ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[0001] Настоящее изобретение относится к способам и системам для производства пищевых продуктов, а более конкретно, к способу и системе упаковки пищевого продукта после формования и фасовки пищевого продукта.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0002] Как правило, процесс изготовления и упаковки пищевых продуктов, таких как кондитерское изделие или жевательная резинка, отнимает много времени и требует значительного количества оборудования. Например, процесс изготовления и упаковки жевательной резинки может включать смешивание и производство готовой жевательной резинки c неравномерным выходом, экструдирование и формирование готовой резинки в заготовки, кондиционирование заготовок готовой жевательной резинки, экструдирование заготовок в непрерывный тонкий лист готовой резинки, проведение непрерывного листа через ряд вращающихся валков для однородного уменьшения толщины, насечку и разделение листов на отдельные нарезанные листы, кондиционирование отдельных листов в камере кондиционирования, разделение листов на кусочки жевательной резинки, а также упаковку кусочков жевательной резинки. Такие процессы изготовления и упаковки жевательной резинки описаны в патенте США № 6,254,373, принадлежащем представляющему интерес предшественнику настоящего патентообладателя, а также в заявке на патент США № 12/352,110 принадлежащей настоящему патентообладателю; данные и описания которых полностью включены в настоящий документ путем ссылки в той степени, которая не противоречит настоящему описанию.
[0003] Кондитерский продукт обычно кондиционируют после формования до необходимого размера и формы перед упаковкой, чтобы увеличить твердость кондитерского изделия и сделать кондитерское изделие менее восприимчивым к повреждениям во время последующей обработки. Кондиционирование, как правило, включает в себя извлечение кондитерского изделия из производственной линии и выдерживание кондитерского изделия в помещении при желаемой температуре и влажности в течение заданного периода времени ниже комнатной температуры, например около 10 °C. Такое прерывание производственного процесса увеличивает общее время производства кондитерского изделия и требует ручного труда для перемещения кондитерского изделия на производственную линию и извлечения из нее, что снижает эффективность производства. Кроме того, поскольку при этом невозможно обеспечить непрерывность производственной системы, для производства пищевого продукта требуется дополнительное время и производственные площади.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0004] В соответствии с одним вариантом осуществления способ производства пищевого продукта включает приготовление массы пищевого продукта, формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой в формовочном узле и наложение упаковочного материала на поверхность указанной структуры пищевого продукта, в то время как указанная структура пищевого продукта продолжает контактировать с частью указанного формовочного узла.
[0005] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя по меньшей мере один валок со множеством полостей, образованных на периферии указанного по меньшей мере одного валка, причем указанный валок представляет собой указанную часть указанного формовочного узла, с которой продолжает контактировать указанная структура пищевого продукта.
[0006] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой включает в себя вдавливание указанной массы пищевого продукта в указанное множество полостей.
[0007] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления каждая из указанного множества полостей определяет по меньшей мере часть указанной желаемой формы.
[0008] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное множество областей определяет множество различных форм.
[0009] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления каждая из указанного множества полостей связана с пищевым продуктом.
[0010] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления каждая из указанного множества полостей связана с множеством кусочков пищевого продукта.
[0011] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления наложение указанного упаковочного материала на указанную структуру пищевого продукта включает размещение указанного упаковочного материала между первым упаковочным валком и по меньшей мере одним валком указанного формовочного узла.
[0012] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено извлечение указанной структуры пищевого продукта из по меньшей мере одного валка указанного формовочного узла.
[0013] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления извлечение указанной структуры пищевого продукта из указанного по меньшей мере одного валка происходит за счет сродства указанной структуры пищевого продукта к указанному упаковочному материала, которое превышает сродство указанной структуры пищевого продукта к поверхности указанного по меньшей мере одного валка, по мере того как указанный по меньшей мере один валок вращается вокруг своей оси.
[0014] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено нанесение другого упаковочного материала на другую поверхность указанной структуры пищевого продукта.
[0015] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная другая поверхность представляет собой противоположную указанной поверхности указанной структуры пищевого продукта.
[0016] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено: разрезание указанного упаковочного материала и указанного другого упаковочного материала, прилегающего к указанной структуре пищевого продукта; и герметичное соединение указанного упаковочного материала с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта.
[0017] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное герметичное соединение указанного упаковочного материла с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта, происходит в течение пяти минут проведения указанного формования.
[0018] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное герметичное соединение указанного упаковочного материла с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта, происходит в течение 1 минуты проведения указанного формования.
[0019] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное герметичное соединение указанного упаковочного материла с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта, происходит в течение 30 секунд проведения указанного формования.
[0020] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления температура указанного по существу заключенного в упаковку пищевого продукта находится в пределах 10 °C от температуры указанной массы пищевого продукта в ходе указанного формования.
[0021] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное герметичное соединение указанного упаковочного материла с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта, происходит до того, как температура указанной структуры пищевого продукта достигает температуры окружающей среды.
[0022] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт представляет собой жевательную резинку.
[0023] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт характеризуется модулем Юнга от 75 кПа до 120 кПа.
[0024] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт характеризуется модулем Юнга от 20 кПа до 80 кПа.
[0025] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт характеризуется модулем Юнга от 30 кПа до 70 кПа.
[0026] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт характеризуется модулем Юнга от 40 кПа до 60 кПа.
[0027] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой с помощью формовочного узла происходит посредством воздействия давления на указанную массу пищевого продукта.
[0028] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления пищевой продукт представляет собой по меньшей мере одно из шоколада, мармелада, мягкой карамели и печенья.
[0029] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления не проводят никакого принудительного охлаждения указанной структуры пищевого продукта в ходе указанного формования указанного пищевого продукта в структуру пищевого продукта с желаемой формой и указанного наложения указанного упаковочного материала на поверхность указанного пищевого продукта.
[0030] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя цепное режущее устройство.
[0031] В соответствии с другим вариантом осуществления предложена система формования и упаковки пищевого продукта на линии формования и упаковки, причем система включает в себя формовочный узел, расположенный вдоль линии формования и упаковки, для приема пищевого продукта и формования и фасовки указанного пищевого продукта в структуру пищевого продукта с желаемой формой. Упаковочный материал может поступать на линию формования и упаковки. Упаковочный материал контактирует с указанной структурой пищевого продукта, при этом указанная структура пищевого продукта контактирует с указанным формовочным узлом.
[0032] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя по меньшей мере один компонент, и указанный по меньшей мере один компонент включает в себя множество полостей для введения указанного пищевого продукта.
[0033] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления внутри указанного множества полостей указанному пищевому продукту придают по меньшей мере частично указанную желаемую форму.
[0034] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанному пищевому продукту придают по меньшей мере частично указанную желаемую форму с помощью снимающего ножа, взаимодействующего с указанным по меньшей мере одним компонентом.
[0035] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный по меньшей мере один компонент включает в себя первый валок и второй валок, при этом указанный первый валок имеет в целом гладкую поверхность.
[0036] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный по меньшей мере один компонент включает в себя первый валок и второй валок, при этом указанный первый валок включает в себя множество первых полостей, а указанный второй валок включает в себя множество вторых полостей.
[0037] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанное множество первых полостей и указанное множество вторых полостей взаимодействуют для формования и фасовки указанного пищевого продукта в указанную желаемую форму.
[0038] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления сродство между указанным пищевым продуктом и указанным множеством вторых полостей превышает сродство между указанным пищевым продуктом и указанным множеством первых полостей.
[0039] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный по меньшей мере один валок включает в себя первый валок и второй валок, и между указанным первым валком и указанным вторым валком предусмотрен зазор, а указанная структура пищевого продукта продолжает контактировать с указанным вторым валком, расположенным ниже по потоку от указанного зазора.
[0040] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено лезвие для удаления излишков материала с поверхности указанного по меньшей мере одного компонента.
[0041] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя первый валок и второй валок, и указанный упаковочный валок взаимодействует с частью указанного второго валка в положении ниже по потоку от указанного первого валка.
[0042] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления сродство указанной структуры пищевого продукта к указанному упаковочному материала превышает сродство указанной структуры пищевого продукта к указанному второму валку.
[0043] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя другой упаковочный валок, выполненный с возможностью наложения другого упаковочного материала на указанную структуру пищевого продукта.
[0044] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный другой упаковочный валок выполнен с возможностью наложения указанного другого упаковочного материала на указанную структуру пищевого продукта, после того как указанная структура пищевого продукта выходит из указанного формовочного узла.
[0045] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя упаковочную машину для герметичного соединения указанного упаковочного материала и указанного другого упаковочного материала для заключения в них указанной структуры пищевого продукта.
[0046] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя режущее устройство для формирования по меньшей мере одного надреза в указанном упаковочном материале.
[0047] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления не проводят никакого принудительного охлаждения указанной структуры пищевого продукта ниже по потоку от указанного формовочного узла.
[0048] В соответствии с другим вариантом осуществления способ производства пищевого продукта включает приготовление массы пищевого продукта, формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой в формовочном узле и упаковку указанной структуры пищевого продукта в упаковочный материал. Структура пищевого продукта непрерывно подается из указанного формовочного узла непосредственно на указанный упаковочный материал, и/или упаковочный материал непрерывно подается в указанный формовочный узел.
[0049] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная упаковка указанной структуры пищевого продукта проводится непрерывно, чтобы полностью заключить указанную структуру пищевого продукта в указанную упаковку.
[0050] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел не включает в себя узла загрузки.
[0051] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта не накапливается в указанном упаковочном узле.
[0052] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления между указанным формованием и указанной упаковкой не проводят никакого кондиционирования указанной структуры пищевого продукта, или такое кондиционирование является минимальным.
[0053] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя по меньшей мере один подвижный компонент, и указанная упаковка указанной структуры пищевого продукта начинается, когда указанная структура пищевого продукта контактирует с указанным по меньшей мере одним подвижным компонентом.
[0054] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы, в дополнительных вариантах осуществления упаковка указанной структуры пищевого продукта дополнительно включает: нанесение первого упаковочного материала на первую поверхность указанной структуры пищевого продукта и нанесение второго упаковочного материала на вторую поверхность указанной структуры пищевого продукта.
[0055] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя по меньшей мере один компонент, и указанная структура пищевого продукта контактирует с указанным по меньшей мере одним компонентом, когда указанный первый упаковочный материал накладывают на указанную структуру пищевого продукта.
[0056] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления предусмотрено извлечение указанной структуры пищевого продукта из указанного по меньшей мере одного компонента.
[0057] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления сродство указанной структуры пищевого продукта к указанному первому упаковочному материалу превышает сродство указанной структуры пищевого продукта к поверхности указанного по меньшей мере одного компонента.
[0058] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы, в дополнительных вариантах осуществления упаковка указанной структуры пищевого продукта дополнительно включает герметичное соединение указанного первого упаковочного материала с указанным вторым упаковочным материалом, чтобы заключить в них указанную структуру пищевого продукта.
[0059] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы, в дополнительных вариантах осуществления упаковка указанной структуры пищевого продукта дополнительно включает в себя разрезание по меньшей мере одного из указанного первого упаковочного материала и указанного второго упаковочного материала.
[0060] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления не проводят никакого принудительного охлаждения указанной структуры пищевого продукта в ходе указанного формования указанного пищевого продукта в структуру пищевого продукта с желаемой формой и указанного наложения указанного упаковочного материала на поверхность указанного пищевого продукта.
[0061] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт представляет собой жевательную резинку.
[0062] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта непрерывно подается из указанного формовочного узла на конвейер, сообщающийся с первым упаковочным валком.
[0063] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя цепное режущее устройство.
[0064] В соответствии с другим вариантом осуществления предложена система формования и упаковки пищевого продукта на линии формования и упаковки, которая включает в себя формовочный узел, расположенный вдоль линии формования и упаковки, для приема пищевого продукта и формования и фасовки указанного пищевого продукта в структуру пищевого продукта с желаемой формой. Упаковочный материал может поступать на линию формования и упаковки. Упаковочный материал располагают таким образом, чтобы указанная структура пищевого продукта непрерывно подавалась от указанного формовочного узла непосредственно на указанный упаковочный материал.
[0065] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя компонент с по меньшей мере одной полостью для введения указанного пищевого продукта.
[0066] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанному пищевому продукту придают указанную желаемую форму посредством прессования в указанной по меньшей мере одной полости.
[0067] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел включает в себя упаковочный валок, который накладывает упаковочный материал на поверхность указанной структуры пищевого продукта.
[0068] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный формовочный узел включает в себя первый валок и второй валок, при этом указанная упаковка взаимодействует с указанным вторым валком в положении ниже по потоку от указанного первого валка.
[0069] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел накладывает указанный упаковочный материал на структуру пищевого продукта, когда пищевой продукт контактирует с указанным формовочным узлом.
[0070] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя другой упаковочный валок, выполненный с возможностью наложения другого упаковочного материала на указанную структуру пищевого продукта.
[0071] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный другой упаковочный валок выполнен с возможностью наложения указанного другого упаковочного материала на указанный пищевой продукт, после того как указанный пищевой продукт извлекают из указанного формовочного узла.
[0072] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя упаковочную машину для герметичного соединения указанного упаковочного материала и указанного другого упаковочного материала для заключения в них указанной структуры пищевого продукта.
[0073] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный узел дополнительно включает в себя режущее устройство для формирования по меньшей мере одного надреза в указанном упаковочном материале и указанном другом упаковочном материале.
[0074] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления не проводят никакого принудительного охлаждения указанной структуры пищевого продукта ниже по потоку от указанного формовочного узла и до того, как указанный упаковочный материал входит в контакт с указанной структурой пищевого продукта.
[0075] В соответствии с другим вариантом осуществления способ упаковки пищевого продукта включает приготовление массы пищевого продукта, формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой и упаковку указанной структуры пищевого продукта в упаковочный материал, при этом указанная структура пищевого продукта не входит в прямой контакт с прилагающим усилие компонентом указанного упаковочного узла при наложении указанного упаковочного материала.
[0076] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный прилагающий усилие компонент включает в себя нож.
[0077] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления все принудительные процедуры кондиционирования указанной структуры пищевого продукта проводят после того, как указанная структура пищевого продукта оказывается в указанной упаковке.
[0078] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления не проводят никакого принудительного охлаждения указанной структуры пищевого продукта в ходе указанного формования указанного пищевого продукта в структуру пищевого продукта с желаемой формой и указанного наложения указанного упаковочного материала на поверхность указанного пищевого продукта.
[0079] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная желаемая форма представляет собой готовую форму пищевого продукта.
[0080] В соответствии с одним вариантом осуществления способ упаковки пищевого продукта включает приготовление массы пищевого продукта, формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой и упаковку указанной структуры пищевого продукта в упаковочный материал. Любые изменения характеристик указанной структуры пищевого продукта, которые происходят ниже по потоку от указанного формования, происходят после того, как указанная структура пищевого продукта вступает в контакт с указанным упаковочным материалом.
[0081] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления изменения характеристик включают в себя изменение твердости указанной структуры пищевого продукта.
[0082] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанные изменения характеристик включают в себя изменение густоты указанной структуры пищевого продукта.
признаков или в качестве альтернативы в дополнительных вариантах осуществления указанные изменения характеристик не влияют на указанную упаковку.
[0083] В соответствии с другим вариантом осуществления предложена система формования и упаковки пищевого продукта на линии формования и упаковки, которая включает в себя формовочный узел для приема пищевого продукта и формования и фасовки указанного пищевого продукта в структуру пищевого продукта с желаемой формой. Упаковочный узел размещен ниже по потоку от указанного формовочного узла. Указанный пищевой продукт, подаваемый в указанный упаковочный узел, характеризуется модулем Юнга менее 120 кПа.
[0084] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт, подаваемый в указанный упаковочный узел, характеризуется модулем Юнга более 75 кПа.
[0085] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт, подаваемый в указанный упаковочный узел, характеризуется модулем Юнга от 20 кПа до 80 кПа.
[0086] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт характеризуется модулем Юнга от 30 кПа до 70 кПа.
[0087] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт характеризуется модулем Юнга от 40 кПа до 60 кПа.
[0088] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный пищевой продукт, подаваемый в указанный упаковочный узел, имеет температуру более 30°C.
[0089] В соответствии с другим вариантом осуществления способ производства пищевого продукта включает в себя приготовление массы пищевого продукта, формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой в формовочном узле и наложение упаковочного материала на поверхность указанного пищевого продукта. Указанное формование указанной массы пищевого продукта в указанную структуру пищевого продукта и указанное наложение упаковочного материала на указанную поверхность указанного пищевого продукта происходит без какого-либо принудительного охлаждения указанной массы пищевого продукта и указанной структуры пищевого продукта.
[0090] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанный упаковочный материал накладывают на указанную поверхность указанного пищевого продукта, когда пищевой продукт контактирует с указанным формовочным узлом.
[0091] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная структура пищевого продукта в указанной желаемой форме имеет толщину от 3 до 10 мм.
[0092] В соответствии с другим вариантом осуществления пищевой продукт включает в себя массу жевательной резинки, которой придана желаемая форма. Твердость пищевого продукта составляет менее 80 кПа.
[0093] В дополнение к одному или более из описанных выше признаков или в качестве альтернативы в дополнительных вариантах осуществления указанная твердость составляет от 20 до 80 кПа.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0094] Сопроводительные фигуры, включенные в спецификацию и являющиеся ее частью, представляют некоторые аспекты настоящего изобретения и, вместе с описанием, служат для объяснения принципов изобретения. В графических материалах показано следующее:
[0095] на ФИГ. 1 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с одним вариантом осуществления;
[0096] на ФИГ. 2 представлен вид в перспективе примера валка формовочного узла в соответствии с одним вариантом осуществления;
[0097] на ФИГ. 3 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с другим вариантом осуществления;
[0098] на ФИГ. 4 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с другим вариантом осуществления;
[0099] на ФИГ. 5 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с одним вариантом осуществления;
[0100] на ФИГ. 6 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с другим вариантом осуществления;
[0101] на ФИГ. 7 представлена принципиальная схема механизма извлечения пищевого продукта из формовочного узла в соответствии с другим вариантом осуществления;
[0102] на ФИГ. 8 приведен вид спереди формовочного узла в соответствии с другим вариантом осуществления;
[0103] на ФИГ. 9 представлен подробный вид спереди части формовочного узла, изображенного на ФИГ. 8, в соответствии с одним вариантом осуществления;
[0104] на ФИГ. 10 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с одним вариантом осуществления;
[0105] на ФИГ. 11 представлена принципиальная схема формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с одним вариантом осуществления;
[0106] на ФИГ. 12 представлен вид спереди формовочного узла и упаковочного узла системы для производства пищевого продукта в соответствии с одним вариантом осуществления;
[0107] на ФИГ. 13A представлена принципиальная схема части упаковочного узла в соответствии с одним вариантом осуществления; и
[0108] на ФИГ. 13A представлена принципиальная схема пищевого продукта и упаковочных материалов в упаковочном узле в соответствии с одним вариантом осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
[0109] Пищевые продукты, рассмотренные в настоящем документе, включают в себя любой тип продукта питания, включая без ограничений жевательную резинку (на любом этапе, включая эластомер, частично готовую основу, готовую основу жевательной резинки и готовую жевательную резинку), кондитерское изделие (которое может быть синонимом жевательной резинки и конфет), шоколад, мармелад, мягкую карамель и сладкие и соленые печенья. Для простоты описания в дальнейшей его части пищевой продукт будет называться жевательной резинкой. Некоторые композиции жевательной резинки могут иметь неоднородную текстуру и/или быть многослойными.
[0110] Как показано на ФИГУРАХ, в процессе производства пищевого продукта используют формовочный узел 20. Как описано в настоящем документе, «формирование формы», которое происходит в формовочном узле 20, может рассматриваться как включающее в себя операции с массой 22 пищевого продукта или ее формование в одну или более форм желаемого размера. Фасовка по размерам может происходить одновременно с формированием формы. Любой формовочный узел 20, выполненный с возможностью выполнения любого рода операции формирования формы, входит в объем настоящего описания. К примерам операций формования, которые может выполнять формовочный узел 20, относятся, без ограничений, прессование, горячая штамповка и ротационное выдавливание.
[0111] В примере не имеющего ограничительного характера варианта осуществления, приведенного на ФИГ. 1–7, формовочный узел 20 включает в себя пару валков 30, в том числе первый валок 32 и второй валок 34. Вместе с тем в настоящем документе также предусмотрены варианты осуществления, в которых по меньшей мере один из валков заменен другим компонентом или подвижной стенкой, например конвейером с плоской поверхностью. Каждый из валков 32, 34 может быть снабжен двигателем, так что скорость вращения каждого из валков 32, 34 регулируется независимым образом. Скорость вращения каждого из валков 32, 34 можно выбирать в зависимости от физических свойств массы 22 пищевого продукта и передачи желаемого количества тепла от валков 32, 34.
[0112] В одном варианте осуществления масса 22 пищевого продукта, подаваемая в формовочный узел 20, представляет собой готовую жевательную резинку. Как по существу хорошо известно, готовая жевательная резинка обычно включает в себя растворимую в воде наполняющую часть, не растворимую в воде часть основы резинки и одну или более вкусоароматических добавок. Растворимая в воде часть в течение определенного периода времени растворяется, тогда как основа жевательной резинки остается во рту во время всего жевательного процесса. Кроме того, масса 22 пищевого продукта может включать в себя одну композицию или может включать в себя множество композиций, таких как, например, наслоенные поверх друг друга композиции.
[0113] Следует также понимать, что массу 22 пищевого продукта можно подавать в формовочный узел 20 в любой подходящей форме. В одном варианте осуществления масса 22 пищевого продукта представляет собой несформованную массу пищевого продукта неравномерной или неоднородной толщины (см. ФИГ. 3). Следует отметить, что «несформованную» массу резинки можно определить как любую массу, которую в текущем состоянии не формируют и размер которой не задают с помощью экструзии, деформации или любыми другими средствами, хотя размер и форма массы жевательной резинки могли задавать таким способом до того, как масса перешла в это состояние. В альтернативном варианте осуществления масса 22 пищевого продукта, подаваемая на пару валков 30, может представлять собой лист, брусок, непрерывную ленту или жгут с по существу постоянной или однородной площадью поперечного сечения по всей их длине, как показано на ФИГ. 1. В вариантах осуществления, в которых масса 22 пищевого продукта имеет однородную форму, такая масса 22 пищевого продукта может быть фасована по размерам в формовочном узле (не показан), который находится выше по потоку от формовочного узла 20, с использованием любого подходящего способа. Например, масса 22 пищевого продукта может быть выдавлена через экструзионную матрицу, или в качестве альтернативы масса пищевого продукта 22 может быть подана на одну или более пар прокатных валков. В одном варианте осуществления пара валков 30 формовочного узла 20 также может образовывать часть последовательности валков, которые, например, составляют стандартную линию проката и резки.
[0114] Пара валков 30 может быть размещена таким образом, чтобы первый валок 32 и второй валок 34 были смещены относительно друг друга по горизонтали и/или вертикали. В одном варианте осуществления первый валок 32 и второй валок 34 расположены таким образом, чтобы между валками 32, 34 образовался просвет или зазор 36. В другом варианте осуществления пара валков 30 расположена таким образом, чтобы между первым и вторым валками 32, 34 не было зазора. В таких вариантах осуществления внешняя периферия по меньшей мере одной из пары валков 30 может иметь покрытие, образованное на их внешней поверхности, чтобы свести к минимуму трение и износ в результате зацепления валков 32, 34.
[0115] Первый валок 32 и второй валок 34 выполнены с возможностью вращения в противоположных направлениях, чтобы протягивать массу 22 пищевого продукта между валками 32, 34, например, через просвет 36. В варианте осуществления, показанном на ФИГ. 1, первый валок 32 вращается в направлении по часовой стрелке, которое обозначено стрелкой R1, тогда как второй валок 34 вращается в направлении против часовой стрелки, которое обозначено стрелкой R2. По мере того как масса 22 пищевого продукта подается между валками 32, 34, вращающимися в противоположных направлениях, валки 32, 34 протягивают массу 22 пищевого продукта между валками 32, 34 и сдавливают ее. Соответственно, формование пищевого продукта, которое происходит внутри пары валков 30, происходит под давлением.
[0116] Пример второго валка 34 формовочного узла 20, изображенного на ФИГ. 1–7, более подробно показан на ФИГ. 2. В одном варианте осуществления на периферии, определяющей непрерывную формующую поверхность 38 второго валка 34, образовано множество полостей 40, проходящих внутрь валка 34. Как показано, полости 40 представляют собой вырезанные углубления, разнесенные по оси (параллельно оси вращения) и по окружности валка 34. Каждая из множества полостей 40 может быть одинаковой или может отличаться от остальных полостей. В показанном варианте осуществления, не имеющем ограничительного характера, валок 34 включает в себя 8 полостей, образованных по его осевой ширине. Вместе с тем следует понимать, что в настоящем документе предусматривается валок с любым подходящим числом полостей. В одном варианте осуществления валок 34 может включать в себя от 5 до 50 разнесенных по оси полостей 40, более конкретно от 5 до 40 и от 8 до 30 разнесенных по оси полостей 40. Отжимной край 42 находится между смежными полостями 40 как в осевом направлении, так и по окружности. В одном варианте осуществления размер каждой полости 40, то есть осевая ширина, длина окружности и глубина (измеряемая параллельно радиусу), может быть по существу равен размеру готового пищевого продукта, например одного кусочка жевательной резинки или конфеты. В альтернативном варианте осуществления полость 40 может формировать несколько кусочков пищевого продукта за счет внутренних контуров, определяющих размеры смежных кусочков пищевого продукта или разграничивающих их, или же определять форму пищевого продукта.
[0117] Кроме того, часть полостей 40, например множество полостей 40, проходящих по оси в ряду по ширине валка 34, при измерении перпендикулярно направлению обработки, может образовывать шаблон, предназначенный для составного пищевого продукта. Например, шаблон, определяемый рядом полостей 40, может определять множество кусочков жевательной резинки в упаковке жевательной резинки. Кроме того, в тех вариантах осуществления, в которых валок 34 включает в себя множество шаблонов, такие шаблоны могут иметь сходные или разные конфигурации.
[0118] Первый валок 32 может иметь по существу гладкую поверхность, как показано на ФИГ. 1. В альтернативном варианте осуществления, как лучше всего показано на ФИГ. 3 и 4, первый валок 32 может также содержать множество полостей 44 или вырезанных углублений, образованных в валке 32. В таких вариантах осуществления каждая из множества полостей 44 по существу комплементарна и выполнена с возможностью совмещения с соответствующей полостью 40, образованной во втором валке 34, чтобы придавать дополнительную форму кондитерскому изделию или пищевому продукту. Варианты осуществления, в которых как первый валок 32, так и второй валок 34 включают в себя полости 40, 44, могут быть предназначены для формования трехмерного профилированного пищевого продукта сложной формы. Например, каждая полость 40, 44 может обеспечивать формование множества профилированных поверхностей массы 22 пищевого продукта.
[0119] В одном варианте осуществления первый нож или скребковое устройство 46 выполнены с возможностью контакта с поверхностью первого валка 32, по существу смежного или находящегося ниже по потоку от зазора 36, для удаления пищевого продукта с поверхности первого валка 32. Вместе с тем в некоторых вариантах осуществления, например, в которых зазор 36 между первым валком 32 и вторым валком 34 очень мал или, например, такой зазор отсутствует, включение в конструкцию ножа 46 может не потребоваться. В альтернативном или дополнительном варианте осуществления второй нож или скребковое устройство 48 могут располагаться на выходе из зазора 36. Второй нож 48 выполнен с возможностью примыкания к поверхности 38 второго валка 34 для отделения излишков материала после прессования, то есть того материала, который не попал внутрь полости 40, и/или в некоторых вариантах осуществления того материала, который выступает за пределы поверхности 38 второго валка 34 в направлении первого валка 32. Излишек материала, удаляемый первым скребковым устройством 46 или вторым скребковым устройством 48, может направляться в отходы или повторно использоваться в системе производства.
[0120] По мере прессования массы 22 пищевого продукта между первым валком 32 и вторым валком 34 масса 22 пищевого продукта заполняет множество полостей 40 по периферии второго валка 34, а в некоторых вариантах осуществления также и множество полостей 44 первого валка 32. Использование полостей 44 в первом валке 32 и/или во втором валке 34 может облегчить перемещение массы 22 пищевого продукта, например посредством протяжки материала пищевого продукта в направлении зазора 36. За счет сжимающего усилия, используемого для заполнения полости 40, и/или адгезивных свойств масса 22 пищевого продукта удерживается внутри полостей 40 по мере их вращения в направлении от зазора 36. В тех вариантах осуществления, в которых первый валок 32 и второй валок 34 включают в себя полости 44, 40, антиадгезионные характеристики первого валка 32 могут превышать антиадгезионные характеристики для второго валка 34. В результате, по мере того, как полости 44, 40 первого и второго валков 32, 34 поворачиваются с выходом из совмещения, формованный пищевой продукт или структура 26 пищевого продукта извлекается из полости 44 вторым валком 34, но остается в полости 40. В одном варианте осуществления разделительный агент, такой как, например, масло, могут использовать для снижения или предотвращения адгезии между пищевым продуктом и полостями 44 первого валка 32.
[0121] После того, как масса 22 пищевого продукта продавливается в полости 40 и/или полости 44, чтобы образовать множество формованных структур 26 пищевого продукта, такие структуры 26 пищевого продукта затем упаковываются в упаковочном узле 50, расположенном ниже по потоку от формовочного узла 20 и на одной линии с ним. Более конкретно упаковочный материал 50 выполнен с возможностью взаимодействия с по меньшей мере частью формовочного узла 20. Структуры 26 пищевого продукта после формования в полостях 40 и/или полостях 44 валков 34, 32 непрерывно подаются в упаковочный узел 50 для их упаковки. Вследствие этого в промежутке между формованием и упаковкой происходит минимальное кондиционирование структуры 26 пищевого продукта, или же такого кондиционирования не происходит. Кроме того, между формованием и упаковкой не производят принудительного кондиционирования пищевого продукта.
[0122] В показанном на ФИГ. 1 и 3–5 варианте осуществления, не имеющем ограничительного характера, упаковочный узел 50 выполнен с возможностью непосредственного взаимодействия с по меньшей мере частью формовочного узла 20. Как показано, упаковочный узел 50 включает в себя первый упаковочный валок 52, расположенный смежно с частью второго валка 34 ниже по потоку от зазора 36, образованного по отношению к первому валку 32. Первый упаковочный валок 52 расположен непосредственно смежно со вторым валком 34, так что первый упаковочный валок 52 или упаковочный материал при перемещении под действием упаковочного валка 52 входит в контакт со вторым валком 34. Первый упаковочный материал 54 обертывается по меньшей мере частично вокруг первого упаковочного валка 52. В одном варианте осуществления валок 56 первого упаковочного материала 54 находится в соединении с первым упаковочным материалом 54 и выполнен с возможностью подачи его на первый упаковочный валок 52. Вращение первого упаковочного валка 52 может приводить к вращению валка 56 первого упаковочного материала 54, заставляя разворачиваться первый упаковочный материал 54 настолько, насколько это необходимо в процессе работы системы 50. В альтернативном варианте осуществления упаковочный материал может оттягиваться от валка 56 по мере захвата упаковочного материала 54 между вращающимся вторым валком 34 и первым упаковочным валком 52.
[0123] Первый упаковочный материал 54 может представлять собой любой подходящий однослойный или многослойный упаковочный материал или композитный материал, включая, без ограничений, гибкую пленку, такую как, например, выполненная из полиолефинов, полиамидов или полиэфиров. В вариантах осуществления, представленных на ФИГ. 1 и 3–5, по мере вращения первого упаковочного валка 52 вокруг своей оси первый упаковочный материал 54 оказывается между первым упаковочным валком 52 и вторым валком 34 формовочного узла 20. Первый упаковочный материал 54 находится в непосредственном контакте не только с поверхностью 38 второго валка 34, но и с первой, нижележащей или нижней поверхностью кусочков формованной структуры 26 пищевого продукта, образованных в полостях 40 второго валка 34.
[0124] В тех вариантах осуществления, в которых первый валок 32 включает в себя множество полостей 44, первый упаковочный валок 52 может аналогичным образом включать в себя множество полостей 58, по существу идентичных полостям 44 первого валка 32. По мере того как полость 40 второго валка 34 со структурой 26 пищевого продукта внутри поворачивается в направлении первого упаковочного валка 52, часть структуры 26 пищевого продукта, выступающая за пределы поверхности 38 второго валка 34, входит в внутрь полости 58, образованной в первом упаковочном валке 52. По мере того как структура 26 пищевого продукта, выступающая за пределы поверхности 38 второго валка 34 входит внутрь полости 58 первого упаковочного валка, структура 26 пищевого продукта может проталкивать первый упаковочный материал 54 в полость 58 в положение между поверхностью полости 58 и структурой 26 пищевого продукта.
[0125] Первый упаковочный материал 54 может располагаться вокруг внешней поверхности 60 первого упаковочного валка 52, как показано на ФИГ. 3. По мере того как структура 26 пищевого продукта входит в полость 58, часть первого упаковочного материала 54 точно так же входит внутрь полости 58 между формованным пищевым продуктом 26 и внутренней поверхностью полости 58. В альтернативном варианте осуществления первый упаковочный материал 54 может быть по существу профилирован, чтобы образовывать внутреннюю обертку, как показано на ФИГ. 4, так что первый упаковочный материал 54 расположен внутри полостей 58 валка 52 до момента введения в него формованной структуры 26 пищевого продукта.
[0126] Сформованные структуры 26 пищевого продукта выполнены с возможностью полного отделения от полостей 40 по мере вращения второго валка 34 от зоны контакта с упаковочным материалом 54, обернутым вокруг первого упаковочного валка 52. В одном варианте осуществления пищевые продукты 26 внутри множества полостей 40 отличаются большим сродством к первому упаковочному материалу 54, чем к полости 40. В результате, адгезия между первым упаковочным материалом 54 и структурой 26 пищевого продукта вытягивает структуры 26 пищевого продукта из полостей 40. В одном варианте осуществления на первый упаковочный материал 54 нанесен адгезив для соединения кусочков пищевого продукта 26 с материалом 54.
[0127] В другом варианте осуществления структуры 26 пищевого продукта можно извлекать из полостей 40 второго валка 34 до подачи в упаковочный узел 50. Как показано на ФИГ. 6, упаковочный узел 50 включает в себя первый упаковочный валок 52 и транспортный механизм 62, например конвейер для подачи структур 26 пищевого продукта из формовочного узла 20 на первый упаковочный валок 52.
[0128] В одном варианте осуществления адгезия между структурой 26 пищевого продукта в полости 40 и поверхностью транспортного механизма 62 может быть достаточной для извлечения формованных структур 26 пищевого продукта из полостей 40 при вращении второго валка 34 в направлении от зоны контакта с транспортным механизмом 62. В альтернативном варианте осуществления механизм 63, связанный с валком 34, можно использовать для выталкивания структуры 26 пищевого продукта из полости, расположенной вертикально над транспортным механизмом 62. В показанном на ФИГ. 7 варианте осуществления, не имеющем ограничительного характера, механизм 63 установлен во внутренней части валка 34 и выполнен с возможностью воздействия на часть структуры 26 пищевого продукта, размещенной в полости 40, расположенной смежно с транспортным механизмом 54. Приложение механического, пневматического или другого подходящего воздействия на периферию валка 34 может привести к отделению структуры 26 пищевого продукта от полости 40 или извлечению из нее. Несмотря на то, что механизм 63 описан со ссылкой на второй валок 34, такой механизм 63 может быть приспособлен для использования с любыми из валков формовочного узла 20 или, в альтернативном варианте осуществления, упаковочного узла 50. Вместе с тем следует понимать, что механизм 63 также можно применять, чтобы упростить извлечение формованных структур 26 пищевого продукта из полостей 40 в тех вариантах осуществления, в которых структура 26 пищевого продукта выдается непосредственно на упаковочный материал 54.
[0129] Независимо от того, поступают ли структуры 26 пищевого продукта в упаковочный узел 50 непосредственно или опосредованно с валка формовочного узла 20, после того как структуры пищевого продукта покидают формовочный узел 20 и вступают в контакт с первым упаковочным материалом 54, первый упаковочный материал 54 и находящиеся на нем структуры 26 пищевого продукта перемещаются с помощью транспортного механизма 64, например конвейера. Транспортный механизм 64 выполнен с возможностью транспортировки по меньшей мере частично упакованных структур 26 пищевого продукта к расположенной ниже по потоку части упаковочного узла 50, как более подробно описано ниже.
[0130] В варианте осуществления, лучше всего показанном на ФИГ. 1, 2–4 и 6, упаковочный узел 50 дополнительно включает в себя второй упаковочный валок 65, расположенный по существу ниже по потоку от первого упаковочного валка 52. Второй упаковочный валок 65 выполнен с возможностью наложения второго упаковочного материала 66 на вторую, верхнюю поверхность структуры 26 пищевого продукта. В одном варианте осуществления нижняя поверхность структуры 26 пищевого продукта, находящаяся в контакте с первым упаковочным материалом 54, и верхняя поверхность структуры 26 пищевого продукта, находящаяся в контакте со вторым упаковочным материалом 66, могут быть находиться напротив друг друга.
[0131] Второй упаковочный материал 66 может оборачиваться по меньшей мере частично вокруг периферии второго упаковочного валка 65, где он входит в контакт со структурой 26 пищевого продукта. В одном варианте осуществления валок 68 второго упаковочного материала 66 взаимодействует со вторым упаковочным валком 65. В качестве второго упаковочного материала 66 также можно использовать любой подходящий материал, и он может быть таким же, как первый упаковочный материал 54, или отличаться от него.
[0132] Второй упаковочный валок 65 может иметь по существу гладкий рельеф или, в альтернативном варианте осуществления, может включать в себя множество полостей 70. Множество полостей 70 может быть по существу идентично множеству полостей 40, образованных во втором валке 34. В альтернативном варианте осуществления множество полостей 70 может быть больше полостей 40, так что между вторым упаковочным материалом 66 и соответствующей частью структуры 26 пищевого продукта образуется просвет.
[0133] По мере вращения второго упаковочного валка 65 вокруг своей оси второй упаковочный материал 66 помещается между вторым упаковочным валком 65 и поверхностью пищевого продукта 26. Второй упаковочный материал 66 может располагаться вокруг внешней поверхности 71 второго упаковочного валка 65, как показано на ФИГ. 4. По мере того как структура 26 пищевого продукта входит в полость 70, часть второго упаковочного материала 66 точно так же входит внутрь полости 70 между формованным пищевым продуктом 26 и внутренней поверхностью полости 70. В альтернативном варианте осуществления второй упаковочный материал 66 может быть по существу профилирован, чтобы образовывать внутреннюю обертку, как показано на ФИГ. 5, так что второй упаковочный материал 66 расположен внутри полостей 70 валка 64 до момента введения в него формованной структуры 26 пищевого продукта.
[0134] В другом варианте осуществления второй валок 34 формовочного узла 20 используют вместо второго упаковочного валка 65. Как показано на ФИГ. 5, второй упаковочный материал 66, подаваемый валком 68, по меньшей мере частично обернут вокруг второго валка 34. В показанном не имеющем ограничительного характера варианте осуществления второй упаковочный материал 66 проходит приблизительно на 180 градусов от периферии валка 34. Как было описано ранее в отношении первого и второго упаковочных валков 52, 65, второй упаковочный материал 66 может располагаться вокруг внешней поверхности 38 второго валка 34. В таких вариантах осуществления второй упаковочный материал 66 входит внутрь полости 40 во время прессования массы 22 пищевого продукта между двумя валками 32, 34 в положении между поверхностью полости 40 и массой 22 пищевого продукта. В альтернативном варианте осуществления второй упаковочный материал 66 может быть по существу профилирован, чтобы образовывать внутреннюю обертку со сформированными в ней полостями, которые по существу комплементарны полостям 40 второго валка 34. По мере разворачивания второго упаковочного материала 66 полости упаковочного материала 66 размещаются внутри полостей 40 валка 34 до перемещения в них формованной структуры 26 пищевого продукта.
[0135] В различных конфигурациях упаковочного узла 50 структуры 26 пищевого продукта расположены между первым упаковочным материалом 54 и вторым упаковочным материалом 66. Поскольку упаковочные материалы 54, 66 расположены между структурами 26 пищевого продукта и валками 52, 65, 34, структуры 26 пищевого продукта никогда напрямую не контактируют ни с одним из компонентов упаковочного узла 50, кроме первого и второго упаковочных материалов 54, 66.
[0136] В другом варианте осуществления, лучше всего показанном на ФИГ. 8, формовочный узел 20 включает в себя цепное режущее устройство. Цепное режущее устройство включает в себя пару непрерывных цепей 100, 102. Каждая цепь 100, 102 для непрерывного вращения закреплена на паре расположенных на расстоянии друг от друга валков 104. В одном варианте осуществления каждая цепь 100, 102 выполнена с возможностью вращения с одинаковой скоростью и приводится в действие соответствующим двигателем и механизмом зубчатой передачи (не показано). В одном варианте осуществления валки 104, на которых закреплены цепи 100, 102, включают в себя зубчатые барабаны для зацепления и приведение в движение цепей 100, 102.
[0137] В показанном не имеющем ограничительного характера варианте осуществления каждая цепь 100, 102 включает в себя множество элементов 106 пресс-формы, которые образуют открытые части 108, 110 полости пресс-формы соответственно. Открытые части 108 полости пресс-формы первой цепи 100 совмещаются с открытыми частями 110 полости пресс-формы второй цепи 102 с образованием закрытой полости 112 пресс-формы, где происходит формование кусочков пищевого продукта. Вместе с тем следует понимать, что варианты осуществления, в которых только одна из цепей 100, 102 включает в себя открытые части 108, 110 полости пресс-формы, или альтернативно такие варианты осуществления, в которых множество открытых частей 108, 110 полости пресс-формы каждой цепи 100, 102 совмещаются с сопрягающим фланцем 114, 116 противолежащей цепи 100, 102, также входят в объем настоящего описания. Аналогично предшествующему варианту осуществления все закрытые полости 112 пресс-формы, образованные между парой непрерывных цепей 100, 102, могут быть одинаковыми или могут отличаться друг от друга. Кроме того, в одном варианте осуществления размер каждой закрытой полости 112 пресс-формы может быть по существу равен размеру готового пищевого продукта, например одного кусочка жевательной резинки или одной конфеты. В альтернативном варианте осуществления закрытая полость 112 пресс-формы может формировать множество кусочков пищевого продукта за счет внутренних контуров, разделяющих внутри нее смежные кусочки пищевого продукта или определяющих форму пищевого продукта.
[0138] Массу 22 пищевого продукта, например готовая жевательная резинка, подают между открытыми частями 108, 110 полостей пресс-формы цепей 100, 102. В одном варианте осуществления масса 22 пищевого продукта, подаваемая на цепное режущее устройство, представляет собой несформованную массу 22 пищевого продукта неравномерной или неоднородной толщины. Однако в других вариантах осуществления массе 22 пищевого продукта, подаваемой на цепное режущее устройство, может быть придан определенный размер и/или форма, например в формовочном узле (не показан), расположенном выше по потоку от цепного режущего устройства, с помощью любого подходящего способа. Например, масса 22 пищевого продукта, подаваемая в цепное режущее устройство, может представлять собой жгут с по существу однородным поперечным сечением по всей длине (измеренной параллельно направлению потока) жгута. В альтернативном варианте осуществления масса 22 пищевого продукта, подаваемая в цепное режущее устройство, может представлять собой лист, брусок или непрерывную ленту с по существу постоянной или однородной площадью поперечного сечения по всей их длине.
[0139] Как лучше всего показано на ФИГ. 9, сопрягающие фланцы 114, 116 на цепях 100, 102 соответственно расположены между смежными открытыми полостями 108, 110 пресс-формы. По мере перемещения цепей 100, 102 сопрягающие фланцы 114, 116 совмещаются и вступают в контакт между каждой из полостей 108, 110 пресс-формы. По мере совмещения сопрягающих фланцев 114, 116 части 108, 110 полости пресс-формы окружают массу 22 пищевого продукта, фактически формуя и разрезая массу 22 пищевого продукта в этих точках с образованием отдельных кусочков пищевого продукта в закрытых полостях 112 пресс-формы. Непрерывное перемещение цепей 100, 102 выталкивает отдельные кусочки из закрытых полостей 112 пресс-формы. По мере расхождения цепей 100, 102, например, в результате движения расположенных ниже по потоку валков 104, формованные структуры 26 пищевого продукта внутри каждой закрытой полости 112 пресс-формы остаются внутри открытых полостей 108, 110 пресс-формы, образованных в верхней или в нижней цепи 100, 102. По мере того как открытые полости 110 пресс-формы нижней цепи 102 проходят над валком 104, формованные структуры 26 пищевого продукта могут подаваться на первый транспортный механизм, например спускной желоб или конвейер, схематически представленный позицией 118, и на смежный второй транспортный механизм 120 (см. ФИГ. 10). Аналогично варианту осуществления, в котором формовочный узел 20 включает в себя пару валков, для уменьшения или предотвращения адгезии между пищевым продуктом и полостями 108, 110 одной или обеих цепей 100, 102 можно необязательно использовать разделительный агент, например масло или порошок.
[0140] В одном варианте осуществления первый транспортный механизм 118 может регулировать скорость, установку позиции или ориентацию структур 26 пищевого продукта по мере их поступления на второй транспортный механизм 120. Вместе с тем в настоящем документе также предусмотрены варианты осуществления, в которых структуры 26 пищевого продукта подаются непосредственно на транспортный механизм 120.
[0141] В тех вариантах осуществления, в которых формовочный узел 20 включает в себя цепной высекальный пресс, структуры 26 пищевого продукта, сформованные закрытыми полостями 112 пресс-формы, могут непрерывно подаваться ниже по потоку в упаковочный узел 150 для их упаковки. В таких вариантах осуществления в промежутке между формованием и упаковкой происходит минимальное кондиционирование структуры 26 пищевого продукта, или же такого кондиционирования не происходит. Более того, в промежутке между формованием и упаковкой не происходит никакого принудительного кондиционирования структуры 26 пищевого продукта.
[0142] Как показано, упаковочный узел 150 включает в себя первый упаковочный валок 152, расположенный смежно с транспортным механизмом 120, выполненным с возможностью приема множества формованных структур 26 пищевого продукта, поступающих из формовочного узла 20. В показанном не имеющем ограничительного характера варианте осуществления первый упаковочный валок 152 расположен смежно с расположенным выше по потоку концом 122 транспортного механизма 120 и может быть выполнен с возможностью вращения с той же скоростью, что и транспортный механизм 120. Первый упаковочный материал 154 оборачивается по меньшей мере частично вокруг первого упаковочного валка 152 и накладывается на верхнюю поверхность 124 транспортного механизма 120. В одном варианте осуществления валок 156 первого упаковочного материала 154 находится в соединении с первым упаковочным материалом 154 и выполнен с возможностью подачи его на первый упаковочный валок 152. Вместе с тем в настоящем документе также предусмотрены варианты осуществления, в которых валок 156 первого упаковочного материала 154 встроен в первый упаковочный валок 152.
[0143] Вращение первого упаковочного валка 152 может приводить к вращению валка 156 первого упаковочного материала 154, заставляя разворачиваться первый упаковочный материал 154 настолько, насколько это необходимо в процессе работы упаковочного узла 150. В альтернативном варианте осуществления первый упаковочный материал 154 может подаваться из валка 156 по мере того, как упаковочный материал 154 накладывается на верхнюю поверхность 124 транспортного механизма 120. Как было описано выше, множество формованных структур 26 пищевого продукта, выходящих из формовочного узла 20, подается на транспортный механизм 120 через спускной желоб 118. Поскольку первый упаковочный материал 154 располагается на открытой поверхности 124 транспортного механизма 120, формованные структуры 26 пищевого продукта поступают на транспортный механизм 120 с расположенным между ними первым упаковочным материалом 154. Транспортный механизм 120 выполнен с возможностью транспортировки по меньшей мере частично упакованных структур 26 пищевого продукта к расположенной ниже по потоку части упаковочного узла 150.
[0144] В одном варианте осуществления, упаковочный узел 150 дополнительно включает в себя второй упаковочный валок 165, расположенный по существу ниже по потоку от первого упаковочного валка 152. В таких вариантах осуществления второй упаковочный валок 165 может быть выполнен с возможностью наложения второго упаковочного материала 166 на вторую, верхнюю поверхность множества формованных 26 структур пищевого продукта. В одном варианте осуществления нижняя поверхность структуры 26 пищевого продукта, находящаяся в контакте с первым упаковочным материалом 154, и верхняя поверхность структуры 26 пищевого продукта, находящаяся в контакте со вторым упаковочным материалом 166, могут быть находиться напротив друг друга.
[0145] Второй упаковочный материал 166 может оборачиваться по меньшей мере частично вокруг периферии второго упаковочного валка 165, где он входит в контакт со структурами 26 пищевого продукта. В одном варианте осуществления валок 168 второго упаковочного материала 166 взаимодействует со вторым упаковочным валком 165. Вместе с тем в настоящем документе также предусмотрены варианты осуществления, в которых валок 168 второго упаковочного материала 166 встроен во второй упаковочный валок 165. В качестве второго упаковочного материала 166 также можно использовать любой подходящий материал, и он может быть таким же, как первый упаковочный материал 154, или отличаться от него.
[0146] Второй упаковочный валок 165 может иметь по существу гладкий рельеф, как показано на ФИГ. В таких вариантах осуществления по мере вращения второго упаковочного валка 165 вокруг своей оси второй упаковочный материал 166 оказывается между вторым упаковочным валком 165 и поверхностью структуры 26 пищевого продукта.
[0147] Как показано на ФИГ. 11, в другом варианте осуществления второй упаковочный валок 165 может иметь множество образованных в нем полостей 170. В таких вариантах осуществления множество полостей 170, образованных во втором упаковочном валке 165, могут быть по существу идентичны множеству открытых полостей 108 пресс-формы, образованных в первой цепи 100. В альтернативном варианте осуществления множество полостей 170 может быть больше полостей 108, так что между вторым упаковочным материалом 166 и соответствующей частью структуры 26 пищевого продукта образуется просвет. В таких вариантах осуществления, по мере того как структура 26 пищевого продукта входит в полость 170, часть второго упаковочного материала 166 точно так же входит внутрь полости 170 между формованным пищевым продуктом 26 и внутренней поверхностью полости 170. В альтернативном варианте осуществления второй упаковочный материал 166 может быть по существу профилирован, чтобы образовать внутреннюю обертку, так что второй упаковочный материал 166 расположен внутри полостей 170 второго упаковочного валка 165 до момента введения в него формованной структуры 26 пищевого продукта.
[0148] В еще одном варианте осуществления упаковочный узел 150 может быть выполнен с возможностью непосредственного взаимодействия с формовочным узлом 20. Например, по меньшей мере один из первого упаковочного материала 154 и второго упаковочного материала 166 можно подавать в устройство 20 формования одновременно с массой 22 пищевого продукта. В не имеющем ограничительного характера варианте осуществления, показанном на ФИГ. 12, первый упаковочный валок 152 и/или второй упаковочный валок расположены смежно с расположенным выше по потоку концом формовочного узла 20. По мере вращения первого упаковочного валка 152 вокруг своей оси первый упаковочный материал 154 оказывается между элементами пресс-формы 106 второй, нижней цепи 102 формовочного узла 20 и массой 22 пищевого продукта. Первый упаковочный материал 154 может находиться в непосредственном контакте не только с поверхностями элементов 106 пресс-формы, например сопрягающими фланцами 114 и открытыми полостями 108 пресс-формы, но и с первой, нижележащей или нижней поверхностью кусочков формованной структуры 26 пищевого продукта, образованных в полостях 108. Аналогичным образом по мере вращения второго упаковочного валка 165 вокруг своей оси второй упаковочный материал 166 оказывается между элементами 106 пресс-формы первой, верхней цепи 100 формовочного узла 20 и массой 22 пищевого продукта. Второй упаковочный материал 166 может находиться в непосредственном контакте не только с поверхностями элементов 106 пресс-формы, например сопрягающими фланцами 116 и открытыми полостями 110 пресс-формы, но и со второй, верхней поверхностью кусочков формованной структуры 26 пищевого продукта, образованных в полостях 110. В таких вариантах осуществления сопрягающие фланцы 114, 116 совмещаются, части 108, 110 полости пресс-формы окружают массу 22 пищевого продукта и первый и/или второй упаковочный материал 154, 166, фактически формируя и разрезая массу 22 пищевого продукта и упаковочный материал в этих точках с образованием по меньшей мере частично упакованных отдельных кусочков пищевого продукта в закрытых полостях 112 пресс-формы.
[0149] Как показано на ФИГ. 13A и 13B, в одном варианте осуществления упаковочный узел 50, 150 дополнительно включает в себя режущее устройство 72, например режущий ролик, выполненный с возможностью разрезания первого упаковочного материала 54, 154 и второго упаковочного материала 66, 166 в положении между смежными кусочками пищевого продукта, как схематически показано линиями 74. В альтернативном или дополнительном варианте осуществления режущее устройство 72 может быть выполнено с возможностью разрезания первого упаковочного материала 54, 154 и второго упаковочного материала 66, 166 между смежными рядами пищевого продукта в направлении, проходящем поперечно к направлению обработки, как схематически показано линиями 76. В результате такой операции разрезания упаковочные материалы 54, 154, 66, 166 и структуры 26 пищевого продукта могут быть разделены на множество частично упакованных отдельных пищевых продуктов 28 или в альтернативном варианте осуществления на частично упакованные группы пищевых продуктов 28. Несмотря на то что в настоящем документе такая операция называется разрезанием, следует понимать, что подобная операция разрезания призвана включать любой подходящий способ разделения структур 26 пищевого продукта на отдельные пищевые продукты 28, включая, без ограничений, например, рассечение, разрыв и насечку.
[0150] Множество частично упакованных пищевых продуктов 28 может подаваться на расположенную ниже по потоку упаковочную машину 78, выполненную с возможностью последующего герметичного соединения первого упаковочного материала 54, 154, расположенного смежно с первой поверхностью частично упакованного пищевого продукта 28, со вторым упаковочным материалом 66, 166, расположенным смежно со второй, противолежащей поверхностью частично упакованного пищевого продукта 28. В одном варианте осуществления упаковочная машина 78 образует паяный шов, схематически показанный позицией 80, между первым и вторым упаковочными материалами 54, 154, 66, 166 вдоль по меньшей мере одного края периметра частично упакованного пищевого продукта 28. Упаковочная машина 78 может быть выполнена с возможностью герметичного соединения первого и второго упаковочных материалов 54, 154, 66, 166 вдоль множества краев периметра частично упакованного пищевого продукта 28, чтобы по существу заключить пищевой продукт в оболочку между первым и вторым упаковочными материалами 54, 154, 66, 166. В одном варианте осуществления суммарное время от формования пищевого продукта в паре валков 30 и до момента заключения структуры 26 пищевого продукта внутри упаковки может составлять пять минут или менее, три минуты или менее, одну минуту или менее и 30 секунд или менее. Несмотря на то что в настоящем документе упаковочная машина 78 описана как формирующая паяный шов, в объем настоящего описания также входят варианты осуществления, в которых упаковочная машина 78 формирует холодный шов или наносит горячий или холодный адгезив для герметичного соединения упаковочных материалов вместе, чтобы заключить в них структуру 26 пищевого продукта. Кроме того, в настоящем документе предусмотрено использование любого типа упаковочной машины, подходящей для соединения первого и второго упаковочных материалов 54, 154, 66, 166. Несмотря на то что в настоящем документе упаковочный узел 50 проиллюстрирован и описан с упаковочной машиной 78, расположенной ниже по потоку от режущего устройства 74, в настоящем документе также предусмотрены варианты осуществления, в которых первый и второй упаковочные материалы 54, 154, 66, 166 соединяются до или во время операции резки.
[0151] Поскольку первый и второй упаковочные материалы 54, 154, 66, 166 наносятся на противоположные поверхности структур 26 пищевого продукта во время или непосредственно после формования структур 26 пищевого продукта, все без исключения изменения одной или более характеристик структуры пищевого продукта, которые происходят после формования пищевого продукта, происходят тогда, когда структуры 26 пищевого продукта находятся в контакте с по меньшей мере одним упаковочным материалом 54, 154, 66, 166. Например, все операции принудительного кондиционирования структур 26 пищевого продукта ниже по потоку от формования могут происходить, когда пищевой продукт находится в контакте с одним или более упаковочными материалами 54, 154, 66, 166, или в альтернативном варианте осуществления внутри упаковки, образованной первым и вторым упаковочными материалами 54, 154, 66, 166. В результате, структура пищевого продукта помещается в упаковку с использованием системы 10, и для способа, описанного в настоящем документе, густота пищевого продукта может быть ниже, чем в случае пищевого продукта, для формования которого применяется традиционный способ. Например, пищевой продукт, как описано в настоящем документе, может иметь твердость или модуль Юнга до 120 кПа, например от 75 до 120 кПа, или от 10 до 100 кПа, и более конкретно, например, от 20 до 80 кПа, что меньше, чем обычная твердость около 110 кПа для брусков. Вместе с тем в некоторых вариантах осуществления не проводят никакого принудительного кондиционирования структур 26 пищевого продукта ниже по потоку от пары валков 30. Кроме того, температура пищевого продукта при его упаковке может быть выше 30°C, а коэффициент трения пищевого продукта может быть больше 25. Используемый в настоящем документе термин «кондиционирование» предназначен для описания любого процесса, в ходе которого пищевой продукт помещают в среду с одним или более контролируемых параметров, с тем чтобы попытаться довести пищевой продукт до одной или более оптимальных характеристик, таких как температура, вязкость и влагосодержание, для целей контроля качества и обработки. Кроме того, в некоторых вариантах осуществления кондиционирование может включать в себя принудительное охлаждение пищевого продукта или структуры пищевого продукта, например, с помощью регулируемых конвекционных потоков, например, от вентилятора или нагнетателя воздуха или за счет теплопроводности. Следует понимать, что естественное охлаждение, которое может происходить из-за разницы в температуре пищевого продукта и температуры окружающей среды вокруг пищевого продукта, не считается принудительным.
[0152] Кроме того, упаковка структур 26 пищевого продукта, представленная и описанная в настоящем документе, не требует никакого прямого контакта между пищевым продуктом и компонентом оборудования или компонентом, который оказывает физическое воздействие на пищевой продукт. Именно для такого оказывающего физическое воздействие компонента требуется период кондиционирования, поскольку без такого кондиционирования пищевой продукт будет прилипать к оказывающему физическое воздействие компоненту и выводить его из строя. Таким образом, при исключении такой операции исчезает необходимость в кондиционировании, что позволяет производить и заворачивать в обертку жевательную резинку с модулем Юнга, который отличается от допустимых ранее значений.
[0153] Все ссылки, в том числе публикации, заявки на патенты и патенты, процитированные в настоящем документе, включены в настоящий документ путем ссылки в той же степени, как если бы каждая ссылка была индивидуально и конкретно индивидуально и конкретно указана как включенная путем ссылки и изложена в настоящем документе в полном объеме.
[0154] Использование в оригинале патента артиклей «а», «an» и «the» и аналогичных отсылок в контексте описания изобретения (особенно в контексте представленной ниже формулы изобретения) следует понимать как охватывающее и единственное, и множественное число, если в настоящем документе не указано иное или если это явно не противоречит контексту. Термины «содержащий», «имеющий», «включающий в себя» и «охватывающий» следует понимать в свободном толковании (т. е. они означают «включающий в себя без ограничений»), если не указано иное. Указания диапазонов значений в данном документе используют только как более короткий способ указания по отдельности каждой конкретной величины в составе диапазона, если в документе не указано иное, при котором каждое отдельное значение включено в описание, как если бы оно было отдельно и конкретно указано в настоящем документе. Все описанные в настоящем документе способы могут выполняться в любом подходящем порядке, если в настоящем документе не указано иное или если это явно не противоречит контексту. Использование любого и всех примеров или используемые обороты (например, «такой как») в данном описании предназначено только для лучшего освещения изобретения и не накладывает ограничений на объем изобретения, если не заявлено иное. Никакие формулировки, содержащиеся в описании, не следует истолковывать как указывающие на наличие какого-либо незаявленного признака, являющегося существенным для практического осуществления изобретения.
[0155] В данном документе описаны предпочтительные варианты осуществления настоящего изобретения, включая наилучший способ осуществления изобретения, известный авторам изобретения. Специалисты в данной области могут ознакомиться с вариациями этих предпочтительных вариантов осуществления после прочтения приведенного выше описания. Авторы изобретения предполагают, что специалисты будут использовать такие вариации в зависимости от обстоятельств, и авторы изобретения ожидают, что изобретение будет реализовано на практике иным образом, чем описано в настоящем документе. Соответственно, настоящее описание включает в себя все модификации и эквиваленты объекта изобретения, изложенного в прилагаемой формуле изобретения, согласно действующему законодательству. Более того, изобретение охватывает любую комбинацию описанных выше элементов во всех возможных вариациях, если в настоящем документе не указано иное или если это явно не противоречит контексту.
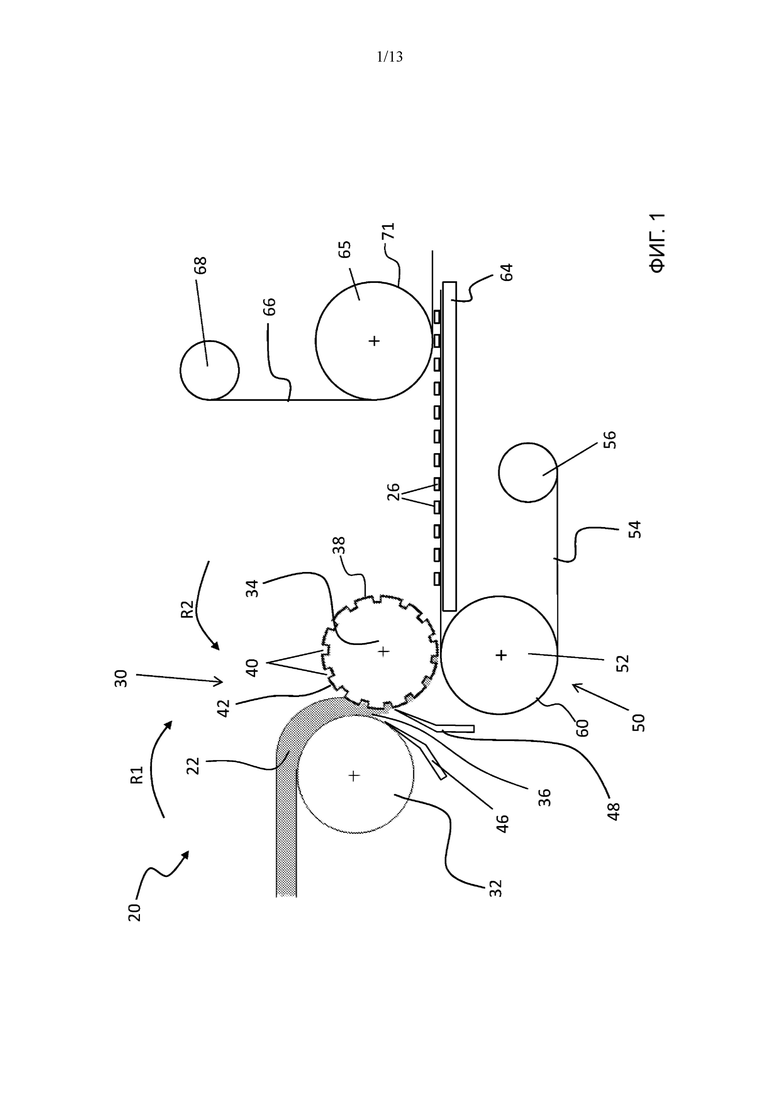
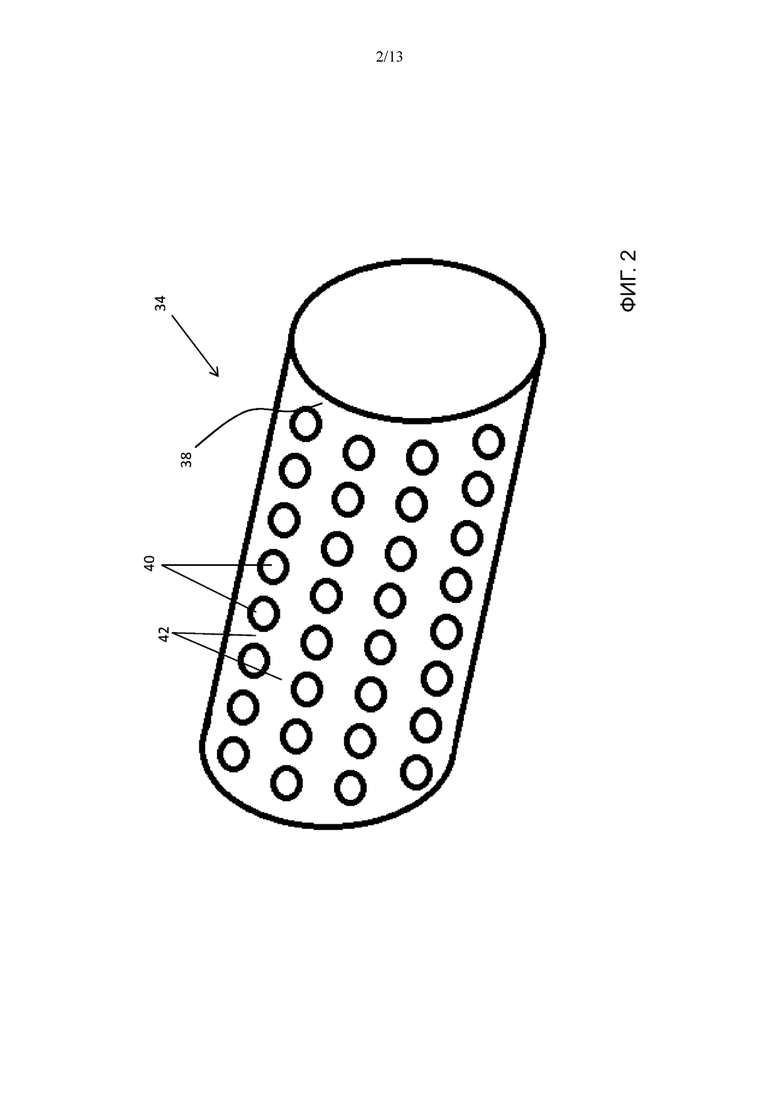
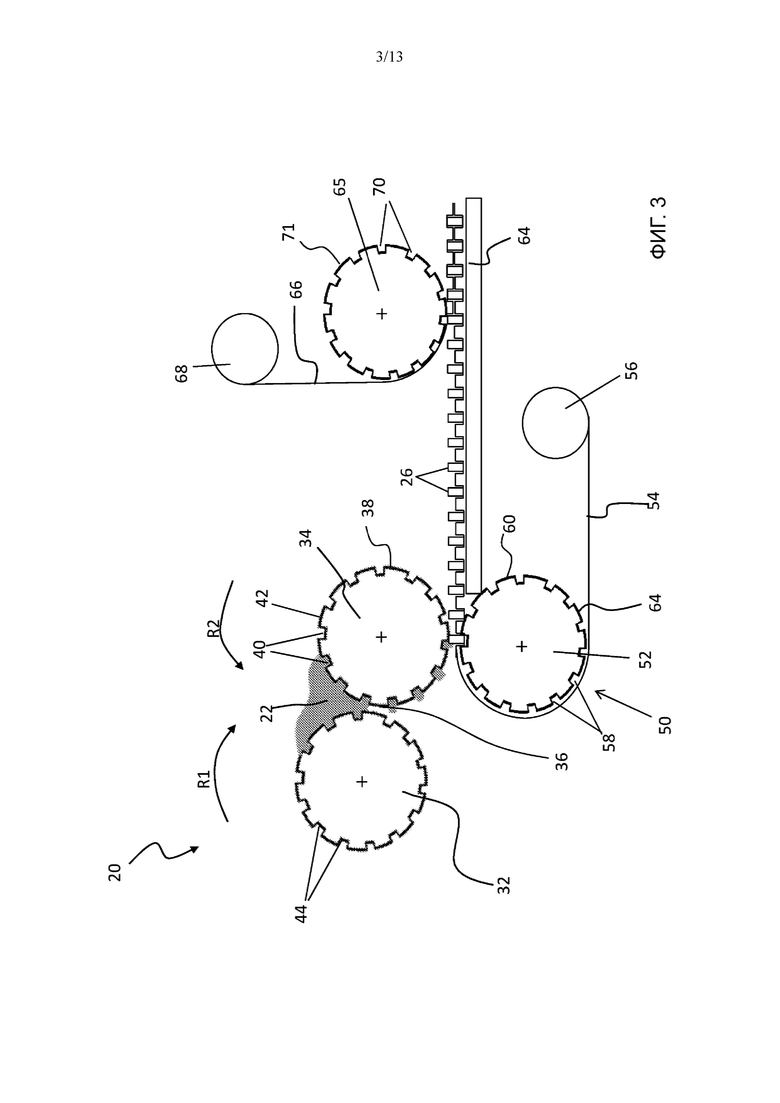
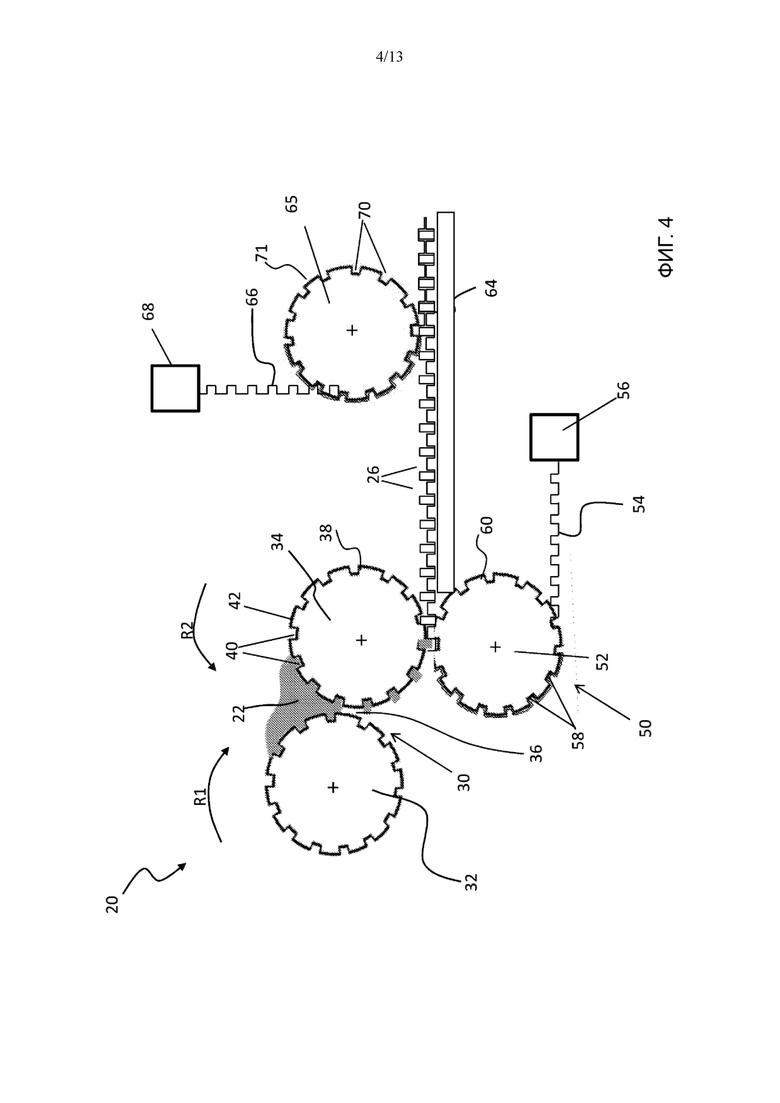
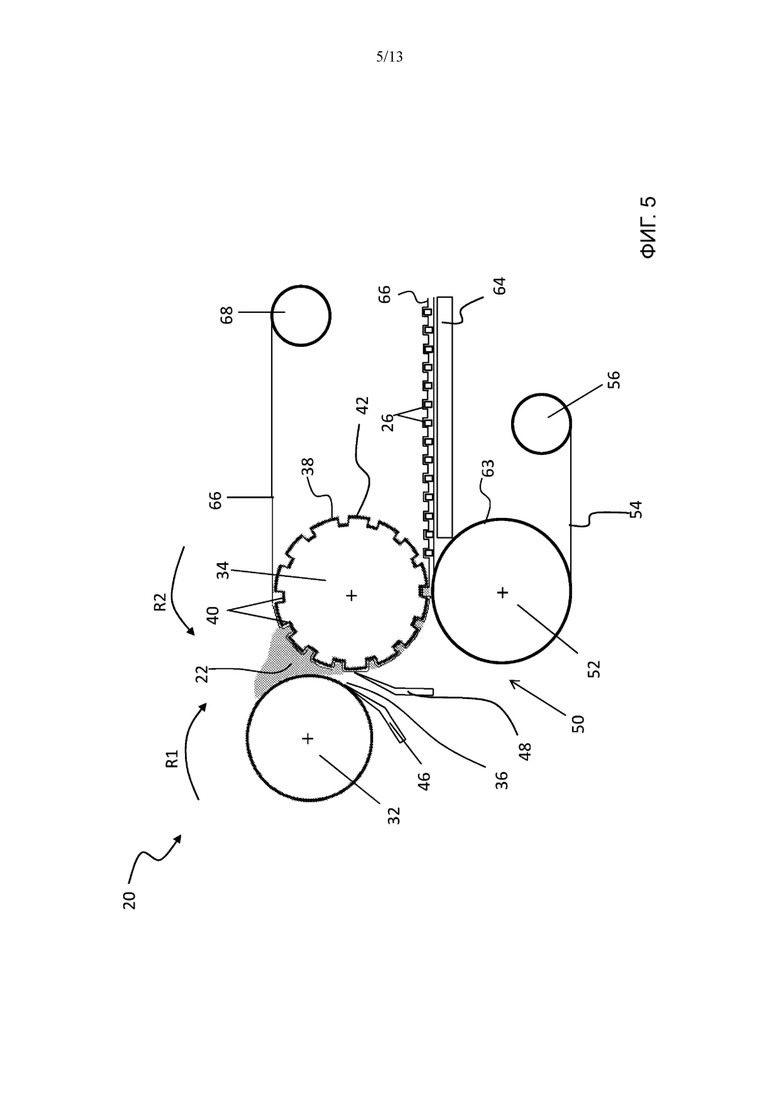
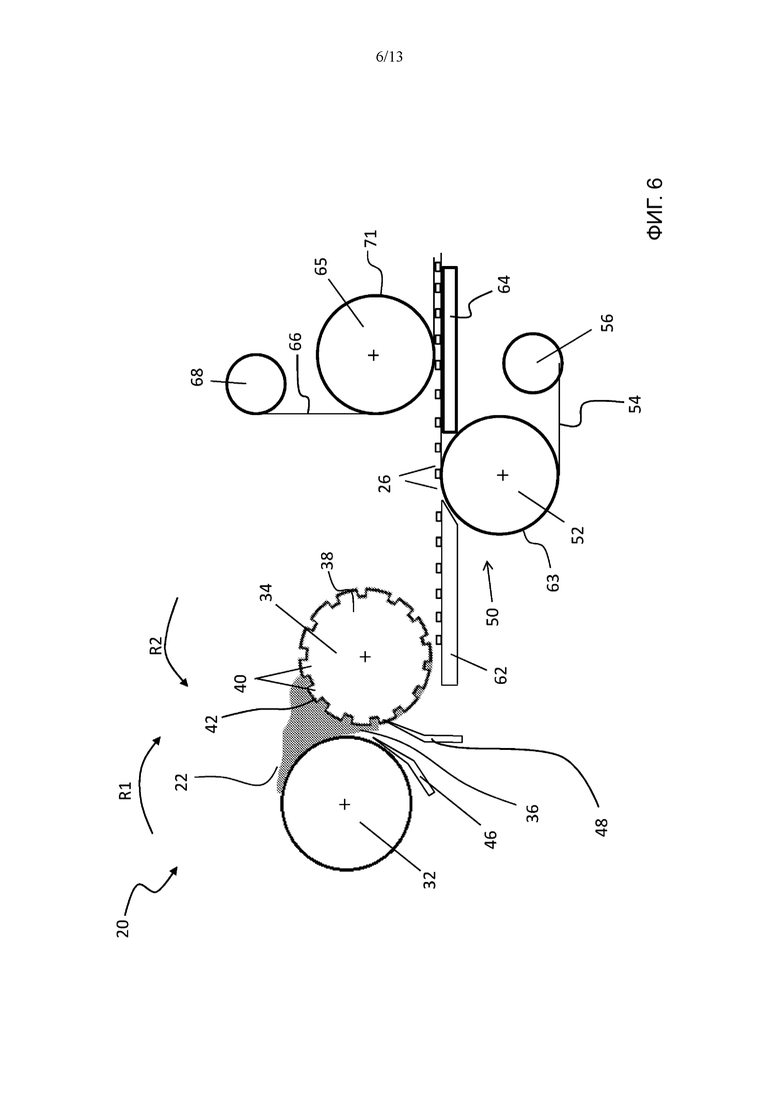
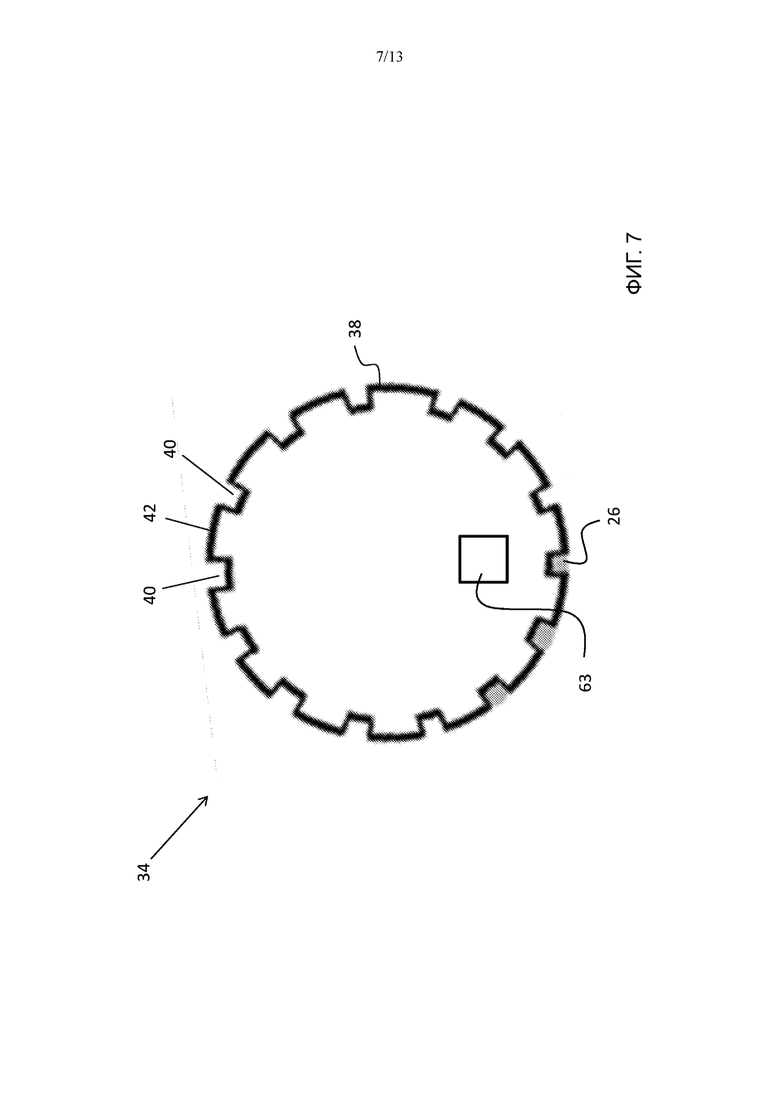
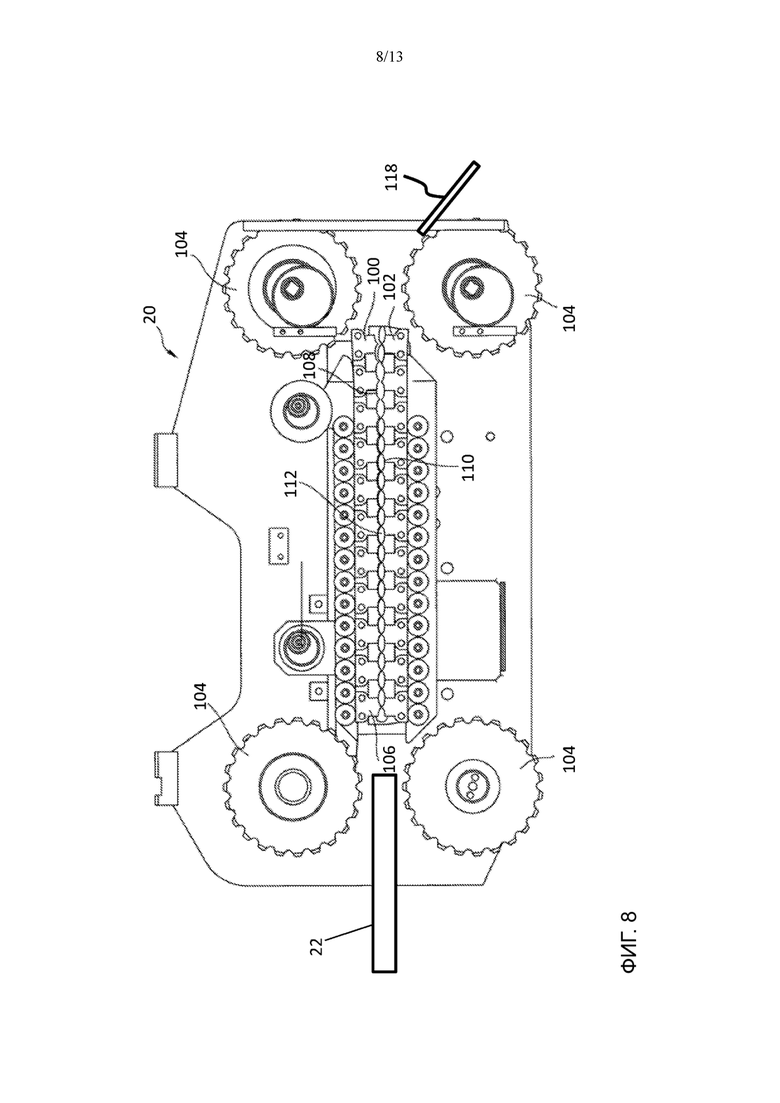
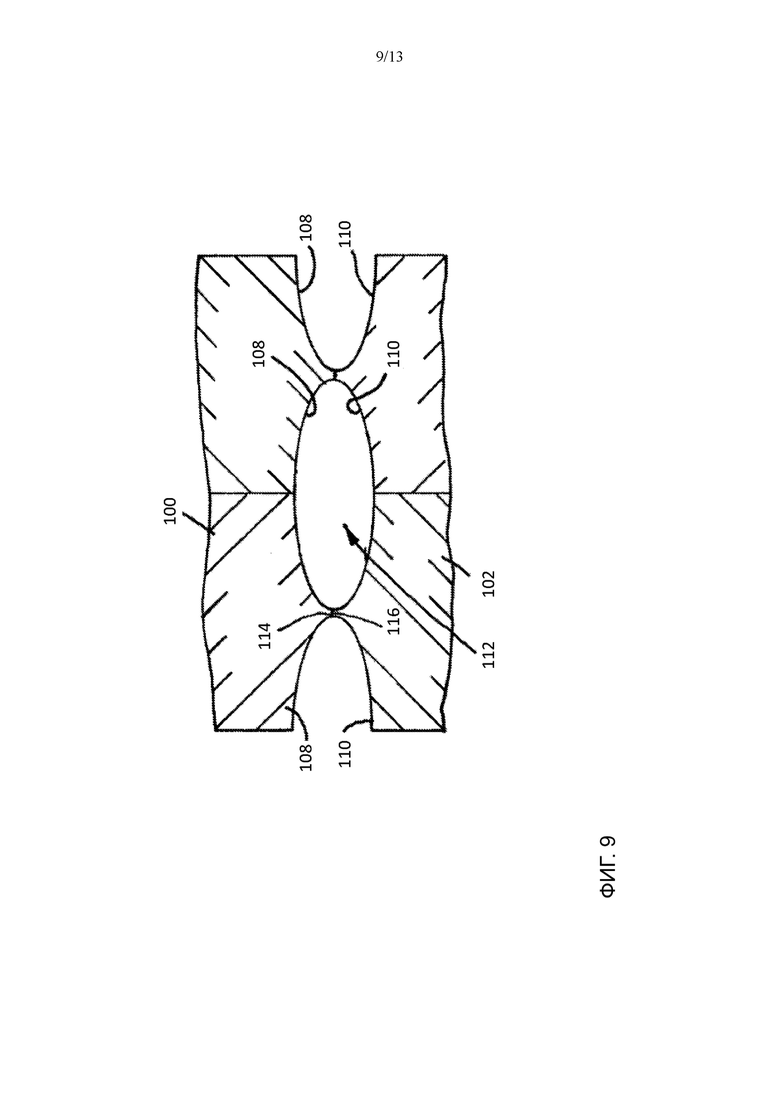
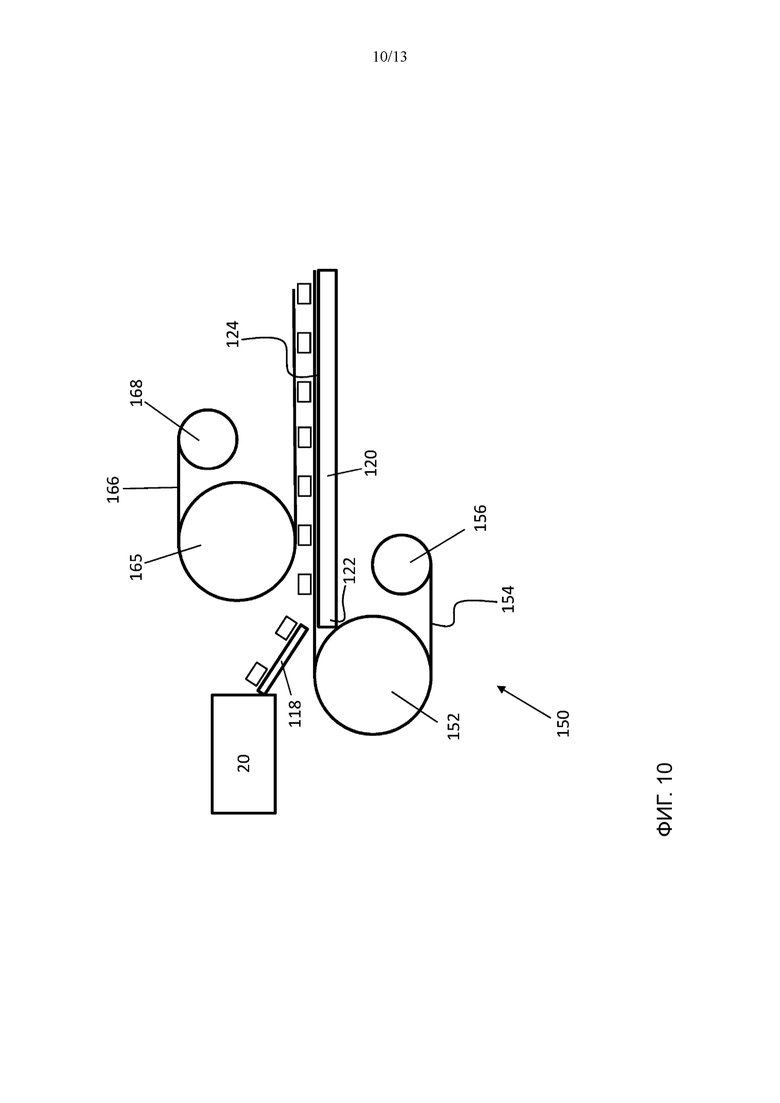
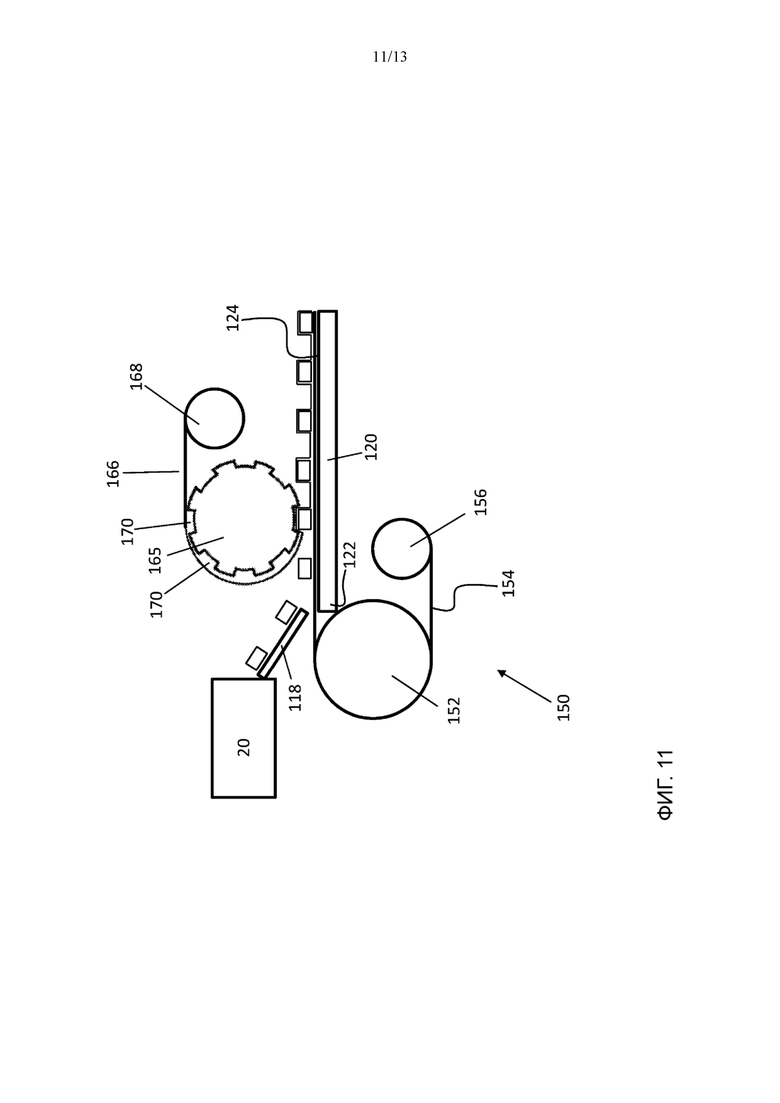
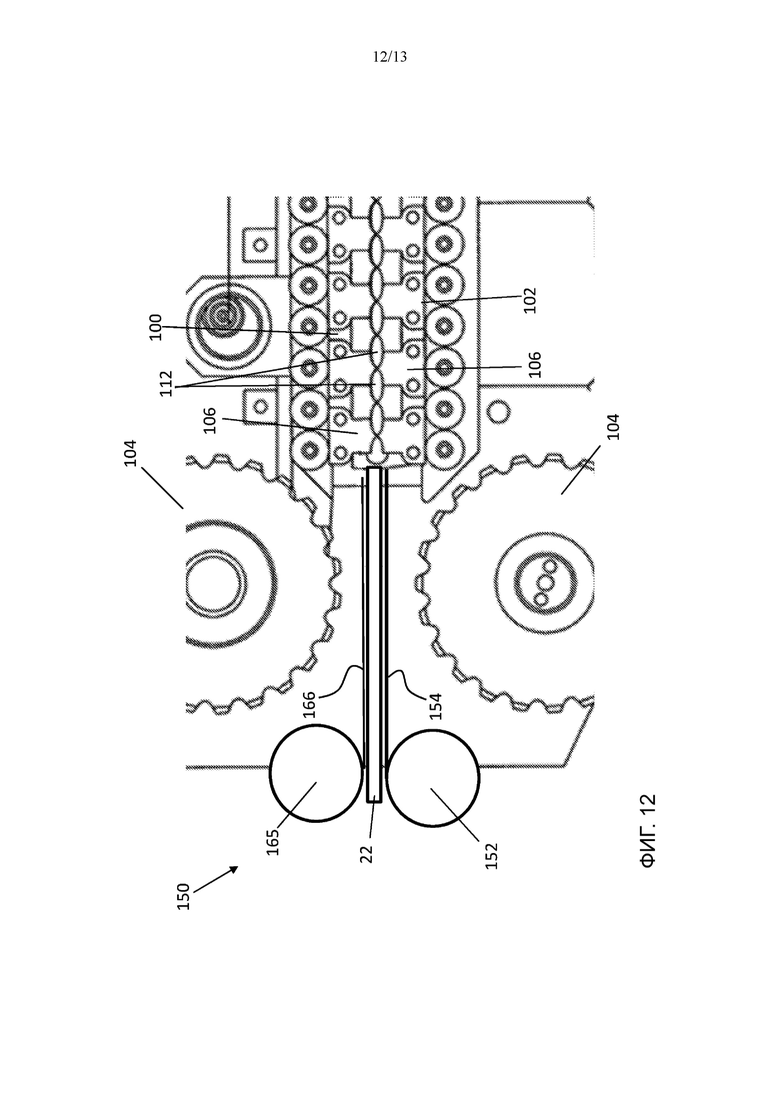
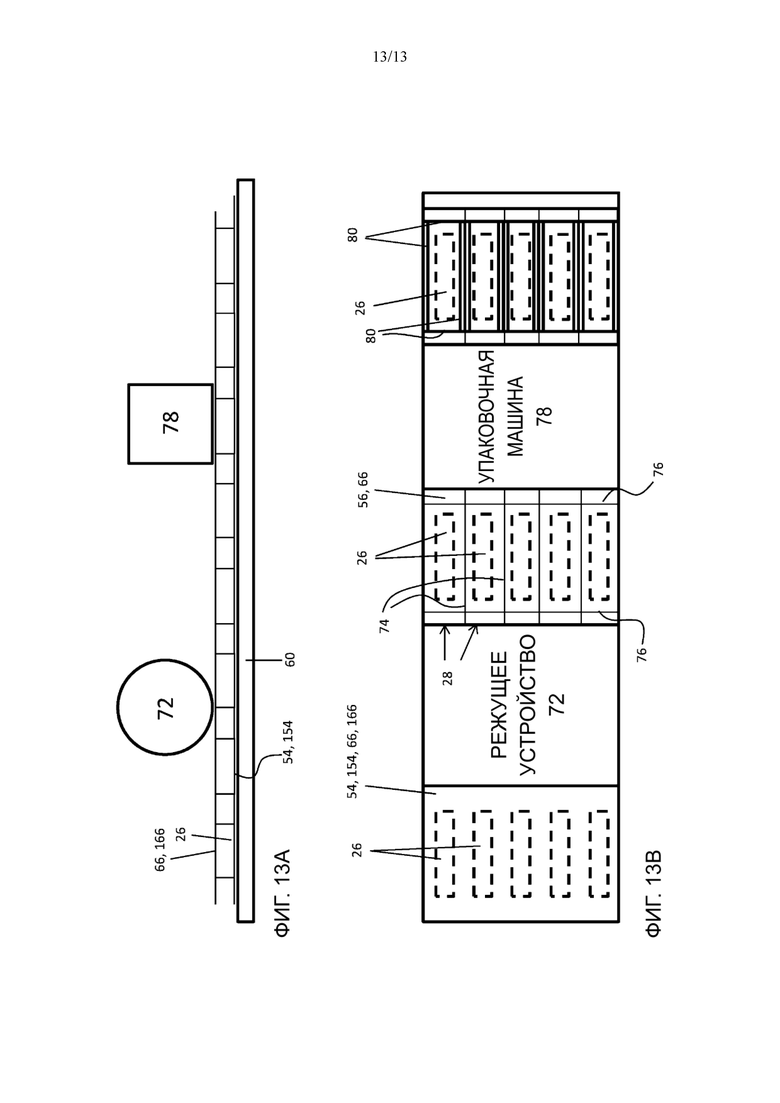
Способ производства пищевого продукта, например жевательной резинки, включает получение массы пищевого продукта, формование указанной массы в структуру пищевого продукта с желаемой формой с использованием формовочного узла и наложение упаковочного материала на поверхность указанной структуры пищевого продукта, при этом указанная структура пищевого продукта продолжает контактировать с частью указанного формовочного узла. Группа изобретений обеспечивает повышение производительности и уменьшение времени изготовления продукта за счет исключения его кондиционирования перед упаковкой. 8 н. и 21 з.п. ф-лы, 14 ил.
1. Способ производства пищевого продукта, включающий:
получение массы пищевого продукта;
формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой с использованием формовочного узла; и
наложение упаковочного материала на поверхность указанной структуры пищевого продукта, при этом указанная структура пищевого продукта продолжает контактировать с частью указанного формовочного узла.
2. Способ по п. 1, в котором указанный формовочный узел включает в себя по меньшей мере один валок с множеством полостей, образованных на периферии указанного по меньшей мере одного валка, причем указанный валок представляет собой указанную часть указанного формовочного узла, с которой продолжает контактировать указанная структура пищевого продукта.
3. Способ по п. 2, в котором каждая из указанного множества полостей определяет по меньшей мере часть указанной желаемой формы.
4. Способ по п. 1, в котором наложение указанного упаковочного материала на указанную структуру пищевого продукта включает размещение указанного упаковочного материала между первым упаковочным валком и по меньшей мере одним валком указанного формовочного узла.
5. Способ по п. 1, дополнительно включающий извлечение указанной структуры пищевого продукта из по меньшей мере одного валка указанного формовочного узла.
6. Способ по п. 1, дополнительно включающий наложение другого упаковочного материала на другую поверхность указанной структуры пищевого продукта.
7. Способ по п. 6, дополнительно включающий:
разрезание указанного упаковочного материала и указанного другого упаковочного материала, смежного с указанной структурой пищевого продукта; и
герметичное соединение указанного упаковочного материала с указанным другим упаковочным материалом, чтобы по существу заключить в них указанную структуру пищевого продукта.
8. Способ по п. 1, в котором не проводят никакого принудительного охлаждения указанной структуры пищевого продукта в ходе указанного формования указанного пищевого продукта в структуру пищевого продукта с желаемой формой и указанного наложения указанного упаковочного материала на поверхность указанного пищевого продукта.
9. Система для формования и упаковки пищевого продукта на линии формования и упаковки, содержащая:
формовочный узел, расположенный вдоль линии формования и упаковки, для приема пищевого продукта и формования и фасовки указанного пищевого продукта в структуру пищевого продукта с желаемой формой;
упаковочный материал, поступающий на линию формования и упаковки, причем указанный упаковочный материал контактирует с указанной структурой пищевого продукта, при этом указанная структура пищевого продукта контактирует с указанным формовочным узлом.
10. Система по п. 9, в которой указанный формовочный узел включает в себя по меньшей мере один компонент, включающий в себя множество полостей для приема указанного пищевого продукта.
11. Система по п. 9, дополнительно содержащая лезвие для удаления излишков материала с поверхности указанного по меньшей мере одного компонента.
12. Система по п. 9, дополнительно содержащая другой упаковочный материал, который будет наложен на указанную структуру пищевого продукта.
13. Система по п. 9, дополнительно содержащая режущее устройство для образования по меньшей мере одного надреза в указанном упаковочном материале.
14. Система по п. 9, в которой не проводят никакого принудительного охлаждения указанной структуры пищевого продукта ниже по потоку от указанного формовочного узла и до того, как указанный упаковочный материал входит в контакт с указанной структурой пищевого продукта.
15. Способ производства пищевого продукта, включающий:
получение массы пищевого продукта;
формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой с использованием формовочного узла; и
упаковку указанной структуры пищевого продукта в упаковочный материал;
по меньшей мере одну указанную структуру пищевого продукта, непрерывно подаваемую из указанного формовочного узла на указанный упаковочный материал, и непрерывную подачу указанного упаковочного материала непосредственно в указанный формовочный узел.
16. Способ по п. 15, в котором указанная упаковка указанной структуры пищевого продукта проходит непрерывно, чтобы полностью заключить указанную структуру пищевого продукта в упаковку.
17. Способ по п. 15, в котором указанный формовочный узел включает в себя по меньшей мере один подвижный компонент, и указанная упаковка указанной структуры пищевого продукта начинается, когда указанная структура пищевого продукта контактирует с указанным по меньшей мере одним подвижным компонентом.
18. Способ по п. 15, в котором упаковка указанной структуры пищевого продукта дополнительно включает:
наложение первого упаковочного материала на первую поверхность указанной структуры пищевого продукта; и
наложение второго упаковочного материала на вторую поверхность указанной структуры пищевого продукта.
19. Способ по п. 15, в котором не проводят никакого принудительного охлаждения указанной структуры пищевого продукта в ходе указанного формования указанного пищевого продукта в структуру пищевого продукта с желаемой формой и указанного наложения упаковочного материала на указанный пищевой продукт.
20. Система для формования и упаковки пищевого продукта на линии формования и упаковки, содержащая:
формовочный узел, расположенный вдоль линии формования и упаковки, для приема пищевого продукта и формования и фасовки пищевого продукта в структуру пищевого продукта с желаемой формой;
упаковочный материал, поступающий на линию формования и упаковки, причем указанный упаковочный материал располагают таким образом, чтобы указанная структура пищевого продукта непрерывно подавалась от указанного формовочного узла непосредственно на указанный упаковочный материал.
21. Система по п. 20, в которой указанный формовочный узел включает в себя компонент с по меньшей мере одной полостью для приема указанного пищевого продукта.
22. Система по п. 20, дополнительно содержащая упаковочный валок для наложения указанного упаковочного материала на поверхность указанной структуры пищевого продукта.
23. Система по п. 20, в которой не проводят никакого принудительного охлаждения указанной структуры пищевого продукта ниже по потоку от указанного формовочного узла и до того, как указанный упаковочный материал входит в контакт с указанной структурой пищевого продукта.
24. Способ упаковки пищевого продукта, включающий:
получение массы пищевого продукта;
формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой с использованием формовочного узла, причем указанное формование включает формирование формы указанной структуры пищевого продукта; и
упаковку указанной структуры пищевого продукта в упаковочный материал с помощью упаковочного узла, указанная упаковка указанной структуры пищевого продукта включает наложение упаковочного материала на указанную структуру пищевого продукта с помощью оказывающего физическое воздействие компонента указанного упаковочного узла, причем указанная структура пищевого продукта не входит в прямой контакт с указанным оказывающим физическое воздействие компонентом при указанном наложении указанного упаковочного материала.
25. Способ по п. 24, дополнительно включающий:
кондиционирование указанной структуры пищевого продукта только когда указанная структура пищевого продукта находится в контакте с указанным упаковочным материалом.
26. Способ упаковки пищевого продукта, включающий:
получение массы пищевого продукта; и
формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой; и
упаковку указанной структуры пищевого продукта в упаковочный материал; и
изменение по меньшей мере одного из твердости и густоты указанной структуры пищевого продукта ниже по потоку от указанного формования, пока указанная структура пищевого продукта находится в контакте с материалом указанной упаковки.
27. Система для формования и упаковки пищевого продукта на линии формования и упаковки, содержащая:
формовочный узел, расположенный вдоль линии формования и упаковки, для приема пищевого продукта и формования и формирования формы пищевого продукта в структуру пищевого продукта с желаемым размером и формой; и
упаковочный узел, расположенный ниже по потоку от указанного формовочного узла, причем указанный пищевой продукт, подаваемый в указанный упаковочный узел, характеризуется модулем Юнга менее 120 кПа.
28. Способ производства пищевого продукта, включающий:
получение массы пищевого продукта;
формование указанной массы пищевого продукта в структуру пищевого продукта с желаемой формой с использованием формовочного узла, причем указанное формование включает формирование формы указанной структуры пищевого продукта; и
наложение упаковочного материала на поверхность указанной структуры пищевого продукта, причем указанное формование указанной массы пищевого продукта в указанную структуру пищевого продукта и указанное наложение упаковочного материала на указанную поверхность указанной структуры пищевого продукта происходит без какого-либо принудительного охлаждения указанной массы пищевого продукта и указанной структуры пищевого продукта.
29. Способ по п. 28, в котором указанный упаковочный материал накладывают на указанную поверхность указанного пищевого продукта, при этом указанный пищевой продукт контактирует с указанным формовочным узлом.
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 0 |
|
SU335003A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ УПАКОВКИ В БЛИСТЕРНЫЕ УПАКОВКИ | 2006 |
|
RU2424958C2 |
| JP2017221208 A, 21.12.2017 | |||
| СОСТАВ ДЛЯ ЛИЧНОЙ ГИГИЕНЫ С ПОРТАТИВНОЙ УПАКОВКОЙ | 2004 |
|
RU2407510C2 |

