ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА СМЕЖНЫЕ ЗАЯВКИ
Настоящая заявка испрашивает приоритет заявки на патент США № 62/835,244, поданной 30 июля 2019 г., содержание которой включено в настоящую заявку посредством ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к способам и системам производства пищевых продуктов, а более конкретно, к способу и системе отделения по меньшей мере части структуры пищевого продукта после нанесения надрезов и/или разрезания структуры пищевого продукта.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Как правило, процесс изготовления и упаковки пищевых продуктов, таких как кондитерское изделие или жевательная резинка, отнимает много времени и требует значительного количества оборудования. Например, процесс изготовления и упаковки жевательной резинки может включать смешивание и производство готовой жевательной резинки c неравномерным выходом, экструдирование и формирование готовой резинки в заготовки, кондиционирование заготовок готовой жевательной резинки, экструдирование заготовок в непрерывный тонкий лист готовой резинки, проведение непрерывного листа через ряд вращающихся валков для однородного уменьшения толщины, насечку и разделение листов на отдельные нарезанные листы, кондиционирование отдельных листов в камере кондиционирования, разделение листов на кусочки жевательной резинки, а также упаковку кусочков жевательной резинки. Такие процессы изготовления и упаковки жевательной резинки описаны в патенте США № 6,254,373, принадлежащем представляющему интерес предшественнику настоящего патентообладателя, а также в заявке на патент США № 12/352110 принадлежащей настоящему патентообладателю; данные и описания которых полностью включены в настоящий документ путем ссылки в той степени, которая не противоречит настоящему описанию.
[0003] Во время производственного процесса боковые края жевательной резинки, как правило, удаляются, таким образом, что сформированные внешние части жевательной резинки имеют требуемую кромку. Материал, который обрезают или удаляют с краев жевательной резинки, можно возвращать обратно в расположенную выше по потоку часть производственной системы для уменьшения количества отходов. Такое обрезание материала, выполняемое в существующих производственных системах, по существу, включает в себя формирование одного или нескольких надрезов на жевательной резинке для определения части, подлежащей обрезке. Жевательная резинка с нанесенными надрезами размещается на подложке, например, на поверхности или пластине скольжения. Ширина жевательной резинки с надрезами превышает поверхность скольжения, так что часть жевательной резинки, подлежащая обрезке, находится за пределами поверхности скольжения. В результате, под действием силы тяжести внешние края части жевательной резинки отделяются от остальной части жевательной резинки по линиям надрезов.
[0004] Хотя способ отделения участков жевательной резинки под действием силы тяжести подходит для краев сформированных частей с плоской конфигурацией, такой способ может не подходить для обрезки материала вдоль надрезов с нелинейной конфигурацией. Это может быть обусловлено увеличенной длинной (измеряемой в вертикальной плоскости) участка, который требуется отделить от остальной части, и/или тем, что сила тяжести, действующая на такой участок, прилагается лишь частично в направлении отделения.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0005] В соответствии с вариантом осуществления изобретения способ отделения обрезаемой секции от основной части структуры пищевого продукта включает в себя формирование линии надреза на основной части структуры пищевого продукта для формирования обрезаемой секции на основной части структуры пищевого продукта и активное приложение усилия к обрезаемой секции посредством устройства создания усилия для отделения обрезаемой секции от основной части структуры пищевого продукта вдоль указанной линии надреза.
[0006] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления активное приложение усилия к обрезаемой секции посредством указанного устройства создания усилия включает приложение силы натяжения к обрезаемой секции.
[0007] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное устройство создания усилия включает в себя ролик.
[0008] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления активное приложение усилия к обрезаемой секции посредством указанного устройства создания усилия включает приложение силы сдвига к обрезаемой секции.
[0009] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное устройство создания усилия включает в себя по меньшей мере один блок подачи сжатого воздуха.
[0010] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное усилие прилагается к обрезаемой секции под углом по отношению к направлению движения основной части структуры пищевого продукта.
[0011] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный угол больше 0° и меньше 90°.
[0012] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления составляющая указанного усилия, прилагаемого к обрезаемой секции, расположена в направлении разрыва.
[0013] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы, в дополнительных вариантах осуществления указанная линия надреза имеет толщину меньше толщины основной части структуры пищевого продукта.
[0014] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления формирование указанной линии надреза на основной части структуры пищевого продукта дополнительно включает формирование множества надрезов для образования множества участков на основной части структуры пищевого продукта.
[0015] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления множество участков представляют собой части.
[0016] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления множество участков представляют собой гранулы.
[0017] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено формирование массы пищевого продукта в основной части структуры пищевого продукта посредством формовочной системы.
[0018] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное формирование указанной массы пищевого продукта в основной части структуры пищевого продукта происходит выше по потоку от указанного формирования указанной линии надреза.
[0019] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное формирование указанной массы пищевого продукта в основной части структуры пищевого продукта и указанное формирование указанной линии надреза происходит, по существу, одновременно.
[0020] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено позиционирование обрезаемой секции относительно устройства создания усилия.
[0021] В дополнение к одному или более из описанных выше или в качестве альтернативы в дополнительных вариантах осуществления указанная линия надреза образована с помощью надрезного и режущего устройства, а позиционирование обрезаемой секции относительно устройства создания усилия дополнительно включает приложение силы к обрезаемой секции через элемент, сформированный в упомянутом надрезном или режущем устройстве.
[0022] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная линия надреза имеет нелинейную конфигурацию.
[0023] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная линия надреза имеет зигзагообразную конфигурацию.
[0024] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта включает жевательную резинку.
[0025] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт включает кондитерское изделие.
[0026] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное активно приложенное усилие представляет собой механическую силу.
[0027] В соответствии с другим вариантом осуществления система изготовления пищевого продукта включает в себя надрезное и режущее устройство, выполненное с возможностью формирования линии надреза на пищевом продукте. Ниже по потоку от указанного надрезного и режущего устройства расположена система отделения обрезков. Система разделения кромок включает в себя по меньшей мере одно устройство создания усилия, выполненное с возможностью приложения усилия к обрезаемой секции, образованной указанной линией надреза для отделения указанной обрезаемой секции от указанной структуры пищевого продукта вдоль указанной линии надреза.
[0028] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления указанное усилие, приложенное по меньшей мере одним указанным устройством создания усилия, прикладывает силу натяжения к указанной обрезаемой секции.
[0029] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное по меньшей мере одно устройство создания усилия представляет собой ролик.
[0030] В дополнение к одному или более из описанных выше или в качестве альтернативы в дополнительных вариантах осуществления указанное по меньшей мере одно устройство создания усилия выполнено с возможностью приложения силы сдвига к указанной обрезаемой секции.
[0031] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное, по меньшей мере, одно устройство создания силы представляет собой блок подачи сжатого воздуха.
[0032] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления указанное по меньшей мере одно устройство для создания усилия расположено под углом относительно направления перемещения пищевого продукта.
[0033] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный угол больше 0° и меньше 90°.
[0034] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления составляющая указанного усилия, прилагаемого к обрезаемой секции указанным, по меньшей мере, одним устройством создания усилия, ориентирована в направлении разрыва.
[0035] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы, в дополнительных вариантах осуществления указанная линия надреза имеет толщину меньше толщины пищевого продукта.
[0036] В дополнение к одному или нескольким признакам, описанным выше, или в качестве альтернативы, в дополнительных вариантах осуществления содержится формовочная система, используемая для формования и придания размера пищевому продукту из массы пищевого продукта.
[0037] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная формовочная система расположена выше по потоку от указанного надрезного или режущего устройства.
[0038] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное надрезное или режущее устройство интегрировано в указанную формовочную систему.
[0039] В дополнение к одному или более из элементов, описанных выше, или в качестве альтернативы в дополнительных вариантах осуществления указанное надрезное или режущее устройство включает в себя функцию, способную задействовать упомянутую обрезаемую секцию для позиционирования упомянутой обрезаемой секции относительно упомянутого, по меньшей мере, одного устройства создания усилия.
[0040] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная особенность включает спиралевидный выступ, совмещенный с указанной обрезаемой секцией.
[0041] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта включает жевательную резинку.
[0042] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт включает кондитерское изделие.
[0043] В соответствии с еще одним вариантом осуществления способ отделения обрезаемой секции от основной части структуры пищевого продукта вдоль линии надреза включает непрерывное приложение усилия к полотну линии надреза посредством устройства с механическим приводом. Усилие прикладывается в плоскости, параллельной поверхности структуры пищевого продукта. Полотно разрывается под действием указанного усилия для отделения обрезаемой секции от основной части структуры пищевого продукта.
[0044] В дополнение к одному или более из описанных выше элементов или в качестве альтернативы в дополнительных вариантах осуществления указанное усилие, приложенное к указанному полотну, включает в себя первый компонент и второй компонент, и указанный первый компонент проходит в направлении, поперечном направлению перемещения основной части структуры пищевого продукта.
[0045] В дополнение к одному или нескольким признакам, описанным выше, или в качестве альтернативы, в дополнительных вариантах осуществления указанный первый компонент указанного усилия меньше, чем указанный второй компонент указанного усилия.
[0046] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный второй компонент указанного усилия проходит в указанном направлении движения структуры пищевого продукта.
[0047] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный второй компонент указанного усилия проходит перпендикулярно указанному направлению движения структуры пищевого продукта.
[0048] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления непрерывное приложение усилия к полотну линии надреза при помощи устройства с механическим приводом дополнительно включает приведение секции надреза в контакт с указанным устройством с механическим приводом.
[0049] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное устройство с механическим приводом включает в себя ролик.
[0050] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное устройство с механическим приводом включает в себя по меньшей мере один блок подачи сжатого воздуха.
[0051] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено формирование линии надреза на основной части структуры пищевого продукта для образования обрезаемой секции.
[0052] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления формирование указанной линии надреза на основной части структуры пищевого продукта дополнительно включает формирование множества надрезов для образования множества участков на основной части структуры пищевого продукта.
[0053] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления множество участков представляют собой части.
[0054] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления множество участков представляют собой гранулы.
[0055] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено формирование массы пищевого продукта в основной части структуры пищевого продукта посредством формовочной системы.
[0056] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное формирование указанной массы пищевого продукта в основной части структуры пищевого продукта происходит выше по потоку от указанного формирования указанной линии надреза.
[0057] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта включает жевательную резинку.
[0058] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт включает кондитерское изделие.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0059] Сопроводительные фигуры, включенные в спецификацию и являющиеся ее частью, представляют некоторые аспекты настоящего изобретения и, вместе с описанием, служат для объяснения принципов изобретения. В графических материалах показано следующее:
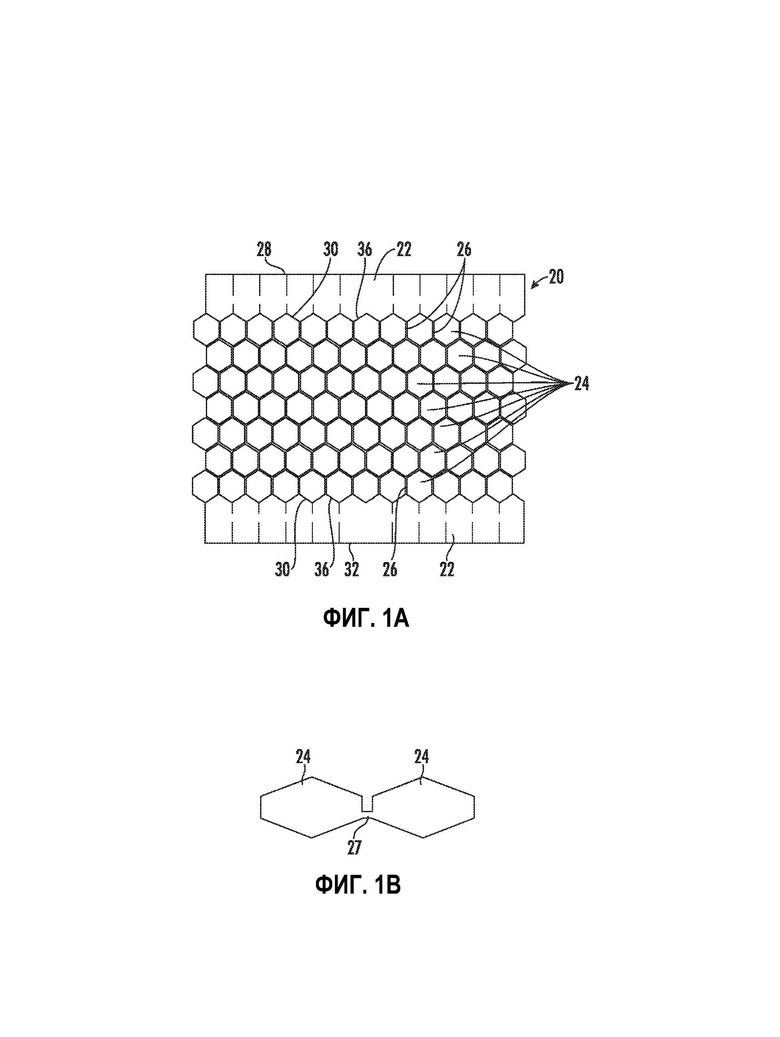
[0060] На ФИГ. 1A представлен вид в горизонтальной проекции структуры жевательной резинки с множеством надрезов в соответствии с вариантом осуществления.
[0061] На ФИГ. 1B представлен вид сбоку участка структуры жевательной резинки с надрезами, изображенной на ФИГ. 1A, в соответствии с вариантом осуществления;
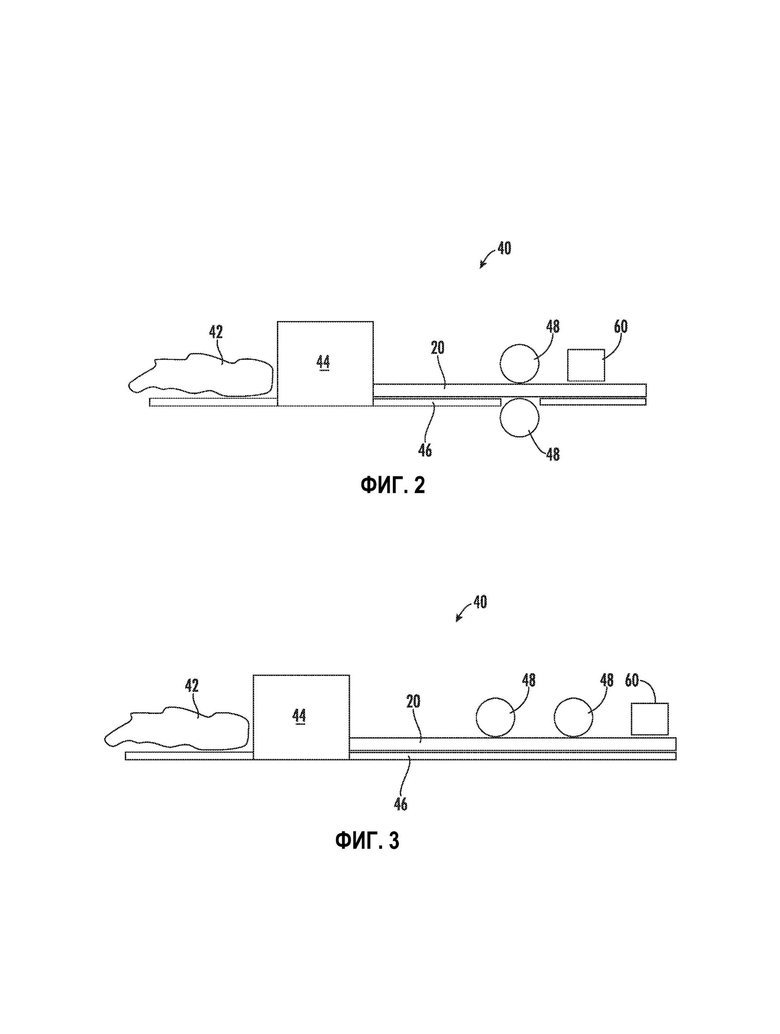
[0062] На ФИГ. 2 представлена принципиальная схема участка системы для изготовления жевательной резинки;
[0063] На ФИГ. 3 представлена принципиальная схема участка другой системы для изготовления жевательной резинки;
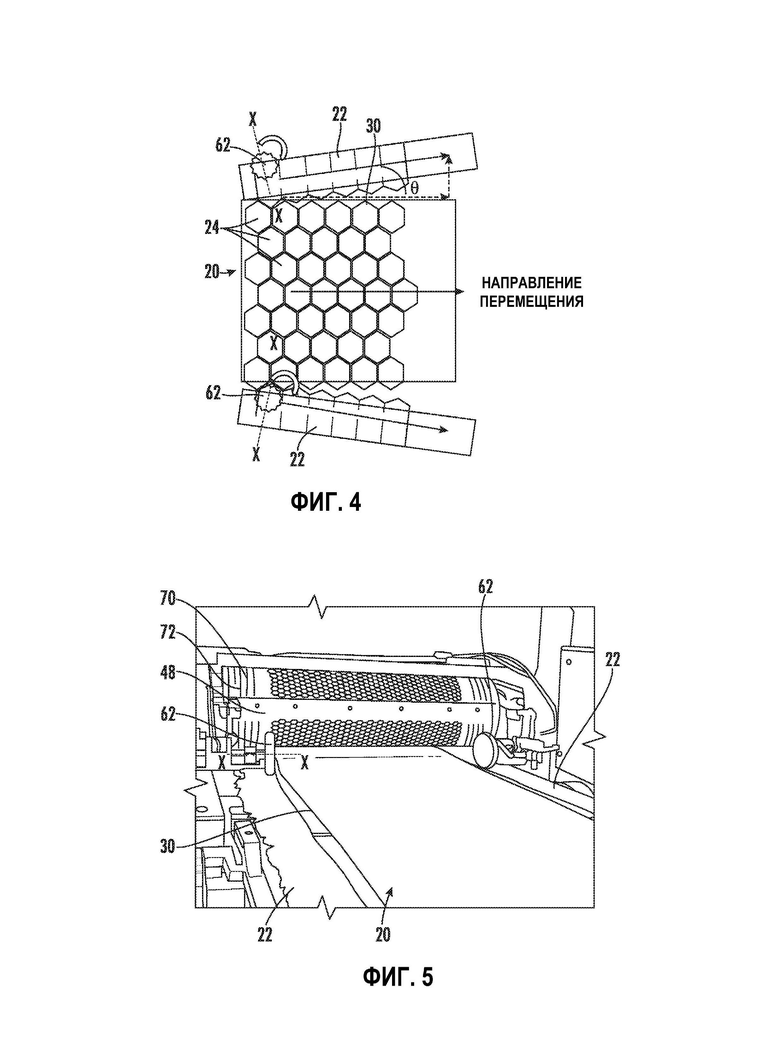
[0064] На ФИГ. 4 представлена принципиальная схема системы отделения обрезков системы для изготовления жевательной резинки в соответствии с вариантом осуществления;
[0065] На ФИГ. 5 представлен вид в перспективе системы отделения обрезков в соответствии с вариантом осуществления;
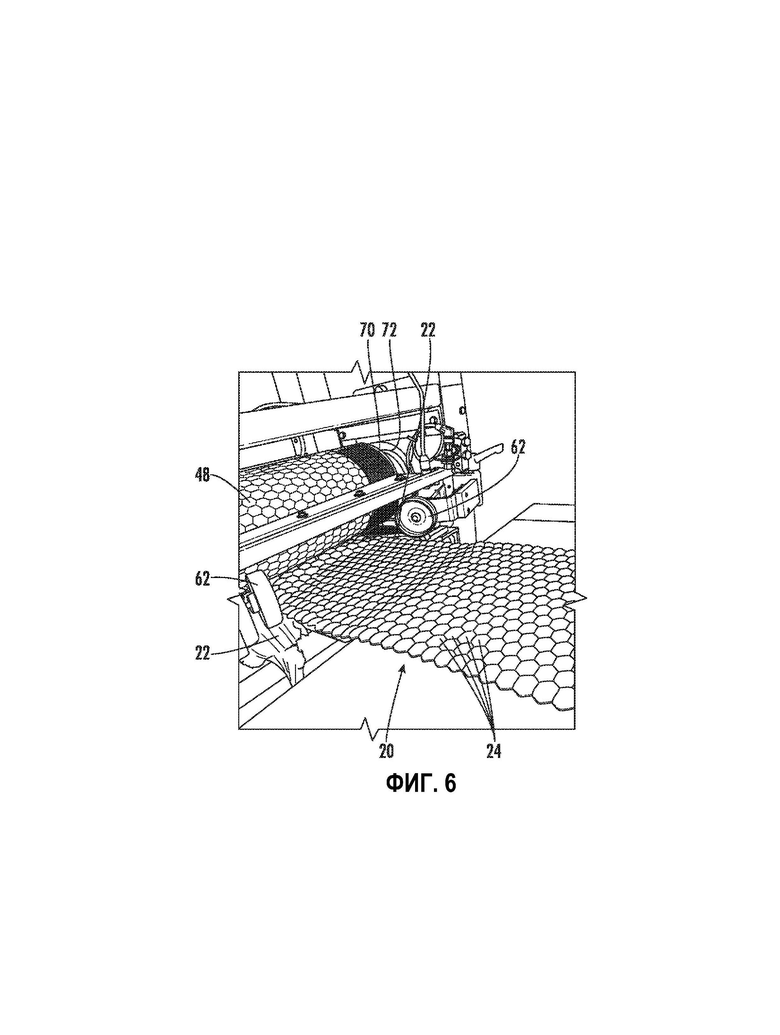
[0066] На ФИГ. 6 представлен подробный вид в перспективе участка системы отделения обрезков, изображенной на ФИГ. 5, в соответствии с вариантом осуществления;
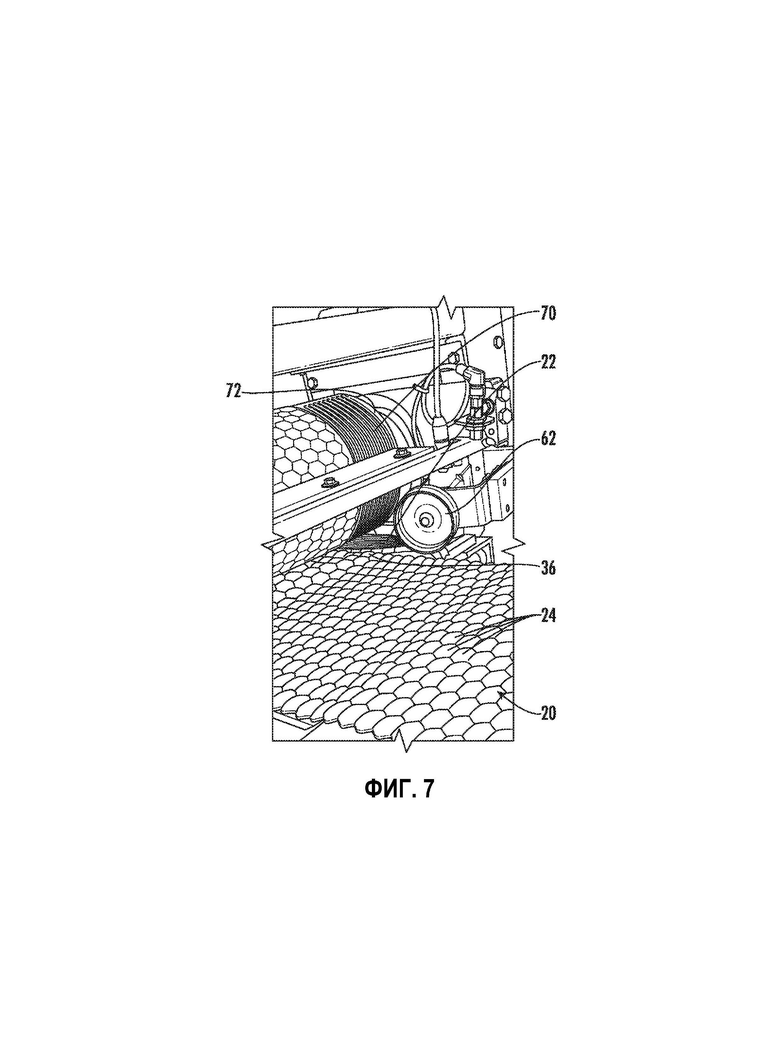
[0067] На ФИГ. 7 представлен подробный вид в перспективе участка системы отделения обрезков, изображенного на ФИГ. 6, в соответствии с вариантом осуществления;
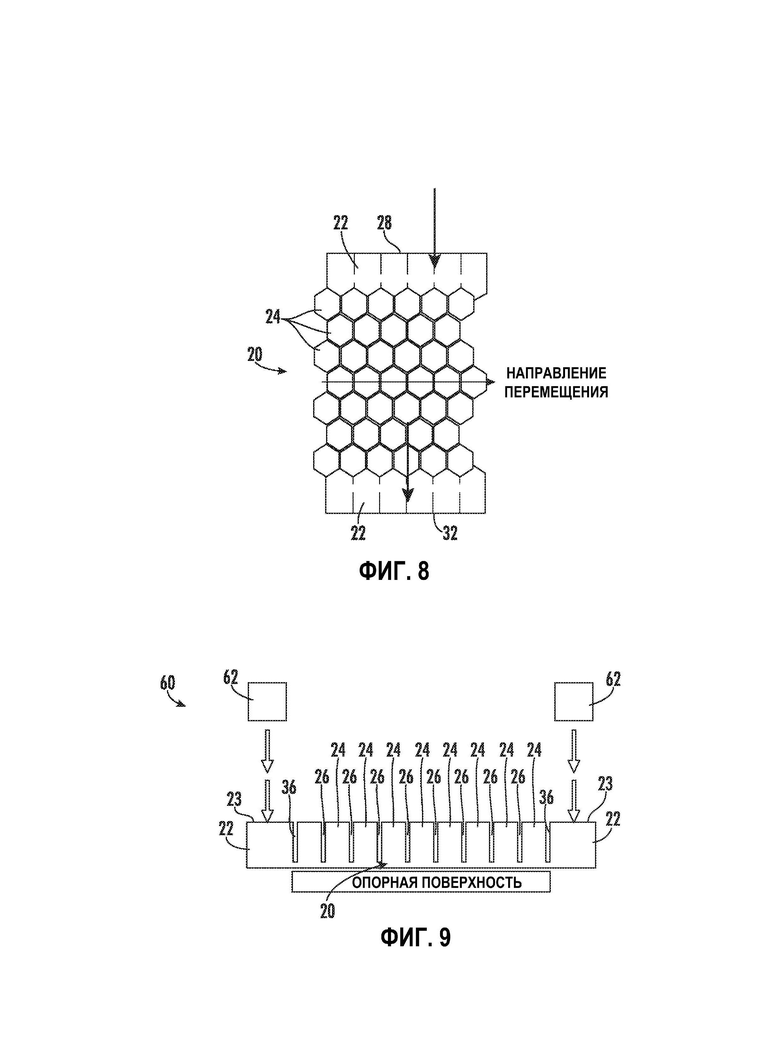
[0068] На ФИГ. 8 представлена принципиальная схема системы отделения обрезков системы для изготовления жевательной резинки в соответствии с вариантом осуществления; и
[0069] На ФИГ. 9 представлен вид в поперечном сечении обрезаемой секции, изображенной на ФИГ. 8, выполненной в плоскости, перпендикулярной направлению движения структуры жевательной резинки, в соответствии с вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
[0070] В следующем описании будут подробно описаны конкретные варианты осуществления, которые обеспечивают улучшения для отделения участков отходов, образующихся во время производства пищевого продукта. Пищевые продукты могут включать в себя любой тип продукта питания, включая, без ограничений, жевательную резинку (на любом этапе, включая эластомер, частично готовую основу, готовую основу жевательной резинки и готовую жевательную резинку), кондитерское изделие (которое может быть синонимом жевательной резинки и конфет или сочетания жевательной резинки и конфет), например, сладкие и соленые печенья и пирожные, орехи и зерна. В одном варианте осуществления пищевой продукт может включать в себя любой продукт питания, из которого в процессе производства формируется лист.
[0071] Для простоты описания в дальнейшей части описания пищевой продукт будет называться жевательной резинкой. Кроме того, следует понимать, что определенные композиции жевательной резинки могут иметь неоднородную текстуру и/или многослойную композицию. Термины «жевательная резинка» или «резинка» в настоящем описании включают в себя, без ограничений, композиции от компаундированного эластомера до конечной жевательной резинки включительно, которые могут включать в себя компаундированный эластомер в дополнение к некоторым средствам, способствующим компаундированию, маточную смесь основы резинки, композиционный эластомер в дополнение к некоторым последующим ингредиентам резинки, компаундированный эластомер в дополнение к некоторым ингредиентам основы резинки и некоторым последующим ингредиентам резинки, основу резинки, основу резинки в дополнение к некоторым последующим ингредиентам резинки, маточную смесь готовой резинки и готовую резинку.
[0072] В процессе изготовления жевательной резинки один или более участков структуры жевательной резинки могут быть удалены с образованием части структуры жевательной резинки, имеющей требуемую конфигурацию или контур. Удаляемая секция структуры жевательной резинки в настоящем документе называется «обрезаемой секцией».
[0073] Пример структуры 20 жевательной резинки, имеющей одну или более обрезаемых секций 22, показан более подробно на ФИГ. 1A и 1B. Как показано, структура жевательной резинки 20 представляет собой лист смолы с основной частью, включающей в себя множество образованных в нем участков 24. В показанном не имеющем ограничительного характера варианте осуществления множество участков 24 представляют собой отдельные фрагменты, а в некоторых вариантах осуществления — гранулы. Толщина гранул жевательной резинки, как правило, неравномерная, например в форме шестиугольника, подушечки или шара. Гранулы, как правило, покрыты одним или более материалами, вместе образующим готовое кондитерское изделие. Однако следует понимать, что варианты осуществления, в которых структура 20 жевательной резинки имеет другую форму, а также варианты осуществления, в которых участки 24 структуры 20 жевательной резинки имеют другую конфигурацию, такую как, например, плитки или фрагменты в форме палочек (по существу прямоугольной формы), также входят в объем настоящего описания.
[0074] Смежные части или фрагменты 24, образованные в структуре 20 жевательной резинки, по существу образованы одной или более линиями 26 надреза, также называемыми в настоящем документе «надрезами». Для целей настоящего описания «надрез» может быть определен как разрез, проходящий через структуру 20 жевательной резинки на глубину, меньшую, чем вся высота структуры 20 жевательной резинки, без формирования полностью отдельных частей структуры 20 жевательной резинки. В результате тонкое полотно 27, например, имеющее толщину менее 30% от высоты структуры 20 жевательной резинки (лучше всего показано на ФИГ. 1B), будет проходить между смежными частями или фрагментами 24 структуры 20 жевательной резинки. Когда на структуре 20 жевательной резинки есть надрез или вырез на глубину, меньшую, чем вся высота структуры 20 жевательной резинки, движение структуры 20 жевательной резинки в прямом направлении будет передавать каждый фрагмент 24 структуры 20 жевательной резинки, определяемый надрезами 26, в виде одной (непрерывной или прерывистой) структуры. Соответственно, если надрез 26 не проходит по всей высоте или толщине структуры 20 жевательной резинки, структура 20 жевательной резинки может перемещаться как единый блок.
[0075] Одна или более обрезаемых секций 22 структуры 20 жевательной резинки, как правило, расположены на внешней периферии структуры 20 жевательной резинки. Однако в настоящем документе также предусмотрена обрезаемая секция 22, расположенная в другом положении относительно структуры 20 жевательной резинки. В показанном не имеющем ограничительного характера варианте осуществления первая обрезаемая секция 22 образована на первом боковом крае 28 структуры 20 жевательной резинки и проходит до наиболее удаленного от центра края 30 смежных участков 24, в частности фрагментов, образованных в структуре 20 жевательной резинки. Аналогичным образом, вторая обрезаемая секция 22 расположена на втором боковом крае 32, противоположном первому боковому краю 28, и проходит до наиболее удаленного от центра края 30 смежных участков 24, образованных в структуре 20 жевательной резинки. Надрезы, которые определяют внешний край 30 участков 24 и обрезаемых секций 22, в настоящем документе могут называться надрезами для обрезки или линиями 36 надреза. Соответственно, линии 36 надреза могут иметь конфигурацию, дополняющую контур участков 24, сформированных в структуре 20 жевательной резинки. В показанном на ФИГ. 1A и 1B варианте осуществления, не имеющем ограничительного характера, линии 36 надреза имеют нелинейную конфигурацию. Например, вся линия 36 надреза, проходящая по длине структуры пищевого продукта (измеряемого вдоль направления перемещения), не расположена в пределах одной вертикальной плоскости. В частности, показано, что линии 36 надреза имеют зигзагообразную форму, дополняющую контур гранул 24. Следует понимать, что линия 36 надреза, имеющая другую конфигурацию, также входит в объем описания.
[0076] В одном варианте осуществления линии 36 надреза, которые определяют одну или более секций 22 надреза, могут быть сформированы одновременно с надрезами 26, которые определяют участки или фрагменты 24 в структуре 20 жевательной резинки. В других вариантах осуществления линия 36 надреза, образующая обрезаемую секцию 22, может быть сформирована после или ниже по потоку от точки формирования надреза 26, образующего множество участков или фрагментов 24, или в альтернативном варианте осуществления может быть сформирована до или выше по потоку от точки формирования надреза 26, образующего множество участков или фрагментов 24 в структуре 20 жевательной резинки.
[0077] Структуре 20 жевательной резинки придают требуемую форму и размер до формирования на ней надреза 36. Например, как лучше всего показано на ФИГ. 2, в системе 40 производства жевательной резинки из массы 42 жевательной резинки может быть сформирована структура 20 жевательной резинки посредством формовочной станции, схематически показанной как элемент 44. Хотя масса 42 жевательной резинки показана на ФИГ. в целом как неравномерная или неоднородная, следует понимать, что варианты осуществления, в которых масса 42 жевательной резинки имеет равномерное поперечное сечение по ее длине, например, в результате экструзии через головку, расположенную выше по потоку от формовочной станции 44, также предусмотрены в настоящем документе. Формовочная станция 44 может включать любой механизм или узел, выполненный с возможностью формирования и/или изменения размера массы 42 жевательной резинки в структуру 20 жевательной резинки, имеющую требуемую толщину, такую как, например, от 0,3 мм до 10 мм. Формовочная станция 44 может придавать структуре 20 жевательной резинки форму листа, имеющего по существу плоскую верхнюю и нижнюю поверхности и по существу равномерную толщину до формирования надрезов 36. В варианте осуществления формовочная станция 44 включает в себя два формовочных ролика, как описано в заявке на патент США № 13/522,767, поданной 16 ноября 2102 г. В альтернативном или дополнительном варианте осуществления формовочная станция 44 может включать в себя экструзионное устройство и/или одно или более роликовых устройств. Хотя структура 20 жевательной резинки показана на выходе из формовочной станции 44 в виде непрерывного листа, варианты осуществления, в которых структура 20 жевательной резинки имеет другую форму, также входят в объем настоящего изобретения.
[0078] На ФИГ. 2 показан не имеющий ограничительного характера вариант осуществления непрерывной структуры 20 жевательной резинки, которая подается из формировочной станции 44 формования, направляется вниз по потоку с помощью транспортного устройства 46, такого как, например, конвейер, по меньшей мере, к одному надрезному или режущему устройству 48. Надрезные или режущие устройства 48 показаны на ФИГ. как расположенные непосредственно ниже по потоку от формировочной станции 44. Однако один или более дополнительных компонентов системы (не показаны) могут быть размещены между формировочной станцией 44 и, по меньшей мере, одним надрезным или режущем устройством 48.
[0079] В одном варианте осуществления по меньшей мере одно надрезное или режущее устройство 48 включает в себя два надрезных ролика 48, расположенных на противоположных сторонах структуры 20 жевательной резинки выше и ниже структуры 20 жевательной резинки, как показано на ФИГ. 2. Однако в настоящем документе предусмотрена любая конфигурация одного или более надрезных или режущих устройств 48. В другом варианте осуществления, лучше всего показанном на ФИГ. 3, по меньшей мере одно надрезное или режущее устройство 48 может включать в себя первый надрезной ролик 48, выполненный с возможностью нанесения надрезов структуры 20 жевательной резинки в первом направлении, например, параллельном направлению перемещения структуры жевательной резинки, и второй ролик 48, расположенный ниже по потоку от первого надрезного ролика 48 и выполненный с возможностью нанесения надреза структуры 20 жевательной резинки во втором направлении, например, перпендикулярном направлению движения структуры 20 жевательной резинки. Надрезные или режущие устройства 48 образуют не только множество участков 24, таких как плитки или ломтики в непрерывной структуре 20 жевательной резинки, но также образуют обрезаемые секции 22 структуры 20 жевательной резинки. Однако в настоящем документе также предусмотрены варианты осуществления, включающие в себя надрезные или режущие устройства 48, выполненные с возможностью формирования надрезов 36, которые образуют один или более надрезов 22, но не формируют надрезы 26, которые образуют множество участков 24 в структуре 20 жевательной резинки.
[0080] По меньшей мере, одно надрезное или режущее устройство 48 показано расположенным отдельно и ниже по потоку от формировочной станции 44. В альтернативном варианте осуществления функциональность одного или более надрезных или режущих устройств 48 может быть встроена в формовочную станцию 44 таким образом, что формовочная станция выполнена не только с возможностью подбора размера массы жевательной резинки, но и с возможностью нанесения надрезов 36 и/или надрезов 26. Например, в одном варианте осуществления формовочная станция 44 включает в себя пару роликов, имеющих одну или более поверхностей, которые образуют различные участки 24 в массе 42 жевательной резинки при ее прохождении через зазор, образованный между парой роликов. В таких вариантах осуществления массу 42 жевательной резинки формируют в требуемые размер и форму и надрезают для формирования множества участков или фрагментов 24 одновременно.
[0081] Как также показано на ФИГ. 2 и 3, система 40 изготовления жевательной резинки может дополнительно включать в себя систему 60 отделения обрезков, выполненную с возможностью отделения одной или более обрезаемых секций 22 от структуры 20 жевательной резинки путем активного приложения к обрезаемой секции 22 механического усилия, например, негравитационных сил. Система 60 отделения обрезков может быть расположена по существу ниже по потоку от одного или более компонентов (таких как формировочная станция 44 и/или надрезного или режущего устройства 48), где в структуре 20 жевательной резинки сформированы надрезы 36. Соответственно, в некоторых вариантах осуществления система 60 отделения обрезков размещена ниже по потоку от всех надрезных или режущих устройств 48 или, альтернативно, только от части надрезных или режущих устройств 48. После удаления одной или более секций 22 обрезки из структуры 20 жевательной резинки структура 20 жевательной резинки может быть подана на расположенный ниже по потоку компонент или систему производства жевательной резинки, например, устройство, выполненное с возможностью отделения множества участков 24.
[0082] Пример системы 60 отделения обрезков более подробно показан на ФИГ. 4–7. Как показано, система 60 отделения обрезков расположена непосредственно ниже по потоку от по меньшей мере одного надрезного или режущего устройства 48 и включает в себя по меньшей мере одно устройство с механическим приводом, также называемое в настоящем документе устройством 62 создания усилия, выполненным с возможностью приложения усилия к соответствующей обрезаемой секции 22 структуры 20 жевательной резинки. Как показано, подвижная поверхность устройства создания усилия может быть выполнена с возможностью непосредственного взаимодействия с обрезаемой секцией 22. В показанном варианте осуществления, не имеющем ограничительного характера, устройство 62 создания усилия включает в себя ролик, приводимый в движение вокруг оси вращения X. Однако варианты осуществления, в которых устройство 62 создания усилия включает в себя конвейер, любое другое подходящее устройство или комбинацию нескольких устройств, таких как конвейер и ролик, также находятся в пределах объема настоящего описания.
[0083] Устройство 62 создания усилия может быть расположено рядом с краем 28 или 32 структуры 20 жевательной резинки, например, вертикально выровнено по меньшей мере с частью секциями 22 обрезки. В результате участок устройства 62 создания усилия выполнен с возможностью контакта с секцией 22 обрезки. Хотя показано, что устройство 62 создания усилия расположено вертикально над обрезаемой секцией 22, в других вариантах осуществления устройство 62 создания усилия может быть расположено под обрезаемой секцией 22 или смежно с боковой стороной обрезаемой секции 22. В одном варианте осуществления устройство 62 создания усилия не проходит за линию 36 надреза и, следовательно, не перекрывается или не контактирует с каким-либо участком остальной части структуры 20 жевательной резинки.
[0084] Как показано, устройство 62 создания усилия установлено под выступающим наружу углом, обозначенным θ, относительно направления движения структуры 20 жевательной резинки. В одном варианте осуществления угол θ составляет более 0° и менее около 90°. Например, угол θ может составлять от 5° до 60°, от 5° до 45° и от 5° до 30°. В вариантах осуществления, в которых система 60 отделения обрезков включает в себя как ролик, так и транспортер (см. ФИГ. 6), ролик и транспортер, по существу, параллельны друг другу. В показанном варианте осуществления, не имеющем ограничительного характера, система 60 отделения обрезков включает в себя первое устройство 62 создания усилия, расположенное смежно с первым краем 28 структуры 20 жевательной резинки, и второе устройство 62 создания усилия, расположенное смежно со вторым противоположным краем 32 структуры 20 жевательной резинки, так что обрезаемые секции 22 могут быть удалены со структуры 20 жевательной резинки, по существу, одновременно. В таких вариантах осуществления устройства 62 создания усилия могут быть установлены под равными, но противоположными углами по отношению к направлению перемещения. Однако варианты осуществления, в которых устройства 62 создания усилия установлены под разными углами, также входят в объем настоящего описания.
[0085] Путем ориентирования одного или более устройств 62 создания усилия под углом наружу относительно направления движения структуры 20 жевательной резинки по меньшей мере одна составляющая усилия, прикладываемого устройством 62 создания усилия к обрезаемой секции 22, прикладывается в направлении разрыва, который проходит, по существу, перпендикулярно направлению движения структуры жевательной резинки.
[0086] По мере прохождения структуры 20 жевательной резинки через систему 60 отделения обрезков одно или более устройств 62 создания усилия входят в зацепление с соответствующей обрезаемой секцией 22. В результате этого взаимодействия устройство 62 создания усилия прилагает усилие к обрезаемой секции 22, направленной, по существу, в сторону от линии 36 надреза. Усилие, приложенное роликом 62 к обрезаемой секции 22 в направлении разрыва, приводит к отделению секции 22 обрезки от структуры 20 жевательной резинки вдоль надреза 36 посредством натяжения или приложения силы натяжения. В одном варианте осуществления приводное устройство 62 может перемещаться со скоростью, которая отличается от скорости структуры 20 жевательной резинки в направлении движения. Такая разница в скорости может дополнительно увеличивать усилие, прикладываемое приводным устройством 62 к структуре 20 жевательной резинки.
[0087] Как показано на ФИГ. 8 и 9, в другом варианте осуществления устройство 62 создания усилия системы 60 отделения обрезков включает в себя один или более блоков подачи сжатого воздуха для упрощения отделения секции 22 от одного или более краев структуры 20 жевательной резинки. Блоки 62 подачи сжатого воздуха могут работать совместно или независимо от одного или более устройств 62 создания усилия, описанных ранее в настоящем документе, для содействия отделению обрезаемой секции 22 от структуры 20 жевательной резинки вдоль линии 36 надреза.
[0088] По мере подачи структуры 20 жевательной резинки из одного или более надрезных или режущих устройств 48, сжатый воздух из по меньшей мере одного блока 62 подачи сжатого воздуха подается на поверхность обрезаемой секции 22. Как показано, блоки подачи сжатого воздуха могут быть расположены вблизи каждой из обрезаемых секций 22. Сжатый воздух, выталкиваемый блоками подачи сжатого воздуха 62, используется для отделения или по меньшей мере частичного отделения обрезаемой секции 22 от структуры жевательной резинки 20 вдоль надреза 36. Как лучше всего показано на ФИГ. 9, сжатый воздух, подаваемый на обрезаемую секцию 22, может перемещаться в по существу вертикальном направлении, таком как, например, вертикальное направление вниз. В таких вариантах осуществления сжатый воздух подается к верхней поверхности 23 обрезаемой секции 22, и результирующее усилие, создаваемое сжатым воздухом, приводит к отделению обрезаемой секции 22 от структуры 20 жевательной резинки вдоль надреза 36 обрезки посредством сдвига. В других вариантах осуществления направление сжатого воздуха может быть ориентировано таким образом, чтобы составляющая усилия сжатого воздуха к поверхности 23 обрезаемой секции 22 прилагалась в направлении разрыва.
[0089] Независимо от конфигурации системы 60 отделения обрезков, в одном варианте осуществления по меньшей мере одно надрезное или режущее устройство 48, расположенное непосредственно выше по потоку от системы 60 отделения обрезков, включает в себя элемент 70, выполненный с возможностью приложения усилия к обрезаемой секции в направлении разрыва. В одном варианте осуществления усилие, приложенное элементом к обрезаемой секции, используется для перемещения обрезаемой секции 22 в требуемое положение относительно смежного устройства 62 создания усилия. Элемент 70, по существу, размещен в надрезном или режущем устройстве 48 в положении, совмещенном с соответствующей обрезаемой секцией 22. Как лучше всего показано на ФИГ. 7, элемент 70 расположен смежно с концом 72 надрезного или режущего устройства 48 и выполнен с возможностью контакта с обрезаемой секцией 22 при перемещении структуры 20 жевательной резинки или надрезного или режущего устройства 48. В показанном не имеющем ограничительного характера варианте осуществления элемент 70 включает в себя выступ, имеющий спиральную конфигурацию. Однако другие подходящие элементы также входят в объем описания.
[0090] При вращении надрезного или режущего устройства 48 вокруг своей оси начальная точка 74 элемента 70 входит в зацепление с участком обрезаемой секции 22, например, рядом с линией 36 надреза. При продолжающемся вращении надрезного или режущего устройства 48 обрезаемая секция 22 сохраняет контакт с элементом 70. Соответственно, по мере вращения надрезного или режущего устройства 48 вокруг своей оси каждый последовательный виток элемента 70 постепенно перемещает обрезаемую секцию 22 в боковом направлении наружу в направлении, по существу, перпендикулярном направлению перемещения структуры 20 жевательной резинки. Конфигурацию элемента 70 выбирают на основании консистенции жевательной резинки и общего расстояния для перемещаемой обрезаемой секции.
[0091] Следует понимать, что система 60 отделения обрезков, показанная и описанная в настоящем документе, может быть частью системы непрерывного и/или линейного производства жевательной резинки и может быть расположена на одной линии с надрезным или режущим устройством 48. Включение системы 60 отделения обрезков обеспечивает непрерывное и ускоряемое производство жевательной резинки. Благодаря использованию системы 60 отделения обрезков для активного приложения усилия к обрезаемой секции 22 для отделения обрезаемой секции 22 от остальной части структуры 20 жевательной резинки обрезаемая секция 22 легче удаляется, в отличии от существующих систем. Кроме того, за счет приложения усилия обрезаемую секцию 22 можно отрезать более чисто от структуры 20 жевательной резинки, тем самым ограничивая деформацию структуры 20 жевательной резинки, что особенно полезно при формировании фрагментов или гранул 24 с краями неправильной формы.
[0092] Все ссылки, в том числе публикации, заявки на патенты и патенты, процитированные в настоящем документе, включены в настоящий документ путем ссылки в той же степени, как если бы каждая ссылка была индивидуально и конкретно индивидуально и конкретно указана как включенная путем ссылки и изложена в настоящем документе в полном объеме.
[0093] Использование в оригинале патента артиклей «а», «an» и «the» и аналогичных отсылок в контексте описания изобретения (особенно в контексте представленной ниже формулы изобретения) следует понимать как охватывающее и единственное, и множественное число, если в настоящем документе не указано иное или если это явно не противоречит контексту. Термины «содержащий», «имеющий», «включающий в себя» и «охватывающий» следует понимать в свободном толковании (т. е. они означают «включающий в себя без ограничений»), если не указано иное. Указания диапазонов значений в данном документе используют только как более короткий способ указания по отдельности каждой конкретной величины в составе диапазона, если в документе не указано иное, при котором каждое отдельное значение включено в описание, как если бы оно было отдельно и конкретно указано в настоящем документе. Все описанные в настоящем документе способы могут выполняться в любом подходящем порядке, если в настоящем документе не указано иное или если это явно не противоречит контексту. Использование любого и всех примеров или используемые обороты (например, «такой как») в данном описании предназначено только для лучшего освещения изобретения и не накладывает ограничений на объем изобретения, если не заявлено иное. Никакие формулировки, содержащиеся в описании, не следует истолковывать как указывающие на наличие какого-либо незаявленного признака, являющегося существенным для практического осуществления изобретения.
[0094] В данном документе описаны предпочтительные варианты осуществления настоящего изобретения, включая наилучший способ осуществления изобретения, известный авторам изобретения. Специалисты в данной области могут ознакомиться с вариациями этих предпочтительных вариантов осуществления после прочтения приведенного выше описания. Авторы изобретения предполагают, что специалисты будут использовать такие вариации в зависимости от обстоятельств, и авторы изобретения ожидают, что изобретение будет реализовано на практике иным образом, чем описано в настоящем документе. Соответственно, настоящее описание включает в себя все модификации и эквиваленты объекта изобретения, изложенного в прилагаемой формуле изобретения, согласно действующему законодательству. Более того, изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариациях, если в настоящем документе не указано иное или если это явно не противоречит контексту.
Изобретение относится к пищевой промышленности. Предложен способ отделения обрезаемой секции от непрерывной основной части структуры жевательной резинки, который включает формирование линии надреза на непрерывной основной части структуры жевательной резинки для формирования обрезаемой секции на основной части структуры жевательной резинки и приложение усилия к обрезаемой секции посредством устройства создания усилия для отделения обрезаемой секции от основной части структуры жевательной резинки вдоль указанной линии надреза. При этом указанная линия надреза представляет собой надрез, проходящий через структуру жевательной резинки на глубину, меньшую, чем вся высота структуры жевательной резинки, а указанная обрезаемая секция расположена между линией надреза и внешней периферией основной части структуры жевательной резинки. Изобретение направлено на эффективное отделение обрезаемой секции от непрерывной основной части структуры жевательной резинки. 3 н. и 19 з.п. ф-лы, 10 ил.
1. Способ отделения обрезаемой секции от непрерывной основной части структуры жевательной резинки, включающий:
формирование линии надреза на непрерывной основной части структуры жевательной резинки для образования обрезаемой секции на основной части структуры жевательной резинки, при этом указанная линия надреза представляет собой надрез, проходящий через структуру жевательной резинки на глубину, меньшую, чем вся высота структуры жевательной резинки, а указанная обрезаемая секция расположена между линией надреза и внешней периферией основной части структуры жевательной резинки; и
приложение усилия к обрезаемой секции посредством устройства создания усилия для отделения обрезаемой секции от непрерывной основной части структуры жевательной резинки вдоль указанной линии надреза.
2. Способ по п. 1, в котором приложение усилия к обрезаемой секции посредством указанного устройства создания усилия включает приложение усилия растяжения к обрезаемой секции.
3. Способ по п. 1, в котором указанное устройство создания усилия включает в себя по меньшей мере один ролик и по меньшей мере один блок подачи сжатого воздуха.
4. Способ по п. 1, в котором приложение усилия к обрезаемой секции посредством указанного устройства создания усилия включает приложение силы сдвига к обрезаемой секции.
5. Способ по п. 1, в котором указанное усилие прикладывают к обрезаемой секции под углом относительно направления перемещения основной части структуры жевательной резинки.
6. Способ по п. 5, в котором составляющая указанного усилия, прилагаемого к обрезаемой секции, расположена в направлении разрыва.
7. Способ по п. 1, дополнительно включающий формирование массы жевательной резинки в основную часть структуры жевательной резинки посредством формовочной системы выше по потоку от точки указанного формования указанной линии надреза.
8. Способ по п. 7, в котором указанное формирование указанной массы жевательной резинки в основную часть структуры жевательной резинки и указанное формирование указанной линии надреза происходит, по существу, одновременно.
9. Система производства жевательной резинки, включающая:
надрезное и режущее устройство, выполненное с возможностью формирования линии надреза на непрерывной структуре жевательной резинки, при этом указанная линия надреза представляет собой надрез, проходящий через структуру жевательной резинки на глубину, меньшую, чем вся высота структуры жевательной резинки; и
систему отделения обрезков, расположенную ниже по потоку от указанного надрезного и режущего устройства, причем указанная система отделения обрезков включает в себя по меньшей мере одно устройство создания усилия, выполненное с возможностью приложения усилия к обрезаемой секции, образованной указанной линией обрезки надреза для отделения указанной обрезаемой секции от указанной непрерывной структуры жевательной резинки вдоль указанной линии надреза, при этом указанная обрезаемая секция расположена между линией надреза и внешней периферией основной части структуры жевательной резинки.
10. Система по п. 9, в которой указанное по меньшей мере одно устройство создания усилия представляет собой по меньшей мере один ролик и блок подачи сжатого воздуха.
11. Система по п. 9, в которой указанное по меньшей мере одно устройство создания усилия расположено под углом относительно направления перемещения жевательной резинки.
12. Система по п. 11, в которой элемент указанного усилия, прилагаемого к обрезаемой секции указанным по меньшей мере одним устройством создания усилия, расположен в направлении разрыва.
13. Система по п. 9, дополнительно содержащая формовочную систему для формирования и придания размера массе жевательной резинки в указанную структуру жевательной резинки.
14. Система по п. 9, в которой указанная система формирования расположена выше по потоку от указанного устройства надрезания или резки.
15. Система по п. 9, в которой указанное надрезное и режущее устройство встроено в указанную формировочную систему.
16. Способ отделения обрезаемой секции от непрерывной основной части структуры жевательной резинки вдоль линии надреза, когда указанная обрезаемая секция расположена между линией надреза и внешней периферией основной части структуры жевательной резинки, включающий:
непрерывное приложение усилия к полотну линии надреза посредством устройства с механическим приводом, причем указанное усилие прикладывают в плоскости, параллельной верхней поверхности жевательной резинки; и
разрыв полотна под действием указанного усилия для отделения обрезаемой секции от основной части структуры жевательной резинки.
17. Способ по п. 16, в котором указанное усилие, приложенное к указанному полотну, включает в себя первый компонент и второй компонент, и указанный первый компонент проходит в направлении, поперечном направлению перемещения основной части структуры жевательной резинки.
18. Способ по п. 17, в котором указанный первый компонент указанного усилия меньше, чем указанный второй компонент указанного усилия.
19. Способ по п. 17, в котором указанный второй компонент указанного усилия проходит перпендикулярно указанному направлению движения структуры жевательной резинки.
20. Способ по п. 16, в котором указанное устройство с механическим приводом включает в себя по меньшей мере один ролик и по меньшей мере один блок подачи сжатого воздуха.
21. Способ по п. 16, дополнительно включающий формирование линии надреза на основной части структуры жевательной резинки для образования обрезаемой секции.
22. Способ по п. 16, дополнительно включающий формирование массы жевательной резинки на основной части структуры жевательной резинки посредством формовочной системы выше по потоку от указанной линии надреза.
| ПОКРЫШКА ПНЕВМАТИЧЕСКОЙ ШИНЫ | 2010 |
|
RU2422291C1 |
| WO 2015179630 A1, 26.11.2015 | |||
| СПОСОБ ФОРМОВАНИЯ ФИГУРНОГО ИЗДЕЛИЯ ИЗ ВЯЗКОПЛАСТИЧНЫХ КОНДИТЕРСКИХ МАСС | 2006 |
|
RU2322071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПИЩЕВОГО ПРОДУКТА | 2015 |
|
RU2657021C2 |
