Настоящее изобретение относится к способу планирования производства рулонов оцинкованной металлической полосы на линии непрерывного цинкования, при этом способ планирования предпочтительно реализуется электронным устройством планирования.
Изобретение также относится к компьютерной программе, включающей в себя программные инструкции, которые при их исполнении процессором реализуют такой способ планирования.
Изобретение также относится к электронному устройству планирования для планирования производства рулонов оцинкованной металлической полосы на линии непрерывного цинкования.
Изобретение также относится к установке для подачи рулонов оцинкованной металлической полосы, содержащей линию непрерывного цинкования для производства рулонов оцинкованной металлической полосы и такое электронное устройство планирования.
Известны линии цинкования для покрытия поверхностей стальной полосы слоем цинка или сплава цинка. Схематично, сталь в рулонах разматывают на входе в линию, отжигают в печи, погружают в ванну с расплавленным цинком и повторно сматывают. Чтобы сделать процесс непрерывным, задний конец каждого рулона соединяется с передним концом следующего рулона. С точки зрения линии, исходным материалом является составная полоса, особенности которой, такие как ширина, толщина, сечение, сорт, различаются по длине полосы.
Аналогично, конечным продуктом является составная полоса, для которой окончательные характеристики, такие как толщина цинка, шероховатость, временная защита, различаются по длине полосы.
Таким образом, технологические параметры линий цинкования необходимо регулярно настраивать, чтобы учитывать изменения особенностей стальной полосы и достигать технических спецификаций соответствующего участка стальной полосы.
Так как для достижения новых целевых технологических параметров требуется некоторое время, некоторая длина стальной полосы может не соответствовать техническим спецификациям и, следовательно, должна быть утилизирована или продана как второй сорт. Стальная полоса на определенной длине также может иметь такие дефекты, как избыточное цинковое покрытие, масляные загрязнения, поверхностные дефекты.
Более того, различия между двумя последовательными рулонами могут привести к трудностям. Например, могут возникнуть затруднения со сваркой двух рулонов сильно отличающихся сортов, более широкий передний конец рулона может ударяться об элементы линии, может быть трудно приспособиться к натяжению в случае, когда сечения двух рулонов сильно отличаются.
В наихудшем случае разница между двумя последовательными рулонами настолько велика, что полоса может порваться, особенно в печи отжига. В этом случае, прежде чем удалять стальную полосу, необходимо остановить линию до тех пор, пока не остынет печь. Затем печь снова нагревают перед возобновлением производства.
Тщательно выбирая очередность рулонов без покрытия, которые подлежат цинкованию, можно выбрать переходы, которые ограничат длину полосы, подлежащей утилизации, появление и серьезность дефектов и возникновение разрывов полосы.
Известно планирование производства ручным способом на основе опыта операторов, но это, тем не менее, приводит к необходимости регулярного использования переходных рулонов, то есть небольших рулонов, не заказанных потребителем, которые вставляют между двумя рулонами, чтобы сделать их совместимыми. Это снижает производительность линии и увеличивает сложность операций.
Также известно использование коммерческого программного обеспечения, цель которого состоит в том, чтобы найти последовательность рулонов, которая позволила бы максимально сгладить переходы в соответствии с несколькими параметрами продукции (шириной, толщиной, массой цинкового покрытия и т.д.). Каждый вид перехода в соответствии с заданным параметром продукции получает произвольный штраф или бонус. Например, чем больше отличаются два рулона по весу цинкового покрытия, тем больше увеличивается штраф. Все штрафы и бонусы суммируются, и общая бальная оценка должна быть сведена к минимуму. К сожалению, сглаживание переходов в соответствии с одним параметром продукции часто несовместимо со сглаживанием переходов в соответствии с другим параметром продукции, и переход в соответствии с заданным параметром продукции может по-разному влиять на несколько этапов процесса. Более того, подход, связанный со штрафами/бонусами не адаптирован к изменениям ассортимента продукции.
Таким образом, задача настоящего изобретения состоит в том, чтобы устранить недостатки предшествующего уровня техники путем предоставления способа составления графика очередности производства множества оцинкованных рулонов, который позволяет повысить качество полосы, обрабатываемой во время переходов между рулонами, повысить производительность линии и снизить трудоемкость операций.
Для решения этой задачи первым объектом настоящего изобретения является способ составления графика очередности производства множества рулонов оцинкованной стальной полосы на линии непрерывного цинкования, содержащей печь для отжига, ванну цинкования и протирочную машину. Способ содержит этапы:
- сбора множества характеристик, определяющих каждый рулон оцинкованной металлической полосы без покрытия, множества технических характеристик, которые должны быть достигнуты для каждого рулона оцинкованной металлической полосы, множества технологических параметров, необходимых для достижения технических характеристик каждого рулона оцинкованной металлической полосы, и множества ограничений линии,
- оценивание, для каждой возможной комбинации из двух рулонов металлической полосы без покрытия, влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество оцинкованных рулонов в отношении, по меньшей мере, следующих двух наборов параметров:
○ настройка температуры Tp и скорости S металлической полосы в печи для отжига,
○ настройка давления P протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования,
- присвоение, каждой возможной комбинации рулонов без покрытия, весового коэффициента, который зависит от результатов предыдущего этапа и учитывает ограничения линии,
- обработка результатов предыдущего этапа путем вычисления, для набора возможных графиков очередности множества рулонов без покрытия, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям рулонов металлической полосы без покрытия, входящих в заданный график очередности, и выбора графика очередности с оптимальным количественным показателем.
Способ согласно изобретению может также иметь дополнительные признаки, перечисленные ниже, рассматриваемые по отдельности или в комбинации:
- множество характеристик, определяющих каждый рулон металлической полосы без покрытия, включает в себя толщину, сорт стали, механические свойства, ширину и твердость;
- множество технических характеристик, которые должны быть достигнуты для каждого рулона оцинкованной металлической полосы, включают в себя вес цинкового покрытия, допуск по весу цинкового покрытия, наличие дрессировки и удлинение, которое должно быть достигнуто во время дрессировки;
- множество технологических параметров, необходимых для достижения технических характеристик каждого рулона оцинкованной металлической полосы, включает в себя целевую температуру в печи отжига, допуск по температуре в печи отжига, скорость линии, допуск по скорости линии в печи отжига, давление P протирки, расстояние D протирки, натяжение и усилие дрессировки;
- множество ограничений линии включает в себя максимальные потенциальные возможности линии и переходы, не разрешенные операторами линии;
- на этапе сбора данных данные собирают вручную, или получают из существующей базы данных, или вычисляют;
- этап сбора содержит подэтап моделирования, во время которого по меньшей мере часть множества технологических параметров вычисляют из эмпирических, и/или физических, и/или статистических законов или уравнений;
- весовой коэффициент присваивают влиянию перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении одного набора параметров;
- для каждой возможной комбинации из двух рулонов без покрытия присваивают весовой коэффициент в отношении настройка температуры и скорости полосы в печи отжига, при этом весовой коэффициент зависит от интервала между температурными допусками двух рулонов и/или от интервала между допусками по скорости двух рулонов;
- весовой коэффициент, присваиваемый каждой возможной комбинации рулонов металлической полосы без покрытия, представляет собой сумму весовых коэффициентов, присваиваемых наборам параметров;
- линия непрерывного цинкования дополнительно содержит дрессировочную машину, и влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции дополнительно оценивают в отношении настройки натяжения Ts и усилия F дрессировки;
- для каждой возможной комбинации из двух рулонов без покрытия присваивают весовой коэффициент в отношении настройки натяжения Ts и силы F дрессировки, при этом весовой коэффициент зависит от скорости линии и времени, необходимого для перехода от одного натяжения к другому, и/или от одного прижатия к другому;
- линия непрерывного цинкования дополнительно содержит входной накопитель, и дополнительно оценивают влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении настройки натяжения во входном накопителе и/или в печи отжига;
- линия непрерывного цинкования дополнительно содержит правильно-натяжной станок, и дополнительно оценивают влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении настройки натяжения на правильно-натяжном станке;
- линия непрерывного цинкования содержит печь отжига цинкованной полосы, и дополнительно оценивают влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении настройки мощности нагрева в печи отжига цинкованной полосы;
- линия непрерывного цинкования дополнительно содержит промасливающую машину, выполненную с возможностью нанесения масла на рулон оцинкованной металлической полосы, и дополнительно оценивают влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении регулировки количество масла и/или свойств масла в промасливающей машине;
- линия непрерывного цинкования дополнительно содержит секцию химической обработки, выполненную с возможностью нанесения пассивирующего покрытия на рулон оцинкованной металлической полосы, и дополнительно оценивают влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении регулировки процесса пассивации;
- количественный показатель, вычисленный для заданного графика очередности множества рулонов металлической полосы без покрытия, представляет собой сумму весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, составляющих график очередности;
- количественный показатель, вычисленный для заданного графика очередности множества рулонов без покрытия, включает в себя весовые параметры очередности в дополнение к сумме весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, составляющих указанный график очередности;
- способ дополнительно содержит этапы:
○ отображение графика очередности с оптимальным количественным показателем и его изменение вручную или автоматически;
○ вычисление количественного показателя измененного графика очередности.
Вторым объектом настоящего изобретения является компьютерная программа, включающую в себя программные инструкции, которые при их исполнении процессором реализуют способ согласно изобретению.
Третьим объектом настоящего изобретения является электронное устройство планирования для составления графика очередности производства множества рулонов оцинкованной металлической полосы на линии непрерывного цинкования, содержащей печь отжига, ванну цинкования и протирочную машину, причем электронное контрольно-измерительное устройство содержит:
- модуль сбора данных, выполненный с возможностью сбора множества характеристик, определяющих каждый рулон металлической полосы без покрытия, подлежащей оцинковке, множества технических характеристик, которые должны быть достигнуты для каждого рулона оцинкованной металлической полосы, множества технологических параметров, необходимых для достижения технических характеристик каждого рулона оцинкованной металлической полосы, и множество ограничений линии,
- модуль присвоения, выполненный с возможностью оценивания, для каждой возможной комбинации из двух рулонов металлической полосы без покрытия, влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении, по меньшей мере, следующих двух наборов параметров:
○ настройка температуры Tp и скорости S металлической полосы в печи отжига,
○ настройка давления P протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования,
и присвоения каждой возможной комбинации рулонов металлической полосы без покрытия весового коэффициента, который зависит от результатов оценивания влияния и который учитывает ограничения линии,
- вычислительный модуль, выполненный с возможностью обработки результатов, полученных в модуле присвоения, путем вычисления, для набора возможных графиков очередности множества рулонов металлической полосы без покрытия, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям рулонов металлической полосы без покрытия, входящих в заданный график очередности, и выбора графика с оптимальным количественным показателем.
Электронное устройство планирования согласно изобретению может дополнительно содержать модуль проверки, выполненный с возможностью обеспечения просмотра графика очередности, выбранного в вычислительном модуле, и обеспечения возможности подтверждения или регулировки - вручную или автоматически - выбранного графика.
Четвертым объектом настоящего изобретения является установка для выпуска множества рулонов оцинкованной металлической полосы, содержащая:
- линию непрерывного цинкования для производства множества рулонов оцинкованной металлической полосы,
- электронное устройство планирования для составления графика очередности производства множества рулонов оцинкованной металлической полосы,
при этом электронное устройство планирования соответствует изобретению.
Изобретение станет более понятым после прочтения следующего описания, которое предоставлено исключительно в целях объяснения и никоим образом не предназначено быть ограничительным, со ссылкой на чертежи, на которых:
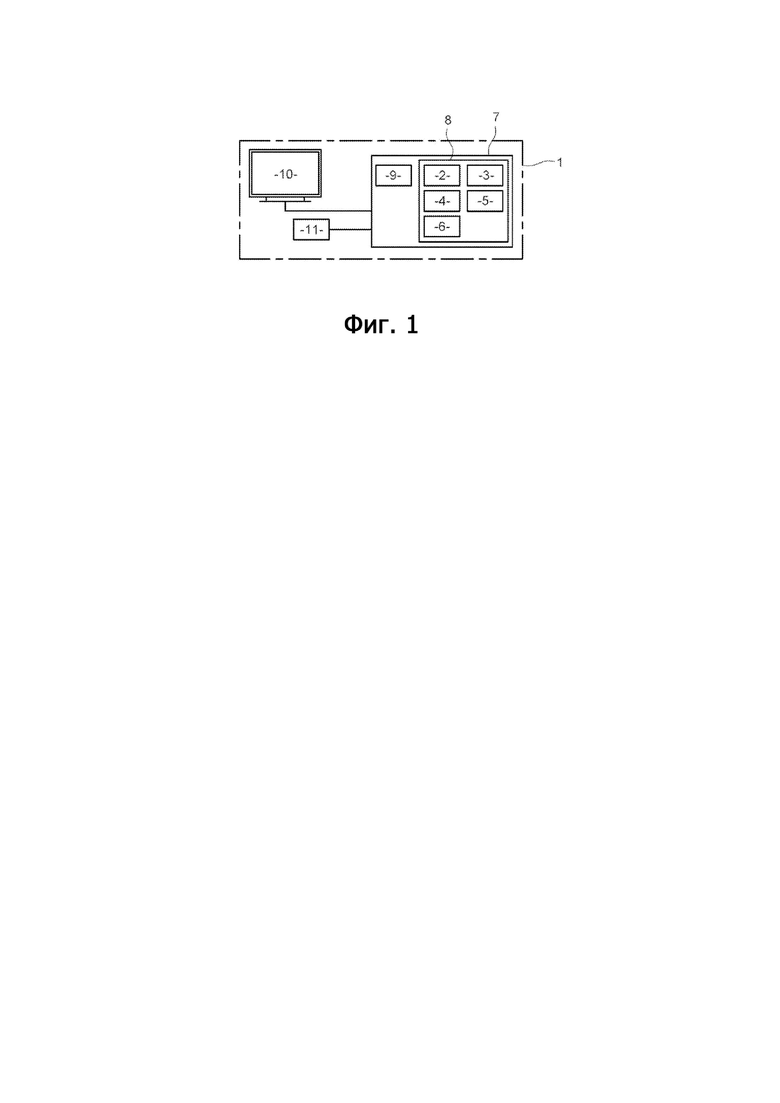
фиг. 1 - схематичное представление электронного устройства планирования,
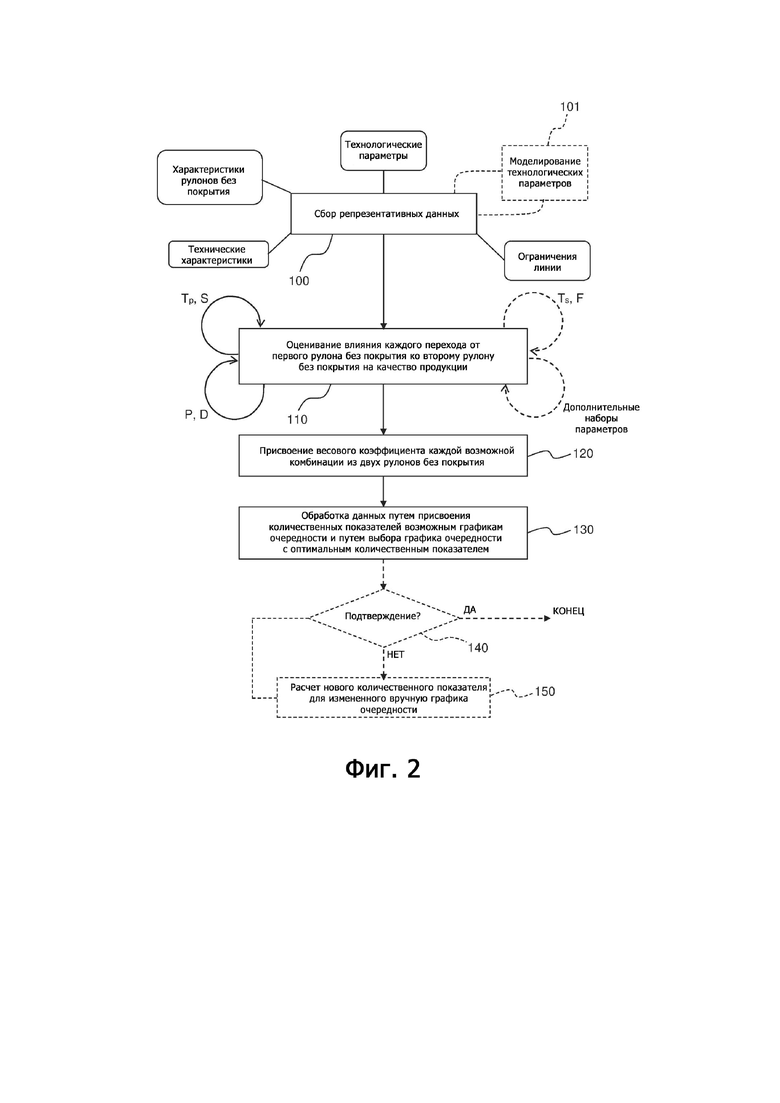
фиг. 2 - блок-схема способа составления графика очередности производства множества оцинкованных рулонов на линии непрерывного цинкования согласно изобретению, при этом способ составления графика очередности реализуется электронным устройством планирования, показанным на фиг. 1.
Линия непрерывного цинкования согласно изобретению содержит, по меньшей мере, печь отжига, ванну цинкования и протирочную машину. Под термином «ванна цинкования» подразумевается ванна с расплавленными металлическими элементами, такими как цинк, алюминий, кремний, магний. В зависимости от состава ванны можно производить, например, оцинкованную сталь, стали, покрытые цинковым сплавом с содержанием 5 мас.% алюминия (Galfan®), стали, покрытые цинковым сплавом с содержанием 55 мас.% алюминия, приблизительно 1,5 мас.% кремния, остатка, состоящего из цинка и неизбежных примесей, появляющихся вследствие обработки (Aluzinc®, Galvalume®), стали, покрытые алюминиевым сплавом с содержанием от 8 до 11 мас.% кремния и от 2 до 4 мас.% железа, остатка, состоящего из алюминия и неизбежных примесей, появляющихся вследствие обработки (Alusi®), стали, покрытые слоем алюминия (Alupur®), стали, покрытые цинковым сплавом с содержанием от 0,5 до 20% алюминия, от 0,5 до 10% магния, остатка, состоящего из цинка и неизбежных примесей, появляющихся вследствие обработки. В остальной части описания будет упоминаться только цинк, подразумевая, что другие элементы могут быть частью металлического покрытия, нанесенного на стальную полосу, и что цинк может даже отсутствовать.
Линия непрерывного цинкования может дополнительно содержать по меньшей мере одно из следующих устройств: сварочную машину, входной накопитель, градирню, дрессировочную машину, промасливающую машину, кромкообрезные ножницы, участок химической обработки и печь отжига оцинкованной металлической полосы.
Первый этап 100 способа содержит сбор множества характеристик, определяющих каждый рулон без покрытия, который будет использоваться для производства каждого оцинкованного рулона, множество технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, множество технологических параметров, необходимых для достижения технических характеристик каждого оцинкованного рулона и множество ограничений линии, которые в совокупности называются репрезентативными данными.
Что касается рулонов без покрытия, собранными характеристиками являются внутренние характеристики стальной полосы, подлежащей обработке на линии цинкования. Примеры внутренних характеристик включают в себя, среди прочего, сорт стали, химический состав стальной основы, механические свойства стальной основы, ширину полосы, сечение полосы, толщину полосы, длину полосы, вес рулона, твердость стали.
Согласно одному предпочтительному варианту множество характеристик, определяющих каждый рулон без покрытия, содержит толщину, сорт стали, механические свойства, ширину и твердость.
Что касается оцинкованных рулонов, технические характеристики включают в себя, среди прочего, механические свойства оцинкованного рулона, вес наносимого цинкового покрытия, допуск на вес цинкового покрытия, внешний вид поверхности цинкового покрытия, наличие дрессировки, удлинение, которое должно быть достигнуто при дрессировке, допуск на удлинение при дрессировке, шероховатость после дрессировки, допуск на шероховатость при дрессировке, наличие химической обработки после дрессировки, целевая плоскостность на оцинкованной полосе, допуск по плоскостности на правильно-растяжной машине, тип масла, тип пассивации, наличие термической обработки после дрессировки, содержание железа в термически обработанном цинковом покрытии, требуемый заказчиком уровень качества.
Согласно одному предпочтительному варианту множество технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, содержит вес цинкового покрытия, допуск по весу цинкового покрытия, возможность дрессировки и удлинение, которое должно быть достигнуто во время дрессировки.
Примерами технологических параметров, необходимых для достижения спецификаций, являются, среди прочего, термический цикл в печи отжига, целевая температура и допуск по температуре в печи отжига, целевая скорость и допуск по скорости в печи отжига, давление протирки, расстояние протирки, скорость линии, усилие дрессировки, натяжение дрессировки, целевая мощность нагрева и допустимый нагрев в печи отжига оцинкованной металлической полосы.
Согласно одному предпочтительному варианту множество технологических параметров, необходимых для достижения технических характеристик каждого оцинкованного рулона, содержит целевую температуру в печи отжига, допуск по температуре в печи отжига, линейную скорость, допуск по линейной скорости в печи отжига, давление P протирки, расстояние D протирки и натяжение и усилие дрессировки.
Что касается ограничений линии, они могут включать в себя, помимо прочего, максимальные потенциальные возможности линии, такие как потенциальные возможности по сварке сварочной машины, длина накопителя входной полосы, максимальная скорость линии, максимальное ускорение линии, длина печи отжига, максимальная температура трубы печи, максимальная скорость изменения давления притирки протирочной машины, максимальная скорость изменения расстояния протирки машины, максимальная скорость регулировки усилия дрессировки и максимально допустимые отклонения по ширине, толщине и/или поперечному сечению полосы, которые указываются изготовителем линии, обязанность группировать вместе все рулоны заказа, обязанность группировать вместе определенные рулоны во избежание нежелательных настроек в печи отжига и неразрешенных переходов. Неразрешенные переходы - это переходы, которые по какой-то причине слишком сложны и которые операторы линий решили запретить. Примерами неразрешенных переходов являются, среди прочего, переходы, для которых не перекрываются диапазоны массы покрытия, переходы, для которых не перекрываются диапазоны скоростей, переходы, для которых не перекрываются допуски на отжиг, переходы, для которых второй рулон шире первого рулона более чем на 250 мм при толщине обоих менее 1 мм, переходы между двумя не свариваемыми друг с другом сортами стали, переходы, для которых скачок усилия при дрессировке превышает 200 т, уширение для продуктов, которые будут использоваться в качестве видимых автомобильных деталей, то есть переход на более широкий рулон, переходы, которые не могут быть выполнены без переходного рулона. На первом этапе способа репрезентативные данные, то есть множество характеристик/ технических характеристик/ технологических параметров/ ограничений линии, могут быть собраны вручную или получены из существующей базы данных или даже вычислены. В частности, технологические параметры, необходимые для достижения заданной спецификации, могут быть получены из существующей базы данных, так что их не нужно получать с нуля каждый раз, когда необходимо планировать новое количество рулонов металлической полосы без покрытия. Они могут быть заданы в виде значений или диапазонов или в виде эмпирических, и/или физических, и/или статистических законов или уравнений, связывающих технологические параметры с техническими характеристиками и/или характеристиками продукции без покрытия. Предпочтительно на первом этапе из всех заданных технологических параметров выбирается множество технологических параметров, которые связаны с техническими характеристиками множества рулонов без покрытия, для которых должна быть установлена очередность обработки. Аналогичным образом, ограничения линии предпочтительно получают из существующей базы данных. Предпочтительно их получают путем выбора рабочего режима, который представляет собой предварительно установленную комбинацию ограничений линии, связанных с типом оцинкованных рулонов, которые должны быть произведены по плану, например, оцинкованные отожженные (GA) продукты, оцинкованные (GI) продукты, алюмооцинкованный (GU) продукты, открытый аспект (EXP) для автомобильной промышленности, двухфазные (DP) продукты, горячекатаные (HR) исходные продукты и т.д.
Согласно одному варианту первый этап содержит подэтап 101 моделирования, во время которого по меньшей мере часть из множества технологических параметров вычисляется с использованием эмпирических, и/или физических, и/или статистических законов или уравнений, связывающих технологические параметры с техническими характеристиками и/или характеристиками продукции без покрытия. Предпочтительно целевая скорость каждого рулона вычисляется соответствующим образом.
На втором этапе 110 способа для каждой возможной комбинации из двух рулонов без покрытия оценивается влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении выбранных наборов технологических параметров. При оценивании данной комбинации из двух рулонов без покрытия каждому выбранному набору параметров присваивается весовой коэффициент. Под фразой «каждая возможная комбинация из двух рулонов без покрытия» следует понимать, что для двух рулонов A и B комбинация AB отличается от комбинации BA.
Авторы настоящего изобретения провели обширные исследования для оценки того, какие технологические параметры, среди десятков доступных, оказывали влияние на качество продукции при переходе от одного рулона к следующему.
При переходе от одного рулона к другому может потребоваться адаптация термического цикла печи отжига. Во время этой настройки участок полосы в печи и участок, введенный в печь, могут достигать пиковой температуры металла за пределами целевого диапазона. В этом случае эти участки, возможно, придется выбросить. В зависимости от толщины рулонов, задействованных в переходе, существует несколько возможностей перехода между двумя рулонами:
- Оба рулона имеют толщину, превышающую критическую толщину печи отжига, которая определяется как толщина полосы, при которой линия работает с максимальной скоростью полосы и заставляет печь работать с самой высокой температурой труб для данного цикла отжига. В этом случае линия работает при максимальной температуре труб, и скорость линии должна быть отрегулирована для управления переходом.
- Оба рулона имеют толщину ниже критической. В этом случае линия работает на максимальной скорости, и температура труб должна быть адаптирована для управления переходом.
- Один рулон имеет толщину больше критической толщины, а второй меньше критической толщины. В этом случае скорость линии и температура труб должны быть адаптированы для управления переходом.
На этапе оценки влияния перехода различие по толщине и/или сорту стали, и/или механическим свойствам, и/или ширине каждой возможной комбинации из двух рулонов без покрытия инициирует оценивание того, как настройка температуры Tp полосы и/или скорости S металлической полосы в печи отжига влияет на качество продукции. Настройке температуры и/или скорости можно присвоить весовой коэффициент, который может зависеть от интервала между допусками по температуре двух рулонов и/или интервала между допусками по скорости двух рулонов.
Согласно одному варианту оценивание того, как настройка температуры и/или скорости в печи отжига влияет на качество продукции, получают путем численного моделирования на основе численной модели печи отжига.
При переходе от одного рулона к другому, возможно, придется адаптировать условия очистки на выходе из печи отжига. Во время этой настройки участок полосы, проходящей через протирочную машину, покрывается грунтовкой или лаком. В этом случае, возможно, придется утилизировать участок рулона или переработать весь рулон. В зависимости от ограничений линии с точки зрения управления качеством существует несколько возможностей перехода между двумя рулонами:
- Тип 1 перехода: давление Р протирочного средства и расстояние D между протирочной машиной и полосой регулируются таким образом, чтобы соблюдался целевой минимальный вес покрытия для обоих рулонов. При переходе на более высокий диапазон веса покрытия подразумевается повторное нанесение покрытия на конец первого рулона. При переходе на более низкий диапазон веса покрытия подразумевается повторное нанесение покрытия на передний конец следующего рулона. В лучшем случае этот тип перехода приводит к перерасходу цинка. В дополнение к этому, когда диапазоны веса покрытия двух рулонов не перекрываются, часть либо первого рулона, либо второго рулона не соответствует спецификациям и, таким образом, должна быть утилизирована, или рулон должен быть переработан.
- Тип 2 перехода: давление P и расстояние D протирочной машины систематически адаптируются к переднему концу второго рулона. Этот тип перехода приводит к перерасходу цинка, и передний конец второго рулона может не соответствовать техническим характеристикам при переходе к более низкому диапазону покрытия. Передний конец второго рулона, возможно, придется утилизировать. Этот тип перехода также приводит к образованию цинкового подслоя при переходе к более высокому диапазону покрытия. Таким образом, передний конец второго рулона должен быть утилизирован, или рулон должен быть переработан.
- Аналогичным образом, если два рулона должны обрабатываться при разных скоростях линии из-за разности, особенно по толщине и/или сорту стали, и/или механическим свойствам, и/или ширине, участок полосы, проходящей через протирочную машину во время регулировки условий протирки в результате регулировки скорости может не соответствовать спецификациям.
На этапе оценки влияния перехода различие по весу покрытия и/или линейной скорости каждой комбинации из двух рулонов без покрытия инициирует оценивание того, как настройка давления P протирочного средства и расстояния D протирочной машины от полосы на выходе из печи отжига влияет на качество продукции, и настройке давления P и расстояния D могут быть присвоены весовые коэффициенты.
В зависимости от ограничений линии весовой коэффициент может заметно зависеть либо от:
- интервала между минимальным допуском веса покрытия второго рулона и целевым весом покрытия первого рулона, или
- интервала между целевым весом покрытия первого рулона и максимальным допуском веса покрытия второго рулона, или
- отношения ((минимальный допуск по весу покрытия второго рулона - целевой вес покрытия первого рулона) / (целевой вес покрытия второго рулона - целевой вес покрытия первого рулона)) или
- отношения ((целевой вес покрытия первого рулона - максимальный допуск массы покрытия второго рулона) / (целевой вес покрытия второго рулона - целевой вес покрытия первого рулона)).
При переходе от одного рулона к другому дрессировка может открываться или закрываться, или может потребоваться адаптация натяжения и усилия дрессировки. Во время этой регулировки участок полосы, прошедшей дрессировку, может не соответствовать требованиям по удлинению и/или может сморщиться, и/или может иметь волнистые края, или даже может сломаться. В этом случае такой участок должен быть утилизирован, или рулон должен быть переработан.
В одном варианте изобретения на этапе оценивания влияния перехода различие по сорту стали, и/или механическим свойствам, и/или твердости, и/или целевым показателям относительного удлинения каждой комбинации из двух рулонов без покрытия или отсутствие дрессировки для одного из двух рулонов инициирует оценивание того, как настройка натяжения Ts и усилия F дрессировки влияет на качество продукции, и настройке натяжения и усилия может быть присвоен весовой коэффициент.
В зависимости от ограничений линии весовой коэффициент может существенно зависеть от:
- скорости линии и времени, которые необходимы для перехода от одного натяжения к другому и/или от одного давления к другому. Специалист в данной области техники, знающий рабочие диапазоны для каждого параметра продукции и возможности дрессировки, может легко оценить это время перехода.
- или вероятность того, что участок рулона не соответствует техническим характеристикам. Специалист в данной области техники, который знает среднее время, необходимое для перехода от одного натяжения к другому и/или от одного давления к другому, может легко оценить эту вероятность.
При соединении двух рулонов разной ширины на входном участке линии цинкования после сварки при необходимости делается надрез, предупреждающий обрезной станок об изменении ширины. В случае, если различие по ширине является большим, делается двойная насечка, реализация которой занимает больше времени. Если дополнительное время, необходимое для этого, превышает оставшееся время накопления полосы на входном лупере, линия должна быть остановлена, и участок полосы, расположенный между печью отжига и дрессировочной машиной, должен быть утилизирован.
В одном варианте изобретения на этапе оценки влияния перехода различие по ширине каждой комбинации из двух рулонов без покрытия инициирует оценку того, как время надреза влияет на качество продукции. Времени надреза присваивается весовой коэффициент, который может зависеть от вероятности того, что время, необходимое для сварки и надреза двух рулонов, превышает время накопления полосы на входном лупере. Специалист в данной области техники, который знает среднее время, необходимое для сварки и надреза на рассматриваемой линии цинкования, может легко рассчитать эту вероятность.
После того как конец первого рулона приварен к переднему концу второго рулона, эти два участка рулонов совместно проходят через различное оборудование линии. Так как в каждом оборудовании установлено заданное натяжение полосы, последнее может не соответствовать как требованию натяжения первого рулона, так и требованию натяжения второго рулона, каждое из которых зависит от сечения рулона. Если различие по сечению двух рулонов существенна, достаточное натяжение для одного из рулонов может оказаться слишком большим для другого рулона, что может привести к обрыву полосы.
В одном варианте изобретения на этапе оценки влияния перехода различие по сечению каждой комбинации из двух рулонов без покрытия инициирует оценку того, как регулировка натяжения полосы во входном накопителе влияет на качество продукции, и регулировке натяжения полосы на входном накопителе присваивается весовой коэффициент. Последнее может, например, зависеть от вероятности поломки входного накопителя. Специалист в данной области техники, знающий максимальные требования, которые могут быть приложены как к рулонам, так и к сварному шву, может легко рассчитать эту вероятность.
Аналогичным образом, настройке натяжения полосы в печи отжига может быть присвоен весовой коэффициент, который может, например, зависеть от вероятности поломки в печи отжига.
На выходе из дрессировочной машины полоса может при необходимости проходить через правильно-растяжную машину для повышения ее плоскостности. При переходе с одного рулона на другой правильно-растяжная машина может открываться или закрываться, или может потребоваться регулировка натяжения правильно-растяжной машины. Во время этой регулировки участок полосы, проходящей через правильно-растяжную машину, может не соответствовать требованиям по удлинению и/или иметь незакрепленные края. В этом случае участок должен быть утилизирован, или рулон должен быть переработан.
В одном варианте изобретения на этапе оценки влияния перехода различие по толщине и/или сорту стали каждой комбинации из двух рулонов без покрытия или отсутствие выравнивания натяжения для первого рулона инициирует оценку того, как регулировка натяжения в правильно-растяжной машине влияет на качество продукции, и регулировке натяжения присваивается весовой коэффициент.
В зависимости от ограничений линии весовой коэффициент может зависеть от:
- скорости линии и времени, которые необходимы для перехода от одного натяжения к другому. Специалист в данной области техники, знающий рабочие диапазоны для каждого параметра продукции и возможности правильно-растяжной машины, может легко рассчитать это время перехода.
- или вероятность того, что участок рулона не соответствует техническим характеристикам. Специалист в данной области техники, знающий среднее время, необходимое для перехода от одного натяжения к другому, может легко рассчитать эту вероятность.
Металлическое покрытие, нанесенное на полосу, может быть при необходимости подвергнуто отжигу для получения отожженного цинкового покрытия. При переходе от одного рулона к другому может потребоваться адаптация мощности нагрева печи отжига оцинкованной металлической полосы из-за изменения химического состава или изменения скорости конвейера, в основном из-за различия по толщине, и/или сорту стали, и/или механическим свойствам и/или ширине. Во время этой регулировки участок полосы, проходящей через отожженную оцинкованную поверхность, может иметь блестящую поверхность или напыление.
В одном варианте изобретения, на этапе оценки влияния перехода, различие по линейной скорости и/или химическому составу стальной основы каждой комбинации из двух рулонов без покрытия или необходимость отжига оцинкованной металлической полосы для одного из двух рулонов инициируют оценивание того, как настройка мощности нагрева в печи отжига оцинкованной металлической полосы влияет на качество продукции, и настройке мощности нагрева присваивается весовой коэффициент. Последнее может зависеть, например, от способности линии обнаруживать дефект либо на выходе из печи, либо только в конце линии.
На выходе линии, в промасливающей машине, полоса может быть дополнительно промаслена для повышения ее коррозионной стойкости и способности к вытягиванию. При переходе с одного рулона на другой может включаться или выключаться промасливающая машина или может потребоваться изменить тип масла и/или количество масла. Во время этой регулировки на участок полосы может попасть слишком много масла, что может привести к разрушению рулона на складе. В этом случае рулон должен быть переработан. Участок полосы может также остаться сухим, а не смазанным маслом. В этом случае участок должен быть утилизирован.
В одном варианте изобретения на этапе оценки влияния перехода различие по свойствам масла или весу масляного покрытия каждой комбинации из двух рулонов без покрытия или необходимость смазывания одного из двух рулонов инициирует оценку того, как регулировка количества масла и/или свойств масла влияет на качество продукции, и регулировке масла присваивается весовой коэффициент. Последнее может зависеть, например, от вероятности появления этого дефекта.
На выходе линии, на участке химической обработки, полоса может быть при необходимости пассивирована для повышения ее коррозионной стойкости и способности к вытягиванию. При переходе с одного рулона на другой может, в частности, включаться или выключаться участок химической обработки. Во время этой операции участок полосы может получить пассивирующее покрытие неправильной массы или может быть пассивирован вместо того, чтобы оставаться сухим. В этом случае участок должен быть утилизирован.
В одном варианте изобретения на этапе оценивания влияния перехода необходимость пассивации для одного из двух рулонов инициирует оценивание того, как регулировка процесса пассивации влияет на качество продукции, и этой регулировке присваивается весовой коэффициент. Последнее может зависеть, например, от вероятности появления этого дефекта.
Описанные выше принципы могут быть адаптированы к каждой линии цинкования в зависимости, в частности, от ее компоновки, продуктов, которые на ней обрабатываются, или от ее конкретных ограничений, так что соответствующие наборы технологических параметров и соответствующие характеристики, от которых они зависят, выбираются перед первым этапом способа планирования.
Тем не менее, было замечено, что все линии цинкования имеют тот общий факт, что оценивание влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции выполняется в отношении сбора наборов технологических параметров, содержащих по меньшей мере следующие наборы:
- настройка температуры Тр и скорости S металлической полосы в печи отжига,
- настройка давления Р протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования.
После того как влияние перехода между двумя рулонами без покрытия было оценено в отношении определенных наборов параметров, и весовой коэффициент был присвоен в отношении каждого набора параметров, комбинации этих двух рулонов присваивается весовой коэффициент, который зависит от весовых коэффициентов, присвоенных в отношении каждого набора параметров. При этом учитываются ограничения линии, относящиеся к рассматриваемому переходу, то есть весовой коэффициент регулируется в том случае, если переход между двумя рулонами нарушает хотя бы одно из ограничений линии.
Предпочтительно переходу, который учитывает все ограничения линии, присваивается весовой коэффициент, который представляет собой сумму индивидуальных весовых коэффициентов. Согласно другому варианту переходу, который учитывает все ограничения линии, присваивается весовой коэффициент в виде матрицы индивидуальных весовых коэффициентов.
Переходу, который нарушает по меньшей мере одно из ограничений линии, в частности неразрешенный переход, присваивается штраф, который предпочтительно зависит от серьезности нарушения(ий). Предпочтительно такому переходу присваивается штраф в виде прибавки к сумме индивидуальных весовых коэффициентов или в виде вторичного весового коэффициента. Штраф может быть суммой отдельных штрафов, которые зависят от серьезности каждого нарушения. Согласно другому варианту, такому переходу присваивается штраф в виде матрицы индивидуальных штрафов.
Термин «весовой коэффициент» следует понимать как охватывающий возможную комбинацию весового коэффициента и вторичного весового коэффициента и возможную комбинацию матрицы индивидуальных весовых коэффициентов и матрицы индивидуальных штрафов.
После присвоения весового коэффициента каждой возможной комбинации рулонов без покрытия результаты обрабатываются таким образом, чтобы получить оптимизированный график очередности множества рассматриваемых рулонов без покрытия. Схематично эта обработка выполняется путем вычисления, для максимально возможного числа возможных графиков очередности рулонов без покрытия за определенное время, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям, задействованным в графике очередности, и путем выбора оптимального количественного показателя, который может быть как наименьшим, так и наивысшим количественным показателем в зависимости от того, как весовые коэффициенты связаны с качеством продукции. Предпочтительно оптимальный количественный показатель представляет собой наименьший количественный показатель. Так как возможных графиков очередностей может быть огромное количество, и время для принятия решения ограничено, решение может быть приближенным. Другими словами, алгоритм может выбирать график очередности с наименьшим количественным показателем среди рассмотренных им графиков очередностей. Вычисления предпочтительно выполняются на основе алгоритмов, разработанных или адаптированных для решения известной задачи коммивояжера. В данном случае города, которые должен посетить продавец, представляют собой запланированные рулоны, и расстояние между каждой парой городов является весовым коэффициентом, присвоенным каждой паре рулонов. Для решения этой задачи было разработано большое количество алгоритмов, которые можно использовать в рамках настоящего изобретения, например, алгоритм Хельда-Карпа, алгоритмы ветвей и границ. Кроме того, могут также использоваться эвристические и метаэвристические алгоритмы, целью которых является получение приближенного решения в разумные сроки, достаточно хорошего для решения поставленной задачи. Примерами таких алгоритмов являются алгоритм ближайшего соседа, алгоритм двукратного совпадения и сшивания (MTS), алгоритм Кристофидеса, парный обмен, эвристика Лина-Кернигана, способ переменной-оптимизации, оптимизированная цепь Маркова, алгоритм поиска табу, оптимизация по алгоритму муравьиной колонии и т.д.
Во время этого вычисления алгоритм предпочтительно не будет выбирать в качестве следующего кандидата строящейся последовательности рулон без покрытия, весовой коэффициент которого с последним рулоном строящейся последовательности включает штраф. Если это невозможно, алгоритм предпочтительно выберет рулон без покрытия, весовой коэффициент которого с последним рулоном строящейся последовательности имеет наименьший штраф. Аналогичным образом, алгоритм предпочтительно не будет выбирать очередности, включающие неразрешенный переход, за исключением случаев, когда для множества рулонов без покрытия не может быть установлена очередность без такого перехода и, следовательно, без переходного рулона.
Согласно одному варианту осуществления изобретения количественный показатель представляет собой сумму весовых коэффициентов, присвоенных комбинациям, составляющим график очередности.
Согласно другому варианту осуществления изобретения количественный показатель включает в себя, в дополнение к сумме весовых коэффициентов, весовые значения очередности, относящиеся ко всей или частичной последовательности, и которые могут быть вычислены только после того, как график очередности будет известен или во время его построения.
Согласно одному варианту осуществления изобретения количественный показатель включает в себя весовое значение очередности, относящееся к возможным отложениям на валике, погруженном в ванну цинкования. При переходе на более широкий рулон, то есть при расширении, возможные наросты на валке могут привести к линейным дефектам. В этом случае стальная полоса определенной длины должна быть утилизирована или продана как второй сорт. Вероятность возникновения этого дефекта зависит от количества более узких рулонов, погруженных в ванну цинкования, прежде чем они расширятся. Соответственно, для графиков очередности, включающих расширение, каждому переходу к более широкому рулону присваивается весовое значение, которое может зависеть от количества более узких рулонов, погруженных в ванну цинкования перед расширением, и соответствующие весовое значение очередности представляет собой сумму весовых значений, присвоенных переходам к более широкому рулону.
Согласно одному варианту количественный показатель включает в себя весовое значение очередности, относящееся к возможным царапинам на валках дрессировочной машины. При переходе на более широкий рулон возможные царапины, образовавшиеся на валках краями предыдущих рулонов, могут привести к линейным дефектам. В этом случае стальная полоса определенной длины должна быть утилизирована или продана как второй сорт. Вероятность возникновения этого дефекта зависит от количества более узких рулонов, подвергнутых дрессировке перед расширением. Соответственно, для графиков очередностей, включающих в себя расширение, каждому переходу на более широкий рулон присваивается весовое значение, которое может зависеть от количества более узких рулонов, подвергнутых дрессировке перед расширением, и соответствующее весовое значение очередности представляет собой сумму весовых значений, присвоенных переходам на более широкий рулон.
Согласно одному варианту количественный показатель включает в себя весовое значение очередности, относящееся к возможным царапинам на пассивирующих валках на участке химической обработки. При переходе на более широкий рулон возможные царапины, образовавшиеся на валках краями предыдущих рулонов, могут привести к линейным дефектам. В этом случае стальная полоса определенной длины должна быть утилизирована или продана как второй сорт. Вероятность возникновения этого дефекта зависит от количества более узких рулонов, пассивированных перед расширением. Соответственно, для графиков очередности, включающих расширение, каждому переходу на более широкий рулон присваивается весовое значение, которое может зависеть от числа более узких рулонов, пассивированных перед расширением, и соответствующее весовое значение очередности представляет собой сумму весовых значений, присвоенных переходам на более широкий рулон.
После завершения алгоритма график очередности, представляющий наименьший количественный показатель среди графиков очередности, рассмотренных алгоритмом, показывается операторам линии для подтверждения или регулировки. Эта регулировка не является обязательной и выполняется операторами линии в зависимости от их опыта. Регулировка графика очередности может включать в себя смену двух рулонов или вставку между двумя несовместимыми рулонами переходного рулона или рулона, имеющегося в наличии и ожидающего очередности. Это может быть сделано вручную или автоматически по запросу операторов. В случае, когда рулоны сменяются, оценка измененного графика очередности может быть пересчитана, чтобы можно было оценить положительное влияние смены рулонов на качество продукции.
Как показано на фиг. 1, способ составления графика очередности предпочтительно реализуется с помощью электронного устройства 1 планирования.
Электронное устройство 1 планирования содержит модуль 2 сбора данных, выполненный с возможностью сбора множества характеристик, определяющих каждый рулон без покрытия, подлежащий оцинковке, множества технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, множества технологических параметров, необходимых для достижения спецификаций каждого оцинкованного рулона, и множества ограничений линии, которые в совокупности называются репрезентативными данными.
Согласно одному варианту осуществления изобретения модуль 2 сбора данных содержит подмодуль 3 моделирования, выполненный с возможностью вычисления по меньшей мере части множества технологических параметров на основе эмпирических, и/или физических, и/или статистических законов, или уравнений, связывающих технологический параметр (технологические параметры) с техническими характеристиками и/или характеристикам продукции без покрытия.
Термин «моделирование» относится к использованию эмпирических, и/или физических, и/или статистических законов или уравнений для определения параметра. Это также может относиться к численному моделированию, такому как моделирование на компьютере.
Электронное устройство 1 планирования дополнительно содержит модуль 4 присвоения, выполненный с возможностью оценивания, для каждой возможной комбинации из двух рулонов без покрытия, влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении выбранных наборов параметров и с возможностью выделения для каждой возможной комбинации рулонов без покрытия весового коэффициента, который зависит от результатов оценивания влияния и учитывает ограничения линии.
Электронное устройство 1 планирования дополнительно содержит вычислительный модуль 5, выполненный с возможностью обработки результатов, полученных в модуле присвоения, и выбора графика очередности с наименьшим количественным показателем среди рассмотренных графиков очередности.
В предпочтительном варианте электронное устройство 1 планирования содержит модуль 6 проверки, выполненный с возможностью обеспечения просмотра графика очередности, выбранного в вычислительном модуле, и обеспечения возможности подтверждения или регулировки предложенного графика очередности. В случае, когда рулоны меняют местами, количественный показатель для измененного графика очередности может быть пересчитан в вычислительном модуле 5, чтобы можно было оценить положительное влияние этой смены на качество продукции.
В примере, показанном на фиг. 1, электронное устройство 1 планирования включает в себя блок 7 обработки, образованный, например, из памяти 8 и процессора 9, подключенного к памяти. Электронное контрольно-измерительное устройство может также включать в себя экран 10 дисплея и средства 11 ввода/вывода, такие как клавиатура и мышь, каждое из которых подключено к блоку обработки данных.
В этом варианте модуль 2 сбора данных, модуль 4 присвоения и вычислительный модуль 5 и в предпочтительном варианте модуль 6 проверки, например, реализованы, то есть осуществлены как программное обеспечение, исполняемое процессором или группой процессоров 9 (в дальнейшем именуемых процессором). Память 8 блока 7 обработки данных предназначена для хранения программного обеспечения, предназначенного для получения данных - для сбора множества характеристик, определяющих каждый рулон без покрытия, подлежащий оцинковке, множество технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, множества технологических параметров, необходимых для достижения характеристик каждого оцинкованного рулона, и множества ограничений линии; и для хранения программного обеспечения для выделения, предназначенного для оценки, для каждой возможной комбинации из двух рулонов без покрытия, влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении, по меньшей мере, следующих двух наборов параметров:
- настройка температуры полосы Tp и скорости S движения полосы в печи отжига,
- настройка давления Р протирочного средства и расстояния D между протирочной машиной и полосой на выходе из ванны цинкования,
и для присвоения каждой возможной комбинации рулонов без покрытия весового коэффициента, который зависит от результатов оценивания влияния и учитывает ограничения линии; и вычислительное программное обеспечение, выполненное с возможностью обработки результатов, полученных в модуле присвоения, путем вычисления, для набора возможных графиков очередности множества рулонов без покрытия, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, задействованных в заданном графике очередности, и выбора графика очередности с оптимальным количественным показателем. В предпочтительном варианте память 8 блока 7 обработки предназначена для хранения программного обеспечения проверки, предназначенного для просмотра графика очередности, выбранного в вычислительном модуле, и либо для подтверждения правильности выбранного графика очередности, либо для обеспечения его ручной регулировки.
Процессор 9 блока 7 обработки конфигурирован для исполнения программного обеспечения для сбора данных, программного обеспечения для присвоения и программного обеспечения для вычислений и, в предпочтительном варианте, программного обеспечения для проверки правильности.
Когда электронное устройство 1 планирования выполнено в виде одной или нескольких программ программного обеспечения, то есть в виде компьютерной программы, оно также допускает запись на машиночитаемый носитель информации. Машиночитаемый носитель информации представляет собой, например, носитель информации, способный хранить электронные инструкции и подключаться к шине компьютерной системы. Например, машиночитаемый носитель информации представляет собой оптический диск, магнитооптический диск, ROM-память, RAM-память, любой тип энергонезависимой памяти (например, EPROM, EEPROM, FLASH, NVRAM), магнитную карту или оптическую карту. Компьютерная программа с программными инструкциями затем хранится на машиночитаемом носителе информации.
Теперь будет объяснена работа электронного устройства 1 планирования согласно изобретению со ссылкой на фиг. 2, представляющей блок-схему способа согласно изобретению для составления графика очередности производства множества оцинкованных рулонов на линии непрерывного цинкования. Сначала, на этапе 100, электронное устройство 1 планирования выполняет сбор данных, посредством своего модуля 2 сбора, относительно множества характеристик, определяющих каждый рулон без покрытия, подлежащий оцинковке, множества технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, множества технологических параметров, необходимых для достижения спецификаций каждого оцинкованного рулона, и множества ограничений линии.
В предпочтительном варианте технологические параметры, необходимые для достижения заданной технической характеристики, хранятся в существующей базе данных, доступной модулю сбора данных, или заранее заданы в модуле сбора данных, так что их не нужно получать с нуля каждый раз, когда необходимо устанавливать график очередности для нового множества рулонов без покрытия. Они могут быть сохранены или заданы в виде значений или диапазонов или в виде эмпирических, и/или физических, и/или статистических законов или уравнений, связывающих технологический(е) параметр(ы) с техническими характеристиками и/или характеристиками продукции без покрытия. Предпочтительно модуль сбора данных выбирает среди всех заданных технологических параметров те, которые относятся к характеристикам множества рулонов без покрытия, для которых требуется составить график очередности. Аналогичным образом, ограничения линии предпочтительно сохраняются в существующей базе данных, доступной модулю сбора данных, или заранее задаются в модуле сбора данных. Более предпочтительно, они хранятся в виде заданной комбинации ограничений линии, связанных с типом оцинкованного рулона, который должен быть произведен при выполнении графика очередности, которые упоминаются как рабочие режимы.
При необходимости во время подэтапа 101 моделирования модуль 2 сбора данных, посредством своего подмодуля 3 моделирования, вычисляет или моделирует по меньшей мере часть множества технологических параметров на основе эмпирических, и/или физических законов или уравнений, связывающих технологические параметры с техническими характеристиками и/или характеристиками продукции без покрытия.
На следующем этапе 110 электронное устройство 1 планирования оценивает, посредством своего модуля 4 присвоения, для каждой возможной комбинации из двух рулонов без покрытия, влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении, по меньшей мере, следующих двух наборов параметров:
○ настройка температуры полосы Tp и скорости S металлической полосы в печи отжига,
○ настройка давления Р протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования.
Как описано ранее, для каждой возможной комбинации из двух рулонов без покрытия каждому набору параметров присваивается весовой коэффициент, который зависит от собранных характеристик.
При необходимости на этапе 110 модуль 4 присвоения может оценивать влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении других наборов параметров.
На следующем этапе 120 электронное устройство 1 планирования присваивает, через свой модуль 4 присвоения, каждой возможной комбинации рулонов без покрытия весовой коэффициент, который зависит от результатов предыдущего этапа 110 и учитывает ограничения линии.
Как описано ранее, каждой возможной комбинации рулонов без покрытия присваивается весовой коэффициент, который зависит от весовых коэффициентов, присвоенных в отношении каждого набора параметров.
На следующем этапе 130 электронное устройство 1 планирования обрабатывает посредством своего вычислительного модуля 5 результаты, полученные в модуле 4 присвоения путем вычисления, для набора возможных графиков очередности рулонов без покрытия и, в частности, для максимального возможного количества возможных графиков очередности рулонов без покрытия за определенное время, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям, включенным в график очередности, и выбора графика очередности с наименьшим количественным показателем среди рассмотренных графиков очередности. Количество возможных графиков очередности может быть заданным числом, возможно, введенным в устройство планирования, или оно может быть просто результатом времени, предоставленного вычислительному модулю для отображения выбранного графика очередности. Расчет обычно делается для сотен возможных графиков очередности.
Как описано ранее, вычисления предпочтительно выполняются на основе алгоритмов, разработанных для решения задачи коммивояжера или адаптированных к ней.
При необходимости на следующем этапе 140 электронное устройство 1 планирования отображает, посредством своего модуля 6 проверки правильности, график очередности, выбранный в вычислительном модуле, для подтверждения правильности или корректировки предложенного графика очередности. Если график очередности подтверждается операторами линии, то способ планирования завершается.
В противном случае график очередности изменяется вручную или автоматически, и способ планирования переходит к следующему этапу 150, на котором электронное устройство 1 планирования вычисляет, посредством своего вычислительного модуля 5, количественный показатель для измененного графика очередности, чтобы можно было оценить положительное влияние изменения на качество продукции. Как только количественный показатель пересчитан, способ планирования возвращается к этапу 140, на котором электронное устройство 1 планирования отображает, посредством своего модуля 6 проверки правильности, график очередности, первоначально выбранный в вычислительном модуле, и измененный график очередности. Операторы линии могут либо подтвердить правильность одного двух графиков очередности или внести дополнительные корректировка в измененный график очередности вручную.
Выше было описано изобретение, связанное с составлением графика очередности отдельных рулонов. Тем не менее, способ также охватывает составление графика очередности производства множества заказов, причем каждый заказ включает в себя множество рулонов. Согласно одному варианту все рулоны каждого заказа идентичны. В этом случае каждый заказ идентифицируется как общий рулон. Таким образом, «множество рулонов оцинкованной металлической полосы», определенное выше, состоит из всех типовых рулонов. Комбинации типовых рулонов учитываются при оценке влияния перехода от одного рулона к другому и при расчетах. Согласно другому варианту все рулоны каждого заказа не идентичны. В этом случае каждый заказ может быть определен его первым рулоном и его последним рулоном. Таким образом, «множество рулонов оцинкованной металлической полосы», определенное выше, может состоять из всех первых рулонов и последних рулонов каждого заказа. В этом случае возможны только комбинации из последнего рулона первого заказа и первого рулона второго заказа, которые учитываются при оценке влияния перехода от одного рулона к другому и при расчетах.
Было выполнено сравнительное моделирование, которое показало, что способ согласно изобретению позволяет повысить качество полосы, обработанной во время переходов между рулонами.
Моделирование основано на серии рулонов без покрытия, с установленной очередностью и обработанных на 3-х существующих линиях цинкования. Серии, с установленной очередностью согласно уровню техники (то есть путем присвоения произвольного штрафа или бонуса каждому виду перехода в соответствии с заданным параметром продукции), привели к потере качества, которая была измерена и определена количественно. Те же самые серии были перепланированы способом согласно изобретению. Результаты вычислений были преобразованы в потери качества, чтобы облегчить сравнение с потерями качества, полученными при планировании согласно уровню техники.
Таблица 1 детализирует набор параметров, выбранных для каждой из 3-х линий цинкования.
В таблице 2 детализированы результаты, полученные как при планировании согласно уровню техники («контрольные потери качества»), так и при планировании согласно изобретению («оптимизированные потери качества»). Коэффициент улучшения определяется как отношение между контрольными потерями качества и оптимизированными потерями качества.
Для всех 3-х линий цинкования учитывались весовые значения очередности, связанные с накоплением цинка на валке, погруженном в ванну цинкования, и с царапинами на валках дрессировочной машины.
Для линии 3 также было принято во внимание весовое значение очередности, относящееся к царапинам на пассивирующих валках.
Как видно из результатов, приведенных в таблице 2, способ составления графика очередности согласно изобретению позволяет значительно снизить потери качества.
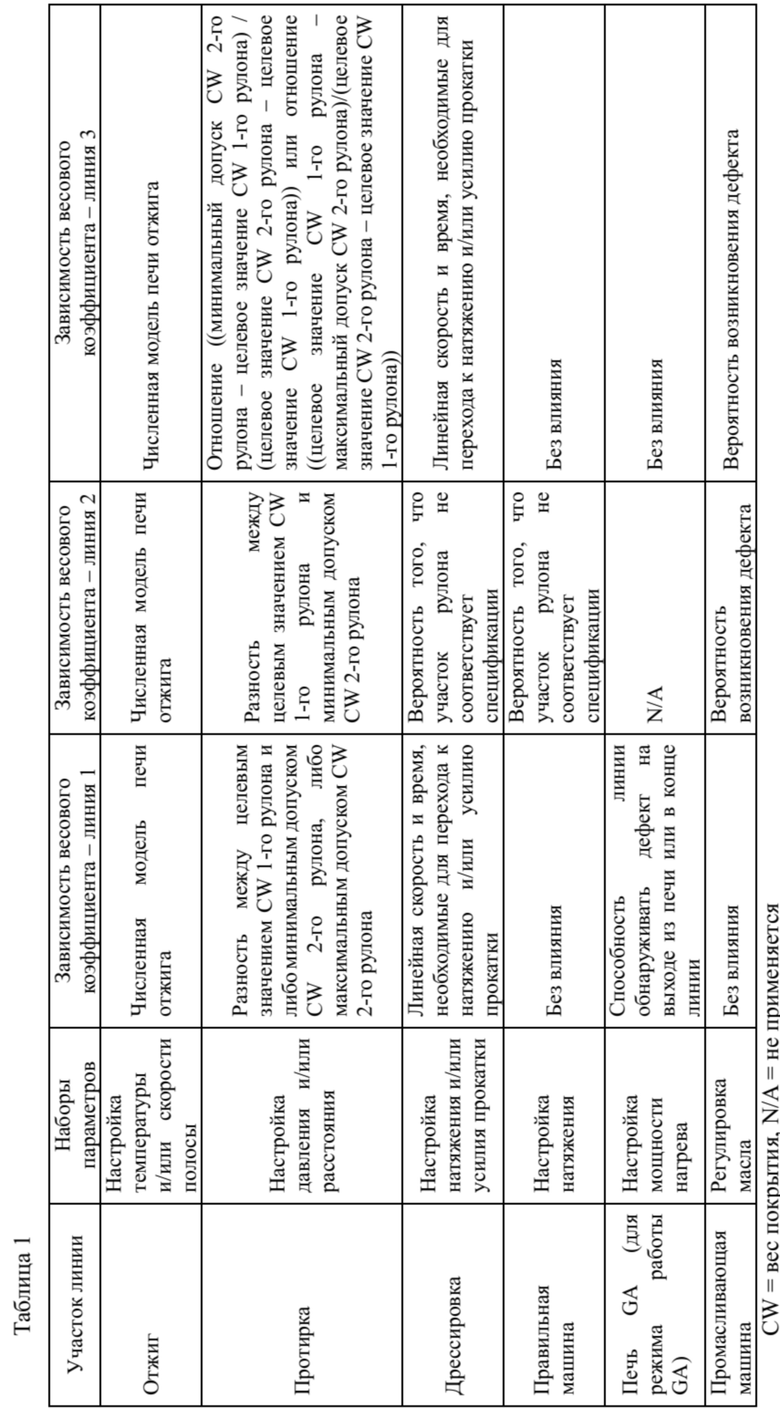
Таблица 2
GA = оцинкованный отожженный, GI = оцинкованный, GU = алюмооцинкованный, EXP = подвергаемый воздействию для автомобильной промышленности, DP = двухфазный, HR = горячекатаный
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОЙ ПОЛОСЫ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ | 2013 |
|
RU2529323C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО МЕТАЛЛА ВЫСШИХ КАТЕГОРИЙ ВЫТЯЖКИ С ТОНЧАЙШИМ ЦИНКОВЫМ ПОКРЫТИЕМ С ПРЕВОСХОДНОЙ ШТАМПУЕМОСТЬЮ | 1997 |
|
RU2128719C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА С ПОЛИУРЕТАНОВЫМ ПОКРЫТИЕМ | 2017 |
|
RU2649486C1 |
| Способ получения оцинкованной стальной полосы | 1990 |
|
SU1779267A3 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕОЦИНКОВАННОГО ПРОКАТА | 2015 |
|
RU2596565C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧИМ ЦИНКОВАНИЕМ МЕТОДОМ ПОГРУЖЕНИЯ СТАЛЬНОГО ЛИСТА, ОБЛАДАЮЩЕГО ПРЕКРАСНЫМИ ОБРАБАТЫВАЕМОСТЬЮ, ВЫКРАШИВАЕМОСТЬЮ И СКОЛЬЗКОСТЬЮ | 2007 |
|
RU2402627C2 |
| СПОСОБ ЦИНКОВАНИЯ И ЦИНКОВАНИЯ ПОД ОТЖИГ ПРИ ИСПОЛЬЗОВАНИИ ВАННЫ С ЦИНКОМ И АЛЮМИНИЕМ | 1999 |
|
RU2241063C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ВЫСОКОПРОЧНОГО ЛИСТОВОГО ПРОКАТА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ | 2019 |
|
RU2723872C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ПОЛОС | 1999 |
|
RU2152444C1 |
| СПОСОБ ПРОИЗВОДСТВА ОЦИНКОВАННОЙ РУЛОННОЙ ПОЛОСОВОЙ СТАЛИ | 2011 |
|
RU2465368C1 |
Группа изобретений относится к способу производства рулонов оцинкованной металлической полосы на линии непрерывного цинкования и установке для выпуска рулонов оцинкованной металлической полосы. При производстве оцинкованных рулонов учитывают различные характеристики рулонов, подлежащих цинкованию, и характеристики, и ограничения линии непрерывного цинкования и устанавливают последовательность подачи рулонов на линию непрерывного цинкования. Обеспечивается повышение качества полосы, обрабатываемой во время переходов между рулонами. 2 н. и 19 з.п. ф-лы, 2 ил., 2 табл.
1. Способ производства рулонов оцинкованной металлической полосы на линии непрерывного цинкования, содержащей печь отжига, ванну цинкования и протирочную машину, включающий
- подачу рулонов металлической полосы без покрытия на линию непрерывного цинкования и производство рулонов оцинкованной металлической полосы на указанной линии непрерывного цинкования, отличающийся тем, что
указанные рулоны металлической полосы без покрытия подают на указанную линию непрерывного цинкования в соответствии с графиком очередности производства рулонов, причем указанный график очередности производства рулонов устанавливают путем выполнения этапов, на которых
- собирают (100) характеристики, определяющие каждый рулон без покрытия, подлежащий цинкованию, технические характеристики, которые должны быть достигнуты для каждого оцинкованного рулона, технологические параметры, заданные для достижения указанных технических характеристик каждого оцинкованного рулона, и ограничения указанной линии,
- оценивают (110) для каждой возможной комбинации из двух рулонов без покрытия влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество оцинкованных рулонов в отношении, по меньшей мере, следующих двух наборов параметров:
- настройка температуры Tp и скорости S металлической полосы в печи отжига,
- настройка давления Р протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования,
- присваивают (120) каждой возможной комбинации рулонов без покрытия весовой коэффициент, который зависит от результатов предыдущего этапа (110) и учитывает указанные ограничения линии,
- обрабатывают (130) результаты предыдущего этапа (120) путем вычисления, для набора возможных графиков очередности указанных рулонов без покрытия, количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, рассматриваемых в заданном графике очередности, и выбирают график очередности с оптимальным количественным показателем.
2. Способ по п. 1, отличающийся тем, что указанные характеристики, определяющие каждый рулон металлической полосы без покрытия, включают в себя толщину, сорт стали, механические свойства, ширину и твердость.
3. Способ по п. 1 или 2, отличающийся тем, что указанные технические характеристики, которые должны быть достигнуты для каждого оцинкованного рулона, включают в себя вес цинкового покрытия, допуск по весу цинкового покрытия, наличие дрессировки и удлинение, которое должно быть достигнуто во время дрессировки.
4. Способ по любому из пп. 1-3, отличающийся тем, что указанные технологические параметры, заданные для достижения указанных технических характеристик каждого оцинкованного рулона, включают в себя целевую температуру в печи отжига, допуск по температуре в печи отжига, скорость линии, допуск по скорости линии в печи отжига, давление P протирки, расстояние D протирки и натяжение и усилие дрессировки.
5. Способ по любому из пп. 1-4, отличающийся тем, что указанные ограничения линии включают в себя максимальную производительность линии и переходы, не разрешенные операторами линии.
6. Способ по любому из пп. 1-5, отличающийся тем, что на этапе сбора данных выполняют сбор данных вручную, или получают данные из существующей базы данных, или рассчитывают данные.
7. Способ по любому из пп. 1-6, отличающийся тем, что этап сбора содержит подэтап моделирования, во время которого по меньшей мере часть указанных технологических параметров вычисляют из эмпирических, и/или физических, и/или статистических законов или уравнений.
8. Способ по любому из пп. 1-7, отличающийся тем, что указанному влиянию перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении одного набора параметров присваивают весовой коэффициент.
9. Способ по п. 8, отличающийся тем, что для каждой возможной комбинации из двух рулонов без покрытия присваивают весовой коэффициент в отношении настройки температуры и скорости полосы в печи отжига, при этом весовой коэффициент зависит от интервала между температурными допусками указанных двух рулонов и/или интервала между допусками по скорости указанных двух рулонов.
10. Способ по п. 8, отличающийся тем, что весовой коэффициент, присвоенный каждой возможной комбинации рулонов без покрытия, представляет собой сумму весовых коэффициентов, присвоенных наборам параметров.
11. Способ по любому из пп. 1-10, отличающийся тем, что линия непрерывного цинкования также содержит дрессировку, при этом влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции оценивают также в отношении настройки натяжения Ts и усилия F дрессировки.
12. Способ по п. 11, отличающийся тем, что для каждой возможной комбинации из двух рулонов без покрытия присваивают весовой коэффициент в отношении настройки натяжения Ts и усилия F дрессировки, при этом весовой коэффициент зависит от скорости линии и времени, требуемого для перехода от одного натяжения к другому и/или от одного давления к другому.
13. Способ по любому из пп. 1-12, отличающийся тем, что линия непрерывного цинкования также содержит входной накопитель, при этом влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции также оценивают в отношении настройки натяжения во входном накопителе и/или в печи отжига.
14. Способ по любому из пп. 1-13, отличающийся тем, что линия непрерывного цинкования также содержит правильно-растяжную машину, при этом влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции также оценивают в отношении настройки натяжения в правильно-растяжной машине.
15. Способ по любому из пп. 1-14, отличающийся тем, что линия непрерывного цинкования также содержит печь отжига оцинкованной полосы, при этом влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции также оценивают в отношении настройки мощности нагрева в печи отжига оцинкованной полосы.
16. Способ по любому из пп. 1-15, отличающийся тем, что линия непрерывного цинкования также содержит промасливающую машину, выполненную с возможностью нанесения масла на оцинкованный рулон, при этом влияние перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции также оценивают в отношении регулирования количества масла и/или свойств масла в промасливающей машине.
17. Способ по любому из пп. 1-16, отличающийся тем, что количественный показатель, вычисленный для заданного графика очередности указанных рулонов без покрытия, представляет собой сумму весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, составляющих указанный график очередности.
18. Способ по любому из пп. 1-16, отличающийся тем, что количественный показатель, вычисленный для заданного графика очередности указанных рулонов без покрытия, включает в себя весовые значения очередности в дополнение к сумме весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, составляющих указанный график.
19. Способ по любому из пп. 1-18, отличающийся тем, что включает также этапы, на которых:
- отображают (140) график очередности, имеющий оптимальный количественный показатель, и изменяют его вручную или автоматически,
- рассчитывают (150) количественный показатель измененного графика.
20. Установка для выпуска рулонов оцинкованной металлической полосы для осуществления способа производства рулонов оцинкованной металлической полосы по любому из пп. 1-19, содержащая:
- линию непрерывного цинкования для производства рулонов оцинкованной металлической полосы, содержащую печь отжига, ванну цинкования и протирочную машину,
- электронное устройство планирования для составления графика очередности производства указанных рулонов оцинкованной металлической полосы,
при этом указанное электронное устройство планирования содержит
- модуль (2) сбора данных, выполненный с возможностью сбора характеристик, определяющих каждый рулон без покрытия, подлежащий оцинковке, технических характеристик, которые должны быть достигнуты для каждого оцинкованного рулона, технологических параметров, заданных для достижения технических характеристик каждого оцинкованного рулона, и ограничений линии,
- модуль (4) присвоения, выполненный с возможностью оценивания для каждой возможной комбинации из двух рулонов без покрытия влияния перехода от первого рулона без покрытия ко второму рулону без покрытия на качество продукции в отношении, по меньшей мере, следующих двух наборов параметров:
- настройка температуры Tp и скорости S металлической полосы в печи отжига,
- настройка давления Р протирочного средства и расстояния D между протирочной машиной и металлической полосой на выходе из ванны цинкования,
и присвоения каждой возможной комбинации рулонов без покрытия весового коэффициента, который зависит от результатов указанной оценки влияния и который учитывает ограничения линии,
- вычислительный модуль (5), выполненный с возможностью обработки результатов, полученных в модуле присвоения, путем вычисления для набора возможных графиков очередности указанных рулонов без покрытия количественного показателя, который зависит от суммы весовых коэффициентов, присвоенных комбинациям рулонов без покрытия, входящих в заданный график очередности, и выбора графика очередности, имеющего оптимальный количественный показатель.
21. Установка по п. 20, отличающаяся тем, что указанное электронное устройство планирования также содержит модуль (6) проверки, выполненный с возможностью обеспечения просмотра графика очередности, выбранного в вычислительном модуле, и обеспечения подтверждения выбранного графика очередности или ручной или автоматической его регулировки.
| WO 2019012002 A1, 17.01.2019 | |||
| US 20160155204 A1, 02.06.2016 | |||
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ МНОГОЦЕЛЕВОЙ ПЕРЕРАБОТКИ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И НАНЕСЕНИЯ ПОКРЫТИЯ В РЕЗУЛЬТАТЕ ПОГРУЖЕНИЯ В РАСПЛАВ ДЛЯ СТАЛЬНОЙ ПОЛОСЫ | 2015 |
|
RU2692776C2 |
| CN 110180759 A, 30.08.2019 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ПОЛОСЫ | 2015 |
|
RU2667186C2 |

