Изобретение относится к технологии электрополирования поверхности деталей из металлов и сплавов и может быть использовано для обработки поверхностей лопаток турбомашин для повышения их эксплуатационных характеристик.
С повышением шероховатости поверхности ответственных металлических деталей, работающих в условиях воздействия значительных знакопеременных нагрузок, например валов, лопаток газовых турбин и т.п., резко снижаются их эксплуатационные характеристики. Качество обработки поверхности пера лопаток существенно влияет на их прочностные характеристики, так например, повышение класса чистоты поверхности способствует увеличению предела выносливости и статической прочности лопаток (В.Ф. Макаров, Е.Н. Бычина, А.О. Чуян. Математическое моделирование процесса полирования лопаток газотурбинных двигателей // Авиационно-космическая техника и технология. №8 (85), 2011, с.11-14). Развитая шероховатость поверхности лопаток газовых турбин приводит к ухудшению газодинамической устойчивости газотурбинного двигателя (ГТД), к возрастанию аэродинамических потерь, приводящих к снижению КПД, к потере мощности, росту удельных расходов и к снижению экономичности двигателя или газотурбинной установки.
В то же время производство и ремонт деталей газотурбинных двигателей (ГТД) и установок (ГТУ), в связи с высокими требованиями к качеству поверхности (Ra≤0,32…0,16 мкм), характеризуется значительной трудоемкостью их финишной обработки. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Известен способ полирования поверхности детали кругом, при котором детали сообщают возвратно-поступательное перемещение относительно инструмента (А.С. СССР №1732604. МПК B24B 19/14. Способ полирования пера лопаток ГТД лепестковым кругом. Опубл. 10.01.2014, Бюл. № 1), в котором полирование производят с деформацией лепесткового круга.
Однако применение в известных способах полирования поверхности детали механического воздействия вызывает ухудшение параметров качества поверхностного слоя материалов, что приводит к снижению ее эксплуатационных характеристик, особенно в случаях обработки таких деталей как лопатки турбины с тонким пером.
Наиболее перспективными методами обработки деталей сложной формы, в частности лопаток турбомашин, являются электрохимические методы полирования поверхностей [Грилихес С.Я. Электрохимическое и химическое полирование: Теория и практика. Влияние на свойства металлов. Л., Машиностроение, 1987], при этом наибольший интерес для рассматриваемой области представляют методы электролитно-плазменного полирования (ЭПП) деталей [например, Патент ГДР (DD) №238074 (А1), МПК C25F 3/16, опубл. 06.08.1986].
Известен также способ полирования металлических поверхностей, включающий анодную обработку в электролите [Патент РБ №1132, МПК C25F 3/16, опубл. 1996, БИ №3], а также способ электрохимического полирования [Патент США №5028304, МПК B23H 3/08, C25F 3/16, C25F 5/00, опубл. 02.07.1991].
Однако известные способы электрополирования не позволяют производить однородную обработку поверхности детали из металлического сплава, особенно деталей сложной формы.
Наиболее близким техническим решением, выбранным в качестве прототипа является способ электрополирования металлической детали, включающий погружение детали в проводящую среду из анионитов, пропитанных раствором электролита, обеспечивающего электропроводность упомянутых гранул и ионный унос металла с поверхности детали с удалением микровыступов при подаче противоположного по знаку электрического потенциала на деталь и упомянутую проводящую среду через введенный в упомянутую среду внешний электрод [WO2017186992 - Method for smoothing and polishing metals via ion transport by means of free solid bodies, and solid bodies for carrying out said method. Опубл. 2017.11.02].
Однако известный способ-прототип [WO2017186992] обладает низкой надежностью и не может быть использован для обработки поверхности ответственных деталей, подвергаемых в дальнейшем высокоэнергетическим методам обработки, таким например, как ионная имплантация и химико-термическая обработка в вакууме. Например, в патенте [патент США № 8845823 МПК C23C 8/02. Способ активации изделия из пассивного черного или цветного металла перед науглероживанием, азотированием и/или нитроуглероживанием. 2014] показаны различные способы удаления пассивирующих пленок с поверхности детали, препятствующих процессу азотирования.
Задачей, на решение которой направлено заявляемое изобретение, является создание способа обработки поверхности детали, обеспечивающей отсутствие на ней после электрополирования загрязнений и пассивирующих пленок, ухудшающих качество последующей ее высокоэнергетической защитно-упрочняющей обработки в вакууме.
Техническим результатом изобретения является повышение качества и надежности обработки поверхности металлической детали за счет устранения процессов образования загрязняющих и пассивирующих пленок на поверхности обрабатываемой детали.
Технический результат достигается за счет того, что в способе электрополирования металлической детали гранулами, включающем погружение детали в среду из гранул-анионитов, обеспечивающих ионный унос металла с поверхности детали с удалением микровыступов при подаче противоположного по знаку электрического потенциала на деталь и упомянутую среду из гранул-анионитов через введенный в упомянутую среду внешний электрод, обеспечение контакта всей полируемой поверхности детали с упомянутыми гранулами-анионитами и гранул-анионитов между собой и с упомянутым внешним электродом, в отличие от прототипа, используют вакуумную камеру, размещают в ней упомянутые гранулы аниониты, упомянутую обрабатываемую деталь, создают в упомянутой вакуумной камере необходимый вакуум и производят электрополирование в вакууме.
Кроме того возможны следующие, дополнительные приемы выполнения способа: электрополирование производят в вакууме от не хуже 10-3 мм рт.ст., а упомянутые гранулы-аниониты дополнительно приводят в вибрационное движение; используют внешний электрод, охватывающий с зазором обрабатываемую деталь и выполненный в виде радиального лопастного колеса, с лопастями, наклоненными вперед в сторону вращения электрода, вращают упомянутый электрод, обеспечивая захват и перемещение гранул-анионитов относительно обрабатываемой поверхности детали, причем соотношение размера гранул-анионитов a и величины минимального зазора b между электродом и поверхностью детали выбирают не менее b = 10 a; в качестве материала упомянутых гранул-анионитов используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, размеры гранул-анионитов а выбирают из диапазона 0,1-0,4 мм, упомянутые гранулы-аниониты дополнительно приводят в вибрационное движение, а упомянутое электрополирование проводят либо подавая на деталь положительный, а на гранулы-аниониты отрицательный электрический потенциал от 12 до 35 В, либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периоде импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности от 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса -20 А и их длительности от 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
Наиболее близким техническим решением, выбранным в качестве прототипа установки, выбрана установка для электрополирования металлической детали гранулами, содержащая источники электрического питания для электрополирования и осуществления рабочих движений механизмов установки, блок управления, камеру установки, рабочую емкость с гранулами-анионитами и внешним электродом, обеспечивающим электрический контакт с упомянутыми гранулами-анионитами, и по крайней мере один держатель обрабатываемой детали, выполненный с возможностью размещения детали в среде упомянутых гранул-анионитов и перемещения гранул-анионитов относительно обрабатываемой поверхности упомянутой детали с обеспечением подачи противоположных по знаку электрических потенциалов для электрополирования на внешний электрод и обрабатываемую деталь, устройство для обеспечения вибрации упомянутых гранул-анионитов [WO2017186992 – Method for smoothing and polishing metals via ion transport by means of free solid bodies, and solid bodies for carrying out said method. Опубл. 2017.11.02].
Однако известная установка для полирования [WO2017186992] не может быть использована для обработки поверхности, обеспечивающей отсутствие загрязнений и пассивирующих пленок на поверхности обработанной детали.
Задачей, на решение которой направлено заявляемое изобретение, является создание установки для обработки поверхности детали, обеспечивающей отсутствие на ней после электрополирования загрязнений и пассивирующих пленок, ухудшающих качество последующей ее высокоэнергетической защитно-упрочняющей обработки в вакууме.
Техническим результатом изобретения является повышение качества обработки поверхности металлической детали за счет устранения процессов образования загрязняющих и пассивирующих пленок на поверхности обрабатываемой детали.
Технический результат достигается за счет того, что установка для электрополирования металлической детали гранулами, содержащая источники электрического питания для электрополирования и осуществления рабочих движений механизмов и аппаратов установки, блок управления, камеру установки, рабочую емкость с гранулами-анионитами и внешним электродом, обеспечивающим электрический контакт с упомянутыми гранулами-анионитами, и по крайней мере один держатель обрабатываемой детали, выполненный с возможностью размещения детали в среде упомянутых гранул-анионитов и перемещения гранул-анионитов относительно обрабатываемой поверхности упомянутой детали с обеспечением подачи противоположных по знаку электрических потенциалов для электрополирования на внешний электрод и обрабатываемую деталь, устройство для обеспечения вибрации упомянутых гранул-анионитов в отличие от прототипа, в качестве камеры установки используется вакуумная камера с дверью и люками, снабженная вакуумными насосами, натекателями и шлюзами, а также вакуумной системой, обеспечивающей регулирование давления в вакуумной камере и шлюзах.
Кроме того, возможны следующие признаки установки: упомянутый внешний электрод выполнен в виде радиального лопастного колеса, с возможностью вращения вокруг собственной оси, с лопастями, наклоненными вперед в сторону вращения электрода, обеспечивающий захват и перемещение гранул-анионитов относительно обрабатываемой поверхности детали; содержит дополнительные держатели деталей с индивидуальными для каждой детали упомянутыми внешними электродами с обеспечением одновременной обработки всех упомянутых деталей.
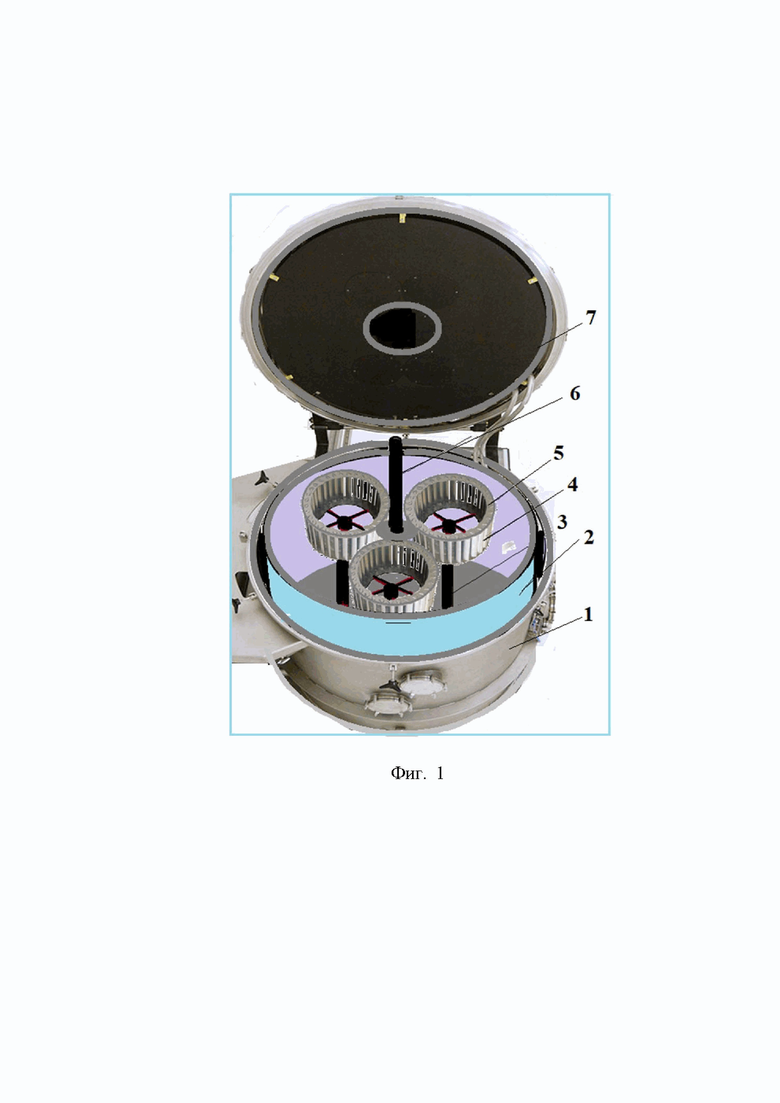
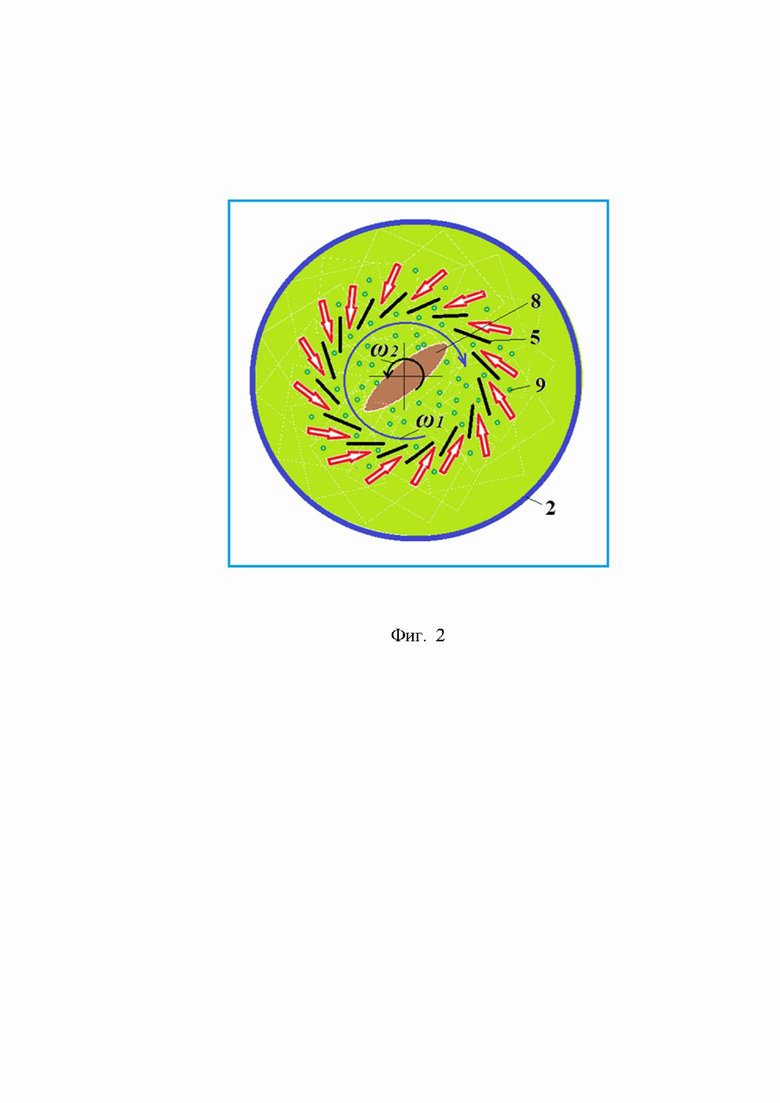
Сущность изобретения поясняется чертежами. На фиг 1 представлен внешний вид вакуумной установки для электрополирования. На фиг.2 показана схема перемещения гранул-анионитов при вращении радиального лопастного колеса. Фигуры 1 и 2 содержат: 1 - вакуумная камера, 2 - рабочая емкость, 3 - вал колеса, 4 - колесо, 5 - внешний электрод, 6 - привод, 7 - крышка, 8 - обрабатываемая деталь, 9 - гранулы-аниониты, ω1 - угловая скорость вращения радиального лопастного колеса, ω2 - угловая скорость вращения обрабатываемой детали. (Красными стрелками обозначены направления движения гранул-анионитов, круговыми стрелками - направление вращения радиального лопастного колеса (синяя стрелка) и обрабатываемой детали (черная стрелка)).
Заявляемый способ электрополирования детали, в частности поверхности пера лопатки в процессе его полирования, и работа установки осуществляется следующим образом.
На держателе закрепляют обрабатываемую деталь 8 и размещают ее в рабочую емкость 2 внутри внешнего электрода 5 (фиг.1 и фиг 2), таким образом, чтобы вся обрабатываемая поверхность детали 8 была полностью погружена в рабочую среду из гранул-анионитов 9. При этом рабочая емкость 2 расположена внутри вакуумной камеры 1 установки (фиг.1). Герметизируют вакуумную камеру 1, закрывая крышку 7, и в вакуумной камере 1 создают необходимый вакуум. Приводят во вращательное движение внешний электрод 5 (ω1) (фиг 2), выполненный в виде радиального лопастного колеса 4, причем направление его вращения осуществляют лопастями, наклоненными вперед (в сторону вращения внешнего электрод 5). При вращении внешний электрод 5 обеспечивает захват и перемещение гранул относительно обрабатываемой поверхности детали 1. При этом должен обеспечиваться электрический контакт всей полируемой поверхности обрабатываемой детали 8 с гранулами-анионитами 9, а гранул-анионитов 9 между собой и с вращающимся внешним электродом 5. При этом возникает интенсивное перемещение гранул-анионитов 9 относительно друг друга, а также относительно обрабатываемой детали 8 и вращающегося внешнего электрода 5. Тем самым создаются благоприятные условия для протекания процессов электрохимического массобмена, что обеспечивает однородный ионный унос материала с обрабатываемой детали 8. Протекание процесса в вакууме гарантирует защиту поверхности обрабатываемой детали 8 от образования адсорбированных слоев, пассивированной пленки и загрязнений. Последнее обстоятельство приводит к повышению качества и производительности электрополирования. Этому также способствует близкое расположение внешнего электрода 5 к поверхности обрабатываемой детали 8, приводящее к снижению электрического сопротивления системы «электрод - гранулы - деталь».
Для повышения однородности обработки, в случае обработки деталей сложной формы можно также дополнительно воздействовать на систему «электрод - гранулы - деталь» вибрацией и/или приводить деталь во вращение (фиг.2, ω2). Вибрационное движение детали 8 относительно охватывающего внешнего электрода 5 можно осуществлять при возвратно-поступательном движении детали 8, вдоль ее продольной оси, например с частотой от 30 до 200 Гц, амплитудой от 0,1 до 2 мм.
При необходимости повышения производительности обработки можно использовать установку для электрополирования с несколькими внешними электродами 5 (фиг.1).
Электрополирование детали 1 (фиг.1) проводят посредством протекания электрохимических процессов (ионного уноса материала детали 1) между деталью 8 и внешним электродом 5 через гранулы-аниониты и ионный унос металла с поверхности детали 8 с удалением с нее микровыступов до получения необходимой шероховатости поверхности обрабатываемой детали 8.
Соотношение размера гранул a и величины минимального зазора b между электродом и поверхностью детали выбирают не менее b = 10 a, и подают на деталь и гранулы электрический потенциал, обеспечивающий ионный унос металла с поверхности обрабатываемой детали и ее полирование в среде гранул-анионитов.
В качестве гранул-анионитов используют ионообменные смолы полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Средние размеры гранул-анионитов выбирают из диапазона от 0,05 до 0,6 мм.
Электрополирование проводят либо подавая на деталь 1 положительный, а на внешний электрод 2 отрицательный электрический потенциал, величиной от 12 до 35 В, либо в импульном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периода импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса -20 А, и их длительности 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
Были проведены следующие исследования по полированию деталей (лопаток турбомашин) из легированых сталей, никелевых и титановых сплавов. Неудовлетворительным результатом (Н.Р.) считался результат, при котором на полируемой поверхности не наблюдался эффект полирования или происходило недопустимое изменение геометрии пера лопатки. При отсутствии дефектов на поверхности детали результат признавался удовлетворительным (У.Р.)
Во всех случаях следующие режимы обработки деталей оказались универсальными.
Применяемые аниониты - ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола. Марки использованных в предлагаемом изобретении анионитов на основе синтетических смол: Анионит 17-8ЧС, Анионит Purolite A520E, Lewatit S 6328 A (на основе сополимера стирол-дивинилбензола), «Lewatit М500», «Lewatit MonoPlus MК 51», «Lewatit MonoPlus MP 68», Purolite C150E, Purolite A-860 (макропористая сильноосновная анионообменная смола основанная на акрилатах), анионит сульфированный сополимер стирол-дивинилбензола. Перечисленные аниониты, показали положительный результат при полировании лопаток из легированных сталей.
При импульcном режиме со сменой полярности:
- диапазон частот импульсов от 20 до 100 Гц: 15Гц (Н.Р.), 20 Гц (У.Р.), 40 Гц (У.Р.), 60 Гц (У.Р.), 80 Гц (У.Р.), 100 Гц (У.Р.), 120 Гц (Н.Р.);
- период импульсов от 50 мкс до 10 мкс,: 60 мкс (Н.Р.), 50 мкс (У.Р.), 40 мкс (У.Р.), 30 мкс (У.Р.), 20 мкс (У.Р.), 10 мкс (У.Р.), 5 мкс (Н.Р.);
- амплитуда тока положительной полярности во время импульса +50 А и их длительности 0,4 мкс до 0,8 мкс : 0,2 мкс (Н.Р.), 0,4 мкс (У.Р.), 0,6 мкс (У.Р.), 0,8 мкс (У.Р.), 10,0 мкс (Н.Р.);
- при амплитуде тока отрицательной полярности во время импульса -20 А, и их длительности 0,2 мкс до 0,4 мкс, 0,1 мкс (Н.Р.), 0,2 мкс (У.Р.), 0,3 мкс (У.Р.), 0,4 мкс (У.Р.), 0,5 мкс (Н.Р.);
- при прямоугольной форме выходных импульсов тока (У.Р.);
- и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс - (У.Р.) выход за пределы диапазона - (Н.Р.).
При режиме без смены полярности: электрополирование проводили, подавая на деталь положительный, а на внешний электрод отрицательный электрический потенциал от 12 до 35 В: 8 В (Н.Р.), 12 В (У.Р.), 20 В (У.Р.), 30 В (У.Р.), 35 В (У.Р.), 45 В (Н.Р.).
Пример 1.
Обработке подвергались детали (образцы и лопатки) из легированных сталей ЭП718-ИД, ВЖ105-ИД, титановых сплавов ВТ-1, ВТ-9, никелевых сплавов ЖС6У, ЖС32 (результаты исследований приведены в таблице).
образца
гранул,
мм
пассив.
плен.
поверхности, Ra, мкм
обработки
По сравнению с известным способом полирования [WO2017186992] при обработке деталей из легированных сталей, титановых и никелевых сплавов по предлагаемому способу образование загрязняющих и пассивирующих пленок после электрополирования не наблюдалось, в то время как при обработке по известному способу полирования [WO2017186992] загрязняющие и пассивирующие пленки образовывались.
Таким образом, предложенный способ электрополирования детали гранулами позволил достичь поставленного в изобретении технического результата - повышения качества обработки поверхности металлической детали за счет устранения процессов образования загрязняющих и пассивирующих пленок на поверхности обрабатываемой детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрополирования металлической детали и установка для его реализации | 2022 |
|
RU2786767C1 |
| Способ сухого электрополирования лопатки турбомашины и установка для его реализации | 2023 |
|
RU2799180C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ СЛОЖНОЙ ФОРМЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2022 |
|
RU2799641C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ | 2019 |
|
RU2716292C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ И ВНУТРЕННЕЙ ПОЛОСТИ ЛОПАТКИ ТУРБОМАШИНЫ | 2019 |
|
RU2716330C1 |
| СПОСОБ ОБРАБОТКИ ПОЛОЙ ЛОПАТКИ ТУРБОМАШИНЫ С ПЕРФОРАЦИОННЫМИ ОТВЕРСТИЯМИ | 2019 |
|
RU2722544C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕГО КАНАЛА МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710086C1 |
| СПОСОБ ОБРАБОТКИ ПЕРФОРАЦИОННЫХ ОТВЕРСТИЙ В ПОЛЫХ ЛОПАТКАХ ТУРБОМАШИНЫ И УСТАНОВКА ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2710087C1 |
| Способ электрохимического полирования внутренних поверхностей металлических трубок и устройство для его реализации | 2022 |
|
RU2785200C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ МОНОКОЛЕСА С ЛОПАТКАМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2719217C1 |
Изобретение относится к технологии электрополирования поверхности деталей из металлов и сплавов и может быть использовано для обработки поверхностей лопаток турбомашин для повышения их эксплуатационных характеристик. Способ включает погружение детали в среду из гранул-анионитов, обеспечивающих ионный унос металла с поверхности детали с удалением микровыступов, при подаче противоположного по знаку электрического потенциала на деталь и среду из гранул-анионитов через введенный в среду внешний электрод, обеспечение контакта всей полируемой поверхности детали с гранулами-анионитами и гранул-анионитов между собой и с внешним электродом. При этом используют вакуумную камеру, размещают в ней гранулы-аниониты, обрабатываемую деталь, создают в вакуумной камере вакуум и производят электрополирование. Установка содержит источники электрического питания, блок управления, вакуумную камеру установки, рабочую емкость с гранулами-анионитами и внешним электродом, обеспечивающим электрический контакт с гранулами-анионитами, держатель обрабатываемой детали. Технический результат: повышение качества и надежности обработки поверхности металлической детали за счет устранения процессов образования загрязняющих и пассивирующих пленок на поверхности обрабатываемой детали. 2 н. и 5 з.п. ф-лы, 2 ил., 1 табл., 1 пр.
1. Способ электрополирования металлической детали гранулами, включающий погружение детали в среду из гранул-анионитов, обеспечивающих ионный унос металла с поверхности детали с удалением микровыступов при подаче противоположного по знаку электрического потенциала на деталь и среду из гранул-анионитов через введенный в упомянутую среду внешний электрод, обеспечение контакта всей полируемой поверхности детали с гранулами-анионитами и гранул-анионитов между собой и с внешним электродом, отличающийся тем, что используют вакуумную камеру, размещают в ней гранулы аниониты, обрабатываемую деталь, создают в вакуумной камере вакуум и производят электрополирование в вакууме.
2. Способ по п. 1, отличающийся тем, что электрополирование производят в вакууме 10-3 мм рт.ст., а гранулы-аниониты дополнительно приводят в вибрационное движение.
3. Способ по п. 1, отличающийся тем, что используют внешний электрод, охватывающий с зазором обрабатываемую деталь и выполненный в виде радиального лопастного колеса с лопастями, наклоненными вперед, в сторону вращения электрода, вращают электрод, обеспечивая захват и перемещение гранул-анионитов относительно обрабатываемой поверхности детали, причем соотношение размера гранул-анионитов a и величины минимального зазора b между электродом и поверхностью детали выбирают не менее b = 10 a.
4. Способ по любому из пп. 1-3, отличающийся тем, что в качестве материала гранул-анионитов используют ионообменные смолы, полученные на основе сополимеризации либо полистирола, либо полиакрилата и дивинилбензола, размеры гранул-анионитов а выбирают из диапазона 0,1-0,4 мм, а гранулы-аниониты дополнительно приводят в вибрационное движение, а электрополирование проводят либо подавая на деталь положительный, а на гранулы-аниониты отрицательный электрический потенциал от 12 до 35 В, либо в импульсном режиме со сменой полярности, при диапазоне частот импульсов от 20 до 100 Гц, периоде импульсов от 50 мкс до 10 мкс, при амплитуде тока положительной полярности во время импульса +50 А и их длительности от 0,4 до 0,8 мкс, при амплитуде тока отрицательной полярности во время импульса -20 А и их длительности от 0,2 до 0,4 мкс, при прямоугольной форме выходных импульсов тока и длительности пауз между импульсами от 49,6 мкс до 9,2 мкс.
5. Установка для электрополирования металлической детали гранулами, содержащая источники электрического питания для электрополирования и осуществления рабочих движений механизмов и аппаратов установки, блок управления, камеру установки, рабочую емкость с гранулами-анионитами и внешним электродом, обеспечивающим электрический контакт с гранулами-анионитами, и по крайней мере один держатель обрабатываемой детали, выполненный с возможностью размещения детали в среде гранул-анионитов и перемещения гранул-анионитов относительно обрабатываемой поверхности детали с обеспечением подачи противоположных по знаку электрических потенциалов для электрополирования на внешний электрод и обрабатываемую деталь, устройство для обеспечения вибрации упомянутых гранул-анионитов, отличающаяся тем, что в качестве камеры установки используется вакуумная камера с дверью и люками, снабженная вакуумными насосами, натекателями и шлюзами, а также вакуумной системой, обеспечивающей регулирование давления в вакуумной камере и шлюзах.
6. Установка по п. 5, отличающаяся тем, что внешний электрод выполнен в виде радиального лопастного колеса, с возможностью вращения вокруг собственной оси, с лопастями, наклоненными вперед, в сторону вращения электрода, обеспечивающего захват и перемещение гранул-анионитов относительно обрабатываемой поверхности детали.
7. Установка по п. 6, отличающаяся тем, что содержит дополнительные держатели деталей с индивидуальными для каждой детали внешними электродами с обеспечением одновременной обработки всех деталей.
| СПОСОБ ВЫГЛАЖИВАНИЯ И ПОЛИРОВАНИЯ МЕТАЛЛОВ ПОСРЕДСТВОМ ПЕРЕНОСА ИОНОВ С ПОМОЩЬЮ СВОБОДНЫХ ТВЕРДЫХ ТЕЛ И ТВЕРДЫЕ ТЕЛА ДЛЯ ОСУЩЕСТВЛЕНИЯ УКАЗАННОГО СПОСОБА | 2017 |
|
RU2728367C2 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2021 |
|
RU2768077C1 |
| Способ сухого ионного полирования внутренней поверхности детали | 2021 |
|
RU2765473C1 |
| WO 2017186992 A1, 02.11.2017. | |||
