Изобретение предназначено для измельчения продуктов растительного происхождения.
Известны вальцовые станки, содержащие станину, мелющие вальцы и их привод, распределительный и дозирующие валики, аспирационное устройство, питающую трубу, механизмы привала и настройки подвижного вальца («Анализ конструкций мукомольных вальцевых станков» / В.В. Старостин и др. - М. 1993. - 54 с. «Машины и аппараты пищевых производств». В 2х кн. Кн. 1: Учеб для ВУЗов / С.Т. Антипов, И.Т. Кретов и др. - М.: Высш. шк., 2001. - 703 с.)
К недостаткам вальцовых станков следует отнести то, что воздействие рабочих органов станка на измельчаемый продукт происходит в сужающемся прессовом канале весьма небольшой протяженности, что приводит к необходимости многократного повторения процесса измельчения перерабатываемого продукта для получения его частиц необходимого размера.
Ближайшим аналогом является ленточно-вальцовый станок (патент на изобретение РФ RU 2538115 C1 по заявке 2013132249/13, 11.07.2013), содержащий станину, привод, два мелющих вальца, рычаги крепления мелющих вальцов, механизмы привала-отвала, верхний и нижний направляющий диски меж вальцового устройства, выполненного в виде размещенной между мелющими вальцами бесконечной ленты, привод которой осуществлен от ведущей звездочки, размещенной на оси мелющего вальца к ведомой, закрепленной на нижнем направляющем диске.
К недостаткам конструкции ленточно-вальцового станка следует отнести невозможность регулирования скорости движения бесконечной ленты при изменении физико-механических свойств сырья, что ухудшает эффективность измельчения перерабатываемого продукта, а также невозможность использовать один и тот же ленточно-вальцовый станок при переходе на переработку иных видов сырья с отличающимися физико-механическими свойствами.
Задачей изобретения является увеличение производительности ленточно-вальцового станка, повышение эффективности и универсальности его работы.
Техническим результатом является осуществление возможности регулирования скорости движения бесконечной ленты ленточно-вальцового станка при изменении физико-механических свойств измельчаемого сырья или при переходе на переработку иного продукта с целью достижения оптимальной скорости движения указанной ленты, обеспечивающей необходимую степень измельчения продукта с наибольшей эффективностью.
Технический результат достигается тем, что в ленточно-вальцовом станке, содержащем станину, привод, два мелющих вальца, рычаги крепления мелющих вальцов, механизмы привала-отвала, верхний и нижний направляющие диски, бесконечную ленту, привод которой осуществлен при помощи цепной передачи от ведущей звездочки, размещенной на оси мелющего вальца к ведомой звездочке, закрепленную на нижнем направляющем диске, при этом указанная ведомая звездочка цепной передачи установлена на нижнем направляющем диске посредством обгонной муфты, внутренняя обойма которой жестко закреплена на нижнем направляющем диске, а механизмы привала-отвала установлены с возможностью их смещения при помощи винтовых пар в направляющих, закрепленных на станине и расположенных под углом 90° по отношению к рычагами крепления мелющих вальцов.
При включении станка в работу одновременно с вращением прессующих вальцов начинает движение бесконечная лента с минимальной скоростью, определяемой передаточным числом цепной передачи. А именно, при запуске станка при отсутствии перерабатываемого продукта в прессовых каналах обгонная муфта, внутренняя обойма которой жестко закреплена на валу направляющего диска бесконечной ленты, будет работать в рабочем режиме, т.е. кинематическая цепь привода бесконечной ленты будет замкнута. В дальнейшем, при загрузке измельчаемого продукта в прессовые каналы между измельчаемым продуктом и рабочими поверхностями прессовых каналов возникают силы трения, затягивающие перерабатываемый продукт в прессовые каналы и направленные в сторону движения ленты, так как окружная скорость рабочих поверхностей вальцов существенно выше начальной скорости движения ленты. То есть, возникшие за счет сжатия продукта в прессовых каналах силы трения в этом случае будут выполнять для бесконечной ленты роль тяговых усилий, в результате чего скорость движения бесконечной ленты в процессе работы станка будет плавно увеличиваться, что приведет к размыканию кинематической цепи ее привода и обгонная муфта перейдет в режим холостого хода.
Регулирование скорости движения бесконечной ленты при переработке продукта с иными физико-химическими свойствами обеспечивается изменением величины упомянутых выше тяговых сил трения за счет изменения давления в прессовых каналах путем изменения величины зазоров между рабочими поверхностями ленты и мелющих валков, что достигается изменением межосевого расстояния между прессующими вальцами за счет перемещения механизмов привала-отвала вдоль смонтированных на станине направляющих при помощи винтовых пар.
Расположения направляющих механизмов привала-отвала под углом 90° к рычагам крепления мелющих валков позволяет снизить нагрузку на механизмы привала-отвала, а также уменьшает возможность перекосов при их перемещении вдоль направляющих при изменении межосевого расстояния между мелющими вальцами.
Таким образом, совокупность существенных признаков изобретения способствует достижению желаемого технического результата.
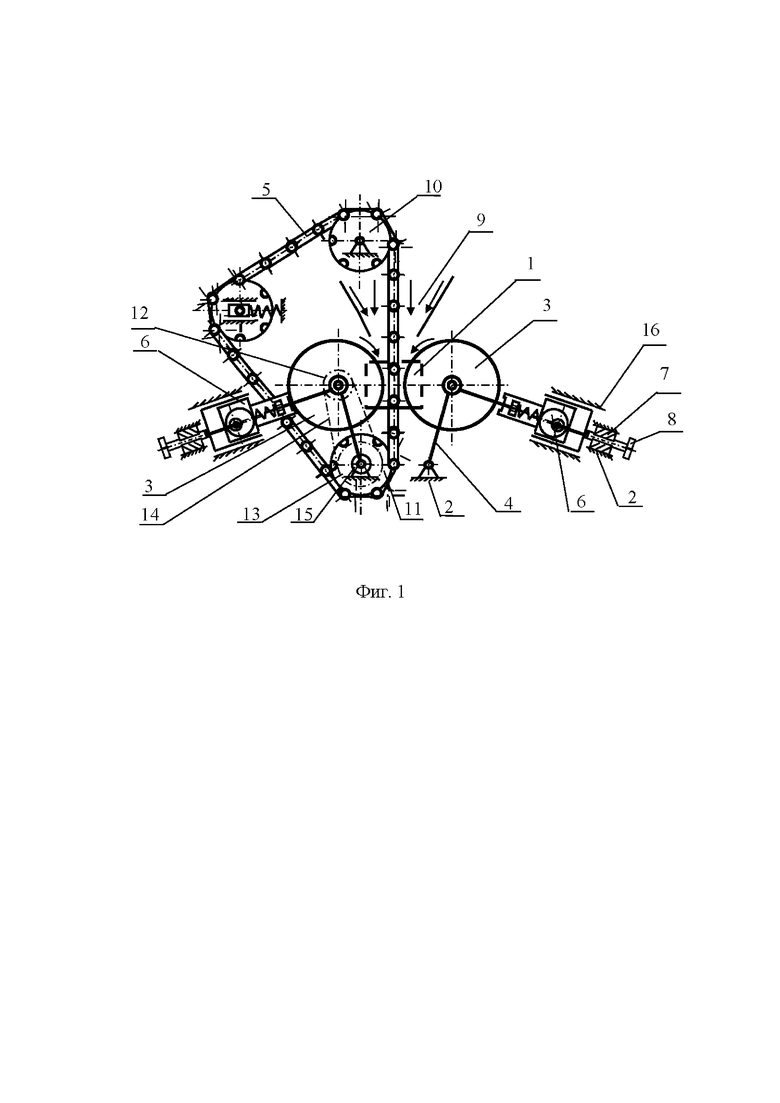
На фиг.1 показан общий вид ленточно-вальцового станка. Ленточно-вальцовый станок содержит привод 1, станину 2, мелющие вальцы 3, рычаги крепления 4 мелющих вальцов 3, бесконечную ленту 5, механизмы привала-отвала 6, винтовую пару, состоящей из закрепленной на станине 2 гайки 7 и регулировочного винта 8, загрузочный бункер 9, направляющие диски верхний 10 и нижний 11, ведущую 12 и ведомую 13 звездочки цепной передачи 14, обгонную муфту 15, направляющие 16 механизмов привала-отвала 6.
Ленточно-вальцовый станок работает следующим образом. Станок запускается в работу, бесконечная лента 5 приходит в движение с минимальной скоростью ее движения, определяемую передаточным числом цепной передачи 14 и тем, что кинематическая цепь ее привода замкнута, так как на этом этапе работы станка обгонная муфта 15 находится в рабочем режиме.
Затем перерабатываемый продукт поступает в станок из загрузочного бункера 9 в два прессовых канала, образованных рабочими поверхностями вращающихся мелющих вальцов 3 и движущейся бесконечной ленты 5.
При дальнейшей работе станка за счет сил сжатия, возникающих в прессовых каналах при уплотнении и измельчении продукта, развиваются силы трения между перерабатываемым продуктом и рабочими поверхностями бесконечной ленты 5 и мелющих вальцов 3. При этом указанные силы трения будут направлены в сторону движения ленты 5, так как вращательная скорость рабочих поверхностей мелющих вальцов 3 существенно выше скорости бесконечной ленты 5 и в этом случае упомянутые силы трения выполняют для ленты 5 роль тяговых усилий. В результате этого скорость ленты 5 будет увеличиваться, что приведет к размыканию кинематической цепи ее привода и обгонная муфта 15 переходит в холостой режим работы.
При изменении физико-механических свойств измельчаемого сырья регулирование скорости движения бесконечной ленты 5 осуществляется путем изменения межосевого расстояния между мелющими вальцами 3 за счет осевого перемещения механизмов привала-отвала 6 вдоль смонтированных на станине направляющих 16, закрепленных на станине и расположенных под углом 90° по отношению к рычагами крепления мелющих вальцов, при помощи винтовых пар, состоящих из неподвижной гайки 7 закрепленной на станине 2 и регулировочного винта 8, что приводит к изменению величины зазоров между рабочими поверхностями мелющих вальцов 3 и ленты 5.
При соответствующем вращении регулировочных винтов 8 механизмы привала-отвала 6 перемещаются в направляющих 16, что приводит к уменьшению (увеличению) межосевого расстояния между мелющими вальцами 3 и, следовательно, к изменению величины указанных выше зазоров между рабочими поверхностями мелющих вальцов 3 и бесконечной ленты 5, в результате чего давление рабочих поверхностей мелющих вальцов 3 на продукт увеличивается (уменьшается), что приводит к изменению тяговых усилий сил трения и, как следствие, к плавному изменению скорости движения ленты 5.
При увеличении зазоров давление рабочих поверхностей мелющих вальцов 3 на продукт и тяговые усилия сил трения снижаются, что обеспечивает снижение скорости движения ленты 5.
При уменьшении зазоров давление рабочих поверхностей мелющих вальцов 3 на продукт и тяговые усилия сил трения увеличиваются, что обеспечивает увеличение скорости движения ленты 5.
При этом расположение направляющих 16 под углом 90° к рычагам крепления 4 мелющих вальцов 3 уменьшает возможность перекосов при перемещении механизмов привала-отвала 6 в направляющих 16 и снижает нагрузку на механизмы привала-отвала 6 в процессе настройки работы ленточно-вальцового станка.
Таким образом, использование предлагаемой конструкции ленточно-вальцового станка позволяет достичь оптимальных условий измельчения продукта при изменении его физико-механических свойств путем регулировки скорости движения бесконечной ленты 5, что приводит к повышению производительности станка, повышению эффективности процесса измельчения сырья, а также его универсальности при использования ленточно-вальцового станка для переработке нескольких видов продуктов с различными физико-механическими свойствами.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНО-ВАЛЬЦОВЫЙ СТАНОК | 2013 |
|
RU2538115C1 |
| Вальцовый станок с межвальцовым устройством | 2015 |
|
RU2616800C1 |
| Двухвальцовый станок | 2018 |
|
RU2680580C1 |
| Двухвальцовый станок с межвальцовым устройством | 2016 |
|
RU2631688C1 |
| Двухвальцовый станок | 2019 |
|
RU2714245C1 |
| ВАЛЬЦОВЫЙ СТАНОК | 2008 |
|
RU2376064C1 |
| ДИСКО-ВАЛЬЦОВЫЙ СТАНОК | 2010 |
|
RU2442656C1 |
| МУКОМОЛЬНЫЙ ВАЛЬЦОВЫЙ СТАНОК | 1996 |
|
RU2115477C1 |
| ВАЛЬЦОВЫЙ СТАНОК (ВАРИАНТЫ) | 2002 |
|
RU2250136C2 |
| МУКОМОЛЬНЫЙ ВАЛЬЦОВЫЙ СТАНОК | 1997 |
|
RU2115478C1 |
Изобретение относится к устройствам для измельчения продуктов растительного происхождения, в частности фуражного зерна. Ленточно-вальцовый станок содержит станину 2, привод 1, два мелющих вальца 3, рычаги крепления 4 мелющих вальцов 3, механизмы привала-отвала 6, верхний и нижний направляющие диски, бесконечную ленту 5, привод которой осуществлен при помощи цепной передачи от ведущей звездочки, размещенной на оси мелющего вальца к ведомой звездочке, закрепленной на нижнем направляющем диске. При этом указанная ведомая звездочка цепной передачи установлена на нижнем направляющем диске посредством обгонной муфты, внутренняя обойма которой жестко закреплена на нижнем направляющем диске, а механизмы привала-отвала установлены с возможностью их смещения при помощи винтовых пар в направляющих, закрепленных на станине и расположенных под углом 90° по отношению к рычагам крепления мелющих вальцов. Ленточно-вальцовый станок обеспечивает возможность регулирования скорости движения бесконечной ленты ленточно-вальцового станка при изменении физико-механических свойств измельчаемого сырья или при переходе на переработку иного продукта. 1 ил.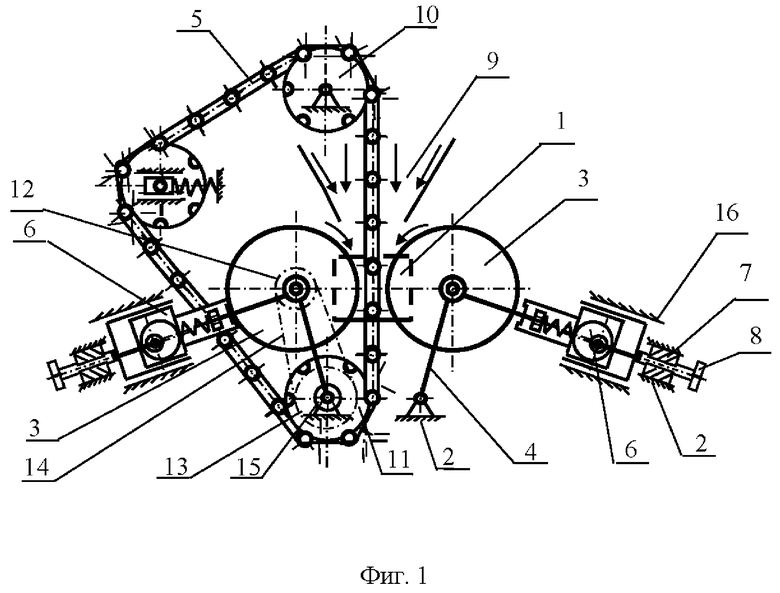
Ленточно-вальцовый станок, содержащий станину, привод, два мелющих вальца, рычаги крепления мелющих вальцов, механизмы привала-отвала, верхний и нижний направляющие диски, бесконечную ленту, привод которой осуществлен при помощи цепной передачи от ведущей звездочки, размещенной на оси мелющего вальца к ведомой звездочке, закрепленной на нижнем направляющем диске, отличающийся тем, что указанная ведомая звездочка цепной передачи установлена на нижнем направляющем диске посредством обгонной муфты, внутренняя обойма которой жестко закреплена на нижнем направляющем диске, а механизмы привала-отвала установлены с возможностью их смещения при помощи винтовых пар в направляющих, закрепленных на станине и расположенных под углом 90° по отношению к рычагам крепления мелющих вальцов.
| ЛЕНТОЧНО-ВАЛЬЦОВЫЙ СТАНОК | 2013 |
|
RU2538115C1 |
| RU 215937 U1, 11.01.2023 | |||
| US 3478972 A1, 18.11.1969 | |||
| US 7997516 B2, 16.08.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ БУТИРАЛЬТРИМЕТИЛОЛПРОПАНА ЛАУРИНОВОЙ КИСЛОТЫ | 1966 |
|
SU215938A1 |

