Область техники
Изобретение относится к технологии изготовления железобетонных изделий и может быть применено при изготовлении железобетонных стоек, предназначенных, преимущественно для опор воздушных линий электропередачи (ВЛ).
Уровень техники
Известен способ изготовления железобетонной стойки, по которому трубчатую стойку кольцевого сечения (коническую или цилиндрическую) формуют во вращающейся металлической трубчатой опалубке путем центрифугирования армированного бетона на нескольких режимах вращения и тепловой обработки по ГОСТ 22687.0-85 Стойки железобетонные центрифугированные для опор высоковольтных линий электропередачи. Технические условия [https://docs.cntd.ru/document/1200000463].
Трубчатая опалубка (металлоформа), применяемая при осуществлении этого способа, имеет длину, необходимую для формования длинномерных стоек, продольно (аксиально) разделена на две свинчиваемые полуопалубки, а поперечно - на секции, соединенные фланцами https://m-konstruktor.m/metalloformy-dlya-zhbi/metalloformy-dlya-stoek71.
Центрифугирование уплотняет и повышает прочностные показатели бетона в кольцевом сечении изготавливаемой трубчатой стойки.
Длинномерные железобетонные стойки (стойки для опор ВЛ 35-750 кВ имеют длину от 20 до 26,4 метров), формуются в опалубке целиком без разделения на секции. При таком способе изготовления не возникает проблемы непрямолинейности стойки из-за несоосности её секций, которая увеличивает отклонение смонтированной стойки от вертикали и, тем самым, создает дополнительные (по отношению к проектным) изгибающие нагрузки.
Недостаток этого известного способа состоит в том, что изготовленные длинномерные стойки являются негабаритным грузом, для перевозки которого железнодорожным и автомобильным транспортом необходимы специализированные транспортные и погрузочно-разгрузочные средства. Это существенно усложняет и удорожает доставку изготовленных стоек в неповрежденном виде на трассу ремонтируемой или строящейся ВЛ.
Указанный недостаток устраняет выбранный в качестве прототипа способ совместного изготовления двух секций центрифугированной железобетонной стойки, снабженных закладными фланцами, характеризующийся тем, что соединенные между собой закладные фланцы размещают вместе с арматурой (анкерующими стержнями, арматурным каркасом и преднапрягаемой арматурой) и формуют в вышеописанной трубчатой опалубке. Эта технология, а также необходимая для нее конструкция закладных фланцев, не выступающих за наружный контур стойки, раскрыта, например, в описании к патенту RU156119 (опубл. 27.10.2015). В остальном (конструкция опалубки, схемы армирования, режимы центрифугирования и тепловой обработки) технология выбранного прототипа соответствует вышеупомянутому аналогу (ГОСТ 22687.0-85).
Прототип представляет собой способ совместного изготовления секций центрифугированной железобетонной стойки, снабженных закладными фланцами, и характеризуется тем, что соединенные между собой закладные фланцы размещают вместе с арматурой и формуют в трубчатой опалубке, имеющей фланцевое соединение.
Длина секций стоек для опор ВЛ, изготовленных по способу-прототипу, не превышает 14 м. Стойки в разобранном на секции состоянии перевозятся к месту монтажа на стандартном автомобильном транспорте без оформления специальных разрешений, а на железнодорожном транспорте - без использования сцепов платформ.
Недостаток способа-прототипа и проблема, решаемая настоящим изобретением, состоят в следующем.
Расчетная несущая способность и устойчивость секционированной железобетонной стойки к проектным значениям внешних воздействий обеспечиваются при выполнении жестких требований к прямолинейности оси стойки в собранном состоянии и, следовательно, к соосности ее секций. Для выполнения этого условия секции стойки, согласно способу-прототипу, формуют совместно в единой опалубке, в которую помещают соединенные между собой закладные фланцы секций вместе с приваренной к ним арматурой. Для пропуска преднапрягаемых арматурных стержней, жестко не связываемых с закладными фланцами, во фланцах выполнены отверстия. По завершении процесса формования секций арматурные стержни, пропущенные через отверстия в закладных фланцах, перерезают, болты или шпильки, соединяющие закладные фланцы, развинчивают и две секции стойки совместно транспортируют к месту ее сборки.
При сборке стойки из двух секций их соосность и, следовательно, прямолинейность собранной стойки, безусловно обеспечивается при ортогональности закладных фланцев к обшей оси секций стойки. Отклонения от этой ортогональности, практически неизбежные при формовании секций по способу-прототипу (поскольку люфт соединенных закладных фланцев ограничен только гладкой поверхностью внутренней полости вращающейся опалубки), также не нарушают соосность секций, изготовленных по способу прототипу, и прямолинейность стойки, но только при выполнении двух условий - секции собираемой стойки должны быть совместно изготовлены в одной опалубке и при сборке стойки снова совмещены и соединены в том же относительном угловом положении, в котором они были сформованы.
В случае сборки стойки с нарушением этих условий и, как следствие, несоосности секций, собранных в стойку, приходится ее разбирать и собирать повторно с поиском пары совместно изготовленных секций и их исходного углового расположения. Для того, чтобы упростить выполнение этих условий, оба фланца совместно изготовленных секций стойки маркируют одним заводским номером, наносят на секции риски (метки) их углового расположения или, что более удобно, закладные фланцы оснащают радиальными пластинами (на одном фланце) и ответными прорезями (на другом фланце), делающими возможным их совмещение только в единственном угловом положении [RU174511 опубл. 18.10.2017].
С учетом вышеизложенного в нормативных и заводских документах, касающихся сборки секционированных железобетонных стоек, изготовленных по способу-прототипу, содержатся пункты, запрещающие собирать в одной стойке секции, не произведенные совместно в одной опалубке [п. 3.1.13 в СТО 56947007-29.120.90.247-2017. Стандарт организации ПАО «ФСК ЕЭС», п. 4.2.1 в СТО 34.01-2.2-038.1-2022. Стандарт организации ПАО «Россети»].
Отсутствие взаимозаменяемости однотипных секций усложняет сборку стоек при строительстве и ремонте ВЛ. В случаях выявленного отклонения собранных секционированных стоек от вертикали (из-за непреднамеренного нарушения вышеупомянутого запрета) приходится выпрямлять стойку, устанавливая индивидуальные подкладки переменного профиля между фланцами собранных секций. [Бондарева Е.О. «Индивидуальный подход к проек-тированию железобетонных секционированных опор В Л 35-500 кВ», стр. 6. Доступ по ссылке https://eepir.ru/wp-content/uploads/2023/02/Bondareva-E.O.-Individualnvi-podhod-k-proektirovaniju-zhelezobetonnyh-sekcionirovannyh-opor-VL35-500-kV.pdf]. При ремонте стойки - в случае повреждения одной из секций стойки, неповрежденную секцию также приходится заменять.
Раскрытие изобретения
Технический результат изобретения, проявляющийся при использовании секций железобетонной стойки - универсальная соосность всех разнотипных (верхних и нижних) и взаимозаменяемость всех однотипных секций железобетонной стойки, изготовленных по заявляемому способу. Следствием этого является упрощение и ускорение процесса сборки секционированной стойки, исключение вышеописанных ошибок монтажа.
Техническим результатом, достигаемым в отношении железобетонной стойки, собранной из секций, изготовленных по заявляемому способу, является, кроме ускорения и упрощения процесса сборки стойки, возможность использования неповрежденной секции стойки при повреждении ее другой секции.
Предметом изобретения является способ совместного изготовления секций центрифугированной железобетонной стойки, снабженных закладными фланцами, включающий размещение соединенных между собой закладных фланцев вместе с арматурой и формование в трубчатой опалубке, имеющей фланцевое соединение, отличающийся тем, что трубчатую опалубку выполняют из верхней и нижней полуопалубок, при этом в нижнюю полуопалубку укладывают закладные фланцы вместе с соответствующими арматурными каркасами секций стойки и соединяют между собой крепежными элементами, пропускают преднапрягаемые арматурные стержни через отверстия в закладных фланцах, закрепляют в оголовках опалубки, затем в нижнюю полуопалубку заливают бетонную смесь, устанавливают и закрепляют верхнюю полуопалубку с формированием секционной трубчатой опалубки, далее осуществляют натяжение преднапрягаемой арматуры, центрифугирование и термообработку бетонной смеси, затем трубчатую опалубку разбирают на полуопалубки, перерезают преднапрягаемые арматурные стержни между внутренним и внешним кольцами каждого закладного фланца, отсоединяют друг от друга закладные фланцы и выгружают из нижней полуопалубки две отформованные секции центрифугированной железобетонной стойки, при этом фланцевое соединение трубчатой опалубки и соединение закладных фланцев снабжают жесткими прокладками, которые выполняют с возможностью пазогребневого сопряжения и располагают в одной плоскости.
Способ имеет развития, которые состоят в том, что жесткие прокладки выполняют с возможностью формирования паза во фланцевом соединении опалубки и гребня, выступающего из соединения закладных фланцев или с возможностью формирования паза между соединенными закладными фланцами и гребня, выступающего из фланцевого соединения трубчатой опалубки.
Еще одно развитие способа состоит в том, что жесткую прокладку фланцевого соединения трубчатой опалубки выполняют из двух отдельных частей.
Осуществление изобретения с учетом его развитий
Осуществление изобретения иллюстрируется фигурами 1-7, на которых показаны:
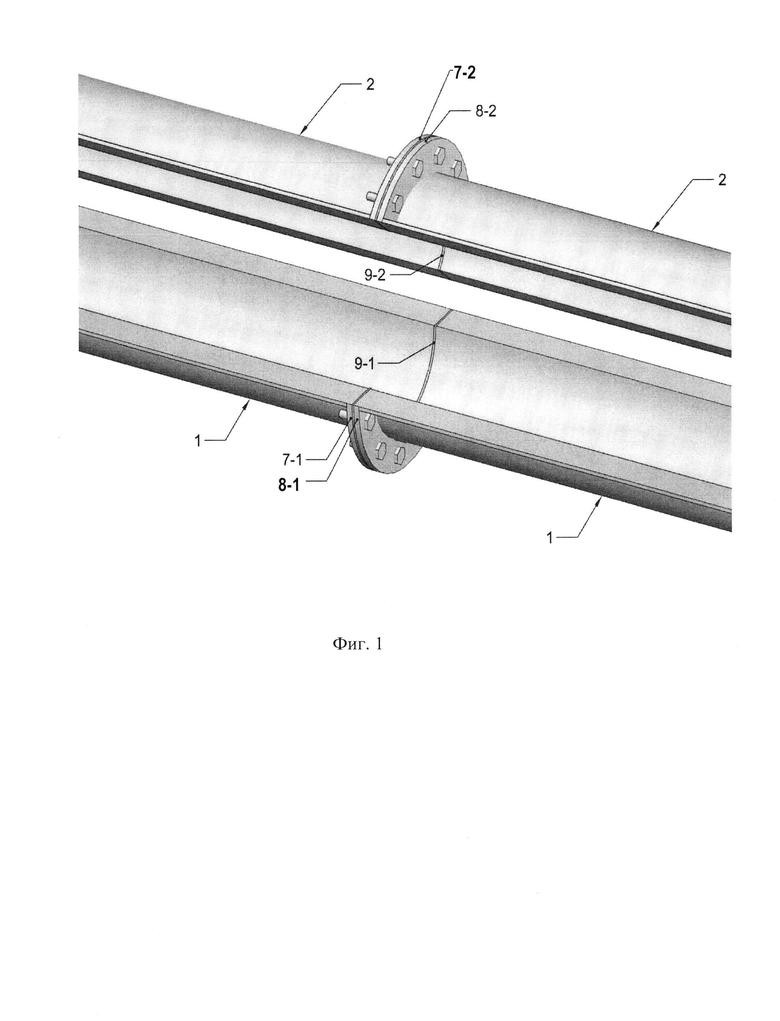
Фиг. 1 - трубчатая опалубка, разобранная на полуопалубки;
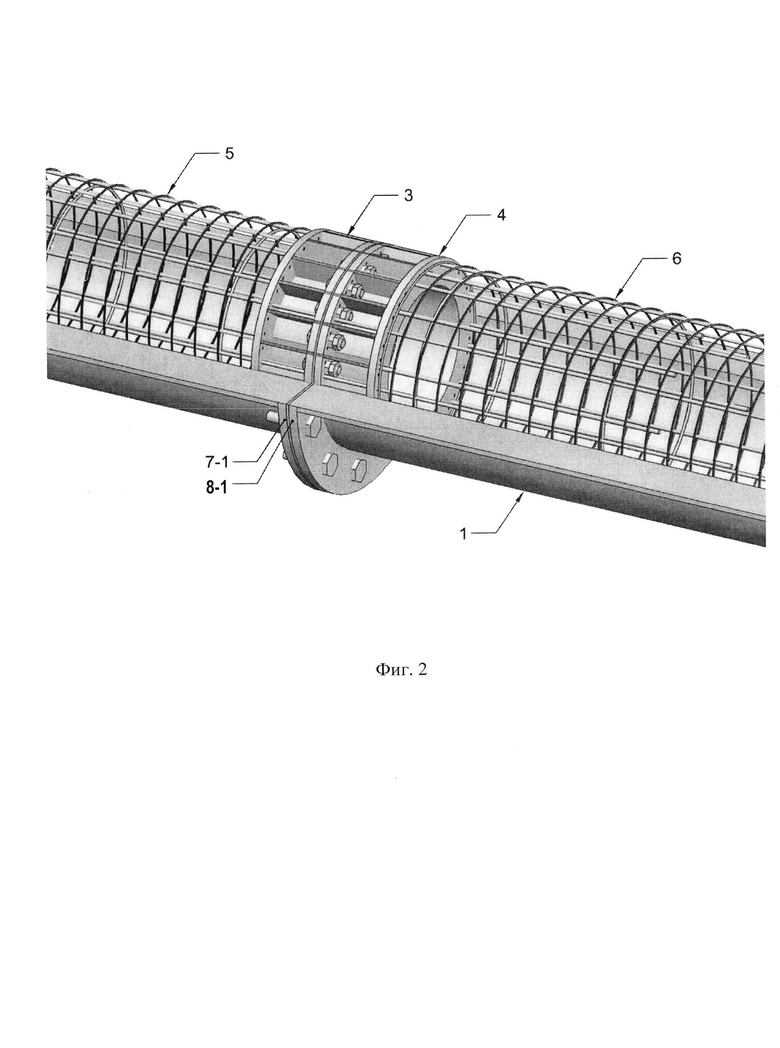
Фиг. 2 - закладные фланцы секций железобетонной стойки, соединенные между собой крепежными элементами и размещенные вместе с арматурой в нижней полуопалубке;
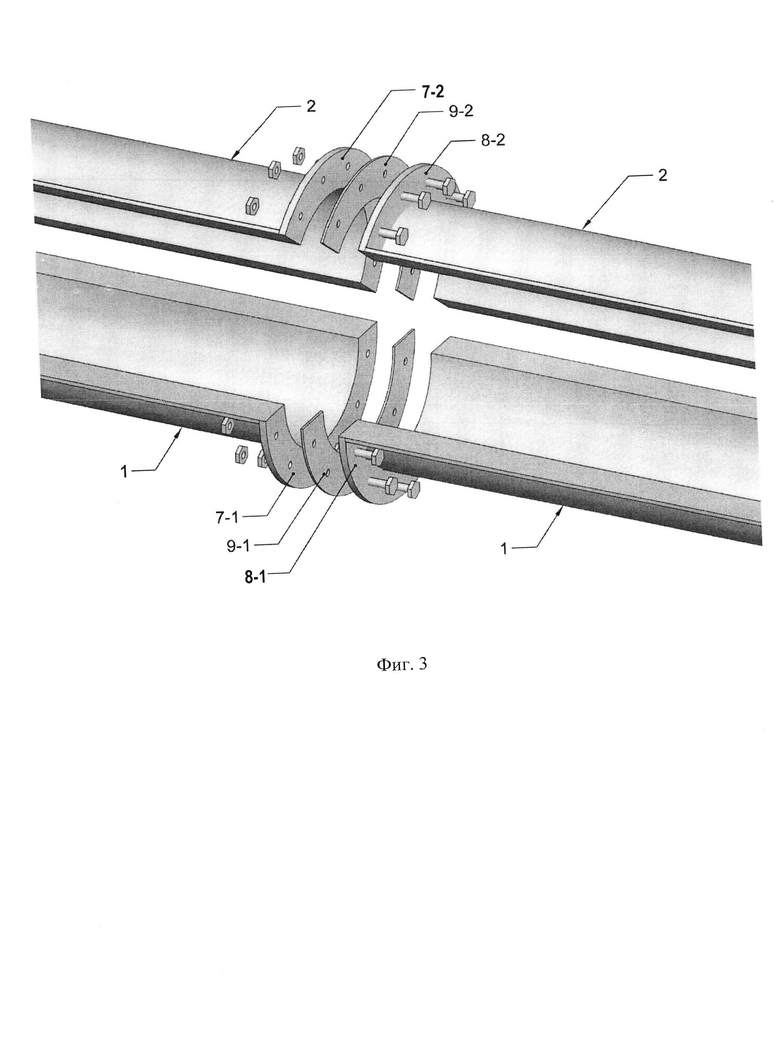
Фиг. 3 - фланцевое соединение секционированной трубчатой опалубки с установкой между фланцами жесткой прокладки из двух отдельных частей;
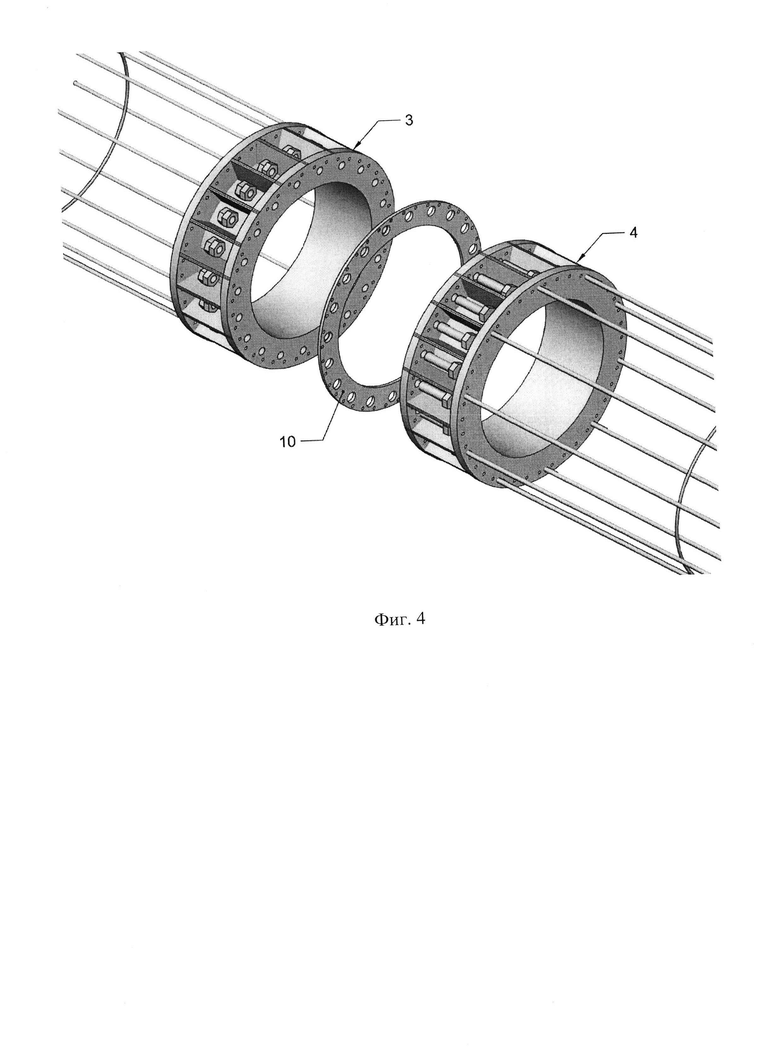
Фиг. 4 - соединение закладных фланцев между собой с установкой жесткой прокладки между ними;
Фиг. 5-7 - три примера выполнения жестких прокладок, взаимно сопрягаемой конфигурации.
В трубчатой опалубке, разбираемой в продольном направлении на полуопалубки 1 и 2 (фиг. 1), совместно изготавливают (формуют) две секции железобетонной стойки.
В нижнюю полуопалубку 1 укладывают закладные фланцы 3 и 4 вместе с соответствующими арматурными каркасами 5 и 6 секций стойки (фиг. 2). Конструкция фланцев 3 и 4 описана в патенте RU156119. Между собой фланцы 3 и 4 соединяют крепежными элементами (болтами или шпильками). Преднапрягаемые арматурные стрежни формуемых секций железобетонной стойки, закрепляемые в оголовках опалубки (на натяжном механизме), пропускают через отверстия во фланцах 3, 4, выполненные под эти стержни.
Затем в нижнюю полуопалубку 1 заливают требуемую порцию бетонной смеси и после установки и закрепления верхней полуопалубки 2 запускают процесс формования, включающий натяжение преднапрягаемой арматуры, центрифугирование и термообработку бетонной смеси.
По завершении этого процесса опалубку снова разбирают на полуопалубки 1 и 2, перерезают преднапрягаемые арматурные стержни (между внутренним и внешним кольцами каждого фланца 3 и 4), отвинчивают крепежные элементы, соединяющие фланцы 3, 4, и выгружают из нижней полуопалубки две отформованные секции, каждая из которых снабжена закладным фланцем для сборки в железобетонную стойку.
В вышеописанной части заявляемый способ совпадает с выбранным прототипом - способом совместного изготовления двух секций железобетонной стойки в опалубке, собираемой из полуопалубок 1, 2. При этом для заявляемого способа существенным является то, что собранные вместе полуопалубки 1 и 2 образуют секционированную трубчатую опалубку, имеющую хотя бы одно фланцевое соединение их фланцев 7 и 8. Фланец 7 одной секции опалубки сформирован из полу фланцев 7-1 и 7-2, а соединяемый с ним фланец 8 другой секции - из полу фланцев 8-1 и 8-2 (фиг. 1).
Для осуществления заявляемого способа трубчатую опалубку, разобранную на две полуопалубки 1 и 2, (в таком виде опалубка оказывается после распалубки и выемки из нее очередной пары изготовленных железобетонных секций) модифицируют следующим образом.
Между фланцами 7, 8 опалубки, которые, как упоминалось выше, формируются при соединении полу опалубок 1 и 2, устанавливают жесткую прокладку 9 (фиг. 3). Поскольку в процессе использования трубчатая опалубка периодически разбирается на две полу опалубки 1 и 2, прокладку 9 также выполняют разделенной на две части - в виде полуколец 9-1 и 9-2 (в полуопалубках 1 и 2 соответственно), в которых выполнены отверстия под крепежные элементы, стягивающие фланцы 7 и 8.
После того, как фланцы 7 и 8 вместе с полукольцами 9-1 и 9-2, соединены крепежными элементами, модификация известной опалубки, необходимая для осуществления заявляемого способа, закончена и модифицированная трубчатая опалубка готова к многократному использованию для изготовления секций железобетонных стоек по заявляемому способу, осуществление которого продолжают следующим образом.
Закладные фланцы 3 и 4 каждой пары изготавливаемых секций железобетонной стойки соединяют между собой с предварительной установкой жесткой прокладки 10, в которой выполнены отверстия под крепежные элементы этого фланцевого соединения (а также другие отверстия для пропуска преднапрягаемых арматурных стержней), Прокладка 10 может быть выполнена в виде единой кольцевой детали (фиг. 4). Чтобы обеспечить ортогональность соединенных фланцев 3 и 4 относительно центральной оси трубчатой опалубки (и, соответственно, центральной оси изготавливаемых в опалубке секций) их положение в опалубке фиксируют, путем пазогребневого сопряжения двух фланцевых соединений: соединения фланцев 3, 4 секций стойки и соединения фланцев 7 и 8 секций опалубки.
Для этого прокладки 9 и 10 выполняют такой формы, чтобы при соответствующем размещении соединенных фланцев 3 и 4 в трубчатой опалубке (закладные фланцы 3, 4 размещают в опалубке, так, чтобы прокладка 10, установленная между ними, располагалась в одной плоскости с прокладкой 9, установленной между фланцами 7 и 8 опалубки), формировалась, по меньшей мере, одна сопрягаемая пара паз-гребень.
По завершении формования очередных двух секций прокладка 10, освобожденная после обрезки преднапрягаемых арматурных стержней и снятия крепежных элементов, стягивающих фланцы 3 и 4, может быть использована повторно.
Выполнение прокладок 9 и 10 иллюстрируется тремя примерами.
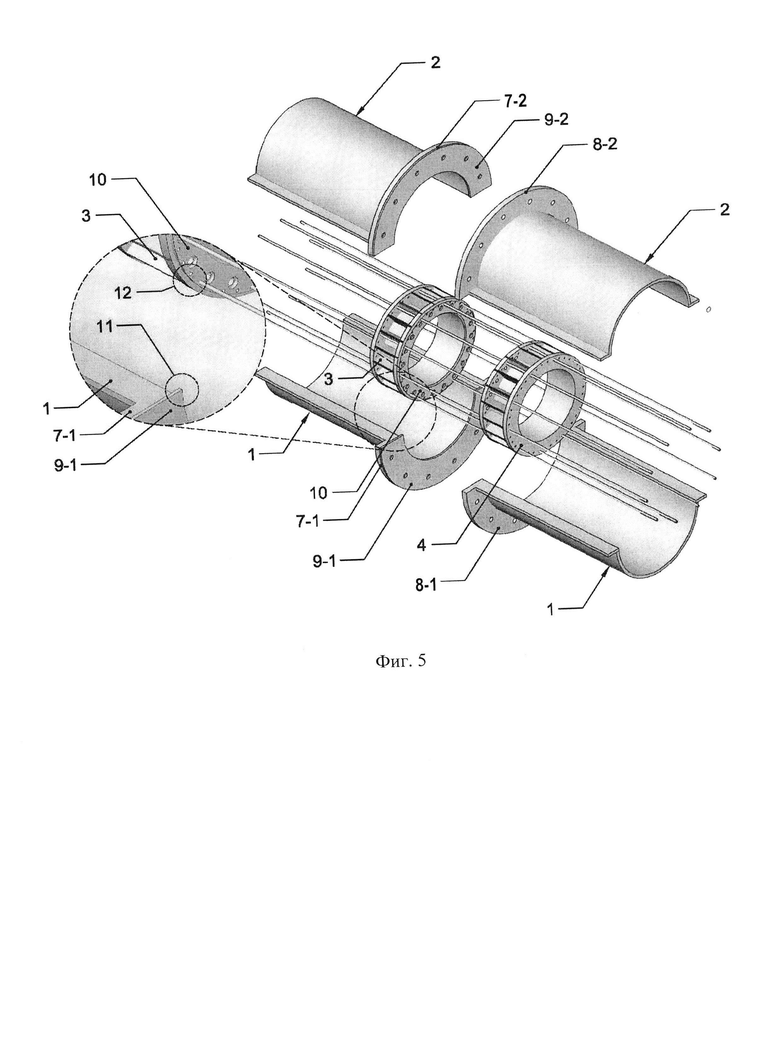
Первый пример (фиг. 5)
Полукольца 9-1 и 9-2 выполняют так, что внутренний диаметр образуемого ими кольцевой прокладки 9, меньше, чем внутренний диаметр трубчатой опалубки. В результате в полость модифицированной опалубки выступает кольцевой гребень 11, образованный внутренними краями полуколец 9-1 и 9-2.
Прокладку 10 выполняют с внешним диаметром меньшим внешнего диаметра первых фланцев 3, 4 (внутренний диаметр прокладки 10 во всех случаях равен внутреннему диаметру фланцев 3, 4). В результате после соединения фланцев 3, 4 между ними образуется паз 12 по внешней окружности прокладки 10.
Соединенные фланцы 3 и 4 (с прокладкой 10 между ними) опускают в нижнюю полуопалубку 1 так, чтобы образованный нижним полукольцом 9-1 гребень модернизированной опалубки плотно входил в кольцевой паз 12 между фланцами 3 и 4. Таким путем формируется нижняя часть пазогребневого сопряжения фланцев 3, 4 с фланцами 7, 8. Затем, устанавливая полуопалубку 2, аналогично формируют верхнюю часть пазогребневого сопряжения.
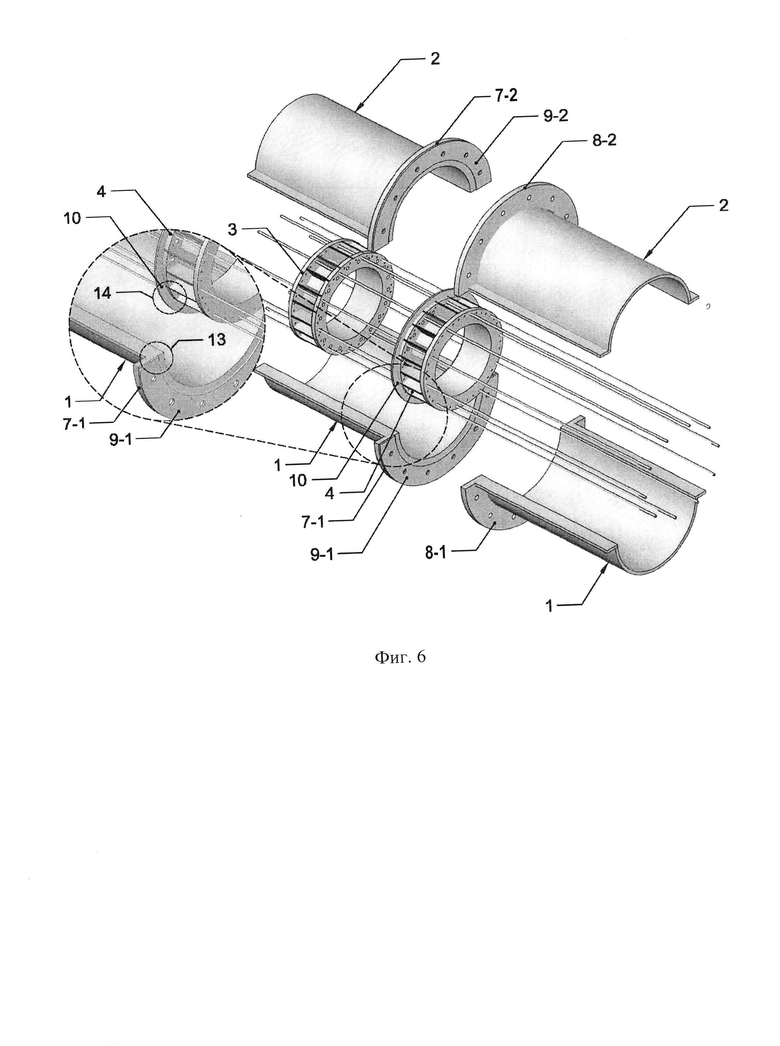
Второй пример (фиг. 6)
При модификации опалубки полукольца 9-1 и 9-2 выполняют так, чтобы внутренний диаметр образуемого ими кольца, был больше, чем внутренний диаметр собранной трубчатой опалубки. В результате во внутренней полости модифицированной таким образом опалубки формируется кольцевой паз 13 между фланцами 7 и 8.
Кольцевую прокладку 10 выполняют с внешним диаметром большим, чем внешний диаметр фланцев 3, 4. В результате после соединения фланцев 3, 4 (вместе с кольцевой прокладкой 10 между ними) образуется гребень 14 по внешней окружности прокладки 10. При соответствующем размещении соединения фланцев 3 и 4 прокладки 9 и 10 располагаются в одной плоскости и формируется пазогребневое сопряжение двух фланцевых соединений.
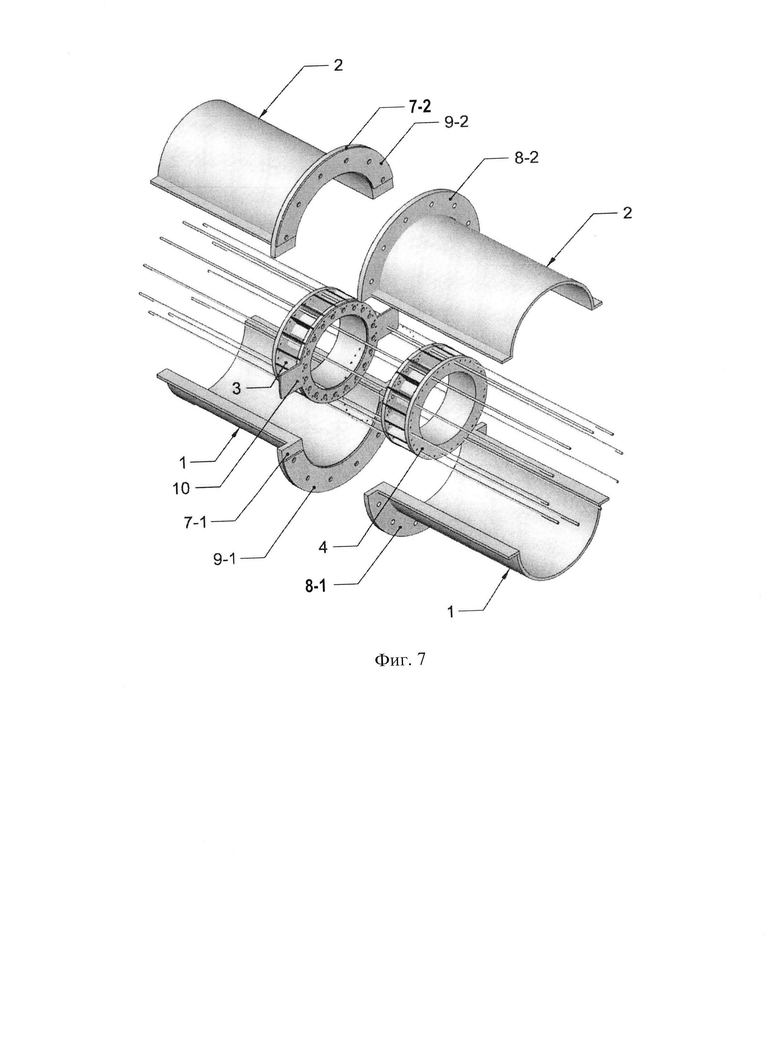
Третий пример (фиг. 7)
При модификации опалубки полукольца прокладки 9 выполнены короче полуокружности, так, что между соединенными фланцами 7 и 8 образуется два диаметрально противоположных паза.
Кольцевую прокладку 10 выполняют с диаметрально противоположными внешними выступами, соответствующими пазам, образованным между фланцами 7 и 8.
При опускании соединенных фланцев 3 и 4 в нижнюю полуопалубку 1 и последующей установке полуопалубки 2 выступы прокладки 10 плотно входят в соответствующие пазы между фланцами 7 и 8 в качестве гребней пазогребневого сопряжения.
Во всех вышеописанных примерах прокладка 10 и оба скрепленных с ней фланца 3, 4 жестко фиксируются в положении, ортогональном оси металлической трубчатой опалубки, и, следовательно, общей оси изготавливаемых в опалубке железобетонных секций.
Приведенными примерами не исчерпываются все конфигурации прокладок 9 и 10, обеспечивающие пазогребневое сопряжение и соответствующие настоящему изобретению.
Как следует из вышеизложенного, в результате того, что соединение фланцев 3, 4 снабжают жесткой прокладкой 10, а соединение фланцев 7, 8 - жесткой прокладкой 9 с отверстиями под крепежные элементы соответствующего фланцевого соединения, а также того, что прокладки 9 и 10 выполняют с возможностью пазогребневого сопряжения и располагают в одной плоскости, закладные фланцы 3 и 4 жестко фиксируются на фланцах 7, 8 трубчатой опалубки в положении ортогональном к ее оси, а следовательно, и к общей оси формуемых в ней железобетонных секций.
Жесткая фиксация фланцев 3 и 4 во вращающейся опалубке обеспечивает взаимозаменяемость всех однотипных и универсальную соосность всех разнотипных (верхних и нижних) секций стойки, изготовленных по заявляемому способу, что позволяет отказаться от запрета на сборку железобетонной стойки из секций, не сформованных совместно в одной опалубке, который является необходимым условием использования для секций, изготовленных по способу-прототипу. В результате соответственно ускоряется и упрощается сборка стоек из секций, изготовленных по заявленному способу.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УСКОРЕННОГО ВОЗВЕДЕНИЯ ЗДАНИЯ МЕТОДОМ ОТВЕРТОЧНОЙ СБОРКИ И ЗДАНИЕ ИЗ ФАСАДНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ И МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2016 |
|
RU2633602C1 |
| СПОСОБ СООРУЖЕНИЯ ОПОРЫ МОСТА В ВОДНОЙ АКВАТОРИИ | 2023 |
|
RU2809049C1 |
| ЖЕЛЕЗОБЕТОННАЯ СТОЙКА ОПОРЫ | 2015 |
|
RU2604360C2 |
| Способ снижения потерь электроэнергии в двухтрансформаторной системе электропитания | 2024 |
|
RU2832717C1 |
| СПОСОБ ЦИКЛИЧНОЙ ПРОДОЛЬНОЙ НАДВИЖКИ НЕРАЗРЕЗНОГО ЖЕЛЕЗОБЕТОННОГО ПРОЛЕТНОГО СТРОЕНИЯ МОСТА | 2004 |
|
RU2242559C1 |
| НЕСЪЕМНАЯ ОПАЛУБКА, СПОСОБ ЕЕ СБОРКИ И СПОСОБ ВОЗВЕДЕНИЯ МОНОЛИТНЫХ СТЕН И СООРУЖЕНИЙ В НЕСЪЕМНОЙ ОПАЛУБКЕ | 2003 |
|
RU2248433C1 |
| Каркасная универсальная полносборная архитектурно-строительная система | 2016 |
|
RU2634139C1 |
| Способ переброски большепролетных трубопроводов доставки пароводяной смеси над каньоном, расположенным в сейсмоактивной зоне | 2023 |
|
RU2815705C1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| Способ изготовления основания гравитационного типа (ОГТ) на специализированной производственной площадке | 2022 |
|
RU2771197C1 |
Изобретение относится к технологии изготовления железобетонных изделий и может быть применено при изготовлении железобетонных стоек, предназначенных преимущественно для опор воздушных линий электропередачи (ВЛ). Способ совместного изготовления секций центрифугированной железобетонной стойки, снабженных закладными фланцами, включает размещение соединенных между собой закладных фланцев вместе с арматурой и формование в трубчатой опалубке, имеющей фланцевое соединение. При этом трубчатую опалубку выполняют из верхней и нижней полуопалубок. В нижнюю полуопалубку укладывают закладные фланцы вместе с соответствующими арматурными каркасами секций стойки и соединяют между собой крепежными элементами. Пропускают преднапрягаемые арматурные стержни через отверстия в закладных фланцах. Закрепляют в оголовках опалубки. Затем в нижнюю полуопалубку заливают бетонную смесь. Устанавливают и закрепляют верхнюю полуопалубку с формированием секционной трубчатой опалубки. Далее осуществляют натяжение преднапрягаемой арматуры, центрифугирование и термообработку бетонной смеси. Затем трубчатую опалубку разбирают на полуопалубки. Перерезают преднапрягаемые арматурные стержни между внутренним и внешним кольцами каждого закладного фланца. Отсоединяют друг от друга закладные фланцы и выгружают из нижней полуопалубки две отформованные секции центрифугированной железобетонной стойки. При этом фланцевое соединение трубчатой опалубки и соединение закладных фланцев снабжают жесткими прокладками, которые выполняют с возможностью пазогребневого сопряжения и располагают в одной плоскости. Техническим результатом является универсальная соосность всех разнотипных (верхних и нижних) и взаимозаменяемость всех однотипных секций железобетонной стойки, изготовленных по заявляемому способу, что позволяет обеспечить соответствующее упрощение и ускорение сборки стоек. 3 з.п. ф-лы, 7 ил.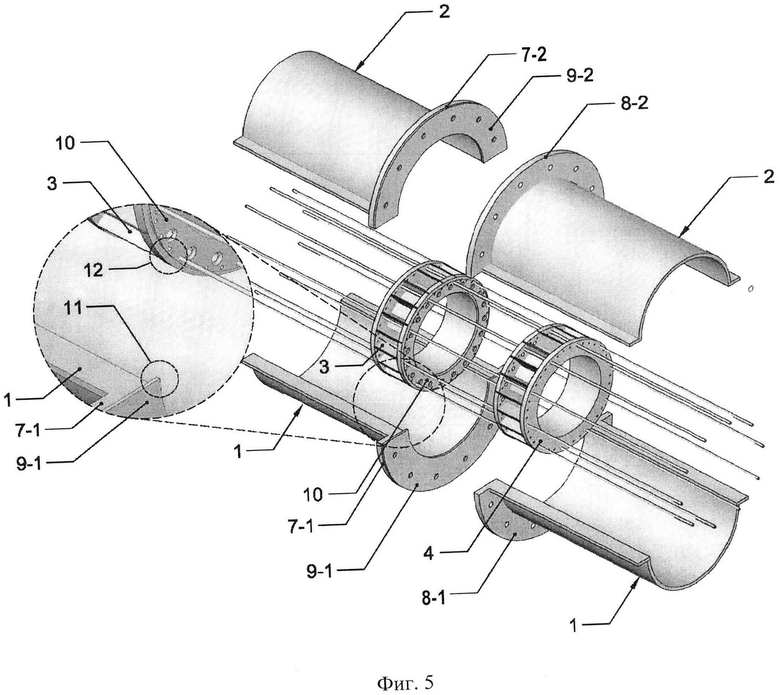
1. Способ совместного изготовления секций центрифугированной железобетонной стойки, снабженных закладными фланцами, включающий размещение соединенных между собой закладных фланцев вместе с арматурой и формование в трубчатой опалубке, имеющей фланцевое соединение, отличающийся тем, что трубчатую опалубку выполняют из верхней и нижней полуопалубок, при этом в нижнюю полуопалубку укладывают закладные фланцы вместе с соответствующими арматурными каркасами секций стойки и соединяют между собой крепежными элементами, пропускают преднапрягаемые арматурные стержни через отверстия в закладных фланцах, закрепляют в оголовках опалубки, затем в нижнюю полуопалубку заливают бетонную смесь, устанавливают и закрепляют верхнюю полуопалубку с формированием секционной трубчатой опалубки, далее осуществляют натяжение преднапрягаемой арматуры, центрифугирование и термообработку бетонной смеси, затем трубчатую опалубку разбирают на полуопалубки, перерезают преднапрягаемые арматурные стержни между внутренним и внешним кольцами каждого закладного фланца, отсоединяют друг от друга закладные фланцы и выгружают из нижней полуопалубки две отформованные секции центрифугированной железобетонной стойки, при этом фланцевое соединение трубчатой опалубки и соединение закладных фланцев снабжают жесткими прокладками, которые выполняют с возможностью пазогребневого сопряжения и располагают в одной плоскости.
2. Способ по п. 1, в котором жесткие прокладки выполняют с возможностью формирования паза во фланцевом соединении трубчатой опалубки и гребня, выступающего из соединения закладных фланцев.
3. Способ по п. 1, в котором жесткие прокладки выполняют с возможностью формирования паза между соединенными закладными фланцами и гребня, выступающего из фланцевого соединения трубчатой опалубки.
4. Способ по пп. 1, 2, или 3, в котором жесткую прокладку фланцевого соединения трубчатой опалубки выполняют из двух отдельных частей.
| Способ изготовления труб из стеклопласта | 1961 |
|
SU151238A1 |
| 0 |
|
SU156119A1 | |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБОБЕТОННЫХ ЭЛЕМЕНТОВ СТАЛЬНОЙ ДВУХВЕТВЕВОЙ КОЛОННЫ | 2011 |
|
RU2477773C1 |
| СТОЙКА ОПОРЫ | 2014 |
|
RU2574430C1 |
| Сложная горизонтальная антенна | 1929 |
|
SU27641A1 |
| Способ изготовления немагнитных изделий из никелемарганцовистого чугуна | 1929 |
|
SU22687A1 |
| Конструкция и размеры. | |||
