предпочтительно 1,0 мм или менее, наиболее предпочтительно 0,5 мм или менее; или обеспечение зазора размером от 0,2 мм до 2,0 мм, предпочтительно от 0,3 мм до 1,5 мм, более предпочтительно от 0,4 мм до 1,0 мм, наиболее предпочтительно от 0,4 мм до 0,5 мм.
В соответствии с двадцать восьмой особенностью согласно любой из предшествующих особенностей способ дополнительно включает продувку внутреннего пространства пленки и/или упаковки защитным газом, необязательно защитным газом, преимущественно содержащим СО2.
В соответствии с одной из дополнительных особенностей согласно любой из предшествующих особенностей способ дополнительно включает стадию управления источником разрежения посредством блока управления с целью создания регулируемого вакуумметрического давления во второй камере.
В соответствии с двадцать девятой особенностью предложено устройство для откачивания газа из упаковки в упаковочном устройстве, содержащее первую камеру, вторую камеру и разделительную стенку, отделяющую первую камеру от второй камеры и имеющую зазор, который с возможностью обмена текучей средой соединяет первую камеру и вторую камеру и имеет определенный размер; при этом устройство рассчитано на размещение упаковки, содержащей упаковываемый продукт, упаковка изготовлена из пленки и имеет открытый конец, который имеет концевую часть, неконцевую часть и промежуточную часть, расположенную между концевой частью и неконцевой частью открытого конца, устройство рассчитано на размещение упаковки таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца, расположенная между концевой частью и неконцевой частью открытого конца, который обеспечивает обмен текучей средой между внутренним объемом упаковки и внутренним объемом второй камеры, проходила через зазор; устройство дополнительно содержит источник разрежения, который с возможностью обмена текучей средой соединен со второй камерой и сконфигурирован прилагать регулируемое вакуумметрическое давление ко второй камере; блок управления, сконфигурированный управлять источником разрежения, при этом блок управления сконфигурирован выполнять стадию регулирования разности между первым давлением внутри первой камеры и вторым давлением внутри второй камеры таким образом, чтобы вызывать откачивание газа из внутреннего объема упаковки.
В соответствии с тридцатой особенностью согласно предшествующей особенности блок управления дополнительно сконфигурирован принимать от первого и второго датчиков давления соответствующие сигналы, указывающие соответствующие первое и второе давления внутри первой и второй камер; и регулировать разность давлений на основании первого и второго давлений внутри первой и второй камер.
В соответствии с тридцать первой особенностью согласно любой из особенностей с 29-й по 30-ю, стадия регулирование разности давлений включает увеличение разности давлений путем управления источником разрежения с целью уменьшения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере, и/или уменьшение размера зазора.
В соответствии с тридцать второй особенностью согласно любой из особенностей с 29-й по 31-ю стадия регулирование разности давлений включает уменьшение разности давлений путем управления источником разрежения с целью поддержания или увеличения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере; и/или увеличение размера зазора.
В соответствии с тридцать третьей особенностью согласно любой из особенностей с 29-й по 32-ю регулирование разности давлений включает увеличение разности давлений во время первой фазы вакуумирования; и/или уменьшение разности давлений во время второй фазы вакуумирования.
В соответствии с тридцать четвертой особенностью в соответствии с предыдущей особенностью первая фаза вакуумирования предшествует второй фазе вакуумирования; и/или окончание первой фазы вакуумирования определяется разностью давлений, достигающей заданного максимального значения; и/или регулирование разности давлений включает преимущественно поддержание текущего значения разности давлений во время промежуточной фазы вакуумирования, которая следует за первой фазой вакуумирования и предшествует второй фазе вакуумирования.
В соответствии с тридцать пятой особенностью согласно любой из особенностей с 29-й по 34-ю регулирование разности давлений включает множество стадий увеличения и/или уменьшения разности давлений.
В соответствии с тридцать шестой особенностью согласно любой из особенностей с 29-й по 35-ю регулирование разности давлений включает обеспечение зазора первого размера во время начальной фазы вакуумирования; обеспечение зазора второго размера во время переходной фазы вакуумирования; и обеспечение зазора третьего размера во время конечной фазы вакуумирования; при этом начальная фаза вакуумирования, переходная фаза вакуумирования и конечная фаза вакуумирования выполняются последовательно, а второй размер является меньшим, чем первый и третий размеры.
В соответствии с тридцать седьмой особенностью согласно любой из особенностей с 29-й по 36-ю зазор имеет удлиненную форму и необязательно проходит преимущественно параллельно нижней плоскости первой камеры, рассчитанной на размещение упаковки, находящейся на участке вакуумирования.
В соответствии с тридцать восьмой особенностью согласно любой из особенностей с 29-й по 37-ю блок управления дополнительно сконфигурирован регулировать разность давлений таким образом, чтобы ее абсолютное значение не превышало около 300 мбар, предпочтительно около 250 мбар, более предпочтительно около 200 мбар.
В соответствии с тридцать девятой особенностью согласно любой из особенностей с 29-й по 38-ю первая камера сконфигурирована открываться и закрываться и дополнительно позволяет вводить открытый конец упаковки в зазор на протяжении его длины и размещать упаковку в первой камере таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца проходила через зазор.
В соответствии с сороковой особенностью согласно любой из особенностей с 29-й по 39-ю первая камера, вторая камера и зазор сконфигурированы открываться и закрываться, при этом первая камера, вторая камера и зазор дополнительно позволяют размещать концевую часть открытого конца во второй камере; размещать неконцевую часть открытого конца и упаковку в первой камере; и совмещать промежуточная часть открытого конца с открытым зазором.
В соответствии с сорок первой особенностью согласно любой из особенностей с 29-й по 40-ю блок управления дополнительно сконфигурирован определять состояние вакуумирования упаковки и управлять герметизацией упаковки, при этом стадия определения состояния вакуумирования упаковки необязательно предшествует стадии герметизации упаковки.
В соответствии с сорок второй особенностью согласно 41-й особенности блок управления дополнительно сконфигурирован определять состояние вакуумирования, когда первое внутреннее давление находится на уровне заданного целевого значения или ниже него, при этом повышение давления необязательно составляет около 20 мбар или менее, предпочтительно около 10 мбар или менее, более предпочтительно около 5 мбар или менее.
В соответствии с сорок третьей особенностью согласно любой из особенностей с 41-й по 42-ю блок управления дополнительно сконфигурирован определять состояние отпотевания упаковки; и определять состояние вакуумирования, когда определено состояние отпотевания упаковки.
В соответствии с сорок четвертой особенностью согласно предыдущей особенности блок управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений внутренний объем упаковки увеличивается в течение 50 мсек или более, предпочтительно 100 мсек или более, более предпочтительно 200 мсек или более, или внутренний объем упаковки увеличивается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более, при этом увеличение измеряется в процентах внутреннего объема упаковки на основании первого внутреннего давления.
В соответствии с сорок пятой особенностью согласно любой из двух предшествующих особенностей блок управления дополнительно соединен с третьим датчиком, сконфигурированным генерировать сигнал контрольного расстояния, указывающий контрольное расстояние между третьим датчиком и участком пленки, и блок управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений контрольное расстояние уменьшается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более относительно текущего максимального контрольного расстояния, которое определяется на основании сигнала контрольного расстояния; при этом третий датчик содержит электромагнитный датчик, предпочтительно, третий датчик содержит оптический датчик или ультразвуковой датчик.
В соответствии с сорок шестой особенностью согласно любой из особенностей с 29-й по 45-ю блок управления дополнительно соединен с одним или несколькими приводами, сконфигурированными обеспечивать зазор, по меньшей мере, первого размера и второго размера в ответ на соответствующие управляющие сигналы, передаваемые блоком управления, при этом первый размер и второй размер отличаются друг от друга.
В соответствии с сорок седьмой особенностью согласно любой из особенностей с 29-й по 46-ю один или несколько приводов рассчитаны на оказание воздействия на соответствующую одну или несколько распорок, которые упираются в контактную часть первой части, при этом один или несколько приводов необязательно рассчитаны на смещение и/или поворот соответствующих одной или нескольких распорок между первой конфигурацией и второй конфигурацией в ответ на соответствующие управляющие сигналы, передаваемые блоком управления. В соответствии с одной из дополнительных особенностей согласно сорок седьмой особенности разделительная стенка содержит первую часть и вторую часть, при этом первая часть необязательно содержит верхнюю часть в зависимости от рабочей конфигурации участка вакуумирования, и/или вторая часть содержит нижнюю часть в зависимости от рабочей конфигурации участка вакуумирования.
В соответствии с сорок восьмой особенностью согласно любой из особенностей с 29-й по 47-ю первая конфигурация включает соответствующую распорку, которая находится во втянутом положении, а вторая конфигурация включает соответствующую распорку, которая находится в выдвинутом положении, при этом необязательно во второй конфигурации опорная поверхность соответствующей распорки выступает из второй части и упирается в контактную часть, и/или в первой конфигурации опорная поверхность соответствующей распорки не выступает из второй части.
В соответствии с сорок девятой особенностью согласно 43-й особенности или в соответствии с любой из особенностей с 29-й по 48-ю в сочетании с 43-й особенностью блок управления соединен с впускным клапаном, который расположен на впускной линии для установления обмена текучей средой между первой камерой и окружающей атмосферой или источником сжатого воздуха, и блок управления сконфигурирован обеспечивать повышение давления внутри первой камеры путем управления впускным клапаном, при этом повышение давления необязательно составляет от около 5 мбар до около 100 мбар, предпочтительно от около 5 мбар до около 50 мбар.
В соответствии с пятидесятой особенностью согласно любой из особенностей с 29-й по 49-ю блок управления сконфигурирован регулировать разность давлений в соответствии с заданным профилем давления, включающим множество значений давления с течением времени, при этом профиль давления выбирают таким образом, чтобы откачивать газ из второй камеры и изнутри упаковки через зазор.
В соответствии с пятьдесят первой особенностью согласно любой из особенностей с 29-й по 50-ю профиль давления включает начальное значение давления, необязательно примерно равное давлению окружающей среды, и/или профиль давления включает конечное значение давления, необязательно более низкое, чем начальное значение давления, при этом конечное значение давления необязательно составляет около 20 мбар или менее, предпочтительно около 10 мбар или менее, более предпочтительно около 5 мбар или менее.
В соответствии с пятьдесят второй особенностью согласно любой из особенностей с 29-й по 51-ю устройство дополнительно содержит уплотнительное устройство, сконфигурированное герметизировать упаковку путем создания уплотнения на открытом конце упаковки и тем самым формирования герметизированной упаковки, содержащей продукт и имеющей герметизированный конец; при этом стадия создания уплотнения на упаковке необязательно выполняется после того, как преимущественно завершено откачивание газа изнутри упаковки и газа из первой камеры через зазор.
В соответствии с пятьдесят третьей особенностью согласно любой из особенностей с 29-й по 52-ю обеспечивается зазор, размер которого в 8-20 раз превышает толщину пленки; или зазор размером 2,0 мм или менее, предпочтительно 1,5 мм или менее, более предпочтительно 1,0 мм или менее, наиболее предпочтительно 0,5 мм или менее; или зазор размером от 0,2 мм до 2,0 мм, предпочтительно от 0,3 мм до 1,5 мм, более предпочтительно от 0,4 мм до 1,0 мм, наиболее предпочтительно от 0,4 мм до 0,5 мм.
В соответствии с пятьдесят четвертой особенностью согласно любой из особенностей с 29-й по 53-ю внутреннее пространство пленки и/или упаковки снабжено защитным газом, необязательно защитным газом, преимущественно содержащим СО2.
В соответствии с пятьдесят пятой особенностью согласно любой из особенностей с 29-й по 54-ю блок управления запрограммирован управлять источником разрежения с целью создания внутреннего вакуумметрического давления от 1 мбар до 20 мбар, предпочтительно от 3 мбар до 10 мбар, наиболее предпочтительно около 5 мбар.
В соответствии с пятьдесят шестой особенностью согласно любой из особенностей с 29-й по 55-ю блок управления дополнительно сконфигурирован управлять источником разрежения с целью создания регулируемого вакуумметрического давления во второй камере.
В соответствии с пятьдесят седьмой особенностью предложено упаковочное устройство, содержащее участок вакуумирования, соединенный с блоком управления, и выходной участок; при этом участок вакуумирования содержит устройство вакуумирования согласно любой из особенностей с 29-й по 56-ю.
В соответствии с пятьдесят восьмой особенностью согласно предшествующей особенности устройство дополнительно содержит продувочное устройство, сконфигурированное продувать внутреннее пространство упаковки до ее герметизации газом или смесью газов; при этом газ или смесь газов необязательно содержит инертный газ; газ необязательно дополнительно преимущественно состоит из СО2 или содержит СО2. Преимущества способа упаковывания и упаковочного устройства заключаются в эффективном и производительном откачивании газа/воздуха из упаковки.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают эффективное откачивание газа/воздуха из упаковки со сведением к минимуму или исключением испарения жидкостей из продукта и/или изнутри упаковки и/или со сведением к минимуму или исключением откачивания испаряющейся жидкости. Это также называется сведением к минимуму или исключением отпотевания и его эффектов.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность модифицировать способ вакуумирования с целью приспособления к широкому диапазону свойств продукта и/или упаковки, например, к типу, консистенции, размеру, форме и т.д. продукта и к типу, размеру, форме, материалу и т.д. упаковки. В частности, способ вакуумирования может быть модифицирован, чтобы регулировать скорость вакуумирования на различных стадиях вакуумирования, в особенности, на конечных стадиях, на которых, вероятно, происходит отпотевание.
Преимущества способа упаковывания и упаковочного устройства также включают возможность регулировать разность давлений в первой и второй камерах с целью эффективного и/или производительного вакуумирования упаковки. Регулирование разности давлений может включать увеличение и/или уменьшение разности давлений один или несколько раз во время вакуумирования.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность снижения или исключения риска порчи продуктов (например, образования плесени, вызванного остаточным кислородом) за счет снабжения упаковок защитным газом до откачивания газа или воздуха.
Способ упаковывания также может облегчать полную интеграцию с формовочно-фасовочно-укупорочным автоматом и автоматизацию.
Краткое описание чертежей
На фиг. 1 схематически показан вид в разрезе первого варианта осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению, при этом упаковка показана в состоянии до вакуумирования;
на фиг. 1А показан первый вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения;
на фиг. 1В показан второй вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения;
на фиг. 1С показан третий вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения;
на фиг. 1D показан четвертый вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения;
на фиг. 2 схематически показан вид в разрезе проиллюстрированного на фиг. 1 первого варианта осуществления изобретения, при этом упаковка показана в состоянии во время вакуумирования;
на фиг. 3А показан изометрический вид в разрезе проиллюстрированного на фиг. 1 и фиг. 2 первого варианта осуществления изобретения, при этом упаковка показана в состоянии до вакуумирования;
на фиг. 3В показан изометрический вид в разрезе проиллюстрированного на фиг. 1 и фиг. 2 первого варианта осуществления, при этом упаковка показана в состоянии во время вакуумирования;
на фиг. 4 показана блок-схема, иллюстрирующая один из примеров способа вакуумирования в соответствии с настоящим изобретением;
на фиг. 4А схематически показан вид в разрезе первого варианта осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению, при этом упаковка показана в состоянии, когда происходит испарение;
на фиг. 4В показана блок-схема, иллюстрирующая один из примеров способа управления в соответствии с настоящим изобретением;
на фиг. 5А показана диаграмма, иллюстрирующая один из примеров кривой регулирования разрежения, на основании которой может регулироваться вакуумирование в соответствии с вариантами осуществления настоящего изобретения; и
на фиг. 5В показана схема, иллюстрирующая дополнительные примеры кривых регулирования разрежения, на основании которых может регулироваться вакуумирование в соответствии с вариантами осуществления настоящего изобретения.
Подробное описание
На фиг. 1 схематически показан вид в разрезе первого варианта осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению, при этом упаковка показана в состоянии до вакуумирования. Участок 1 вакуумирования в целом содержит первую камеру 160 и вторую камеру 180. Первая камера 160 рассчитан на размещение упаковки 50, содержащей упаковываемый продукт 20. Вторая камера 180 способна обмениваться текучей средой с первой камерой 160 посредством зазора 174. Зазором 176 может являться зазор регулируемого или постоянного размера в зависимости от конкретного варианта осуществления. В первом варианте осуществления, описанном со ссылкой на фиг. 1 и фиг. 2, предусмотрен регулируемый зазор 176. Размер регулируемого зазора 176 может регулироваться, например, путем регулирования высоты или ширины зазора 176, как более подробно описано далее. Следует отметить, что термины "высота" или "ширина" относятся к условию использования участка вакуумирования, обеспечивающему конкретные примеры того, как может регулироваться размер зазора 176. Ни один из этих терминов не имеет целью ограничить то, каким образом обеспечивается регулирование. Кроме того, следует отметить, что регулирование размера зазора 176 включает регулирование площади отверстие, образованного зазором 178. Удлиненный зазор 176, например, как показано на фиг. 1 и фиг. 2 (вид в разрезе) или на фиг. 3А и фиг. 3В (изометрический вид), рассчитан на возможность изменения расстояния между противоположными краями, ограничивающими зазор 176, что позволяет регулировать размер зазора 176.
Первая и вторая камеры за исключением зазора 176 отделены друг от друга разделительной стенкой 170. Обычно регулируемый зазор 176 (или фиксированный зазор в соответствующих вариантах осуществления изобретения) может быть снабжен прокладкой (не показанной на фиг. 1; смотри, например, прокладку 172g на фиг. 1В, которая дополнительно описана далее), сконфигурированной обеспечивать регулируемый поток текучей среды в присутствии разности давлений. Прокладка может быть сконфигурирована сводить к минимуму или значительно уменьшать давление, оказываемое частями 172 и 174 разделительной стенки 170 на пленочный материал, проходящий через зазор. В данном случае прокладка сконфигурирована оказывать достаточно высокое давление для удовлетворительного уплотнения зазора 176 относительно упаковочного материала и для предотвращения избыточного потока газа из первой камеры 160 во вторую камеру 180 снаружи упаковки 50. В то же время, прокладка сконфигурирована оказывать достаточно низкое давление, чтобы обеспечивать достаточный поток газа из внутреннего объема 58 упаковки 50 через регулируемый (или фиксированный) зазор 176.
Первая камера 160 снабжена датчиком давления 162, а вторая камера 180 снабжена датчиком давления 182. Оба датчика давления соединены с блоком 60 управления и сконфигурированы передавать блоку 60 управления соответствующий управляющий сигнал, указывающий давление в первой и второй камерах, соответственно. Блок 60 управления сконфигурирован принимать управляющие сигналы от датчиков и обрабатывать сигналы в процессе вакуумирования (например, путем управления вакуумным насосом 116 с целью подачи вакуумметрического давления и/или увеличения или уменьшения вакуумметрического давления).
Участок вакуумирования дополнительно содержит вакуумный насос 116, необязательно с усилителем (не показанным) и клапан 112 управления. Вакуумный насос 116 и клапан 112 управления соединены со второй камерой 180 посредством вакуумной линии 110, сконфигурированной вакуумировать вторую камеру путем установления обмена текучей средой между вакуумным насосом 116 и второй камерой 180. Вакуумный насос 116 и клапан 112 управления соединены с блоком 60 управления и сконфигурированы принимать управляющие сигналы от блока 60 управления. Это позволяет блоку 60 управления управлять вакуумным насосом 116 (например, путем увеличения/уменьшения мощности, подаваемой в насос, или путем передачи управляющего сигнала, управляющего двигателем, приводящим в действие насос с большей или меньшей скоростью) и/или клапаном 112 управления (например, путем избирательного управления клапаном, чтобы, по меньшей мере, частично или полностью открывать или перекрывать линию 110). Клапаном управления может являться сервоклапан или любой другой клапан управления, сконфигурированный постепенного или пропорционально открывать и перекрывать канал обмена текучей средой. Клапан управления может содержать компоненты, сконфигурированные перемещаться между первым положением, в котором канал обмена текучей средой полностью открыт (например, поток текучей среды полностью неограничен; открыт на 100%), вторым положением, в котором канал обмена текучей средой полностью перекрыт (например, поток текучей среды полностью ограничен или заблокирован; открыт на 0%), и одним или несколькими промежуточными положениями, в которых канал обмена текучей средой частично открыт (например, поток текучей среды частично ограничен; например, открыт на 20%, 50% или 68%). Блок 60 управления сконфигурирован управлять одним или несколькими различными компонентами (например, насосом 116, клапаном 112) на основании процесса вакуумирования и в зависимости от сигналов, принимаемых от одного или нескольких различных датчиков (например, датчиков 162, 182). В некоторых вариантах осуществления клапан управления и/или усилитель отсутствует. Ясно, что могут использоваться альтернативные компоненты и/или устройства для подачи вакуума на участок 1 вакуумирования.
Разделительная стенка снабжена регулируемым зазором 176, образованным первой (например, верхней) частью 172 разделительной стенки 170 и второй (например, нижней) частью 174 разделительной стенки. В первом варианте осуществления первая часть 172 разделительной стенки 170 является регулируемой по вертикали, облегчая тем самым регулирование размера зазора 176. С этой целью первая часть 172 снабжена приводом (не показанным), сконфигурированным вертикально перемещать (например, сдвигать, вытягивать, втягивать) первую часть 172. Привод может быть соединен с блоком 60 управления, чтобы блок 60 управления управлял приводом в соответствии с процессом вакуумирования, выполняемым блоком 60 управления. Ясно, что в других вариантах осуществления регулируемый размер зазора 176 может обеспечиваться альтернативными способами, например, путем выполнения второй части 174 регулируемой по вертикали (например, перемещаемой, сдвигаемой, выдвигаемой, втягиваемой) с использованием соответствующего привода. В других вариантах осуществления как первая часть, так и вторая часть могут являться регулируемыми (например, по вертикали), и/или может быть реализовано дополнительное регулирование, например, регулирование высоты зазора 176 в разделительной стенке 170 путем регулирования как первой части 172, так и второй части 174 таким же способом (например, путем сдвига вверх или вниз, вытягивания и/или втягивания). Зазор 176 имеет в целом удлиненную форму, проходит вдоль первой и второй частей 172 и 174 и пересекает первую камеру 160. В некоторых вариантах осуществления (смотри, например, фиг. 1В) зазор может быть снабжен гибкой прокладкой, сконфигурированной герметизировать до определенной степени (смотри выше) (регулируемый или фиксированный) зазор. В других вариантах осуществления прокладка может быть сконфигурирована расширяться или сжиматься под действием внутреннего давления (например, пневматического, гидравлического), регулируя тем самым герметичность уплотнения, создаваемого прокладкой.
По меньшей мере, первая камера 160 сконфигурирована открываться и закрываться, позволяя вводить упаковку 50 (содержащую упаковываемый продукт 20) в первую камеру 160 с целью вакуумирования и удалять ее из первой камеры 160 после вакуумирования. Это может достигаться за счет снабжения участка 1 вакуумирования и/или первой камеры 160 и необязательно второй камеры 180 верхней и нижней частями (не показанными подробно), которые сконфигурированы обеспечивать участок 1 вакуумирования и/или первую камеру 160 и необязательно вторую камеру 180 механизмом открывания/закрывания. Ясно, что существуют другие альтернативы (например, шарнирные механизмы, шлюзовые механизмы и т.д.), которые могут применяться в настоящем изобретении.
В некоторых вариантах осуществления только первая камера 160 сконфигурирована открываться независимо от второй камеры. В этих вариантах осуществления вторая камера может быть сконфигурирована оставаться закрытой и создавать зазор 176 в форме удлиненного отверстия, в которое может вводиться горловина упаковки 50, например, в боковом направлении. Чтобы ввести упаковку 50, первая камера 160 открывается посредством одного из упомянутых выше механизмов. Затем упаковку 50 помещают в первую камеру 160 таким образом, чтобы горловина упаковки 50 могла быть введена/вставлена в зазор 176, образованный второй (закрытой) камерой 180. Наконец, первая камера 160 снова закрывается, и может быть начат процесс вакуумирования. Этот вариант осуществления может являться выгодным с точки зрения снабжения горловины (например, промежуточной части открытого конца упаковки) складками во время введения горловины в зазор 176. Это может достигаться за счет использования гладких или зубчатых колес/ремней, сконфигурированных вводить промежуточную часть открытого конца упаковки в зазор 176. Складки, выполненные таким способом в горловины, могут способствовать более эффективному разрежению и/или существенно улучшать вакуумирование упаковки 50.
В других вариантах осуществления как первая камера 180, так и вторая камера 160 сконфигурированы открываться и закрываться, например, посредством соединительного механизма, сконфигурированного открывать и закрывать весь участок 1 вакуумирования. В этих вариантах осуществления изобретения зазор 176 также сконфигурирован открываться в том смысле, что, например, первая (например, верхняя) часть 172 разделительной стенки 170 может быть сконфигурирована подниматься вверх и/или в сторону от второй (например, нижней) части 174 разделительной стенки 170, обеспечивая тем самым возможность легко размещать упаковку 50 внутри первой камеры 160 и горловину упаковки 50 внутри зазора 174. Чтобы вставить упаковку 50, первая и вторая камеры 160 и 180 открываются посредством одного из упомянутых выше механизмов. Затем помещают упаковку 50 в первую камеру 160 и помещают горловину упаковки 50 вблизи зазора 176 (например, выше или на второй части 174 разделительной стенки 170). Наконец, первая и вторая камеры 160 и 180 снова закрываются, помещая тем самым горловину мешка 50 внутрь зазора 176 (например, между первой и второй частями 172 и 174 разделительной стенки 170), и может быть начат процесс вакуумирования.
Следует отметить, что конкретный способ, которым упаковки 50 размещаются на участке 1 вакуумирования, и конкретные механизмы открывания/закрывания участка 1 вакуумирования, первой камеры 160 и/или второй камеры 180 могут выбираться на основании конкретного применения и свойств упаковки 50 и/или продуктов.
Упаковка 50 изготовлена из упаковочной пленки 52 и имеет форму открытого мешка с открытым концом и закрытым концом. В мешке содержится продукт 20, при этом на фиг. 1 он показан в состоянии до вакуумирования, т.е. когда упаковочная пленка 52 не прилегает плотно к продукту 20, что говорит о том, что внутри упаковки 50, например, во внутреннем объеме 58 присутствует остаточный газ или воздух. Внутренний объем 58 включает, по меньшей мере, объем внутри упаковочной пленки 52 и вокруг продукта 20, а также объемы газа/воздуха, который содержится, заключен или иным образом удерживается внутри самого продукта 20 (например, в случае сыра, имеющего отверстия, овощей, таких как брокколи или цветная капуста, до некоторой степени пористых продуктов или других продуктов, содержащих полости, способные удерживать газ/воздух).
Упаковку 50 размещается в первой камере 160 таким образом, чтобы открытый конец выходил из первой камеры 160 через зазор 176 во вторую камеру 180. Во время вакуумирования наружная часть 54 открытого конца размещается во второй камере 180, внутренняя часть 56 открытого конца размещается в первой камере, а промежуточная часть 55 открытого конца между наружной частью 54 и внутренней 56 частью размещается в области зазора 176. Соответственно, горловина, выходящая из первой камеры 160 через зазор 176 во вторую камеру 180, устанавливает обмен текучей средой между внутренним объемом упаковки 50 и внутренним объемом второй камеры 180.
Обычно блок 60 управления сконфигурирован управлять вакуумным насосом 116 и/или клапаном 112 управления с целью создания вакуумметрического давления ниже атмосферного давления во второй камере 180. Вакуумметрическое давление обычно варьирует от величины, близкой к атмосферному давлению или несколько ниже него (в начале вакуумирования), до около 1-20 мбар (после завершения вакуумирования). В некоторых вариантах осуществления целевое вакуумметрическое давление варьирует от около 1 мбар до около 20 мбар, предпочтительно от около 1 мбар до около 10 мбар.
Вакуумметрическое давление, подаваемое во вторую камеру 180, может регулироваться блоком управления 60, например, путем регулирования мощности, подводимой к вакуумному насосу 116 (например, мощности, подводимой к двигателю, приводящему в действие насос 116), и/или путем управления клапаном 112 с целью его избирательного открывания или (по меньшей мере, частичного) перекрывания. Кроме того, на давление во второй камере 180 может влиять поток текучей среды (например, газа/воздуха) из первой камеры 160 через зазор 176 во вторую камеру 180. Таким образом, фактическое давление во второй камере 180 является совокупным результатом разности между вакуумметрическим давлением, прилагаемым ко второй камере 180 и регулируемым блоком 60 управления, и количества текучей среды, текущей из первой камеры 160 через зазор 176 во вторую камеру 180. Поток текучей среды из первой камеры 160 во вторую камеру 180 преимущественно зависит от разности давлений в первой камере 160 и во второй камере 180, а также от свойств зазора 176 (например, размера, формы) и от присутствия, типа и свойств прокладки (например, манжетной прокладки, рассчитанной на обеспечение заданного сопротивления потоку текучей среды через зазор 176). Дополнительные подробности различных вариантов осуществления регулируемых зазоров 176 приведены далее со ссылкой на фиг. 1А, 1 В, 1С и 1D.
С целью вакуумирования упаковки 50 блок 60 управления управляет различными компонентами (например, насосами, приводами) на основании управляющей программы, подаваемой в блок 60 управления и сконфигурированной управлять процессом вакуумирования. Таким способом блок 60 управления может управлять приводами (не показанными), чтобы открывать участок вакуумирования (например, первую камеру 160) и облегчать размещение упаковки в первой камере 160а. Затем блок 60 управления может управлять приводами, чтобы закрывать участок 1 вакуумирования (например, первую камеру 160).
Вакуумирование происходит под действием вакуумметрического давления, подаваемого на участок 1 вакуумирования. Блок управления 60 может управлять насосом 116 и/или клапаном 112 управления с целью создания вакуумметрического давления во второй камере в соответствии с выполняемой управляющей программой.
В некоторых вариантах осуществления блок 60 управления сконфигурирован подавать вакуумметрическое давление во вторую камеру на основании управляющего сигнала, передаваемого вторым датчиком 182 давления, и/или в соответствии с заданным профилем давления. Блок 60 управления может быть сконфигурирован осуществлять мониторинг давления в первой камере 160 и/или во второй камере 180 во время вакуумирования с целью обеспечения соответствия выполняемой управляющей программе.
Благодаря вакуумметрическому давлению, подаваемому во вторую камеру 180 (например, снижаемому абсолютному давлению во второй камере 180), из первой камеры 160 также всасывается газ/воздух, и тем самым вакуумметрическое давление также подается в первую камеру 160 (например, абсолютное давление в первой камере 180 также снижается), поскольку регулируемый зазор 176 устанавливает обмен текучей средой между второй камерой 180 и первой камерой 160. Тем не менее, поскольку горловина упаковки 50 также устанавливает обмен текучей средой между внутренним пространством упаковки 50 и второй камерой 180 и выходит из первой камеры 160 во вторую камеру 180 через регулируемый зазор 176, вакуумметрическое давление во второй камере 180 также вызывает всасывание газа/воздуха изнутри упаковки 50, в результате чего в упаковке 50 создается вакуумметрическое давление, и тем самым происходит ее вакуумирование.
Обычно давление во второй камере 180 является более низким, чем давление в первой камере 160 во время вакуумирования (например, при снижении абсолютного давления во второй камере). Это объясняется тем, что вакуумметрическое давление подается во вторую камеру 180, а первая камера 160 посредством регулируемого зазора 176 просто соединена со второй камерой 180 с возможностью обмена текучей средой. В данном случае, разность давлений в первой и второй камерах 160 и 180 определяется преимущественно, по меньшей мере, двумя эффектами.
Один эффект основан на индивидуальных свойствах регулируемого зазора 176, например, его размере, форме и/или профиле. Зазор 176 способствует разности давлений во второй камере 180 и первой камере 160 за счет того, он обеспечивает сопротивление потоку текучей среды (например, при откачивании газа/воздуха из первой камеры 160 во вторую камеру 180 поток текучей среды продолжает двигаться дальше в сторону клапана 112 и/или насоса 116). Сопротивление потоку текучей среды зависит от свойств зазора 176. Эти свойства могут включать без ограничения размер зазора 176 (например, высоту удлиненного отверстия), его форму (например, удлиненную, проходящую в поперечном направлении через участок 1 вакуумирования 1) и/или его профиль (например, изменение формы в направления потока текучей среды и/или основного направления удлиненного отверстия). Обычно больший зазор 176 способствует меньшей разности давлений, а меньший зазор 176 способствует большей разности давлений. В некоторых вариантах осуществления зазор 176 представляет собой удлиненное отверстие высотой от около 0,2 мм до около 5 мм, предпочтительно от около 0,4 мм до около 1 мм.
Другой эффект основан на градиенте давления, применяемом во время вакуумирования. Если вакуумметрическое давление нарастает за очень короткий период времени (например, в течение несколько десятых долей секунды при высокой скорости вакуумирования), разность давлений в первой камере 160 и второй камере 180 обычно является большей, чем в случаях, когда вакуумметрическое давление нарастает в течение более длительного периода времени (например, несколько секунд). Результат, например, включая качество вакуумирования (например, остаточный газ/объем воздуха, достигнутое вакуумметрическое давление) сильно варьирует в зависимости от индивидуальных параметров процесса вакуумирования. Желательно вакуумировать упаковку 50 в течение короткого периода времени и в максимальной степени с исключением каких-либо потерь вследствие испарения жидкости из продукта 20 (смотри выше).
На фиг. 1А показан первый вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения. В этом первом варианте осуществления первая часть 172 разделительной стенки 170 имеет контактную часть 172с, подвижно соединенную с первой частью 172. Контактная часть 172с предпочтительно смещается в направлении второй части 174 с использованием смещающего элемента 172с, например, пружины или другой упруго деформируемого элемента, способного прилагать смещающее усилие к контактной части 172с. Соответственно, контактная часть 172с сконфигурирована перемещаться между первым положением и вторым положением, при этом в первом положении контактная часть 172с выдвинута относительно первой части 172, а во втором положении втянута относительно первой части 172. Смещающее усилие сконфигурировано смещать контактную часть 172с в сторону первого положения, при этом в отсутствие внешнего усилия контактная часть 172с возвращается в первое положение или остается в первом положении, а при контакте со второй частью 174 и/или распорками 174d (смотри далее) перемещается в сторону второго положения и/или во второе положение. Этот принцип применим к первому, второму, третьему и четвертому вариантам осуществления регулируемого зазора, как показано на фиг. 1A-1D.
Вторая часть 174 снабжена одной или несколькими распорками 174d, сконфигурированными удерживать контактную часть 172с на заданном расстоянии X от второй части 174 при контакте контактной части 172с с одной или несколькими распорками 174d. Одна или несколько распорок 174d сконфигурированы обеспечивать зазор 176 заданного размера (например, зазор 176 высотой X). С этой целью одна или несколько распорок 174d расположены и сконфигурированы упираться в контактную часть 172с, чтобы между контактной частью 172с и второй частью 174 сохранялось преимущественно постоянное расстояние по длине зазора 176. В этой конфигурации, одна или несколько прокладок 174d могут быть предпочтительно равномерно разнесены по длине зазора 176. В качестве альтернативы, одна распорка 174d может находиться преимущественно вблизи каждого соответствующего конца зазора 176 (смотри, пример расположения распорки 174d в правой части фиг. 1В), чтобы зазор 176 преимущественно по всей длине был свободен от прокладок 174d, и чтобы контактная часть 172с вблизи каждого его конца могла контактировать с одной из прокладок 174d и/или упираться в одну из прокладок 174d.
Каждая распорка 174d может быть с возможностью регулирования соединена со второй частью 174, обеспечивая тем самым возможность регулирования одной распорки 174d в сторону первой части 172 (т.е. с целью увеличения размера зазора176) или от первой части 172 (т.е. с целью уменьшения размера зазора 176). Это может достигаться с помощью соответствующего регулировочного средства, такого как винт, входящий в зацепление с резьбой, предусмотренной в распорке 174d. В качестве альтернативы распорка 174d может сама иметь резьбу, входящую в зацепление с соответствующей резьбой, предусмотренной во второй части 174, в результате чего распорка 174d может регулироваться подобно винту. Также могут использоваться другие средства регулирования. Например, может быть предусмотрено несколько различных распорок 174d, имеющих конфигурации, предусматривающие различные пространственные измерения (например, различные размеры или длины, измеряемые в направлении, перпендикулярном опорной поверхности распорки 174d) с целью обеспечения зазора 176 заданного размера. Как показано на фиг. 1А, распорка 174d может быть снабжена верхним участком, более толстым или тонким, чем тот, который показан, при этом толщина верхнего участка измеряется в том же направлении, что и размер X зазора 176. Более толстый верхний участок может использоваться для обеспечения зазора 176 большего размера (например, большей высоты X), а более тонкий верхний участок может использоваться для обеспечения зазора 176 меньшего размера (например, меньшей высоты X).
На фиг. 1В показан второй вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения. Этот вариант осуществления сходен с вариантом осуществления, показанным на фиг. 1А, в том, что первая часть 172 разделительной стенки 170 также снабжена контактной частью 172с, подвижно соединенной с первой частью 172. Контактная часть 172с также смещена в сторону второй части 174 с использованием смещающего элемента 172с, например, пружины или другого упруго деформируемого элемента, способного прилагать смещающее усилие к контактной части 172с. Вторая часть 174 дополнительно снабжена одной или несколькими распорками 174d, сконфигурированными удерживать контактную часть 172с на заданном расстоянии X от второй части 174 при контакте контактной части 172с с одной или несколькими распорками 174d.
Обычно распорки 174d, показанные на фиг. 1В, действуют преимущественно аналогично тем, которые показаны на фиг. 1, и, соответственно, конкретная компоновка распорок 174d, показанная на фиг. 1А, может являться такой же в варианте осуществления, показанном на фиг. 1В, или наоборот. В варианте осуществления, показанном на фиг. 1В, одна или несколько распорок 174d крепятся ко второй части 174 другим способом с использованием крепежных средств 174f (например, винтов для крепления в боковом направлении распорок 174d ко второй части 174), сконфигурированных жестко крепить одну или несколько распорок 174d ко второй части 174. В этом варианте осуществления изобретения конкретная конфигурация распорок 174d обеспечивает зазор 176 заданного размера (например, зазор 176 высотой X) с помощью выступов 174е, которые сконфигурированы упираться в контактную часть 172с и необязательно во вторую часть 174 разделительной стенки. Отдельные измерения (например, толщина) выступа 174е могут быть рассчитаны таким образом, чтобы обеспечивать зазор 176 требуемого размера (например, высотой X).
В отличие от контактной части 172с, показанной на фиг. 1А, контактная часть 172с, показанная на фиг. 1В, дополнительно снабжена прокладкой 172g. В показанном варианте осуществления контактная часть 172с снабжена бороздкой или каналом для размещения соединительной части 172g' прокладки 172g. Однако прокладка 172g может быть соединена с контактной частью 172 другим применимым способом (например, с использованием других крепежных средств, таких как клей, штифты, винты и т.п.).
Прокладка 172g в целом сконфигурирована проходить по длине зазора 176 от первого конца первой и второй частей 174 и 172 до их соответствующего противоположного второго конца. Прокладка 172g в целом сконфигурирована регулировать давление, прилагаемое к пленочному материалу, проходящему через зазор 176, при этом приложенное давление преимущественно регулирует поток газа из первой камеры 160 во вторую камеру 180 и/или из упаковки 50 во вторую камеру 180. Чрезмерно или недостаточно интенсивный поток газа из первой камеры 160 во вторую камеру (т.е. газа, протекающего снаружи по упаковочному материалу из одной камеры в другую через зазор 176) является потенциально вредным для процесса вакуумирования и, кроме того, может препятствовать удерживанию противоположных слоев пленки на открытом конце упаковки на определенном расстоянии друг от друга. Чрезмерно или недостаточно интенсивный поток газа из упаковки 50 во вторую камеру (т.е. газа, протекающего изнутри упаковки 50 во вторую камеру 180 через зазор 176) является потенциально вредным для процесса вакуумирования. В частности, желательным является сокращение времени, требуемого для вакуумирования, и достижение малого остаточного количества воздуха/газа в упаковке после вакуумирования.
Давление, создаваемое прокладкой, сконфигурировано обеспечивать достаточный поток газа из внутреннего объема 58 упаковки 50 через зазор 176 во вторую камеру 180 и одновременно обеспечивать достаточный поток газа из первой камеры 160 через зазор 176 во вторую камеру 180. Поток газа может регулироваться в желаемых пределах, например, путем изменения свойств прокладки 172g (например, эластичности, размера, формы, профиля, толщины и т.д.). Кроме того, внутренний объем прокладки 172g может подвергаться воздействию текучей среды под давлением выше атмосферного давления (например, путем подачи потока сжатого воздуха внутрь прокладки). Путем регулирования прилагаемого давления текучей среды может динамически регулироваться давление, создаваемое прокладкой во время процесса вакуумирования. Поток газа может дополнительно регулироваться размером зазора 176. Эти параметры процесса могут модифицироваться в зависимости от конкретного применения (например, в зависимости от свойств пленочного материала, используемого для упаковывания, типа и размера упаковываемых изделий, размера упаковок и т.д.).
На фиг. 1С показан третий вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения. Этот вариант осуществления сходен с вариантом осуществления, показанным на фиг. 1А и фиг. 1В, в том, что первая часть 172 разделительной стенки 170 также снабжена контактной частью 172с, подвижно соединенной с первой частью 172. Контактная часть 172с также смещена в сторону второй части 174с использованием смещающего элемента 172с, например пружины или другой упруго деформируемого элемента, способного прилагать смещающее усилие к контактной части 172с. Вторая часть 174 дополнительно снабжена одной или несколькими распорками 174d, сконфигурированными удерживать контактную часть 172с на заданном расстоянии X от второй части 174 при контакте контактного участка 172с с одной или несколькими распорками 174d. Число и расположение распорок 174d также аналогично тому, что описано выше со ссылкой на фиг. 1А и фиг. 1В. Обычно вблизи конца первой и второй частей 172 и 174 расположены, по меньшей мере, две распорки 174d с целью обеспечения постоянного размера (например, высоты) зазора 176 на протяжении его длины.
На фиг. 1С показаны два возможных варианта приведения в действие распорок 174d, если они не прикреплены неподвижно (смотри, например, фиг. 1В) ко второй части 174. Слева на фиг. 1С показан поток текучей среды А, сконфигурированный воздействовать на распорку 174d. Как показано, распорка 174d подвижно соединена с со второй частью 174 таким образом, что в отсутствие потока А текучей среды (например, сжатого воздуха), она может оставаться во втянутом положении или перемещаться во втянутое положение (не показанное), в котором опорная поверхность О распорки 174d не выступает из второй части, не предотвращая тем самым вхождение контактной части 172с в контакт со второй частью 174. Кроме того, при воздействии потока текучей среды А (например, сжатого воздуха), распорка 174d может оставаться в выдвинутом положении или перемещаться в выдвинутое положение (показанное), в котором опорная поверхность 174а распорки 174d выступает из второй части, предотвращая вхождение контактной части 172с в контакт со второй частью 174, удерживая контактную часть 172с на заданном расстоянии X от второй части 174 и обеспечивая тем самым зазор 176 заданного размера (например, высотой X).
Справа на фиг. 1С показана распорка 174d, снабженная приводом М (например, электрическим приводом или двигателем). Привод М соединен с блоком 60 управления (не показаны на фиг. 1С) и может управляться блоком 60 управления с целью перемещения распорки 174d, по меньшей мере, в первое (например, втянутое) положение и во второе (например, выдвинутое) положение и удерживания в них.
Как показано распорка 174d подвижно соединена со второй частью 174, что позволяет управлять приводом М с целью ее перемещения во втянутое положение и ее удерживания во втянутом положении (не показанном на фиг. 1С), в котором опорная поверхность 174а распорки 174d не выступает из второй части, не предотвращая тем самым вхождение контактной части 172с в контакт со второй частью 174. Кроме того, приводом М можно управлять с целью перемещения распорки 174d в выдвинутое положение и ее удерживания в выдвинутом положении (показанном), в котором опорная поверхность 174а распорки 174d выступает из второй части, предотвращая вхождение контактной части 172с в контакт со второй частью 174, удерживая контактную часть 172с на заданном расстоянии X от второй части 174 и обеспечивая тем самым зазор 176 заданного размера (например, высотой X).
Следует отметить, что приводимые в действие распорки 174d, такие как показаны на фиг. 1С, могут регулироваться с целью динамического регулирования расстояния X между контактной частью 172с и второй частью 174 и обеспечения зазора 176 различных размеров (например, высоты) во время процесса вакуумирования. Это может достигаться, например, путем воздействия на распорки 174d, показанные слева на фиг. 1С, потоком А текучей среды, имеющим различное давление с течением времени. Различные уровни давления могут использоваться, чтобы побуждать распорку 174d перемещаться из втянутого положения в несколько различных выдвинутых положений, в которых распорка 174d и/или опорная поверхность 174а распорки выступают из второй части 174 в различной степени в каждом из нескольких различных выдвинутых положений. Это также может достигаться, например, путем управления приводами М, показанными справа на фиг. 1С, с целью выдвижения/втягивания распорок 174d в различной степени и тем самым перемещения распорок 174d из втянутого положения в несколько различных выдвинутых положений. Следует отметить, что блок 60 управления может быть сконфигурирован соответствующим образом управлять как потоком А текучей среды, так и приводом(-ами) М.
Одним из преимуществ динамического регулирования расстояния X между контактной частью 172с и второй частью 174 с целью обеспечения зазора 176 различных размеров (например, высоты) во время процесса вакуумирования может являться возможность оптимизировать размер зазора 176 для различных фаз во время вакуумирования. Например, больший зазор 176 может способствовать быстрому вакуумированию первой камеры 180 и/или упаковки 50 в начале вакуумирования, а меньший зазор 176 может облегчать более глубокое вакуумирование первой камеры 180 и/или упаковки 50 в течение последних стадий вакуумирования. Этим способом также могут уменьшаться или исключаться неблагоприятные эффекты, такие как отпотевание.
На фиг. 1D показан четвертый вариант осуществления механизма регулирования зазора в соответствии с вариантами осуществления настоящего изобретения. Этот четвертый вариант осуществления в основном идентичен варианту осуществления, показанному слева на фиг. 1С, а соответствующие элементы обозначены одинаковыми позициями. На фиг. 1D показано, что множество распорок 174d может приводиться в действие с использованием единственного потока А текучей среды, который направляется через общий трубопровод 174m в сторону распорок 174d. Совместное приведение в действие двух или более распорок 174d может обеспечивать преимущественно их синхронное приведение в действие.
Следует отметить, что блок 60 управления может быть сконфигурирован управлять распорками 174d преимущественно синхронно, чтобы обеспечивать преимущественно их синхронное приведение в действие и одинаковое изменение размера зазора 176 (например, по длине). В некоторых вариантах осуществления управление распорками 174d может иметь целью выполнение последовательности операций приведения в действие, например, путем создания сначала зазора 176 первого размера, затем уменьшения размер зазора 176 до второго размера, а затем снова увеличения размера зазора 176 до третьего размера. Преимуществом этого может являться быстрое вакуумирование в первой фазе до достижения первого давления, затем увеличение разности давлений во второй фазе вследствие уменьшения размера зазора 176 и снова повышение скорости вакуумирования в третьей фазе вследствие увеличения размера зазора 176, что тем самым сокращает время, требуемое для третьей фазы.
В других вариантах осуществления управление распорками 174d может иметь целью выполнение последовательности операций приведения в действие, обеспечивающих зазор 176 первого размера, и затем второго размера, при этом первый размер является большим или меньшим, чем второй размер. В примерах, в которых первый размер является большим, чем второй размер, преимуществом этого может являться быстрое вакуумирование в первой фазе вследствие зазора 176 большего размера и ограничение отпотевания во второй фазе вследствие зазора 176 меньшего размера при более низких давлениях и/или давлении, близком к желаемому конечному давлению.
На фиг. 2 схематически показан вид в разрезе первого варианта осуществления изобретения, проиллюстрированного на фиг. 1, при этом упаковка показана в состоянии во время вакуумирования. Когда вакуумирование почти или полностью завершено, упаковка 50 находиться в состоянии, показанном на фиг. 2, где в качестве примера показано, что упаковочная пленка 52 плотно прилегает к продукту. Во время вакуумирования вакуумметрическое давление, прилагаемое ко второй камере 180, вызывает всасывание газа/воздуха из первой камеры 160 через зазор 176 во вторую камеру 180. В то же время, вакуумметрическое давление, прилагаемое ко второй камере 180, вызывает всасывание газа/воздуха изнутри упаковки 50 через горловину во вторую камеру 180 (смотри стрелки 178).
На фиг. 3А показан изометрический вид в разрезе первого варианта осуществления изобретения, проиллюстрированного на фиг. 1 и фиг. 2, при этом упаковка показана в состоянии до вакуумирования. На фиг. 3В показан изометрический вид в разрезе первого варианта осуществления, проиллюстрированного на фиг. 1 и фиг. 2, при этом упаковка показана в состоянии во время вакуумирования. На фиг. 3А и фиг. 3В проиллюстрирована упаковка 50 в состоянии до и после вакуумирования в соответствии с видами в разрезе, показанными на фиг. 1 и фиг. 2.
Как описано выше, абсолютное давление во второй камере 180 является более низким, чем абсолютное давление в первой камере 160. Кроме того, абсолютное давление в упаковке 50 также является более низким, чем абсолютное давление в первой камере 160, поскольку горловина, проходящая во вторую камеру 180, обеспечивает поток текучей среды изнутри упаковки 50 во вторую камеру 180, который менее ограничен или создает меньшее сопротивление по сравнению с потоком текучей среды из первой камеры 160 во вторую камеру 180. Это преимущественно объясняется тем, что горловина занимает значительную часть площади зазора, увеличивая тем самым сопротивление потоку текучей среды из первой камеры 160 во вторую камеру 180 в остающихся незанятыми частях вокруг горловины.
Кроме того, поток текучей среды из первой камеры 160 и из внутреннего объема 58 упаковки 50 во вторую камеру 180 также зависит от соответствующих объемов. Общий объем первой камеры 160 обычно существенно превышает объем 58 газа/воздуха внутри упаковки 50. Соответственно, если поток текучей среды из объема 58 является таким же или даже меньшим, чем поток текучей среды из первой камеры 160, снижение скорости вакуумирования и/или давления внутри объема 58 обычно все же превышает достигаемое применительно к первой камере 160 за счет того, что объем 58 является существенно меньшим, чем объем первой камеры 160а.
Этим способом газ/воздух всасывается изнутри упаковки 50 во вторую камеру 180 за счет более низкого давления во второй камере 180. Кроме того, газ/воздух также выталкивается из упаковки 50 из-за того, что давление в первой камере 160 превышает давление внутри упаковки 50 и тем самым прилагает сжимающие усилия к наружной поверхности упаковки 50 (смотри стрелки 168 на фиг. 2). Следует отметить, что участок 1 вакуумирования управляется таким образом, что давление внутри упаковки 50 было более низким, чем давление в первой камере 160, и более высоким, чем давление во второй камере 180. Для достижения эффективного и производительного вакуумирования упаковки 50 разность давлений в первой и второй камерах 160 и 180 должна тщательно регулироваться.
После завершения вакуумирования упаковки 50 может приводиться в действие средство 150 герметизации (например, термосварочные прутки 152 и 154) с целью герметизации упаковки 50, например, путем термосваривания упаковочной пленки 52. Этим способом внутри упаковки 50 сохраняется вакуум при открывании первой камеры 160 и/или участка 1 вакуумирования в случае удалении упаковки 50 с участка вакуумирования. В некоторых вариантах осуществления от упаковочной пленки 52 отрезают избыток пленочного материала, например, проходящего от вновь созданного уплотнения (смотри например, части 55 и 54). Это может делаться на отдельной стадии во время или после герметизации или преимущественно одновременно с герметизацией, например, когда режущее средство встроено в средство 150 герметизации.
На фиг. 3А показан изометрический вид в разрезе первого варианта осуществления изобретения, проиллюстрированного на фиг. 1 и 2, при этом упаковка показана в состоянии до вакуумирования. Для достижения эффективного и производительного вакуумирования может быть желательным снабдить упаковочную пленку складками или морщинами 57, проходящими предпочтительно по длине упаковки 50 (например, в сторону зазора 176). Это может достигаться за счет обеспечения зазора 176 соответствующей формы (смотри фиг. 1В) или путем придания упаковочной пленке 52 соответствующей структуры (например, путем предварительного формирования заданных линий сгиба).
На фиг. 4 показана блок-схема, иллюстрирующая один из примеров способа вакуумирования в соответствии с настоящим изобретением. Способ 400 начинается на стадии 401. На стадии 402 помещают упаковку 50 в первую камеру 160 участка 1 вакуумирования. На стадии 404 герметично закрывают первую камеру 160 и/или участок 1 вакуумирования с размещенной упаковкой 50, как показано на фиг. 1, горловина которой выходит из первой камеры 160 через зазор 176 во вторую камеру 180.
На стадии 406 подводят вакуум ко второй камере 180. Это может достигаться путем управления вакуумным насосом 116 и/или клапаном 112 управления. В некоторых вариантах осуществления изобретения работой вакуумного насоса (например, создаваемого разрежения) управляют путем регулирования мощности, подводимой к вакуумному насосу (например, мощности, подводимой к двигателю, приводящему в действие насос). Как известно в данной области техники, в данном случае может использоваться привод с регулируемой скоростью (VSD). Этим способом блок 60 управления может регулировать вакуумметрическое давление, создаваемоевакуумным насосом 116. В других вариантах осуществления изобретения источник разрежения соединен со второй камерой, и вакуум, подводимый по линии 110, регулируется путем регулирования клапана 12 управления и тем самым абсолютного давления во второй камере 180 на основании вакуумметрического давления, подаваемого источником разрежения, и положения клапана 12 управления. На стадии 406 снижают абсолютное давление во второй камере 180 на основании заданного профиля давления, характеризуемого кривой давления, указывающей абсолютное значение давления с течением времени. В некоторых примерах абсолютное давление во второй камере 180 снижают по убывающей, сначала с более высокой скоростью, а затем с более низкой скоростью по мере падения давления, что приводит к формированию асимптотической кривой давления во второй камере 180 (смотри также подробное описание со ссылкой на фиг. 5А и фиг. 5В). Вакуумметрическое давление, прилагаемое ко второй камере 180, регулируют таким образом, чтобы обеспечить желаемое вакуумирование упаковки 50, например, на основании достигнутого целевого абсолютного давления в первой камере 160 и/или целевого времени вакуумирования.
На фиг. 4А схематически показан вид в разрезе первого варианта осуществления участка вакуумирования упаковочного устройства в соответствии с настоящим изобретением, при этом упаковка показана в состоянии, когда происходит испарение или отпотевание. Как упомянуто выше, процесс вакуумирования может вызвать испарение продуктом текучей среды, например, воды, которая переходит из жидкой формы в газообразную форму и откачивается вместе с газом/воздухом, содержащимся внутри упаковки. Это может происходить, в частности, когда процесс вакуумирования выполняется при очень низких целевых давлениях, например, менее 20 мбар при температуре продукта 20 от около 15°С до около 20°С. Нежелательное испарение жидкости или отпотевание может обнаруживаться несколькими способами
Один из способов обнаружения отпотевания основан на мониторинге абсолютного давления в первой камере 160. Как показано на фиг. 4А, при отпотевании (например, испарении воды из мясного продукта 20) образующийся пар (например, водяной пар) до его всасывания из упаковки 50 через горловину во вторую камеру 180 выталкивает упаковочную пленку 52 наружу от продукта 20. Такое изменение конфигурации упаковочной пленки 52 приводит к изменению градиента падения давления (например, к изменению скорости его снижения) или даже к повышению переходного давления (например, скорость снижения становится отрицательной) в первой камере 160, что в обоих случаях может обнаруживаться блоком 60 управления на основании управляющего сигнала, передаваемого датчиком 162 давления.
Другой способ обнаружения отпотевания основан на мониторинге формы упаковки 50 в первой камере 160. Как описано выше, отпотевание обычно приводит к тому, образующийся пар (например, водяной пар) до его всасывания из упаковки 50 через горловину во вторую камеру 180 выталкивает упаковочную пленку 52 наружу от продукта 20. Такое изменение конфигурации упаковочной пленки 50 приводит к изменению формы упаковочной пленки 52. После возникновения отпотевания упаковочная пленка не вытягивается дальше в сторону продукта 20 или даже приподнимается над продуктом 20, что в обоих случаях может обнаруживаться блоком 60 управления на основании управляющего сигнала, передаваемого соответствующим датчиком 166. Датчиком 166 может являться оптический датчик, сконфигурированный определять расстояния от датчика до упаковочной пленки 21. Применимые оптические датчики включают, например, датчики, сконфигурированные детектировать волны в пределах видимого спектра, лазерного излучения и инфракрасного излучения.
При обнаружении отпотевания блок 60 управления может предотвращать существенную (или дальнейшую) потерю веса продукта путем прекращения дальнейшего снижения абсолютного давления в первой камере 160 и/или путем герметизации упаковки 50. Это более подробно описано далее. В некоторых вариантах осуществления блок 60 управления может быть сконфигурирован незначительно повышать абсолютное давление в первой камере 160 на заданную величину с целью немедленного прекращения отпотевания. Заданная величина обычно находится в пределах от 5 до 100 мбар, предпочтительно от 5 до 50 мбар. С этой целью со второй камерой 160 соединена линия 120 впуска воздуха, которая с возможностью обмена текучей средой сообщается с давлением окружающей среды, а также может быть предусмотрен соответствующий впускной клапан 122, соединенный с блоком 60 управления. При обнаружении отпотевания блок 60 управления может (по меньшей мере, частично) открывать впускной клапан 122, чтобы обеспечивать приток воздуха во вторую камеру 160. Впускным клапаном может являться клапан сходного или идентичного клапану 112 типа, который может действовать аналогичным образом (в том числе частично или полностью открываться и/или перекрываться). В других вариантах осуществления линия впуска может дополнительно сообщаться с возможностью обмена текучей средой с источником сжатого воздуха 124 с целью достижения желаемого повышения давления во второй камере 160 (смотри выше; например от 5 до 50 мбар) за более короткое время, чем при подаче воздуха под давлением окружающей среды.
На фиг. 4В показана блок-схема, иллюстрирующая один из примеров способа управления в соответствии с настоящим изобретением. Как показано на фиг. 4, способ 406' управления является частью стадии 406 (и стадии 408) и начинается на стадии 4061, на которой осуществляется мониторинг управляющих сигналов датчиков 162 и 182 давления. На стадии 4062 вычисляется значение pdiff разности давлений. На стадии 4063 определяется, является ли pdiff меньшим, чем минимальное значение. Обычно это происходит в начале вакуумирования, когда должна создаваться разность давлений. Затем на первой стадии вакуумирования pdiff обычно увеличивают, пока не будет достигнуто желаемое максимальное значение. Блок 60 управления может управлять вакуумным насосом 116 и/или клапаном 112 управления с целью увеличения pdiff на стадии 4064. Это повторяется или продолжается, пока не будет достигнуто минимальное значение pdiff.
На стадии 4065 определяется, является ли pdiff большим, чем максимальное значение. Обычно это происходит на второй стадии вакуумирования, на которой pdiff обычно уменьшается. Однако это может также происходить при других обстоятельствах. И в этом случае блок 60 управления может управлять вакуумным насосом 116 и/или клапаном 112 управления с целью уменьшения pdiff на стадии 4066. Это повторяется или продолжается, пока pdiff не упадет ниже желаемого максимального значения. Следует отметить, что во время вакуумирования желаемые минимальное и максимальное значения изменяются с течением времени, в результате чего интервал желаемых минимальных и максимальных значений постоянно изменяется, при этом он обычно увеличивается на первой стадии вакуумирования до 200 мбар (pdiff) при абсолютном давлении около 300 мбар во второй камере 180 и/или через около 3,0 секунд вакуумирования и обычно уменьшается на второй стадии вакуумирования до около 20-10 мбар (pdiff) или менее при абсолютном давлении около 50 мбар во второй камере 180 и/или спустя около 8,0 секунд вакуумирования.
Как показано на фиг. 4В, в данном случае способ 406' управления совпадает со стадией 408, на которой блок управления определяет, следует ли завершать вакуумирование. Если, например, блок 60 управления обнаруживает отпотевание (смотри стадию 4082), приводится в действие средство 150 герметизации, чтобы герметизировать упаковку 50 до откачивания значительного количества пара изнутри упаковки. Если происходит отпотевание, выполнение способа 406' возвращается к стадии 410 способа 400 (смотри фиг. 4). До герметизации упаковки 50 необязательно поддерживают или повышают абсолютное давление в первой камере, как описано выше, чтобы прекратить отпотевание.
В противном случае, после того, как в первой камере 160 достигается целевое абсолютное давление (смотри стадию 4084), приводится в действие средство 150 герметизации, чтобы герметизировать упаковку. В этом случае выполнение способа 406' также возвращается к стадии 410 способа 400 (смотри фиг. 4). В противном случае, если в первой камере 160 не достигнуто целевое абсолютное давление, выполнение способа 406' все же продолжается на стадии 4069 путем поддержания pdiff в заданных пределах (смотри выше). В этом случае выполнение способа возвращается к стадии 4061 и продолжается до обнаружения отпотевания или достижения целевого давления.
Следует отметить, что блок управления может быть сконфигурирован определять, следует ли завершать вакуумирование, на основании дополнительных условий помимо или в качестве альтернативы возникновению отпотевания или достижению целевого абсолютного давления. Такие дополнительные условия могут сочетаться друг с другом или с описанными выше условиями. Например, блок управления может быть сконфигурирован определять, что вакуумирование следует завершить, когда истекло максимальное время вакуумирования (например, измеренное от начала стадии 404; смотри фиг. 4). Это может быть полезным, например, когда желаемое целевое абсолютное давление входит в интервал (например, 8-12 мбар) целевых абсолютных давлений, приемлемых для конкретного применения. В таких примерах может оказаться желательным продолжать вакуумирование даже после достижения абсолютного давления 12 мбар с целью улучшения вакуумирования, но с ограничением общего времени вакуумирования, если нижнее предельно давление 8 мбар не может быть достигнуто в течение времени, заданного максимальным временем вакуумирования. Кроме того, установление максимального времени вакуумирования может служить для предотвращения продолжительного вакуумирования, например, в случаях дефектов или отказов (например, включая дефектные продукты, дефектный упаковочный материал, проблемы с упаковочной машиной).
На фиг. 5А показана диаграмма, иллюстрирующая один из примеров кривой регулирования разрежения, на основании которой может регулироваться вакуумирование в соответствии с вариантами осуществления настоящего изобретения. На фиг. 5А и фиг. 5 В показаны конкретные примеры, основанные на конкретных реализациях изобретения. Следует отметить, что эти примеры не предназначены для ограничения изобретательского замысла, поскольку в целом все описанные варианты осуществления надежно действуют в определенном интервале параметров и в зависимости от конкретного способа (например, типа и свойств упаковочного материала; размера, числа и свойств упакованных продуктов; размера вакуумных камер).
Одной из задач в целом является сведение к минимуму общего времени выполнения способа в зависимости от упакованных продуктов. Однако способ будет действовать, если желательны или необходимы более длительные периоды времени. В зависимости от размера вакуумной камеры способ может быть реализован таким образом, чтобы способствовать вакуумированию первой камеры 160 до давления около 10 мбар в течение от 5-7 секунд до 30 секунд. В одном из вариантов осуществления камера (от среднего до большого размера), имеющая внутренний объем около 0,4 м3, может быть вакуумирована до давления около 10 мбар в течение 9-30 секунд, предпочтительно 9-12 секунд. Камеры такого размера (например, средние/большие камеры) могут использоваться для вакуумирования множества продуктов за одну стадию вакуумирования (например, путем одновременного помещения множества упаковок 50 в первую камеру 160). Вторая камера 180 обычно имеет размер, составляющий от около 2% до около 10% размера первой камеры 160.
В других вариантах осуществления, рассчитанных на вакуумирование отдельных продуктов, вакуумная камера (т.е. первая камера 160) может иметь меньший размер. Камеры для таких целей обычно могут иметь размер от 0,03 до 008 м3. В вариантах осуществления с использованием таких вакуумных камер меньшего размера время, требуемое для вакуумирования, может сокращаться и может составлять 4-12 секунд, предпочтительно от 5-8 секунд.
С целью достижения приемлемого времени вакуумирования, что обычно означает, что время вакуумирования должно являться максимально коротким, а также обеспечения желаемого вакуумирования упаковки 10 с одновременным уменьшением или исключением отпотевания желательно тщательно регулировать абсолютное давление во второй и первой камерах 180 и 160, а также разность давлений pdiff. Для этого абсолютное давление 502 во второй камере обычно снижают от приблизительно давления окружающей среды до приблизительно 400 мбар в течение первых 2,0 секунд вакуумирования и ΔТ далее до приблизительно 250 мбар в течение 2,0-3,0 секунд вакуумирования (смотри график 502 абсолютного давления на фиг. 5А). В то же время, pdiff увеличивается вплоть до 200 мбар при абсолютном давлении около 300 мбар во второй камере 180 и/или спустя около 3,0 секунд вакуумирования. После этого абсолютное давление во второй камере дополнительно снижается до целевого давления около 5 мбар в течение следующих 5,0-7,0 секунд вакуумирования (т.е. через от около 8,0 до около 10,0 секунд после начала вакуумирования). В то же время pdiff уменьшается до около 10 мбар (pdiff) или менее.
Как видно из примера на фиг. 5А, абсолютное давление 504 в первой камере 160 снижается неодинаково в первой фазе (в течение до приблизительно 2,3 секунд и до приблизительно 480 мбар) и во второй фазе (через приблизительно 2,3 секунды и ниже приблизительно 480 мбар). Это может достигаться с использованием регулируемого зазора 176, который облегчает управление вакуумированием таким способом. В первой фазе желательно управлять вакуумированием, таким образом, чтобы абсолютное давление в первой камере 160 не снижалось слишком быстро (например, с целью ограничения количества газа/воздуха, вытекающего из внутреннего объема 58 упаковки 50 и из первой камеры 160 в сторону второй камеры и во вторую камеру 180), и тем самым гарантировалась возможность тщательного всасывания газа/воздуха из внутреннего объема 58 упаковки 50 с одновременным уменьшением опасности отпотевания. Это может достигаться за счет обеспечения во время первой фазы регулируемого зазора 176 первого размера (например, высоты), относительно меньшего, чем второй размер регулируемого зазора 176 во время второй фазы. Во второй фазе желательно управлять вакуумированием таким образом, чтобы абсолютное давление в первой камере 160 дополнительно снижалось с повышенной скоростью (например, с целью увеличения количества газа/воздуха, вытекающего из внутреннего объема 58 упаковки 50 и из первой камеры 160 в сторону второй камеры и во вторую камеру 180), и тем самым уменьшалось время, требуемое для достижения желаемого целевого давления в упаковке 50 и/или первой камере 160. Это может достигаться за счет обеспечения во время второй фазы регулируемого зазора 176 второго размера (например, высоты), относительно большего, чем первый размер регулируемого зазора 176 во время первой фазы. В некоторых примерах размер регулируемого зазора 176 составляет от около 0,3 мм до около 0,5 мм, предпочтительно от 0,35 мм до 0,45 мм, в первой фазе и от около 1,0 мм до около 2,0 мм, предпочтительно от 1,25 до 1,75 мм, более предпочтительно от 1,4 до 1,6 мм во второй фазе.
На фиг. 5В показана схема, иллюстрирующая дополнительные примеры кривых регулирования разрежения, на основании которых может регулироваться вакуумирование в соответствии с вариантами осуществления настоящего изобретения. Кривая 505 давления иллюстрирует стандартный процесс глубокого вакуумирования при целевом давлении от 5 до 10 мбар. Стандартный процесс глубокого вакуумирования обычно облегчает быстрое вакуумирование, но может влечь за собой существенные недостатки, например, отпотевание.
Кривые 506, 507 и 508 давления иллюстрируют изменение абсолютного давления в первой камере 160 при использовании зазоров 176 различных размеров. Кривая 506 давления построена на основании зазора размером 1,1 мм, кривая 507 давления построена на основании зазора размером 0,6 мм, а кривая 508 давления построена на основании зазора размером 0,4 мм. Различия в изменении абсолютного давления в первой камере 160 иллюстрируют достигнутое вакуумирование. Хотя при быстром вакуумировании может быстро устанавливаться желаемое целевое давление внутри первой камеры 160, это также может влечь за собой существенные недостатки, например отпотевание.
Во избежание отпотевания или других неблагоприятных эффектов желательно управлять процессом вакуумирования, как проиллюстрировано кривой 505 давления. Как показано на фиг. 5А, и по аналогии с кривой 504 давления кривая 509 давления может достигаться путем вакуумирования первой камеры с использованием регулируемого зазора 176. В показанном примере во время первой фазы вакуумирования (до достижения абсолютного давления приблизительно 100 мбар) используется зазор 176 размером 0,4 мм, а во второй фазе вакуумирования (до достижения абсолютного давления ниже приблизительно 100 мбар) используется зазор 176 размером 1,5 мм. Это обеспечивает контролируемое вакуумирование первой камеры 160, способствуя достаточно тщательному вакуумированию внутреннего объема 58 упаковки 50 и не занимая слишком долгого времени в первой фазе и способствуя относительно быстрому вакуумированию первой камеры 160 и упаковки 50 во второй фазе, чтобы предотвратить отпотевание до достижения желаемого целевого давления около 10 мбар.
Упаковка может содержать многослойную пленку 52. Пленка может содержать полиолефин. Пленкой 52 может являться полностью соэкструдированная усадочная пленка 52. Упаковка обеспечивает барьер для газа, проходящего изнутри упаковки наружу. Соответственно, среда внутри упаковки изолирована от среды снаружи упаковки. Это помогает сохранять пищевые продукты 50 и избегать загрязнения. Это может быть выгодным с точки зрения гигиены пищевых продуктов. Упаковка 50 может обеспечивать барьер для запахов или газов. Это может быть в особенности полезным, когда продуктом 20 является пищевой продукт. Упаковка может обладать устойчивостью к неправильному обращению.
Упаковка может являться прозрачной или полупрозрачной. Это позволяет потребителю видеть продукт 20 сквозь упаковку. Например, упаковка может содержать прозрачную пленку 52. Упаковочная пленка может обладать предотвращающими запотевание свойствами. Это обеспечивает высокую привлекательность для потребителя. Упаковочная пленка может быть пригодной для печатания. Это позволяет печатать этикетки непосредственно на упаковке.
Упаковка может формироваться из рулона пленки 52. Рукавная пленка 52 может изготавливаться путем формирования рукава из рулона пленки 52. Упаковочное устройство может содержать участок, сконфигурированный формировать рукав из рулона пленки 52. Формирование рукава может осуществляться путем формирования продольного уплотнения вдоль продольных краев рулона пленки 52. Рукав может формироваться из двух полотен пленки 52. В этом случае на участке формирования формируются два продольных уплотнения вдоль противоположных краев двух рулонов пленки 52.
Упаковочное устройство может содержать продувочное устройство. Продувочное устройство сконфигурировано продувать газ через рукавную пленку 52, которая образует упаковку. Продувка газом может предотвращать сплющивание рукава. Продувка газом помогает поддерживать определенное расстояние между продуктом 20 в лотке и пленкой 52. Это помогает улучшать гигиенический внешний вид пленки 52, поскольку пленка 52 остается не потускневшей из-за воздействия продукта. Продувочное устройство продувает газ в продольном направлении через рукав. Газ, используемый для продувки, может содержать около 70% кислорода и около 30% двуокиси углерода или другую соответствующим образом модифицированную среду.
Кроме того, продувочный газ позволяет упаковывать продукт 20 в модифицированной среде. Газ может способствовать сохранению продукта 20, продление срока его хранения. Желаемое количество газа внутри каждой герметизированной упаковки зависит от типа продукта 20 и необходимого срока годности при хранении
Упаковочное устройство может содержать участок термоусадки, сконфигурированный осуществлять термоусадку пленки 52. Участком термоусадки может являться термоусадочная камера с водой или воздухом, например, камера с горячим воздухом. После герметизации упаковка 50 подвергается термоусадке на участке термоусадки. Процесс термоусадки может включать нагревание упаковок 50. Упаковки могут нагреваться до температуры, при которой обеспечивается усадка упаковочной пленки, например от около 60 до около 150°С. Тем не менее, поскольку термоусадка упаковки зависит от ряда факторов (например, свойств пленки, свойств упакованных продуктов, используемого усадочного оборудования), индивидуальные параметры могут приспосабливаться к конкретному случаю. Продуктом 20 может являться пищевой продукт. Например, продуктом 20 может являться мясо, сыр, пицца, готовые блюда, домашняя птица и рыба.
Хотя изобретение описано применительно к считающимся наиболее практичными и предпочтительными на данный момент вариантам осуществления, следует понимать, что изобретение не следует ограничивать раскрытыми вариантами осуществления, и, напротив, предполагается, что оно включает различные модификации и эквиваленты, входящие в пределы существа и объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2697271C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТБОРА ГАЗА ИЗ УПАКОВКИ | 2015 |
|
RU2656360C1 |
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| УПАКОВОЧНОЕ УСТРОЙСТВО С УЗЛОМ ВАКУУМИРОВАНИЯ И СПОСОБ УПАКОВЫВАНИЯ | 2016 |
|
RU2678402C1 |
| СПОСОБ И КОМПЛЕКТ ДЛЯ КОНТРОЛИРУЕМОГО ИЗМЕНЕНИЯ СОДЕРЖАНИЯ ГАЗА ВНУТРИ УПАКОВКИ | 2007 |
|
RU2436717C2 |
| УСТРОЙСТВО ТЕРАПИИ ПОНИЖЕННОГО ДАВЛЕНИЯ И СПОСОБЫ ЕГО ИСПОЛЬЗОВАНИЯ | 2011 |
|
RU2596054C2 |
| УПАКОВОЧНОЕ УСТРОЙСТВО И СПОСОБ | 2020 |
|
RU2815178C1 |
| СИСТЕМЫ И МЕТОДЫ КОНТРОЛЯ ЗА РАБОТОЙ СИСТЕМЫ ДЛЯ ТЕРАПИИ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2011 |
|
RU2596728C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2675532C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2680034C2 |


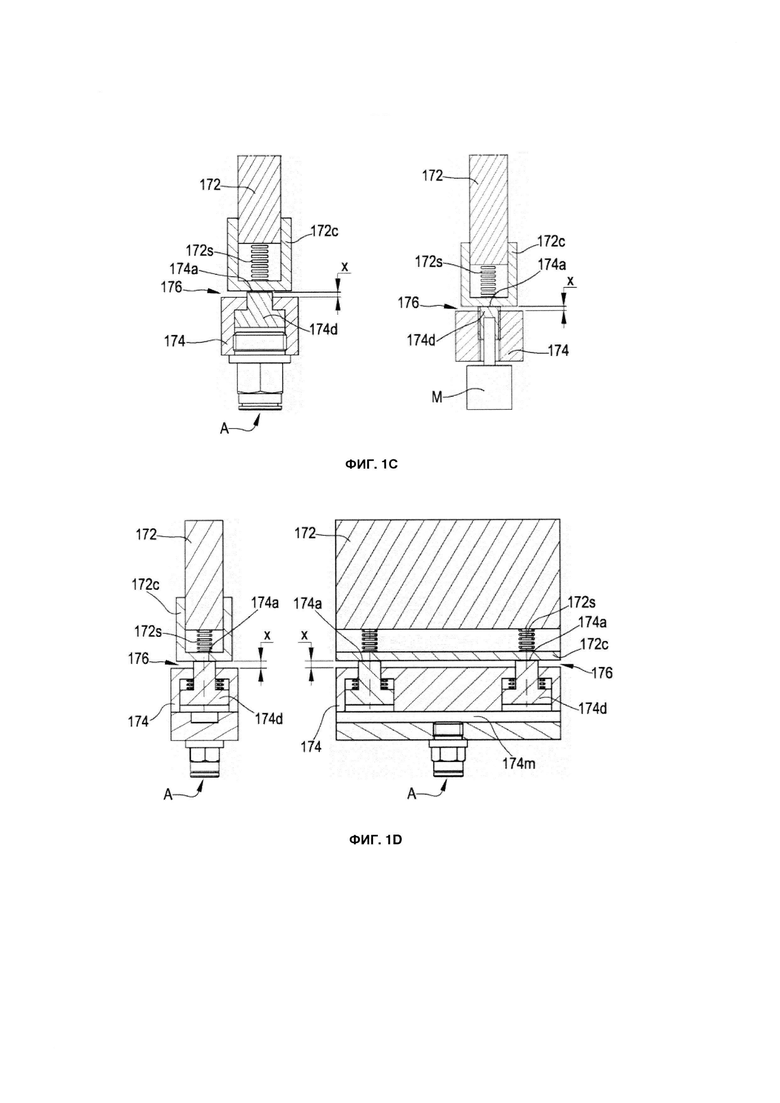
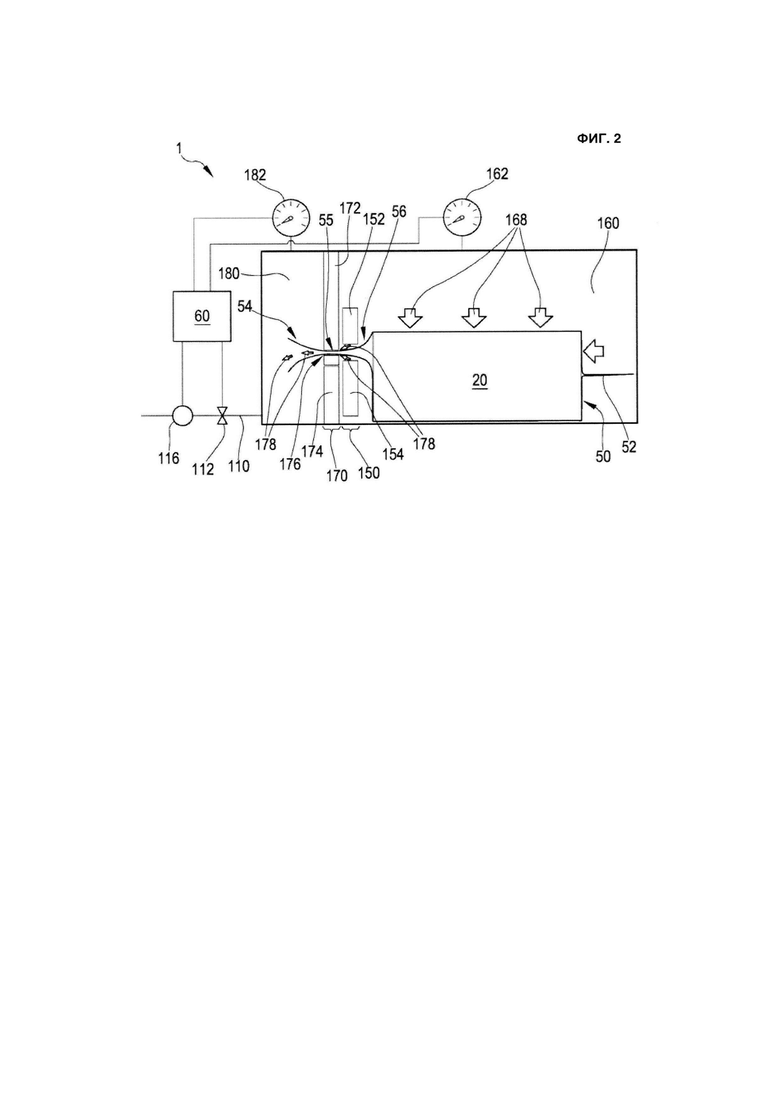
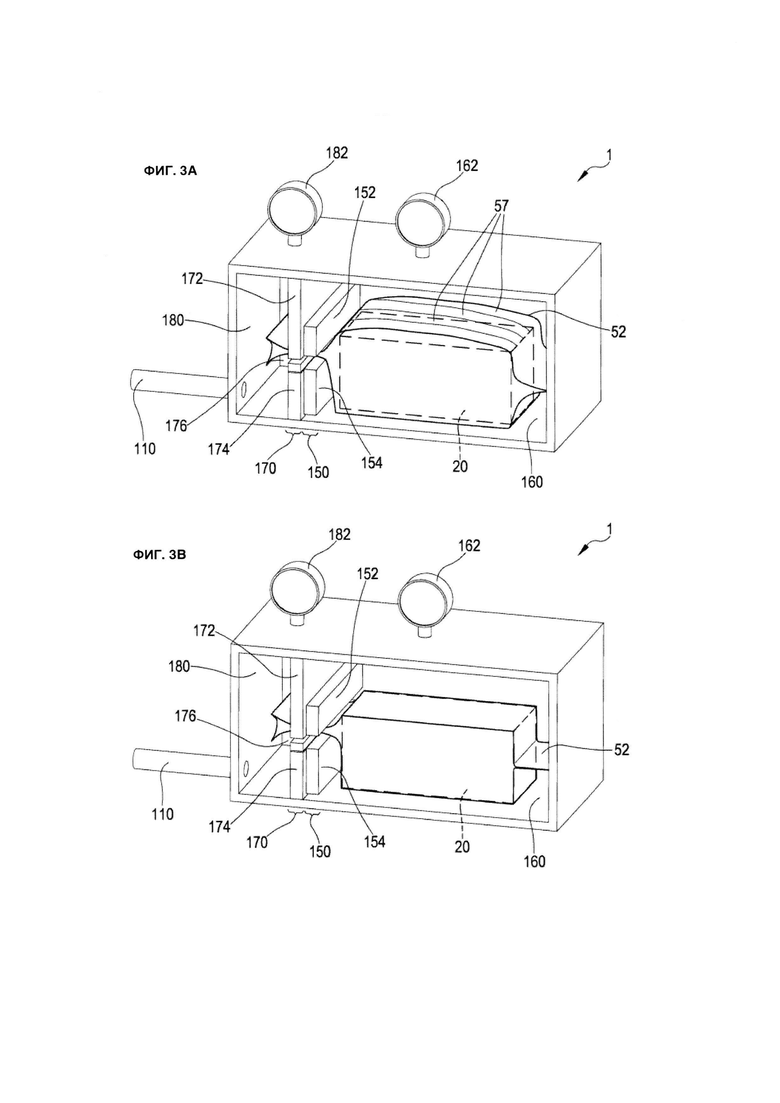

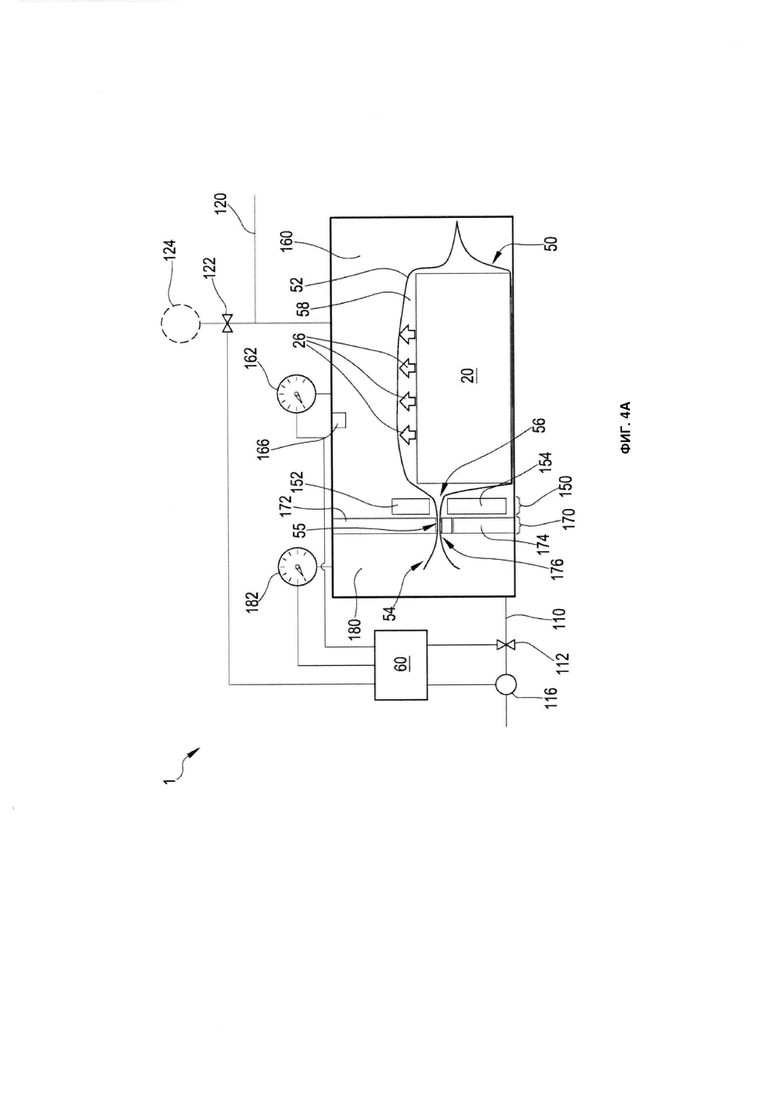

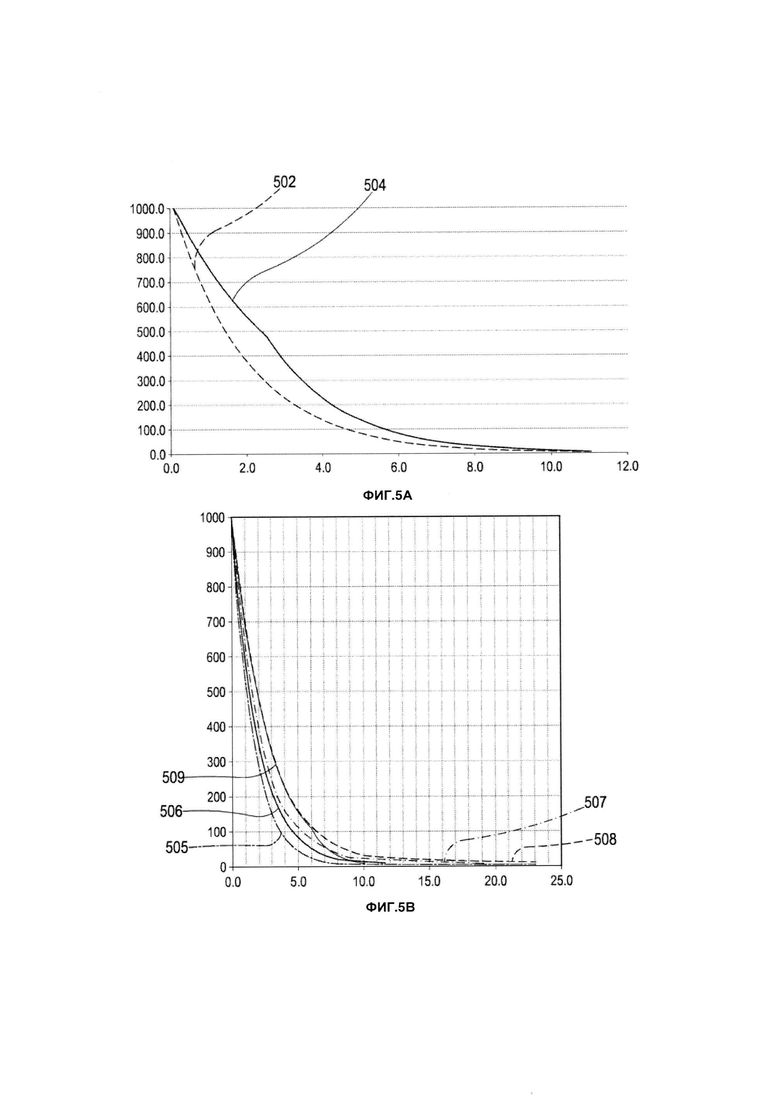
Группа изобретений относится к пищевой промышленности. Способ упаковывания включает использование участка вакуумирования, имеющего первую камеру, вторую камеру и разделительную стенку, отделяющую первую камеру от второй камеры и имеющую зазор, который с возможностью обмена текучей средой соединяет первую камеру и вторую камеру. Зазор имеет размер. Вторая камера с возможностью обмена текучей средой соединена с источником разрежения, сконфигурированным прилагать регулируемое вакуумметрическое давление ко второй камере. Участок вакуумирования снабжен блоком управления, сконфигурированным управлять источником разрежения. Использование содержащей упаковываемый продукт упаковки, которая изготовлена из пленки и имеет открытый конец. Размещение упаковки на участке вакуумирования таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца, расположенная между концевой частью и неконцевой частью открытого конца, который обеспечивает обмен текучей средой между внутренним объемом упаковки и внутренним объемом второй камеры, проходила через зазор. Регулирование посредством блока управления разности между первым давлением внутри первой камеры и вторым давлением внутри второй камеры, чтобы вызывать всасывание газа из внутреннего объема упаковки. Стадия регулирования разности давлений включает увеличение разности давлений. Увеличение разности давлений включает уменьшение размера зазора. Или стадия регулирования разности давлений включает уменьшение разности давлений. Уменьшение разности давлений включает увеличение размера зазора. Устройство откачивания газа из упаковки в упаковочном устройстве содержит первую камеру, вторую камеру и разделительную стенку, отделяющую первую камеру от второй камеры и имеющую зазор, который с возможностью обмена текучей средой соединяет первую камеру и вторую камеру. Устройство сконфигурировано на размещение содержащей упаковываемый продукт упаковки, которая изготовлена из пленки и имеет открытый конец, который имеет концевую часть, неконцевую часть и промежуточную часть, расположенную между концевой частью и неконцевой частью открытого конца. Устройство сконфигурировано на размещение упаковки таким образом, чтобы концевая часть открытого конца находилась во второй камере, неконцевая часть открытого конца и продукт находились в первой камере, и промежуточная часть открытого конца, расположенная между концевой частью и неконцевой частью открытого конца, который обеспечивает обмен текучей средой между внутренним объемом упаковки и внутренним объемом второй камеры, проходила через зазор. Устройство дополнительно содержит источник разрежения, который с возможностью обмена текучей средой соединен со второй камерой и сконфигурирован прилагать регулируемое вакуумметрическое давление ко второй камере и блок управления, сконфигурированный управлять источником разрежения. Блок управления сконфигурирован выполнять стадию регулирования разности давления между первым давлением внутри первой камеры и вторым давлением внутри второй камеры таким образом, чтобы вызывать откачивание газа из внутреннего объема упаковки. Стадия регулирования разности давлений включает увеличение разности давлений. Увеличение разности давлений включает уменьшение размера зазора. Или стадия регулирования разности давлений включает уменьшение разности давлений. Уменьшение разности давлений включает увеличение размера зазора. Упаковочное устройство содержит участок вакуумирования, соединенный с блоком управления и выходной участок. Участок вакуумирования содержит устройство вакуумирования. Опционально устройство дополнительно содержит продувочный аппарат, сконфигурированный продувать внутреннее пространство упаковки до ее герметизации газом или смесью газов. Газ или смесь газов опционально содержит инертный газ. Газ опционально дополнительно преимущественно состоит из СО2 или содержит СО2. Обеспечивается эффективное и производительное упаковывание продуктов, облегчение откачивания газа из упаковки со сведением к минимуму или исключением испарения жидкостей из продукта и/или изнутри упаковки и удаления испарившейся жидкости. 3 н. и 22 з.п. ф-лы, 13 ил.
1. Способ упаковывания, включающий:
использование участка (1) вакуумирования, имеющего первую камеру (160), вторую камеру (180) и разделительную стенку (170), отделяющую первую камеру (160) от второй камеры (180) и имеющую зазор (176), который с возможностью обмена текучей средой соединяет первую камеру (160) и вторую камеру (180), зазор (176) имеет размер, при этом вторая камера (180) с возможностью обмена текучей средой соединена с источником (110, 112, 116) разрежения, сконфигурированным прилагать регулируемое вакуумметрическое давление ко второй камере (180), участок вакуумирования снабжен блоком (60) управления, сконфигурированным управлять источником (110, 112, 116) разрежения;
использование содержащей упаковываемый продукт (20) упаковки (50), которая изготовлена из пленки (52) и имеет открытый конец;
размещение упаковки (50) на участке (1) вакуумирования таким образом, чтобы:
- концевая часть (54) открытого конца находилась во второй камере (180),
- неконцевая часть (56) открытого конца и продукт (20) находились в первой камере (160), и
- промежуточная часть (55) открытого конца, расположенная между концевой частью (54) и неконцевой частью (56) открытого конца, который обеспечивает обмен текучей средой между внутренним объемом (58) упаковки (50) и внутренним объемом второй камеры (180), проходила через зазор (176);
регулирование посредством блока (60) управления разности между первым давлением внутри первой камеры (160) и вторым давлением внутри второй камеры (180), чтобы вызывать всасывание газа из внутреннего объема (58) упаковки (50),
отличающийся тем, что
стадия регулирования разности давлений включает увеличение разности давлений, при этом увеличение разности давлений включает уменьшение размера зазора (176); или
стадия регулирования разности давлений включает уменьшение разности давлений, при этом уменьшение разности давлений включает увеличение размера зазора (176).
2. Способ по п. 1, в котором стадия увеличения разности давлений включает:
- управление источником (110, 112, 116) разрежения для уменьшения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере (180).
3. Способ по п. 1, в котором стадия уменьшения разности давлений включает:
- управление источником (110, 112, 116) разрежения для поддержания или увеличения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере (180).
4. Способ по любому из пп. 1-3, в котором регулирование разности давлений включает:
увеличение разности давлений во время первой фазы вакуумирования; и
уменьшение разности давлений во время второй фазы вакуумирования;
при этом:
- первая фаза вакуумирования предшествует второй фазе вакуумирования.
5. Способ по п. 4, в котором:
- окончание первой фазы вакуумирования определяется разностью давлений, достигающей заданного максимального значения.
6. Способ по п. 5, в котором:
- регулирование разности давлений включает преимущественно поддержание текущего значения разности давлений во время промежуточной фазы вакуумирования, которая следует за первой фазой вакуумирования и предшествует второй фазе вакуумирования.
7. Способ по п. 5, в котором:
- регулирование разности давлений включает множество стадий увеличения и/или уменьшения разности давлений.
8. Способ по любому из пп. 1-3, в котором:
- регулирование разности давлений включает:
- использование зазора (176) первого размера во время начальной фазы вакуумирования;
- использование зазора (176) второго размера во время промежуточной фазы вакуумирования; и
- использование зазора (176) третьего размера во время конечной фазы вакуумирования; при этом начальная фаза вакуумирования, промежуточная фаза вакуумирования и конечная фаза вакуумирования осуществляются последовательно, а второй размер является меньшим, чем первый и третий размеры.
9. Способ по любому из пп. 1-3, в котором участок (1) вакуумирования снабжен:
- первым датчиком (162) давления, сконфигурированным генерировать первый сигнал давления, указывающий первое давление внутри первой камеры (160); и
- вторым датчиком (182) давления, сконфигурированным генерировать второй сигнал давления, указывающий второе давление внутри второй камеры (180);
при этом блок (60) управления дополнительно сконфигурирован:
- принимать первый сигнал давления и второй сигнал давления; и
- определять разность давлений на основании первого сигнала давления и второго сигнала давления.
10. Способ по любому из пп. 1-3, в котором:
- зазор (176) выполнен продолговатым и проходит преимущественно параллельно нижней плоскости первой камеры (160), сконфигурированной на размещение упаковки (50), находящейся на участке (1) вакуумирования.
11. Способ по любому из пп. 1-10, в котором:
- блок (60) управления сконфигурирован регулировать разность давлений таким образом, чтобы ее абсолютное значение не превышало 300 мбар, предпочтительно 250 мбар, более предпочтительно 200 мбар.
12. Способ по любому из пп. 1-3, в котором:
размещение упаковки (50) на участке (1) вакуумирования также включает:
- открывание первой камеры (160);
- введение открытого конца упаковки (50) в зазор (176) по его длине и размещение упаковки (50) в первой камере (160) таким образом, чтобы:
- концевая часть (54) открытого конца находилась во второй камере (180),
- неконцевая часть (56) открытого конца и продукт (20) находились в первой камере (160), и
- промежуточная часть (55) открытого конца проходила через зазор (176);
и
- закрывание первой камеры (160);
или размещение упаковки (50) на участке (1) вакуумирования также включает:
- открывание первой камеры (160), второй камеры (180) и зазора (176);
- размещение концевой части (54) открытого конца во второй камере (180);
- размещение неконцевой части (56) открытого конца и упаковки (50) внутри первой камеры (160);
- совмещение промежуточной части (55) открытого конца с открытым зазором (176); и
- закрывание зазора (176), первой камеры (160) и второй камеры (180).
13. Способ по любому из пп. 1-3, дополнительно включающий:
определение состояния вакуумирования упаковки (50); и
герметизацию упаковки (50), при этом стадия определения состояния вакуумирования упаковки (50) опционально предшествует стадии герметизации упаковки (50);
блок (60) управления дополнительно сконфигурирован определять состояние вакуумирования, когда первое внутреннее давление находится на уровне заданного целевого значения или ниже него, при этом заданное целевое значение опционально составляет 20 мбар или менее, предпочтительно 10 мбар или менее, более предпочтительно 5 мбар или менее.
14. Способ по п. 13, в котором:
блок (60) управления дополнительно сконфигурирован:
- определять состояние отпотевания упаковки (50); и
- определять состояние вакуумирования, когда определено состояние отпотевания упаковки (50); при этом блок (60) управления опционально дополнительно сконфигурирован определять состояние отпотевания во время стадии регулирования разности давлений:
- внутренний объем (58) упаковки увеличивается в течение 50 мсек или более, предпочтительно 100 мсек или более, более предпочтительно 200 мсек или более, или
- внутренний объем (58) упаковки увеличивается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более, при этом увеличение измеряется в процентах внутреннего объема (58) упаковки (50) на основании первого внутреннего давления,
при этом опционально блок (60) управления соединен с впускным клапаном (122), который расположен на впускной линии (120) для установления обмена текучей средой между первой камерой (160) и окружающей атмосферой или источником (124) сжатого воздуха, и при этом после обнаружения состоянии отпотевания блок управления сконфигурирован обеспечивать повышение давления внутри первой камеры (160) путем управления впускным клапаном (122), при этом повышение давления опционально составляет от 5 мбар до 100 мбар, предпочтительно от 5 мбар до 50 мбар.
15. Способ по п. 14, в котором блок управления дополнительно соединен с третьим датчиком (166), сконфигурированным передавать сигнал контрольного расстояния, указывающий контрольное расстояние между третьим датчиком и частью пленки (52), и при этом блок (60) управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений контрольное расстояние уменьшается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более относительно текущего максимального контрольного расстояния, которое определяется на основании сигнала контрольного расстояния; при этом третий датчик опционально содержит электромагнитный датчик, предпочтительно третий датчик содержит оптический датчик или ультразвуковой датчик.
16. Способ по любому из пп. 1-3, в котором блок (60) управления дополнительно соединен с одним или несколькими приводами, сконфигурированными обеспечивать зазор (176), по меньшей мере, первого размера и второго размера в ответ на соответствующие сигналы управления, передаваемые блоком (60) управления, при этом первый размер и второй размер отличаются друг от друга.
17. Способ по п. 16, в котором один или несколько приводов опционально рассчитаны на оказание воздействия на соответствующую одну или несколько распорок (174d), которые упираются в контактную часть (172с) первой части (172), при этом один или несколько приводов сконфигурированы на смещение и/или поворот соответствующих одной или нескольких распорок (174d) между первой конфигурацией и второй конфигурацией в ответ на соответствующие управляющие сигналы, передаваемые блоком (60) управления;
при этом первая конфигурация включает соответствующую распорку (174d), которая должна находиться во втянутом положении, а вторая конфигурация включает соответствующую распорку (174d), которая должна находиться в выдвинутом положении, при этом опорная поверхность (174а) соответствующей распорки (174d) опционально сконфигурирована выступать из второй части (174) и упираться в контактную часть (172с) во второй конфигурации и/или не выступать из второй части (174) в первой конфигурации.
18. Способ по п. 17, в котором разделительная стенка (170) содержит первую часть (172) и вторую часть (174); при этом опционально первая часть (172) содержит верхнюю часть в зависимости от рабочей конфигурации участка (1) вакуумирования, и/или вторая часть (174) содержит нижнюю часть в зависимости от рабочей конфигурации участка (1) вакуумирования.
19. Устройство (1) откачивания газа из упаковки (50) в упаковочном устройстве, содержащее:
- первую камеру (160);
- вторую камеру (180); и
- разделительную стенку (170), отделяющую первую камеру (160) от второй камеры (180) и имеющую зазор (176), который с возможностью обмена текучей средой соединяет первую камеру (160) и вторую камеру (180);
при этом устройство (1) сконфигурировано на размещение содержащей упаковываемый продукт (20) упаковки (50), которая изготовлена из пленки (52) и имеет открытый конец, который имеет концевую часть (54), неконцевую часть (56) и промежуточную часть (55), расположенную между концевой частью (54) и неконцевой частью (56) открытого конца,
устройство (1) сконфигурировано на размещение упаковки (50) таким образом, чтобы:
- концевая часть открытого конца (54) находилась во второй камере (180),
- неконцевая часть (56) открытого конца и продукт (20) находились в первой камере (160), и
- промежуточная часть (55) открытого конца, расположенная между концевой частью (54) и неконцевой частью (56) открытого конца, который обеспечивает обмен текучей средой между внутренним объемом (58) упаковки и внутренним объемом второй камеры (180), проходила через зазор (176);
устройство (1) дополнительно содержит:
источник (110, 112, 116) разрежения, который с возможностью обмена текучей средой соединен со второй камерой (180) и сконфигурирован прилагать регулируемое вакуумметрическое давление ко второй камере (180);
блок (60) управления, сконфигурированный управлять источником (110, 112, 116) разрежения, при этом блок (60) управления сконфигурирован выполнять стадию:
- регулирования разности давления между первым давлением внутри первой камеры (160) и вторым давлением внутри второй камеры (180) таким образом, чтобы вызывать откачивание газа из внутреннего объема (58) упаковки (50),
отличающееся тем, что
стадия регулирования разности давлений включает увеличение разности давлений, при этом увеличение разности давлений включает уменьшение размера зазора (176); или стадия регулирования разности давлений включает уменьшение разности давлений, при этом уменьшение разности давлений включает увеличение размера зазора (176).
20. Устройство по п. 19, в котором:
первая камера (160) снабжена первым датчиком (162) давления, сконфигурированным генерировать сигнал, указывающий первое давление внутри первой камеры (160), и
вторая камера (180) снабжена вторым датчиком (182) давления, сконфигурированным генерировать сигнал, указывающий второе давление внутри второй камеры (180);
блок (60) управления дополнительно сконфигурирован:
- принимать соответствующие сигналы от первого и второго датчиков (162, 182) давления, указывающие соответствующие первое и второе давления внутри первой и второй камер (160, 180); и
- регулировать разность давлений на основании первого и второго давлений внутри первой и второй камер (160, 180).
21. Устройство по п. 20, в котором блок управления дополнительно соединен с третьим датчиком (166), сконфигурированным передавать сигнал контрольного расстояния, указывающий контрольное расстояние между третьим датчиком и частью пленки (52), и блок (60) управления дополнительно сконфигурирован определять состояние отпотевания, когда на стадии регулирования разности давлений контрольное расстояние уменьшается на 2% или более, предпочтительно на 3% или более, более предпочтительно на 5% или более относительно текущего максимального контрольного расстояния, которое определяется на основании сигнала контрольного расстояния; при этом третий датчик опционально содержит электромагнитный датчик, предпочтительно третий датчик содержит оптический датчик или ультразвуковой датчик;
опционально блок (60) управления соединен с впускным клапаном (122), который расположен на впускной линии (120) для установления обмена текучей средой между первой камерой (160) и окружающей атмосферой или источником (124) сжатого воздуха, и после обнаружения состоянии отпотевания блок управления сконфигурирован обеспечивать повышение давления внутри первой камеры (160) путем управления впускным клапаном (122), при этом повышение давления опционально составляет от 5 мбар до 100 мбар, предпочтительно от 5 мбар до 50 мбар.
22. Устройство по любому из пп. 19-21, в котором регулирование разности давлений включает:
увеличение разности давлений, которое включает одно или несколько из следующего: управление источником разрежения для уменьшения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере; и уменьшение размера зазора, и
уменьшение разности давлений, которое включает одно или несколько из следующего: управление источником разрежения для поддержания или увеличения абсолютного значения регулируемого вакуумметрического давления, прилагаемого ко второй камере, и увеличение размера зазора,
при этом увеличение разности давлений происходит во время первой фазы вакуумирования, уменьшение разности давлений происходит во время второй фазы вакуумирования, и первая фаза вакуумирования предшествует второй фазе вакуумирования;
и/или
регулирование разности давлений включает использование зазора первого размера во время начальной фазы вакуумирования; использование зазора второго размера во время переходной фазы вакуумирования; и использование зазора третьего размера во время конечной фазы вакуумирования, при этом начальная фаза вакуумирования, промежуточная фаза вакуумирования и конечная фаза вакуумирования осуществляются последовательно, а второй размер является меньшим, чем первый и третий размеры.
23. Устройство по любому из пп. 19-21, в котором блок (60) управления дополнительно соединен с одним или несколькими приводами, сконфигурированными обеспечивать зазор (176), по меньшей мере, первого размера и второго размера в ответ на соответствующие управляющие сигналы, передаваемые блоком (60) управления, при этом первый размер и второй размер отличаются друг от друга; один или несколько приводов опционально рассчитаны на оказание воздействия на соответствующую одну или несколько распорок (174d), которые упираются в контактную часть (172с) первой части (172), один или несколько приводов опционально рассчитаны на смещение и/или поворот соответствующих одной или нескольких распорок (174d) между первой конфигурацией и второй конфигурацией в ответ на соответствующие управляющие сигналы, передаваемые блоком (60) управления; первая конфигурация опционально дополнительно включает соответствующую распорку (174d), которая должна находиться во втянутом положении, а вторая конфигурация включает соответствующую распорку (174d), которая должна находиться в выдвинутом положении, при этом опорная поверхность (174а) соответствующей распорки (174d) опционально сконфигурирована выступать из второй части (174) и упираться в контактную часть (172с) во второй конфигурации и/или не выступать из второй части (174) в первой конфигурации.
24. Устройство по п. 23, в котором разделительная стенка (170) содержит первую часть (172) и вторую часть (174); при этом опционально первая часть (172) содержит верхнюю часть в зависимости от рабочей конфигурации участка (1) вакуумирования, и/или вторая часть (174) содержит нижнюю часть в зависимости от рабочей конфигурации участка (1) вакуумирования.
25. Упаковочное устройство, содержащее:
участок (1) вакуумирования, соединенный с блоком (60) управления; и
выходной участок;
при этом участок (1) вакуумирования содержит устройство вакуумирования по п. 19;
опционально устройство дополнительно содержит продувочный аппарат, сконфигурированный продувать внутреннее пространство упаковки (50) до ее герметизации газом или смесью газов; газ или смесь газов опционально содержит инертный газ; газ опционально дополнительно преимущественно состоит из СО2 или содержит СО2.
| US 2012174531 A1, 12.07.2012 | |||
| Смесь для изготовления огнеупорного теплоизоляционного материала | 1986 |
|
SU1564147A1 |
| US 3832824 A, 03.09.1974 | |||
| ИНТЕЛЛЕКТУАЛЬНЫЙ ВЫКЛЮЧАТЕЛЬ-РАЗЪЕДИНИТЕЛЬ | 2023 |
|
RU2832649C1 |
| EP 2886268 A1, 24.06.2015 | |||
| Устройство вакуумной упаковки продуктов | 1990 |
|
SU1742140A1 |

