Изобретение относится к электролитно-плазменной обработке металлических деталей и может быть использовано, например, для полирования лопаток турбомашин из титановых сплавов.
Ответственные детали машин, аппаратов и турбомашин, например, такие как рабочие лопатки компрессоров, обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, часто недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Наиболее перспективными методами обработки таких деталей, как лопатки турбомашин, являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л.: Машиностроение, 1987].
Известен способ электрохимического полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, 1996, БИ №3], а также способ электрохимического полирования [Патент США № 5028304, кл. В23Н 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.91].
Однако известные способы электрохимического полирования имеют ряд недостатков, таких как высокая стоимость электролитов, их высокая токсичность, зависимость от химического состава, структуры полируемого металла и, как результат, - низкая стабильность процесса и качества полированной поверхности [Электролитно-плазменное полирование титановых иниобиевых сплавов / Ю. Г. Алексеев [и др.] // Наука и техника. Т. 17, № 3. С. 211-219.].
Многих из указанных недостатков лишены способы полирования, основанные на электролитно-плазменных процессах, представляющих наибольший интерес для рассматриваемой области, например, способы, изложенные в следующих патентах [Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.86, а также Патент РБ№ 1132, кл. C25F 3/16, 1996, БИ №3].
Наиболее близким к заявляемому техническому решению является способ электролитно-плазменного полирования (ЭПП) детали, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки (ПГО) и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на обрабатываемую деталь электрического потенциала (патент RU 2373306 C2, МПК C25F 3/16, опубл. 20.11.2009, бюл. № 32).
Недостатком прототипа является невозможность обеспечения одновременной обработки всей поверхности детали большего размера в связи с необходимостью подачи значительного электрического потенциала на деталь, вызывающего перегрев электролита и детали. В этой связи при обработке деталей больших размеров используют последовательную обработку ее участков, как, например, это осуществляется в известных способах (патенты RU 2694684 C1, RU 2693235 C1)
Задачей, на решение которой направлено заявляемое изобретение, является создание способа, обеспечивающего полирование деталей больших размеров, таких, например, как моноколеса с лопатками (блиски).
Техническим результатом заявляемого изобретения является обеспечение полирования поверхности детали большого размера при одновременной обработке всей или большей части его полируемой поверхности.
Технический результат достигается тем, что в способе электролитно-плазменного полирования детали, включающем погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали ПГО и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на деталь электрического потенциала, в отличие от прототипа, полирование ведут в разреженной атмосфере при давлении, выбираемом из диапазона от 0,9 до 4 кПа, при температуре электролита, выбираемой из диапазона от 7 до 30°С, и подаче на обрабатываемую деталь положительного потенциала, выбираемого из диапазона от 10 до 80 В, при условии формирования парогазовой оболочки.
Кроме того возможны следующие дополнительные приемы выполнения способа: осуществляют полирование детали из титанового сплава, а в качестве электролита используют водный раствор с содержанием от 3 до 7 вес. % гидроксиламина солянокислого с содержанием от 0,7 до 0,8 вес.% NaF или KF, при этом полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 14°С до 26°С; осуществляют полирование детали из никелевого или хромоникелевого сплава, а в качестве электролита используют 4-8%-ный водный раствор сульфата аммония, при этом полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 12 до 24°С; осуществляют полирование детали из медных сплавов, а в качестве электролита используют водный раствор аммонийных солей, содержащий фтористый аммоний и аммоний лимоннокислый одно-, двух-, трехзамещенный или их смесь при следующем соотношении компонентов, мас. %: фтористый аммоний 1-3%, аммоний лимоннокислый одно-, двух-, трехзамещенный или их смесь 1-5%, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 12 до 24°С.
Полирование в разреженной атмосфере, в диапазоне порядка от 0,9 до 4 кПа, позволяет снизить температуру кипения электролита и обеспечить образование ПГО, соответственно при температурах порядка от 7 до 30°С. Поскольку традиционные способы ЭПП (например, RU 2694684 C1, RU 2693235 C1) проводят при подаче электрического потенциала на деталь более 280 В, необходимого для создания ПГО вокруг обрабатываемой детали, то для деталей больших размеров (с большой площадью обработки) требуется подача значительной энергии, что приводит к перегреву электролита и нарушению процесса полирования. Снижение же температуры кипения электролита, как это предлагается в заявляемом способе, позволяет осуществить образование ПГО при подаче меньшего электрического потенциала (порядка 10 В и более) на обрабатываемую деталь, что потребует затрат меньшей удельной энергии на единицу обрабатываемой площади детали. Учитывая то, что ЭПП характеризуется сочетанием электрохимического, микроэлектроэрозионного и плазменного процессов, происходящих на поверхности обрабатываемой детали (Куликов, И. С. Электролитно-плазменная обработка материалов / И. С. Куликов, С. В. Ващенко, А. Я. Каменев. - Минск: Беларус. наука, 2010. - 232 с. - ISBN 978-985-08-1215-5), то осуществление ЭПП при пониженном давлении, обеспечивающем образование ПГО при подаче на деталь относительно небольшого по величине (от 10 В) электрического потенциала, позволяет уменьшить долю в ЭПП микроэлектроэрозионных процессов, что также приводит к повышению качества полирования из-за уменьшения оплавления поверхности, возникающем при воздействии микроэлектропробоев.
Сущность заявляемого способа, возможность его осуществления и использования иллюстрируются описанием процесса обработки и нижеприведенными примерами.
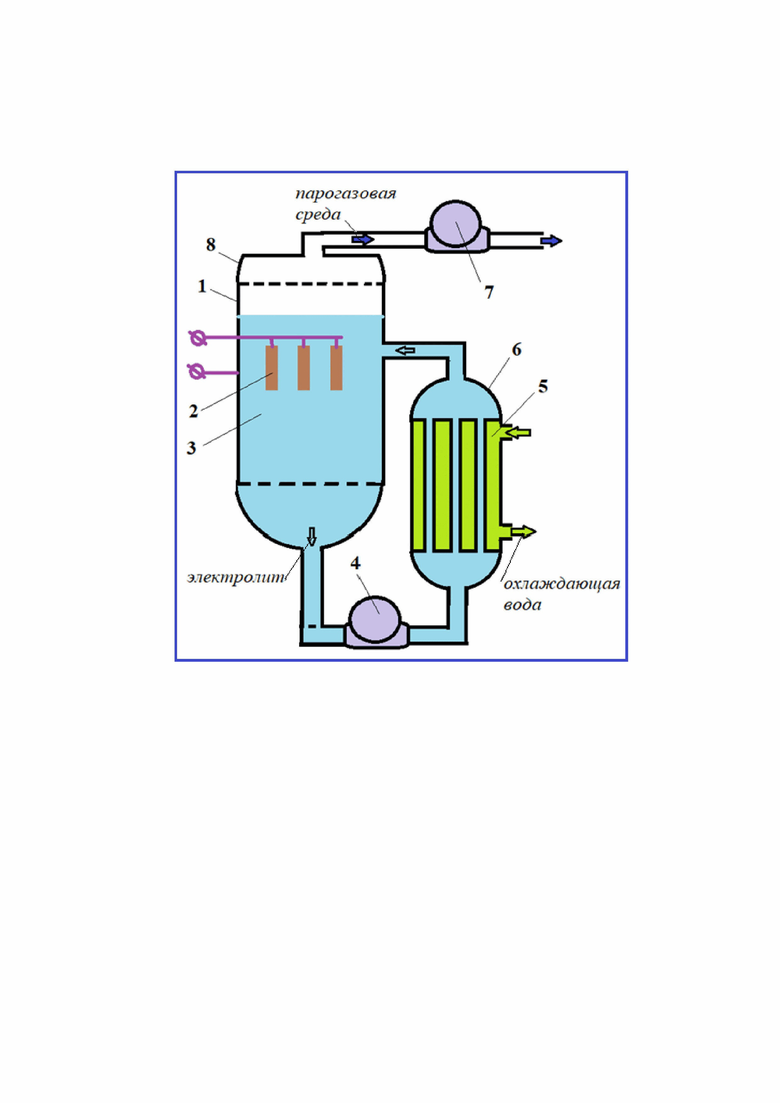
На чертеже представлена схема электролитно-плазменного полирования детали в разреженной атмосфере, которая содержит: 1 - рабочая емкость, 2 - деталь, 3 - электролит, 4 - насос для электролита, 5 - охлаждающая вода, 6 - теплообменник, 7 - вакуумный насос, 8 - крышка рабочей емкости. Стрелки показывают направление движения электролита, направление откачки парогазовой среды, направление движения охлаждающей среды (например, воды).
Заявляемый способ электролитно-плазменного полирования детали в разреженной атмосфере осуществляется следующим образом. В герметичную рабочую емкость 1, наполненную электролитом 3 помещают обрабатываемые детали 2. Запускают насосы 4 и 7. При этом насос 4 обеспечивает циркуляцию электролита 3 в системе «рабочая емкость - теплообменник», обеспечивая поддержание постоянной температуры электролита 3 за счет отвода части тепла через теплообменник 6, охлаждаемый охлаждающей водой 5. При этом насос 7 производит откачку паро-воздушной смеси из рабочей емкости 1, обеспечивая создание необходимого разрежения в рабочей емкости 1 (выбираемом из диапазона от 0,9 до 4 кПа), при герметизации рабочей емкости 1 при закрытии ее крышкой 8. В результате создания разрежения в рабочей емкости 1 температура кипения электролита снижается (в соответствии с представленным диапазоном давлений, приблизительно от 7 до 30°С). Если при традиционном ЭПП для образования ПГО необходимо обеспечивать подачу потенциала на деталь порядка 280-300 В, то при разрежении атмосферы внутри рабочей емкости 1, ПГО образуется уже при подаче напряжения порядка 10 В и менее, поскольку при нормальной температуре окружающей среды 20°С электролит будет находиться уже в состоянии кипения. В этой связи, для образования ПГО вокруг детали целесообразно использовать нагрев обрабатываемой детали 2 несколько выше температуры электролита 3.
Далее после погружения детали 2 в электролит 3 к обрабатываемой детали 2 прикладывают положительное напряжение, а к электролиту 3 - отрицательное напряжение (анодная обработка), в результате чего при напряжении порядка от 10 до 80 В вокруг детали 2 образуется ПГО и возникает плазменный разряд между обрабатываемой поверхностью детали 2 и электролитом 3.
В качестве рабочей емкости 1 используют закрытую емкость с крышкой 8, обеспечивающей герметизацию рабочей емкости 1. Рабочую емкость 1 выполняют из материала, стойкого к воздействию электролита. Обработку ведут в среде электролита при поддержании вокруг детали ПГО до получения необходимой шероховатости поверхности.
При осуществлении способа происходят следующие процессы. Под действием протекающих токов происходит нагрев поверхности детали 2 и образование вокруг нее ПГО. Излишняя теплота, возникающая при нагреве детали 2 и электролита 3, отводится через систему охлаждения (теплообменник 6). При этом поддерживают заданную температуру электролита, выбирая ее из диапазона от 7 до 30°С. Под действием электрического напряжения (электрического потенциала между деталью 2 и электролитом 3) в ПГО возникает разряд, представляющий из себя ионизированную электролитическую плазму, обеспечивающую протекание интенсивных химических и электрохимических реакций между обрабатываемой деталью 2 и средой ПГО.
Пример. Были проведены следующие сравнительные испытания образцов из титанового, никелевого, хромоникелевого и медных сплавов. Для этого проводили ЭПП деталей из указанных сплавов при различных, характерных для предлагаемого изобретения и для способа-прототипа (RU 2373306 C2) режимах полирования.
Условия обработки по предлагаемому способу. Обрабатываемые детали размещали на держателе изделий, расположенном под крышкой емкости и снабженным устройством для подъема и опускания деталей в электролит. Затем крышку плотно закрывали, обеспечивая герметизацию рабочей емкости. Из герметичной емкости с крышкой вакуумным насосом откачивали паровоздушную среду, создавая следующие величины разрежения атмосферного давления: 0,7 кПа- (Н.Р.), 0,9 кПа - (У.Р.); 2,0 кПа - (У.Р.); 4,0 кПа- (У.Р.); 10,0 кПа - (Н.Р.) и обеспечивая подачу на деталь следующих величин положительного электрического потенциала: 6В- (Н.Р.), 10В - (У.Р.), 40В - (У.Р.), 80В - (У.Р.), 100В - (Н.Р.).
Неудовлетворительным результатом (Н.Р.) испытаний вариантов ЭПП считался результат, при котором отсутствовал эффект полирования или уменьшения шероховатости поверхности детали не обеспечивалась равномерность обработки поверхности и не обеспечивалась обработка детали размерами 20 х 20 см, а если же эффект качественного полирования достигался, то результат считался удовлетворительным (УР).
Используемый электролит.
Для обработки детали из титанового сплава ВТ9.
Водный раствор с содержанием гидроксиламина (NH2OH) 2 вес.% (НР), 3 вес.% - (У.Р.), 7 вес.% - (У.Р.), 10 вес.% (НР), и содержанием NaF: 0,5 вес.% (НР), 0,7 вес.% - (У.Р.), 0,8 вес.% - (У.Р.), 1,1 вес.% (НР), или содержанием KF: 0,5 вес.% (НР), 0,7 вес.% - (У.Р.), 0,8 вес.% - (У.Р.), 1,1 вес.% (НР). Температура электролита поддерживалась от 14°С до 26°С (при выходе из указанного диапазона температур, качество обработки снижалось).
Для обработки деталей из никелевого сплава (ЖС6У) и хромоникелевого (12Х18Н10Т).
Водный раствор сульфата аммония ((NH4)2SO4): 2% (НР), 4%- (У.Р.), 8% - (У.Р.), 11% (НР). Температура электролита поддерживалась от 12°С до 24°С (при выходе из указанного диапазона температур, качество обработки снижалось).
Для обработки деталей из медного сплава (Бр.ОЦС 6-6-3): водный раствор аммонийных солей, содержащий фтористый аммоний (NH4F) и аммоний лимоннокислый (Na3C6H5O7*2H2O) одно-, двух-, трехзамещенный или их смесь при следующем соотношении компонентов, мас. %: фтористый аммоний: 0,5% (НР), 1,0%- (У.Р.), 3,0%- (У.Р.), 5,0% (НР), аммоний лимоннокислый одно-, двух-, трехзамещенный или их смесь 1-5, 0,5% (НР), 1,0%- (У.Р.), 3,0%, 5,0% - (У.Р.), 7,0% (НР). Температура электролита поддерживалась от 12°С до 24°С (при выходе из указанного диапазона температур, качество обработки снижалось).
В герметично закрытой рабочей емкости создавали исследуемую величину разрежения и подавали электрический потенциал на деталь согласно приведенным выше исследуемым вариантам. Для этого после закрытия крышки и подачи на обрабатываемые детали исследуемой величины электрического потенциала, при помощи устройства на держателе изделий опускали детали в электролит и проводили обработку. Для каждого варианта обработки использовались по три образца в виде пластин размерами: 5 х 10 см, 10 х 10 см, 20 х 20 см.
Традиционный вариант ЭПП осуществляли согласно режимам, представленным в способе-прототипе (RU 2373306 C2), обработку проводили в условиях атмосферного давления (100 кПа), в электролитах того же состава, для того же перечня и размеров деталей.
Результаты сравнительных испытаний представлены в таблицах, в таблице 1 - результаты ЭПП деталей из титанового сплава ВТ9, в таблице 2 - результаты ЭПП деталей из хромоникелевого сплава12Х18Н10Т, в таблице 3 - результаты ЭПП деталей из медного сплава Бр.ОЦС 6-6-3.
Таблица 1
ант
Образца. См2
жение,
В
ЭПП,
мин
мкм
NaF - 0,7
NaF - 0,7
NaF - 0,7
произвести не удалось
гаемый
способ ЭПП
NaF - 0,7
электролита в диапазоне от 14° С до 26° С
NaF - 0,7
NaF - 0,7
Таблица 2
ант
образца. См2
жение,
В
ЭПП,
мин
мкм
произвести не удалось
гаемый
способ ЭПП
электролита в диапазоне от 12° С до 24° С
Таблица 3
ант
образца. см2
жение,
В
ЭПП,
мин
мкм
Na3C6H5O7-1,0%
Na3C6H5O7-1,0%
Na3C6H5O7-1,0%
произвести не удалось
гаемый
способ ЭПП
Na3C6H5O7-1,0%
электролита в диапазоне от 12° С до 24° С
Na3C6H5O7-1,0%
Na3C6H5O7-1,0%
Как следует из представленных результатов испытаний, предлагаемое изобретение по сравнению с известным способом полирования (RU 2373306 C2) позволяет обрабатывать методом ЭПП детали большой площади, что подтверждает достижение поставленного в предлагаемом изобретении технического результата - обеспечение полирования поверхности детали большого размера при одновременной обработке всей или большей части его полируемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В МАГНИТНОМ ПОЛЕ В УСЛОВИЯХ ПОНИЖЕННОГО ДАВЛЕНИЯ | 2023 |
|
RU2828005C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ ПРИ ПОНИЖЕННОМ ДАВЛЕНИИ | 2023 |
|
RU2820693C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ В ПЕРЕМЕННОМ МАГНИТНОМ ПОЛЕ | 2023 |
|
RU2821036C1 |
| СПОСОБ ПОСЛЕДОВАТЕЛЬНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И РАБОЧАЯ ЕМКОСТЬ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694935C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ЛОПАТОК БЛИСКА ТУРБОМАШИН И ЭЛАСТИЧНЫЙ ЧЕХОЛ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2018 |
|
RU2694684C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2734802C1 |
| СПОСОБ ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОЙ ОБРАБОТКИ ДЕТАЛИ | 2019 |
|
RU2725516C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ДЕТАЛИ | 2019 |
|
RU2715398C1 |
| Электролит для электролитно-плазменного полирования деталей из тугоплавких сплавов | 2017 |
|
RU2664994C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2719217C1 |
Изобретение относится к электролитно-плазменной обработке металлических деталей и может быть использовано, например, для полирования лопаток турбомашин из титановых сплавов. Способ включает погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на деталь электрического потенциала, при этом полирование ведут в разреженной атмосфере при давлении, выбираемом из диапазона от 0,9 до 4 кПа, при температуре электролита, выбираемой из диапазона от 7 до 30°С, и подаче на обрабатываемую деталь положительного потенциала, выбираемого из диапазона от 10 до 80 В. Техническим результатом является обеспечение полирования поверхности детали большого размера, такой, например, как моноколесо с лопатками, при одновременной обработке всей или большей части полируемой поверхности детали. 3 з.п. ф-лы, 3 табл., 1 пр., 1 ил.
1. Способ электролитно-плазменного полирования детали, включающий погружение детали в электролит, формирование вокруг обрабатываемой поверхности детали парогазовой оболочки и зажигание разряда между обрабатываемой деталью и электролитом путем подачи на деталь электрического потенциала, отличающийся тем, что полирование ведут в разреженной атмосфере при давлении, выбираемом из диапазона от 0,9 до 4 кПа, при температуре электролита, выбираемой из диапазона от 7 до 30°С, и подаче на обрабатываемую деталь положительного потенциала, выбираемого из диапазона от 10 до 80 В.
2. Способ по п. 1, отличающийся тем, что осуществляют полирование детали из титанового сплава, а в качестве электролита используют водный раствор с содержанием от 3 до 7 вес.% гидроксиламина солянокислого с содержанием от 0,7 до 0,8 вес.% NaF или KF, при этом полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 14 до 26°С.
3. Способ по п. 1, отличающийся тем, что осуществляют полирование детали из никелевого или хромоникелевого сплава, а в качестве электролита используют 4-8%-ный водный раствор сульфата аммония, при этом полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 12 до 24°С.
4. Способ по п. 1, отличающийся тем, что осуществляют полирование детали из медных сплавов, а в качестве электролита используют водный раствор аммонийных солей, содержащий фтористый аммоний и аммоний лимоннокислый одно-, двух-, трехзамещенный или их смесь при следующем соотношении компонентов, мас.%: фтористый аммоний 1-3, аммоний лимоннокислый одно-, двух-, трехзамещенный или их смесь 1-5, а полирование ведут до обеспечения шероховатости не ниже Ra=0,08-0,12 мкм при температуре электролита от 12 до 24°С.
| СПОСОБ МНОГОЭТАПНОГО ЭЛЕКТРОЛИТНО-ПЛАЗМЕННОГО ПОЛИРОВАНИЯ ИЗДЕЛИЙ ИЗ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2007 |
|
RU2373306C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ГРАНУЛАМИ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799183C1 |
| EP 1911862 A2, 16.04.2008 | |||
| ПРИСПОСОБЛЕНИЕ К БРИКЕТНЫМ ПРЕССАМ ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОСЫПАНИЯ ПРЕССУЕМОГО МАТЕРИАЛА ПРИ НЕСВОЕВРЕМЕННОЙ ПОДАЧЕ ЗАГРУЗОЧНОЙ КОРОБКИ ПОД ПИТАТЕЛЬНЫЙ ЖОЛОБ | 1933 |
|
SU36801A1 |
