Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному устройству, содержащему участок вакуумирования, и к способу упаковывания с использованием участка вакуумирования. Способ упаковывания включает вакуумирование упаковок в системе непрерывно поддерживаемого вакуума, имеющей вакуумную камеру с постоянным зазором.
Уровень техники
Упаковочное устройство может использоваться для упаковывания пищевого продукта. Продуктом может являться сам продукт или продукт, предварительно загруженный на лоток. Через формовочно-фасовочно-укупорочный автомат может непрерывно подаваться пластмассовая рукавная упаковочная пленка. Пленку и продукт соединяют, например, помещают продукт на пленку или обертывают пленку вокруг продукта. В некоторых примерах подают продукт посредством загрузочной конвейерной ленты. Создают рукав вокруг продукта путем соединения друг с другом и герметичного уплотнения противоположных краев пленки. В качестве альтернативы, помещают продукт в рукав, и герметично уплотняют передний край (на нижнем по потоку конце) упаковочного материала. Затем герметично уплотняют задний край (на верхнем по потоку конце) рукавного упаковочного материала и отделяют от непрерывно движущегося рукавного упаковочного материала.
В некоторых вариантах осуществления может использоваться рукавная пленка или рукав, сформированный из двух пленок или полотен, продольные края которых герметично соединены друг с другом, или из одной пленки, которая сложена и продольные края которой герметично соединены друг с другом. В других вариантах осуществления загружают продукты в предварительно сформированные пакеты, которые затем подают на участок вакуумирования и участок герметичного уплотнения. Кроме того, в некоторых вариантах осуществления может обеспечиваться одновременное вакуумирование множества упаковок на одной и той же стадии способа. Реализация последнего варианта возможна, например, путем обработки множества пакетов с использованием одной вакуумной системы.
Для создания уплотнений на упаковочном материале могут использоваться уплотнительные планки или уплотнительные валики. При использовании уплотнительных планок перемещают нижнюю планку и верхнюю планку относительно друг друга, чтобы они вошли в контакт друг с другом, зажимая при этом упаковочный материал и формируя одно и несколько уплотнений, например, путем термосваривания. Для приведения в действие уплотнительных планок таким способом требуется, чтобы уплотнительные планки являлись неподвижными относительно упаковки, например, чтобы уплотнительные планки перемещались вместе с упаковкой, находящейся на конвейере, или чтобы конвейер периодически останавливался при приведении в действие уплотнительных планок. С целью обеспечения непрерывного движения упаковок на конвейерной ленте могут использоваться уплотнительные валики. В некоторых примерах ориентируют упаковки на конвейерной ленте таким образом, чтобы незапечатанный конец упаковки, например, открытая кромка пакета с продуктом находилась сбоку конвейера относительно основного направления его движения. Затем незапечатанные концы упаковок могут подаваться через уплотнительные валики, которые, например, осуществляют термосваривание упаковочного материала без необходимости в сложной синхронизации движения, например, уплотнительных планок относительно движущихся упаковок. Уплотнениями обычно являются поперечно проходящие области, полосы или ленты упаковочного материала, который подвергли обработке (например, термосвариванию), чтобы сформировать уплотнение с целью изоляции внутреннего пространства упаковки от окружающей среды.
При упоминании в контексте настоящей заявки вакуумирования или разрежения применительно к откачиванию газа следует понимать, что термин "газ" может означать отдельный конкретный газ или смесь газов и может, например, означать воздух (т.е. состоять из смеси газов, соответствующих атмосферному воздуху). В некоторых вариантах осуществления упаковки могут продуваться защитным газом или газами (иногда также называемым "инертным" газом). Следует отметить, что может использоваться любой защитный газ или смесь газов, например CO2.
Газ может нагнетаться в пространство упаковки между продуктом и пленкой известными методами. Газ, остающийся внутри упаковки после откачивания из нее газа или воздуха и после герметичного уплотнения упаковки, обеспечивает желаемое остаточное содержание O2 внутри упаковки. Снижение остаточного содержания О2 в упаковке особо полезно при упаковывании скоропортящихся продуктов (например, сыра с низким уровнем выделения газа при созревании). В некоторых случаях может быть достаточным остаточного содержания O2 5-6%. В других случаях может бытьжелательным остаточное содержание O2 менее 5%, например, 1% или менее. Следует отметить, что в вариантах осуществления настоящего изобретения может задаваться практически любое остаточное содержание O2 в упаковке, необходимое или желаемое для отдельного конкретного применения.
Упаковочное устройство обычно используется для упаковывания множества продуктов, различающихся, например, по типу, размеру, весу и составу. В некоторых упаковочных автоматах используется одна или несколько вакуумных камер, одна из которых обычно рассчитана на размещение одного или нескольких целых продуктов для вакуумирования. Обычно такая структура может иметь несколько недостатков. Например, сложность и стоимость оборудования оставляет желать лучшего из-за множества необходимых компонентов. Кроме того, размер продуктов, которые могут обрабатываться, ограничен максимальным размером вакуумной камеры, в которой находится продукт во время вакуумирования. В некоторых случаях сложно использовать камеры достаточного размера в силу конструктивных недостатков некоторых компонентов (например, приводов, опор). Кроме того, может быть сложным поддерживать технологическую надежность и долговечность компонентов при увеличении их размеров (например, камер, приводов, прокладок), поскольку размер обычно влияет на износостойкость. Помимо этого, при вакуумировании камер большего размера, требующем сравнительно большего времени, может увеличиваться время обработки.
В основу настоящего изобретения положена задача создания способа упаковывания, который облегчает эффективное упаковывание продуктов большего размера с использованием системы (неглубокого) вакуума, применимой для продуктов разнообразных размеров. Одной из дополнительных задач настоящего изобретения является создание способа упаковывания, который облегчает непрерывное откачивание газа и/или воздуха из упаковки. В частности, одной из задач изобретения является создание упаковочного устройства, в котором может осуществляться способ упаковывания согласно изобретению.
Краткое изложение сущности изобретения
В соответствии с первой особенностью настоящего изобретения предложен способ упаковывания, включающий использование содержащей упаковываемый продукт упаковки, которая изготовлена из пленки и имеет открытый конец, использование вакуумной камеры, имеющей удлиненное отверстие, относительное перемещение упаковки или вакуумной камеры относительно друг друга таким образом, чтобы концевая часть открытого конца совершала относительное перемещение внутривакуумной камеры, неконцевая часть открытого конца совершала относительное перемещение вне вакуумной камеры, а промежуточная часть открытого конца, которая находится между концевой частью и неконцевой частью открытого конца, проходила через отверстие и совершала относительное перемещение по его длине, и создание внутри вакуумной камеры более низкого вакуумметрического давления, чем давление окружающей среды снаружи вакуумной камеры.
В соответствии со второй особенностью согласно первой особенности стадия создания вакуумметрического давления внутри вакуумной камеры дополнительно включает выбор такого внутреннего вакуумметрического давления, при котором создается поток газа через отверстие, заставляющий противоположные слои пленки на открытом конце оставаться преимущественно в разнесенном положении.
В соответствии с третьей особенностью согласно любой из первой или второй особенностей стадия создания вакуумметрического давления внутри вакуумной камеры дополнительно включает выбор такого внутреннего вакуумметрического давления, при котором через отверстие всасывается как газ изнутри упаковки, так и газ из окружающей атмосферы.
В соответствии с другой особенностью согласно любой из особенностей с первой по третью предусмотрены средства перемещения с удлиненными углублениями на верхней стороне верхнего хода средства перемещения, в каждом из которых имеется одно или несколько отверстий для облегчения отсасывания воздуха с верхней стороны верхнего хода через одно или несколько отверстий на нижнюю сторону верхнего хода, при этом способ дополнительно включает отсасывание воздуха с верхней стороны через одно или несколько отверстий на нижнюю сторону с целью обеспечить приспособление упаковочной пленки к форме верхней стороны, в частности, проникновение пленки в удлиненные углубления с образованием тем самым удлиненных каналов в пленочном материале, находящемся ниже упаковываемого продукта.
В соответствии с четвертой особенностью согласно любой из особенностей с первой по предшествующую отверстие проходит преимущественно параллельно продольной оси вакуумной камеры.
В соответствии с пятой особенностью согласно любой из особенностей с первой по четвертую отверстие снабжено первой направляющей ленты, проходящей по длине отверстия с возможностью контакта с промежуточной частью открытого конца при прохождении через отверстие и имеющей внутреннюю поверхность и наружную поверхность, при этом способ дополнительно включает перемещение первойнаправляющей ленты по длине отверстия необязательно со скоростью, преимущественно соответствующей скорости перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с шестой особенностью согласно пятой особенности наружная поверхности первой направляющей ленты придана профилированная форма, содержащая углубления, необязательно проходящие по наружной поверхности в направлении, перпендикулярном продольному направлению первой направляющей ленты; и/или углубления, разнесенные в продольном направлении первой направляющей ленты на равные расстояния друг от друга предпочтительно от 2 мм до 20 мм, более предпочтительно от 5 мм до 15 мм, наиболее предпочтительно около 10 мм; и/или углубления, имеющие глубину от 0,2 мм до 2 мм, предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно около 1 мм; и/или углубления, имеющие длину в продольном направлении первой направляющей ленты от 2 мм до 10 мм, более предпочтительно от 3 мм и 8 мм, наиболее предпочтительно около 5 мм.
В соответствии с седьмой особенностью согласно шестой особенности равные расстояния составляют около 10 мм, углубления имеют глубину около 1 мм и длину около 5 мм в продольном направлении первой направляющей ленты.
В соответствии с восьмой особенностью согласно любой из особенностей с пятой по седьмую первая направляющая лента имеет форму замкнутой петли, проходящей вокруг первого и второго отклоняющих роликов и по длине отверстия.
В соответствии с девятой особенностью согласно любой из особенностей с первой по восьмую отверстие снабжено второй направляющей лентой, проходящей по длине отверстия с возможностью контакта с промежуточной частью открытого конца при прохождении через отверстие и имеющей внутреннюю поверхность и наружную поверхность, при этом способ дополнительно включает перемещение второго направляющей лентой по длине отверстия необязательно со скоростью, преимущественно соответствующей скорости перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с десятой особенностью согласно девятой особенности наружной поверхности второй направляющей лентой придана преимущественно гладкая форма.
В соответствии с одиннадцатой особенностью согласно любой из восьмой или девятой особенностей вторая направляющая лента имеет форму замкнутой петли, проходящей вокруг первого и второго отклоняющих роликов и по длине отверстия.
В соответствии с двенадцатой особенностью согласно любой из особенностей с пятой по восьмую и любой из особенностей с девятой по одиннадцатую внутренняяповерхность первой направляющей ленты проходит вдоль верхнего края отверстия, а наружная поверхность первой направляющей ленты выполнена с возможностью контакта с промежуточной частью сверху, и внутренняя поверхность второй направляющей ленты проходит вдоль нижнего края отверстия, а наружная поверхность второй направляющей ленты выполнена с возможностью контакта с промежуточной частью снизу.
В соответствии с тринадцатой особенностью согласно любой из особенностей с первой по двенадцатую перемещение из упаковки или вакуумной камеры относительно друг друга включает перемещение упаковки или вакуумной камеры относительно друг друга относительной скоростью от 5 м/мин до 30 м/мин, предпочтительно от 10 м/мин до 20 м/мин.
В соответствии с четырнадцатой особенностью согласно любой из особенностей с первой по тринадцатую перемещение из упаковки или вакуумной камеры относительно друг друга относительно перемещение упаковки или вакуумной камеры в направлении движения перемещения, преимущественно параллельном продольной оси вакуумной камеры.
В соответствии с пятнадцатой особенностью согласно любой из особенностей с первой по четырнадцатую способ дополнительно включает создание уплотнения на открытом конце упаковки с формированием тем самым герметичной упаковки, содержащей продукт и имеющей герметичный конец; при этом стадия создания уплотнения на упаковке необязательно выполняется после того, как преимущественно завершено всасывание газа изнутри.
В соответствии с шестнадцатой особенностью согласно любой из особенностей с первой по пятнадцатую стадия использования упаковки включает размещение рукавной пленки вокруг упаковываемого продукта и создание на участке герметичного уплотнения первого уплотнения на рукавной пленке с формированием тем самым герметичной упаковки, содержащей упаковываемый продукт, и необязательно создание продольного уплотнения вдоль пленки с целью получения рукавной пленки.
В соответствии с семнадцатой особенностью согласно любой из особенностей с первой по шестнадцатую стадия использования упаковки включает создание открытого конца одним или несколькими методами, включающими перфорирование упаковки в области концевой части открытого конца; резку упаковки в области концевой части открытого конца; и создание отверстия в упаковке в области концевой части открытого конца.
В соответствии с восемнадцатой особенностью согласно семнадцатой особенности способ дополнительно включает стадию продувки внутреннего пространства упаковки газом или смесью газов, которая необязательно содержит инертный газ, при этом газ также необязательно преимущественно состоит из CO2 или содержит CO2.
В соответствии с девятнадцатой особенностью согласно любой из особенностей с первой по восемнадцатую способ дополнительно включает использование отверстие, высота которого в 8-20 раз превышает толщину пленки, или отверстия высотой 1,0 мм или менее, предпочтительно 0,8 мм или менее, наиболее предпочтительно 0,5 мм или менее, или отверстия высотой от 0,3 мм до 1,0 мм, предпочтительно от 0,3 мм до 0,8 мм, наиболее предпочтительно от 0,3 мм до 0,5 мм.
В соответствии с двадцатой особенностью согласно любой из особенностей с первой по девятнадцатую вакуумная камера снабжена верхними и нижними роликами, каждый из которых имеет преимущественно цилиндрическую форму с возможностью вращения вокруг своей соответствующей продольной оси, при этом верхние и нижние ролики расположены таким образом относительно друг друга, чтобы контактировать друг с другом на протяжении удлиненной области контакта, образованной их соответствующими боковыми поверхностями, с обеспечением тем самым преимущественно воздухонепроницаемого уплотнения на протяжении области контакта, которая проходит преимущественно параллельно соответствующей продольной оси верхних и нижних роликов, первый комплект роликов расположен на верхнем по потоку конце вакуумной камеры и сконфигурирован на создание преимущественно воздухонепроницаемого уплотнения на верхнем по потоку конце вакуумной камеры; и/или второй комплект роликов расположен на нижнем по потоку конце вакуумной камеры и сконфигурирован на создание преимущественно воздухонепроницаемого уплотнения на нижнем по потоку конце вакуумной камеры относительно основного направления движения.
В соответствии с двадцать первой особенностью согласно любой из особенностей с первой по двадцатую создание вакуумметрического давления внутри вакуумной камеры включает создание вакуумметрического давления от 950 мбар до 500 мбар, предпочтительно от 800 мбар до 525 мбар, наиболее предпочтительно от 700 мбар до 550 мбар.
В соответствии с двадцать второй особенностью согласно любой из особенностей с первой по двадцать первую, вакуумная камера содержит первую подкамеру и вторую подкамеру.
В соответствии с двадцать третьей особенностью согласно двадцать второй особенности способ дополнительно включает создание в первой подкамере первого давления и создание во второй подкамере второго давления, отличающегося от первого давления, при этом второе давление необязательно имеет меньшую абсолютную величину, чем первое давление, или первое давление имеет меньшую абсолютную величину, чем давление окружающей среды, а второе давление имеет абсолютную величину, преимущественно равную давлению окружающей среды или превышающую его.
В соответствии с двадцать четвертой особенностью согласно любой из двадцать второй или двадцать третьей особенностей вакуумная камера содержит третью подкамеру, при этом способ дополнительно включает создание в третьей подкамере третьего давления, отличающегося от первого и второго давлений и необязательно имеющего меньшую абсолютную величину, чем первое и второе давления.
В соответствии с двадцать пятой особенностью согласно второй особенности и любой из особенностей с двадцать второй по двадцать четвертую вакуумная камера содержит один или несколько дополнительных комплектов роликов, каждый из которых расположен между соседними подкамерами.
В соответствии с двадцать шестой особенностью согласно любой из особенностей с первой по двадцать пятую способ дополнительно включает использование первой натяжной ленты, расположенной на нижнем по потоку вакуумной камеры и сконфигурированной на размещение промежуточной части открытого конца при выходе из отверстия, при этом способ необязательно дополнительно включает регулирование рабочей скорости первой натяжной ленты, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с двадцать седьмой особенностью согласно особенности и любой из особенностей с пятой по восьмую первая натяжная лента расположена в плоскости, параллельной рабочей плоскости первого направляющей лентой, и частично перекрывается с рабочей частью первой направляющей ленты.
В соответствии с двадцать восьмой особенностью согласно любой из двадцать шестой или двадцать седьмой особенностей способ дополнительно включает использование второй натяжной ленты, расположенной противоположно первойнатяжной ленте и находящейся в контакте с ней на нижнем по потоку конце вакуумной камеры, при этом первая и вторая натяжные ленты сконфигурированы на размещение между ними промежуточной части открытого конца при выходе из отверстия, а способ необязательно дополнительно включает регулирование рабочей скорости второй натяжной ленты, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с двадцать девятой особенностью согласно двадцать восьмой особенности и любой из особенностей с девятую по одиннадцатую вторая натяжная лента расположена в плоскости, параллельной рабочей плоскости второй направляющей ленты и частично перекрывается с рабочей частью второй направляющей ленты.
В соответствии с тридцатой особенностью согласно любой из особенностей с первой по двадцать девятую вакуумная камера дополнительно содержит комплект натяжных роликов, расположенных на нижнем по потоку конце вакуумной камеры и сконфигурированных на размещение промежуточной части открытого конца при выходе из отверстия, при этом способ необязательно дополнительно включает регулирование рабочей скорости натяжных роликов, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с тридцать первой особенностью изобретения предложено устройство откачивания газа в упаковочном устройстве из упаковки, которая имеет открытый конец, имеющий концевую часть, неконцевую часть и промежуточную часть, расположенную между концевой частью и неконцевой частью открытого конца, при этом устройство содержит вакуумную камеру с удлиненным отверстием, проходящим вдоль продольной оси вакуумной камеры, средство вакуумирования, сконфигурированное на создание внутри вакуумной камеры вакуумметрического давления ниже атмосферного давления снаружи вакуумной камеры, средства перемещения упаковки относительно вакуумной камеры и блок управления, запрограммированный на управление средствами перемещения с целью относительного перемещения вакуумируемой упаковки относительно вакуумнойкамеры, при этом упаковка и средства перемещения расположены относительно вакуумной камеры таким образом, что основное направление движения упаковок, размещенных на средстве перемещения, и продольная ось вакуумной камеры, преимущественно, параллельны друг другу, вакуумируемая упаковка расположена таким образом, чтобы во время перемещения упаковки относительного вакуумной камеры концевая часть открытого конца упаковки совершала относительное перемещение внутри вакуумной камеры, неконцевая часть открытого конца совершала относительное перемещение вне вакуумной камеры, а промежуточная часть открытого конца проходила через отверстие и совершала относительное перемещение по его длине, и на приведение в действие средства вакуумирования с целью создания вакуумметрического давления внутри вакуумной камеры.
В соответствии с тридцать второй особенностью согласно тридцать первой особенности блок управления дополнительно запрограммирован на регулирование внутреннего вакуумметрического давления с целью обеспечения потока газа через отверстие, заставляющего противоположные слои пленки на открытом конце оставаться преимущественно в разнесенном положении.
В соответствии с тридцать третьей особенностью согласно любой из тридцать первой или тридцать второй особенностей блок управления дополнительно запрограммирован на регулирование внутреннего вакуумметрического давления с целью всасывания через отверстие как газа изнутри упаковки, так и газа из окружающей атмосферы.
В соответствии с другой особенностью согласно любой из особенностей с тридцать первую по тридцать третью средства перемещения имеют удлиненные углубления, расположенные на верхней стороне верхнего хода средств перемещения, при этом каждое удлиненное углубление имеет одно или несколько отверстий для облегчения отсасывания воздуха с верхней стороны верхнего хода через одно или несколько отверстий на нижнюю сторону верхнего хода.
В соответствии с тридцать четвертой особенностью согласно тридцать третей особенности или предшествующей особенности отверстие проходит преимущественно параллельно продольной оси вакуумной камеры.
В соответствии с тридцать пятой особенностью согласно любой из особенностей с тридцать первой по тридцать четвертую устройство дополнительно содержит первую направляющую ленту, проходящую по длине отверстия с возможностью контакта с промежуточной частью открытого конца при прохождении через отверстие и имеющую внутреннюю поверхность и наружную поверхность, и первый привод, сконфигурированный на воздействие на первую направляющую ленту, при этом блок управления дополнительно запрограммирован на управление первым приводом с целью перемещения первой направляющей ленты в направлении перемещения по длине отверстия необязательно со скоростью, преимущественно соответствующей скорости перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с тридцать шестой особенностью согласно тридцать пятой особенности наружная поверхность первой направляющей ленты имеет профилированную форму, содержащую углубления, необязательно проходящие по наружной поверхности в направлении, перпендикулярном продольному направлению первой направляющей ленты; и/или углубления, разнесенные в продольном направлении первой направляющей ленты на равные расстояния друг от друга предпочтительно от 2 мм до 20 мм, более предпочтительно от 5 мм до 15 мм, наиболее предпочтительно около 10 мм; и/или углубления, имеющие глубину от 0,2 мм до 2 мм, предпочтительно от 0,5 мм до 1,5 мм, наиболее предпочтительно около 1 мм; и/или углубления, имеющие длину в продольном направлении первой направляющей ленты от 2 мм до 10 мм, более предпочтительно от 3 мм и 8 мм, наиболее предпочтительно около 5 мм.
В соответствии с тридцать седьмой особенностью согласно тридцать шестой особенности равные расстояния составляют около 10 мм, углубления имеют глубину около 1 мм и длину около 5 мм в продольном направлении первой направляющей ленты.
В соответствии с тридцать восьмой особенностью согласно любой из особенностей с тридцать пятой по тридцать седьмую первая направляющая лента имеет форму замкнутой петли, проходящей вокруг первого и второго отклоняющих роликов и по длине отверстия.
В соответствии с тридцать девятой особенностью согласно любой из особенностей с тридцать пятой по тридцать восьмую устройство дополнительно содержит вторую направляющую ленту, проходящую по длине отверстия с возможностью контакта с промежуточной частью открытого конца при прохождении через отверстие и имеющую внутреннюю поверхность и наружную поверхность, и второй привод, сконфигурированный на воздействие на вторую направляющую ленту, при этом блок управления дополнительно запрограммирован на управление вторым приводом с целью перемещения второй направляющей ленты в направлении перемещения по длине отверстия необязательно со скоростью, преимущественно соответствующей скорости перемещения упаковки и вакуумной камеры относительнодруг друга.
В соответствии с сороковой особенностью согласно тридцать девятой особенности наружной поверхности второй направляющей лентой придана преимущественно гладкая форма.
В соответствии с сорок первой особенностью согласно любой из особенностей с тридцать девятой по сороковую вторая направляющая лента имеет форму замкнутой петли, проходящей вокруг первого и второго отклоняющих роликов и по длине отверстия.
В соответствии с сорок второй особенностью согласно любой из особенностей с тридцать пятой по тридцать восьмую и любой из особенностей с тридцать девятой по сорок первую внутренняя поверхность первой направляющей ленты проходит вдоль верхнего края отверстия, а наружная поверхность первой направляющей ленты выполнена с возможностью контакта с промежуточной частью сверху, и внутренняя поверхность второй направляющей ленты проходит вдоль нижнего края отверстия, а наружная поверхность второй направляющей ленты выполнена с возможностью контакта с промежуточной частью снизу.
В соответствии с сорок третьей особенностью согласно любой из особенностей с тридцать первой по сорок вторую блок управления дополнительно запрограммирован на управление средствами перемещения с целью относительного перемещения вакуумируемой упаковки с относительной скоростью от 5 м/мин до 30 м/мин. предпочтительно от 10 м/мин до 20 м/мин.
В соответствии с сорок четвертой особенностью согласно любой из особенностей с тридцать первой по сорок третью устройство дополнительно содержит множество комплектов верхних и нижних роликов, каждый из которых имеет преимущественно цилиндрическую форму с возможностью вращения вокруг своей соответствующей продольной оси, при этом верхние и нижние ролики расположены таким образом относительно друг друга, чтобы контактировать друг с другом на протяжении удлиненной области контакта, образованной их соответствующими боковыми поверхностями, с обеспечением тем самым преимущественно воздухонепроницаемого уплотнения на протяжении области контакта, которая проходит преимущественно параллельно соответствующей продольной оси верхних и нижних роликов, первый комплект роликов расположен на верхнем по потоку конце вакуумной камеры и сконфигурирован на создание преимущественно воздухонепроницаемого уплотнения на верхнем по потоку конце вакуумной камеры; и/или второй комплект роликов расположен на нижнем по потоку конце вакуумной камеры и сконфигурирован насоздание преимущественно воздухонепроницаемого уплотнения на нижнем по потоку конце вакуумной камеры относительно основному направлению движения.
В соответствии с сорок пятой особенностью согласно любой из особенностей с тридцать первой по сорок четвертую вакуумная камера содержит первую подкамеру и вторую подкамеру.
В соответствии с сорок шестой особенностью согласно сорок шестой особенности блок управления дополнительно запрограммирован на создание в первой подкамере первого давления и создания во второй подкамере второго давления, отличающегося от первого давления, при этом второе давление необязательно имеет меньшую абсолютную величину, чем первое давление, или первое давление имеет меньшую абсолютную величину, чем давление окружающей среды, а второе давление имеет абсолютную величину, преимущественно равную давлению окружающей среды или превышающую его.
В соответствии с сорок седьмой особенностью согласно любой из сорок пятой и сорок шестой особенностей вакуумная камера содержит третью подкамеру, при этом блок управления дополнительно запрограммирован не создание в третьей подкамере третьего давления, отличающегося от первого и второго давлений и необязательно имеющего меньшую абсолютную величину, чем первое и второе давления.
В соответствии с сорок восьмой особенностью согласно сорок четвертой особенности и любой из особенностей с сорок пятой по сорок седьмую вакуумная камера содержит один или несколько дополнительных комплектов роликов, каждый из которых расположен между соседними подкамерами.
В соответствии с сорок девятой особенностью согласно любой из особенностей с тридцать первой по сорок восьмую устройство дополнительно содержит первую натяжную ленту на нижнем по потоку конце вакуумной камеры, сконфигурированную на размещение промежуточной части открытого конца при выходе из отверстия, при этом блок управления необязательно сконфигурирован на регулирование рабочей скорости первой натяжной ленты, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с пятидесятой особенностью согласно сорок девятой особенности и любой из особенностей с тридцать пятой по тридцать восьмую первая натяжная лента расположена в плоскости, параллельной рабочей плоскости первого направляющейленты, и частично перекрывается с рабочей частью первой направляющей ленты.
В соответствии с пятьдесят первой особенностью согласно любой из особенностей с сорок девятой по пятидесятую устройство дополнительно содержит вторую натяжную ленту, расположенную противоположно первой натяжной ленте и находящейся в контакте с ней на нижнем по потоку конце вакуумной камеры, при этом первая и вторая натяжные ленты сконфигурированы на размещение между ними промежуточной части открытого конца при выходе из отверстия, при этом блок управления необязательно сконфигурирован на регулирование рабочей скорости второй натяжной ленты, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с пятьдесят второй особенностью согласно пятьдесят первой особенности и любой из особенностей с тридцать девятой по сорок первую вторая натяжная лента расположена в плоскости, параллельной рабочей плоскости второй направляющей лентой, и частично перекрывается с рабочей частью второй направляющей ленты.
В соответствии с пятьдесят третьей особенностью согласно любой из особенностей с тридцать первой по сорок восьмую устройство дополнительно содержит комплект натяжных роликов, расположенных на нижнем по потоку конце вакуумной камеры и сконфигурированных на размещение промежуточной части открытого конца при выходе из отверстия, при этом блок управления необязательно сконфигурирован на управление рабочей скоростью натяжных роликов, чтобы она превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки и вакуумной камеры относительно друг друга.
В соответствии с пятьдесят четвертой особенностью согласно любой из особенностей с тридцать первой по пятьдесят третью устройство дополнительно содержит средство герметичного уплотнения, сконфигурированное на снабжение упаковки, перемещающейся относительно вакуумной камеры, герметичным уплотнением; при этом средство герметичного уплотнения необязательно сконфигурировано на формирование герметичного уплотнения в области неконцевогоучастка, и/или средство герметичного уплотнения представляет собой триммер или ножевой валик.
В соответствии с пятьдесят пятой особенностью согласно пятьдесят четвертой особенности средство герметичного уплотнения находится на нижнем по потоку конце вакуумной камеры.
В соответствии с пятьдесят шестой особенностью согласно любой из пятьдесят четвертой или пятьдесят пятой особенностей блок управления дополнительно запрограммирован на управление средством герметичного уплотнения с целью снабжения упаковки, перемещающейся относительно вакуумной камеры, герметичным уплотнением.
В соответствии с пятьдесят седьмой особенностью согласно пятьдесят шестой особенности устройство дополнительно содержит режущее средство, сконфигурированное на отрезание излишка пленочного материала от упаковки, перемещающейся относительно вакуумной камеры; при этом упаковка необязательно разрезается в области промежуточной части, или излишек пленочного материала преимущественно представляет собой концевую часть и промежуточную часть.
В соответствии с пятьдесят восьмой особенностью согласно пятьдесят седьмой особенности режущее средство находится на нижнем по потоку конце вакуумной камеры.
В соответствии с пятьдесят девятой особенностью согласно любой из пятьдесят седьмой или пятьдесят восьмой особенностей блок управления дополнительно запрограммирован на управление режущим средством, чтобы оно отрезало излишек пленочного материала.
В соответствии с шестидесятой особенностью согласно любой из особенностей с тридцать первой по пятьдесят девятую отверстие имеет высоту, в 8-20 раз превышающее толщину пленки, или отверстие имеет высоту, в 10 или менее раз превышающую толщину пленки; или отверстие имеет высоту от 0,3 мм до 1,0 мм, необязательно отверстие имеет высоту 1,0 мм или менее, предпочтительно 0,8 мм или менее, наиболее предпочтительно 0,5 мм или менее.
В соответствии с шестьдесят первой особенностью согласно любой из особенностей с тридцать первой по шестидесятую отверстие имеет глубину 50 мм или менее, предпочтительно 20 мм или менее, более предпочтительно 12 мм или менее.
В соответствии с шестьдесят второй особенностью согласно любой из особенностей с тридцать первой по шестьдесят первую блок управления запрограммирован на управление средством вакуумирования с целью созданиявнутреннего вакуумметрического давления от 950 мбар до 500 мбар, предпочтительно от 800 мбар до 525 мбар, наиболее предпочтительно от 700 мбар до 550 мбар.
В соответствии с другой особенностью согласно любой из особенностей с тридцать первой по шестьдесят вторую в сочетании с тридцать шестой особенностью устройство дополнительно содержит один или несколько продувочных узлов, каждый из которых содержит опору, на которой вращательно установлена головка с множеством сопел. Каждое сопло из множества сопел сконфигурировано на то, чтобы входить в соответствующее углубление из углублений и выходить из него во время перемещения первой направляющей ленты, и тем самым, войдя в углубление, по меньшей мере, частично оказываться внутри открытого конца упаковки при вхождении в углубление. Опора дополнительно содержит канал, сконфигурированный на направление потока регулируемого газа в сторону соответствующего соплу или сопел из множества сопел при вхождении в соответствующее углубление из углублений. Канал может быть дополнительно сконфигурирован на прекращение подачи регулируемого газа в соответствующее сопло или сопла из множества сопел, когда они не входят в соответствующее углубление из углублений.
В соответствии с шестьдесят третьей особенностью предложено упаковочное устройство, содержащее участок вакуумирования, связанный с блоком управления и выходным участком. Блок управления сконфигурирован на управление средствами перемещения с целью перемещения одной или нескольких упаковок, каждая из которых содержит упаковываемый продукт, в сторону участка вакуумирования и через него и в сторону выходного участка; при этом участок вакуумирования содержит устройство вакуумирования согласно любой из особенностей с тридцать первой по 62.
В соответствии с шестьдесят четвертой особенностью согласно шестьдесят третьей особенности устройство дополнительно содержит участок загрузки, соединенный с блоком управления, который сконфигурирован на управление участком загрузки с целью позиционирования рукавной пленки вокруг упаковываемых продуктов; и участок герметичного уплотнения, соединенный с блоком управления, который сконфигурирован на управление участком герметичного уплотнения с целью создания одного или нескольких уплотнений на рукавной пленке и создания тем самым одной или нескольких упаковок, каждая из которых содержит один из упаковываемых продуктов, при этом блок управления сконфигурирован на управление средствами перемещения с целью перемещения одной или нескольких упаковок от участка загрузки в сторону участка герметичного уплотнения и через него.
В соответствии с шестьдесят пятой особенностью предложен способупаковывания для применения с устройством откачивания газа из упаковки в упаковочном устройстве согласно любой из особенностей с тридцать первой по шестьдесят вторую, включающий использование включающий использование содержащей упаковываемый продукт упаковки, которая изготовлена из пленки и имеет открытый конец, использование вакуумной камеры, имеющей удлиненное отверстие, относительное перемещение упаковки или вакуумной камеры относительно друг друга таким образом, чтобы концевая часть открытого конца совершала относительное перемещение внутри вакуумной камеры, неконцевая часть открытого конца совершала относительное перемещение вне вакуумной камеры, а промежуточная часть открытого конца, которая находится между концевой частью и неконцевой частью открытого конца, проходила через отверстие и совершала относительное перемещение по его длине, создавая внутри вакуумной камеры более низкое вакуумметрическое давление, чем давление окружающей среды снаружи вакуумной камеры.
В соответствии с шестьдесят шестой особенностью согласно шестьдесят пятой особенности стадия использования упаковки включает создание открытого конца одним или несколькими способами, включающими перфорирование упаковки в области концевой части открытого конца; резку упаковки в области концевой части открытого конца; и создание отверстия в упаковке в области концевой части открытого конца. В качестве альтернативы или дополнительно, способ также включает стадию продувки внутреннего пространства упаковки газом или смесью газов, которая необязательно содержит инертный газ, при этом газ также необязательно преимущественно состоит из CO2 или содержит CO2.
В соответствии с шестьдесят седьмой особенностью согласно любой из шестьдесят пятой или шестьдесят шестой особенностей стадия создание вакуумметрического давления внутри вакуумной камеры дополнительно включает выбор такого внутреннего вакуумметрического давления, при котором создается поток газа через отверстие, заставляющий противоположные слои пленки на открытом конце оставаться преимущественно в разнесенном положении; и/или через отверстие всасывается как газ изнутри упаковки, так и газ из окружающей атмосферы.
В соответствии с шестьдесят восьмой особенностью согласно любой из особенностей с шестьдесят пятой по шестьдесят седьмую способ дополнительно включает направление промежуточной части открытого конца по длине отверстия при перемещении упаковки и вакуумной камеры относительно друг друга; и/или создание складок на пленке на открытом конце упаковки необязательно в области, где промежуточная часть открытого конца входит в вакуумную камеру, дополнительнонеобязательно создание складок на пленке преимущественно на протяжении перемещения промежуточной части по длине отверстия; и/или удаление складок и/или сглаживание пленки на открытом конце упаковки необязательно преимущественно в области, где промежуточная часть открытого конца выходит из вакуумной камеры; и/или создание удлиненных складок на пленке в области упаковки, преимущественно соприкасающейся со средствами перемещения.
В соответствии с шестьдесят девятой особенностью согласно любой из особенностей с шестьдесят пятой по шестьдесят восьмую способ дополнительно включает обеспечение бокового перемещения упаковки и/или пленочного материала на открытом конце упаковки в направлении, перпендикулярном направлению движения, что позволяет приспосабливаться к изменению объема упаковки и/или к изменению формы пленки упаковки во время перемещения упаковки и вакуумной камеры относительно друг друга.
Преимущества способа упаковывания и упаковочного устройства включают возможность осуществления способа упаковывания с использованием относительно небольшой вакуумной камеры с постоянным зазором, обеспечивающим перемещение части упаковки (например, горловины пакета, негерметизированного конца упаковки). Вакуумирование камеры меньшего размера и поддержание вакуума внутри камеры меньшего размера может являться значительно более эффективным, чем вакуумирование камер большего размера, предназначенных для размещения всего продукта/упаковки во время вакуумирования. Дальнейшие усовершенствования включают более низкие затраты и меньшие потребности в объеме при такой же скорости обработки (например, м2/1 упаковку в минуту).
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность непрерывного и последовательного вакуумирования упаковок, что делает вакуумную систему менее сложной. Это также может повлечь за собой уменьшение времени обработки и/или затрат на обработку за счет непрерывной обработки в отличие от периодической обработки.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность эффективного упаковывания продуктов больших и/или переменных размеров независимо от размера вакуумной камеры. Например, продукты, имеющие одинаковую высоту, но переменную длину и ширину, могут упаковываться без каких-либо изменений в упаковочном устройстве или способе упаковывания. Размер вакуумной камеры не ограничивает размер упаковок, которые могут быть обрабатываться. Кроме того, упаковочное устройство может легко приспосабливаться купаковыванию продуктов различной высоты.
Преимущества способа упаковывания и упаковочного устройства также включают формирование складок (полезных, например, для вакуумирования) и разглаживание (полезное, например, для герметичного уплотнения) может быть интегрировано в непрерывную обработку по мере перемещения продуктов/упаковок на протяжении этих стадий.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают возможность легче осуществлять мониторинг процесса (например, вакуумирования) за счет свободного доступа к продуктам/упаковкам в отличие от случая, когда они заключены в вакуумную камеру.
Кроме того, преимущества способа упаковывания и упаковочного устройства включают возможность легко адаптировать упаковочное устройство к индивидуальным применениям. Например, ширина главной конвейерной ленты может изменяться с целью размещения продуктов определенной длины. Кроме того, скорость обработки и время вакуумирования могут изменяться путем приспособления скорости главного конвейера и/или за счет использования более длинной или более короткой вакуумной камеры.
Преимущества способа упаковывания и упаковочного устройства дополнительно включают снижение риска порчи продуктов (например, образования плесени, вызванной остаточным кислородом) путем снабжения упаковок защитным газом до откачивания газа или воздуха.
Способ упаковывания также может облегчать полную интеграцию и автоматизацию с использованием вертикального или горизонтального формовочно-фасовочно-укупорочного автомата.
Краткое описание чертежей
На фиг. 1 показан первый вариант осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению;
на фиг. 2 показан вид в поперечном разрезе по линии II-II проиллюстрированного на фиг. 1 участка вакуумирования;
на фиг. 3 показана вакуумная камера с постоянным зазором участка вакуумирования согласно настоящему изобретению;
на фиг. 4 показан второй вариант осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению;
на фиг. 5 показан другой вид второго варианта осуществления, проиллюстрированного на фиг. 4;
на фиг. 6 показан третий вариант осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению;
на фиг. 7 показан другой вид третьего варианта осуществления, проиллюстрированного на фиг. 6;
на фиг.8 показано изометрическое изображение спереди четвертого варианта осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению;
на фиг. 8А вид в поперечном разрезе конвейерной ленты в соответствии с вариантами осуществления изобретения;
на фиг. 9 показано изометрическое изображение сзади четвертого варианта осуществления изобретения участка вакуумирования упаковочного устройства согласно настоящему изобретению;
на фиг. 10А, 10В и 10С показаны подробные изображения впускной части участка вакуумирования согласно настоящему изобретению;
на фиг. 10D показано изометрическое изображение спереди впускной части участка вакуумирования согласно настоящему изобретению;
на фиг. 10Е показан подробный изометрическое изображение спереди впускной части участка вакуумирования согласно настоящему изобретению;
На фиг. 10F показано изометрическое изображение спереди альтернативного варианта осуществления впускной части участка вакуумирования согласно настоящему изобретению;
на фиг. 11А и 11В показаны виды в поперечном разрезе верхней и нижней лент, используемых в третьем варианте осуществления участка вакуумирования согласно настоящему изобретению;
на фиг. 12А показано внутреннее пространство продувочной камеры, которая может применяться с участком вакуумирования согласно настоящему изобретению;
на фиг. 12В показана вакуумная камера, которая может применяться с участком вакуумирования согласно настоящему изобретению и которая имеет множество отделений, разделенных перегородками;
на фиг. 12С показано изометрическое изображение сзади внутреннего пространства продувочной камеры, которая может применяться с участком вакуумирования согласно настоящему изобретению;
на фиг. 12D показан подробный изометрическое изображение сзади проиллюстрированной на фиг. 12С продувочной камеры участка вакуумирования согласно настоящему изобретению;
на фиг. 12Е показан вид в поперечном разрезе проиллюстрированной на фиг. 12С продувочной камеры участка вакуумирования согласно настоящему изобретению;
на фиг. 12F показаны изометрические изображения опоры проиллюстрированного на фиг. 12D-12E продувочного узла, который может применяться с участком вакуумирования согласно настоящему изобретению;
на фиг. 13 показан вид в поперечном разрезе перегородки, проиллюстрированной на фиг. 12В;
на фиг. 14 показано изометрическое изображение выпускной части участка вакуумирования согласно настоящему изобретению;
на фиг. 14А показано изометрическое изображение спереди выпускной части в соответствии с вариантами осуществления настоящего изобретения, при этом выпускная часть снабжена отдельной выходной конвейерной лентой;
на фиг. 15 показан вид в поперечном разрезе проиллюстрированной на фиг. 14 выпускной части, иллюстрирующий конфигурацию верхней и нижней лент, перекрывающих выпускную часть;
на фиг. 15А показан вид в поперечном разрезе натяжной ленты в соответствии с вариантами осуществления настоящего изобретения;
на фиг. 16 показан вид в поперечном разрезе продувочной камеры, показанной на фиг. 12А, и
на фиг. 16А показан вид в поперечном разрезе альтернативного варианта осуществления продувочной камеры, содержащей одно или несколько встроенных сопел.
Подробное описание
На фиг. 1 показан первый вариант осуществления участка 1 вакуумирования упаковочного устройства согласно настоящему изобретению. Упаковочное устройство, как правило, содержит дополнительные компоненты, например участок загрузки продуктов и участок герметичного уплотнения упаковок 50 (такие дополнительные компоненты не показаны на фиг. 1) Упаковочное устройство имеет одно или несколько средств перемещения продуктов или упаковок 50, например одну или несколько конвейерных лент, включающих загрузочную конвейерную ленту, основную конвейерную ленту 30 и разгрузочную конвейерную ленту (выходную конвейерную ленту). Средства перемещения сконфигурированы на перемещение продуктов, помещенных внутрь пленки или упаковок 50, от участка загрузки в сторону участка герметичного уплотнения и через него в сторону участка 1 вакуумирования и через него. Размещение упаковок на средствах транспортировки (например, на конвейернойленте) дополнительно определяют относительные направления вверх, вниз, выше, ниже и т.д., как показано, например, на фиг. 1, 6, 8, 9 и т.д., на которых показаны изометрические изображения, иллюстрирующие расположение различных компонентов. Например, на фиг. 2, на которой показан вид в поперечном разрезе средства 30 транспортировки и камеры 10, стрелка U/D проходит в направлениях вверх/вниз, при этом "вниз" означает направлении в сторону упаковки 50 (то есть в сторону низа фиг. 2), которая помещена на (верхнюю) поверхность конвейерной ленты 30. Соответственно, направление "вверх" по стрелке U/D проходит в сторону от упаковки 50 (то есть в сторону верха фиг. 2). Соответствующие термины, например "верхний", "нижний", "выше", "ниже", и т.д. следует понимать в описанном выше контексте продуктов, помещенных на транспортное средство 30, как показано на чертежах.
Участок 1 вакуумирования содержит основную конвейерную ленту 30, а также зону 34 загрузки и зону 36 разгрузки для облегчения подачи упаковок 50 в рабочую часть участка 1 вакуумирования и транспортировки упаковок 50 через участок 1 вакуумирования и от него. Вдоль главной конвейерной ленты 30 проходит вакуумная 10 камера. В вакуумной камере имеется удлиненное отверстие 14, проходящее преимущественно параллельно продольной оси камеры 10 вакуумирования вдоль ее боковой стенки. Отверстие 14 образует постоянный зазор (например, имеющий преимущественно постоянную высоту по длине вакуумной камеры 10), проходящий преимущественно параллельно направлению 40 движения. На верхнем (относительно направления 40 движения упаковок 50 через участок 1 вакуумирования) по потоку конце вакуумной камеры 10 находится направляющая 16 для горловин упаковок и/или ленточная направляющая 12 для надежной подачи горловин упаковок 50 (например, пленочного материала, соответствующего открытому концу 55 каждой упаковки 50) в отверстие 14 с постоянным зазором. На нижнем по потоку конце вакуумной камеры 10 могут быть предусмотрены уплотнительные валики 24, включая соответствующий электродвигатель для уплотнительных валиков, ножевые валики 22 и/или триммер для отрезания излишка пленочного материала. Следует отметить, что термины "верхний по потоку" и "нижний по потоку" определяются относительно основного направлению 40 движения продуктов через упаковочное устройство.
В некоторых вариантах осуществления изобретения используются упаковки 50 с с уплотнениями на концах (например, первый уплотнением на первом конце и уплотнением на втором конце). Перед вакуумированием уплотнение на конце соответствующей упаковки 50 может перфорироваться или снабжаться отверстием, чтобы обеспечить упаковку 50 открытым концом 55. Поскольку перфорация или отверстие находится в концевой части 54 открытого конца 55, концевая часть 54 открытого конца 55 и тем самым перфорация или отверстие подается через вакуумную камеру 10. В других вариантах осуществления изобретения, уплотнение, присутствующее в концевой части 54 (например, уплотнение, проходящее вдоль края упаковки 50), может разрезаться с целью создания открытого конца 55. Аналогичным образом, разрез выполняется в концевой части 54 открытого конца 55, и концевая часть 54 открытого конца 55 и тем самым отверстие, созданное разрезом, подается через вакуумную камеру 10.
Вакуумная 10 камера дополнительно содержит разъем 11 для текучей среды, выполненный с возможностью подсоединения к источнику вакуума (например, не показанному вакуумному насосу). За счет этого из вакуумной камеры 10 через разъем 1 для текучей среды может откачиваться газ или воздух, и внутри вакуумной камеры может обеспечиваться вакуумметрическое давление ниже давления окружающей среды. Применимым источником вакуума является вакуумный насос, например, с производительностью около 1200 м3/ч и при абсолютном давлении 500 мбар.
Обычно загружают продукты на непрерывно подаваемую пленку, например, например, поступающую из рулона пленки, которую затем снабжают продольным уплотнением с целью создания последовательности упаковок 50, т.е. продуктов, помещенных в рукавную пленку. Это может осуществляться на участке загрузки (не показанном на фиг. 1). Может быть необязательно предусмотрено продувочное устройство (не показанное) для продувки внутреннего пространства рукавной пленки защитным газом или смесью газов. Газ или газы могут преимущественно содержать CO2 или состоять из CO2. Упаковки 50 могут поступать на участок 1 вакуумирования в состоянии, когда их внутреннее пространство уже продуто (например, на участке загрузки или между участком загрузки и участком вакуумирования с использованием отдельного участка продувки). Как описано далее, участок 1 вакуумирования может содержать продувочную камеру, в которой может (дополнительно) осуществляться продувка.
Предполагается, что после достижения участка 1 вакуумирования в направления 40 движения, которое показано на фиг. 1, упаковки 50 сформированы в результате помещения упаковочной пленки 21 вокруг продукта 56 и герметичного уплотнения пленки вдоль одного или нескольких краев. В качестве альтернативы, продукты 56 помещают в предварительно сформированные пакеты, изготовленные из упаковочной пленки 21. Затем размещают упаковки 50 на главной конвейерной ленте 30 такимобразом, чтобы открытый конец каждой упаковки 50, т.е. негерметизированная часть упаковки 50 была обращена в ту сторону конвейерной ленты 30, с которой находится вакуумная камера 10 (например, влево относительно направления 40, показанного на фиг. 1).
Следует отметить, что каждая из упаковок 50 может иметь различные размеры, в частности, соотношение длины 1 и ширины w, по сравнению с другими упаковками 50, обрабатываемыми в том же самом упаковочном устройстве. Длиной 1 упаковки 50 является протяженность упаковки 50 параллельно поверхности главного конвейера 30 и перпендикулярно направлению 40 движения. Шириной w упаковки является протяженность упаковки 50 параллельно поверхности главного конвейера 30 и в направления 40 движения. Упаковки 50 размещают и ориентируют таким образом, чтобы открытые концы 55 упаковок 50 были выровнены относительно той стороны главной конвейерной ленты 30, которая обращенной к вакуумной камере 10, в результате чего ряд открытых концов 55 расположен параллельно направлению 40 движения и совмещен с отверстием 14 вакуумной камеры 10.
На фиг. 1 показано, что упаковки 50 имеют одинаковые размеры и, следовательно, ориентированы преимущественно, одинаково по длине участка 1 вакуумирования. Тем не менее, ясно, что на участке 1 вакуумирования могут обрабатываться упаковки, имеющие различную длину 1 и/или ширину w, без каких-либо значительных изменений в способе вакуумирования или на участке вакуумирования. Упаковки различной длины и/или ширины просто размещают таким образом, чтобы их соответствующие открытые концы были преимущественно одинаково ориентированы относительно вакуумной камеры 10 при перемещении упаковок вдоль участка 1 вакуумирования главным конвейером 30. Соответственно, если упаковки 50 имеют различную длину, их противоположные концы не будут выровнены.
Упаковочное устройство, например устройство, содержащее участок вакуумирования, такой как участок 1 вакуумирования, обычно содержит блок управления. Блок управления и отдельные соединения с компонентами упаковочного устройства не показаны для ясности. Ясно, что блок управления соединен с одним или несколькими компонентами упаковочного устройства, например, одним или несколькими компонентами, включающими участок загрузки, участок герметичного уплотнения и продувочное устройство. Для продувки внутреннего пространства упаковочной пленки 21 защитным газом или смесью газов может быть предусмотрено продувочное устройство. Блок управления дополнительно соединен с участком 1вакуумирования и с главной конвейерной лентой 30. На участке 1 вакуумирования из упаковок 50 откачивается газ или воздух.
Блок управления может быть дополнительно соединен с дополнительными компонентами, например, термоусадочной камерой, в которой пленочный материал, обернутый вокруг упакованных продуктов 50, может дополнительно подвергаться термоусадке после вакуумирования и герметичного уплотнения упаковок 50. Ясно, что упаковочное устройство может содержать общие средства соединения блока управления с любыми управляемыми компонентами, например, электрические, оптические или другие соединения и/или выводы.
Блок управления может быть сконфигурирован на управление транспортировкой упаковок 50 по заранее заданному маршруту, например, путем управления двигателем, связанным с главной конвейерной лентой 30. Блок управления может дополнительно управлять приводами различных компонентов, например, с целью создания уплотнений на рукавной пленке или управления уплотнительными планками (например, уплотнительными планками 26, 27; смотри далее), уплотнительными валиками (например, уплотнительными валиками 24; смотри далее), ножевыми валиками, вакуумными насосами и т.д. Блок управления сконфигурирован на передачу управляющих сигналов источнику вакуума (например, вакуумному насосу) и/или их прием от источника вакуума. Блок управления может быть дополнительно сконфигурирован на управление вакуумным насосом с целью создания вакуумметрического давления внутри вакуумной камеры 10. Для этого блок управления может быть сконфигурирован на управление мощностью, приводящей в действие вакуумный насос, соединенный с вакуумной камерой 10. Блок управления дополнительно сконфигурирован на управление главным конвейером 30. Например, блок управления может быть сконфигурирован на увеличение или уменьшение рабочей скорости главной конвейерной ленты 30. Блок управления может быть дополнительно сконфигурирован на управление рабочей скоростью главного конвейера 30 в зависимости от положения продуктов 50 относительно различных компонентов упаковочного устройства. В вариантах осуществления, в которых упаковки 50 перемещаются относительно вакуумной камеры 10, главная конвейерная лента 30 может управляться с целью перемещения упаковок 50 относительно вакуумной камеры 10 с заданной относительной скоростью, например, от около 5 м/мин до около 30 м/мин, предпочтительно от около 10 м/мин до около 20 м/мин.
Блок управления может содержать цифровой процессор (ЦП) с памятью (или блоками памяти), схему аналогового типа или сочетание одного или несколькихцифровых процессоров и одной или нескольких аналоговых схем обработки. В настоящем описании и формуле изобретения указано, что блок управления "сконфигурирован" или "запрограммирован" на выполнение определенных шагов. Это может достигаться на практике любыми средствами, позволяющими конфигурировать или программировать блок управления. Например, в случае блока управления, содержащего один или несколько ЦП, в соответствующей памяти хранится одна или несколько программ. Программа или программы содержат команды, которые при их выполнении блоком управления побуждают блок управления выполнять шаги, описанные и/или заявленные в связи с блоком управления.
В качестве альтернативы, если блок управления относится к аналоговому типу, схема блока управления сконфигурирована на обработку электрических сигналов с целью выполнения описанных шагов блока управления.
На фиг. 2 показан вид в поперечном разрезе по линии II-II проиллюстрированного на фиг. 1 участка вакуумирования. Различные компоненты, показанные на фиг. 2, для ясности представлены не в масштабе, а схематично. На фиг. 2 показан вид в поперечном разрезе вакуумной камеры 10. Разъем 1 для текучей среды сконфигурирован на подсоединение к соответствующему источнику вакуума (не показанному) и для создания соответствующего вакуумметрического давления в вакуумной камере 10. Стрелками указан поток газа или воздуха при вакуумировании упаковки 50, а именно, изнутри упаковки 50 и из области вокруг из упаковки 50 в вакуумную камеру 10 и через нее, например, когда действует вакуумный насос. По длине вакуумной камеры 10 проходит отверстие 14 с постоянным зазором, сконфигурированное на обеспечение желаемого потока газа или воздуха снаружи вакуумной камеры 10 через отверстие 14 в вакуумную камеру и далее в сторону разъема 11 для текучей среды. С этой целью отверстию 14 придан профиль и размеры, применимые для соответствующего процесса. Отверстие может иметь, например, закругленное и/или конусное сечение с целью улучшения процесса вакуумирования и/или снижения шума и/или энергопотребления системы. В некоторых примерах края отверстия (например, наружный край, обращенный наружу вакуумной камеры 10, и/или внутренний край, обращенный внутрь вакуумной камеры 10) могут иметь закругленное поперечное сечение. Это может предотвращать засорение или повреждение пленочного материала, перемещаемого вдоль отверстия 14, и/или улучшать разделение противоположных слоев пленочного материала внутри вакуумной камеры 10. Отверстие может дополнительно иметь конусное поперечное сечение, которое увеличивается снаружи внутрь вакуумной камеры (например, увеличивается от около 1 мм в высоту снаружи до около 3-10 мм в высоту внутрь вакуумной камеры 10). Характеристики отверстия 14 определяются на основе ряда параметров, например, размера упаковки 50, содержащихся в ней продуктов 56 и свойств упаковочной пленки 21. Это подробно описано далее.
Как показано на фиг. 1 и 2, упаковку 50 помещают на главную конвейерную ленту 30 и ориентируют таким образом, чтобы концевая часть 54 открытого конца 55 упаковки 50 находилась внутри вакуумной камеры 10. При этом неконцевая часть 52 открытого конца 55 упаковки остается снаружи вакуумной камеры, а промежуточную часть 53 открытого конца, находящаяся между концевой частью 54 и неконцевой частью 52 открытого конца 55, находится внутри отверстия 14. Для достижения этого конкретного расположения открытых концов 55 упаковок 50 вакуумная камера 10 содержит направляющую или направляющие 16 и/или ленту или ленты на верхнем по потоку конце вакуумной камеры.
На фиг. 2 показано расположение упаковок 50 относительно направлений, перпендикулярных направлению 40 движения, которое на фиг. 2 перпендикулярно плоскости наблюдения. Упаковки 50 могут быть ориентированы по их длине 1 (т.е. по горизонтали, как показано на фиг. 2) просто путем размещения упаковок 50 на главном конвейере 30 в требуемом положении. Соответственно, горизонтальное расположение открытого конца 55 упаковок 50 достигается путем соответствующего размещения упаковок на главном конвейере 30. Следует отметить, что индивидуальная длина 1 упаковки 50 имеет значение только, когда это касается ширины главного конвейера 30. На главный конвейер 30 могут помещаться более длинные упаковки 50, если они имеют хорошую опору (например, если центр тяжести упаковки 50 находится в пределах несущей поверхности главного конвейера 30). Кроме того, главный конвейер 30 может выбираться, исходя из его максимальной ширины, что тем самым определяет максимальную длину 1 обрабатываемых продуктов 56.
Вертикальное расположение открытого конца 55 упаковок 50 может достигаться путем относительно регулирования вертикального соотношения по вертикали (т.е. по вертикали на фиг. 2) главного конвейера 30 и вакуумной камеры 10. В некоторых вариантах осуществления вакуумная камера 10 является регулируемой по вертикали относительно главного конвейера 30 с целью облегчения обработки упаковок имеющих переменную высоту h (например, как указано стрелкой U/D на фиг. 2). В других вариантах осуществления главный конвейер 30 может являться регулируемым по вертикали относительно вакуумной камеры 10. Следует отметить, что, как показано на фиг. 2, вертикальное положение открытого конца 55 упаковок 50 зависит от высоты h соответствующей упаковки, при этом высота открытого конца 55 обычно равна половине высоты h упаковки 50. Ясно, что могут использоваться упаковки 50 с открытым концом 55 на различной высоте относительно высоты h упаковки, например, на высоте ниже или выше, чем h/2. В таких случаях возможно относительное регулирование вакуумной камеры 10 таким образом, чтобы отверстие 14 и открытые концы 55 были совмещены.
Упаковки 50 ориентируют, а вертикальное положение вакуумной камеры 10 или главного конвейера 30 регулируют таким образом, чтобы открытые концы 55 упаковок 50 находились преимущественно в пределах рабочей области направляющих 16 и/или лент 12 на протяжении вакуумной камеры 10 и отверстия 14. Это облегчает подачу открытых концов 55 в вакуумную камеру 10 и через вакуумную камеру 10 во время перемещения упаковок 50 в направлении 40 и через участок 1 вакуумирования.
В то время как открытые концы 55 направляются в отверстие 14 и перемещаются по его длине, вакуумметрическое давление, приложенное к вакуумной камере 10, вызывает всасывание газа или воздуха через отверстие 14 изнутри упаковок 50 и окружающего воздуха снаружи упаковок 50, как показано стрелками на фиг. 2. Относительное перемещение упаковок 50, более точно относительное перемещение пленочного материала 21 на открытом конце 55 упаковок 50 предотвращает прилипание пленки 21 к верхнему и нижнему краям отверстия 14. Кроме того, поток газа или воздуха способствует разделению противоположных слоев пленки 21 на открытом конце упаковки 50 и сохранению разнесенного положения противоположных слоев пленки 21, что тем самым облегчает эффективное откачивание газа или воздуха из упаковки 50. На этой стадии складки пленочного материала 21 на открытом конце 55 упаковок 50 способствуют вакуумированию упаковок 50 за счет создания каналов, через которые изнутри упаковок 50 может всасываться воздух/газ.
Длина вакуумной камеры 10 в направлении 40 движения (фиг 1) и рабочая скорость главного конвейера 30 может регулироваться с целью изменения периода времени, в течение которого осуществляется вакуумирование упаковок 50. Например, при использовании более длинной камеры 10 или снижении рабочей скорости главного конвейера 30 увеличивается период времени, в течение которого вакуумируются упаковки 50. Аналогичным образом при использовании более короткой камеры 10 или увеличении рабочей скорости главного конвейера 30 уменьшается период времени, в течение которого вакуумируются упаковки 50. Кроме того, вакуумметрическое давление, прилагаемое к вакуумной камере 10, может повышаться или снижаться пожеланию, что тем самым дополнительно модифицирует способ вакуумирования. При большем перепаде давлений между вакуумной камерой (низким давлением) и окружающей среды (давлением окружающей среды) усиливается вакуумирование упаковок 50.
В одном из примеров участок 1 вакуумирования может быть сконфигурирован в соответствии со следующими параметрами. Участок 1 вакуумирования сконфигурирован на размещение и обработку продуктов длиной до 1500 мм (например, на основе ширины главного конвейера 30). Устанавливают желаемое время вакуумирования минимум 5 секунд, и устанавливают скорость работы главного конвейера максимум 20 м/мин (т.е. 0,33 м/с). Таким образом, для обеспечения минимального времени вакуумирование с учетом рабочей скорости главного конвейера 30 должна использоваться вакуумная камера 10 длиной, по меньшей мере, 1,7 м. Без учета зоны загрузки (направляющие 16, ленты 12) и зоны разгрузки или рабочей части для уплотнительных валиков и ножевых валиков вакуумная камера имеет длину около 2 м. В этом примере отверстие 14 имеет размер (высоту) 0,5 мм. Кроме того, в вакуумной камере 10 создается абсолютное давление 600 мбар. Устанавливают в отверстии 14 желаемую скорость воздуха на уровне 250 м/с, при которой необходимый расход потока воздуха из камеры 10 составляет около 1125 м3/ч. Вычисляют расход потока воздуха путем умножения скорости воздуха (250 м/с; смотри выше) на ширину зазора (0,5 мм; смотри выше) и на длину зазора (по расчетам 2,5 м). В настоящем примере: 250 м/с × 0,0005 м × 2,5 м=0,3125 м3/с=125 м3/ч. Подразумевается, что эти приведенные в качестве примера значения могут изменяться в зависимости от конкретного применения с учетом различной длительности обработки, различных пленочных материалов и т.д.
Скорость обработки на участке 1 вакуумирования может вычисляться следующим образом. В случае обработки упаковок, содержащих продукты 56 шириной 450 мм (и, например, длиной 500 мм и высотой 100 мм) и размещения упаковок на расстоянии 50 мм друг от друга пропускная способность составляет 40 упаковок в минуту (упаковок/мин) при времени вакуумирования 5 секунд. Этот расчет имеет следующее основание: скорость конвейера/(ширина + расстояние) = 20 м/мин/(0,45 м + 0,05 м) = 40 упаковок/мин. В другом примере обрабатывают продукты 56 шириной 120 мм (длиной 1200 мм и высотой 100 мм)), при этом помещают продукты в пакеты (т.е. упаковки) шириной 250 мм, и устанавливают время вакуумирования 10 секунд (т.е. рабочую скорость главного конвейера 30 10 м/мин). Пропускная способность в этом последнем примере составляет: 10 м/мин/ (0,25 м + 0,05 м) = 33 упаковки/мин.
На фиг. 3 показана вакуумная камера с фиксированным зазором участка 1 вакуумирования согласно настоящему изобретению. На верхнем по потоку конце вакуумной камеры 10 расположены направляющие 16 и ленты 12, сконфигурированные на захват и введение в вакуумную камеру 10 открытого конца 55 упаковки 50, перемещающейся в направления 40 движения по мере перемещения упаковки относительно вакуумной камеры 10. Главная конвейерная лента 30 создает относительное перемещение упаковки 50 и вакуумной камеры 10 таким образом, чтобы открытый конец 55 упаковки 50 перемещался в сторону направляющих 16 и/или лент 12, в результате чего затем открытый конец 55 захватывается и направляется в сторону и внутрь отверстия 14. В варианте осуществления, показанном на фиг. 1 и 3, направляющие 16 и ленты 12 образуют V-образную конфигурацию для захвата открытых концов 55 упаковок 50 главным образом независимо от индивидуальной формы открытого конца 55 (например, загнутого вверх или вниз, плоского или имеющего складки и т.д.).
На нижнем по потоку конце вакуумной камеры 10 находится узел уплотнительных валиков 24, сконфигурированный на непрерывное герметичное уплотнение открытых концов 55 упаковок 50, например, путем термосваривания. В данном случае могут использоваться известные из техники узлы уплотнительных валиков, например, содержащие два валика с нагревательными элементами и служащие для воздействия на пленочный материал с противоположных сторон путем его термосваривания по мере того, как пленочный материал проходит между уплотнительными валиками и через узел. Затем применимое режущее средство, например, ножевой валик, отрезает излишек пленочного материала от упаковок 50. Упаковки 50 обычно герметично уплотняют в области неконцевой части 52, а излишек пленочного материала отрезают в области промежуточной части 53 необязательно вблизи неконцевой части 52. В некоторых вариантах осуществления отрезают небольшой излишек пленочного материала или не отрезают излишек. Если отрезается излишек пленочного материала, может быть предусмотрен соответствующий контейнер (не показанный) для отрезанного материала.
На фиг. 4 показан второй вариант осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению. В этом втором варианте осуществления вакуумная камера 10 расположена и сконфигурирована преимущественно идентично первому варианту осуществления изобретения. На фиг. 4 показано, что упаковки 50 перемещаются через участок 1 вакуумирования в направлении 40 справа налево. Показано, что упаковки 50 снабжаются складками сиспользованием соответствующих роликов 26 (например, прижимных роликов). Ролики 26 дополнительно выполняют функцию, аналогичную функции направляющих 16 или лент 12 в первом варианте осуществления, а именно, обеспечивают надежное введение открытых концов 55 упаковок 50 в вакуумную камеру 10 и отверстие 14 (не показанное на фиг. 4, поскольку отверстие 14 расположено на дальней стороне вакуумной камеры 10). Ролики 26 могут быть изготовлены, например, из силиконового каучука, бутадиен-нитрильного каучука (БНК), этиленпропилендиенового мономерного (ЭПДМ) каучука, натурального каучука, мягкого поливинилхлорида (мягкого ПВХ), мягкого полиуретана с армированием тканью или без него. Материал может иметь твердость по Шору А от около 20 до около 100, предпочтительно от около 40 до около 80. Кроме того, ролики 26 могут иметь фасонные периферийные поверхности с податливыми свойствами (например, мягкостью), такие как поверхности, имеющие выступы и/или углубления, канавки, поры или аналогичные элементы. Вышеупомянутые свойства роликов 26 также применимы к натяжным роликам, используемым в некоторых вариантах осуществления вместо натяжных лент 80 и 82 (смотри далее). Материал, используемый для натяжных роликов и/или натяжных лент 80 и 82, обычно имеет более высокий коэффициент трения, чем материал, используемый для направляющих лент 70 и 72.
На фиг. 5 показан другой вид второго варианта осуществления, проиллюстрированного на фиг. 4. Как показано на фиг. 4 и 5, участок 1 вакуумирования содержит главную конвейерную ленту 30, в которой выполнены канавки 32 (например, желобки, выемки, каналы). Кроме того, участок 1 вакуумирования, показанный на фиг. 4 и 5, содержит лопасти 42 для нагнетания горячего/холодного воздуха, посредством соединителей 44 соединенные с соответствующим источником горячего или холодного воздуха. Горячий/холодный воздух, подаваемый лопастями 42 по канавкам 32 в главной конвейерной ленте 30, может улучшать процесс вакуумирование за счет того, что воздушные полости внутри упаковок 50 выталкиваются в сторону открытого конца 55 упаковок 50 и вакуумной камеры 10, в которой откачивается воздух/газ. Канавки 32 могут являться особо полезными для предотвращения прилипания пленочного материала 21 к главному конвейеру 30 и/или слипания противоположных слоев пленочного материала 21. Силы давления воздуха, прилагаемого снаружи упаковок 50 лопастями 42 для нагнетания горячего/холодного воздуха, вместе с вакуумом, создаваемым вакуумной камерой 10, и действием канавок 32 в главной конвейерной ленте 30 повышают эффективность и/или сокращают время вакуумирования. Кроме того, канавки 32 могут улучшатьоткачивание воздуха/газа из упаковок 50, содержащих продукты 56 неправильной или неоднородной формы, в которых между продуктами 56 и пленочным материалом может захватываться воздух.
Дополнительно или в качестве альтернативы тому, что описано в предыдущем абзаце, в канавках 32 может иметься несколько отверстий (например, множество отверстий, расположенных через равные промежутки по длине одной канавки), а вакуум может прилагаться снизу к заданной области конвейерной ленты 30. Это может достигаться за счет снабжения нижней стороны верхнего хода конвейерной ленты 30 с помощью всасывающим элементом (например, коробчатым соплом, имеющим открытую верхнюю часть, расположенную вблизи нижней поверхности верхнего хода конвейерной ленты 30) и путем приложения вакуумметрического давления к всасывающему элементу. За счет этого через отверстия в верхнем ходе конвейерной ленты 30 может всасываться воздух и тем самым воздействовать на пленку упаковок, расположенных на конвейерной ленте 30. Затем пленочный материал упаковки может протягиваться в сторону конвейерной ленты 30, где пленочный материал принимает форму верхней поверхности верхнего хода конвейерной ленты 30. Тем самым пленка втягивается в канавки 32 с образованием складок на пленочном материале.
Эта деформация пленочного материала имеет несколько последствий, способствующих эффективному вакуумированию упаковки. Во-первых, складки образуют каналы ниже продукта, находящегося в упаковке, облегчая тем самым откачивание воздуха из труднодоступной области упаковки, поскольку она часто не сообщается или не полностью сообщается с открытым концом упаковки из-за того, что на нем помещен продукт. Кроме того, даже если эта область сообщается с открытым концом упаковки, это может происходить лишь опосредованно и/или через каналы с достаточно высоким сопротивлением потоку текучей среды (например, из-за сложных и/или скрученных форм каналов, малого минимального или среднего диаметра каналов, точек сужения в каналах). Каналы, образующиеся под продуктом, соответствуют прямой форме и диаметру канавок и, следовательно, обеспечивают улучшенное движение текучей среды. Во-вторых, каналы могут обеспечивать дополнительную общую область потока текучей среды от герметично уплотненного конца упаковки к ее открытому концу помимо областей в верхней части продукта и с каждой его стороны, где упаковочная пленка обычно находится дальше от продукта, чем снизу от него. В-третьих, поскольку каналы могут перемещаться в сторону открытого конца и через отверстие 14 в вакуумную камеру 10, они способствуют полному вакуумированию упаковки за счет того, что противоположные слои пленки не слишком плотнослипаются друг с другом в области, где пленочный материал проходит через отверстие 14 в вакуумную камеру 10.
На фиг. 6 показан третий вариант осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению. В третьем варианте осуществления формируют упаковки 50' путем укладки изделий 56 на лист пленки 21, который затем складывают поверх продуктов 56 с целью формирования рукавной пленки с негерметизированным (или открытым) краем 21', проходящим по длине рукавной пленки. Перед вакуумированием приводят в действие уплотнительные стержни 26 и 27 с целью получения рукавной пленки с поперечными уплотнениями (т.е. проходящими перпендикулярно направлению 40 движения и параллельно верхней поверхности главной конвейерной ленты 30), в результате чего изолируют каждый продукт 56 от последующего продукта 56. Таким образом, после поступления на участок 1 вакуумирования рукавная пленка 21 удерживает продукты 56 в упаковках 50' таким образом, что внутренние пространства упаковок 50 отделены друг от друга поперечными уплотнениями, но по-прежнему соединены друг с другом пленочным материалом 21. При этом каждая упаковка 50' имеет открытый конец, соответствующий негерметизированному краю 21', проходящему по длине каждой упаковки 50'. Когда упаковки 50' расположены и транспортируются через участок 1 вакуумирования таким способом, негерметизированный край 21' может легко непрерывно подаваться в вакуумную камеру 10, в результате чего вакуумирование упаковок 50' может осуществляться, как описано применительно к первому и второму вариантам осуществления. Герметизация края 21' осуществляется таким же образом, как в первом и втором вариантах осуществления, например, с использованием уплотнительных валиков 24.
После выхода с участка 1 вакуумирования упаковки 50' вакуумированы и снабжены уплотнением вдоль ранее не герметизированного края 21', в результате чего образуется герметично уплотненный край 21ʺ. Впоследствии упаковки 50' могут разделяться ниже по потоку относительно участка 1 вакуумирования, например, на соответствующем участке позиция резки (не показанном). В некоторых случаях применения желательно, чтобы упаковки 50' оставались соединенными друг с другом. В таких случаях вместо разделения упаковок 50' с использованием резака между двумя соседними уплотнениями формируют лишь перфорацию, в результате чего продукты 50' могут разделяться вручную путем разрыва пленочного материала 21 вдоль перфорации.
На фиг. 7 показан другой вид третьего варианта осуществления, проиллюстрированного на фиг. 5. Уплотнительные планки 26 и 27 обычно имеют конфигурацию, которая позволяет формировать два поперечных уплотнения за один рабочий цикл, в результате чего формируется первая упаковка с задним уплотнением и вторая последующая упаковка с передним уплотнением. Это выгодно, если упаковки затем отделяются друг от друга с помощью резака, или если они снабжены перфорацией (смотри выше). В некоторых вариантах осуществления уплотнительные планки 26 и 27 также содержат режущее средство (или перфорирующее средство), и упаковки 50' могут снабжаться герметичными уплотнениями и разрезаться (или перфорироваться) за один рабочий цикл уплотнительных/режущих/перфорирующих планок 26 и 27. В этих вариантах осуществления упаковки могут одна за другой поступать на участок 1 вакуумирования уже разделенными, а не в виде непрерывной рукавной пленки, которую разделяют на упаковки 50' ниже по потоку.
На фиг. 8 показано изометрическое изображение спереди четвертого варианта осуществления изобретения участка 1 вакуумирования упаковочного устройства согласно настоящему изобретению. Следует отметить, что направление 40 движения упаковок 50 через участок 1 вакуумирования на фиг. 8 проходит от ее верхнего правого части к нижнему левому краю. Участок 1 для вакуумирования согласно третьему варианту осуществления также имеет конвейер 30, сконфигурированный на перемещение упаковки 50 в основном направлении 40 перемещения в сторону участка 1 вакуумирования, через него и в сторону от участка 1 вакуумирования. Участок вакуумирования имеет вакуумную камеру 10, содержащую лишь в качестве примера три части, а именно первую часть 10-1, вторую часть 10-2 и третью часть 10-3. Ясно, что вакуумная камера 10 может содержать любое желаемое число частей в зависимости их желательных функциональных возможностей. В третьем варианте осуществления, показанном на фиг 8, вакуумная камера 10 имеет первую часть 10-1, образующую рабочую часть 200, вторую часть 10-2, образующую рабочую часть 200', и третью часть 10-3, образующую рабочую часть 200ʺ. Кроме того, участок 1 вакуумирования имеет впускную часть 100 и выпускную часть 300. Упаковки 50 поступают на участок 1 вакуумирования через впускную часть 100, где направляющие ленты 70 и 72 входят в контакт с горловиной упаковок 50 с целью подачи горловины в вакуумную камеру 10.
Верхняя направляющая лента 70 и нижняя направляющая лента 72 направляются вдоль вакуумной камеры 10 в сторону и вдоль отверстия 14 в соответствующие канавки или прорези 70' и 72' (не показанные на фиг. 8). Кроме того, поскольку ленты 70 и 72 приводятся в действие преимущественно синхронно с конвейерной лентой 30, упаковки50 перемещаются по конвейерной ленте 30 преимущественно с такой же скоростью, как и горловины упаковок 50, направляемые между верхней лентой 70 и нижней лентой 72 вдоль отверстия 14, или наоборот. Ясно, что как конвейер 30, так и ленты 70 и 72 снабжены одним или несколькими приводами, соединенными с блоком управления, сконфигурированным на управление одним или несколькими приводами с целью обеспечения желаемого синхронного или преимущественно синхронного движения или любого перемещения, необходимого в процессе действия участка 1 вакуумирования. Направляющие ленты 70 и 72 могут содержать один или несколько из следующих материалов: поливинилхлорид (ПВХ), полиуретан (ПУ), полиэтилен (ПЭ), тефлон. В частности, направляющие ленты 70 и 72 могут быть изготовлены из ПВХ, ПУ, покрытого тефлоном ПУ и волокнистого ПЭ полотна. Следует отметить, что обычно материал направляющих лент 70 и 72 выбирают таким образом, чтобы он имел сравнительно низкий коэффициент трения, по сравнению, например, с натяжными лентами 80 и 82 (смотри далее). Материал направляющих лент 70 и 72 может дополнительно модифицировать или выбираться с целью оптимизации износа и/или стоимости.
Участок 1 вакуумирования сконфигурирован на перемещение упаковки 50 от впускной части 100 через каждую из рабочих частей 200, 200' и 200ʺ и затем через выпускную часть 300 таким образом, чтобы горловина упаковок 50 могла вводиться в вакуумную камеру 10, и через каждую из частей 10-1, 10-2 и 10-3. Части 10-1, 10-2, и 10-3 разделены верхними роликами 90 и нижними роликами 92 (нижние ролики не показаны на фиг. 8). Ясно, что нижние ролики 92 преимущественно соприкасаются или почти соприкасаются с верхними роликами 90, за счет чего образуются участки соприкосновения, противолежащие друг другу и сконфигурированные на соприкосновение с противоположными сторонами пленки 21 в области горловины каждой упаковки 50, перемещаемой через вакуумную камеру 10. Кроме того, ролики 90 и 92 обеспечивают перегородку между частями 10-1, 10-2 и 10-3, а также с наружной стороны на соответствующих концах вакуумной камеры 10 (смотри впускную часть 100 и выпускную часть 300).
Соответствующие приводы сконфигурированы на приведение в действие роликов 90 и 92, преимущественно, синхронно с лентами 70 и 72, а также с конвейерной лентой 30, в результате чего упаковки 50 перемещаются по конвейерной ленте 30 преимущественно с такой же скоростью, как и горловины упаковок 50 направляемые между верхним и нижним роликами 90 и 92, а также между верхней и нижней лентами 70 и 72 вдоль отверстия 14. Ясно, что и конвейер 30, ленты 70 и 72 и ролики 90 и 92снабжены одним или несколькими приводами, соединенными с блоком управления, сконфигурированным на управление одним или несколькими приводами с целью обеспечения желаемого синхронного или преимущественно синхронного движения или любого перемещения, необходимого в процессе действия участка 1 вакуумирования. В некоторых вариантах осуществления ленты 70 и 72 и ролики 90 и 92 приводятся в действие одним общим приводным двигателем. В других вариантах осуществления ленты 70 и 72 и ролики 90 и 92 приводятся в действие двумя или более приводами, обычно управляемыми блоком управления.
На фиг. 8А показан вид в поперечном разрезе конвейерной ленты 30 в соответствии с вариантами осуществления изобретения. Вид в поперечном разрезе показан в плоскости, проходящей в направлении 40 движения и перпендикулярной плоскости поверхности конвейерной ленты 30. Конвейерная лента содержит множество углублений 30r и выступов 30р, при этом выступы проходят по ширине конвейерной ленты 30 (то есть перпендикулярно направлению 40 движения). Соотношение между размерами выступов и углублений выбрано таким образом, чтобы уменьшить площадь контакта упаковками 50, перемещаемыми конвейером 30 и конвейерной лентой 30. В проиллюстрированном варианте осуществления выступы выполнены в виде гребней или полос, проходящих перпендикулярно направлению 40 движения. При уменьшении площади контакта между упаковками 50 и конвейерной лентой 30 может значительно уменьшаться трение между упаковками 50 и конвейерной лентой 30 в направлении, параллельном основному направлению простирания выступов 30р (то есть, преимущественно, поперечном направлению 40 движения). Эта конфигурация позволяет упаковкам 50 перемещаться в направлении, параллельном основному направлению простирания выступов 30р, с меньшим сопротивлением, чем в направлении 40 движения. С одной стороны, конвейерная лента 30 сконфигурирована на обеспечение достаточного сильного трения между упаковками 50 и конвейерной лентой 30 в направления 40 движения с целью обеспечения надежной транспортировки упаковок 50. С другой стороны, конвейерная лента 30 обеспечивает достаточно слабое трение между упаковками 50 и конвейерной лентой 30 в направлении, преимущественно поперечном направлению 40 движения, с целью обеспечения перемещения упаковок 50 относительно вакуумной камеры 10 (например, перемещения вбок относительно направления 40 движения). Это выгодно, поскольку на одном или нескольких технологических участках (например, продувки, вакуумирования) внутренний объем упаковок 50 может изменяться, и, соответственно, требуется учитывать смещение положения упаковки 50 в сторону вакуумной камеры 10 или отнее. В некоторых вариантах осуществления средство 30 перемещения может быть снабжено роликами, позволяющими упаковкам перемещаться вбок относительно направления движения. В таких вариантах осуществления боковые перемещения упаковок на различных стадиях обработки (например, продувки, вакуумирования) происходят с небольшим сопротивлением или без сопротивления.
Обычно конвейерная лента 30 содержит от около 20% до около 50% выступов 30р и от около 80% до около 50% углублений 30r на единицу поверхности. Соотношение площади поверхности, покрытой углублениями 30r, и площади поверхности, покрытой выступами 30р, составляет от около 1:1 до около 1:5. В одном из предпочтительных вариантов осуществления конвейерной ленты 30, показанном на фиг. 8А, конвейерная лента 30 содержит около 30% выступов 30р и около 70% углублений 30r на единицу поверхности. Следует отметить, что в зависимости от индивидуальных параметров и и/или применений процесса (например, размера и/или веса упаковок 50, типов пленки 52, параметров вакуумирования/продувки и т.д.) возможны различные предпочтительные конфигурации выступов 30р и углублений 30r. В некоторых вариантах осуществления выступы могут быть снабжены контактным участком, который имеет одно или несколько из следующих свойств: высокую износостойкость, более высокий коэффициент трения по длине выступов, чем перпендикулярно им, и простоту очистки.
На фиг. 9 показано изометрическое изображение сзади четвертого варианта осуществления участка вакуумирования упаковочного устройства согласно настоящему изобретению. На фиг. 9 показана система привода, содержащая приводной двигатель 95 и несколько приводных ремней на задней стороне участка 1 вакуумирования. В четвертом варианте осуществления ленты 70 и 72, а также ролики 90 и 92 приводятся в движение одним общим приводным двигателем 95. Приводные ремни или цепи предусмотрены сзади участка 1 вакуумирования и сконфигурированы на передачу механической энергии от привода соответствующим роликам или звездочкам, которые, в свою очередь, приводят в действие дополнительные компоненты, такие как ленты 70 и 72.
Кроме того, сзади участка 1 вакуумирования предусмотрены три отдельных разъема 1-1-1, 1 1-2 и 1-3 для текучей среды, каждый из которых сконфигурирован на соединение с источником вакуума. Следует отметить, что в некоторых вариантах осуществления каждый разъем для текучей среды может быть соединен с отдельным источником вакуума, обеспечивающим определенное вакуумметрическое давление, отличающееся от другого вакуумметрического давления. В других вариантахосуществления все разъемы для текучей среды могут быть соединены с одним источником вакуума соответствующим трубопроводом, каждый из которых необязательно содержит регулятор потока, сконфигурированный на создание соответствующего и/или заданного вакуумметрического давления в разъеме для текучей среды. Таким образом, в первой части 10-1 вакуумной камеры 10 может создаваться вакуумметрическое давление, отличающееся от вакуумметрического давления, создаваемого во второй и/или третьей частях вакуумной камеры 10. Следует отметить, что в некоторых случаях применения требуется постепенное вакуумирование упаковки 50, в ходе которого каждый каждая упаковка вакуумируется на нескольких стадиях, на каждой из которых в упаковке создается более высокое вакуумметрическое давление, чем на предыдущих стадиях. В других случаях применения вместо вакуумметрического давления в одной из частей 10-1, 10-2 или 10-3 может создаваться положительное давление путем подачи применимого газа (например, инертного газа, такого как CO2), чтобы облегчить продувку упаковки газом до вакуумирования или между операциями вакуумирования.
На фиг. 10А, 10В и 10C показаны подробные изображения впускной части участка вакуумирования согласно настоящему изобретению. На фиг. 10А показана впускная часть 100 без крышки, чтобы проиллюстрировать механическую структуру компонентов и конфигурацию лент 70 и 72. На фиг. 10А показаны верхняя и нижняя опоры 101, служащие опорой для роликов 90 и 92, соответственно. Ролики снабжены верхней и нижней шестернями или звездочками 104 и 104', входящими в зацепление с лентами 70 и 72, соответственно. Кроме того, впускная часть 100 снабжена верхними и нижними отклоняющими шестернями или звездочками 103 и 103', которые с сочетании с шестернями 104 и 104' придают лентам 70 и 72 угловую конфигурацию для постепенного вхождения в зацепление с горловиной упаковки 50, вводимой во впускную часть 100 участка 1 вакуумирования в направлении 40 движения. Как показано, шестерни 104 и 103 разнесены друг от друга и расположены таким образом, что лента 70 направляется над верхней отклоняющей шестерней 103 и верхней шестерней 104 и проходит в области впускной части 100 в целом в направления 40 движения и под углом вниз в сторону отверстия 14. Аналогичным образом, шестерни 104' и 103' разнесены друг от друга и расположены таким образом, что лента 72 направляется над нижней отклоняющей шестерней 103' и нижней шестерней 104' и проходит в области впускной части 100 в целом в направлении 40 движения и под углом вверх в сторону отверстия 14. Таким образом, ленты 70 и 72 образуют клиновидную конфигурацию на протяжении впускной части 100, при этом расстояниемежду лентами 70 и 72 уменьшается в направлении 40 движения, а ленты направляется вокруг отклоняющих шестерен 103 и 103', соответственно, и сходятся друг с другом в направлении отверстия 14.
Опоры 101 и 101' и/или ролики 90 и 92 сконфигурированы таким образом, чтобы контактные поверхности роликов 90 и 92 оставались преимущественно в контакте друг с другом без создания избыточного давления между контактными поверхностями. Опоры 101 и 101' и/или ролики 90 и 92 предпочтительно сконфигурированы таким образом, чтобы удерживать контактные поверхности в контакте друг с другом с достаточным контактным усилием для обеспечения границы раздела между контактными поверхностями и на их протяжении (например, в удлиненной области, проходящей вдоль боковых стенок преимущественно цилиндрических роликов 90 и 92 и преимущественно параллельной их продольным осям) с воздухонепроницаемым уплотнением, при этом контактное усилие сведено к минимуму, чтобы пленка 21 горловины упаковки 50 могла проходить между роликами 90 и 91.
Кроме того, шестерни 104 и 104' сконфигурированы на максимальное сближение лент 70 и 72 друг с другом в качестве без введения соответствующих контактных поверхностей лент 70 и 72 в непосредственный контакт друг с другом. Обычно вакуумная камера 10 и соответствующие шестерни 104 и 104', расположенные по длине вакуумной камеры 10, сконфигурированы на позиционирование смежных проходящих в продольном направлении частей лент 70 и 72 преимущественно параллельно друг другу. Смежные части лент 70 и 72 предпочтительно разнесены друг от друга на расстояние 0,8 мм или менее, более предпочтительно на расстояние 0,5 мм или менее, наиболее предпочтительно на расстояние 0,3 мм или менее.
На фиг. 10В показана впускная часть 100 без крышки и без опор 101 и 101', чтобы проиллюстрировать механическую структуру дополнительных компонентов и конфигурацию лент 70 и 72. На фиг. 10В структура с отверстием 14 удалена для того, чтобы показать преимущественно параллельную конфигурацию смежных частей лент 70 и 72. Между шестернями 104 и 104', расположенными в соответствии с впускной частью 100 участка 1 вакуумирования, и шестернями 104 и 104', расположенными в соответствии с выпускной частью 300 участка 1 вакуумирования, смежные части лент 70 и 72 проходят преимущественно параллельно друг другу, как описано выше. В показанном варианте осуществления опоры 101 и 101' разнесены друг от друга и расположены таким образом относительно друг друга, что отверстие 14 имеет форму проходящей в продольном направлении прорези и/или выемки или канавки.
Кроме того, шестерни 104 и 104' показаны как звездочки или шестерни, зубцыкоторых входят в зацепление с соответствующим профилем, который придан лентам 70 и 72, соответственно. Шестерни 104 и 104' могут быть сконфигурированы сообщать лентам 70 и 72, соответственно, движение, которое им передается от приводного двигателя (например, от приводного двигателя 95, возможно через приводные ремни или цепи; смотри фиг. 9). Для этого шестерни 104 и 104' могут иметь соответствующие зубцы, соответствующие профилю, который имеют ленты 70 и 72. В качестве альтернативы, шестерни 104 и 104' могут иметь проходящую по окружности канавку, сконфигурированную на фрикционное зацепление с клиновидной формой лент 70 и 72. Ясно, что в любой из шестерен 104 и 104' могут использоваться другие альтернативы для сообщения движения лентам 70 и 72. Кроме того, отклоняющие ролики 103 и 103' могут быть дополнительно или в качестве альтернативы сконфигурированы сообщать движение лентам 70 и 72 таким же образом, как описано выше в отношении шестерен 104 и 104'.
На фиг. 10С показана впускная часть 100 с крышками 102 и 102', а также опорами 101 и 101', находящимися над лентами 70 и 72. Крышки 102 и 102' гарантируют, что большая часть подвижных частей во впускной части 100 закрыта с целью обеспечения эксплуатационной безопасности. Как можно видеть на Фиг 10С, крышкам 102 и 102' придана форма, соответствующая клиновидной конфигурации лент 70 и 72 во впускной части 100, в результате чего ленты 70 и 72 могут входить в контакт с пленкой 21 горловин упаковок 50, поступающих на участок 1 вакуумирования, и направлять пленочный материал вперед через вакуумную камеру 10.
На фиг. 10D показано изометрическое изображение спереди впускной части 100 участка вакуумирования согласно настоящему изобретению. Помимо конструкции, описанной выше, впускная часть 100 может содержать средство формирования складок, например, в виде комплекта фасонных колес 25 и 25', как показано на фиг. 10D. Основной причиной формирования складок является то, что упаковка 50, имеющая совершенно плоскую горловину, может затруднять различные технологические стадии, например, продувку, вакуумирование. Соответственно, может быть полезным, чтобы горловина каждой упаковки 50 имела регулируемый (например, по размеру, форме, числу и т.д.) набор складок, которые обеспечивают горловину каждой упаковки каналами вдоль складок, облегчающими продувку и/или вакуумирование. Как показано на фиг. 10Б, это может достигаться за счет комплекта фасонных колес 25 и 25', которые расположены во впускной части и вблизи вакуумной камеры 10. Верхнее колесо 25, входит в зацепление с противоположным нижним колесом 25', в результате чего пластмассовая пленка горловины упаковки 50, вводимойв вакуумную камеру 10, должна приспосабливается к индивидуальной форме колес 25 и 25'. За счет этого пленка горловины приобретает волнистую конфигурацию по мере ее ввода в отверстие 14 и между лентами 70 и 72. Благодаря тому, что пленка горловины удерживается между лентами 70 и 72, волнистая конфигурация сжимается без существенного удлинения и тем самым расплющивания пленочного материала, в результате чего на горловине образуется ряд складок, пока она удерживается между лентами 70 и 72, то есть во время последующих стадий обработки (например, продувки, вакуумирования). Индивидуальные свойства складок можно регулировать в зависимости от формы (и соответствующей ответной формы) фасонных колес 25 и 25'.
На фиг. 10Е показано подробное изометрическое изображение спереди впускной части 100 участка вакуумирования согласно настоящему изобретения. В левой части фиг. 10Е показано подробное изображение проиллюстрированной на фиг. 10D впускной части 100, на котором более подробно показано зацепление между фасонными колесами 25 и 25' и их расположение. Колеса 25 и 25', показанные слева, расположены на заднем по потоку конце впускной части 100 в направлении 40 движения, в результате чего формирование складок происходит, когда горловина обрабатываемой упаковки 50 еще не введена в отверстие 14. Кроме того, колеса 25 и 25' расположены вблизи вакуумной камеры 10 таким образом, что у горловины обрабатываемой упаковки 50 недостаточного времени, чтобы снова распрямиться и/или разгладиться в то время, как средство 100 перемещения 30 перемещает упаковку 50. Фасонные колеса 25 и 25' могут быть синхронизированы с движением лент 70 и 72 с целью облегчения управляемого поступления горловины мешка 50 в отверстие 14 и тем самым на ленты 70 и 72. В некоторых вариантах осуществления колеса 25 и 25' соединены с приводными лентами 70 и 72 приводной системой соответствующими звездочками или зубцами (не показанными).
Колеса 25 и 25', показанные в правой части фиг.10Е, иллюстрируют альтернативный пример индивидуальной формы колес 25 и 25'. В зависимости от ряда параметров (например, толщины пленки, состава пленки, размера упаковок, веса обрабатываемых продуктов и т.д.) может выбираться индивидуальная форма колес 25 и 25' с целью желаемого формирования складок. Например, для более тонкого пленочного материала и/или упаковывания более мелких или более легких продуктов могут требоваться фасонные колеса 25 и 25' умеренно волнистой формы (например, как показано слева на фиг. 10Е и фиг. 10D). В других случаях применения, например, при использовании более толстого пленочного материала и/или упаковывании более крупных или более тяжелых продуктов могут требоваться фасонные колеса 25 и 25' более выраженной или крупной волнистой формы (например, как показано справа на фиг. 10Е). Следует отметить, что индивидуальная форма фасонных колес 25 и 25' может выбираться в зависимости от индивидуального применения упаковки и, соответственно, может изменяться по сравнению с примерами, показанными на фиг. 10D-10F. Кроме того, следует отметить, что индивидуальное размещение колес 25 и 25' в значительной степени не зависит от индивидуальной формы колес 25 и 25', в результате чего формирование складок происходит преимущественно непосредственно перед подачей упаковки 50 в отверстие 14 и между лентами 70 и 72.
На фиг. 10F показано изометрическое изображение спереди альтернативного варианта осуществления впускной части 100 участка вакуумирования согласно настоящему изобретению. В этом примере средство формирования складок содержит два мотора-колеса 25 и 25', скорость вращения которых в проиллюстрированном варианте осуществления несколько превышает скоростью лент 70 и 72. За счет различие в скорости колес и лент пленочный материал горловины упаковки 50 проталкивается в сторону отверстия 14 и между лентами 70 и 72 с более высокой скоростью, чем скорость дальнейшей транспортировки складчатой горловины упаковки вниз по потоку. За счет этого пленочному материалу придается волнистая конфигурация непосредственно перед его захватом лентами 70 и 72. В этом варианте осуществления изобретения частота вращения моторов-колес 25 и 25' может индивидуально регулироваться с целью достижения желаемого формирования складок. В целом, при большем различии в частоте вращения колес 25 и 25' и скорости лент 70 и 72 образуется больше складок и/или более крупные складки. Как отмечено выше, для достижения желаемого результата могут приниматься во внимание дополнительные свойства упаковочного материала (включая, например, тип и толщину пленки, размер и вес упаковки и т.д.).
На фиг. 11А и 11В показаны виды в поперечном разрезе верхней и нижней лент, используемых в четвертом варианте осуществления участка вакуумирования согласно настоящему изобретению. Поперечные разрезы на фиг. 1А и 1В выполнены по пунктирной линии XI-XI, показанной на фиг. 10А. Плоскость поперечного разреза на фиг. 11А ориентирована преимущественно параллельно продольному направлению смежных частей лент 70 и 72, т.е. преимущественно параллельно направлению 40 движения. Плоскость поперечного разреза на фиг. 11В ориентирована преимущественно перпендикулярно продольному удлинению смежных частей лент 70 и 72, т.е. преимущественно перпендикулярно направлению 40 движения.
На фиг. 11А показан вид в продольном разрезе первого варианта осуществления лент 70 и 72, при этом лента 70 имеет наружную поверхность 70о и внутреннюю поверхность 70i, а термины "наружный" и "внутренний" означают положение относительно круговой траектории соответствующей ленты вокруг шестерен и/или звездочек. Как показано на фиг. 11а, внутренняя поверхность 70i на верхней стороне ленты 70 профилирована и имеет форму, сконфигурированную на вхождение в зацепление с соответствующими шестернями и/или звездочками, например, шестерней 104. Внутренняя поверхность 70i ленты 70 сконфигурирована таким образом, чтобы лента 70 могла приводиться в движение соответствующим приводным двигателем посредством соответствующих шестерен (включая, например, привод 95 и шестерню 104). Как показано на фиг. 11А, наружная поверхность 70о на нижней стороне ленты 70 профилирована и имеет углубления 73 и/или выступы, образующие каналы. Углубления или каналы 73 предпочтительно представляют собой каналы, проходящие в поперечном направлении преимущественно перпендикулярно продольному направлению ленты 70 и тем самым обеспечивающие сообщение внутреннего пространства вакуумной камеры 10 и окружающей среды. В одном из вариантов осуществления наружная поверхность 70о содержит углубления, имеющие глубину около 1 мм и длину 5 мм, при этом расстояние между последовательными углублениями составляет 10 мм.
Как показано на фиг. 11а, лента 72 имеет наружную поверхность 72о и внутреннюю поверхность 72i. Внутренняя поверхность 72i, показанная на нижней стороне ленты 72 на фиг. 1А, имеет профиль, соответствующий тому, который был описан выше применительно к внутренней поверхности 70i ленты 70. Внутренняя поверхность 72i профилирована и имеет форму, сконфигурированную на вхождение в зацепление с соответствующими шестернями и/или звездочками, например шестерней 104'. Внутренняя поверхность 72i ленты 72 сконфигурирована таким образом, чтобы лента 72 могла приводиться в движение соответствующим приводным двигателем посредством соответствующих шестерен (включая, например, привод 95 и шестерню 104'). Как показано на фиг. 11А, наружная поверхность 72о на верхней стороне ленты 72, является преимущественно плоской без каких-либо углублений или выступов. Таким образом, в варианте осуществления, показанном на фиг 11А, проиллюстрирован вариант осуществления, в котором наружная поверхность 70о ленты 70 снабжена углублениями, а наружная поверхность 72о ленты 72 являются преимущественно плоской. Однако следует отметить, что в качестве альтернативы, во втором варианте осуществления, не показанном на фиг. 11А и 1В, наружная поверхность 72о ленты 72может являться профилированной, а наружная поверхность 70о ленты 70 может являться преимущественно плоской. Кроме того, обе ленты 70 и 72 могут иметь одинаковые наружные поверхности, например плоские (не показанные на фиг. 11А и 11В) или профилированные (не показанные на фиг. 11А и 11В) и, если обе наружные поверхности 70о и 72о профилированы, они могут иметь одинаковые или различающиеся профили.
Как оказалось, чтобы облегчить и/или способствовать формированию складок при поступлении горловин упаковок 50 на участок 1 вакуумирования, выгодно, чтобы наружная поверхность 70о ленты 70 была профилирована, как описано выше (предпочтительно содержала углубления глубиной около 1 мм и длиной 5 мм при расстоянии 10 мм между последовательными углублениями), а наружная поверхность 72о ленты 72 имела преимущественно плоскую форму. Эта конфигурация обеспечивает каналы 73, показанные на фиг. 11а, имеющие преимущественно размер углублений на наружной поверхности 70о. Эта конфигурация, в частности, облегчает и/или способствует тому, чтобы противоположные слои пленочного материала 21 (т.е. на горловине упаковок 50), подаваемые в область между лентами 70 и 72, не выравнивались или не прижимались друг к другу с созданием тем самым области контакта между противоположными слоями пленки 21, в значительной степени или преимущественно герметично уплотняющей упаковку, а вместо этого мягко удерживались таким образом, чтобы противоположные слои пленки 21 отделялись друг от друга, по меньшей мере, в области каналов 73. Эти области, в которых противоположные слои пленки 21 могут разделяться, являются важными для эффективного вакуумирования упаковок 50 за счет областей, позволяющих воздуху или газу, присутствующему внутри упаковок, выходить из упаковки. Описанное выше сочетание профилированной наружной поверхности 70о и плоской наружной поверхности 72о позволяет формировать складки на пленке 21 в соответствии с каналами 73. Следует отметить, что формирование складок может дополнительно обеспечиваться или облегчаться путем изготовления упаковок 50 из соответствующего пленочного материала 21. Более тонкий или более жесткий пленочный материал может способствовать формированию складок. Дополнительно или в качестве альтернативы, пленочному материалу 21 может придаваться определенная структура или текстура (например, канавки, сетки, углубления, выступы, переменная толщина или жесткость), чтобы обеспечить или облегчить формирование складок. В некоторых вариантах осуществления на пленочном материале предварительно формируются заданные сгибы (смотри выше), на которых может инициироваться формирование складок напленочном материале 21. Пленочному материалу 21 может придаваться структура или текстура изнутри и/или снаружи.
Как показано на фиг. 11В, опора 101 содержит канавку или прорезь 1010, сконфигурированную на размещение и/или направление ленты 70 в соответствии с отверстием 14 по длине вакуумной камеры 10. Опора 101' также содержит канавку или прорезь 1010', сконфигурированную на размещение и/или направление ленты 72 в соответствии с отверстием 14 по длине вакуумной камеры 10. Следует отметить, что форма и размер обеих канавок 1010 и 1010' соответствуют верхней части поперечного сечения лент 70 и 72, соответственно, чтобы обеспечивать задание траектории движения в боковом направлении и преимущественно герметичный (например, воздухонепроницаемый) контакт вдоль соответствующей канавки со сведением к минимуму трения и с обеспечением определенного ограниченного вертикального и/или поперечного перемещения лент 70 и 72.
Ограниченное вертикальное перемещение лент 70 и 72 может являться полезным для обработки пленок 21 различной толщины без приложения избыточного давления (например, преимущественно, без приложения давления) к слоям пленки 21 (не показанной на фиг. 11В), подаваемым через участок 1 вакуумирования. Ограниченное поперечное перемещение лент 70 и 72 может являться полезным для обеспечения движения слоев пленки 21 (не показанной на фиг. 11В) во время введения в вакуумную камеру 10 и во время вакуумирования и/или продувки. Ограниченное вертикальное и/или поперечное перемещение также может являться полезным с точки зрения уменьшения трения между лентами 70 и 1Т 72, возникающего во время перемещения относительно канавок 1010 и 1010', соответственно. Следует отметить, что при вакуумировании упаковок 50 на участке 1 вакуумирования упаковки 50 и пленочный материал имеют тенденцию перемещаться в сторону вакуумной камеры 10 по направлению к вакуумной камере 10 вследствие осуществляемого вакуумирования и/или перепада давлений между вакуумной камерой 10 и окружающей средой. Соответственно, ленты 70 и 72 должны быть рассчитаны на обеспечение ограниченного перемещения пленки 21 между соседними частями лент 70 и 72.
Каналы 74 в опорах 101 и 101' могут использоваться с целью регулировки давления, оказываемого между смежными частями лент 70 и 72. Как описано выше, смежные части лент 70 и 72 обычно должны оказывать слабое давление или вообще не оказывать давления на слои пленки 21, расположенные между лентами 70 и 72. Однако в некоторых случаях применения и/или на некоторых стадиях вакуумирования может быть полезным усилить герметичный контакт между соседними частями лент 70 и 72, например, во время продувки с целью минимизации потерь инертного газа. С целью усиления герметичного контакта через каналы 74 может вводиться сжатый воздух, чтобы тем самым прижать смежные части лент 70 и 72 друг к другу в зависимости от давления подаваемого воздуха. Поскольку каждый канал 74 оказывает достаточное локальное воздействие на соответствующий участок одной из лент 70 и 72 (например, на протяжении 5-10 см), может по желанию устанавливаться и/или модулироваться индивидуальное давление и/или продолжительность.
На фиг. 12А показано внутреннее пространство продувочной камеры, которая может использоваться с участком вакуумирования согласно настоящему изобретению. На фиг. 12А не проиллюстрированы какие-либо крышки и/или опоры, чтобы показать внутренние компоненты и структуру продувочной камеры 10-xf. Продувочная камера 10-xf может в целом использоваться в любой из рабочих частей 200, 200' и 200ʺ. Однако обычно вторая камера используется во второй рабочей части 200' после стадии начального вакуумирования (например, в рабочей части 200; смотри фиг. 8 и 9) и до стадии окончательного вакуумирования (например, в рабочей части 200ʺ). За счет создание в вакуумируемой упаковке 50 начального вакуума в первой рабочей части 200, и затем продувки упаковки 50 инертным газом (например, CO2) во второй рабочей части 200' до создания в упаковке 50 с окончательного вакуума в третьей рабочей части 200ʺ может эффективно снижаться содержание кислорода в упаковке до очень низкого уровня, предпочтительно до уровня ниже около 1%, более предпочтительно до уровня ниже 0,5%. Чтобы открыть горловины упаковок 50, перемещаемых вдоль продувочной камеры 10-xf, или чтобы горловины оставались открытыми, может использоваться несколько средств, включая без ограничения лопасти для нагнетания воздуха, статическую нагрузку, перепад давлений и/или их сочетания. Это также относится к варианту осуществления, показанному на фиг. 1-3, и к варианту осуществления, показанному на фиг. 6-7.
Продувочная камера 10-xf содержит одно или несколько сопел 120, сконфигурированных на обеспечения продувочной камеры 10-xf инертным газом из соответствующего источника (не показанного). Продувочная камера 10-xf может дополнительно содержать разъем 11-х для текучей среды, сконфигурированный на соединение с соответствующим трубопроводом и/или дополнительными компонентами (например, источником вакуума, насосом) с целью облегчения избирательного отсасывания газа или воздуха из продувочной камеры 10-xf, например, при выпуске избыточного газа из камеры или при обеспечении контролируемого истечения газа из продувочной камеры 10-xf. Сопла 120 могут быть неподвижно встроены впродувочную камеру 10-xf или могут являться подвижными в сторону отверстия 14 и от него (т.е. в боковом направлении относительно направления 40 движения) с целью повышения эффективности стадии продувки. В вариантах осуществления с подвижными соплами 120 соответствующие приводы (не показанные) могут перемещать сопла 120 ближе к отверстию 14 и предпочтительно в открытый конец 55 упаковки 50 с целью введения инертного газа непосредственно в упаковку 50 (в отличие от подачи инертного газа сначала в продувочную камеру 10-xf, а затем перемещения инертного газа в упаковку 50 за счет избыточного давления в продувочной камере 10-xf и/или отсасывания газа из расширенной упаковки 50 путем расширения продувочной камеры 10-xf снаружи.
Следует отметить, что в продувочной камере 10-xf может обеспечиваться внутреннее давление, преимущественно соответствующее давлению окружающей среды, и в этом случае инертный газ из продувочной камеры 10-xf может всасываться ранее (частично) вакуумированной упаковкой 50 за счет пленочного материала, который высвобождается из ее (частично) вакуумированной конфигурации вследствие отсутствия значительного перепада давлений между продувочной камерой 10-xf и давлением окружающей среды. С этой целью продувочная камера 10-xf может быть снабжена дополнительными датчиками (не показанными), сконфигурированными на обнаружение открытого конца упаковки 50 и передачу соответствующего сигнала блоку управления, который сконфигурирован на управление приводом(-ами) сопла(-ел) на основании сигнала, переданного датчиком(-ами). С обеих сторон продувочной камеры 10-xf расположены ролики 90 и 92 для преимущественной герметичной изоляции продувочной камеры 10-xf от смежных камер (например, камер 10-1 и 10-3; смотри фиг. 8).
На фиг. 12В показана вакуумная камера, которая может использоваться с участком вакуумирования согласно настоящему изобретению, и имеет множество отсеков, разделенных перегородками. Вакуумная камера 10-xv может использоваться в любой одной или нескольких из рабочих частей 200, 200' и 200. В примере, проиллюстрированном на фиг. 12В, вакуумная камера 10-xv используется в рабочей части 200, т.е. в качестве первой стадии вакуумирования многокамерного участка 1 вакуумирования. Разъем 11-х для текучей среды сконфигурирован на подсоединение к соответствующему источнику вакуума (не показанному), сконфигурированному на создание желаемого вакуумметрического давления в вакуумной камере 10-xv.
Вакуумная камера 10-xv дополнительно содержит подкамеры 10-xv-1, 10-xv-2 и 10-xv-3, разделенные перегородками 96. Перегородки 96 сконфигурированыспособствовать регулируемому потоку текучей среды между различными сторонами перегородки с обеспечением желаемого сопротивления потоку текучей среды, в результате чего между двумя смежными подкамерами может создаваться и поддерживаться перепад давлений в то время, как вакуумная камера 10-xv имеет всего один разъем 11-х для текучей среды, обеспечивающий общее вакуумметрическое давление в вакуумной камере 10-xv. Кроме того, перегородки 96 сконфигурированы на то, чтобы позволять пленке 21 в области горловины упаковок 50, перемещаемых через вакуумную камеру 10-xv, проходить через перегородки без избыточного трения с соответствующими материалами или их износа (например, шторок перегородки 96 или пленки 21). Эта конфигурация вакуумной камеры 10-xv позволяет обеспечивать различные перепады давлений при наличие единственной вакуумной камеры. В одном из вариантов осуществления давление в первой подкамере 10-xv-1 составляет от 800 до 900 мбар, давление во второй подкамере 10-xv-2 составляет от 700 до 800 мбар, а давление в третьей подкамере 10-xv-3 составляет от 600 до 700 мбар, за счет чего обеспечивается возрастающий перепад давлений. За счет постепенного увеличения вакуумметрического давления такой возрастающий перепад давлений может быть выгодным при вакуумировании упаковок 50, содержащих продукт 56 или продукты 56, легко повреждаемые в результате вакуумирования (например, рыхлые или сыпучие продукты, которые могут портиться при вакуумировании). Следует отметить, что могут выбираться другие интервалы возрастающих перепадов давлений, которые оказывают преимущественно аналогичное воздействие.
На фиг. 12С показано изометрическое изображение сзади внутреннего пространства продувочной камеры 10-xf, которая может использоваться с участком вакуумирования согласно настоящему изобретению. В этом варианте осуществления для продувки упаковок 50 используется комплект продувочных узлов 122. Продувочные узлы 122 последовательно расположены по длине продувочной камеры 10-xf участка вакуумирования. В этом примере используется в общей сложности три продувочных узла 122. Тем не менее, в других вариантах осуществления может использоваться другое число продувочных узлов 122 (например, 1, 2 или более 3).
На фиг. 12D показано подробное изометрическое изображение сзади проиллюстрированной на фиг. 12D продувочной камеры участка вакуумирования согласно настоящему изобретению. На фиг. 12D показан комплект продувочных узлов 122, которые с возможностью вращения установлены внутри продувочной камеры 10-xf. Каждый продувочный узел 122 содержит комплект продувочных газовых сопел 1224 (показанных в данном случае как сопла игольчатой формы), которые установленына вращающейся сопловой головке 1222, с возможностью вращения соединенной с продувочной опорой 1220. Как подробнее описано далее, в продувочные опоры 1220 подается поток газа для использования с целью продувки упаковок 50. Газ вводится в продувочные опоры 1220 снизу и далее поступает во вращающуюся сопловую головку 1222, откуда он подается в выбранные продувочные газовые сопла 1224. Продувочные газовые сопла 1224 имеют игольчатую форму и сконфигурированы на взаимодействие или иную синхронизацию с каналами 73 между лентами 70 и 72, в результате чего вершины сопел 1224 входят в каналы 73 при перемещении каналов 73 вдоль отверстия 14 и продувочной камеры 10-xf в направлении 40 движения. За счет этого расположения сопла могут как можно глубже входить в горловину упаковки 50 при высвобождении газа, используемого для продувки упаковки 50. Обычно чем глубже сопла 1224 могут входить в горловину упаковки 50, тем эффективнее может осуществляться продувка упаковок 50.
На фиг. 12Е показан вид в поперечном разрезе проиллюстрированной на фиг. 12С продувочной камеры участка вакуумирования согласно настоящему изобретению. Как показано на фиг. 12Е, игольчатые сопла 1224 достаточно глубоко входят в каналы 73 для эффективного выпуска газа, используемого для продувки упаковок 50 внутри их горловины (не показанной). Число и расстановка сопел 1224 (например, игольчатых сопел) соответствует расположению каналов между лентами 70 и 72. В некоторых вариантах осуществления сопловые головки 1222 приводятся в действие и управляются выделенным приводным механизмом с целью синхронного перемещения относительно каналов 73 между лентами 70 и 72. В других примерах сопловые головки 1222 способны просто вращаться, и приводятся в действие движением лент 70 и 72, взаимодействующих с отдельными соплами 1224 (например, игольчатыми соплами).
На фиг. 12F показаны изометрические изображения опоры проиллюстрированного на фиг. 12D-12E продувочного узла, который может применяться с участком вакуумирования согласно настоящему изобретению. На фиг. 12F показано сквозное изображение (а) продувочной опоры 1220 и два изометрических изображения (b) и (с) продувочной опоры 1220, иллюстрирующих конфигурации и расположение внутреннего канала 1220 с и его соответствующего впускного отверстия 12201 и выпускного отверстия 1220о. Газ, используемый при продувке упаковок 50, подается во впускные отверстия 1220i каждой продувочной опоры и поступает в сторону сопловой головки 1222 по каналу 1220l. Выпускное отверстие 1220о имеет удлиненную форму, проходящую в направлении вращения соответствующей сопловой головки 1222, и ориентировано таким образом, что только газ, используемый припродувке упаковок 50, поступает в те сопла 1224 (например, игольчатые сопла, показанные на фиг. 12D-12E), которые взаимодействуют и перемещаются с каналами 73 лент 70 и 72. Это позволяет эффективно использовать газ, и осуществлять продувку упаковок 50 только, когда соответствующие сопла 1224 вводятся в горловину упаковок 50 и перемещаются с ней.
На фиг. 13 показан вид в поперечном разрезе перегородки, проиллюстрированной на фиг. 12 В. Поперечный разрез на фиг. 13 выполнен по пунктирной линии XI11-XI11 на фиг. 12В. Плоскость поперечного разреза на фиг. 13 ориентирована преимущественно параллельно направлению 40 движения и вертикально вакуумной камере 10-xv (смотри фиг. 12В). Перегородка 96, используемая в вакуумной камере 10-xv, содержит опоры 97 и 97' и шторки 98 и 98''. Шторки 98 и 98', соответственно, опираются на опоры 97 и 97', при этом образуется конфигурация, позволяющая пленке 21 горловины упаковки 50 проходить между шторками 98 и 98' и одновременно преимущественно изолировать смежные объемы воздуха или газа друг от друга. Как показано на фиг. 13, шторки 98 и 98' могут деформироваться, чтобы облегчать прохождение пленки 21, и оставаться в зацеплении друг с другом с целью обеспечения преимущественно воздухонепроницаемого контакта. Шторки содержат нежесткий материал, позволяющий гибко приспосабливаться к проходящей через него пленке 21 и возвращаться после любой деформации или движения к конфигурации, показанной на фиг. 13. Шторки 98 и 98' могут быть изготовлены, например, из армированного волокном полиэфирного материала конвейерной ленты, гибкой пластмассы (РА, РОМ) или прорезиненного металла (нержавеющей стали, 12R11).
На фиг. 14 показано изометрическое изображение выпускной части участка вакуумирования согласно настоящему изобретению. Выпускная часть 300 содержит ролики 90 и 92, образующие преимущественно герметичную оконечную часть вакуумной камеры 10. Кроме того, предусмотрены две шестерни 108 и 108' (не показанные на фиг. 14, поскольку они закрыты шестернями 106 и 106'), соответствующие шестерням 104 и 104' и действующие как отклоняющие шестерни лент 70 и 72. Шестерни 106 и 106' и отклоняющие шестерни 107 и 107' направляют натяжные ленты 80 и 82 в плоскости параллельной плоскости, задающей направление движения лент 70 и 72, и примыкающей к ней. Натяжные ленты 80 и 82 сконфигурированы на то, чтобы пропускать пленку 21 в области горловины упаковок 50, выходящих из вакуумной камеры 10, и растягивать пленочный материал, чтобы преимущественно уменьшать или исключать любые складки, присутствующие на пленочном материале до герметичного уплотнения. Это может достигаться за счетболее высокой скорости натяжных лент 80 и 82, чем скорость лент 70 и 72, например, за счет снабжения натяжных лент 80 и 82 отдельным приводным двигателем или использования применимой трансмиссии в качестве механического соединения между общим приводным двигателем 95 и шестернями/звездочками, приводящими в действие натяжные ленты 80 и 82. Натяжные ленты 80 и 82 предпочтительно действуют с рабочей скоростью, которая примерно на 2-30% превышает скорость перемещения упаковки 50 и вакуумной камеры 10 относительно друг друга, более предпочтительно примерно на 3-12% превышает скорость перемещения упаковки 50 и вакуумной камеры 10 относительно друг друга. В некоторых вариантах осуществления рабочая скорость натяжных лент 80 и 82 примерно на 4-8% превышает скорость перемещения упаковки 50 и вакуумной камеры 10 относительно друг друга с целью обеспечения эффективного уменьшения или исключения складок, которые сформировались на горловине упаковки на верхнем по потоку конце вакуумной камеры 10, до герметичного уплотнения.
Уплотнительные валики 24 сконфигурированы на снабжение горловины каждой упаковки 50, выходящей из вакуумной камеры 10, уплотнением. Уплотнение осуществляется непрерывно по мере выхода упаковок 50 с участка 1 вакуумирования. Предусмотрены толкатели 105 и 105', сконфигурированные воздействовать на натяжные ленты 80 и 82 и обеспечивать, чтобы на окончательной стадии перед уплотнением в вакуумированные упаковки 50 преимущественно не мог или почти не мог поступать воздух или газ. Толкателями 105 и 105' могут являться механические толкатели (например, на основе одной или нескольких пружин, прижимающих контактный элемент к лентам 80 и 82, или на основе пневмосистемы, описанной выше применительно к каналам 74). В некоторых вариантах осуществления уплотнительные средства (например, уплотнительные валики 24) могут быть расположены иначе, в результате чего уплотнение может осуществляться в то время, как упаковок 50 еще вакуумируются. В таких вариантах осуществления уплотнительные средства могут находиться на конце или внутри участка 300 вакуумирования. Преимуществом такого расположения уплотнительных средств может являться оптимизация вакуумирования и предотвращение поступления воздуха/газа в упаковки 50 после завершения вакуумирования, но до осуществления уплотнения.
Ленты 80 и 82 предпочтительно имеют преимущественно плоские наружные поверхности, сконфигурированные на соприкосновение с пленкой 21 в области горловины упаковок 50 с целью растягивания пленочного материала и преимущественного уменьшения или исключения любых складок, присутствующих напленочном материале до уплотнения. Это может достигаться за счет преимущественно плоских наружных поверхностей и более высокой рабочей скорости лент 80 и 82, чем рабочая скорость лент 70 и 72. Выпускная часть 300 может дополнительно содержать ножи или лезвия (не показанные на фиг. 14), чтобы отрезать излишек материала от уплотненного конца упаковок 50. Натяжные ленты 80 и 82 дополнительно сконфигурированы вытеснять упаковки 50 с участка 1 вакуумирования, в результате чего обеспечивается непрерывная обработка и доставка упаковок 50.
На фиг. 14А показано изометрическое изображение спереди выпускной части 300 в соответствии с вариантами осуществления настоящего изобретения, при этом выпускная часть 300 снабжена отдельной выходной конвейерной лентой 30с. С целью предотвращения или сведения к минимуму механического напряжения, воздействующего на уплотнение и/или пленочный материал во время растягивания, выходная конвейерная лента 30с может действовать с более высокой рабочей скоростью, предпочтительно синхронизированной с рабочей скоростью натяжных лент 80 и 82. За счет этого растягивание горловины упаковок 50 до, во время и после уплотнения согласовано с упаковкой 50, перемещаемой преимущественно со скоростью, синхронизированной со скоростью натяжных лент 80 и 82.
На фиг. 15 показан вид в поперечном разрезе проиллюстрированной на фиг. 14 выпускной части, иллюстрирующий конфигурацию верхней и нижней лент, перекрывающих выпускную часть. Поперечный разрез на фиг. 15 выполнен по пунктирной линии XV-XV на фиг. 14. Плоскость поперечного разреза на фиг. 15 ориентирована преимущественно перпендикулярно направлению 40 движения и вертикально вакуумной камере 10 (смотри фиг. 14). На фиг.15 проиллюстрирована область перекрытия лент 70/72 и лент 80/82, которые перекрывают друг друга, по меньшей мере, в рабочей области шестерен 108/108' и шестерен 106/106', которые имеют общую ось вращения (т.е. шестерни 108 и 106 имеют общую ось вращения, и шестерни 108' и 106' имеют общую ось вращения). Эта конфигурация лент и шестерен обеспечивает плавный переход пленочного материала на горловине упаковок 50 из рабочей части 200ʺ в сторону рабочей части 300 и через нее (смотри фиг. 1 и 2) за счет перекрытия лент. Натяжные ленты 80 и 82 сконфигурированы на то, чтобы преимущественно предотвращать попадание воздуха или газа в вакуумированные упаковки 50, а уплотнительные валики 24 (не показанные на фиг. 15) снабжают упаковки 50 уплотнением в то время, как ленты 80 и 82 воздействуют на пленку 21 в области горловины упаковок 50.
На фиг. 15А показан вид в поперечном разрезе натяжной ленты 80, 82 всоответствии с вариантами осуществления настоящего изобретения. Натяжные ленты 80 и 82 могут иметь преимущественно плоскую конфигурацию, как описано выше, в которой преимущественно плоские поверхности контакта обеих лент 80 и 82 соприкасаются друг с другом и удерживают пленочный материал между лентами. Для этого может требоваться, чтобы ленты 80 и 82 прижимались друг к другу с использованием соответствующих средств, например, сжатого воздуха, подводимого к лентам со сторон, противоположным поверхностям контакта. В других примерах могут использоваться толкатели 105 и 105', чтобы механически прижимать ленты 80 и 82 друг к другу с целью достижения необходимого давления для достаточного удержания пленочного материала упаковок 50 во время растягивания. В варианте осуществления, показанном на фиг. 15А, используются профилированные ленты 80 и 82 с целью придания лентам 80 и 82 дополнительной способности зажима и тем самым уменьшения или исключения давления, необходимого для преимущественно плоских ленты 80 и 82, как описано выше. В этом варианте осуществления лентам 80 и 82 придан продольный профиль, при котором выступ на одной ленте (например, показанной ленте 82) входит в углубление на другой ленте (например, показанной ленте 80), в результате чего пленочный материал удерживается между двумя лентами 80 и 82 за счет того, что пленочный материал вынужден приспосабливаться к профилям лент 80 и 82. За счет этого требование приложения вертикального давления к лентам переносится на материал лент, захватывающий пленочный материал и тем самым прилагающий боковое усилие к нему. Это может обеспечивать преимущества во время растягивания пленочного материала упаковок при осуществлении уплотнения на участке герметизации 300.
На фиг. 16 показан вид в поперечном разрезе продувочной камеры, показанной на фиг. 12А. Поперечный разрез на фиг. 16 выполнен по пунктирной линии XVI-XVI на фиг. 12А. Плоскость поперечного разреза на фиг. 16 ориентирована преимущественно перпендикулярно направлению 40 движения и вертикально вакуумной камере 10 (смотри фиг. 12А). Как показано на фиг. 16, могут быть предусмотрены верхняя и нижняя стенки 10-xfp, ограничивающие продувочную камеру 10-xf по вертикали. В некоторых вариантах осуществления верхняя и нижняя стенки 10-xfp могут находиться ближе к соплам 120 с целью уменьшения или сведения к минимуму объема продувочной камеры 10-xf и/или направления горловины (не показанной) упаковки 50 и ее позиционирования вблизи сопел 120. За счет расположения верхней и нижней стенок 10-xfp вблизи сопел может повышаться эффективность продувки упаковок 50 инертным газом.
На фиг. 16 дополнительно проиллюстрирована конфигурация каналов 74, предусмотренных в опорах 101 и 101'. Каналы 74 сконфигурированы на пневматическую регулировку давления между смежными частями лент 70 и 72. Следует отметить, что в альтернативных вариантах осуществления может быть реализована механическая регулировка (например, с использованием электрических приводов или с использованием пружин и упругих элементов). В предпочтительном варианте осуществления, показанном на фиг. 16, регулировка выполняется пневматически с использованием сжатого воздуха.
Обычно смежные части лент 70 и 72 должны оказывать слабое давление или не оказывать давления на слои пленки 21, находящейся между лентами 70 и 72. Тем не менее, в некоторых случаях применения и/или на некоторых стадиях вакуумирования может быть выгодным усиливать плотный контакт между смежными частями лент 70 и 72, например, во время продувки, с цель сведения к минимуму потери инертного газа. С целью усиления плотного контакта в каналы 74 может вводиться сжатый воздух, заставляющие смежные части лент 70 и 72 прижиматься друг к другу в зависимости от создаваемого воздухом давления. Поскольку каждый канал 74 оказывает достаточно локальное воздействие на соответствующий участок одной из лент 70 и 72 (например, на протяжении 5-10 см), может по желанию устанавливаться и/или модулироваться индивидуальное давление и/или продолжительность.
Блок управления (смотри выше) может быть сконфигурирован на управление источником сжатого воздуха и соответствующими клапанами, сообщающимися с каналами 74, с целью обеспечения заданного потока сжатого воздуха и оказания желаемого давления на смежные части лент 70 и 72. В различные каналы 74 (например, проходящие вертикально и перпендикулярно направлению 40 движения и последовательно расположенные по длине вакуумной камеры 10 в опоре 101 и/или опоре 101') может подаваться одинаковое или различное давление с целью регулировки и/или модулирования давления, прилагаемого к смежным частям лент 70 и/или 72.
На фиг. 16А показан вид в поперечном разрезе альтернативного варианта осуществления продувочной камеры 10-xf, содержащей одно или несколько встроенных сопел 120i. Встроенные сопла 120i аналогичны по функции соплам 120, описанным выше со ссылкой на фиг. 12А и 16, но выполнены за одно целое с задней стенкой продувочной камеры 10-xf напротив лент 70 и 72, а также отверстия 14. Встроенные сопла 120i могут содержать один или несколько подающих каналов 120i-14, соответственно, питающих сопловые камеры 120i-12, и одно или несколько выпускных отверстий 120i-10. Сопловые камеры 120i-12 и выпускные отверстия 120i-10 сконфигурированы на создание хорошо сфокусированного потока газа, направленного в сторону отверстия 14 (не показанного), по которому во время продувки проходит открытая горловина упаковки 50.
Выпускные отверстия 120i-10 могут представлять собой множество отдельных отверстий, расположенных вдоль удлиненного встроенного сопла 120i, проходящего преимущественно параллельно отверстию 14. Каждое из множества отверстий на определенное расстояние отстоит от соседних отверстий, что позволяет обеспечивать поток газа преимущественно по длине соответствующего удлиненного встроенного сопла 120i. В других вариантах осуществления предусмотрено одно выпускное отверстие 120i-10 в форме удлиненного отверстия, проходящего вдоль удлиненного встроенного сопла 120i, которое в свою очередь проходит преимущественно параллельно отверстию 14. Удлиненное отверстие позволяет обеспечивать поток газа преимущественно по длине соответствующего удлиненного встроенного сопла 120i. Продувочная камера 10-xf может быть снабжена одним или несколькими (удлиненными) встроенными соплами 120i любого типа (например, содержащими множество отдельных отверстий или одно удлиненное отверстие) для обеспечения потока газа преимущественно по всей длине продувочной камеры 10-xf.
Как описано выше со ссылкой на фиг.16, с целью уменьшения или сведения к минимуму объема продувочной камеры 10-xf и/или направления горловины обрабатываемой упаковки 50 в непосредственной близости от встроенных сопел 120i находятся верхняя и нижняя стенки 10-xfр.
Упаковка может представлять собой многослойную пленку 21. Пленка 21 может содержать ПЭТ, ПА или полиолефин (ПП, ПЭ). Пленкой 21 может являться полностью соэкструдированная термоусадочная пленка 21. Упаковка обеспечивает газонепроницаемый барьер между внутренним пространством упаковки и средой снаружи упаковки. Соответственно, среда внутри упаковки изолирована от среды снаружи упаковки. Это помогает сохранять пищевые продукты 56 и предотвращать их загрязнение. Это может быть выгодным с точки зрения пищевой гигиены. Упаковка 50 может обеспечивать барьер, непроницаемый для запахов или газов. Это может быть особо полезным, когда продуктом 56 пищевой продукт. Упаковка может быть защищена от неправильного обращения.
Упаковка может являться прозрачной или просвечивающей. Это позволяет потребителю видеть продукт 56 через упаковку. Например, упаковка может содержать прозрачную пленку 21. Упаковочная пленка может обладать защищающими от запотевания свойствами. Это обеспечивает ее высокую привлекательность дляпотребителей. Упаковочная пленка может быть пригодна для печатания. Это позволяет печатать этикетки непосредственно на упаковке.
Упаковка может формироваться из рулона пленки 21. Путем формирования рукава из рулона пленки 21 может изготавливаться рукавная пленка 21. Упаковочное устройство может содержать формирующий участок для изготовления рукава из рулона пленки 21. Рукав может на формирующем участке может изготавливаться путем выполнения продольного уплотнения вдоль продольных краев рулона пленки 21. Рукав может изготавливаться из двух полотен пленки 21. В этом случае на формирующем участке выполняются два продольных уплотнения вдоль противоположных краев двух рулонов пленки 21.
Упаковочное устройство может содержать продувочное устройство. Продувочное устройство сконфигурировано на продувку газа через рукавную пленку 21, из которой формируется упаковка. Продувка газом может предотвращать сплющивание рукава. Продувка газом помогает поддерживать расстояние между продуктом 56 в лотке и пленкой 21. Это помогает улучшать гигиенический внешний вид пленки 21, поскольку пленка 21 не тускнеет в результате контакта с продуктом. Продувочное устройство продувает газ в продольном направлении через рукав. Газ, используемый для продувки, может содержать около 70% кислорода и около 30% двуокиси углерода или другую соответствующим образом модифицированную атмосферу.
Кроме того, продувка газом может позволять упаковывать продукт 56 в модифицированной атмосфере. Газ может помогать сохранять продукт 56, продлевая срок его хранения. Желаемое количество газа внутри каждой герметизированной упаковки зависит от типа продукта 56 и необходимой продолжительности срока хранения.
Упаковочное устройство может содержать усадочное устройство, предназначенное для усадки пленки 21. Усадочным устройством может являться, например, термоусадочный туннель с водой или воздухом, например, туннель с горячим воздухом. После герметизации упаковка 50 подвергается термоусадке на усадочном участке. Процесс усадки может включать нагрев упаковок 50. Упаковки 50 могут нагреваться до температуры от около 130°С до около 150°С.
Продуктом 56 может являться пищевой продукт. Например, продуктом 56 может являться мясо, сыр, пицца, готовые блюда, птица и рыба. Продукт 56 может являться преимущественно сухим, как в случае сыра. Для некоторых продуктов, таких как сыр, не требуется лоток в качестве опоры. В качестве альтернативы, продукт 56 может являться влажным. В этом случае особенно желательно, чтобы продукт 56 помещался влотке. Кроме того, продуктом 56 также может являться непищевой продукт, включая, например, одежду, постельное белье, текстиль или другой соответствующий материал. В таких случаях объем упакованных продуктов может быть значительно уменьшен, что обеспечивает существенные преимущества с точки зрения транспортировки и/или требуемого пространства для хранения. Продуктами 56 могут дополнительно являться мягкие или жесткие продукты, насыпные продукты или другие изделия. В случае медицинских товаров срок хранения упакованных изделий может значительно увеличиваться, например, за счет герметичного уплотнения продуктов 56 и их изолирования от внешней среды и/или помещения в инертную и/или стерильную внутреннюю среду.
Упаковочным устройством желательно является горизонтальный формовочно-фасовочно-укупорочный автомат. Тем не менее, упаковочное устройство может представлять собой формовочно-фасовочно-укупорочные автоматы других типов, такие как вертикальный формовочно-фасовочно-укупорочный автомат. При упаковывании в вертикальном формовочно-фасовочно-укупорочном автомате упаковки 50 перемещаются через упаковочное устройство в вертикальном направлении. В вертикальном формовочно-фасовочно-укупорочный автомате упаковка может снабжаться уплотнением с целью формирования нижнего конца герметично уплотненной упаковки. Затем через открытый конец упаковки в нее загружается продукт 56. После этого верхний конец упаковка 50 снабжается уплотнением с получением герметично уплотненной упаковки.
Хотя изобретение описано применительно к считающимся наиболее практичными и предпочтительными на данный момент вариантам осуществления, следует понимать, что изобретение не следует ограничивать раскрытыми вариантами осуществления, и, напротив, предполагается, что оно включает различные модификации и эквиваленты, входящие в пределы существа и объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ОБЕЗГАЖИВАНИЯ УПАКОВОК | 2016 |
|
RU2725384C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТБОРА ГАЗА ИЗ УПАКОВКИ | 2015 |
|
RU2656360C1 |
| СПОСОБ И УСТРОЙСТВО ВАКУУМИРОВАНИЯ УПАКОВОК | 2017 |
|
RU2727681C1 |
| УПАКОВОЧНОЕ УСТРОЙСТВО С УЗЛОМ ВАКУУМИРОВАНИЯ И СПОСОБ УПАКОВЫВАНИЯ | 2016 |
|
RU2678402C1 |
| УПАКОВОЧНОЕ УСТРОЙСТВО И СПОСОБ | 2020 |
|
RU2815178C1 |
| ТЮК И СПОСОБ УПАКОВКИ ВОЛОКОН | 2004 |
|
RU2333142C2 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ И ОБРАБОТКИ УПАКОВОК ДЛЯ ЖИДКОСТЕЙ | 1994 |
|
RU2138426C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВАКУУМНОЙ УПАКОВКИ В ПЛЕНКУ | 2008 |
|
RU2466915C2 |
| СПОСОБ И КОМПЛЕКТ ДЛЯ КОНТРОЛИРУЕМОГО ИЗМЕНЕНИЯ СОДЕРЖАНИЯ ГАЗА ВНУТРИ УПАКОВКИ | 2007 |
|
RU2436717C2 |
| МАШИНА ДЛЯ УПАКОВКИ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ, СКИН-УПАКОВКИ ИЛИ ВАКУУМНОЙ УПАКОВКИ И СПОСОБ УКАЗАННЫХ УПАКОВОК | 2014 |
|
RU2661837C2 |
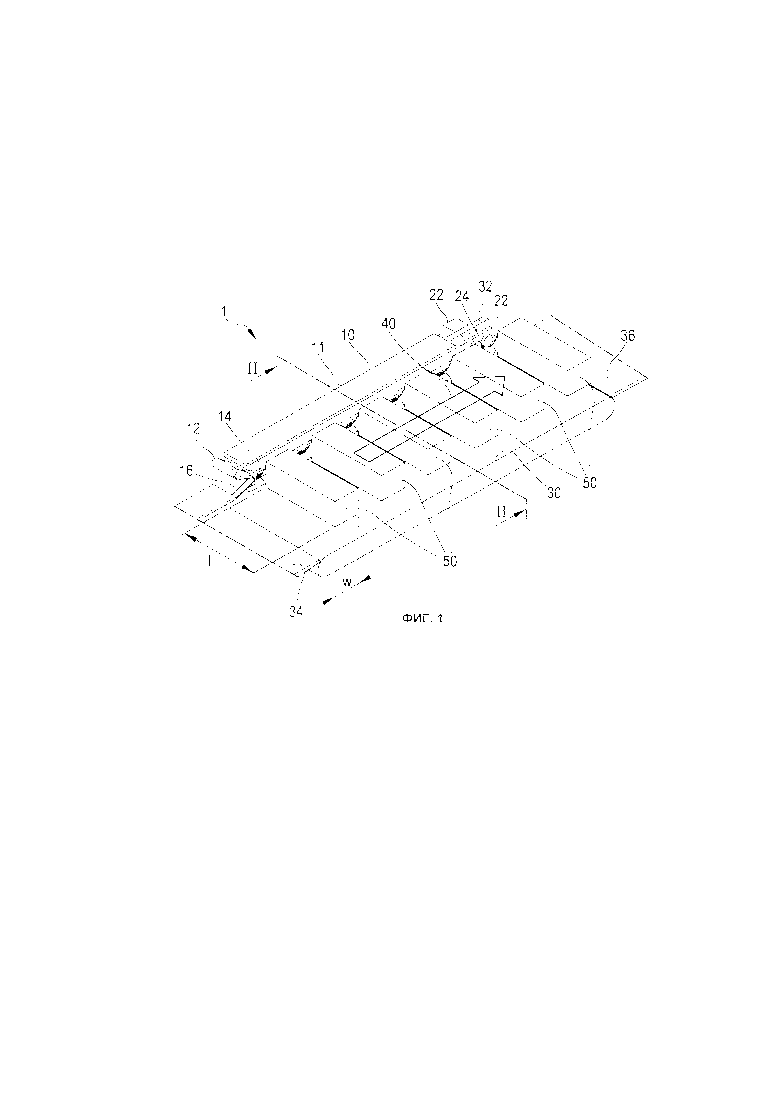



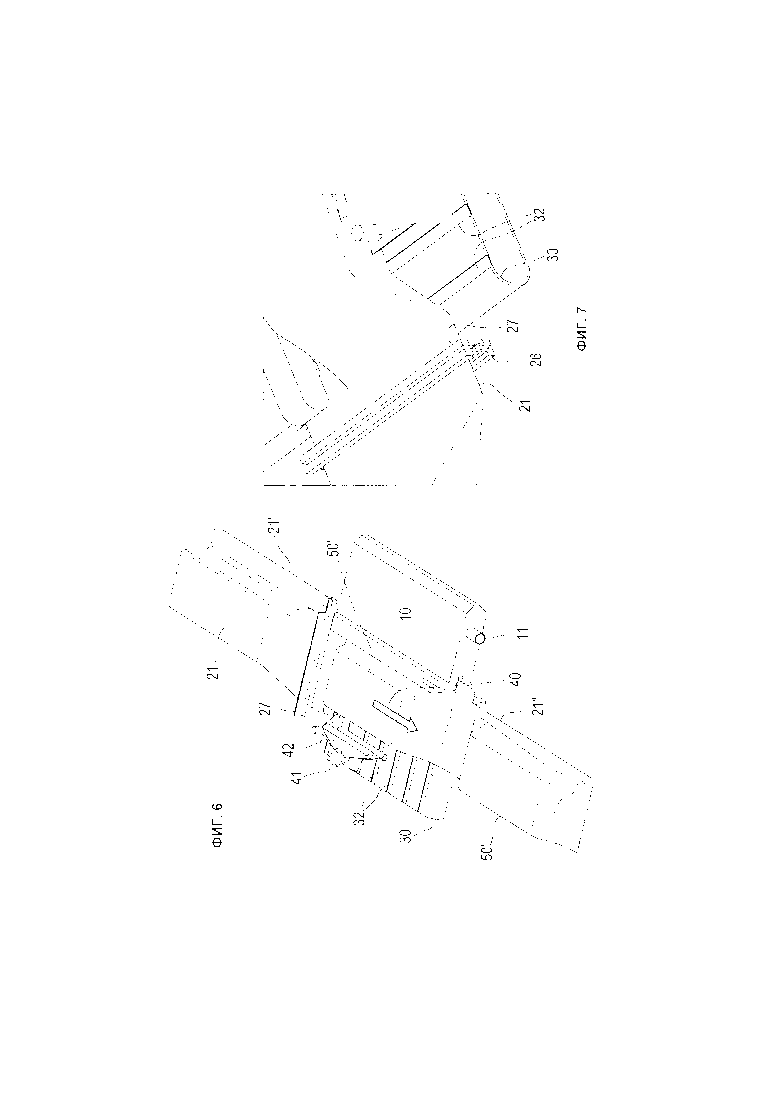



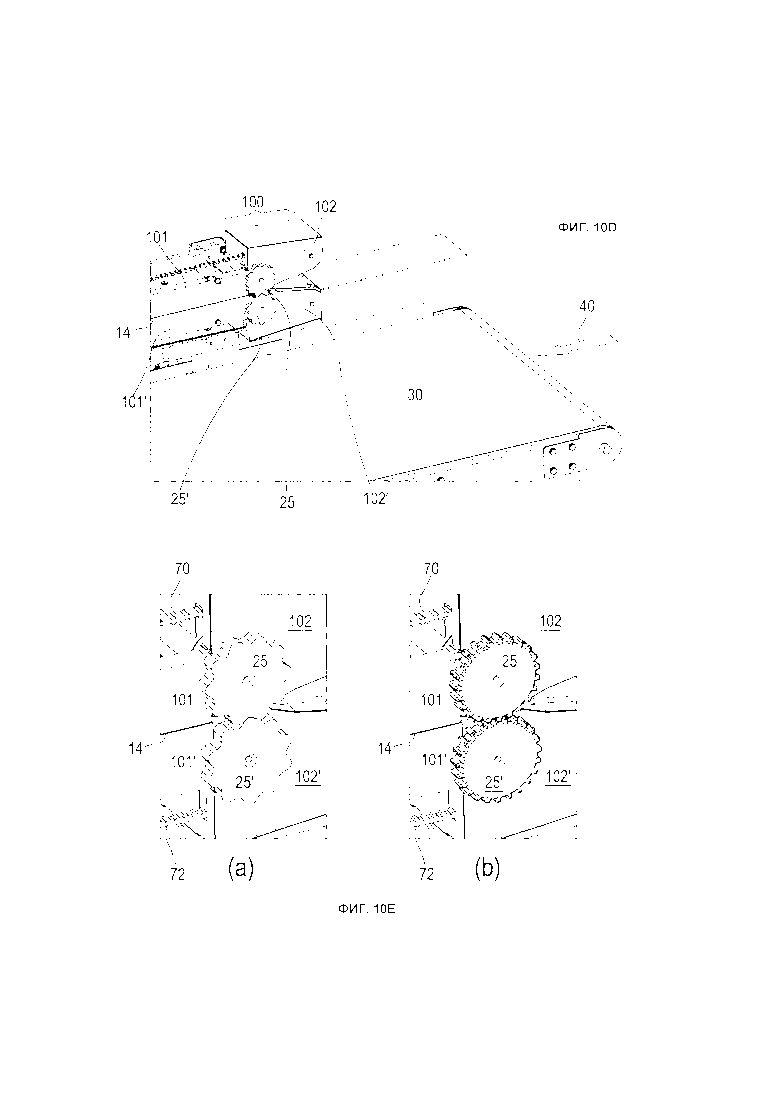

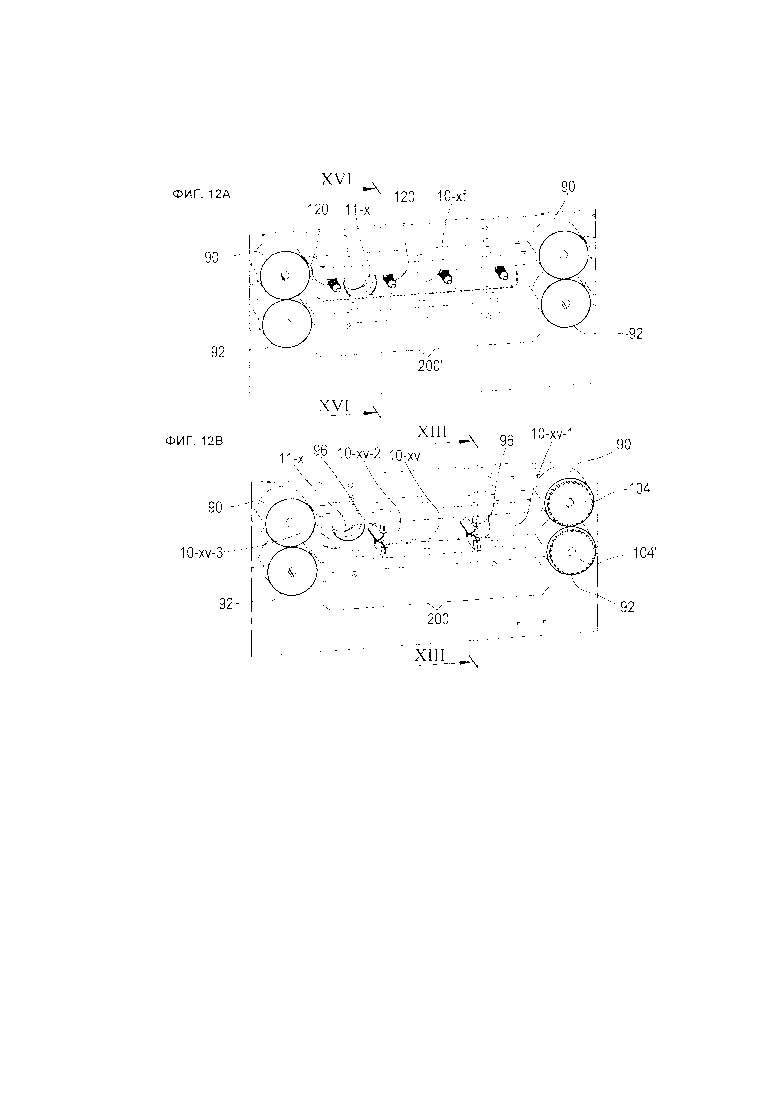
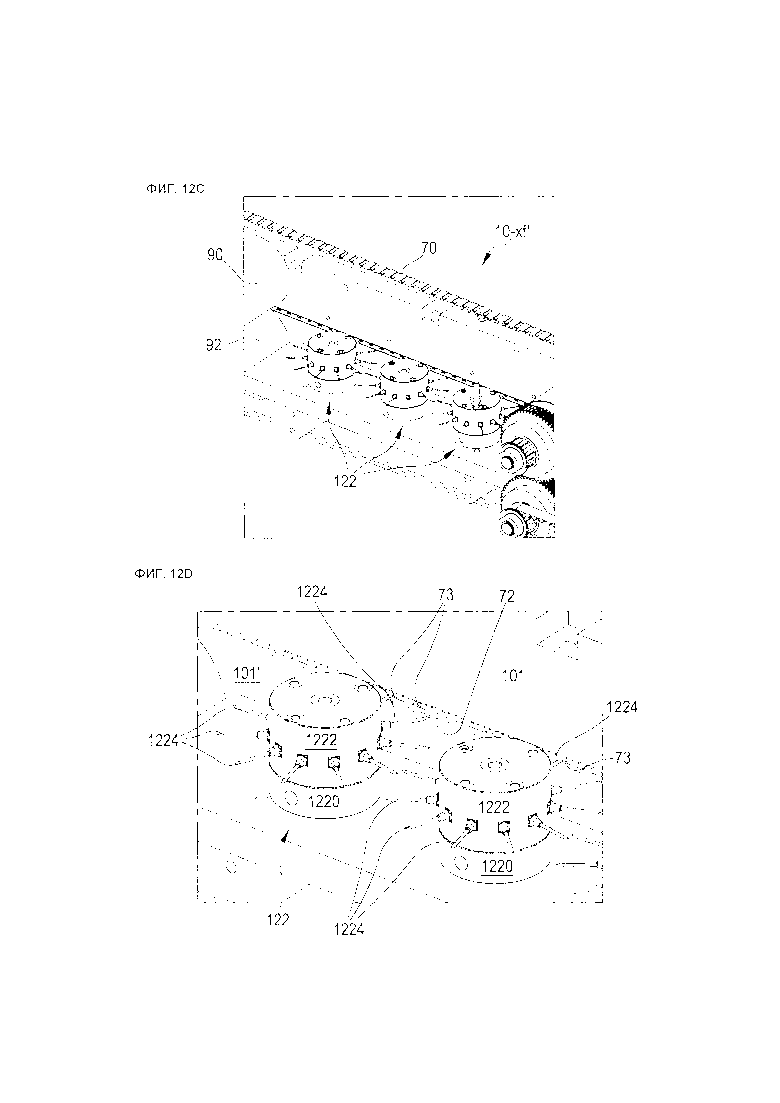


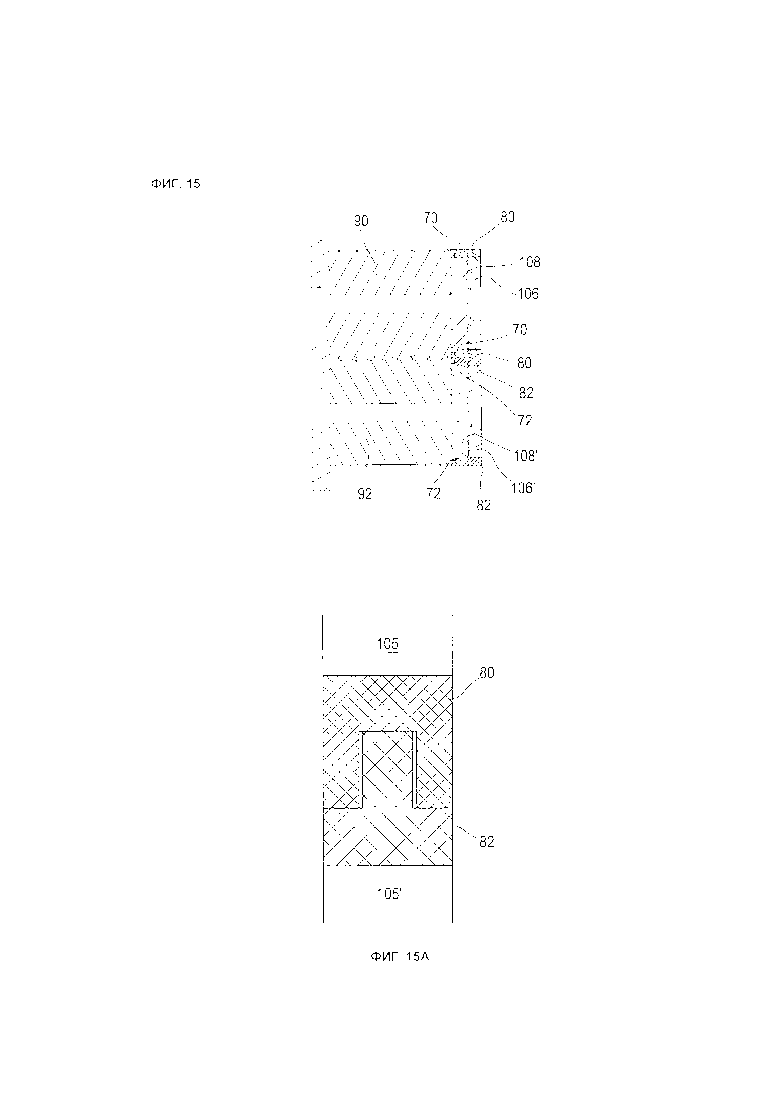

Устройство (1) предназначено для откачивания газа из упаковки (50) в упаковочном устройстве, где упаковка (50) имеет открытый конец (55), имеющий концевую часть (54), неконцевую часть (52) и промежуточную часть (53), расположенную между концевой частью (54) и неконцевой частью (52) открытого конца (55). Устройство (1) содержит вакуумную камеру (10) с удлиненным отверстием (14), проходящим вдоль продольной оси вакуумной камеры (10), средство вакуумирования, сконфигурированное на создание внутри вакуумной камеры (10) вакуумметрического давления ниже атмосферного давления снаружи вакуумной камеры (10), средство (30) перемещения упаковки (50) относительно вакуумной камеры (10) и блок (60) управления. Блок управления запрограммирован на управление средством (30) перемещения для относительного перемещения вакуумируемой упаковки (50) относительно вакуумной камеры (10) и на приведение в действие средства вакуумирования для создания вакуумметрического давления внутри вакуумной камеры (10). Упаковка (50) и средство (30) перемещения расположены относительно вакуумной камеры (10) так, что основное направление (40) движения упаковок, размещенных на средстве (30) перемещения, и продольная ось вакуумной камеры (10), преимущественно, параллельны друг другу. Вакуумируемая упаковка (50) расположена так, чтобы во время перемещения упаковки (50) относительно вакуумной камеры (10) концевая часть (54) открытого конца (55) упаковки (50) совершала относительное перемещение внутри вакуумной камеры (10), неконцевая часть (52) открытого конца (55) совершала относительное перемещение вне вакуумной камеры (10), а промежуточная часть (53) открытого конца (55) проходила через отверстие (14) и совершала относительное перемещение по его длине. Устройство дополнительно содержит первую направляющую ленту (70), проходящую по длине отверстия (14), сконфигурированную с возможностью контакта с промежуточной частью (53) открытого конца (55) при прохождении через отверстие (14) и имеющую внутреннюю поверхность (70i) и наружную поверхность (70о), и первый привод, сконфигурированный на воздействие на первую направляющую ленту (70). Блок управления дополнительно запрограммирован на управление первым приводом для перемещения первой направляющей ленты (70) в направлении (40) движения по длине отверстия (14). Наружной поверхности (70о) первой направляющей ленты (70) придана профилированная форма, содержащая углубления (73). Устройство также дополнительно содержит вторую направляющую ленту (72), проходящую по длине отверстия (14), сконфигурированную с возможностью контакта с промежуточной частью (53) открытого конца (55) при прохождении через отверстие (14) и имеющую внутреннюю поверхность (72i) и наружную поверхность (72о), и второй привод, сконфигурированный на воздействие на вторую направляющую ленту (72). Блок управления дополнительно запрограммирован на управление вторым приводом для перемещения второй направляющей ленты (72) в направлении (40) движения по длине отверстия (14). Вторая направляющая лента (72) имеет форму замкнутого контура, проходящего вокруг первого и второго отклоняющих роликов (103' и 108') и по длине отверстия (14). Группа изобретений также раскрывает способ упаковывания с использованием устройства откачивания газа и упаковочное устройство, содержащее устройство откачивания газа. Обеспечивается повышение эффективности упаковывания продуктов большего размера с использованием системы неглубокого вакуума, применимой для продуктов разнообразных размеров, непрерывное откачивание газа и/или воздуха из упаковки. 3 н. и 18 з.п. ф-лы, 31 ил.
1. Устройство (1) откачивания газа из упаковки (50) в упаковочном устройстве, где упаковка (50) имеет открытый конец (55), имеющий концевую часть (54), неконцевую часть (52) и промежуточную часть (53), расположенную между концевой частью (54) и неконцевой частью (52) открытого конца (55), при этом устройство (1) содержит:
вакуумную камеру (10) с удлиненным отверстием (14), проходящим вдоль продольной оси вакуумной камеры (10),
средство вакуумирования, сконфигурированное на создание внутри вакуумной камеры (10) вакуумметрического давления ниже атмосферного давления снаружи вакуумной камеры (10),
средство (30) перемещения упаковки (50) относительно вакуумной камеры (10) и
блок (60) управления, запрограммированный:
на управление средством (30) перемещения для относительного перемещения вакуумируемой упаковки (50) относительно вакуумной камеры (10), при этом упаковка (50) и средство (30) перемещения расположены относительно вакуумной камеры (10) таким образом, что основное направление (40) движения упаковок, размещенных на средстве (30) перемещения, и продольная ось вакуумной камеры (10), преимущественно, параллельны друг другу, вакуумируемая упаковка (50) расположена таким образом, чтобы во время перемещения упаковки (50) относительно вакуумной камеры (10) концевая часть (54) открытого конца (55) упаковки (50) совершала относительное перемещение внутри вакуумной камеры (10), неконцевая часть (52) открытого конца (55) совершала относительное перемещение вне вакуумной камеры (10), а промежуточная часть (53) открытого конца (55) проходила через отверстие (14) и совершала относительное перемещение по его длине, и
на приведение в действие средства вакуумирования для создания вакуумметрического давления внутри вакуумной камеры (10),
характеризующееся также тем, что дополнительно содержит:
- первую направляющую ленту (70), проходящую по длине отверстия (14), сконфигурированную с возможностью контакта с промежуточной частью (53) открытого конца (55) при прохождении через отверстие (14) и имеющую внутреннюю поверхность (70i) и наружную поверхность (70о), и
- первый привод, сконфигурированный на воздействие на первую направляющую ленту (70),
при этом блок управления дополнительно запрограммирован на управление первым приводом для перемещения первой направляющей ленты (70) в направлении (40) движения по длине отверстия (14),
и при этом наружной поверхности (70о) первой направляющей ленты (70) придана профилированная форма, содержащая углубления (73),
- вторую направляющую ленту (72), проходящую по длине отверстия (14), сконфигурированную с возможностью контакта с промежуточной частью (53) открытого конца (55) при прохождении через отверстие (14) и имеющую внутреннюю поверхность (72i) и наружную поверхность (72о), и
- второй привод, сконфигурированный на воздействие на вторую направляющую ленту (72),
при этом блок управления дополнительно запрограммирован на управление вторым приводом для перемещения второй направляющей ленты (72) в направлении (40) движения по длине отверстия (14),
при этом вторая направляющая лента (72) имеет форму замкнутого контура, проходящего вокруг первого и второго отклоняющих роликов (103' и 108') и по длине отверстия (14).
2. Устройство по п. 1, в котором блок управления дополнительно запрограммирован на регулирование внутреннего вакуумметрического давления для:
- обеспечения потока газа через отверстие (14), заставляющего противоположные слои пленки (21) на открытом конце (55) оставаться преимущественно в разнесенном положении, и/или
- всасывания через отверстие (14) как газа изнутри упаковки (50), так и газа из окружающей атмосферы,
при этом опционально средства (30) перемещения имеют удлиненные углубления (32), расположенные на верхней стороне верхнего хода средств (30) перемещения, при этом каждое удлиненное углубление (32) имеет одно или несколько отверстий, сконфигурированных для облегчения отсасывания воздуха с верхней стороны верхнего хода через одно или несколько отверстий на нижнюю сторону верхнего хода.
3. Устройство по п. 1, в котором первая направляющая лента (70) имеет форму замкнутой петли, проходящей вокруг первого и второго отклоняющих роликов (103 и 108) и по длине отверстия (14), и
при этом углубления (73) проходят по наружной поверхности (70о) в направлении, перпендикулярном продольному продолжению первой направляющей ленты (70).
4. Устройство по п. 3, в котором углубления (73) разнесены на одинаковые интервалы друг от друга в продольном направлении первой направляющей ленты (70), при этом интервалы составляют предпочтительно от 2 до 20 мм, более предпочтительно от 5 до 15 мм, наиболее предпочтительно около 10 мм,
при этом углубления (73) имеют глубину от 0,2 до 2 мм, предпочтительно от 0,5 до 1,5 мм, наиболее предпочтительно около 1 мм,
при этом углубления (73) имеют длину от 2 до 10 мм, более предпочтительно от 3 до 8 мм, наиболее предпочтительно около 5 мм в продольном направлении первой направляющей ленты (70).
5. Устройство по п. 4, в котором равные интервалы составляют около 10 мм, углубления (73) имеют глубину около 1 мм и углубления (73) имеют длину около 5 мм в продольном направлении первой направляющей ленты (70).
6. Устройство по п. 1, в котором наружной поверхности (72о) второй направляющей ленты (72) придана преимущественно гладкая форма,
при этом вторая направляющая лента (72) имеет форму замкнутого контура, проходящего вокруг первого и второго отклоняющих роликов (103' и 108') и по длине отверстия (14).
7. Устройство по п. 6, в котором
- внутренняя поверхность (70i) первой направляющей ленты (70) проходит вдоль верхнего края (14u) отверстия (14), а наружная поверхность (70о) первой направляющей ленты (70) сконфигурирована на контакт с промежуточной частью (53) сверху и
- внутренняя поверхность (72i) второй направляющей ленты (72) проходит вдоль нижнего края (14l) отверстия (14), а наружная поверхность (72о) второй направляющей ленты (72) сконфигурирована на контакт с промежуточной частью (53) снизу.
8. Устройство по любому из пп. 1-7, дополнительно содержащее несколько комплектов верхних роликов (90) и нижних роликов (92), каждый из которых имеет преимущественно цилиндрическую форму с возможностью вращения вокруг своей соответствующей продольной оси, при этом верхние и нижние ролики расположены таким образом относительно друг друга, чтобы контактировать друг с другом на протяжении удлиненной области контакта, образованной их соответствующими боковыми поверхностями, с обеспечением тем самым преимущественно воздухонепроницаемого уплотнения на протяжении области контакта, которая проходит преимущественно параллельно соответствующей продольной оси верхних и нижних роликов (90 и 92),
первый комплект роликов (90, 92) расположен на верхнем по потоку конце вакуумной камеры (10) и сконфигурирован на создание преимущественно воздухонепроницаемого уплотнения на ее верхнем по потоку конце и/или
второй комплект роликов (90, 92) расположен на нижнем по потоку конце вакуумной камеры (10) и сконфигурирован на создание преимущественно воздухонепроницаемого уплотнения на ее нижнем по потоку конце относительно основного направления (40) движения.
9. Устройство по любому из пп. 1-7, в котором вакуумная камера (10) содержит первую подкамеру (10-1, 10-2, 10-3) и вторую подкамеру (10-1, 10-2, 10-3), при этом блок управления дополнительно запрограммирован на создание в первой подкамере (10-1, 10-2, 10-3) первого давления и на создание во второй подкамере (10-1, 10-2, 10-3) второго давления, отличающегося от первого давления.
10. Устройство по п. 9, в котором вакуумная камера (10) содержит третью подкамеру (10-1, 10-2, 10-3), при этом блок управления дополнительно запрограммирован на создание в третьей подкамере (10-1, 10-2, 10-3) третьего давления, отличающегося от первого и второго давлений и необязательно имеющего меньшую абсолютную величину, чем первое и второе давления.
11. Устройство по любому из пп. 1-7, дополнительно содержащее первую натяжную ленту (80), расположенную на нижнем по потоку конце вакуумной камеры (10) и сконфигурированную на размещение промежуточной части (53) открытого конца (55) при выходе через отверстие (14), при этом
блок управления сконфигурирован на регулирование рабочей скорости первой натяжной ленты (80), чтобы она превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга.
12. Устройство по п. 11, дополнительно содержащее вторую натяжную ленту (82), расположенную противоположно первой натяжной ленте (80) и находящуюся в контакте с ней на нижнем по потоку конце вакуумной камеры (10), при этом первая и вторая натяжные ленты (80 и 82) сконфигурированы на размещение между ними промежуточной части (53) открытого конца (55) при выходе из отверстия (14), при этом
блок управления сконфигурирован на регулирование рабочей скорости второй натяжной ленты (82), чтобы она превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга, предпочтительно примерно на 2-30% превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга, более предпочтительно примерно на 3-12% превышала скорость перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга.
13. Устройство по любому из пп. 2-7, в котором отверстие (14) имеет высоту, в 8-20 раз превышающую толщину пленки (21); предпочтительно, когда отверстие (14) имеет высоту, в 10 раз или менее раз превышающую толщину пленки (21), и/или отверстие (14) имеет высоту от 0,3 до 1,0 мм; и отверстие (14) имеет глубину 50 мм или менее, предпочтительно 20 мм или менее, более предпочтительно 12 мм или менее, и/или отверстие (14) имеет высоту 1,0 мм или менее, предпочтительно 0,8 мм или менее, наиболее предпочтительно 0,5 мм или менее.
14. Устройство по п. 3, дополнительно содержащее один или несколько продувочных узлов (122), каждый из которых содержит опору (1220), на которой с возможностью вращения установлена сопловая головка (1222), имеющая множество сопел (1224), при этом
каждое сопло из множества сопел сконфигурировано на то, чтобы входить в соответствующее углубление (73) из углублений и выходить из него во время перемещения первой направляющей ленты (70) и тем самым, войдя в углубление, по меньшей мере частично оказываться внутри открытого конца (55) упаковки (50).
15. Устройство по п. 14, в котором опора (1220) дополнительно содержит канал (1220i, 1220с, 1220о), сконфигурированный на направление потока регулируемого газа в сторону соответствующего сопла или сопел из множества сопел (1224) при вхождении в соответствующее углубление из углублений (73), при этом канал дополнительно сконфигурирован на прекращение подачи регулируемого газа в соответствующее сопло или сопла из множества сопел (1224), когда они не входят в соответствующее углубление из углублений (73).
16. Способ упаковывания с использованием устройства (1) откачивания газа из упаковки (50) по любому из предшествующих пп. 1-7 в упаковочном устройстве, включающий:
использование содержащей упаковываемый продукт (56) упаковки (50), которая изготовлена из пленки (21) и имеет открытый конец (55),
использование вакуумной камеры (10), имеющей удлиненное отверстие (14),
относительное перемещение упаковки (50) или вакуумной камеры (10) относительно друг друга таким образом, чтобы концевая часть (54) открытого конца (55) совершала относительное перемещение внутри вакуумной камеры (10), неконцевая часть (52) открытого конца (55) совершала относительное перемещение вне вакуумной камеры (10), а промежуточная часть (53) открытого конца (55), которая находится между концевой частью (54) и неконцевой частью (52) открытого конца (55), проходила через отверстие (14) и совершала относительное перемещение по его длине,
создание внутри вакуумной камеры (10) более низкого вакуумметрического давления, чем давление окружающей среды снаружи вакуумной камеры (10).
17. Способ по п. 16, в котором
стадия использования упаковки (50) включает создание открытого конца (55) одним или несколькими методами, включающими:
перфорирование упаковки (50) в области концевой части (54) открытого конца (55);
резку упаковки (50) в области концевой части (54) открытого конца (55) и
создание отверстия в упаковке (50) в области концевой части (54) открытого конца (55), при этом
опционально способ может дополнительно включать стадию продувки внутреннего пространства упаковки (50) газом или смесью газов, которая содержит инертный газ.
18. Способ по п. 16, в котором стадия создания вакуумметрического давления внутри вакуумной камеры (10) дополнительно включает выбор такого внутреннего вакуумметрического давления, при котором
создается поток газа через отверстие (14), заставляющий противоположные слои пленки (21) на открытом конце (55) оставаться преимущественно в разнесенном положении, и/или
через отверстие всасывается как газ изнутри упаковки (50), так и газ из окружающей атмосферы.
19. Способ по п. 16, дополнительно включающий:
направление промежуточной части (53) открытого конца (55) по длине отверстия (14) при перемещении упаковки (50) и вакуумной камеры (10) относительно друг друга; и/или
создание складок на пленке (21) на открытом конце (55) упаковки (50), опционально преимущественно в области, где промежуточная часть (53) открытого конца (55) входит в вакуумную камеру (10), дополнительно опционально поддержание складок на пленке (21) преимущественно на протяжении перемещения промежуточной части по длине отверстия (14); и/или
удаление складок и/или сглаживание пленки (21) на открытом конце упаковки (50) опционально преимущественно в области, где промежуточная часть (53) открытого конца (55) выходит из вакуумной камеры (10); и/или
создание удлиненных складок на пленке (21) области упаковки (50), преимущественно соприкасающейся со средствами (30) перемещения.
20. Способ по п. 16, дополнительно включающий боковое перемещение упаковки (50) и/или пленочного материала на открытом конце (55) упаковки (50) в направлении, перпендикулярном направлению (40) движения, что позволяет приспосабливаться к изменению объема упаковки (50) и/или к изменению формы пленки (21) упаковки (50) во время перемещения упаковки (50) и вакуумной камеры (10) относительно друг друга.
21. Упаковочное устройство, содержащее
участок вакуумирования, связанный с блоком управления и
выходной участок,
при этом блок управления сконфигурирован на управление средствами (30) перемещения одной или нескольких упаковок (50), каждая из которых содержит упаковываемый продукт (56), в сторону участка вакуумирования и через него, а участок вакуумирования содержит устройство откачивания газа из упаковки по любому из пп. 1-7.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| DE 10149812 A1, 24.04.2003 | |||
| УСТРОЙСТВО для ВАКУУМИРОВАНИЯ и ЗАПЕЧАТЫВАНИЯ ПОЛИМЕРНЫХ МЕШКОВ | 0 |
|
SU283000A1 |
| US 6862867 B2, 08.03.2005 | |||
| WO 2014060223 A1, 24.04.2014. | |||

