ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к впитывающим элементам и, более конкретно, к слоистым впитывающим сердцевинам для использования во впитывающих изделиях.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Люди используют одноразовые впитывающие продукты в своей повседневной жизни, включая такие изделия, как продукты для взрослых, страдающих недержанием, трусы для страдающих энурезом, трусы для приучения к горшку и подгузники. Многие производители стремятся лучше удовлетворять потребности пользователей таких продуктов. Например, существует необходимость в дальнейшем улучшении посадки, свободе действий и защите от протекания для многих продуктов.
Одним важным компонентом многих впитывающих изделий являются впитывающие сердцевины, содержащиеся в таких изделиях. Эти впитывающие сердцевины в целом отвечают за захват и удержание жидких выделений организма, тем самым предотвращая вытекание выделений из впитывающего изделия и дополнительно удерживая жидкость подальше от кожи носящего, что способствует обеспечению здорового состояния кожи. Достижения в структуре и характеристиках впитывающих сердцевин для производства более тонких продуктов, которые поглощают жидкость быстрее и меньше протекают, являются постоянным важным аспектом требований рынка.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к впитывающим элементам и, более конкретно, к слоистым впитывающим сердцевинам для использования во впитывающих изделиях.
В первом варианте осуществления впитывающий элемент может содержать верхний слой, содержащий проницаемый для жидкости материал полотна, нижний слой, содержащий материал полотна, упрочняющий слой, расположенный между верхним слоем и нижним слоем, первый впитывающий слой, расположенный между упрочняющим слоем и нижним слоем, при этом первый впитывающий слой содержит впитывающий материал, который содержит по существу только супервпитывающий материал, и второй впитывающий слой, расположенный между верхним слоем и упрочняющим слоем, при этом второй впитывающий слой содержит впитывающий материал, который содержит впитывающий материал. Элемент может дополнительно содержать клей, расположенный между верхним слоем и вторым впитывающим слоем, между вторым впитывающим слоем и упрочняющим слоем и между первым впитывающим слоем и нижним слоем.
Во втором варианте осуществления впитывающий материал второго впитывающего слоя согласно первому варианту осуществления может содержать по существу только волокнистый впитывающий материал.
В третьем варианте осуществления впитывающий материал второго впитывающего слоя согласно первому варианту осуществления может содержать по существу только супервпитывающий материал.
В четвертом варианте осуществления впитывающий материал, расположенный внутри второго впитывающего слоя согласно первому варианту осуществления, может содержать от приблизительно 50 % до приблизительно 80 % по весу супервпитывающего материала.
В пятом варианте осуществления впитывающий материал, расположенный внутри второго впитывающего слоя согласно первому варианту осуществления, может содержать смесь супервпитывающего материала и волокнистого впитывающего материала, и смесь может предусматривать по существу равномерное распределение супервпитывающего материала и волокнистого впитывающего материала.
В шестом варианте осуществления впитывающий элемент согласно любому из вариантов осуществления с первого по пятый может дополнительно содержать супервпитывающий материал, заключенный внутри упрочняющего слоя.
В седьмом варианте осуществления супервпитывающий материал, заключенный внутри упрочняющего слоя согласно шестому варианту осуществления, может содержать от приблизительно 50 % до приблизительно 80 % по весу супервпитывающего материала, заключенного внутри упрочняющего слоя, и супервпитывающего материала, расположенного внутри первого впитывающего слоя.
В восьмом варианте осуществления супервпитывающий материал, заключенный внутри упрочняющего слоя согласно любому из шестого и седьмого вариантов осуществления, может содержать от приблизительно 50 % до приблизительно 65 % по весу супервпитывающего материала, заключенного внутри упрочняющего слоя, и супервпитывающего материала, расположенного внутри первого впитывающего слоя.
В девятом варианте осуществления общий вес впитывающего материала, расположенного внутри второго впитывающего слоя согласно любому из вариантов осуществления с первого по восьмой, может составлять от приблизительно 5,5 г до приблизительно 8,5 г.
В десятом варианте осуществления общий вес впитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя согласно любому из вариантов осуществления с первого по девятый, может составлять от приблизительно 5,5 г до приблизительно 10,5 г.
В одиннадцатом варианте осуществления общее количество впитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя согласно любому из вариантов осуществления с шестого по десятый, может составлять от приблизительно 50 % до приблизительно 60 % по весу от общего количества впитывающего материала, расположенного внутри первого впитывающего слоя, второго впитывающего слоя и заключенного внутри упрочняющего слоя.
В двенадцатом варианте осуществления впитывающий элемент согласно любому из вариантов осуществления с первого по одиннадцатый может дополнительно содержать уложенный воздухом слой бумаги, расположенный между вторым впитывающим слоем и проницаемым для жидкости верхним слоем.
В тринадцатом варианте осуществления впитывающий элемент согласно любому из вариантов осуществления с первого по двенадцатый может дополнительно содержать уложенный воздухом слой бумаги, расположенный между первым впитывающим слоем и нижним слоем.
В четырнадцатом варианте осуществления впитывающий элемент согласно любому из вариантов осуществления с первого по тринадцатый может дополнительно содержать третий впитывающий слой, при этом третий впитывающий слой может быть расположен между вторым впитывающим слоем и верхним слоем, и при этом третий впитывающий слой может содержать впитывающий материал, содержащий по существу только супервпитывающий материал.
В пятнадцатом варианте осуществления первый впитывающий слой согласно любому из вариантов осуществления с первого по четырнадцатый может содержать по меньшей мере одну область с каналом и множество областей без каналов, и при этом содержание впитывающего материала областей без каналов может быть больше, чем содержание впитывающего материала по меньшей мере одной области с каналом.
В шестнадцатом варианте осуществления впитывающий элемент может содержать верхний слой, содержащий проницаемый для жидкости материал полотна, нижний слой, содержащий материал полотна, и упрочняющий слой, содержащий нетканый материал полотна, расположенный между верхним слоем и нижним слоем, при этом упрочняющий слой дополнительно содержит супервпитывающий материал, заключенный внутри нетканого материала полотна. Элемент может дополнительно содержать первый впитывающий слой, расположенный между упрочняющим слоем и нижним слоем, при этом первый впитывающий слой содержит впитывающий материал, который содержит по существу только супервпитывающий материал, второй впитывающий слой, расположенный между верхним слоем и упрочняющим слоем, при этом второй впитывающий слой содержит впитывающий материал, который содержит по существу однородную смесь супервпитывающего материала и волокнистого впитывающего материала, и клей, расположенный между первым уложенным воздухом слоем бумаги и вторым впитывающим слоем, между вторым впитывающим слоем и упрочняющим слоем и между первым впитывающим слоем и вторым уложенным воздухом слоем бумаги. В некоторых дополнительных вариантах осуществления первый впитывающий слой может содержать по меньшей мере одну область с каналом и множество областей без каналов, и при этом содержание впитывающего материала областей без каналов может быть больше, чем содержание впитывающего материала по меньшей мере одной области с каналом.
В семнадцатом варианте осуществления впитывающий элемент согласно шестнадцатому варианту осуществления может дополнительно содержать уложенный воздухом слой бумаги, расположенный между вторым впитывающим слоем и проницаемым для жидкости верхним слоем.
В восемнадцатом варианте осуществления впитывающий элемент согласно любому из шестнадцатого и семнадцатого вариантов осуществления может дополнительно содержать уложенный воздухом слой бумаги, расположенный между первым впитывающим слоем и нижним слоем.
В девятнадцатом варианте осуществления впитывающий элемент согласно любому из вариантов осуществления с шестнадцатого по восемнадцатый может дополнительно содержать третий впитывающий слой, при этом третий впитывающий слой может быть расположен между вторым впитывающим слоем и верхним слоем, и при этом третий впитывающий слой может содержать впитывающий материал, содержащий по существу только супервпитывающий материал.
В двадцатом варианте осуществления количество по весу супервпитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя согласно любому из вариантов осуществления с шестнадцатого по девятнадцатый, может быть от приблизительно двух раз до приблизительно трех раз больше количества супервпитывающего материала, расположенного внутри второго впитывающего слоя.
Представленное выше краткое описание не предназначено для описания каждого варианта осуществления или каждого варианта реализации настоящего изобретения. Преимущества и достижения, наряду с более полным пониманием настоящего изобретения, станут очевидными и ясными со ссылкой на последующее описание и пункты формулы изобретения, взятые на в сочетании с прилагаемыми графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 представлен вид в перспективе иллюстративного впитывающего изделия в закрытой конфигурации согласно аспектам настоящего изобретения;
на фиг. 2 представлен вид сверху впитывающего изделия, приведенного на фиг. 1, в открытой и горизонтально уложенной конфигурации;
на фиг. 3 представлено поперечное сечение иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 4 представлено поперечное сечение другого иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 5 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 6 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 7 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 8 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 9 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 10 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 11 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 12 представлено поперечное сечение еще одного иллюстративного впитывающего элемента для использования во впитывающем изделии согласно аспектам настоящего изобретения;
на фиг. 13 представлено схематическое изображение иллюстративного способа образования впитывающих элементов согласно настоящему изобретению; и
на фиг. 14 представлено схематическое изображение другого иллюстративного способа образования впитывающих элементов согласно настоящему изобретению.
Хотя настоящее изобретение допускает различные модификации и альтернативные формы, в качестве примера в графических материалах были представлены его характерные признаки, которые будут описаны подробно. Однако следует понимать, что намерение состоит не в ограничении аспектов настоящего изобретения конкретными описанными иллюстративными вариантами осуществления. Наоборот, намерение состоит в том, чтобы охватить все модификации, эквиваленты и альтернативы, подпадающие под сущность и объем настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Представленное далее описание необходимо читать со ссылкой на графические материалы, на которых подобные элементы на разных графических материалах пронумерованы одинаково. Описание и графические материалы, которые не обязательно выполнены в масштабе, изображают иллюстративные варианты осуществления и не предназначены для ограничения объема настоящего изобретения.
В контексте этого описания каждый нижеуказанный термин или фраза будет предусматривать следующее значение или значения. Дополнительные термины определяются в других частях в описании.
Термин «впитывающее изделие» в данном документе относится к изделию, которое может быть размещено вплотную или рядом с телом (т. е. примыкая к телу) носящего для впитывания и удерживания различных жидких, твердых и полутвердых выделений, выводимых из организма. Предполагается, что такие впитывающие изделия, как описанные в данном документе, выбрасывают после ограниченного периода использования, а не стирают или восстанавливают иным образом для повторного использования. Необходимо понимать, что настоящее изобретение применимо к различным одноразовым впитывающим изделиям, в том числе, но без ограничения, к подгузникам, трусам для приучения к горшку, трусам для подростков, плавкам и продуктам для страдающих недержанием и т. п. без отступления от объема настоящего изобретения.
Термин «уложенный воздухом» в данном документе относится к полотну, изготовленному посредством укладки воздухом. В процессе укладки воздухом пучки небольших волокон, у которых показатели длины, как правило, находятся в диапазоне от приблизительно 3 до приблизительно 52 мм, разделяются и захватываются подаваемым воздухом, а затем осаждаются на формовочное сито обычно с помощью подачи вакуума. Осажденные случайным образом волокна затем связывают друг с другом с использованием, например, горячего воздуха для активации связующего компонента или латексного клея. Информация об укладке воздухом предоставлена, например, в патенте США № 4640810, выданном Laursen и соавт., который для всех целей включен в данный документ во всей своей полноте посредством ссылки.
Термин «связанный» относится к сочленению, склеиванию, соединению, скреплению или т. п. двух элементов. Два элемента будут считаться связанными друг с другом, когда они сочленены, склеены, соединены, скреплены или т. п. друг с другом непосредственно или же опосредованно, например, в случае связывания с промежуточным элементом. Связывание может происходить, например, посредством склеивания, связывания под действием давления, термической сварки, ультразвуковой сварки, прострачивания, сшивания и/или сварки.
Термин «связанное кардочесанное полотно» в данном документе относится к полотнам, изготовленным из штапельных волокон, которые пропускают через блок гребнечесания или прочесывания, который разъединяет или разделяет на части и выравнивает штапельные волокна в машинном направлении с образованием ориентированного в целом в машинном направлении волокнистого нетканого полотна. Этот материал может связываться способами, которые могут включать точечную сварку, связывание пропусканием воздуха, ультразвуковую сварку, клеевое связывание и т. д.
Термин «коформ» в данном документе относится к композиционным материалам, содержащим смесь или стабилизированную матрицу термопластичных волокон и второго нетермопластичного материала. Например, коформные материалы могут быть изготовлены с помощью процесса, в котором по меньшей мере одна экструзионная головка для процесса мелтблаун расположена около желоба, через который в полотно в процессе его формирования добавляют другие материалы. Такие другие материалы могут включать, но без ограничения, волокнистые органические материалы, такие как древесная или недревесная пульпа, например, хлопковая бумага, бумага из целлюлозных химических волокон, бумага вторичной переработки, распушенная целлюлоза, а также частицы супервпитывающего материала; неорганические и/или органические впитывающие материалы, обработанные полимерные штапельные волокна и тому подобное. Некоторые примеры таких коформных материалов раскрыты в патентах США № 4100324, выданном Anderson и соавт., № 4818464, выданном Lau, № 5284703, выданном Everhart и соавт., и № 5350624, выданном Georger и соавт., при этом каждый из них для всех целей включен в данный документ во всей своей полноте посредством ссылки.
Термин «соединенный» относится к сочленению, склеиванию, связыванию, скреплению или т. п. двух элементов. Два элемента будут рассматриваться в качестве соединенных вместе, когда они соединены непосредственно друг с другом или опосредованно друг с другом, например, когда каждый из них непосредственно соединен с промежуточными элементами.
Термин «одноразовый» относится к изделиям, предназначенным для выбрасывания после ограниченного использования, а не для стирки или восстановления иным образом для повторного использования.
Термины «расположенный», «расположенный на» и их вариации означают, что один элемент может составлять одно целое с другим элементом, или что один элемент может являться отдельной структурой, связанной, или размещенной совместно, или размещенной рядом с другим элементом.
Термины «эластичный», «прорезиненный» и «эластичность» означают то свойство материала или композиционного материала, благодаря которому он склонен восстанавливать свои исходные размер и форму после прекращения приложения усилия, вызывающего деформацию.
Термин «эластомерный» относится к материалу или композиционному материалу, который может удлиняться по меньшей мере на 50 процентов своей длины в расслабленном состоянии и который после прекращения действия приложенного усилия восстановит по меньшей мере 20 процентов своего удлинения. В целом предпочтительно, чтобы эластомерный материал или композиционный материал был способен удлиняться по меньшей мере на 50 процентов, более предпочтительно по меньшей мере на 100 процентов и еще более предпочтительно по меньшей мере на 300 процентов своей длины в расслабленном состоянии и после прекращения действия приложенного усилия восстанавливать по меньшей мере 50 процентов своего удлинения.
Термин «волокнистый впитывающий материал» или «впитывающие волокна» в данном документе относится к натуральным волокнам, целлюлозным волокнам, синтетическим волокнам, состоящим из целлюлозы или производных целлюлозы, таким как вискозные волокна; неорганическим волокнам, состоящим из смачиваемого по своей природе материала, таким как стекловолокна; синтетическим волокнам, полученным из смачиваемых по своей природе термопластичных полимеров, таким как конкретные волокна из сложных полиэфиров или полиамидов, или состоящим из несмачиваемых термопластичных полимеров, таким как полиолефиновые волокна, которые были гидрофилизированы с помощью подходящих средств. Волокна можно гидрофилизировать, например, посредством обработки поверхностно-активным веществом, обработки силикагелем, обработки материалом, который характеризуется наличием подходящего гидрофильного фрагмента и который нельзя легко удалить с волокна, или посредством нанесения на несмачиваемое гидрофобное волокно оболочки из гидрофильного полимера в процессе образования волокна или после него.
Используемый термин «одно целое» относится к различным частям одного цельного элемента, а не к отдельным структурам, связанным или размещенным совместно, или размещенным рядом друг с другом.
Термин «слой» при использовании в единственном числе может иметь двойное значение одного элемента или множества элементов.
Термин «машинное направление» (MD) относится к длине ткани в направлении, в котором она производится, в отличие от «направления, перпендикулярного машинному направлению» (CD), которое относится к ширине ткани в направлении, в целом перпендикулярном машинному направлению.
Термин «элемент» при употреблении в единственном числе может иметь двойное значение одного элемента или множества элементов.
Термин «нетканая ткань» или «нетканое полотно» в данном документе относится к полотну, имеющему структуру из отдельных волокон или нитей, которые переслаиваются, но без возможности идентификации, как в случае трикотажной ткани. Нетканые ткани или полотна были получены с помощью многих процессов, таких как, например, процессы по технологии мелтблаун, процессы получения фильерным способом, процессы получения кардочесанного полотна воздушной набивкой (также известные как BCW и TABCW) и т. д.
Термин «полотно спанбонд» в данном документе относится к полотну, содержащему по существу непрерывные волокна небольшого диаметра. Волокна формируют посредством экструдирования расплавленного термопластичного материала из множества мелких, обычно круглых, капилляров фильерного устройства, при этом диаметр экструдированных волокон затем быстро уменьшают, например, выводящим вытягиванием и/или другими хорошо известными механизмами получения фильерным способом. Производство полотен спанбонд описано и проиллюстрировано, например, в патентах США № 4340563, выданном Appel и соавт., № 3692618, выданном Dorschner и соавт., № 3802817, выданном Matsuki и соавт., № 3338992, выданном Kinney, № 3341394, выданном Kinney, № 3502763, выданном Hartman, № 3502538, выданном Levy, № 3542615, выданном Dobo и соавт. и № 5382400, выданном Pike и соавт., каждый из которых для всех целей включен в данный документ во всей своей полноте посредством ссылки. Волокна спанбонд в целом не являются клейкими при их осаждении на собирающую поверхность. Волокна спанбонд иногда могут иметь диаметры, составляющие меньше чем приблизительно 40 микрон и часто от приблизительно 5 до приблизительно 20 микрон.
Термины «супервпитывающий полимер», «супервпитывающий материал», «SAP» или «SAM», должны использоваться взаимозаменяемо и должны относиться к полимерам, которые могут впитывать и удерживать чрезвычайно большие количества жидкости относительно своей собственной массы. Влагопоглощающие полимеры, которые классифицируют как гидрогели, которые могут быть сшитыми, впитывают водные растворы благодаря образованию водородных связей и силам других полярных взаимодействий с молекулами воды. Способность SAP впитывать воду отчасти основывается на степени ионности (показатель концентрации ионов в водном растворе) и функциональных полярных группах SAP, которые обладают сродством к воде. SAP, как правило, получают в результате полимеризации акриловой кислоты, перемешанной с гидроксидом натрия I, в присутствии вещества-инициатора с образованием натриевой соли полиакриловой кислоты (иногда называемой полиакрилатом натрия). Для получения супервпитывающего полимера также используют другие материалы, такие как полиакриламидный сополимер, сополимер этилена и малеинового ангидрида, сшитая карбоксиметилцеллюлоза, сополимеры поливинилового спирта, сшитый полиэтиленоксид и привитый крахмалом сополимер полиакрилонитрила. Во впитывающих изделиях SAP может присутствовать в виде частиц, или волокон, или в виде покрытия, или другого материала или волокна.
Термины «частица», «в виде частиц» и т. п., при использовании вместе с термином «супервпитывающий полимер», относятся к форме отдельных единиц. Единицы могут предусматривать хлопья, волокна, скопления, гранулы, порошки, сферы, порошкообразные материалы или т. п., а также их комбинации. Частицы могут иметь любую необходимую форму: например, кубическую, стержнеобразную, многогранную, сферическую или полусферическую, закругленную или полузакругленную, угловую, неправильную и т. д.
Термины «супервпитывающий полимер в виде частиц» и «супервпитывающая полимерная композиция в виде частиц» относятся к форме супервпитывающего полимера и супервпитывающих полимерных композиций в отдельной форме, при этом «супервпитывающий полимер в виде частиц» и «супервпитывающие полимерные композиции в виде частиц» могут иметь размер частиц менее 1000 мкм или от приблизительно 150 мкм до приблизительно 850 мкм.
Термин «удерживающая способность (CRC) при центрифугировании», используемый в данном документе, относится к способности супервпитывающего полимера в виде частиц удерживать в себе жидкость после насыщения и подвергания центрифугированию в контролируемых условиях и выражается в виде граммов жидкости, удерживающейся на грамм веса образца (г/г) при измерении с использованием испытания на удерживающую способность при центрифугировании, изложенного в данном документе.
Термин «проницаемость геля» является свойством массы частиц в целом и относится к распределению частиц по размерам, по форме частиц и связанности открытых пор между частицами, модулю сдвига и поверхностной модификации набухшего геля. На практике проницаемость геля супервпитывающей полимерной композиции является измерением того, насколько быстро жидкость протекает через массу набухших частиц. Низкая проницаемость геля указывает на то, что жидкость не может легко протекать через супервпитывающую полимерную композицию, что в целом относится к блокировке геля, и на то, что любое принудительное течение жидкости (такое как второе нанесение мочи во время использования подгузника) должно использовать альтернативный путь (например, протечка подгузника).
Термин «полимер» включает, но без ограничения, гомополимеры, сoполимеры, например, блок-, привитые, статистические и чередующиеся сoполимеры, терполимеры и т. д., и их смеси и модификации. Кроме того, если нет конкретных ограничений, термин «полимер» должен включать все возможные конфигурационные изомеры материала. Эти конфигурации включают, но без ограничения, изотактические, синдиотактические и атактические симметрии.
Термин «время существования вихря» измеряет количество времени в секундах, требуемое для того, чтобы 2 грамма SAP остановили вихрь, созданный путем перемешивания 50 миллилитров солевого раствора при 600 оборотах в минуту на плите магнитной мешалки. Время, необходимое для остановки вихря, является указателем скорости впитывания в состоянии свободного набухания SAP.
Используемый в данном документе термин «весовой процент (%)» или «вес. %», относящийся к компонентам сухой супервпитывающей полимерной композиции в виде частиц, должен толковаться как такой, что основан на весе сухой супервпитывающей полимерной композиции, если в данном документе не указано иное.
Эти термины могут быть определены посредством дополнительного пояснения в остальных частях описания.
Как показано на фиг. 1—2, предмет 20 одежды проходит вдоль продольного направления 23 и поперечного направления 22 перпендикулярно продольному направлению 23. Используемые при описании различных вариантов осуществления предмета 20 одежды согласно аспектам настоящего изобретения термины «продольный» и «поперечный» употребляются в своем обычном значении, как указано центральной продольной осью 24 и центральной поперечной осью 25. Центральная продольная ось 24 лежит в плоскости изделия, когда изделие находится в полностью растянутом и горизонтально уложенном состоянии, в то время как передняя и задняя панели разделены и в целом параллельны вертикальной плоскости, которая делит пополам стоящего носящего на левую и правую половины тела при ношении изделия. Центральная поперечная ось 25 лежит в плоскости изделия и является в целом перпендикулярной центральной продольной оси 24. Предмет 20 одежды имеет переднюю область 30, имеющую передний поясной торцевой край 32, заднюю область 34, имеющую задний поясной торцевой край 36, и область 38 промежности, расположенную в продольном направлении между передней областью 30 и задней областью 34. Область 38 промежности имеет два противоположных в поперечном направлении боковых края 39 промежности. Предмет 20 одежды имеет длину 21 предмета одежды, которая проходит от переднего поясного торцевого края 32 до заднего поясного торцевого края 36.
Предмет 20 одежды содержит переднюю панель 40, которая имеет край 44, обращенный к ноге, передней панели, который отстоит в продольном направлении внутрь от переднего поясного торцевого края 32, а также первого и второго противоположных в поперечном направлении боковых краев 46, 48 передней панели. Предмет 20 одежды также содержит заднюю панель 41, которая имеет край 45, обращенный к ноге, задней панели, который отстоит в продольном направлении внутрь от заднего поясного торцевого края 36, а также первого и второго противоположных в поперечном направлении боковых краев 47, 49 задней панели. Термин «в продольном направлении внутрь (или внутри)», используемый для описания вариантов осуществления предмета одежды в данном документе, означает в продольном направлении к центральной поперечной оси 25. Аналогично термин «в поперечном направлении внутрь (или внутри)», используемый для описания вариантов осуществления предмета одежды в данном документе, означает в поперечном направлении к центральной продольной оси 24. Передняя панель 40 отстоит в продольном направлении от задней панели 41. Конкретные структуры передней и задней панелей 40, 41 описаны ниже относительно фиг. 3A—11B.
Пара боковых швов 84, 84 соединяет переднюю область 30 с задней областью 34, так что предмет 20 одежды имеет отверстие 27 для талии и пару отверстий 28 для ног. Боковые швы могут быть постоянными, но отрываемыми, например, посредством клея, при использовании термического связывания, связывания под давлением или связывания ультразвуковой сваркой, или могут более легко отсоединяться, а также повторно прикрепляться, например, посредством использования механических крепежных элементов.
Предмет 20 одежды может дополнительно содержать по меньшей мере один передний элемент 70, представляющий собой резинку для ног, расположенный смежно с краем 44, обращенным к ноге, передней панели, и/или по меньшей мере один задний элемент 75, представляющий собой резинку для ног, расположенный смежно с краем 45, обращенным к ноге, задней панели. Такие элементы 70 и/или 75, представляющие собой резинку для ног, способствуют дополнительному упругому закреплению вокруг отверстий 28 для ног для улучшения посадки и защиты от протекания предмета 20 одежды. Каждый элемент 70, 75, представляющий собой резинку для ног, может содержать одну ленту, полосу или нить (или т. п.) эластичного материала, или каждый из них может содержать две, три или более лент, полос или нитей (или т. п.) эластичного материала. Эластичные ленты, полосы, нити и т. п., подходящие для использования в одноразовых впитывающих предметах одежды, известны из данной области техники, одним примером являются эластичные элементарные нити торговой марки LYCRA, доступные от компании Dupont Corporation. В конкретных вариантах осуществления задний элемент 75, представляющий собой резинку для ног, и/или передний элемент 70, представляющий собой резинку для ног, проходит в поперечном направлении по всей ширине предмета одежды. В других вариантах осуществления, таких как наглядно проиллюстрированы на фиг. 1 и 2, задний элемент 75, представляющий собой резинку для ног, может содержать пару задних элементов, представляющих собой резинку для ног, таких как первый и второй задние элементы 76, 77, представляющие собой резинки для ног, расположенные на противоположных сторонах впитывающего композиционного материала 50. Подобным образом, передний элемент 70, представляющий собой резинку для ног, может содержать пару передних элементов, представляющих собой резинки для ног, таких как первый и второй передние элементы 71, 72, представляющие собой резинки для ног, расположенные на противоположных сторонах впитывающего композиционного материала 50. В предпочтительных вариантах осуществления, таких как наглядно проиллюстрированы на фиг. 1 и 2, каждый задний элемент 75, представляющий собой резинку для ног, может содержать множество эластомерных полос и/или каждый передний элемент 70, представляющий собой резинку для ног, может содержать множество эластомерных полос.
В конкретных вариантах осуществления впитывающий композиционный материал 50 соединен с передней панелью 40 и задней панелью 41 и между ними. Впитывающий композиционный материал 50 может содержать композиционную структуру, образованную из непроницаемого для жидкости барьерного слоя 52, имеющего ширину 53 и длину 51, впитывающего элемента 54, содержащего впитывающий материал, проницаемого для жидкости прокладочного материала 55 и/или эластичных элементов 56 для промежности. Используемый в данном документе термин «впитывающий материал» может означать волокнистый впитывающий материал, супервпитывающий материал (SAM) или комбинацию из обоих из волокнистого впитывающего материала и SAM. Впитывающий элемент 54 в некоторых вариантах осуществления может содержать слоистую структуру, которая содержит несколько областей из материалов, впитывающих жидкость, таких как волокнистый впитывающий материал и/или SAM. Впитывающий элемент 54 имеет длину 61 и ширину 63. Дополнительное описание иллюстративных впитывающих элементов 54 согласно настоящему изобретению представлено далее относительно фиг. 3—12.
Следует понимать, что иллюстративный предмет 20 одежды, подобный трусам, представляет собой только один возможный пример впитывающего изделия, которое можно использовать с описанными впитывающими элементами 54 согласно настоящему изобретению. Такие предметы 20 одежды, как те, что показаны на фиг. 1 и 2, могут быть в целом описаны как предметы одежды, образованные с использованием процесса изготовления в направлении, перпендикулярном машинному направлению (CD). Альтернативные иллюстративные предметы одежды, которые можно использовать с описанными впитывающими элементами 54, могут включать такие предметы одежды, которые образованы посредством процесса изготовления с использованием машинного направления (MD). В целом настоящее изобретение не предназначено для ограничения конкретно раскрытыми впитывающими предметами одежды. Вместо этого описанные впитывающие элементы 54 могут быть использованы в любой подходящей структуре каркаса для удерживания описанных впитывающих элементов 54 на носящем. В других возможных предусмотренных вариантах осуществления описанные впитывающие элементы 54 могут вообще не использоваться с какой-либо структурой каркаса. Вместо этого впитывающие элементы 54 могут быть сконструированы так, чтобы быть способными к размещению непосредственно в контакте с телом носящего, например, с использованием клея, нанесенного на элемент, расположенного на обращенной к телу поверхности впитывающих элементов 54.
На фиг. 3—12 изображены иллюстративные поперечные сечения впитывающего элемента 54, если смотреть по линии 3—3 по фиг. 2, согласно аспектам настоящего изобретения. В целом впитывающие элементы 54 согласно настоящему изобретению могут содержать несколько слоев, в том числе несколько отдельных слоев впитывающего материала.
В варианте осуществления по фиг. 3 иллюстративный впитывающий элемент содержит как нижний оберточный лист 101 сердцевины, так и верхний оберточный лист 103 сердцевины. Верхний оберточный лист 103 сердцевины может быть связан с нижним оберточным листом 101 сердцевины посредством капель 106 клея для шва. Хотя верхний оберточный лист 103 сердцевины показан как в целом обернутый вокруг элемента 54 для связывания с нижним оберточным листом 101 сердцевины, другие варианты осуществления могут содержать различные конфигурации нижнего оберточного листа 101 сердцевины и верхнего оберточного листа 103 сердцевины. Например, в некоторых вариантах осуществления как нижний оберточный лист 101 сердцевины, так и верхний оберточный лист 103 сердцевины могут частично обертывать элемент 54, или нижний оберточный лист 101 сердцевины может обертывать большую часть элемента 54 для связывания с верхним оберточным листом 103 сердцевины. Также в еще одних вариантах осуществления элемент 54 может содержать только один оберточный лист сердцевины. В таких вариантах осуществления один оберточный лист сердцевины может обертывать элемент 54 и связываться с самим собой посредством одной капли 106 клея для шва. В еще одних дополнительных вариантах осуществления, вместо связывания с самим собой, один оберточный лист сердцевины может обертывать элемент 54, но между концами оберточного листа сердцевины может быть зазор, таким образом остается часть элемента 54, не покрытая одним оберточным листом сердцевины (иногда это называется C-образной укладкой).
Нижний оберточный лист 101 сердцевины и верхний оберточный лист 103 сердцевины могут быть образованы из любых подходящих материалов. По меньшей мере верхний оберточный лист 103 сердцевины может быть проницаемым для жидкости и может хорошо функционировать при поглощении и капиллярном затекании текучей среды. В некоторых вариантах осуществления нижний оберточный лист 101 сердцевины также может быть проницаемым для жидкости и хорошо функционировать при поглощении и капиллярном затекании текучей среды. Хотя в других вариантах осуществления нижний оберточный лист 101 сердцевины может быть непроницаемым для жидкости, чтобы способствовать предотвращению вытекания жидкости из элемента 54 и/или предмета 20 одежды.
Оберточные листы 101 и/или 103 сердцевины могут содержать натуральные и синтетические волокна, такие как, но без ограничения, сложный полиэфир, полипропилен, ацетат, нейлон, полимерные материалы, целлюлозные материалы и их комбинации. В различных вариантах осуществления переносящий текучую среду слой 84 может быть гидрофильным. В различных вариантах осуществления оберточные листы 101 и/или 103 сердцевины могут быть гидрофобными и могут быть обработаны любым способом, известным в данной области техники, для придания им гидрофильных свойств. Несколько иллюстративных подходящих материалов включают тканевые материалы, материалы спанбонд и/или мелтблаун (например, материалы спанбонд-мелтблаун и материалы спанбонд-мелтблаун-спанбонд), материалы спанлейс, материалы HYDROKNIT®, которые представляют собой класс материалов, коммерчески доступных от Kimberly-Clark World Wide, Inc., уложенные воздухом материалы и коформные материалы. Более конкретно, оберточные листы 101, 103 сердцевины могут состоять из тканевых материалов, имеющих базовый вес от приблизительно 10 г/м2 до приблизительно 30 г/м2, материалов спанлейс, имеющих базовый вес от приблизительно 20 г/м2 до приблизительно 50 г/м2, материалов Hydroknit®, имеющих базовый вес от приблизительно 20 г/м2 до приблизительно 50 г/м2, уложенных воздухом материалов, имеющих базовый вес от приблизительно 30 г/м2 до приблизительно 50 г/м2, и коформных материалов, имеющих базовый вес от приблизительно 35 г/м2 до приблизительно 60 г/м2. Хотя это лишь некоторые примеры. Другие подходящие материалы и/или материалы, имеющие значения базового веса, отличные от вышеуказанных диапазонов, могут быть использованы в других вариантах осуществления. Например, может быть использован любой подходящий материал, известный специалисту в данной области техники, и базовый вес любых материалов, используемых для оберточных листов 101, 103 сердцевины может находиться в диапазоне от приблизительно 6 г/м2 до приблизительно 60 г/м2.
Впитывающий элемент 54 может быть интегрирован в ряд слоев, таких как слои 120, 122 и/или 124. Слой 120 может представлять собой впитывающий слой и может содержать по меньшей мере часть первой впитывающей области 132 элемента 54. Слой 122 может содержать упрочняющий материал 116, расположенный внутри впитывающего элемента 54, и в некоторых вариантах осуществления также может содержать часть первой впитывающей области 132. Слой 124 может представлять собой второй впитывающий слой и может содержать по меньшей мере часть второй впитывающей области 134 впитывающего элемента 54. Эти различные слои 120, 122 и 124 более подробно описаны далее.
Слой 120 может содержать впитывающий материал для обеспечения впитывающего элемента 54 с благоприятными качествами поглощения и хранения текучей среды. В некоторых вариантах осуществления слой 120 может состоять по существу только из впитывающего материала и по существу только из SAM в дополнительных вариантах осуществления. В настоящем изобретении фраза «по существу только» означает, что описанный материал может составлять больше или ровно 90 % от общего веса всего материала слоя или области. Соответственно, в настоящем изобретении слой 120 может содержать впитывающий материал, который в совокупности составляет больше или ровно 90 % от общего веса всего материала внутри слоя 120. В тех случаях, когда слой 120 содержит по существу только SAM, слой 120 может содержать количество SAM с весом, который больше или равен 90 % от общего веса всего материала слоя 120. В примере по фиг. 3 слой 120 изображен как содержащий частицы 115 SAM, но в других вариантах осуществления слой 120 также может содержать волокнистый впитывающий материал, такой как распушенная пульпа и т. п.
Впитывающий элемент 54 может содержать клеевой слой 105, расположенный между нижним оберточным листом 101 сердцевины и слоем 120. Этот клеевой слой 105 может способствовать стабилизации впитывающего материала в слое 120. То есть клеевой слой 105 может способствовать поддержанию впитывающего материала внутри слоя 120 в положении внутри элемента 54. Клеевой слой 105 может быть нанесен в соответствии с любым подходящим способом нанесения клея, известным в данной области техники, например, посредством нанесения распылением, или покрытия щелевым нанесением, или т. п. Дополнительно клеевой слой может быть нанесен в соответствии с любым подходящим узором клея. Например, клей внутри клеевого слоя 105 может быть нанесен в виде линий, завитков, спиралей, точек, в виде сетки или в виде любого другого подходящего узора. Клей клеевого слоя 105 может быть нанесен с плотностью от приблизительно 1,0 г/м2 до приблизительно 7,0 г/м2, или от приблизительно 2,0 г/м2 до приблизительно 6,0 г/м2, или от приблизительно 3,0 г/м2 до приблизительно 5,0 г/м2, или от приблизительно 3,0 г/м2 до приблизительно 4,0 г/м2, или от приблизительно 3,15 г/м2 до приблизительно 3,85 г/м2, или от приблизительно 3,25 г/м2 до приблизительно 3,75 г/м2, или от приблизительно 3,4 г/м2 до приблизительно 3,6 г/м2, или с любой другой подходящей плотностью.
Слой 122 расположен смежно со слоем 120 и может быть расположен непосредственно смежно со слоем 120 без материала между слоями 120, 122 (такими как клеевой слой). Однако в дополнительных вариантах осуществления между слоями 120, 122 может быть расположен клеевой слой. В целом слой 122 может содержать один или более упрочняющих материалов. В некоторых вариантах осуществления, например, как показано на фиг. 3, упрочняющий материал 116 может содержать нетканый материал, состоящий из множества отдельных волокон 117, такой как материал спанбонд или материал спанбонд-мелтблаун-спанбонд (SMS). В других вариантах осуществления нетканый материал может представлять собой пористый нетканый материал, такой как связанное кардочесанное полотно, полученное воздушной набивкой (TABCW), или химически связанные нетканые материалы или т. п. Упрочняющий материал 116 может иметь базовый вес от приблизительно 30 г/м2 до приблизительно 120 г/м2, или от приблизительно 35 г/м2 до приблизительно 110 г/м2, или от приблизительно 40 г/м2 до приблизительно 100 г/м2, или от приблизительно 40 г/м2 до приблизительно 90 г/м2, или от приблизительно 40 г/м2 до приблизительно 75 г/м2, или любой другой подходящий базовый вес.
В некоторых вариантах осуществления слой 122 может дополнительно содержать заключенный впитывающий материал. Используемые в данном документе волокна 117 упрочняющего материала 116 не рассматриваются как впитывающий материал, независимо от впитывающих свойств волокон 117. Например, в варианте осуществления по фиг. 3 слой 122 содержит заключенные частицы 115 SAM. Эти частицы 115 SAM могут быть расположены по всему упрочняющему материалу 116 слоя 122 и захвачены волокнами 117, тем самым способствуя стабилизации частиц 115 внутри упрочняющего материала 116.
В вариантах осуществления, где слой 122 содержит как упрочняющий материал 116, так и впитывающий материал (такой как частицы 115 SAM), оба слоя 120 и 122 могут образовывать первую впитывающую область 132 элемента 54. В целом количество впитывающего материала внутри первой впитывающей области 132 может составлять от приблизительно 4 грамм до приблизительно 12 грамм. Например, в тех случаях, когда впитывающий материал, расположенный внутри слоев 120, 122, содержит частицы 115 SAM, общий вес частиц 115 SAM, расположенных по всему слою 120 и слою 122, может составлять от приблизительно 4 грамм до приблизительно 12 грамм. Разумеется, впитывающий материал в слоях 120, 122 не обязательно должен состоять исключительно из частиц 115 SAM во всех вариантах осуществления. В дополнительных вариантах осуществления количество впитывающего материала, расположенного на всех участках слоев 120, 122, может составлять от приблизительно 5 грамм до приблизительно 11 грамм, или от приблизительно 6 грамм до приблизительно 10 грамм, или от приблизительно 7 грамм до приблизительно 9 грамм.
В некоторых конкретных вариантах осуществления количество по весу впитывающего материала, расположенного внутри слоя 122, может быть больше или меньше, чем количество впитывающего материала в слое 120. Например, в некоторых вариантах осуществления количество по весу впитывающего материала в слое 122 может составлять от приблизительно 30 % до приблизительно 70 % от общего количества впитывающего материала внутри первой впитывающей области 132 (например, слоев 120 и 122). В дополнительных вариантах осуществления количество по весу впитывающего материала в слое 122 может составлять от приблизительно 40 % до приблизительно 70 %, или от приблизительно 50 % до приблизительно 70 %, или от приблизительно 60 % до приблизительно 70 % от общего количества впитывающего материала внутри первой впитывающей области 132.
С целью определения количества впитывающего материала в различных слоях впитывающего элемента 54 элемент 54 может быть разобран следующим образом. Сначала слои 122 и 124 могут быть удалены со слоя 120. Например, любые связи между нижним оберточным листом сердцевины и верхним оберточным листом 103 сердцевины могут быть разрушены, и слои 122 и 124 вместе с верхним оберточным листом 103 сердцевины могут быть вытянуты из слоя 120. В результате этого нижний оберточный лист 101 сердцевины, включая клеевой слой 105 и слой 120, останется отделенным от остальных слоев. Поскольку известны размер и базовый вес оберточного листа 103 сердцевины, общий вес оберточного листа сердцевины может быть определен исходя из этой информации. Аналогично количество клея по весу внутри клеевого слоя 105 известно благодаря параметрам процесса, используемым для нанесения клея в клеевой слой 105. Соответственно, общее количество по весу впитывающего материала в слое 120 можно определить посредством взвешивания нижнего оберточного листа 101 сердцевины, содержащего клеевой слой 105 и слой 120, и вычитания веса оберточного листа 101 сердцевины и клея в клеевом слое 105.
Для определения количества впитывающего материала, заключенного внутри упрочняющего слоя 116, упрочняющий слой 116 может быть удален из верхнего оберточного листа 103 сердцевины и слоя 124 и взвешен. Например, упрочняющий слой 116 может быть просто аккуратно оторван от клеевого слоя 107. В таких вариантах осуществления этот этап может быть выполнен над сосудом для сбора любого сыпучего заключенного впитывающего материала, который выпадает во время разрыва. В качестве альтернативы, для снижения реакционной способности клея в клеевом слое 107 могут быть предприняты один или более этапов, чтобы обеспечить возможность более легкого удаления упрочняющего слоя 116, например, посредством использования удалителя клея или других способов, известных из данной области техники. Затем упрочняющий слой 116 может быть взвешен вместе с любым собранным сыпучим впитывающим материалом для определения общего веса упрочняющего слоя 116 и заключенного впитывающего материала. Поскольку известны размер и базовый вес упрочняющего слоя 116, общий вес впитывающего материала, заключенного внутри упрочняющего слоя 116, может быть определен посредством вычитания веса упрочняющего слоя 116 из измеренного веса.
Аналогично может быть определено количество впитывающего материала, расположенного внутри слоя 124. Например, верхний оберточный лист 103 сердцевины может быть удален посредством разрушения любых связей с нижним оберточным листом 101 сердцевины. Верхний оберточный лист 103 сердцевины затем можно снимать, открывая слой 124. Впитывающий материал внутри слоя 124 может быть собран в измерительный сосуд, который затем может быть взвешен для определения общего количества впитывающего материала внутри слоя 124. Для отделения любого волокнистого впитывающего материала от впитывающего материала в виде частиц могут быть предприняты дополнительные этапы, общеизвестные в данной области техники, для определения индивидуальных значений веса любых из этих отдельных компонентов. Любая из перечисленных процентных величин впитывающего материала либо внутри заданного слоя 120, 122 и 124, либо между любыми из слоев 120, 122 и 124 может быть легко определена после определения соответствующих абсолютных значений веса.
Слой 124 может представлять собой другой впитывающий слой, содержащий впитывающий материал. Как видно на фиг. 3—12, слой 124 расположен между верхним оберточным листом 103 сердцевины и упрочняющим материалом 116. Слой 124 также может образовывать вторую впитывающую область 134. В некоторых вариантах осуществления слой 124 может содержать по существу только волокнистый впитывающий материал, такой как впитывающие волокна 113, и в некоторых определенных вариантах осуществления может состоять на 100 % из волокнистого впитывающего материала. В других вариантах осуществления слой 124 может содержать по существу только супервпитывающий материал, такой как частицы 111 SAM, и в некоторых более определенных вариантах осуществления может состоять на 100 % из супервпитывающего материала. В еще одних дополнительных вариантах осуществления слой 124 может содержать смесь как впитывающих волокон 113, так и частиц 111 SAM, как на фиг. 3—12. В по меньшей мере некоторых из этих вариантов осуществления частицы 111 SAM и впитывающие волокна 113 могут быть расположены так, что слой 124 представляет собой относительно однородную смесь частиц 111 SAM и волокон 113.
В тех случаях, когда слой 124 содержит как частицы 111 SAM, так и впитывающие волокна 113, слой 124 может содержать различные количества частиц 111 SAM и впитывающих волокон 113 в разных вариантах осуществления. Например, слой 124 может содержать где-то от приблизительно 5 % до приблизительно 95 % по весу супервпитывающего материала. То есть от общего веса материала, который имеет слой 124, супервпитывающий материал может предусматривать где-то от приблизительно 5 % до приблизительно 95 % от общего веса. В дополнительных вариантах осуществления слой 124 может содержать где-то от приблизительно 10 % до приблизительно 90 % по весу супервпитывающего материала, или где-то от приблизительно 20 % до приблизительно 90 % по весу супервпитывающего материала, или где-то от приблизительно 30 % до приблизительно 90 % по весу супервпитывающего материала, или где-то от приблизительно 40 % до приблизительно 90 % по весу супервпитывающего материала, или где-то от приблизительно 50 % до приблизительно 90 % по весу супервпитывающего материала, или где-то от приблизительно 50 % до приблизительно 85 % по весу супервпитывающего материала, или где-то от приблизительно 50 % до приблизительно 80 % по весу супервпитывающего материала, или где-то от приблизительно 60 % до приблизительно 80 % по весу супервпитывающего материала. В таких вариантах осуществления, где слой 124 состоит на 100 % из впитывающего материала, остальная часть веса слоя 124 может состоять из волокнистого впитывающего материала.
При абсолютных значениях веса количество супервпитывающего материала в слое 124 может составлять от приблизительно 0 г до приблизительно 20 г, или от приблизительно 0 г до приблизительно 15 г, или от приблизительно 0 г до приблизительно 10 г, или от приблизительно 0 г до приблизительно 8 г, или от приблизительно 2 г до приблизительно 8 г, или от приблизительно 3 г до приблизительно 8 г, или от приблизительно 3 г до приблизительно 6 г, или от приблизительно 3 г до приблизительно 5 г. Абсолютный вес волокнистого впитывающего материала в слое 124 может составлять от приблизительно 0 г до приблизительно 20 г, или от приблизительно 0 г до приблизительно 15 г, или от приблизительно 0 г до приблизительно 10 г, или от приблизительно 0 г до приблизительно 8 г, или от приблизительно 2 г до приблизительно 8 г, или от приблизительно 2 г до приблизительно 6 г, или от приблизительно 2 г до приблизительно 5 г.
Другой признак элемента 54 может представлять собой отношение количества впитывающего материала внутри второй впитывающей области 134 к количеству впитывающего материала в первой впитывающей области 132. В некоторых вариантах осуществления количество по весу впитывающего материала внутри второй впитывающей области 134 может составлять от приблизительно 60 % до приблизительно 140 % от количества впитывающего материала внутри первой впитывающей области 132. В дополнительных вариантах осуществления количество по весу впитывающего материала внутри второй впитывающей области 134 может составлять от приблизительно 70 % до приблизительно 130 %, или от приблизительно 75 % до приблизительно 125 %, или от приблизительно 75 % до приблизительно 115 %, или от приблизительно 75 % до приблизительно 110 % от количества впитывающего материала внутри первой впитывающей области 132. Эти процентные величины включают весь впитывающий материал внутри областей 132, 134.
Другой аспект элемента 54 может представлять собой отношение количества супервпитывающего материала внутри второй впитывающей области 134 к количеству супервпитывающего материала в первой впитывающей области 132. В некоторых вариантах осуществления количество по весу супервпитывающего материала внутри второй впитывающей области 134 может составлять от приблизительно 30 % до приблизительно 70 % от количества супервпитывающего материала внутри первой впитывающей области 132. В дополнительных вариантах осуществления количество по весу супервпитывающего материала внутри второй впитывающей области 134 может составлять от приблизительно 35 % до приблизительно 65 %, или от приблизительно 35 % до приблизительно 60 %, или от приблизительно 40 % до приблизительно 60 % от количества супервпитывающего материала внутри первой впитывающей области 132.
В некоторых конкретных вариантах осуществления один тип SAM может быть использован на всех участках всех впитывающих слоев элемента 54. Например, в некоторых вариантах осуществления в слоях 120, 122 и/или 124 может быть использован тип SAM, обладающий следующими свойствами. Способы испытания, используемые при идентификации свойств SAM, дополнительно раскрыты в данном документе ниже.
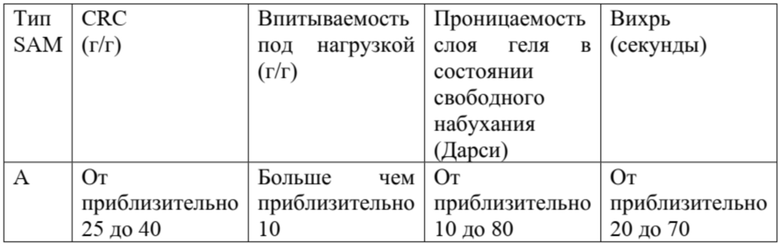
Таблица 1
В других вариантах осуществления два различных типа SAM могут быть смешаны вместе и использованы в слоях 120, 122 и/или 124. В таблице 2 далее подробно описаны два конкретных типа SAM и их свойства, которые могут проявлять положительные результаты изменения рабочих характеристик при смешивании вместе и использовании во впитывающих элементах 54 согласно настоящему изобретению.
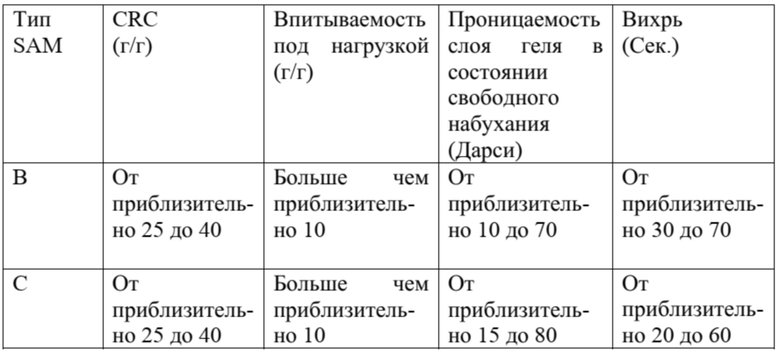
Таблица 2
В таблице 3 подробно описаны дополнительные иллюстративные типы SAM и их свойства, которые могут проявлять положительные результаты изменения рабочих характеристик при использовании во впитывающих элементах 54 согласно настоящему изобретению в виде смеси для использования в слоях 120, 122 и/или 124.
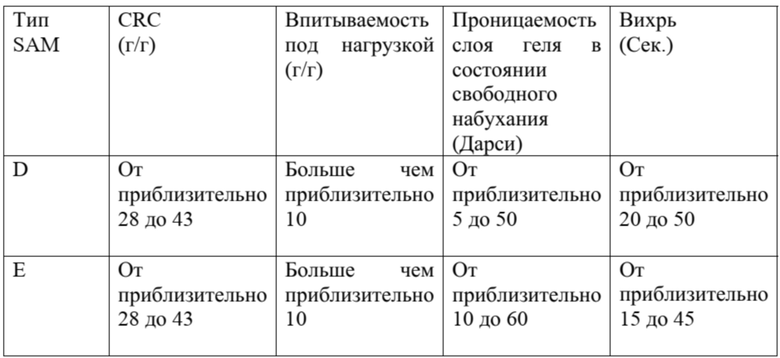
Таблица 3
В еще одних дополнительных вариантах осуществления впитывающие элементы 54 согласно настоящему изобретению могут содержать любой один из SAM типов A, B, C, D или E или смесь любых SAM типов A, B, C, D и/или E. Например, в некоторых вариантах осуществления слои 120, 122 могут содержать любой из описанных SAM типов A, B, C, D или E. В тех же вариантах осуществления слой 124 может содержать тот же тип SAM или любой другой из SAM типов A, B, C, D и E. В других вариантах осуществления слои 120, 122 могут содержать смесь любых двух SAM типов A, B, C, D и E. В этих вариантах осуществления слой 124 может содержать любой из SAM типов A, B, C, D или E или смесь любых двух SAM типов A, B, C, D и E. В других вариантах осуществления слои 120, 122 могут содержать любой из SAM типов A, B, C, D или E, тогда как слой 124 содержит любые два из SAM типов A, B, C, D и E. В конкретных вариантах осуществления все слои 120, 122 и 124 могут содержать SAM типов A. В дополнительных вариантах осуществления слои 120, 122 могут содержать смесь SAM типов D и E, тогда как слой 126 содержит любой из SAM типов A, B, C, D или E. В качестве альтернативы, слой 126 может содержать смесь SAME типов B и C в таких вариантах осуществления.
Элемент 54 может дополнительно содержать клеевые слои 107 и 109. Клеевой слой 107 может быть расположен между упрочняющим материалом 116 и слоем 124. Клеевой слой 109 может быть расположен между слоем 124 и верхним оберточным листом 103 сердцевины. В целом эти клеевые слои 107, 109 могут быть подобны клеевому слою 105 с точки зрения, например, количества и/или плотности клея и типов клеев.
На фиг. 4—6 представлены дополнительные иллюстративные поперечные сечения элемента 54, если смотреть по линии 3—3 по фиг. 2, согласно дополнительным аспектам настоящего изобретения. Впитывающие элементы 54, изображенные на фиг. 3—5, могут быть в целом подобны описанным в отношении фиг. 3. Тем не менее, впитывающие элементы 54 в вариантах осуществления по фиг. 3—5 могут содержать один или более дополнительных слоев. Например, элемент 54 может дополнительно содержать один или более слоев 104 и/или 108 волокнистого материала, расположенных смежно с верхним оберточным листом 103 сердцевины и/или нижним оберточным листом 101 сердцевины соответственно. При наличии слои 104 и/или 108 волокнистого материала могут содержать любой нетканый материал, такой как любой из описанных в отношении оберточных листов 101, 103 сердцевины. В некоторых определенных вариантах осуществления слои 104 и/или 108 волокнистого материала могут содержать уложенный воздухом материал. Такие уложенные воздухом материалы могут иметь базовый вес, находящийся в диапазоне от приблизительно 40 г/м2 до приблизительно 60 г/м2 или от приблизительно 45 г/м2 до приблизительно 55 г/м2. Как можно увидеть на фиг. 3—5, в тех вариантах осуществления, где элемент 54 содержит один или более слоев 104 и/или 108 материала, элемент 54 дополнительно содержит дополнительные клеевые слои 110 и/или 112, расположенные смежно со слоями 104 и/или 108, при этом слои 104 и/или 108 расположены между дополнительными клеевыми слоями 110 и/или 112 и верхним оберточным листом 103 сердцевины или нижним оберточным листом 101 сердцевины. Эти клеевые слои 110 и/или 112 могут быть подобны другим клеевым слоям 105, 107 и/или 109, например, с точки зрения количества и/или плотности клея и типов клеев.
На фиг. 7—10 представлены поперечные сечения впитывающего элемента 54, если смотреть по линии 3—3 по фиг. 2, согласно дополнительным аспектам настоящего изобретения. На фиг. 7 изображен иллюстративный впитывающий элемент 54, дополнительно содержащий слой 126. Слой 126 может представлять собой еще один впитывающий слой и может содержать третью впитывающую область 136. В некоторых вариантах осуществления слой 126 может содержать по существу только впитывающий материал и в некоторых определенных вариантах осуществления может состоять на 100 % из впитывающего материала. Хотя он показан как содержащий лишь супервпитывающие частицы 114, в других вариантах осуществления слой 126 может содержать лишь волокнистый впитывающий материал, а также смесь как супервпитывающего материала, так и волокнистого впитывающего материала в дополнительных вариантах осуществления.
Количество впитывающего материала, расположенного внутри слоя 126, содержащего третью впитывающую область 136, может составлять от приблизительно 10 % до приблизительно 40 % по весу от количества впитывающего материала, расположенного внутри первой впитывающей области 132 и второй впитывающей области 134. Например, если количество впитывающего материала, расположенного внутри первой впитывающей области 132, составляет 8 г, и количество впитывающего материала, расположенного внутри второй впитывающей области 134, составляет 7 г, то количество впитывающего материала, расположенного внутри третьей впитывающей области 136, может составлять от приблизительно 10 % до приблизительно 40 % 15 г (например, от приблизительно 1,5 г до приблизительно 6 г). Тем не менее, в дополнительных вариантах осуществления количество впитывающего материала, расположенного внутри третьей впитывающей области 136, может составлять от приблизительно 12,5 % до приблизительно 35 %, или от приблизительно 15 % до приблизительно 30 %, или от приблизительно 17,5 % до приблизительно 25 % по весу от количества впитывающего материала, расположенного внутри первой впитывающей области 132 и второй впитывающей области 134.
На фиг. 8—10 проиллюстрированы дополнительные варианты осуществления впитывающего элемента 54, который содержит слой 126 и один или более дополнительных слоев 104 и/или 108 волокнистого материала. Например, на фиг. 8 изображен вариант осуществления, где впитывающий элемент 54 содержит как слой 126, так и нижний слой 108 волокнистого материала. На фиг. 9 изображен вариант осуществления, где впитывающий элемент 54 содержит как слой 126, так и верхний слой 104 волокнистого материала. На фиг. 10 изображен вариант осуществления, где впитывающий элемент 54 содержит все из слоя 126, верхнего слоя 104 волокнистого материала и нижнего слоя 108 волокнистого материала. В вариантах осуществления по фиг. 9 и 10 дополнительно изображен клеевой слой, клеевой слой 118. Этот дополнительный клеевой слой 118 расположен между слоем 126 и верхним слоем 104 волокнистого материала, тогда как клеевой слой 110 разделяет слой 126 и впитывающий слой 124, содержащий упрочняющий материал 116 в этих вариантах осуществления.
На фиг. 11 и 12 представлены поперечные сечения впитывающего элемента 54, если смотреть по линии 3—3 на фиг. 2, на которых изображены еще одни дополнительные варианты осуществления согласно настоящему изобретению. В варианте осуществления по фиг. 11 впитывающий элемент 54 содержит канал 140, имеющий более низкое содержание впитывающего материала, чем окружающие области, такие как области 148 и 149. Следует понимать, что области 148, 149 соответствуют областям впитывающего элемента 54, расположенным внутри того же слоя или слоев, что и канал 140. Если канал 140 расположен только внутри слоя 122, то области 148, 149 соответствуют областям слоя 122. Если канал 140 расположен с прохождением через оба слоя 122 и 124, то области 148, 149 соответствуют областям, проходящим через оба слоя 122, 124. Канал 140 дополнительно показан на фиг. 11 как проходящий через оба слоя 122, 124. Однако в некоторых вариантах осуществления канал 140 может проходить лишь через слой 122.
Как показано, канал 140 может иметь ширину 141 канала, которая проходит в поперечном направлении 22. В некоторых вариантах осуществления ширина 141 канала может составлять от приблизительно 5 % до приблизительно 40 % от общей ширины 63 впитывающего элемента. В дополнительных вариантах осуществления ширина 141 канала может составлять от приблизительно 5 % до приблизительно 35 %, или составлять от приблизительно 5 % до приблизительно 30 %, или составлять от приблизительно 5 % до приблизительно 25 %, или составлять от приблизительно 5 % до приблизительно 20 %, или составлять от приблизительно 5 % до приблизительно 15 %, или составлять от приблизительно 5 % до приблизительно 10 % от общей ширины 63 впитывающего элемента.
Канал 140 может дополнительно иметь продольную длину (не показана), которая проходит в продольном направлении 23. В некоторых вариантах осуществления продольная длина канала 140 может равняться продольной длине 61 впитывающего элемента 54. Однако в других вариантах осуществления продольная длина канала 140 может составлять лишь от приблизительно 25 % до приблизительно 90 % продольной длины 61 впитывающего элемента 54. В еще одних дополнительных вариантах осуществления продольная длина канала 140 может составлять от приблизительно 25 % до приблизительно 80 %, или от приблизительно 30 % до приблизительно 80 %, или от приблизительно 30 % до приблизительно 75 %, или от приблизительно 30 % до приблизительно 70 %, или от приблизительно 35 % до приблизительно 65 % от продольной длины 61 впитывающего элемента 54.
В конкретных вариантах осуществления может по существу отсутствовать впитывающий материал, расположенный внутри канала 140. Однако в других вариантах осуществления канал 140 может иметь относительно меньшее количество впитывающего материала, расположенного внутри канала 140, чем в областях вне канала, например областях 148, 149. Например, количество впитывающего материала внутри канала 140 может составлять от приблизительно 0,5 % до приблизительно 10 % по весу от количества впитывающего материала, расположенного внутри областей 148, 149. В качестве одного примера канал 140 проходит через оба слоя 120 и 122, и каждая из областей 148, 149 содержит впитывающий материал, имеющий суммарный вес 7 г, при этом общее количество впитывающего материала, расположенного внутри канала 140, может составлять от приблизительно 0,035 г до приблизительно 0,7 г.
На фиг. 12 изображен дополнительный примерный вариант осуществления впитывающего элемента 54, содержащего как первый канал 140, так и второй канал 144, а также дополнительную центральную область 147. В целом, второй канал 144 может быть подобным по отношению к описанным выше признакам для канала 140. В качестве одного примера второй канал 144 может иметь ширину 145 второго канала, и второй канал 145 может быть подобным ширине, описанной применительно к ширине 144 канала. Дополнительно количество любого впитывающего материала, расположенного внутри второго канала 144, может быть подобно тому, которое описано применительно к каналу 140.
На фиг. 13 представлено схематическое изображение способа 200 изготовления впитывающих элементов 54 согласно настоящему изобретению. На первом этапе нижний оберточный лист 201 сердцевины может быть размотан с катушки материала. Нижний оберточный лист 201 сердцевины может соответствовать нижнему оберточному листу 101 сердцевины, описанному ранее относительно впитывающих элементов 54 согласно настоящему изобретению. Первый клей 205 может быть нанесен на нижний оберточный лист 201 сердцевины посредством устройства 210 для нанесения клея, образуя первый клеевой слой на нижнем оберточном листе 201 сердцевины. Клей 205, образующий первый клеевой слой, может соответствовать описанному ранее клею 105. Например, клей 205 может быть нанесен любым способом, узором и/или в базовом весе, описанными относительно клея 105.
Упрочняющий материал 202 также может быть размотан с катушки и может быть дополнительно соединен с нижним оберточным листом 201 сердцевины, при этом клей 205 зажат между нижним оберточным листом 201 сердцевины и упрочняющим материалом 202. Упрочняющий материал 202 может соответствовать упрочняющему материалу 116, описанному выше. Несмотря на то, что он показан нанесенным на нижний оберточный лист 201 сердцевины на фиг. 13 (и на фиг. 14), в альтернативных вариантах осуществления клей 205 может быть нанесен на упрочняющий материал 202 на стороне упрочняющего материала 202, расположенного смежно с нижним оберточным листом 201 сердцевины, когда лист 201 и материал 202 соединены вместе.
Затем объединенные нижний оберточный лист 201 сердцевины и упрочняющий материал 202 транспортируют к вакуумному конвейеру 240, через который воздух втягивается через нижний оберточный лист 201 сердцевины и упрочняющий материал 202 и проходит внутрь вакуумного конвейера 240. В то время как нижний оберточный лист 201 сердцевины и упрочняющий материал 202 расположены над вакуумным конвейером 240, супервпитывающий материал может быть диспергирован поверх упрочняющего материала 202 и на него. Например, супервпитывающий материал может храниться в загрузочной воронке 215 и может быть распределен через канал 216 на упрочняющем материале 202. В некоторых вариантах осуществления супервпитывающий материал распределяют дозированным образом так, чтобы определенное количество супервпитывающего материала осаждалось на упрочняющем материале 202. В различных вариантах осуществления количество супервпитывающего материала, осажденного на упрочняющем материале 202, может совпадать с количеством супервпитывающего материала, содержащегося внутри слоев 120, 122 впитывающих элементов 54, описанных выше.
Затем нижний оберточный лист 201 сердцевины, упрочняющий материал 202 и осажденный супервпитывающий материал транспортируют на второй вакуумный конвейер 242, хотя использование одного или более вакуумных конвейеров не должно истолковываться как ограничивающий признак способа 200. Затем на упрочняющий материал 202 наносят второй клей 207 посредством устройства 211 для нанесения клея, на ту же сторону упрочняющего материала 202, на которой был осажден супервпитывающий материал, с образованием сердцевины в частичном сборе из нижнего оберточного листа 201 сердцевины, клея 205, упрочняющего материала 202, осажденного супервпитывающего материала и клея 207. Клей 207 может образовывать второй клеевой слой, который может соответствовать описанному ранее клеевому слою 107.
Эту сердцевину в частичном сборе затем перемещают через формовочную камеру 230. Внутри формовочной камеры 230 впитывающий материал осаждается на формовочном барабане 228, который вращается в направлении стрелки 229. Формовочный барабан 228 может быть соединен с источником вакуума, втягивающим воздух через барабан, тем самым способствуя осаждению впитывающего материала на барабан 228. Впитывающий материал, осажденный на формовочном барабане 228, соответствует впитывающему материалу, который образует слой 124 впитывающих элементов 54 согласно настоящему изобретению. В варианте осуществления по фиг. 13 впитывающий материал внутри формовочной камеры 230 содержит как волокнистый впитывающий материал 222, так и супервпитывающий материал 224 в виде частиц. Волокнистый впитывающий материал 222 подается установкой 220 для выработки волокна, тогда как супервпитывающий материал 224 в виде частиц подается загрузочной воронкой 217 и транспортируется в камеру 230 через трубопровод 218. Количества волокнистого впитывающего материала, подаваемого установкой 220 для выработки волокна и супервпитывающего материала 224 в виде частиц, подаваемого загрузочной воронкой 217 в камеру 230, могут быть дозированы таким образом, чтобы осадить требуемое количество материалов 222, 224 на формовочный барабан 228. В различных вариантах осуществления количества материалов 222, 224, которые осаждаются на формовочный барабан 228, могут соответствовать количествам волокнистых впитывающих материалов и/или впитывающих материалов в виде частиц, расположенных внутри слоя 124 впитывающих элементов, описанных ранее.
Следует понимать, что хотя на фиг. 13 и 14 изображены как волокнистый впитывающий материал 222, так и супервпитывающий материал 224 в виде частиц, объединенные и осажденные на барабан 228, в других вариантах осуществления впитывающий материал, осажденный на барабан 228, может содержать только один из волокнистого впитывающего материала и супервпитывающего материала в виде частиц. Например, варианты осуществления впитывающих элементов 54, описанные ранее, включают варианты осуществления, где слой 124 содержит только волокнистый впитывающий материал, и варианты осуществления, где слой 124 содержит только супервпитывающий материал в виде частиц. В случае, если камера 230 содержит как волокнистый впитывающий материал 222, так и супервпитывающий материал 224 в виде частиц, потока воздуха внутри формовочной камеры 230 может быть достаточно для смешивания волокнистого впитывающего материала 222 и супервпитывающего материала 224 в виде частиц, как показано в области 226 камеры 230, так что материалы 222, 224 осаждаются на барабане 228 в виде по существу однородной смеси.
По мере того, как поверхность формовочного барабана 228 приближается к сердцевине в частичном сборе, расположенной на вакуумном конвейере 242, впитывающий материал, осажденный на барабане 228, отделяют от барабана 228 и соединяют с клеем 207, расположенным на упрочняющем материале 202. Например, барабан 228 может быть выполнен таким образом, что поток воздуха через барабан блокируется в области барабана вблизи вакуумного конвейера 242. Этого может быть достаточно для отделения осажденного впитывающего материала от барабана 228 и соединения с сердцевиной в частичном сборе. В других вариантах осуществления барабан 228 может продувать воздух через поверхность барабана, тем самым заставляя осажденный впитывающий материал отходить от поверхности барабана.
Далее сердцевину в частичном сборе, содержащую осажденный впитывающий материал, соединяют с верхним оберточным листом 203 сердцевины, который может быть размотан с катушки. В вариантах осуществления по фиг. 13 и 14 третий клей 209 наносят посредством устройства 212 для нанесения клея на верхний оберточный лист 203 сердцевины перед оборачиванием верхнего оберточного листа 203 сердцевины поверх сердцевины в частичном сборе. Этот третий клей 209 может образовывать клеевой слой, который может соответствовать клеевому слою 109. Как можно видеть, третий клей 209 наносят на верхний оберточный лист 203 сердцевины таким образом, что третий клей расположен между верхним оберточным листом 203 сердцевины и сердцевиной в частичном сборе. Однако в других вариантах осуществления третий клей 209 может быть нанесен непосредственно на сердцевину в частичном сборе, а не на верхний оберточный лист 203 сердцевины, до нанесения верхнего оберточного листа 203 сердцевины на сердцевину в частичном сборе.
На фиг. 14 представлено схематическое изображение альтернативного способа 200’ изготовления впитывающих элементов 54 согласно настоящему изобретению. Способ 200’ подобен способу 200, за исключением того, что способ 200’ включает нанесение супервпитывающего материала в виде частиц на упрочняющий материал 202 другим образом. Как можно видеть на фиг. 13, способ 200 описывает нанесение супервпитывающего материала в виде частиц на упрочняющий слой 202 со стороны, расположенной удаленно от нижнего оберточного листа 201 сердцевины. В отличие от этого, в способе 200’ дополнительно предусмотрены дополнительный вакуумный конвейер 246 и компоненты 204 для обработки полотна. Способ включает перемещение упрочняющего слоя к вакуумному конвейеру 246 без нижнего оберточного листа 201 сердцевины и осаждение супервпитывающего материала в виде частиц на упрочняющем слое 202 в то время, когда упрочняющий слой 202 расположен над вакуумным конвейером 246. После расположения супервпитывающего материала в виде частиц на упрочняющий слой 202, нижний оберточный лист 201 сердцевины и упрочняющий слой 202 соединяют вместе. Примечательно, что способ 200’ показывает нанесение супервпитывающего материала в виде частиц на сторону упрочняющего слоя 202, которая расположена смежно с нижним оберточным листом 201 сердцевины, в то время как способ 200 показывает нанесение супервпитывающего материала в виде частиц на сторону упрочняющего слоя 202, расположенную удаленно от нижнего оберточного листа 201 сердцевины.
Разумеется, способы 200 и/или 200’ могут быть модифицированы одним или более путями для включения применения одного или более дополнительных слоев впитывающего материала, материала полотна и/или клея. Например, на фиг. 4—10 изображены варианты осуществления впитывающего элемента 54, где впитывающий элемент содержит дополнительные слои, такие как слои 104, 108, представляющие собой слои материала, и/или слой 126 впитывающего материала с одним или более клеевыми слоями 110, 112, 118. Соответственно, предусмотренные альтернативные способам 200, 200’ способы включают нанесение на слои 110, 112 и/или 126 одного или более клеевых слоев 110, 112, 118 при необходимости, для образования описанных впитывающих элементов 54.
Испытание на удерживающую способность при центрифугировании (CRC)
В испытании на CRC измеряется способность супервпитывающей полимерной композиции в виде частиц удерживать в себе жидкость после насыщения и подвержения центрифугированию в контролируемых условиях. Полученную удерживающую способность выражают в граммах удерживаемой жидкости на грамм веса образца (г/г). Испытание на CRC может быть выполнено либо до, либо после подвержения супервпитывающей полимерной композиции в виде частиц испытанию обработкой, как изложено в данном документе. Образец, который должен быть испытан, получают из частиц, которые предварительно просеиваются через сито с размером ячеек 30 меш по американскому стандарту и удерживаются на сите с размером ячеек 50 меш по американскому стандарту. В результате образец супервпитывающей полимерной композиции в виде частиц содержит частицы с размером в диапазоне от приблизительно 300 до приблизительно 600 микрон. Частицы могут быть предварительно просеяны вручную или автоматически.
Удерживающую способность измеряют посредством помещения приблизительно 0,20 грамма предварительно просеянного образца супервпитывающей полимерной композиции в виде частиц в водопроницаемый пакетик, который будет содержать образец, тогда как раствор, применяемый при испытаниях (0,9 весового процента хлорида натрия в дистиллированной воде), может свободно впитываться образцом. Термосвариваемый материал для чайного пакетика, такой как доступен от компании Dexter Corporation (офис которой находится в Виндзор Локс, Коннектикут, США), в качестве термосвариваемой фильтровальной бумаги с обозначением образца 1234T, хорошо подходит для большинства применений. Пакетик образуют посредством сгибания образца 5 дюймов на 3 дюйма из материала пакетика пополам и термического сваривания двух открытых кромок с образованием прямоугольного пакета 2,5 дюйма на 3 дюйма. Сварные швы составляют приблизительно 0,25 дюйма внутри кромки материала. После размещения образца внутри пакета оставшуюся открытую кромку пакета также термически сваривают. Пустые пакетики также изготавливают для выполнения функции контрольных образцов. Три образца готовят для каждой супервпитывающей полимерной композиции в виде частиц, которая должна быть испытана.
Сваренные пакетики погружают в чашу, содержащую раствор, применяемый при испытаниях, при температуре приблизительно 23°C, при этом следует убедиться в том, что пакетики прижаты до тех пор, пока они не будут полностью смочены. После смачивания образцы супервпитывающей полимерной композиции в виде частиц остаются в растворе в течение приблизительно 30 минут, по истечении которых их извлекают из раствора и временно кладут на невпитывающую плоскую поверхность.
Влажные пакетики затем помещают в корзину, при этом влажные пакетики отделяют друг от друга и размещают на наружной периферической кромке корзины, при этом корзина принадлежит подходящей центрифуге, способной подвергнуть образцы перегрузке приблизительно 350 g. Одной подходящей центрифугой является CLAY ADAMS DYNAC II, модель № 0103, имеющая корзину для сбора воды, цифровой тахометр и подвергнутую механической обработке дренажную корзину, выполненную с возможностью удерживания и дренирования образцов плоских пакетиков. После центрифугирования нескольких образов образцы размещают в противоположных положениях внутри центрифуги для уравновешивания корзины во время вращения. Пакетики (включая влажные пустые пакетики) центрифугируют со скоростью приблизительно 1600 об/мин (например, для достижения целевой перегрузки приблизительно в 350 g с изменением перегрузки от приблизительно 240 до приблизительно 360 g) в течение 3 минут. Перегрузка определяется в качестве единицы силы инерции, прилагаемой на тело, которое подвергают быстрому ускорению или действию силы тяжести, равной 32 фт/с2 на уровне моря. Пакетики извлекают и взвешивают, при этом пустые пакетики (контрольные образцы) взвешивают первыми, а за ними следуют пакетики, содержащие образцы супервпитывающей полимерной композиции в виде частиц. Количество раствора, содержащееся в образце супервпитывающей полимерной композиции в виде частиц, с учетом раствора, содержащегося в самом пакетике, является удерживающей способностью (CRC) при центрифугировании супервпитывающего полимера, выраженной в граммах текучей среды на грамм супервпитывающего полимера. В частности, удерживающая способность определяется по следующему уравнению:
CRC = [пакетик с образцом после центрифугирования – пустой пакетик после центрифугирования – вес сухого образца]/вес сухого образца
Испытывают три образца, и результаты усредняют для определения CRC супервпитывающей полимерной композиции в виде частиц.
CRC (комн. темп., 0,5 ч.) измеряют при температуре испытания приблизительно 23°C (комнатная температура) и времени испытания 0,5 часа.
CRC (темп. тела, 5 ч.) измеряют при температуре испытания приблизительно 37°C (температура тела) и времени испытания 5 часов.
Испытание на впитываемость под нагрузкой (AUL (0,9 фунта/кв. дюйм))
В испытании на впитываемость под нагрузкой (AUL) измеряется способность супервпитывающей полимерной композиции в виде частиц впитывать 0,9 весовых процента раствора хлорида натрия в дистиллированной воде при комнатной температуре (раствора, применяемого при испытаниях), в то время как материал находится под нагрузкой 0,9 фунта/кв. дюйм. Прибор для испытания на AUL состоит из следующего:
• Сборка AUL, содержащая цилиндр, поршень на 4,4 г и стандартное грузило весом 317 г. Далее более подробно описаны компоненты данной сборки.
• Квадратный пластмассовый лоток с плоским дном, который является достаточно широким для того, чтобы стекловидная фритта находилась на дне без соприкосновения со стенками лотка. Обычно для данного способа испытания используют пластмассовый лоток, который имеет размеры 9”на 9” (22,9 см х 22,9 см) и глубину от 0,5 до 1” (от 1,3 см до 2,5 см).
• Спеченная стекловидная фритта с диаметром 9 см и пористостью «C» (25—50 микрон). Данная фритта получена заранее посредством установления равновесия в солевом растворе (0,9 % по весу хлорида натрия в дистиллированной воде). В дополнение к промывке с использованием по меньшей мере двух частей свежего солевого раствора, фритта должна быть погружена в солевой раствор на по меньшей мере 12 часов перед измерениями AUL.
• Круги фильтровальной ватманской бумаги с диаметром 1,9 см.
• Источник солевого раствора (0,9 % по весу хлорида натрия в дистиллированной воде).
Как показано на фиг. 5, цилиндр 412 сборки 400 AUL, используемый для вмещения супервпитывающей полимерной композиции 410 в виде частиц, выполнен из термопластической трубки с внутренним диаметром один дюйм (2,54 см), слегка механически обработанной для обеспечения концентричности. После механической обработки проволочную ткань 414 из нержавеющей стали с размером ячеек 400 меш прикрепляют ко дну цилиндра 412 посредством нагрева стальной проволочной ткани 414 в огне до красного каления, после чего цилиндр 412 удерживают на стальной проволочной ткани до охлаждения. Для подправки шва при неудаче или поломке может быть использован паяльник. Необходимо соблюдать осторожность для обеспечения плоского гладкого дна и отсутствия деформации внутри цилиндра 412.
Поршень (416) на 4,4 г выполнен из твердого материала с диаметром один дюйм (например, PLEXIGLAS®) и механически обработан для плотной посадки без застревания в цилиндре 412.
Стандартное грузило 418 весом 317 г используют для обеспечения ограничивающей нагрузки в 62053 дин/см2 (приблизительно 0,9 фунта/кв. дюйм). Грузило является цилиндрическим грузилом из нержавеющей стали с диаметром 1 дюйм (2,5 см), которое механически обработано для плотной посадки без застревания в цилиндре.
Если не указано иное, для испытания AUL используют образец 410, соответствующий слою по меньшей мере приблизительно 300 г/м2 (0,16 г) частиц супервпитывающей полимерной композиции. Образец 410 взят из частиц супервпитывающей полимерной композиции, которые предварительно просеиваются через сито с размером ячеек 30 меш по американскому стандарту и удерживаются на сите с размером ячеек 50 меш по американскому стандарту. Частицы супервпитывающей полимерной композиции могут быть предварительно просеяны, например, с использованием механического встряхивателя сита RO-TAP®, модель B, доступного от компании W. S. Tyler, Inc., Ментор, Огайо. Просеивание проводят в течение приблизительно 10 минут.
Внутреннюю часть цилиндра 412 протирают антистатической тканью перед размещением частиц 410 супервпитывающей полимерной композиции внутри цилиндра 412.
Необходимое количество образца просеянной супервпитывающей полимерной композиции 410 в виде частиц (приблизительно 0,16 г) взвешивают на бумаге для взвешивания и равномерно распределяют на проволочной ткани 414 на дне цилиндра 412. Вес супервпитывающей полимерной композиции в виде частиц на дне цилиндра записывают в качестве «SA» для использования в вычислении AUL, описанном далее. Принимают меры для предотвращения прилипания супервпитывающей полимерной композиции в виде частиц к стенке цилиндра. После аккуратного размещения поршня 412 на 4,4 г и грузила 418 весом 317 г на частицах 410 супервпитывающей полимерной композиции в цилиндре 412, сборка 400 AUL, содержащая цилиндр, поршень, грузило и частицы супервпитывающей полимерной композиции в виде частиц, взвешивают и вес записывают в качестве веса «A».
Спеченную стекловидную фритту 424 (описанную выше) аккуратно размещают в пластмассовый лоток 420, при этом солевой раствор 422 добавляют до уровня, равного уровню верхней поверхности стекловидной фритты 424. Один круг фильтровальной бумаги 426 аккуратно размещают на стекловидной фритте 424, а затем сборку 400 AUL с супервпитывающей полимерной композицией 410 в виде частиц размещают на верхней части фильтровальной бумаги 426. Затем сборка 400 AUL остается на верхней части фильтровальной бумаги 426 в течение периода испытания в один час, при этом стоит внимательно следить за поддержанием солевого раствора в лотке на постоянном уровне. Затем по истечении периода испытания в один час прибор AUL взвешивают, при этом данное значение записывают в качестве веса «B».
AUL (0,9 фунта/кв. дюйм) вычисляют следующим образом:
AUL(0,9 фунта/кв. дюйм) = (B-A)/SA
при этом
A = вес блока AUL с сухим SAP
B = вес блока AUL с SAP после 60 минут впитывания
SA = реальный вес SAP
Выполняют минимум два испытания, и результаты усредняют для определения значения AUL под нагрузкой 0,9 фунта/кв. дюйм. Образцы супервпитывающей полимерной композиции в виде частиц испытывают при температуре приблизительно 23°C и приблизительно 50 % относительной влажности.
Испытание на проницаемость слоя геля в состоянии свободного набухания (FSGBP)
В данном контексте испытание на проницаемость слоя геля в состоянии свободного набухания, которое также называется испытанием на проницаемость слоя геля под давлением набухания (FSGBP) 0 фунтов/кв. дюйм, определяет проницаемость набухшего слоя из частиц геля (например, таких как супервпитывающая полимерная композиция в виде частиц или супервпитывающий полимер в виде частиц до поверхностной обработки), при которой она обычно относится к условиям «свободного набухания». Термин «свободное набухание» означает, что набухание частиц геля осуществляется без ограничивающей нагрузки во время впитывания раствора, применяемого при испытаниях, как будет описано. Подходящий прибор для проведения испытания на проницаемость слоя геля показан на фиг. 2, 3 и 4 и в целом обозначен позицией 500. Испытательный прибор в сборе 528 содержит контейнер для образца, в целом обозначенный позицией 530, и плунжер, в целом обозначенный позицией 536. Плунжер содержит вал 538, имеющий цилиндрическое отверстие, просверленное вниз по продольной оси, и наконечник 550, расположенный внизу вала. Отверстие 562 вала имеет диаметр приблизительно 16 мм. Наконечник плунжера прикреплен к валу, например, посредством склеивания. В радиальной оси вала просверлено двенадцать отверстий 544, расположенных по три отверстия с диаметром 6,4 мм на каждые 90 градусов. Вал 538 изготовлен на станке из стержня из материала LEXAN или эквивалентного материала и имеет наружный диаметр приблизительно 2,2 см и внутренний диаметр приблизительно 16 мм.
Наконечник 550 плунжера имеет концентрическое внутреннее кольцо из семи отверстий 560 и наружное кольцо из 14 отверстий 554, при этом все отверстия имеют диаметр приблизительно 8,8 миллиметра, а также отверстие с диаметром приблизительно 16 мм, выровненное относительно вала. Наконечник 550 плунжера изготовлен на станке из стержня из материала LEXAN или эквивалентного материала и имеет высоту приблизительно 16 мм и такой диаметр, чтобы помещаться внутри цилиндра 534 с минимальным зазором между стенками, но при этом свободно скользить. Общая длина наконечника 550 плунжера и вала 538 составляет приблизительно 8,25 см, но может быть осуществлена механическая обработка верхней части вала для получения необходимой массы плунжера 536. Плунжер 536 содержит сито 564 из нержавеющей стали с размером ячеек 100 меш, который биаксиально растянут до натяжения и прикреплен к нижнему концу плунжера 536. Сито прикреплено к наконечнику 550 плунжера с использованием соответствующего растворителя, который обеспечивает плотное приклеивание экрана к наконечнику 550 плунжера. Необходимо соблюдать осторожность для предотвращения попадания избыточного количества растворителя в открытые части сита и уменьшения открытой области для потока жидкости. Подходящим клеем является акриловый клей Weld-On № 4 от компании IPS Corporation (офис которой находится в Гардине, Калифорния, США).
Контейнер 530 для образца содержит цилиндр 534 и сито 566 из нержавеющей стали с размером ячеек 400 меш, который биаксиально растянут до натяжения и прикреплен к нижнему концу цилиндра 534. Сито прикреплено к цилиндру с использованием соответствующего растворителя, который обеспечивает плотное приклеивание экрана к цилиндру. Необходимо соблюдать осторожность для предотвращения попадания избыточного количества растворителя в открытые части сита и уменьшения открытой области для потока жидкости. Подходящим клеем является акриловый клей Weld-On № 4 от компании IPS Corporation. Образец частицы геля, обозначенный позицией 568 на фиг. 3, удерживается на сите 566 внутри цилиндра 534 во время испытания.
Цилиндр 534 может быть расточен из прозрачного стержня из материала LEXAN или эквивалентного материала, или он может быть вырезан из трубки из материала LEXAN или эквивалентного материала и имеет внутренний диаметр приблизительно 6 см (например, площадь поперечного сечения приблизительно 28,27 см2), толщину стенки приблизительно 0,5 см и высоту приблизительно 7,95 см. В наружном диаметре цилиндра 534 выполнен механической обработкой выступ, так что нижние 31 мм цилиндра 534 имеют область 534a с наружным диаметром 66 мм. Уплотнительное кольцо 540, которое соответствует диаметру области 534a, может быть размещено на верхней части выступа.
Кольцевое грузило 548 имеет раззенкованное отверстие с диаметром приблизительно 2,2 см и глубиной 1,3 см, так что оно свободно соскальзывает на вал 538. Кольцевое грузило также имеет сквозное отверстие 548a с диаметром приблизительно 16 мм. Кольцевое грузило 548 может быть выполнено из нержавеющей стали или из других подходящих материалов, устойчивых к коррозии в присутствии раствора, применяемого при испытаниях, который представляет собой 0,9 вес. % раствор хлорида натрия в дистиллированной воде. Общий вес плунжера 536 и кольцевого грузила 548 равен приблизительно 596 граммам (г), что соответствует давлению, прикладываемому к образцу 568, составляющему приблизительно 0,3 фунта на квадратный дюйм (фунта/кв. дюйм) или приблизительно 20,7 дин/см2 (2,07 кПа), при площади образца приблизительно 28,27 см2.
Когда раствор, применяемый при испытаниях, протекает через испытательный прибор во время испытания, как описано далее, контейнер 530 для образца в целом располагается на водосливе 600. Целью водослива является отвод жидкости, которая переполняет верхнюю часть контейнера 530 для образца и отводит переполняющую жидкость в отдельное устройство 601 для сбора. Водослив может быть расположен над весами 602 с лабораторным стаканом 603, расположенным на них для сбора солевого раствора, проходящего через набухший образец 568.
Для проведения испытания на проницаемость слоя геля в условиях «свободного набухания» плунжер 536 с расположенным на нем грузилом 548 размещают в пустой контейнер 530 для образца и измеряют высоту от верхней части грузила 548 до дна контейнера 530 для образца с применением подходящего измерительного устройства с точностью до 0,01 мм. Сила, которую прилагает толщиномер во время измерения, должна быть как можно более низкой, предпочтительно менее приблизительно 0,74 Ньютона. Важно измерить высоту каждого сочетания пустого контейнера 530 для образца, плунжера 536 и грузила 548 и следить за тем, какой из плунжеров 536 и грузил 548 используется, при использовании нескольких испытательных приборов. Одинаковые плунжер 536 и грузило 548 должны быть использованы для измерения при последующем набухании образца 568 после насыщения. Также необходимо, чтобы основание, на котором расположена чаша 530 для образца, являлось уровнем, и верхняя поверхность грузила 548 была параллельна нижней поверхности чаши 530 для образца.
Образец, который должен быть испытан, получают из супервпитывающей полимерной композиции в виде частиц, которая предварительно просеивается через сито с размером ячеек 30 меш по американскому стандарту и удерживается на сите с размером ячеек 50 меш по американскому стандарту. В результате испытуемый образец содержит частицы с размером в диапазоне от приблизительно 300 до приблизительно 600 микрон. Частицы супервпитывающего полимера могут быть предварительно просеяны, например, с использованием механического встряхивателя сита RO-TAP, модель B, доступного от компании W. S. Tyler, Inc., Ментор, Огайо. Просеивание проводят в течение 10 минут. Приблизительно 2,0 грамма образца размещают в контейнере 530 для образца и распределяют равномерно на дне контейнера для образца. Контейнер с 2,0 граммами образца в нем, без плунжера 536 и грузила 548 внутри него, затем погружают в 0,9 % солевой раствор на период времени приблизительно 60 минут для насыщения образца и обеспечения набухания без какой-либо ограничивающей нагрузки. Во время насыщения чашу 530 для образца устанавливают на сетке, расположенной в резервуаре для жидкости так, чтобы чаша 530 для образца была слегка приподнята над дном резервуара для жидкости. Сетка не препятствует потоку солевого раствора в чашу 530 для образца. Подходящая сетка может быть получена в качестве номера по каталогу 7308 от компании Eagle Supply и Plastic, офис которой находится в Аплтоне, Висконсин, США. Солевой раствор не полностью покрывает частицы супервпитывающей полимерной композиции, как будет показано на примере совершенно плоской поверхности солевого раствора в испытательной камере. Также насыщенность солевого раствора не должна падать так низко, чтобы поверхность внутри камеры определялась исключительно набухшим суперабсорбентом, а не солевым раствором.
По истечении данного периода плунжер 536 и грузило 548 в сборе размещают на насыщенном образце 568 в контейнере 530 для образца, и затем контейнер 530 для образца, плунжер 536, грузило 548 и образец 568 извлекают из раствора. После извлечения и перед измерением контейнер 530 для образца, плунжер 536, грузило 548 и образец 568 должны оставаться в состоянии покоя в течение приблизительно 30 секунд на подходящей плоской большой решетчатой недеформируемой пластине равномерной толщины. Толщину насыщенного образца 568 определяют посредством повторного измерения высоты от верхней части грузила 548 до дна контейнера 530 для образца с использованием того же толщиномера, что использовался ранее, при условии, что точка начала отсчета не была изменена с первоначального измерения высоты. Контейнер 530 для образца, плунжер 536, грузило 548 и образец 568 могут быть размещены на плоской большой решетчатой недеформируемой пластине равномерной толщины, которая обеспечит дренаж. Пластина имеет общий размер 7,6 см на 7,6 см, и каждая сетка имеет размер ячейки, составляющий 1,59 см в длину на 1,59 см в ширину на 1,12 см в глубину. Подходящим материалом плоской большой решетчатой недеформируемой пластины является параболическая панель диффузора с номером по каталогу 1624K27, доступная от компании McMaster Carr Supply Company, офис которой находится в Чикаго, Иллинойс, США, которая затем может быть обрезана до правильных размеров. Данная плоская большая решетчатая недеформируемая пластина также должна присутствовать во время измерения высоты первоначальной пустой сборки. Измерение высоты должно быть осуществлено в кратчайшие сроки после соприкосновения с толщиномером. Измерение высоты, полученное после измерения пустого контейнера 530 для образца, плунжера 536 и грузила 548, вычитают из измерения высоты, полученного после насыщения образца 568. Полученное в результате значение является толщиной или высотой «H» набухшего образца.
Измерение проницаемости производят посредством подачи потока 0,9 % солевого раствора в контейнер 530 для образца с насыщенным образцом 568, плунжером 536 и грузилом 548 внутри. Скорость потока раствора, применяемого при испытаниях, внутри контейнера регулируют таким образом, чтобы солевой раствор переполнил верхнюю часть цилиндра 534, что, следовательно, приведет к однородному гидростатическому давлению, равному высоте контейнера 530 для образца. Раствор, применяемый при испытаниях, может быть добавлен с использованием любых подходящих средств, которые являются достаточными для обеспечения небольшой, но однородной величины переполнения верхней части цилиндра, например, с использованием дозирующего насоса 604. Жидкость переполнения отводят внутрь отдельного устройства 601 для сбора. Количество раствора, проходящего через образец 568, в зависимости от времени, измеряют гравиметрически с использованием весов 602 и лабораторного стакана 603. Точки данных на весах 602 регистрируют каждую секунду в течение по меньшей мере шестидесяти секунд после начала переполнения. Сбор данных может быть осуществлен вручную или с использованием программного обеспечения сбора данных. Скорость потока, Q, через набухший образец 568 определяют в единицах грамм/секунду (г/с) посредством линейного приближения методом наименьших квадратов текучей среды, проходящей через образец 568 (в граммах) в зависимости от времени (в секундах).
Проницаемость в см2 получают посредством следующего уравнения:
K=[Q*H*м]/[A*с*P]
где K представляет собой проницаемость (см2), Q представляет собой скорость потока (г/с), H представляет собой высоту набухшего образца (см), м представляет собой вязкость жидкости (пуаз) (приблизительно один сантипуаз для раствора, применяемого для испытаний, использующегося в данном испытании), A представляет собой площадь поперечного сечения для потока жидкости (28,27 см2 для контейнера для образца, использующегося в данном испытании), с представляет собой плотность жидкости (г/см3) (приблизительно один г/см3 для раствора, применяемого при испытаниях, использующегося в данном испытании) и P представляет собой гидростатическое давление (дин/см2) (обычно приблизительно 7,797 дин/см2). Гидростатическое давление вычисляют по формуле P=с*g*h, где с представляет собой плотность жидкости (г/см3), g представляет собой гравитационное ускорение, номинально равное 981 см/сек2, и h представляет собой высоту текучей среды, например, 7,95 см для испытания на проницаемость слоя геля, описанного в данном документе.
Испытывают минимум два образца и результаты усредняют для определения проницаемости слоя геля образца супервпитывающей полимерной композиции в виде частиц.
FSGBP может быть измерена, как описано в данном документе, до подвержения супервпитывающей полимерной композиции в виде частиц испытанию обработкой, как описано в данном документе. Данное значение FSGBP может называться «исходной» FSGBP супервпитывающей полимерной композиции в виде частиц. FSGBP может быть также измерена после подвержения супервпитывающей полимерной композиции в виде частиц испытанию обработкой. Данное значение FSGBP может называться FSGBP «после обработки». Сравнение исходной FSGBP супервпитывающей полимерной композиции в виде частиц с FSGBP после обработки супервпитывающей полимерной композиции в виде частиц может быть использовано в качестве меры устойчивости композиции. Следует отметить, что все «исходные» значения FSGBP и значения FSGBP «после обработки», приведенные в данном документе, были измерены с использованием образца из предварительно просеянных частиц от 300 до 600 мкм.
Вихревое испытание
Вихревое испытание измеряет количество времени в секундах, необходимое для того, чтобы 2 грамма SAP остановили вихрь, созданный путем перемешивания 50 миллилитров солевого раствора при 600 оборотах в минуту на плите магнитной мешалки. Время, необходимое для остановки вихря, является указателем скорости впитывания в состоянии свободного набухания SAP.
Оборудование и материалы
1. Лабораторный стакан Schott Duran на 100 мл и мерный цилиндр на 50 мл.
2. Программируемая магнитная мешалка, способная обеспечивать 600 оборотов в минуту (например, коммерчески доступная от PMC Industries под торговым названием Dataplate®, модель № 721).
3. Покрытый Teflon® якорь магнитной мешалки без колец размером 7,9 миллиметра на 32 миллиметра (такой как коммерчески доступный от компании Baxter Diagnostics под торговым названием S/PRIM, для одной упаковки круглых якорей мешалки с удаляемым опорным кольцом).
4. Секундомер.
5. Весы, точность которых составляет более или менее 0,01 г.
6. Солевой раствор, 0,87 вес. % заготовленного солевого раствора в виде крови, доступного от компании Baxter Diagnostics (рассматриваемый для целей настоящей заявки как эквивалент солевого раствора с концентрацией 0,9 вес. %).
7. Бумага для взвешивания
8. Комната со стандартными атмосферными условиями: температура составляет 23°C, увеличиваясь или уменьшаясь на 1°C, и относительная влажность составляет 50 %, увеличиваясь или уменьшаясь на 2 %.
Процедура испытания
1. Отмеряют солевой раствор в количестве 50 мл, увеличивающемся или уменьшающемся на 0,01 мл, в лабораторный стакан на 100 мл.
2. Помещают якорь магнитной мешалки в лабораторный стакан.
3. Программируют магнитную мешалку на 600 оборотов в минуту.
4. Помещают лабораторный стакан в центр плиты магнитной мешалки так, чтобы якорь магнитной мешалки активировался. Нижняя часть вихря должна находиться около верхней части якоря мешалки.
5. Взвешивают SAP в количестве 2 г, увеличивающемся или уменьшающемся на 0,01 г, который должен быть испытан на бумаге для взвешивания.
ПРИМЕЧАНИЕ. SAP испытывают при получении (т. е. как если бы он входил в состав впитывающего композита, такого как описанный в данном документе). Не выполняется просеивание для определенного размера частиц, хотя известно, что размер частиц оказывает влияние на это испытание.
6. При перемешивании солевого раствора быстро выливают SAP, подлежащий испытанию, в солевой раствор и запускают секундомер. SAP, подлежащий испытанию, необходимо добавлять в солевой раствор между центром вихря и стенкой лабораторного стакана.
7. Останавливают секундомер, когда поверхность солевого раствора становится плоской, и записывают время.
8. Время, записанное в секундах, приведено как время существования вихря.
Специалистам в данной области техники будет понятно, что настоящее изобретение может быть представлено в разнообразных формах, отличных от определенных вариантов осуществления, описанных и предусмотренных в данном документе. Соответственно, отступление по форме и деталям может быть предусмотрено без отступления от объема и сущности настоящего изобретения, описанных в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2800853C1 |
| МНОГОСЛОЙНЫЕ ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ | 2019 |
|
RU2799805C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2817588C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2810038C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2816130C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2809862C1 |
| ВПИТЫВАЮЩИЕ СТРУКТУРЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ ВПИТЫВАЮЩИХ СТРУКТУР | 2020 |
|
RU2798314C1 |
| СПОСОБ ФОРМИРОВАНИЯ ВПИТЫВАЮЩЕЙ СТРУКТУРЫ | 2014 |
|
RU2640182C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ | 2019 |
|
RU2775098C1 |
| ПРИНИМАЮЩАЯ КРАСКУ ПОВЕРХНОСТЬ НЕТКАНОГО МИКРОВОЛОКОННОГО МАТЕРИАЛА | 2019 |
|
RU2755681C1 |
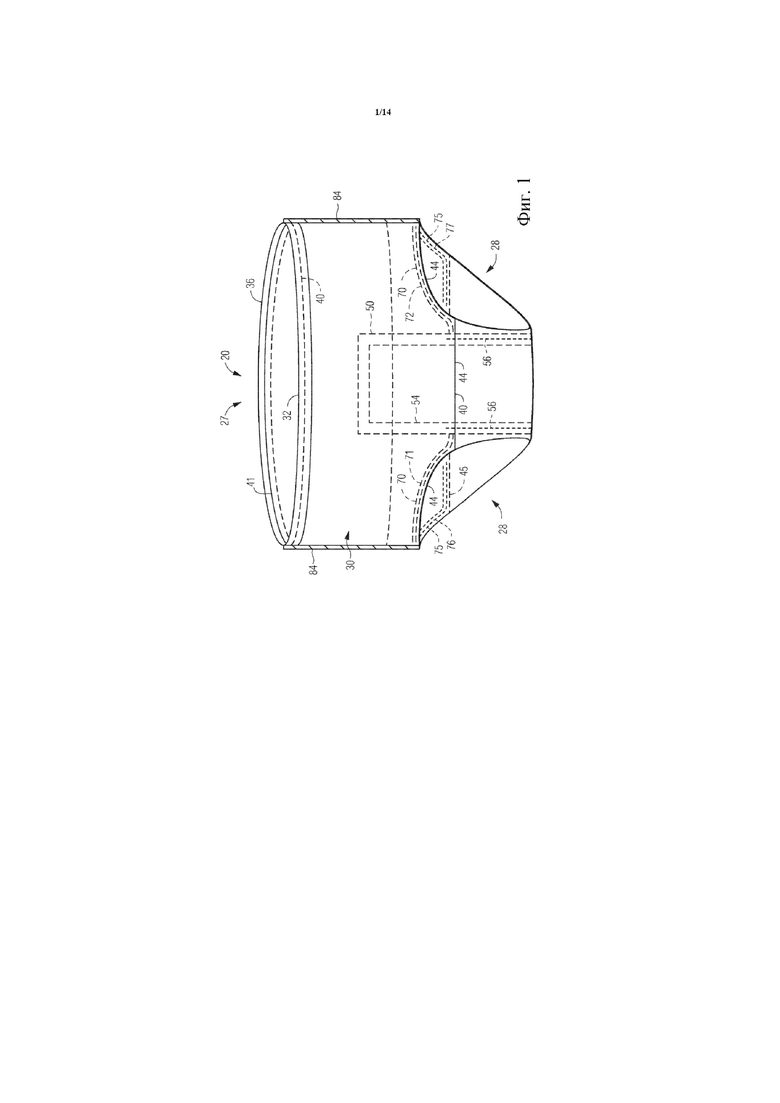
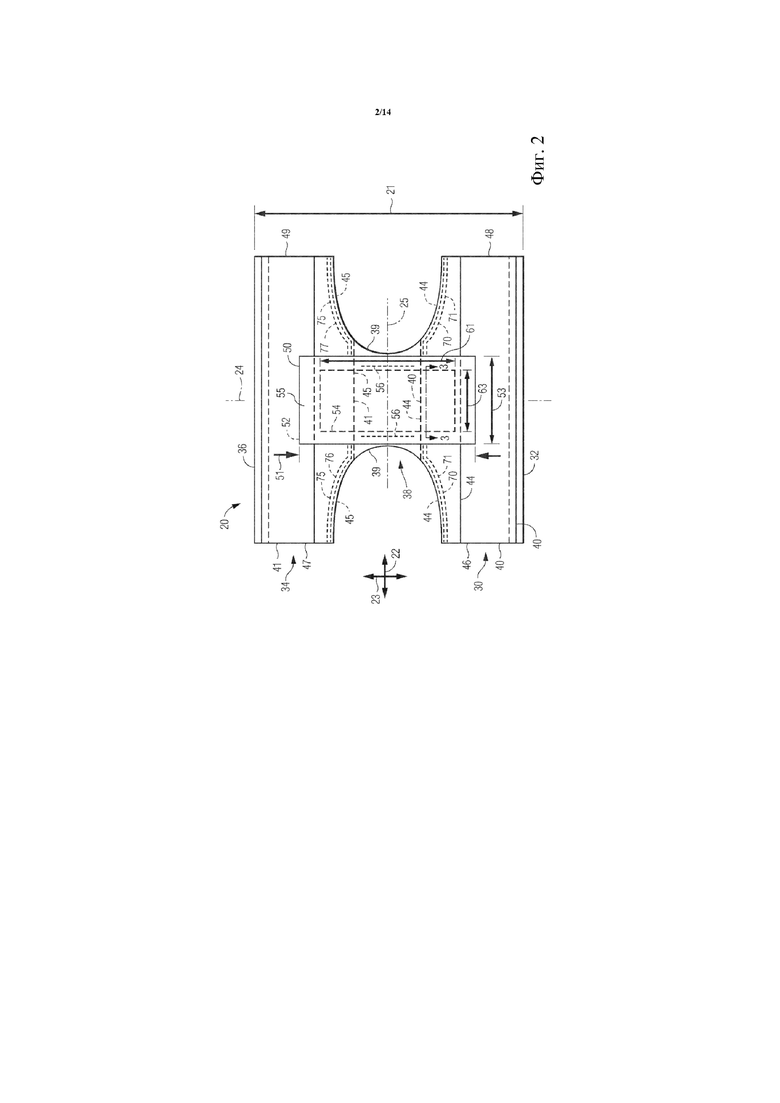
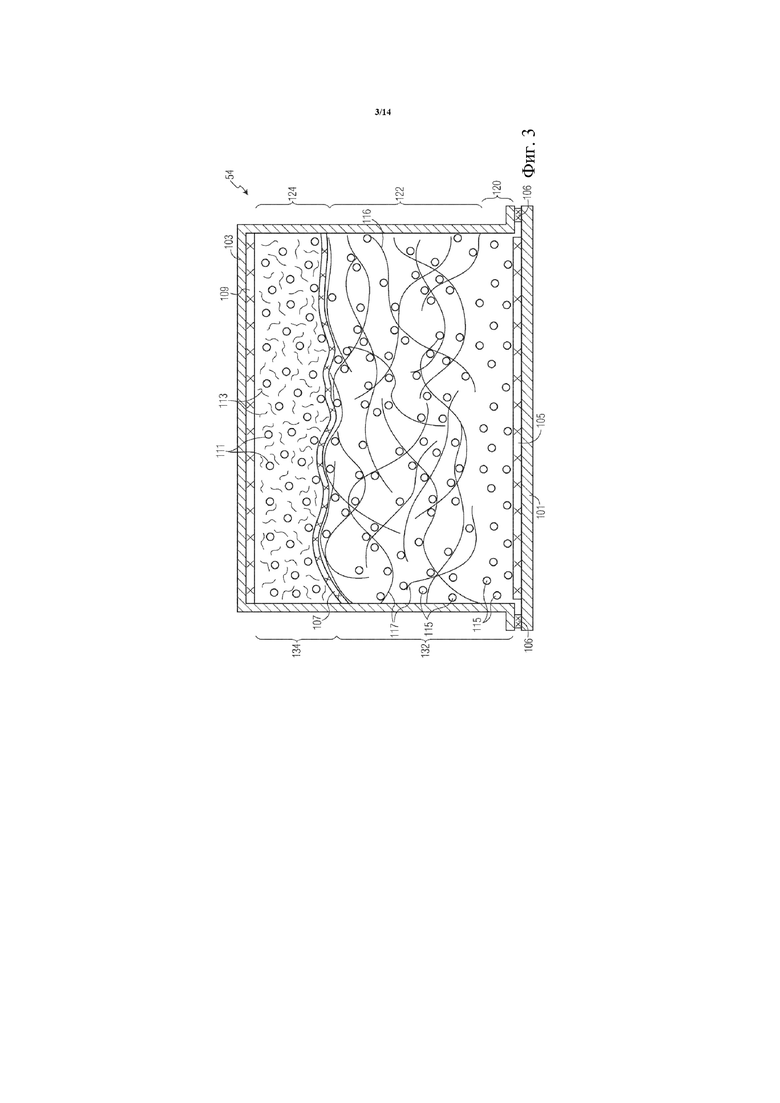
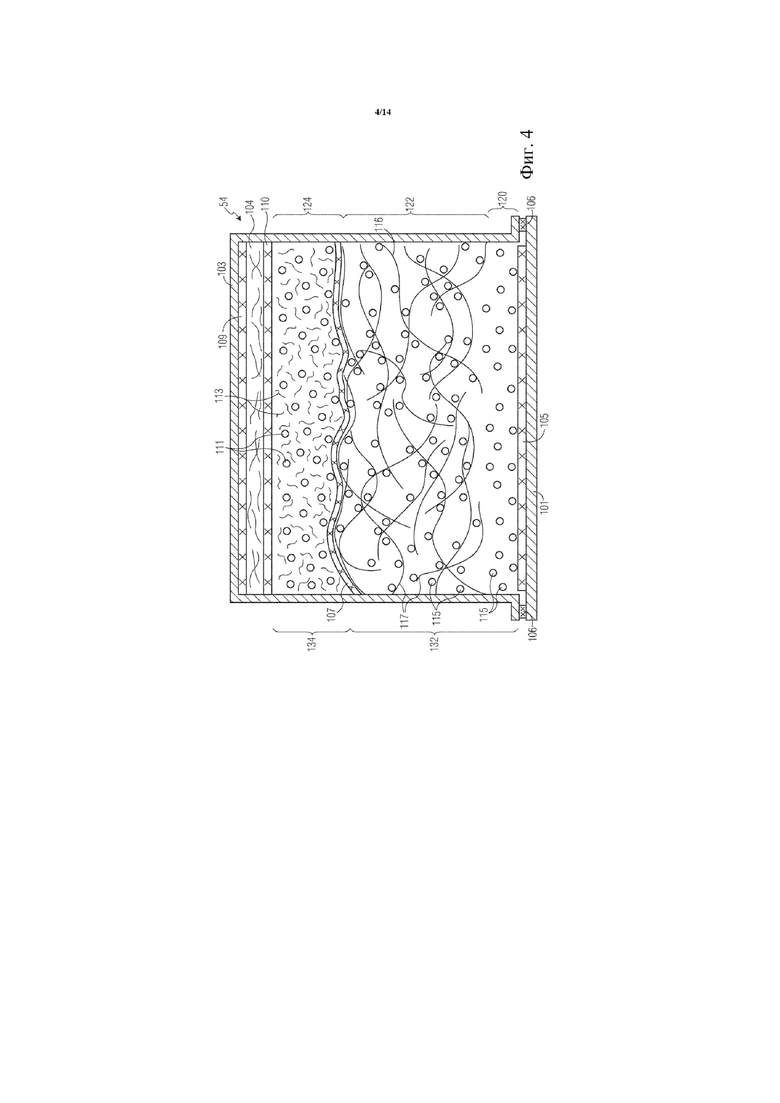
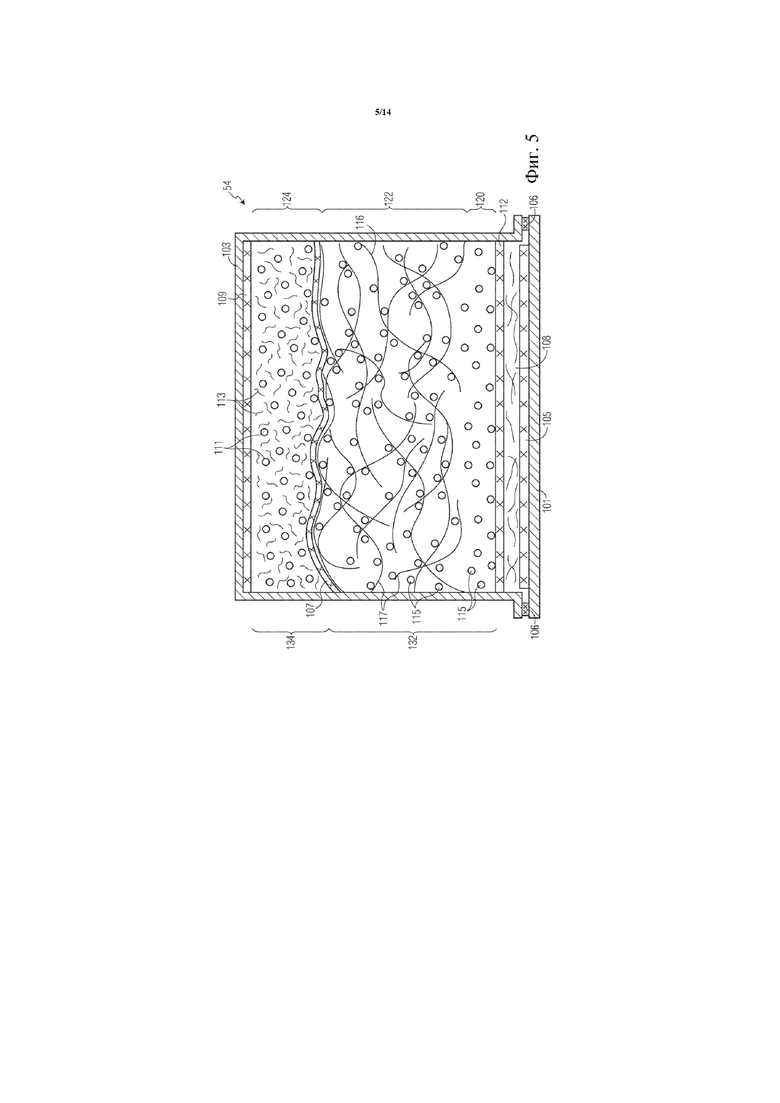
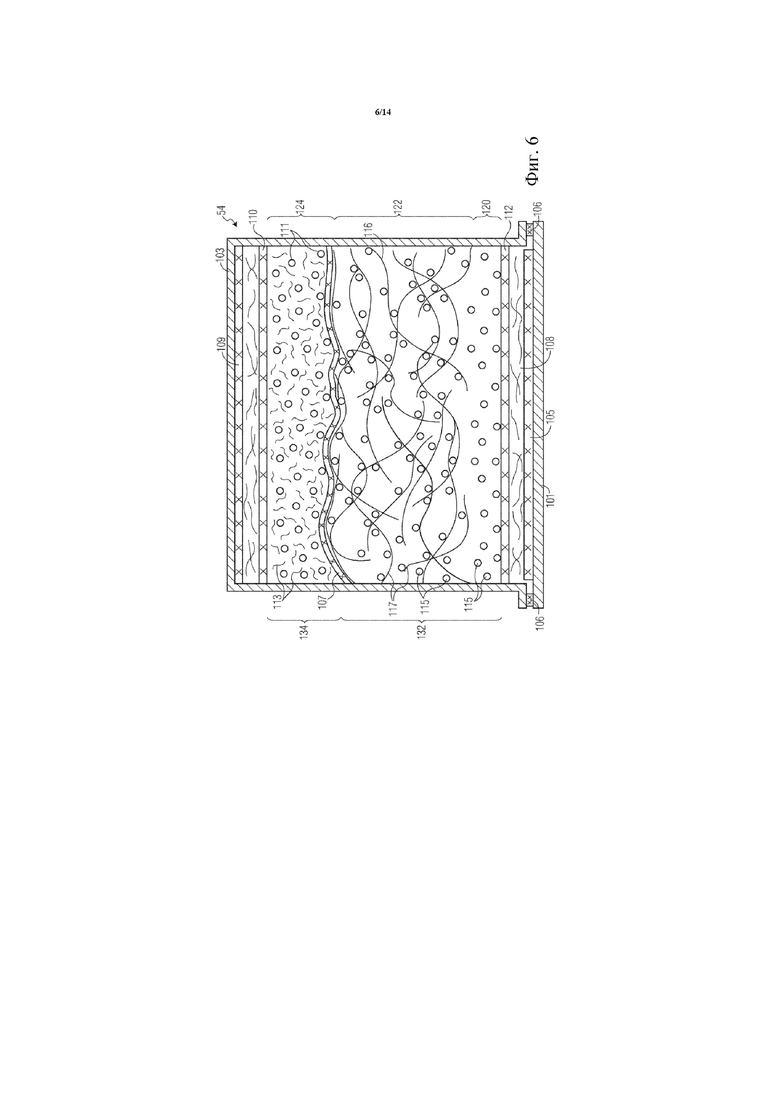
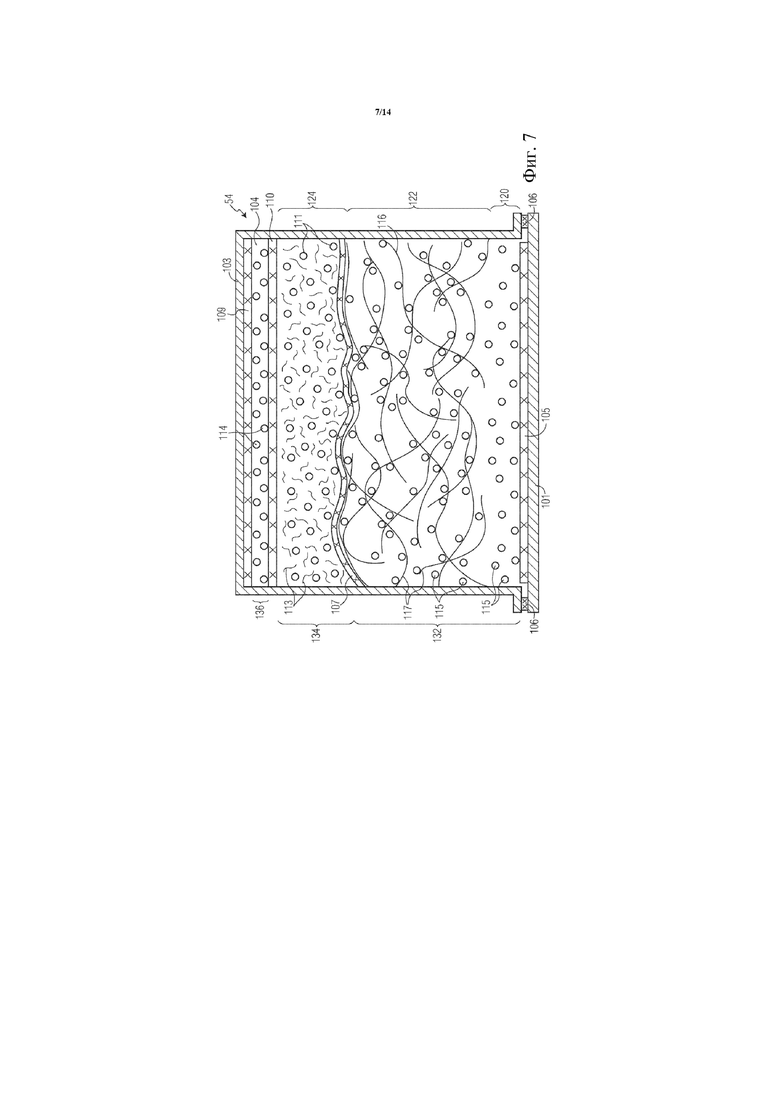
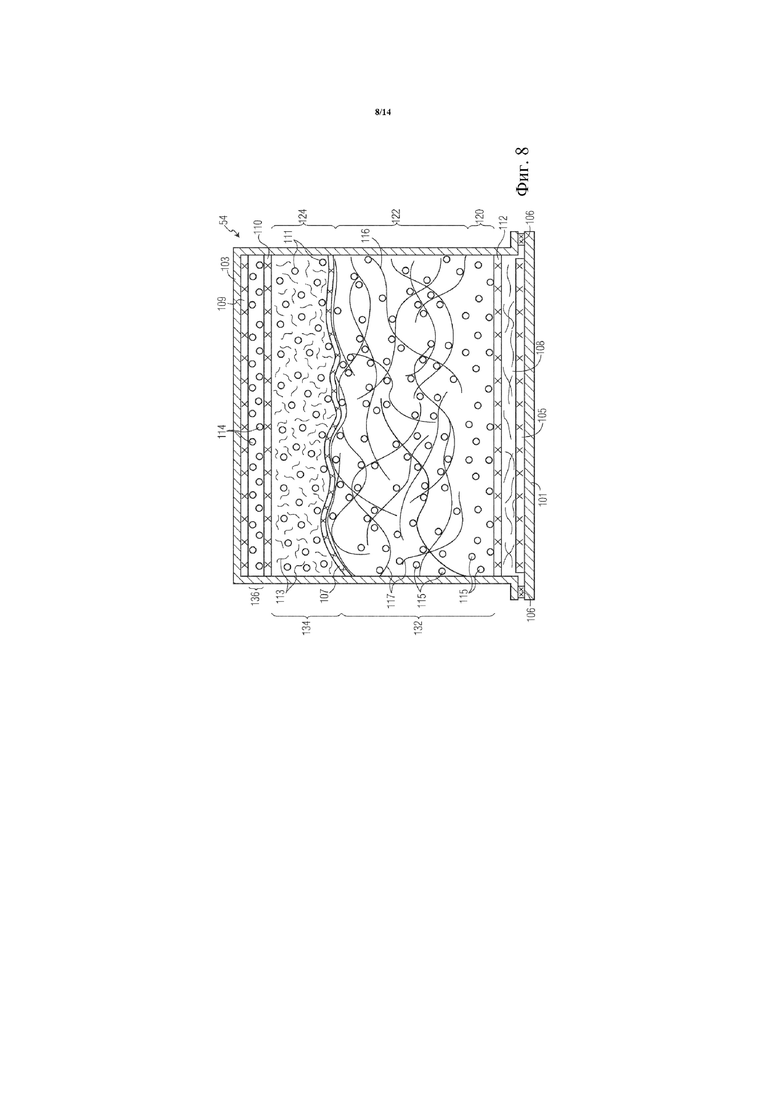
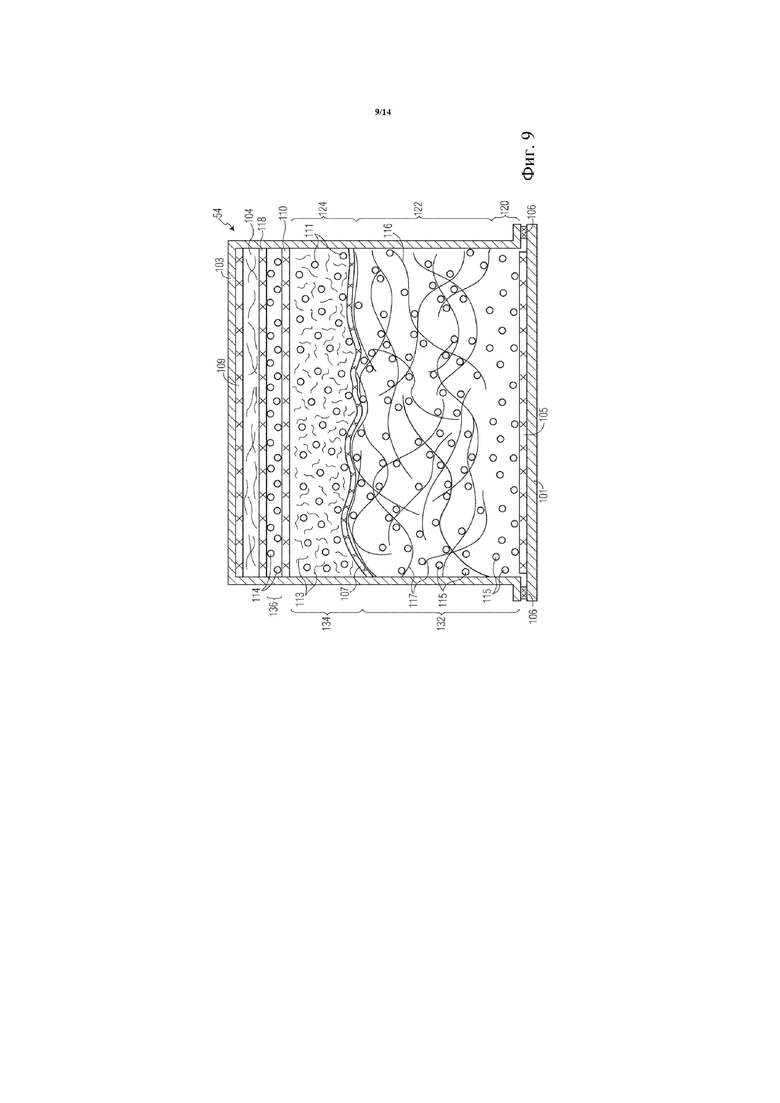
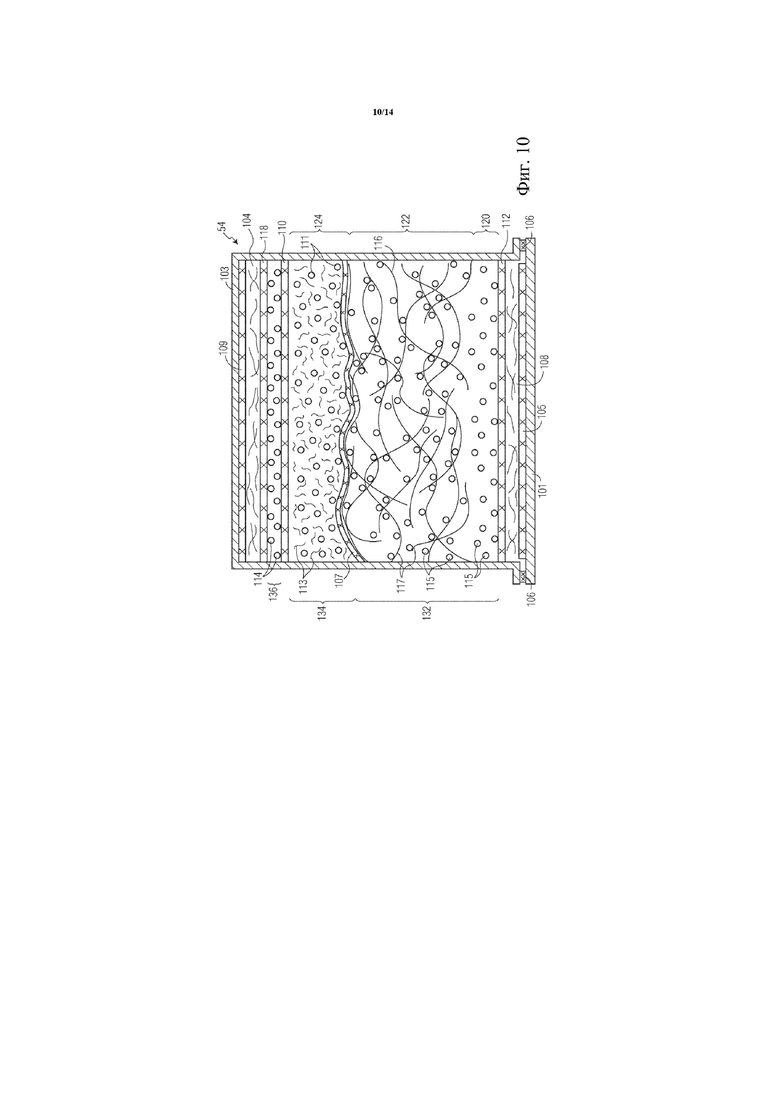
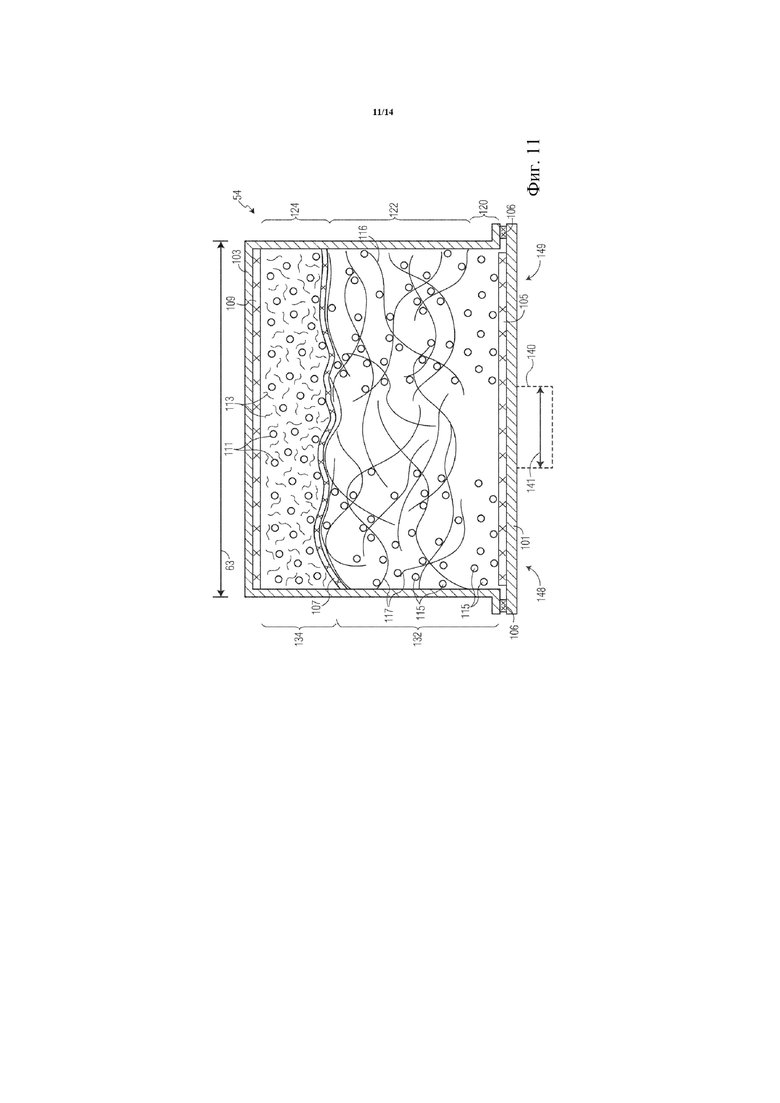
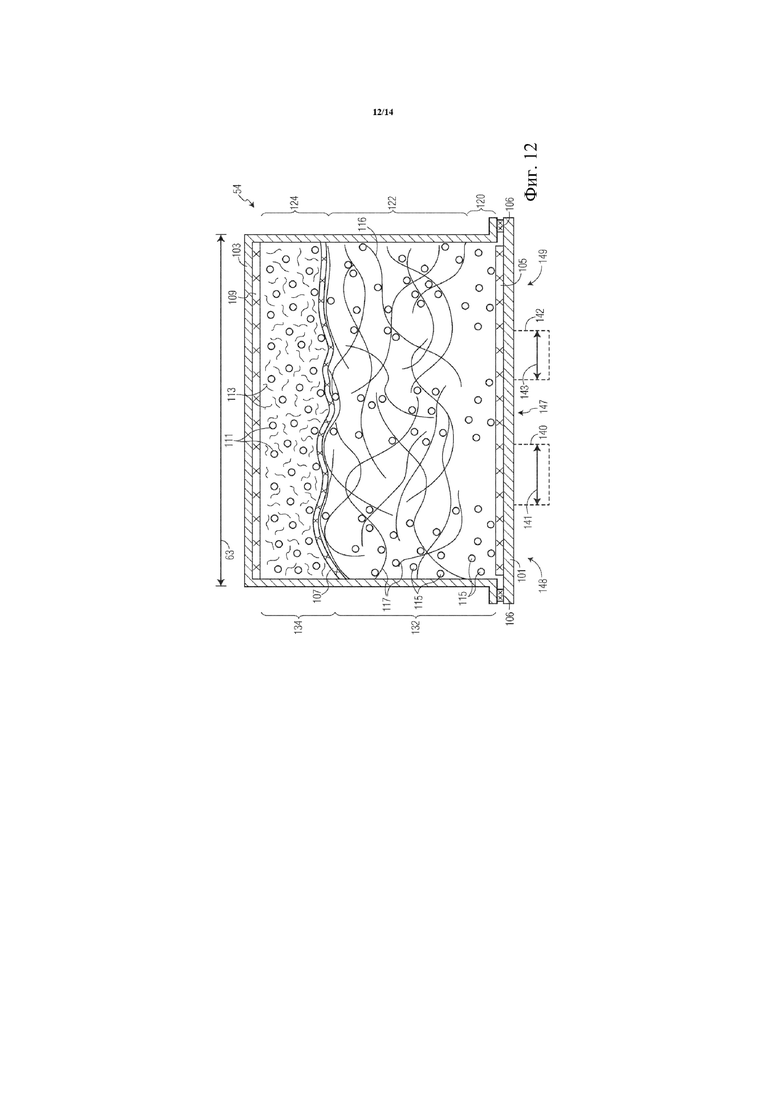
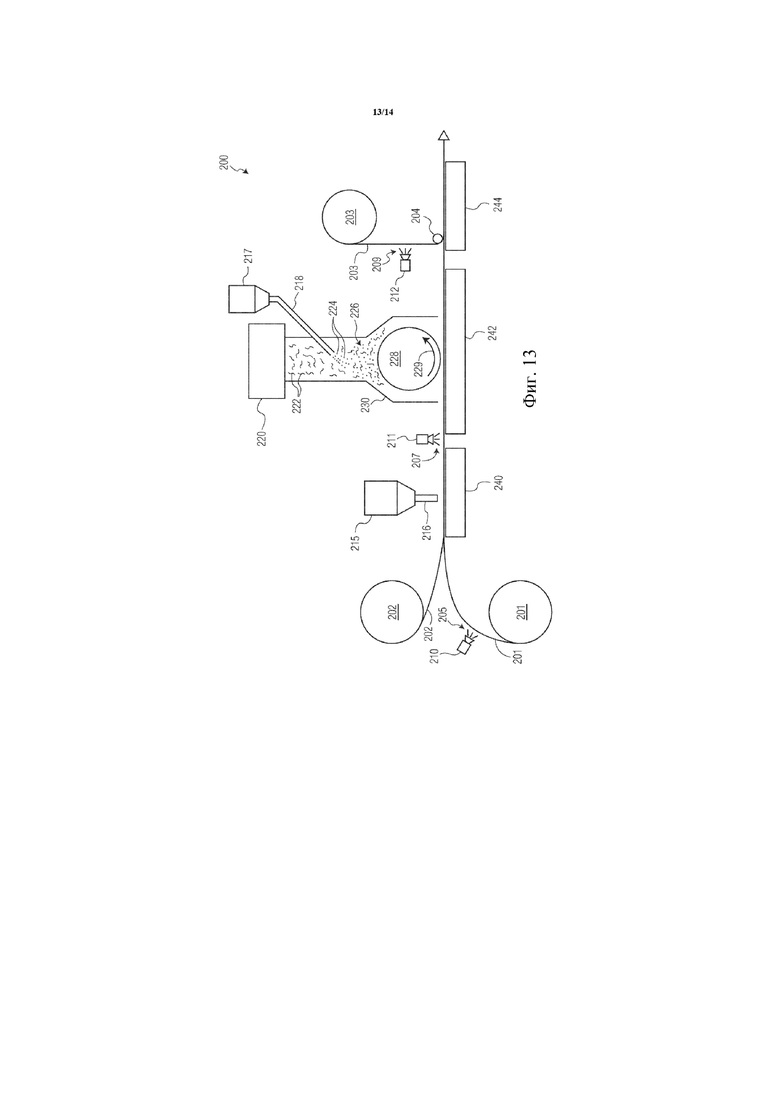
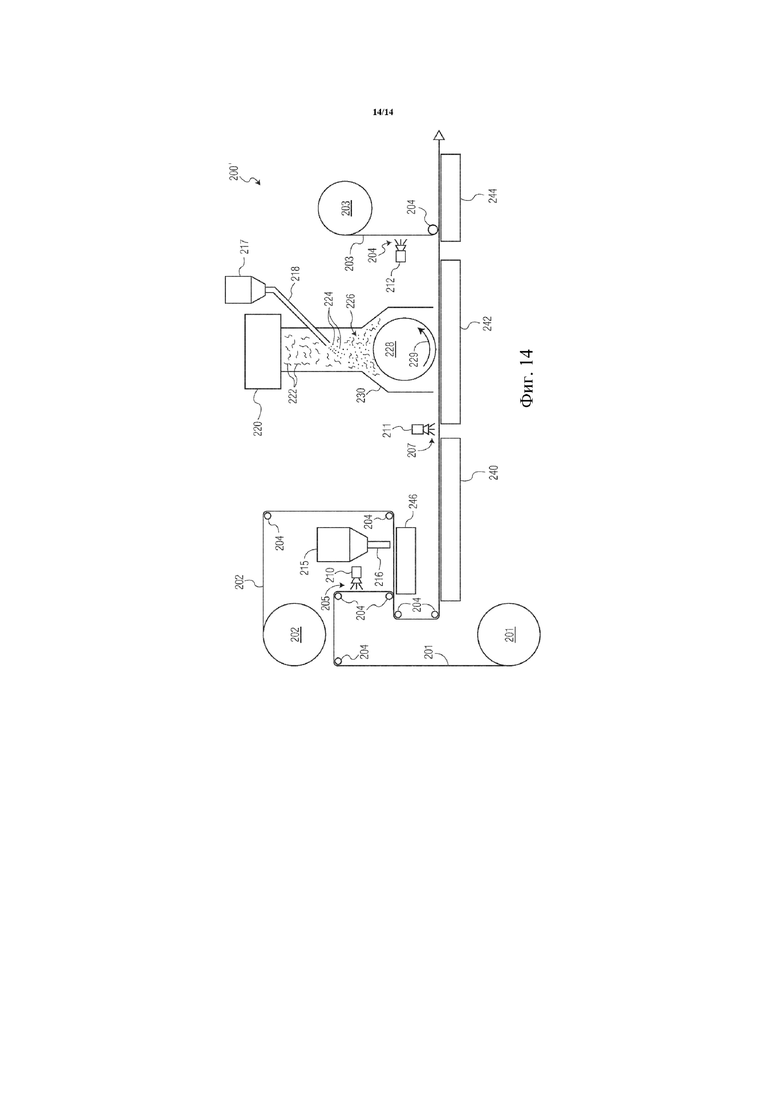
Раскрыты впитывающие сердцевины, содержащие слоистую структуру, и способы их изготовления. В одном варианте осуществления впитывающий элемент может содержать верхний слой, содержащий проницаемый для жидкости материал полотна, нижний слой, содержащий материал полотна, и упрочняющий слой, расположенный между верхним слоем и нижним слоем. Впитывающий элемент может дополнительно содержать первый впитывающий слой, расположенный между упрочняющим слоем и нижним слоем, при этом первый впитывающий слой содержит впитывающий материал, который содержит по существу только супервпитывающий материал, и второй впитывающий слой, расположенный между верхним слоем и упрочняющим слоем, при этом второй впитывающий слой содержит впитывающий материал, который содержит впитывающий материал. Элемент может также содержать клей, расположенный между верхним слоем и вторым впитывающим слоем, между вторым впитывающим слоем и упрочняющим слоем и между первым впитывающим слоем и нижним слоем. 2 н. и 18 з.п. ф-лы, 14 ил.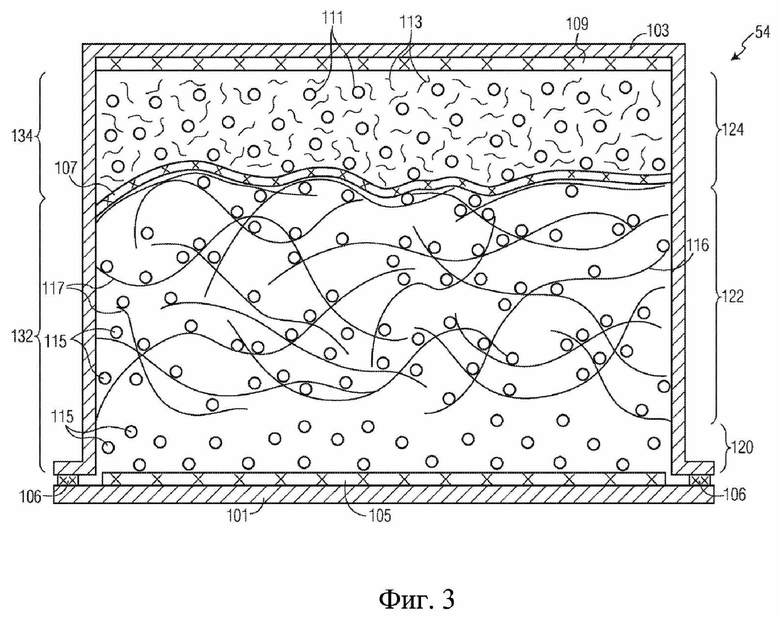
1. Впитывающий элемент, содержащий: верхний слой, содержащий проницаемый для жидкости материал полотна; нижний слой, содержащий материал полотна; упрочняющий слой, расположенный между верхним слоем и нижним слоем; первый впитывающий слой, расположенный между упрочняющим слоем и нижним слоем, при этом первый впитывающий слой содержит впитывающий материал, где ровно 90% или больше от общего веса впитывающего материала составляет супервпитывающий материал; второй впитывающий слой, расположенный между верхним слоем и упрочняющим слоем, при этом второй впитывающий слой содержит впитывающий материал, который содержит впитывающий материал; и клей, расположенный между верхним слоем и вторым впитывающим слоем, между вторым впитывающим слоем и упрочняющим слоем и между первым впитывающим слоем и нижним слоем.
2. Впитывающий элемент по п. 1, отличающийся тем, что ровно 90% или больше от общего веса впитывающего материала второго впитывающего слоя составляет волокнистый впитывающий материал.
3. Впитывающий элемент по п. 1, отличающийся тем, что ровно 90% или больше от общего веса впитывающего материала второго впитывающего слоя составляет супервпитывающий материал.
4. Впитывающий элемент по п. 1, отличающийся тем, что впитывающий материал, расположенный внутри второго впитывающего слоя, содержит от 50 % до 80 % по весу супервпитывающего материала.
5. Впитывающий элемент по п. 4, отличающийся тем, что впитывающий материал, расположенный внутри второго впитывающего слоя, содержит смесь супервпитывающего материала и волокнистого впитывающего материала, и при этом смесь предусматривает равномерное распределение супервпитывающего материала и волокнистого впитывающего материала.
6. Впитывающий элемент по п. 1, отличающийся тем, что дополнительно содержит супервпитывающий материал, заключенный внутри упрочняющего слоя.
7. Впитывающий элемент по п. 6, отличающийся тем, что супервпитывающий материал, заключенный внутри упрочняющего слоя, содержит от 50 % до 80 % по весу супервпитывающего материала, заключенного внутри упрочняющего слоя, и супервпитывающего материала, расположенного внутри первого впитывающего слоя.
8. Впитывающий элемент по п. 6, отличающийся тем, что супервпитывающий материал, заключенный внутри упрочняющего слоя, содержит от 50 % до 65 % по весу супервпитывающего материала, заключенного внутри упрочняющего слоя, и супервпитывающего материала, расположенного внутри первого впитывающего слоя.
9. Впитывающий элемент по п. 1, отличающийся тем, что общий вес впитывающего материала, расположенного внутри второго впитывающего слоя, составляет от 5 г до 20 г.
10. Впитывающий элемент по п. 6, отличающийся тем, что общий вес впитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя, составляет от 5 г до 15 г.
11. Впитывающий элемент по п. 6, отличающийся тем, что общее количество впитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя, составляет от 50 % до 60 % по весу от общего количества впитывающего материала, расположенного внутри первого впитывающего слоя, второго впитывающего слоя и заключенного внутри упрочняющего слоя.
12. Впитывающий элемент по п. 1, отличающийся тем, что дополнительно содержит уложенный воздухом слой бумаги, расположенный между вторым впитывающим слоем и проницаемым для жидкости верхним слоем.
13. Впитывающий элемент по п. 1, отличающийся тем, что дополнительно содержит уложенный воздухом слой бумаги, расположенный между первым впитывающим слоем и нижним слоем.
14. Впитывающий элемент по п. 1, отличающийся тем, что дополнительно содержит третий впитывающий слой, при этом: третий впитывающий слой расположен между вторым впитывающим слоем и верхним слоем, и третий впитывающий слой содержит впитывающий материал, где ровно 90% или больше от общего веса этого впитывающего материала составляет супервпитывающий материал.
15. Впитывающий элемент по п. 1, отличающийся тем, что первый впитывающий слой содержит по меньшей мере одну область с каналом и множество областей без каналов, и при этом содержание впитывающего материала областей без каналов больше, чем содержание впитывающего материала по меньшей мере одной области с каналом.
16. Впитывающий элемент, содержащий: верхний слой, содержащий проницаемый для жидкости материал полотна; нижний слой, содержащий материал полотна; упрочняющий слой, содержащий нетканый материал полотна, расположенный между верхним слоем и нижним слоем, при этом упрочняющий слой дополнительно содержит супервпитывающий материал, заключенный внутри нетканого материала полотна; первый впитывающий слой, расположенный между упрочняющим слоем и нижним слоем, при этом первый впитывающий слой содержит впитывающий материал, где ровно 90% или больше от общего веса этого впитывающего материала составляет супервпитывающий материал; второй впитывающий слой, расположенный между верхним слоем и упрочняющим слоем, при этом второй впитывающий слой содержит впитывающий материал, который содержит по существу однородную смесь супервпитывающего материала и волокнистого впитывающего материала; и клей, расположенный между первым уложенным воздухом слоем бумаги и вторым впитывающим слоем, между вторым впитывающим слоем и упрочняющим слоем и между первым впитывающим слоем и вторым уложенным воздухом слоем бумаги, при этом первый впитывающий слой содержит по меньшей мере одну область с каналом и множество областей без каналов, и при этом содержание впитывающего материала областей без каналов больше, чем содержание впитывающего материала по меньшей мере одной области с каналом.
17. Впитывающий элемент по п. 16, отличающийся тем, что дополнительно содержит уложенный воздухом слой бумаги, расположенный между вторым впитывающим слоем и проницаемым для жидкости верхним слоем.
18. Впитывающий элемент по п. 16, отличающийся тем, что дополнительно содержит уложенный воздухом слой бумаги, расположенный между первым впитывающим слоем и нижним слоем.
19. Впитывающий элемент по п. 16, отличающийся тем, что дополнительно содержит третий впитывающий слой, при этом: третий впитывающий слой расположен между вторым впитывающим слоем и верхним слоем, и третий впитывающий слой содержит впитывающий материал, где ровно 90% или больше от общего веса этого впитывающего материала составляет супервпитывающий материал.
20. Впитывающий элемент по п. 16, отличающийся тем, что количество по весу супервпитывающего материала, заключенного внутри упрочняющего слоя и расположенного внутри первого впитывающего слоя, от двух раз до трех раз больше количества супервпитывающего материала, расположенного во втором впитывающем слое.
| CN 107625583 A, 26.01.2018 | |||
| CN 102438665 A, 02.05.2012 | |||
| US 2016270987 A1, 22.09.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕЙ СЕРДЦЕВИНЫ, ИМЕЮЩЕЙ РАСПОЛОЖЕННЫЕ КОНЦЕНТРИЧЕСКИ ПОГЛОЩАЮЩИЕ ЗОНЫ | 2009 |
|
RU2501540C2 |

