Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении холодной высадкой деталей сложного профиля.
Известна матрица, содержащая цилиндрическую вставку и установленное на ней с натягом и сопряженное по поверхности бандажное кольцо, сопрягаемая поверхность вставки или бандажа выполнена криволинейной, при этом форма криволинейной поверхности определяется из условия обеспечения в рабочем режиме всестороннего равномерного сжатия матрицы по всей высоте, а величина натяга определяется из приведенных соотношений с переменным натягом по высоте (Патент РФ №2198761, МПК В21J 13/02, B23P 11/02, опубл. 20.02.2003, бюл. №5).
Недостатком данной матрицы является высокая сложность и трудоемкость ее изготовления, в виду наличия криволинейных поверхностей сопряжения вставки или бандажа. Также недостатком данной матрицы является невысокая циклическая стойкость и прочность при высадке деталей сложного профиля, что делает невозможным ее применение при изготовлении деталей сложного профиля, так как рассчитанный из приведенных соотношений натяг не обеспечивает всестороннее сжатие вставки и не препятствует возникновению трещин при сложном профиле внутреннего отверстия вставки.
Известна матрица, содержащая бандажное кольцо и вставку, запрессованную в бандажное кольцо, наружная поверхность вставки и внутренняя поверхность бандажного кольца выполнены конусными, переменный натяг между упомянутыми конусными поверхностями образован выполнением бандажного кольца и вставки с различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и наружным диаметром вставки (Патент РФ №2553736, МПК B21J 13/02, B21J 5/08, опубл. 20.06.2015, бюл. №17).
В данной матрице при относительной простоте ее изготовления достигается условие всестороннего равномерного сжатия вставки сложного профиля по всей ее длине.
Недостатком данной матрицы, как выявили производственные испытания, является ее невысокая циклическая стойкость и прочность при высадке деталей сложного профиля с большой разностью диаметров, а также ступенчатым перепадом диаметров в сечении. Установлено, что в месте перепадов диаметров в матрице скапливается смесь из масла и загрязнений, которая не удаляется из полости матрицы при выталкивании детали. При помещении в матрицу новой заготовки, подаче смазочно-охлаждающей жидкости и высадке происходит гидравлический удар, который повторяется при каждом рабочем ходе холодновысадочного пресса. В итоге, матрица не выдерживает динамическую нагрузку и ее вставка разрушается с образованием трещин в месте скопления смеси из масла и загрязнений.
Наиболее близкой по технической сущности к предлагаемой является матрица для высадки деталей сложного профиля, содержащая бандажное кольцо с внутренней конусной поверхностью, вставку с наружной конусной поверхностью и полостью, выполненной с перепадом диаметров, которая запрессована в бандажное кольцо с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром бандажного кольца и вставки, во вставке в месте перепада диаметров ее полости радиально расположены ступенчатые отверстия, диаметрами 0,2-0,5 мм со стороны полости вставки и 1-4 мм - со стороны ее наружной поверхности, на которой в месте выхода упомянутых отверстий выполнены продольные канавки, количество которых совпадает с количеством отверстий (Патент РФ №2647434, МПК B21J 13/02, B21J 5/08, опубл. 15.03.2018, бюл. №8).
Преимуществом матрицы при относительной простоте ее изготовления является реализация условия всестороннего равномерного сжатия вставки сложного профиля по всей ее длине, а также обеспечение удаления масла и загрязнений из мест их скопления в рабочей полости матрицы.
Недостатком данной матрицы, является недостаточно высокая циклическая стойкость и прочность при высадке деталей сложного профиля с большой разностью диаметров, а также ступенчатым перепадом диаметров в сечении. Установлено, что основной причиной выхода из строя матрицы является разрушение вставки со стороны наружной ее поверхности, с образованием трещин в месте нахождения продольных канавок. Так как, вставка является наиболее динамически нагруженным элементом матрицы, из-за наличия на ее поверхности концентраторов напряжений в виде продольных канавок, именно в данных областях развивается трещина, матрица не выдерживает динамическую нагрузку и ее вставка разрушается. Таким образом, наличие концентраторов напряжений в виде продольных канавок для вывода масла и загрязнений, расположенных на наружной поверхности вставки, негативно сказывается на ее циклической стойкости и прочности при высадке.
Задачей изобретения является обеспечение прочности вставки за счет удаления с ее поверхности концентраторов напряжений в виде канавок и создания благоприятного напряжённого состояния матрицы.
Технический результат - повышение циклической стойкости и прочности матрицы с переменным по высоте вставки или бандажа натягом между сопрягаемыми поверхностями и возможность применения данной матрицы для высадки деталей сложного профиля с большой разностью диаметров, а также ступенчатым перепадом диаметров в сечении.
Данная задача решается, а технический результат достигается тем, что в предлагаемой матрице для высадки, содержащей вставку с наружной конусной поверхностью и полостью, выполненной с перепадом диаметров, с радиально расположенными в месте перепадов диаметров ступенчатыми отверстиями с диаметрами 0,2-0,5 мм со стороны полости вставки и 1-4 мм - со стороны ее наружной поверхности, согласно изобретению, вставка запрессована в бандажное кольцо, которое имеет на своей внутренней поверхности в месте выхода радиальных отверстий вставки цилиндрическую канавку и как минимум одно отверстие, соединяющее ее с выполненной на наружной поверхности бандажного кольца продольной канавкой, причем количество отверстий равно количеству продольных канавок, вставка с бандажным кольцом в свою очередь запрессована в корпус с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром корпуса и наружным диаметром бандажного кольца.
Преимуществом матрицы является ее высокая циклическая стойкость, связанная с тем, что во вставке присутствуют лишь радиальные отверстия, через которые беспрепятственно отводятся масло и загрязнения в канавки бандажного кольца: цилиндрическую на внутренней и продольные канавки на наружной поверхности, соединенные между собой отверстиями. Таким образом, концентраторы напряжений в виде продольных канавок расположены на бандажном кольце которое нагружено при штамповке меньше, чем вставка.
Также, за счет того, что вставка соединена с бандажным кольцом с натягом, а далее они совместно запрессовываются в корпус с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром корпуса и наружным диаметром бандажного кольца, достигается благоприятное напряженное состояние и реализация условия всестороннего равномерного сжатия вставки сложного профиля по всей ее длине.
Кроме того, практика показывает, что наличие концентраторов напряжений в виде канавок на бандажном кольце и развитие трещин в канавках не приводит к разрушению самого нагруженного элемента- вставки матрицы.
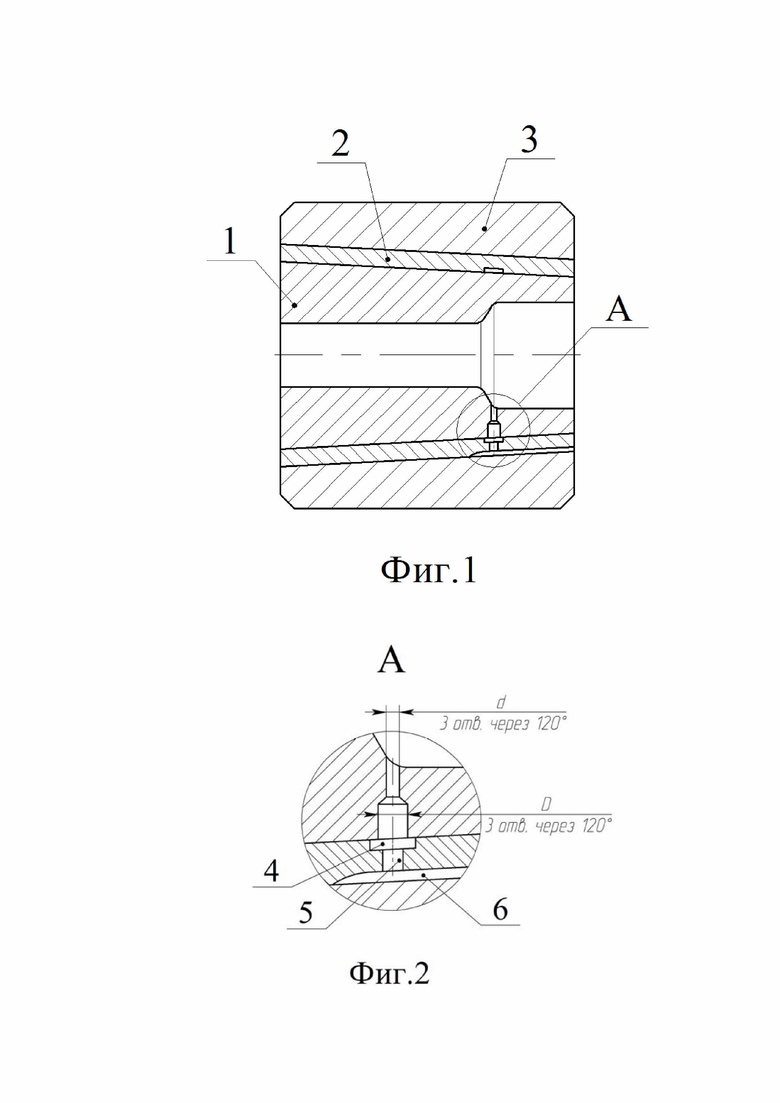
Сущность изобретения поясняется чертежами. На фиг. 1 показан пример матрицы для высадки деталей сложного профиля. На фиг. 2 показан увеличенный вид А матрицы, изображенной на фиг. 1.
Матрица, изображенная на фиг. 1, применяется для высадки колесного ключа и состоит из вставки 1, бандажного кольца 2 и корпуса 3.
Угол конусности наружной поверхности вставки 1, внутренних диаметров корпуса 3 и бандажного кольца 2 равен 3°. Корпус 3 выполнен из стали 4Х5МФС, термообработанной до твердости 48…52 HRC, имеет наружный диаметр Ø100мм и диаметр меньшего основания конусного отверстия, у торца на зеркале матрицы, равный Ø48мм. Вставка 1 выполнена из быстрорежущей стали Р6М5Ш, термообработанной до твердости 60…64 HRC, и имеет наружный диаметр меньшего основания конуса у торца на зеркале матрицы равный Ø43,08мм. На вставке 1 в месте перепада диаметров имеется три ступенчатых радиально расположенных через 120° отверстия, диаметром d, равным Ø0,3 с допуском ±0,1мм и D, равным Ø3мм, через которые беспрепятственно отводятся масло и загрязнения (см. фиг 2). Вставка 1 запрессовывается в бандажное кольцо 2, которое выполнено из стали 4Х5МФС, термообработанной до твердости 48…52 HRC, и имеет внутренний диаметр меньшего основания конусного отверстия, у торца на зеркале матрицы, равный Ø43,00мм. Длина вставки и бандажного кольца равна 76мм. Натяг между наружным диаметром вставки и внутренним диаметром бандажного кольца составляет 0,8мм. В месте выхода радиальных ступенчатых отверстий вставки, на внутренней поверхности бандажное кольцо 2 имеет цилиндрическую канавку 4 шириной 4мм и глубиной 0,5мм, которое соединено отверстием 5 диаметром 3мм с продольной канавкой 6, выполненной на наружной поверхности бандажного кольца. При этом, шлифовка в размер наружного диаметра бандажного кольца и нанесение на нем продольной канавки 6 выполняется после запрессовки вставки в бандажное кольцо. Наружный диаметр меньшего основания конуса бандажного кольца в сборе со вставкой, у торца на зеркале матрицы, при шлифовке обрабатывается в размер, равный Ø48,28мм, при этом, наружный диаметр большего основания конуса на противоположном торце составляет Ø52,21мм. После шлифовки на наружной поверхности бандажного кольца 2 в месте выхода отверстия 5 выполняется продольная канавка 6 глубиной около 1мм. Далее выполняется запрессовка бандажного кольца в сборе со вставкой в корпус 3. При этом, будет обеспечен натяг, который составляет на наружном торце, т.е. зеркале матрицы 0,28мм, а на противоположном -0,23мм.
Таким образом, при соединении конусные поверхности бандажного кольца 2 в сборе со вставкой 1 и корпусом 3 на противоположных торцах матрицы характеризуются различной величиной разности между внутренним диаметром корпуса и наружным диаметром бандажного кольца, т.е. натягами. Следовательно, образуются натяги, разные на противоположных торцах матрицы, и возникает переменный натяг Δ, обеспечивающий в рабочем режиме всестороннее равномерное сжатие профиля вставки по всей ее длине.
Преимуществом предлагаемой матрицы является повышенная циклическая стойкость и прочность благодаря реализации переменного по высоте матрицы натяга. Также преимуществом предлагаемой матрицы является простота и низкая трудоемкость ее изготовления за счет выполнения сопрягаемых наружных поверхностей вставки, бандажного кольца и корпуса - конусными. Кроме того, повышенная циклическая стойкость и прочность данной матрицы достигается за счет беспрепятственного отвода и удаления масла и загрязнений из мест их скопления в рабочей полости матрицы, что предотвращает гидравлический удар при рабочем ходе холодновысадочного пресса. В итоге, во вставке матрицы отсутствует образование трещин в месте скопления смеси из масла и загрязнений.
Итак, предлагаемая матрица имеет высокую циклическую стойкость и прочность, проста в изготовлении и сборке из-за реализации переменного натяга, и особо эффективна с точки зрения ее применения при изготовлении холодной штамповкой деталей сложного профиля за счет беспрепятственного отвода из ее полости масла и загрязнений.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2017 |
|
RU2647434C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| Матрица с переменным натягом | 2023 |
|
RU2830267C1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| Матрица для высадки многогранных деталей | 2019 |
|
RU2718029C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ИЗДЕЛИЙ | 2009 |
|
RU2414984C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ МНОГОГРАННЫХ ДЕТАЛЕЙ | 2012 |
|
RU2493930C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ТРУБ | 2001 |
|
RU2191947C1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении деталей холодной высадкой. Матрица содержит вставку с наружной конусной поверхностью и полостью, имеющей перепад диаметров. В месте перепада диаметров радиально расположены ступенчатые отверстия. Вставка запрессована в бандажное кольцо, имеющее на внутренней поверхности в месте выхода радиальных отверстий вставки цилиндрическую канавку и по меньшей мере одно отверстие. Отверстие соединяет цилиндрическую канавку с выполненной на наружной поверхности бандажного кольца продольной канавкой. Количество отверстий вставки равно количеству продольных канавок. Вставка с бандажным кольцом запрессована в корпус с переменным натягом. Натяг образован различной на противоположных торцах матрицы величиной разности между внутренним диаметром корпуса и наружным диаметром бандажного кольца. В результате обеспечивается повышение циклической стойкости и прочности матрицы. 2 ил.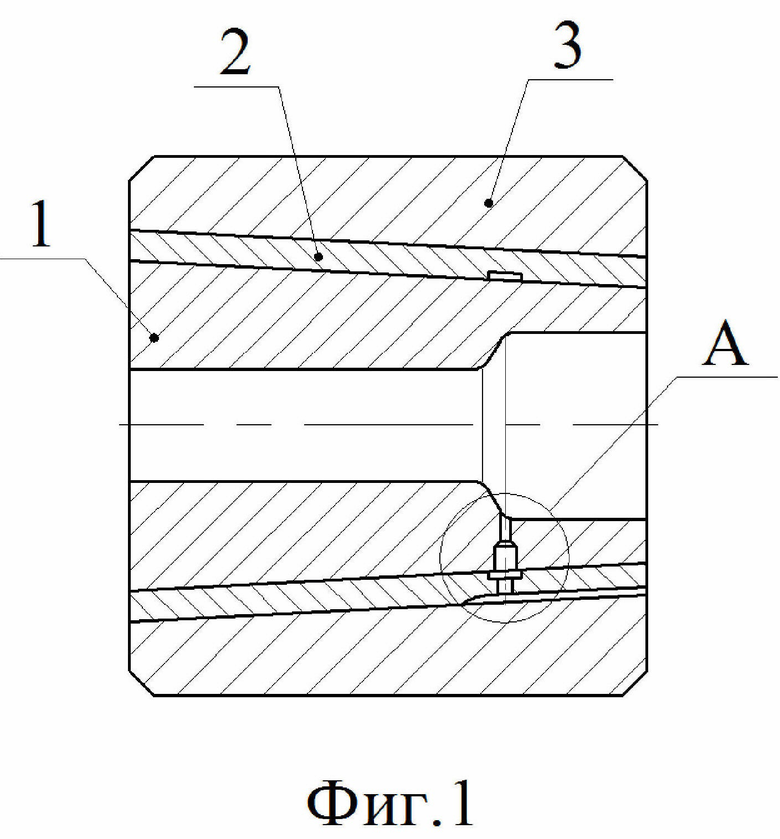
Матрица для холодной высадки, содержащая вставку с наружной конусной поверхностью и полостью, выполненной с перепадом диаметров, с радиально расположенными в месте перепадов диаметров ступенчатыми отверстиями с диаметрами 0,2-0,5 мм со стороны полости вставки и 1-4 мм - со стороны ее наружной поверхности, отличающаяся тем, что вставка запрессована в бандажное кольцо, которое имеет на своей внутренней поверхности в месте выхода радиальных отверстий вставки цилиндрическую канавку и как минимум одно отверстие, соединяющее ее с выполненной на наружной поверхности бандажного кольца продольной канавкой, причем количество отверстий равно количеству продольных канавок, вставка с бандажным кольцом в свою очередь запрессована в корпус с переменным натягом, образованным различной на противоположных торцах матрицы величиной разности между внутренним диаметром корпуса и наружным диаметром бандажного кольца.
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2017 |
|
RU2647434C1 |
| МАТРИЦА ДЛЯ ВЫСАДКИ ДЕТАЛЕЙ СЛОЖНОГО ПРОФИЛЯ | 2013 |
|
RU2553736C1 |
| Матрица для высадки деталей | 2021 |
|
RU2761843C1 |
| US 4417464 A1, 29.11.1983 | |||
| US 4114217 A1, 19.09.1978. | |||

