Изобретение касается способа перепрофилирования по меньшей мере одного остряка стрелочного перевода, уложенного в рельсовый путь.
Проложенные в пути рельсы естественным образом испытывают износ, который вызывается в основном действующими между рельсами и колесами движущихся по ним единиц подвижного состава контактными силами. Возникающие при этом нежелательные изменения поперечного сечения рельсов для продления срока службы регулярно или в конкретных случаях подвергаются какому-либо способу перепрофилирования. При этом перепрофилирование осуществляется преимущественно способами обработки резанием, такой как шлифование, строгание или фрезерование, причем эти способы обработки либо выполняются на демонтированных рельсах, либо могут осуществляться посредством рельсовых машин для обработки в проложенном пути.
В этой связи в публикации EP 1820902 A1, принадлежащей настоящему заявителю, предлагался способ фрезерования головок путевых рельсов, проложенных в балластной постели, посредством передвижного устройства для фрезерования. Это фрезерное устройство включает в себя приводимую во вращение фрезерную резцовую головку, которая установлена в ходовой части, содержащей привод этой фрезерной головки. Эта фрезерная головка направляется по высоте или стороне с помощью направляющих средств по подлежащей обработке головке рельса, при этом фрезерная головка имеет несколько расположенных друг за другом в окружном направлении фрезерной головки наборов лезвий резцовой головки. Каждый набор лезвий воспроизводит подлежащий обработке профиль головки рельса в приблизительно круглых отдельных дугах разных радиусов. При обработке отдельных частей рельсов, в частности, обладающих возможностью смещения относительно неподвижно проложенных рельсов, таких как, например, остряки стрелок, остряки прикладывались к соответствующему рельсу, если смотреть в поперечном направлении, при необходимости приподнимались путем подкладывания подложки под остряк и после этого подвергались перепрофилированию вместе с рельсом. Либо должен был приподниматься, соответственно, подниматься остряк, либо весь остряковый рельс не мог обрабатываться без повреждения рамного рельса.
Один из способов перепрофилирования рельса известен, например, из WO 02/06587 A1. В ней раскрыта направляемая по рельсовому пути машина для обработки, с помощью которой поверхность катания рельса, которая включает в себя по существу ходовую поверхность и рабочую грань, посредством фрезерования по периметру и в необходимом случае посредством процесса шлифования снова подводится или приближается к номинальному профилю. С помощью такого способа и такой машины для обработки может в короткое время рациональным образом восстанавливаться номинальный профиль рельсов, но их применение, однако, было возможно только на сплошных участках рельсового пути, в то время как на участках рельсового пути, имеющих прерывания рельсов, как, например, в области стрелочных переводов или пересечений, перепрофилирование часто осуществляется с помощью ручных обрабатывающих инструментов или специальных устройств меньшего размера, из-за чего перепрофилирование рельсовых путей в области стрелочных переводов или пересечений в связи с высокой долей ручного труда по прежнему приводит к долгим периодам закрытия и поэтому долго продолжающимся задержкам рельсового движения при соответственно высоких косвенных затратах.
Задачей настоящего изобретения является преодоление недостатков уровня техники и предоставление способа перепрофилирования по меньшей мере одного остряка, при котором это выполняется проще и можно избегать повреждений соответственно взаимодействующего с ним рамного рельса.
Эта задача решается с помощью способа по пунктам формулы изобретения.
Этот способ служит для перепрофилирования (репрофилирования) по меньшей мере одного остряка стрелочного перевода, уложенного в рельсовом пути, посредством закрепленного на машине для обработки с возможностью перестановки относительно нее первого обрабатывающего агрегата, имеющего первый обрабатывающий инструмент. Для выполнения способа должны выполняться или предусматриваться по меньшей мере следующие этапы способа:
- въезд машины для обработки на рельсовый путь по его проложенным рельсам до области за пределами подлежащего перепрофилированию стрелочного перевода;
- расположение на расстоянии соответствующего подлежащего перепрофилированию остряка от соответствующего взаимодействующего с остряком рамного рельса указанных рельсов в поперечном направлении относительно определяемой рельсовым путем оси пути и образование при этом распространяющегося в направлении оси пути зазора между рамным рельсом и соответствующим подлежащим перепрофилированию остряком;
- перевод машины для обработки ее по меньшей мере одним первым обрабатывающим инструментом к соответствующему подлежащему перепрофилированию остряку;
- перестановка и перевод по меньшей мере одного закрепленного на машине для обработки упора внутрь образовавшегося зазора между рамным рельсом и соответствующим подлежащим перепрофилированию остряком;
- выполнение первого обрабатывающего этапа обработки профиля путем перепрофилирования на соответствующем подлежащем перепрофилированию остряке, на котором указанный по меньшей мере один первый обрабатывающий агрегат направляется своим первым обрабатывающим инструментом вдоль по соответствующему подлежащему перепрофилированию остряку, и
- прижатие соответствующего подлежащего перепрофилированию остряка во время обработки профиля посредством указанного по меньшей мере одного первого обрабатывающего инструмента к упору и опирание соответствующего подлежащего перепрофилированию остряка в поперечном направлении относительно оси пути на упор.
У выбранных здесь этапов способа предпочтительно, что благодаря наличию указанного по меньшей мере одного упора, который между подлежащим обработке остряком и соответствующим отдельным участком рельса, а именно, рамного рельса, достигается поперечная стабилизация остряка для обработки профиля. При этом по меньшей мере одним упором на машину для обработки передаются обрабатывающие силы, создаваемые обрабатывающим инструментом при обработке профиля. Так надежно избегают непосредственного прилегания или опирания соответствующего остряка на взаимодействующий с ним рамный рельс. Также благодаря расположению на расстоянии и связанному с этим образованию зазора предотвращается непреднамеренная совместная обработка или повреждение рамного рельса обрабатывающим инструментом, выполняющим обработку профиля на остряке.
Предпочтителен также вариант способа, при котором указанный по меньшей мере один упор во время обработки профиля на соответствующем подлежащем перепрофилированию остряке тоже направляется вдоль по соответствующему подлежащему перепрофилированию остряку. Тем самым может достигаться надежное и постоянное по продольной протяженности боковое опирание остряка на упомянутый по меньшей мере один упор.
Также предпочтителен прием, при котором соответствующий подлежащий перепрофилированию остряк во время обработки профиля опирается на по меньшей мере одну находящуюся под ним шпалу – при необходимости при промежуточном использовании плиты подушки остряка –, налегая на указанную по меньшей мере одну шпалу. Тем самым может обеспечиваться более надежный перенос нагрузки обрабатывающей силы во время обработки профиля.
Другой предпочтительный прием отличается тем, что непосредственно вслед за первым обрабатывающим этапом посредством первого обрабатывающего агрегата и его первого обрабатывающего инструмента на соответствующем подлежащем перепрофилированию остряке выполняется другой (следующий) обрабатывающий этап посредством другого обрабатывающего агрегата его другим обрабатывающим инструментом. Так после большего съема материала, такого как, например, процесс фрезерования, может выполняться точная обработка для улучшения или повышения качества поверхности.
Предпочтителен также один из вариантов способа, при котором обработка профиля на соответствующем подлежащем перепрофилированию остряке выполняется во время обрабатывающего движения машины для обработки. При этом соответствующий обрабатывающий агрегат во время обрабатывающего движения (движение с целью обработки) движется совместно с машиной для обработки в направлении продольной протяженности рельсового пути. При этом еще может дополнительно выполняться ориентирование обрабатывающего агрегата по высоте и/или поперек.
Другой прием отличается тем, что обработка профиля на соответствующем подлежащем перепрофилированию остряке выполняется при стационарном расположении машины для обработки и относительном смещении обрабатывающего агрегата вместе с его обрабатывающим инструментом относительно машины для обработки. При этом соответствующий обрабатывающий агрегат посредством собственных перестановочных систем при стационарном неподвижном состоянии машины для обработки, направляясь по подлежащему перепрофилированию остряку, может переставляться относительно него. Так может обеспечиваться еще более точное и более равномерное следящее ведение (направление) обрабатывающего инструмента по подлежащему обработке остряку.
Также предпочтителен прием, при котором перед началом обрабатывающих этапов обработки профиля на соответствующем подлежащем перепрофилированию остряке сначала перепрофилируются образующие рельсовый путь рельсы, в частности перепрофилируются их поверхности катания. При перепрофилировании осуществляется требуемый съем изношенного и/или поврежденного дефектного материала рельсов при взаимном согласовании рамного рельса и острякового рельса относительно друг друга в направлении высоты. Может также потребоваться больше обрабатывать остряковый рельс или рамный рельс в вертикальном направлении.
Другой прием отличается тем, что образующие рельсовый путь рельсы перепрофилируются за пределами стрелочного перевода.
Предпочтителен также один из вариантов способа, при котором по меньшей мере отдельные участки рельсов перепрофилируются в пределах стрелочного перевода, в частности рамный рельс, промежуточный рельс, крестовина с усовиком и при необходимости острие крестовины.
Другой предпочтительный прием отличается тем, что перепрофилирование рельсов и также перепрофилирование соответствующего подлежащего перепрофилированию остряка выполняется соответственно с помощью одних и тех же обрабатывающих агрегатов. Тем самым могут снижаться издержки машинной техники. Но также и размер машины для обработки может получаться меньше и поэтому дешевле.
Предпочтителен также один из вариантов способа, при котором для выполнения перепрофилирования соответствующего подлежащего перепрофилированию остряка обрабатывающий агрегат или обрабатывающие агрегаты смещаются от соответствующего рельса к соответствующему подлежащему перепрофилированию остряку. Это может выполняться посредством собственных направляющих и/или перестановочных систем. Соответствующее ориентирование для обработки профиля может осуществляться посредством тактильных сенсоров, чтобы можно было достигать правильного перепрофилирования.
Другой прием отличается тем, что перепрофилирование соответствующего подлежащего перепрофилированию остряка и перепрофилирование рельсов выполняется посредством обрабатывающих инструментов, выполненных отлично друг от друга по их рабочему профилю. Так, например, посредством смены инструмента каждый обрабатывающий агрегат может оснащаться предопределенным для этого обрабатывающим инструментом.
Также предпочтителен прием, при котором перепрофилирование соответствующего подлежащего перепрофилированию остряка и перепрофилирование рельсов выполняется соответственно посредством независимых друг от друга, собственно для этого предусмотренных обрабатывающих агрегатов. При этом можно обходиться без смены инструмента, чаще всего требующейся в иных случаях, и при этом может снижаться общая продолжительность обработки.
Для лучшего понимания изобретения оно поясняется подробнее с помощью последующих фигур.
Показано, соответственно в сильно упрощенном схематичном изображении:
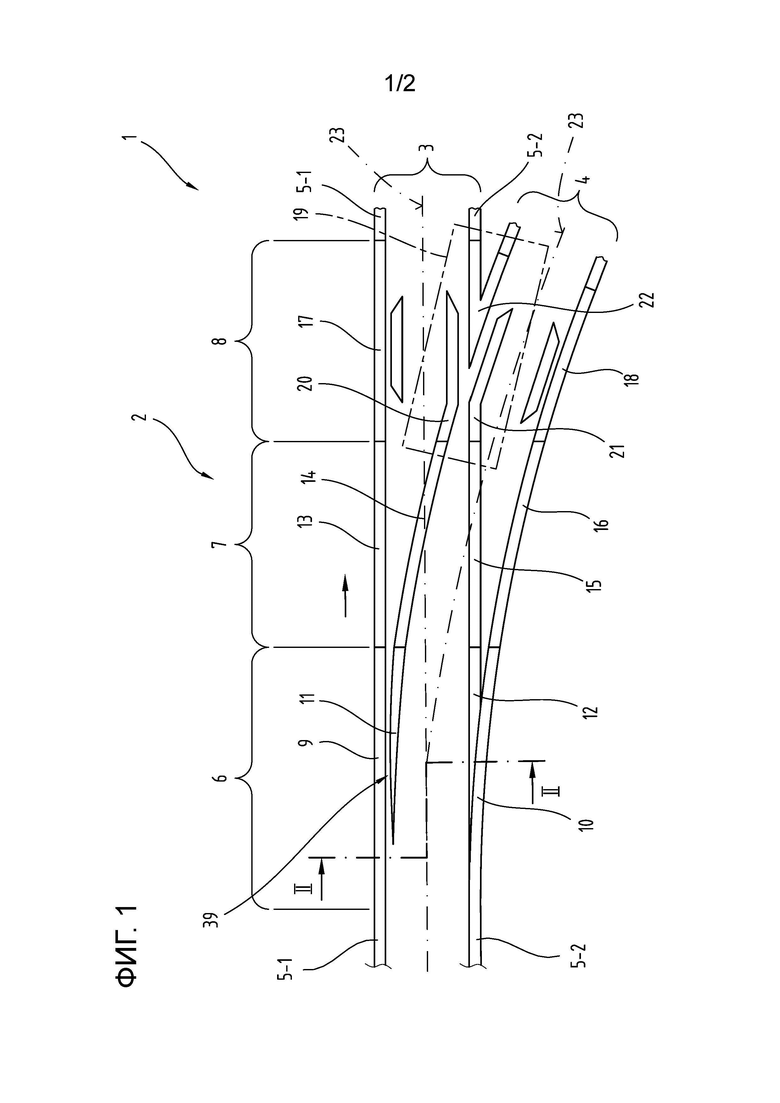
фиг.1: отдельный фрагмент рельсового пути со стрелочным переводом, но без машины для обработки, на виде в плане;
фиг.2: поперечное сечение рельсового пути по линиям II-II на фиг.1 и в увеличенном изображении.
Сначала следует констатировать, что в различно описанных вариантах осуществления одинаковые части снабжаются одинаковыми ссылочными позициями, соответственно, одинаковыми обозначениями конструктивных элементов, при этом содержащиеся во всем описании пояснения могут переноситься по смыслу на одинаковые части, имеющие одинаковые ссылочные позиции, соответственно, одинаковые обозначения конструктивных элементов. Также выбранные в описании данные положений, такие как, например, вверху, внизу, сбоку и т.д., относятся к непосредственно описанной, а также изображенной фигуре, и эти данные положений при изменении положения могут переноситься по смыслу на новое положение.
Термин «в частности» понимается ниже так, что при этом речь идет о возможном более специальном исполнении или более подробной спецификации какого-либо предмета или этапа способа, но они не должны непременно представлять собой его обязательный, предпочтительный вариант осуществления или обязательный прием.
Применяемые здесь термины «включающий в себя», «имеет», «имеющий», «включает в себя», «включительно», «содержит», «содержащий», и всяческие их варианты должны покрывать не исключительное использование.
В качестве еще одного термина может также применяться «выборочно» или «при необходимости». Под этим понимается, что этот этап способа или этот компонент устройства, в принципе, имеется, но может применяться в зависимости от условий применения, однако это не обязательно должно осуществляться.
На фиг.1 и 2 показан участок рельсового пути 1 в области или на участке стрелочного перевода 2. Этот рельсовый путь 1 может также называться так называемым путем (колеей), который служит или выполнен для единиц подвижного состава и при необходимости прицепленных к ним вагонов для из рельсовых перемещений.
Соответствующий рельсовый участок изображенного здесь на фиг.1 в качестве примера стрелочного перевода 2, который имеет почти совершенно прямолинейное продольное прохождение, может называться главным путем 3, а ответвляющийся в сторону от главного пути 3 рельсовый участок – так называемым ответвленным путем 4. Ответвленный путь 4 ответвляется здесь от главного пути 3 вправо. Следует упомянуть, что показанный пример осуществления стрелочного перевода 2 представляет собой только один из многих возможных примеров осуществления, и под общим термином стрелочного перевода могут пониматься также, например, комбинированные стрелочные переводы, стрелочные переводы в кривой или тому подобное.
Простой рельсовый путь 1, соответственно, путь включает в себя соответственно, если смотреть в направлении стрелки, указывающей на фиг.1 слева направо, левый рельс 5-1 и правый рельс 5-2. Стрелочный перевод 2 включает в себя, со своей стороны, если смотреть в направлении его продольной протяженности, а также в направлении стрелки, участок 6 остряка, участок 7 промежуточного рельса и участок 8 крестовины. Отдельные участки изображены, будучи отмечены посредством размерных стрелок. Также стрелочный перевод 2 включает в себя еще приведенные ниже отдельные части, соответственно, рельсовые рельсов. При этом речь идет здесь, в области участка 6 остряка, о выполненных прямо или прямолинейно левом рамном рельсе 9, находящемся напротив него и выполненном изогнуто правом рамном рельсе 10, изогнутом левом остряке 11 и прямо или прямолинейно выполненном правом остряке 12. Остряки 11, 12 могут также называться остряковыми рельсами.
В области участка 7 промежуточного рельса это выполненный прямо или прямолинейно левый промежуточный рельс 13, изогнутый левый промежуточный рельс 14, выполненный прямо или прямолинейно правый промежуточный рельс 15 и изогнутый правый промежуточный рельс 16. Наконец, это выполненные, в том числе, в области участка 8 крестовины прямо или прямолинейно левый контррельс 17 и правый контррельс 18. При этом левый контррельс 17 является составной частью левого рельса 5-1, а правый контррельс 18 образует продолжение правого рельса 5-2 ответвленного пути 4. Так называемая крестовина 19, которая изображена внутри нанесенного штрихпунктирными линиями прямоугольника, включает в себя левый усовик 20, правый усовик 21 и острие 22 крестовины. При этом следует упомянуть, что описанные ранее и выполненные прямолинейно отдельные части рельсов могут также иметь искривленно пролегающее продольное прохождение, как, например, у стрелочных переводов в кривой.
Соответственно взаимосвязанные рельсы 5-1 и 5-2 расположены параллельно друг другу, проходя друг от друга на расстоянии так называемой ширины колеи, и определяют пролегающую между ними ось 23 пути. Это относится к продольному прохождению как главного пути 3, так и ответвленного пути 4. Ось 23 пути образует среднюю ось, причем по ней, также при расположенных в одной горизонтальной плоскости друг с другом рельсах 5-1 и 5-2, может проходить ориентированная в вертикальном направлении средняя плоскость, которая тогда образует вертикальную плоскость.
При левом исполнении стрелочного перевода 2 приведенные ранее рельсовые участки или части рельсов расположены зеркально-симметрично. На функционировании перечисленных рельсовых участков и отдельных частей, соответственно, их взаимодействии с колесами единицы подвижного состава в этом месте подробно останавливаться не будем, так как они известны специалисту.
Итак, как лучше видно из фиг.2, здесь показано увеличенное поперечное сечение рельсового пути 1, имеющего два рельса 5-1 и 5-2 в участке 6 остряка стрелочного перевода 2. Левый здесь рельс 5-1 изображен в его полном поперечном сечении перед началом левого остряка 11, причем правый здесь рельс 5-2 изображен при прилегающем к нему правом остряке 12, как наглядно пояснено нанесенными на фиг.1 секущими линиями. Левый остряк 11 стрелочного перевода 2 для беспрепятственного проезда по главному пути 3, если смотреть от левого рельса 5-1 в поперечном сечении, отставлен в направлении правого рельса 5-2 и при этом изображен, будучи смещен в направлении оси 23 рельсового пути, находясь ближе к ней. Это показано также на фиг.1.
В принципе, рельсы 5-1 и 5-2 закреплены на предпочтительно регулярных, чаще всего коротких расстояниях на выложенных поперек пути 23 шпалах 24 из бетона, стали, древесины или пластика, причем здесь для лучшей обзорности изображение крепежных элементов было опущено.
Рельсы 5-1 и 5-2 рельсового пути 1, как путь вместе с рельсовыми скреплениями и балластной постелью, образуют верхнее строение участка железной дороги. В принципе, показанные и описанные здесь рельсы 5-1, 5-2 образуют в железнодорожном деле линейные несущие и направляющие элементы и вместе с тем заданный путь следования для находящихся на них единиц подвижного состава. При этом следует упомянуть, что поперечное сечение рельсов 5-1, 5-2 может быть выполнено самым различным образом, и это поперечное сечение было выбрано только в качестве примера.
Каждый из рельсов 5-1, 5-2 включает в себя, если смотреть в его полном поперечном сечении, головку 25 рельса, шейку 26 рельса и подошву 27 рельса. При этом головка 25 рельса опирается на шейку 26 рельса, а подошва 27 рельса, со своей стороны, непосредственно или опосредованно закреплена на шпале 24 или какой-либо другой подкладке, соответственно, основании.
Часть головки 25 рельса, которой могут касаться колеса единицы подвижного состава, называется в этом контексте поверхностью 28 катания. Не изображенные колеса своими гребнями у единиц подвижного состава расположены каждое на обращенных друг к другу сторонах рельсов 5-1, 5-2, причем это также те стороны, которые обращены к оси 23 пути, соответственно, середине пути. Находящаяся за пределами стрелочного перевода 2 головка 25 рельса ограничена по бокам внутренней боковой поверхностью 29 и расположенной напротив нее наружной боковой поверхностью 30. Распространяющийся, если смотреть в поперечном сечении, между боковыми поверхностями 29 и 30 участок профиля может в самом широком смысле называться поверхностью 28 катания рельса 5-1, 5-2. Поверхность 28 катания каждого рельса 5-1, 5-2 может состоять из ходовой поверхности 31 и рабочей грани 32. При этом ходовая поверхность 31 расположена, проходя на верхней стороне головки 25 рельса, при этом рабочая грань 32 образует переход к внутренней боковой поверхности 29, которая обращена к середине пути, соответственно, оси 23 пути. В области стрелочного перевода 2 внутренняя боковая поверхность 29 физически отсутствует, так как речь идет о рамном рельсе 9, 10. При этом колесо набегает в точке пересечения между изогнутой ходовой поверхностью и подшлифовкой.
На поверхности 28 катания проложенных рельсов 5-1, 5-2 со временем возникают повреждения, такие как, например, коррозия, износ, трещины, дефекты ходовой поверхности, такие как рифли, волны, пробоксовины, выкрашивание, изменения поперечного профиля, такие как уплощения бочкообразной ходовой поверхности, заусенцы, валики или тому подобное. Эти явления износа и/или повреждения, которые ограничиваются по существу наружной краевой областью поверхности 28 катания, могут по большей части устраняться посредством одного или нескольких обрабатывающих этапов обработки профиля путем так называемого перепрофилирования рельса 5-1, 5-2. Чаще всего способом обработки резанием удаляется изношенный, соответственно, поврежденный материал головки 25 рельса на поверхности рельса 5-1, 5-2, и обработанная головка 25 рельса, насколько возможно, снова приближается к номинальному профилю рельса 5-1, 5-2.
При обработке профиля перепрофилированием рельсов 5-1, 5-2 должно выполняться направление поперек и/или по высоте обозначенного у рельсов 5-1, 5-2 обрабатывающего инструмента 33, 33' относительно 34 машины для обработки, у которой частично обозначен только один из ее обрабатывающих инструментов 33, 33'. В этой связи можно сослаться на детальное описание в EP 1 820 902 A1. При этом можно по потребности переходить от выполняемого чаще всего в области внутренней боковой поверхности 29 внутреннего копирования к осуществляемому на наружной боковой поверхности 30 наружному копированию. Кроме того, может также осуществляться процесс сканирования на соответственно находящемся напротив одного рельса 5-1, 5-2 другом рельсе 5-2, 5-1.
Обработка или дополнительная обработка рельсов 5-1, 5-2 осуществляется посредством не изображенной подробно машины 34 для обработки, которая предпочтительно самостоятельно движется приводным двигателем по рельсовому пути 1 и посредством нескольких колес или образованных из колес колесных пар опирается на рельсы 5-1, 5-2. Для этого приводной двигатель находится в приводном соединении с по меньшей мере отдельными из колес. Машина 34 для обработки включает в себя чаще всего раму машины, которая может быть выполнена, например, в виде коробчатой или лестничной рамы или в другой форме. Также, в зависимости от способа обработки, могут быть предусмотрены несколько обрабатывающих агрегатов, имеющих соответствующие обрабатывающие инструменты. Так, у каждого из рельсов 5-1, 5-2 может быть расположен первый обрабатывающий агрегат 35, 35' и при необходимости после него, если смотреть в направлении обработки, по меньшей мере один второй или другой обрабатывающий агрегат 36, 36'. Но возможно было бы также расположение, обратное этому в направлении обработки. Так как на каждом из двух рельсов 5-1, 5-2 может быть предусмотрено по одному из обрабатывающих агрегатов 35, 35' и/или 36, 36', они были снабжены одинаковыми номерами ссылочных позиций, но для более легкого различия с апострофом.
Первый обрабатывающий агрегат 35 может быть выполнен, например, в виде фрезерного агрегата, обрабатывающий инструмент 33 которого может быть выполнен, например, в виде периферийной фрезы. Этот фрезерный инструмент может быть оснащен, например, множеством предпочтительно сменных поворотных режущих пластинок. Возможный другой обрабатывающий агрегат 36, имеющий по меньшей мере один другой или второй обрабатывающий инструмент 37, может включать в себя, например, шлифовальный инструмент, чтобы так достигать достаточно высокого качества поверхности на обрабатываемом участке каждого рельса 5-1, 5-2.
Но можно было бы также вместо второго процесса обработки резанием выбрать или оснастить другой или второй обрабатывающий агрегат 36 по меньшей мере одним обрабатывающим инструментом 37, при котором повышается или улучшается качество поверхности, но больше не выполняется дополнительный съем материала. Это могло бы выполняться посредством процесса деформации материала, такого как, например, процесс прокатки или тому подобное.
Обычным образом для каждого из подлежащих обработки рельсов 5-1, 5-2 предусматриваются соответственно собственные обрабатывающие агрегаты 35, 35', 36, 36'. Это делается для того, чтобы при движении с целью обработки можно было одновременно обрабатывать оба находящихся рядом друг с другом рельса 5-1, 5-2 и выполнять процесс перепрофилирования. Для лучшей обзорности обозначены только части находящихся друг за другом в продольном направлении рельсов обрабатывающих агрегатов 35, 35' 36, 36' в области обоих рельсов 5-1, 5-2.
Перепрофилирование по меньшей мере остряка 11, 12 должно выполняться тоже в ходе перепрофилирования рельсов. Остряки 11, 12 поочередно, в зависимости от выбранного положения стрелочного перевода, прилегают к одному из рельсов 5-1, 5-2. Так, левый остряк 11 может прилегать к левому рельсу 5-1, а именно, к его левому рамному рельсу 9, или правый остряк 12 к правому рельсу 5-2, а именно, к его правому рамному рельсу 10, что считается достаточно известным.
Чтобы можно было воспринимать воздействующие также при железнодорожном движении в приблизительно вертикальном направлении или в вертикальном направлении на каждый остряк 11, 12 силы давления, каждый из остряков 11, 12 опирается на рельсовую балластную постель, в частности на по меньшей мере одну из шпал 24, причем это предпочтительно может осуществляться, однако, при промежуточном использовании по меньшей мере одной так называемой плиты 38 подушки остряка. При этом становится возможным опереть каждый из остряков 11, 12 с возможностью поперечного смещения относительно оси 23 рельсового пути, а также получить возможность выполнять передачу сил от каждого остряка 11, 12 на рельсовую балластную постель, в частности на по меньшей мере одну из шпал 24. Плита 38 подушки остряка может распространяться насквозь еще и под рельсами 5-1, 5-2, а именно, их рамными рельсами 9, 10, в поперечном направлении. При этом может достигаться еще лучшее выравнивание по высоте каждого рамного рельса 9, 10 и надлежащего остряка 11, 12.
При обработке профиля путем перепрофилирования это осуществляется предпочтительно сначала на соответствующих взаимосвязанных рельсах 5-1, 5-2 рельсового пути 1. При этом сначала перепрофилируются рельсы 5-1, 5-2, образующие рельсовый путь 1, и это происходит известным образом, в частности, на их поверхности 28 катания. После этого обработке профиля путем перепрофилирования должны подвергаться также по меньшей мере подлежащие перепрофилированию остряки 11, 12 рельсового пути 1. При этом предпочтительно образующие рельсовый путь 1 рельсы 5-1, 5-2 могут перепрофилироваться за пределами стрелочного перевода 2 и/или же по меньшей мере отдельные участки рельсов 5-1, 5-2 в пределах стрелочного перевода 2. Рельсовые участки могут представлять собой следующие ранее описанные части рельсов, а именно, выбранные из группы рамного рельса 9, 10, промежуточного рельса 13, 14, 15, 16 и при необходимости крестовину 19, имеющую усовик 20, 21, и при необходимости острие 22 крестовины. Но могут также перепрофилироваться еще два контррельса 17, 18.
Эта ранее описанная обработка профиля путем перепрофилирования соответствующих взаимосвязанных рельсов 5-1, 5-2 может осуществляться, но необязательно должна выполняться перед обработкой профиля остряков 11, 12. Обработка профиля перепрофилированием по меньшей мере остряков 11, 12 осуществляется у проложенного рельсового пути 1 в области стрелочного перевода 2 посредством по меньшей мере одного, закрепленного с возможностью перестановки относительно машины 34 для обработки, первого обрабатывающего агрегата 35 его первым обрабатывающим инструментом 33. При этом речь может идти, например, об описанном ранее фрезерном инструменте.
Таким образом, осуществляется въезд на рельсовый путь 1 машины 34 для обработки по проложенным рельсам 5-1, 5-2 до области за пределами подлежащего перепрофилированию стрелочного перевода 2. При этом уже может выполняться тоже описанное ранее перепрофилирование по меньшей мере одного из рельсов 5-1, 5-2. Возможно было бы еще также, или предпочтительно выполняется еще также, чтобы на по меньшей мере одном из ранее описанных рельсовых участков обработка профиля путем перепрофилирования тоже выполнялась до начала обработки остряка.
Когда машина 34 для обработки еще находится в области за пределами стрелочного перевода 2, соответствующий подлежащий перепрофилированию остряк 11 или 12 должен переставляться или смещаться на расстояние в сторону от соответствующего взаимодействующего с ним рамного рельса 9 или 10 каждого рельса 5-1 или 5-2. Это расположение на расстоянии осуществляется в поперечном направлении относительно определяемой рельсовым путем 1 оси 23 пути. При этом между рамным рельсом 9, 10 и соответствующим подлежащим перепрофилированию остряком 11, 12 образуется зазор, который распространяется в направлении оси 23 пути.
Но возможно было бы еще также, чтобы машина 34 для обработки уже находилось в так называемом положении на стрелочном переводе 2, чтобы была возможна беспрепятственная перестановка остряков 11, 12 и машина 34 для обработки находилась на том рельсовом пути - а именно, главном пути 3 или ответвленном пути 4, - на котором остряк 11 или 12 для правильного проезда через стрелочный перевод 2 прилегает к соответствующему рамному рельсу 9 или 10. Тогда соответствующий подлежащий перепрофилированию остряк 11 или 12 был бы уже расположен на расстоянии от соответствующего рамного рельса 9 или 10.
В зависимости от относительного положения машины 34 для обработки относительно соответствующего подлежащего перепрофилированию остряка 11, 12 машина 34 для обработки должна быть переведена или передвинута своим по меньшей мере первым обрабатывающим инструментом 33 к соответствующему подлежащему перепрофилированию остряку 11, 12. При этом следует упомянуть, что описанная ниже обработка профиля указанным или указанными обрабатывающими агрегатами 35, 36 на левом здесь рельсе 5-1 может быть аналогично перенесена на указанный или указанные обрабатывающие агрегаты 35', 36' в области правого здесь рельса 5-2.
Когда позиционирование выполнено, осуществляется перестановка и/или перевод по меньшей мере одного закрепленного на машине 34 для обработки упора 40 в образовавшийся зазор 39 между рамным рельсом 9 или 10 и соответствующим подлежащим перепрофилированию остряком 11 или 12. Затем упор 40 приводится в контакт с подлежащим перепрофилированию остряком 11, 12 их обращенными друг к другу сторонами, что приводит к взаимному прилеганию. При приведении в контакт или сам упор 40 может прикладываться к остряку 11, 12, или же остряк 11, 12 прикладываться к упору 40.
Упор 40 выполнен таким образом, что он предназначен для восприятия сил давления и/или вращающих моментов, которые передаются на упор 40 через соответствующий опертый на него остряк 11, 12 и переносятся с него в дальнейшем на машину 34 для обработки, в частности на раму этой машины. Это осуществляется на механической основе, при этом должна обеспечиваться стабильность путем соответствующего выбора размеров. Упор 40 может быть также расположен и закреплен на одном из обрабатывающих агрегатов 35, 35', 35-1, 36, 36', 36-1 и вместе с тем также на машине 34 для обработки.
Одновременно с этим или после этого осуществляется позиционированное ориентирование указанного по меньшей мере одного первого обрабатывающего агрегата 35, 35ʽ его первым обрабатывающим инструментом 33, 33' относительно соответствующего подлежащего перепрофилированию остряка 11, 12. Первый обрабатывающий инструмент 33, 33' может приводиться в действие уже в ходе позиционированного ориентирования или после него, что вообще считается известным. Указанный, находящийся теперь в действии по меньшей мере один обрабатывающий инструмент 33, 33' для подлежащей выполнению обработки профиля приводится в контакт с соответствующим подлежащим перепрофилированию остряком 11 или 12. Тогда можно начинать выполнение первого обрабатывающего этапа обработки профиля путем перепрофилирования на соответствующем подлежащем перепрофилированию остряке 11 или 12, при котором указанный по меньшей мере один первый обрабатывающий агрегат 35, 35ʽ вместе с его обрабатывающим инструментом 33, 33' направляется вдоль по соответствующему подлежащему перепрофилированию остряку 11 или 12.
Во время обработки профиля осуществляется прижатие соответствующего подлежащего перепрофилированию остряка 11 или 12 посредством указанного по меньшей мере одного первого обрабатывающего инструмента 33, 33' к упору 40. При этом соответствующий подлежащий перепрофилированию остряк 11 или 12 опирается в поперечном направлении относительно оси 23 рельсового пути на упор 40 и таким образом удерживается в своем положении. Тем самым во время обработки профиля может надежно предотвращаться непреднамеренное столкновение указанного по меньшей мере одного первого обрабатывающего инструмента 33, 33' с находящимся сбоку возле него рамным рельсом 9 или 10.
Предпочтительно указанный по меньшей мере один упор 40 во время обработки профиля на соответствующем подлежащем перепрофилировании остряке 11 или 12 тоже направляется по соответствующему подлежащему перепрофилированию остряку 11 или 12. Это может осуществляться или выполняться вместе с первым обрабатывающим агрегатом 35, 35ʽ, в частности его первым обрабатывающим инструментом 33, 33'.
При обработке профиля на соответствующем подлежащем перепрофилированию остряке 11 или 12 он подвергается воздействию силы давления указанного по меньшей мере одного первого обрабатывающего инструмента 33, 33', при этом осуществляется опирание указанного или указанных обрабатывающих агрегатов 35, 35', 36, 36' на машину для обработки. У тех машин 34 для обработки, которые выполняют обработку профиля на проложенном рельсовом пути 1, чаще всего максимально возможную силу давления, которая может быть приложена, представляет собой собственная масса, однако предпочтительно выбирается ниже нее.
В зависимости от профиля поперечного сечения выполненного, в частности, в виде фрезерного колеса первого обрабатывающего инструмента 33, 33', дополнительно к компоненте силы давления, которая направлена в направлении балластной постели участка железной дороги, в частности в направлении служащей опорой или опирающей рельсы 5-1, 5-2 шпалы 24, прикладывается направленная в поперечном направлении относительно оси 23 пути другая компонента силы давления. Эта другая компонента силы давления предпочтительно всегда направлена, проходя к обращенной от оси 23 пути стороне. Эти две компоненты силы у схематично упрощенно изображенного на левом здесь рельсе 5-1 обрабатывающего инструмента 33 обозначены стрелками.
Когда соответствующий подлежащий перепрофилированию остряк 11 или 12 подвергается обработке профиля, прилагаемая компонента поперечной силы за счет прилегания и опирания на упор 40 воспринимается и в итоге передается на машину 34 для обработки, которая, со своей стороны, подпирается относительно оси 23 пути на рельсы 5-1, 5-2.
При этом каждый остряк 11 и 12 для обработки профиля посредством прижима 40 продолжает удерживаться на расстоянии от своего взаимодействующего с ним рамного рельса 9 или 10. Образовавшийся ранее зазор 39 может по меньшей мере во время обработки профиля сохраняться более или менее неизменным. Прилагаемая чаще всего или преимущественно в вертикальном направлении к соответствующему подлежащему перепрофилированию остряку 11 или 12 компонента силы давления переносится, в случае ее наличия, на плиту 38 подушки остряка, на по меньшей мере одну находящуюся под ней шпалу 24, и, лежа таким образом, опирается на указанную по меньшей мере одну шпалу 24. Так получается простая возможность выполнять обработку профиля на каждом остряке 11 или 12 в его неизменном вертикальном положении без необходимости приподнимать его во избежание нежелательных повреждений соответствующего находящегося непосредственно рядом рельса 5-1, 5-2, соответственно, участков этого рельса в обращенном от шпалы 24 направлении или в сторону.
В зависимости от исполнения и крепления остряка 11, 12, до сих пор он должен был в некоторой мере приподниматься в виде общего узла, чтобы можно было выполнять обработку без контакта с находящимися рядом с ним по бокам отдельными частями рельсов. Однако при этой предлагаемой изобретением обработке профиля это больше не требуется. Две компоненты силы давления обозначены стрелками, исходящими от левого здесь остряка 11 к упору 40 и плите 38 подушки остряка.
Дополнительно можно было бы еще, так, как это предпочтительно выполняется также при обработке профиля рельсов 5-1, 5-2, для повышения или улучшения качества поверхности также выполнять следующий обрабатывающий этап каждого остряка 11, 12. Если это предусмотрено, непосредственно вслед за первым обрабатывающим этапом посредством первого обрабатывающего агрегата 35, 35' и его первого обрабатывающего инструмента 33, 33' может выполняться другой или второй обрабатывающий этап посредством другого обрабатывающего агрегата 36, 36' его другим обрабатывающим инструментом 37, 37' на соответствующем подлежащем перепрофилированию остряке 11 или 12.
Обработка профиля на соответствующем подлежащем перепрофилированию остряке 11 или 12 может выполняться во время обрабатывающего движения машины 34 для обработки, при этом машина 34 для обработки движется относительно рельсового пути 1, предпочтительно самоходным образом. Но возможно было бы также еще, чтобы обработка профиля соответствующего подлежащего перепрофилированию остряка 11, 12 выполнялась при стационарном расположении машины 34 для обработки относительно рельсового пути 1 и относительном смещении обрабатывающего агрегата 35, 36, 35', 36' вместе с его обрабатывающим инструментом 33, 37, 33', 37' относительно машины 34 для обработки.
Как описывалось ранее, предпочтительно обработка профиля может выполняться сначала на рельсах 5-1, 5-2 за пределами стрелочного перевода 2, а потом осуществляется предпочтительно дальнейшая обработка профиля на тех рельсовых участках стрелочного перевода 2, которые распложены стационарно. Для обработки профиля на остряке 11, 12 могут применяться ранее упомянутые, применявшиеся для обработки профиля на рельсах 5-1, 5-2 обрабатывающие агрегаты 35, 36, 35', 36'. Так становится возможным с помощью одних и тех же обрабатывающих агрегатов 35, 36, 35', 36' подвергать обработке профиля как рельсы 5-1, 5-2, так и остряки 11, 12, или выполнять ее на них. В этом случае для выполнения перепрофилирования соответствующего подлежащего перепрофилированию остряка 11, 12 предусмотренный для этого обрабатывающий агрегат 35, 36, 35', 36' или предусмотренные для этого обрабатывающие агрегаты 35, 36, 35', 36' должны смещаться от соответствующих рельсов 5-1, 5-2 к соответствующему подлежащему перепрофилированию остряку 11, 12.
В зависимости от подлежащего обработке профиля или поперечного сечения профиля, может потребоваться, чтобы перепрофилирование соответствующего подлежащего перепрофилированию остряка 11, 12 и перепрофилирование рельсов 5-1, 5-2 выполнялось посредством обрабатывающих инструментов 33, 37, 33', 37', выполненных отлично друг от друга по их рабочему профилю. Чтобы достичь этого, у обрабатывающих инструментов 33, 37, 33', 37' может выполняться смена инструмента, чтобы можно было выполнить это требование.
В зависимости от размера машины и оснащения машины 34 для обработки, перепрофилирование соответствующего подлежащего перепрофилированию остряка 11, 12 и перепрофилирование рельсов 5-1, 5-2 могло бы выполняться соответственно посредством независимых друг от друга, собственно для этого предусмотренных обрабатывающих агрегатов 35, 36 и 35-1, 36-1. Так, например, обрабатывающие агрегаты 35, 36 могли бы применяться для обработки профиля рельсов 5-1, 5-2 и при необходимости также стационарных рельсовых участков в области стрелочного перевода 2.
Дополнительные обрабатывающие агрегаты 35-1, 36-1 могут применяться или использоваться по меньшей мере для обработки профиля остряков 11, 12 и при необходимости также еще для обработки профиля по меньшей мере отдельных рельсовых участков крестовины 19. Дополнительные обрабатывающие агрегаты 35-1, 36-1 могут предусматриваться по потребности также с обеих сторон и вместе с тем рядом друг с другом для каждого из рельсов 5-1, 5-2.
В заключение следует еще упомянуть, что отдельные этапы способа и их последовательность во времени не обязательно должны осуществляться в приведенной очередности, а возможна также отличающаяся от нее последовательность. Однако предпочтительно осуществляется последовательность поочередных и при этом следующих друг за другом во времени приведенных этапов способа.
В примерах осуществления показаны возможные варианты осуществления, причем в этом месте следует заметить, что изобретение не ограничено его конкретно изображенными вариантами осуществления, а, более того, возможны также разные комбинации отдельных вариантов осуществления между собой, и эта возможность варьирования, в соответствии с учением о техническом использовании конкретным изобретением, доступна специалисту, работающему в этой области техники.
Область охраны определена пунктами формулы изобретения. Однако к толкованию пунктов формулы изобретения должны привлекаться описание и чертежи. Отдельные признаки или комбинации признаков из показанных и описанных различных примеров осуществления могут представлять собой самостоятельные изобретательские решения. Задача, лежащая в основе этих самостоятельных изобретательских решений, содержится в описании.
Все указания диапазонов значений в данном описании следует понимать так, что они одновременно включают в себя их любые и все отдельные диапазоны, например, указание от 1 до 10 следует понимать так, что сюда одновременно включены все отдельные диапазоны, начиная от нижнего предела 1 и до верхнего предела 10, т.е. все отдельные диапазоны начинаются с нижнего предела, равного 1 или больше, и заканчиваются верхним пределом, равным 10 или меньше, например, 1-1,7, или 3,2-8,1, или 5,5-10.
Порядка ради, в заключение следует указать, что для лучшего понимания конструкции элементы были частично изображены без соблюдения масштаба и/или в увеличенном и/или в уменьшенном виде.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 Рельсовый путь
2 Стрелочный перевод
3 Главный путь
4 Ответвленный путь
5 Рельс
6 Участок остряка
7 Участок промежуточного рельса
8 Участок крестовины
9 Левый рамный рельс
10 Правый рамный рельс
11 Левый остряк
12 Правый остряк
13 Левый промежуточный рельс
14 Левый промежуточный рельс
15 Правый промежуточный рельс
16 Правый промежуточный рельс
17 Левый контррельс
18 Правый контррельс
19 Крестовина
20 Левый усовик
21 Правый усовик
22 Острие крестовины
23 Ось пути
24 Шпала
25 Головка рельса
26 Шейка рельса
27 Подошва рельса
28 Поверхность катания
29 Внутренняя боковая поверхность
30 Наружная боковая поверхность
31 Ходовая поверхность
32 Рабочая грань
33 Обрабатывающий инструмент
34 Машина для обработки
35 Первый обрабатывающий агрегат
36 Второй обрабатывающий агрегат
37 Обрабатывающий инструмент
38 Плита подушки остряка
39 Зазор
40 Упор
| название | год | авторы | номер документа |
|---|---|---|---|
| Переключающее устройство для подвижных частей рельсового стрелочного перевода в зоне отклонения стрелки | 1988 |
|
SU1808035A3 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЛИ УПРОЧНЕНИЯ ЭЛЕМЕНТОВ СТРЕЛОЧНЫХ ПЕРЕВОДОВ | 2019 |
|
RU2728977C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ РЕЛЬСА (ВАРИАНТЫ) | 2022 |
|
RU2779781C1 |
| ЖЁСТКАЯ КРЕСТОВИНА ДЛЯ СТРЕЛОК И ГЛУХИХ ПЕРЕСЕЧЕНИЙ | 1998 |
|
RU2225470C2 |
| СТРЕЛОЧНЫЙ ЭЛЕКТРОПРИВОД | 2003 |
|
RU2235030C1 |
| РОЛИКОВОЕ УСТРОЙСТВО ДЛЯ ОСТРЯКОВОГО РЕЛЬСА СТРЕЛОЧНОГО ПЕРЕВОДА | 2011 |
|
RU2575317C2 |
| ШПАЛОПОДБИВОЧНАЯ МАШИНА ДЛЯ УПЛОТНЕНИЯ ЩЕБЕНОЧНОГО БАЛЛАСТНОГО СЛОЯ РЕЛЬСОВОГО ПУТИ | 2015 |
|
RU2684882C2 |
| СТРЕЛОЧНЫЙ ЭЛЕКТРОПРИВОД ШПАЛЬНОГО ИСПОЛНЕНИЯ | 2023 |
|
RU2816416C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАБОТОСПОСОБНОСТИ НАГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ ОБОГРЕВАЕМОЙ СТРЕЛКИ | 2013 |
|
RU2608194C2 |
| Устройство для защиты стрелки от засорения | 1989 |
|
SU1726621A1 |

Изобретение касается способа перепрофилирования по меньшей мере одного остряка стрелочного перевода, уложенного в рельсовый путь. Способ перепрофилирования остряка (11, 12) стрелочного перевода (2), уложенного в рельсовом пути (1), осуществляется посредством по меньшей мере одного закрепленного на машине (34) для обработки первого обрабатывающего агрегата (35), имеющего обрабатывающий инструмент (33). Для обработки профиля указанный подлежащий перепрофилированию остряк (11, 12) располагается на расстоянии от взаимодействующего с ним рамного рельса (9, 10) в поперечном направлении к нему с образованием зазора (39). Закрепленный на машине (34) для обработки упор (40) переставляется в этот зазор (39), причем при обработке профиля машина (34) для обработки направляется вдоль по рельсовому остряку (11, 12), и он прижимается обрабатывающим инструментом (33) к упору (40) и опирается на него. В результате перепрофилирование остряка выполняется проще и без повреждения взаимодействующего с ним рамного рельса. 12 з.п. ф-лы, 2 ил.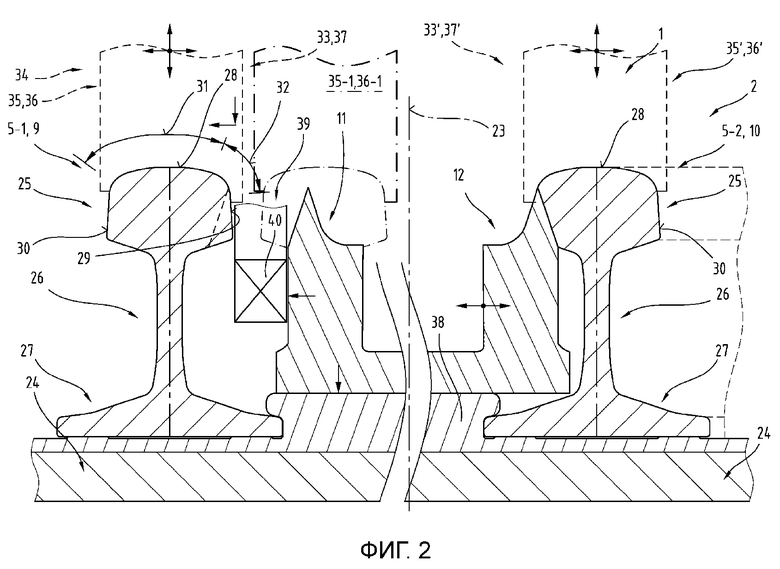
1. Способ перепрофилирования по меньшей мере одного остряка (11, 12) стрелочного перевода (2), уложенного в рельсовый путь (1), посредством по меньшей мере одного закрепленного на машине (34) для обработки с возможностью перестановки относительно нее первого обрабатывающего агрегата (35, 35ʽ), имеющего первый обрабатывающий инструмент (33, 33ʽ), при котором выполняют следующие этапы:
- въезд машины (34) для обработки на рельсовый путь (1) на его проложенные рельсы (5-1, 5-2) до области за пределами подлежащего перепрофилированию стрелочного перевода (2);
- расположение на расстоянии соответствующего подлежащего перепрофилированию остряка (11, 12) от соответствующего взаимодействующего с этим остряком (11, 12) рамного рельса (9, 10) рельсов (5-1, 5-2) в поперечном направлении относительно определяемой рельсовым путем (1) оси (23) пути и образование при этом распространяющегося в направлении оси (23) пути зазора (39) между рамным рельсом (9, 10) и соответствующим подлежащим перепрофилированию остряком (11, 12);
- перевод машины (34) для обработки ее по меньшей мере одним первым обрабатывающим инструментом (33, 33ʽ) к соответствующему подлежащему перепрофилированию остряку (11, 12);
- перестановка и перевод по меньшей мере одного закрепленного на машине (34) для обработки упора (40) внутрь образованного зазора (39) между рамным рельсом (9, 10) и соответствующим подлежащим перепрофилированию остряком (11, 12);
- выполнение первого обрабатывающего этапа обработки профиля путем перепрофилирования на соответствующем подлежащем перепрофилированию остряке (11, 12), при котором указанный по меньшей мере один первый обрабатывающий агрегат (35, 35ʽ) направляют его первым обрабатывающим инструментом (33, 33ʽ) вдоль по соответствующему подлежащему перепрофилированию остряку (11, 12), и
- прижатие соответствующего подлежащего перепрофилированию остряка (11, 12) во время обработки профиля посредством указанного по меньшей мере одного первого обрабатывающего инструмента (33, 33ʽ) к упору (40) и опирание соответствующего подлежащего перепрофилированию остряка (11, 12) в поперечном направлении относительно оси (23) пути на упор (40).
2. Способ по п.1, отличающийся тем, что указанный по меньшей мере один упор (40) во время обработки профиля на соответствующем подлежащем перепрофилированию остряке (11, 12) тоже направляют вдоль по соответствующему подлежащему перепрофилированию остряку (11, 12).
3. Способ по п.1 или 2, отличающийся тем, что соответствующий подлежащий перепрофилированию остряк (11, 12) во время обработки профиля опирают на по меньшей мере одну находящуюся под ним шпалу (24), при необходимости при промежуточном использовании плиты (38) подушки остряка, накладывая на указанную по меньшей мере одну шпалу (24).
4. Способ по одному из предыдущих пунктов, отличающийся тем, что непосредственно вслед за первым обрабатывающим этапом посредством первого обрабатывающего агрегата (35, 35ʽ) и его первого обрабатывающего инструмента (33, 33ʽ) на соответствующем подлежащем перепрофилированию остряке (11, 12) выполняют другой обрабатывающий этап посредством другого обрабатывающего агрегата (36, 36ʽ) его другим обрабатывающим инструментом (37, 37ʽ).
5. Способ по одному из предыдущих пунктов, отличающийся тем, что обработку профиля на соответствующем подлежащем перепрофилированию остряке (11, 12) выполняют во время обрабатывающего движения машины (34) для обработки.
6. Способ по одному из пп.1-4, отличающийся тем, что обработку профиля на соответствующем подлежащем перепрофилированию остряке (11, 12) выполняют при стационарном расположении машины (34) для обработки и относительном смещении обрабатывающего агрегата (35, 36; 35ʽ, 36ʽ) вместе с его обрабатывающим инструментом (33, 37; 33ʽ, 37ʽ) относительно машины (34) для обработки.
7. Способ по одному из предыдущих пунктов, отличающийся тем, что перед началом обрабатывающих этапов обработки профиля на соответствующем подлежащем перепрофилированию остряке (11, 12) сначала перепрофилируют образующие рельсовый путь (1) рельсы (5-1, 5-2), в частности перепрофилируют их поверхности (28) катания.
8. Способ по п.7, отличающийся тем, что образующие рельсовый путь (1) рельсы (5-1, 5-2) перепрофилируют за пределами стрелочного перевода (2).
9. Способ по п.7 или 8, отличающийся тем, что по меньшей мере отдельные участки рельсов (5-1, 5-2) перепрофилируют в пределах стрелочного перевода (2), в частности рамный рельс (9, 10), промежуточный рельс (13, 14, 15, 16), крестовину (19) с усовиком (21) и при необходимости острие (22) крестовины.
10. Способ по одному из предыдущих пунктов, отличающийся тем, что перепрофилирование рельсов (5-1, 5-2) и также перепрофилирование соответствующего подлежащего перепрофилированию остряка (11, 12) выполняют соответственно с помощью одних и тех же обрабатывающих агрегатов (35, 36; 35ʽ, 36ʽ).
11. Способ по п.10, отличающийся тем, что для выполнения перепрофилирования соответствующего подлежащего перепрофилированию остряка (11, 12) обрабатывающий агрегат (35, 36; 35ʽ, 36ʽ) или обрабатывающие агрегаты (35, 36; 35ʽ, 36ʽ) смещают от соответствующего рельса (5-1, 5-2) к соответствующему подлежащему перепрофилированию остряку (11, 12).
12. Способ по одному из предыдущих пунктов, отличающийся тем, что перепрофилирование соответствующего подлежащего перепрофилированию остряка (11, 12) и перепрофилирование рельсов (5-1, 5-2) выполняют посредством обрабатывающих инструментов (33, 37; 33ʽ, 37ʽ), выполненных отлично друг от друга по их рабочему профилю.
13. Способ по одному из пп.1-9 или 12, отличающийся тем, что перепрофилирование соответствующего подлежащего перепрофилированию остряка (11, 12) и перепрофилирование рельсов (5-1, 5-2) выполняют соответственно посредством независимых друг от друга, собственно для этого предусмотренных обрабатывающих агрегатов (35, 36; 35-1, 36-1).
| WO 2012061864 A1, 18.12.2012 | |||
| DE 102010022419 A1, 01.12.2011 | |||
| СПОСОБ ВОССТАНОВЛЕНИЯ СТРЕЛОЧНОГО ПЕРЕВОДА | 2015 |
|
RU2578629C1 |
| US 4908993 A, 20.03.1990. | |||
