Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к обвязочной машине, выполненной с возможностью обвязывать объект, такой как арматурный стержень, проволокой.
Уровень техники
[0002] Для бетонных зданий арматурные стержни используются для того, чтобы повышать прочность. Арматурные стержни обвязываются с помощью проволок таким образом, что арматурные стержни не отклоняются от предварительно определенных позиций во время укладки бетонной смеси.
[0003] В уровне техники предлагается обвязочная машина, называемая "машиной для обвязки арматурных стержней", выполненная с возможностью обматывать два или более арматурных стержней с помощью проволоки и скручивать проволоку, намотанную на арматурные стержни, за счет этого обвязывая два или более арматурных стержней с помощью проволоки. Обвязочная машина включает в себя механизм подачи вязальной проволоки, выполненный с возможностью доставлять проволоку, намотанную на бобину, и наматывать вязальную проволоку на арматурные стержни, захватный механизм, выполненный с возможностью захватывать проволоку, намотанную на арматурные стержни, и механизм скручивания вязальной проволоки, выполненный с возможностью скручивать проволоку посредством вращательного приведения в действие захватного механизма, и механизм подачи проволоки, захватный механизм и механизм скручивания проволоки последовательно работают посредством операции нажатия курка, так что операция обвязки одного цикла выполняется.
[0004] При обвязке арматурных стержней с помощью проволоки, если обвязка ослабляется, арматурные стержни отклоняются друг от друга, так что требуется плотно поддерживать арматурные стержни. Следовательно, предлагается технология подачи проволоки, обмотанной вокруг арматурных стержней, в обратном направлении и наматывания проволоки на арматурные стержни (например, см. JP 2003-34305 А). Помимо этого, предлагается технология подачи проволоки посредством пары роликов, выполненных с возможностью вращательно приводиться в действие (например, см. JP H07-34110 Y).
[0005] В конфигурации, в которой проволока размещается посередине и подается посредством пары роликов, проволока подается за счет силы трения, сформированной между роликами и проволокой.
[0006] Чтобы получать силу трения, достаточную для того, чтобы подавать проволоку, необходимо увеличивать силу пружины для прижатия пары роликов в направлении приближения вплотную друг к другу. Тем не менее, когда сила пружины для прижатия пары роликов в направлении приближения вплотную друг к другу увеличивается, затруднительно перемещать пару роликов в направлении разделения друг от друга за счет человеческой силы. Чтобы выпускать проволоку из-за пары роликов, необходимо перемещать пару роликов в направлении разделения друг от друга за счет человеческой силы, что затрудняет подачу проволоки со значительной силой.
Сущность изобретения
[0007] Настоящее изобретение осуществлено для того, чтобы разрешать вышеизложенную проблему, и его цель заключается в том, чтобы предоставлять обвязочную машину, допускающую выпуск проволоки, даже когда прижимающая сила для прижатия пары подающих элементов в направлении приближения вплотную друг к другу увеличивается.
[0008] Согласно варианту осуществления настоящего изобретения, предусмотрена обвязочная машина, включающая в себя: блок подачи проволоки, выполненный с возможностью подачи проволоки; блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект. Блок подачи проволоки включает в себя пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов. Обвязочная машина дополнительно включает в себя блок управления, выполненный с возможностью управления блоком подачи проволоки. Блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов.
[0009] Согласно варианту осуществления настоящего изобретения, проволока, размещенная посередине между подающими элементами, может выпускаться посредством управления блоком подачи проволоки.
[0010] Проволока W может выпускаться без перемещения пары подающих элементов в направлении разделения друг от друга с помощью человеческой силы.
Краткое описание чертежей
[0011] Фиг. 1 является видом, показывающим пример полной конфигурации машины для обвязки арматурных стержней при просмотре сбоку.
Фиг. 2 является общим видом, показывающим пример блока подачи проволоки.
Фиг. 3A является общим видом, показывающим пример обвязочного блока.
Фиг. 3B является видом сверху в сечении, показывающим пример обвязочного блока.
Фиг. 3C является видом сверху в сечении, показывающим пример обвязочного блока.
Фиг. 4 является блок-схемой, показывающей пример функции управления машины для обвязки арматурных стержней.
Фиг. 5 является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 6A является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 6B является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 6C является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 7 является блок-схемой, показывающей пример функции управления машины для обвязки арматурных стержней по другому варианту осуществления.
Фиг. 8A является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 8B является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в машине для обвязки арматурных стержней.
Фиг. 9A является общим видом, показывающим пример полной конфигурации по модифицированному варианту осуществления машины для обвязки арматурных стержней.
Фиг. 9B является видом сзади, показывающим пример полной конфигурации по модифицированному варианту осуществления машины для обвязки арматурных стержней.
Фиг. 9C является видом сбоку, показывающим пример полной конфигурации по модифицированному варианту осуществления машины для обвязки арматурных стержней.
Фиг. 10A является видом сзади, показывающим пример конфигурации основной части по модифицированному варианту осуществления машины для обвязки арматурных стержней.
Фиг. 10B является видом в поперечном сечении вдоль линии A-A на фиг. 10A.
Фиг. 11 является блок-схемой, показывающей пример функции управления по модифицированному варианту осуществления машины для обвязки арматурных стержней.
Фиг. 12 является блок-схемой последовательности операций способа, показывающей пример операций загрузки и выпуска проволоки в модифицированном варианте осуществления машины для обвязки арматурных стержней.
Описание предпочтительных вариантов осуществления изобретения
[0012] В дальнейшем в данном документе описывается пример машины для обвязки арматурных стержней, которая представляет собой вариант осуществления обвязочной машины настоящего изобретения, со ссылкой на чертежи.
[0013] Пример конфигурации машины для обвязки арматурных стержней
Фиг. 1 является видом, показывающим пример полной конфигурации машины для обвязки арматурных стержней при просмотре сбоку. Машина 1A для обвязки арматурных стержней имеет такую форму, которую оператор захватывает рукой, и включает в себя часть 10A основного корпуса и часть 11A рукоятки.
[0014] Машина 1A для обвязки арматурных стержней выполнена с возможностью подачи проволоки W в прямом направлении, обозначаемом с помощью стрелки F, наматывать проволоку вокруг арматурных стержней S, которые представляют собой подлежащий обвязке объект для того, чтобы подавать проволоку W, намотанную вокруг арматурных стержней S, в обратном направлении, обозначаемом с помощью стрелки R, наматывать проволоку на арматурные стержни S и скручивать проволоку W, за счет этого обвязывая арматурные стержни S с помощью проволоки W.
[0015] Чтобы реализовывать вышеуказанные функции, машина 1A для обвязки арматурных стержней включает в себя магазин 2A, в котором размещается проволока W, и блок 3A подачи проволоки, выполненный с возможностью подачи проволоки W. Машина 1A для обвязки арматурных стержней также включает в себя блок 5A формирования загиба, выполненный с возможностью формирования пути, по которому проволока W, подаваемая блоком 3A подачи проволоки, должна обматываться вокруг арматурных стержней S, и режущий блок 6A, выполненный с возможностью отрезать проволоку W, намотанную на арматурные стержни S. Машина 1A для обвязки арматурных стержней также включает в себя обвязочный блок 7A, выполненный с возможностью скручивать проволоку W, намотанную на арматурные стержни S, и приводной блок 8A, выполненный с возможностью приводить в действие обвязочный блок 7A.
[0016] В магазине 2A, с возможностью вращения и съемно размещается бобина 20, на которой длинная проволока W наматывается с возможностью сматываться. В качестве проволоки W, используется проволока, изготовленная из пластически деформированной металлической проволоки, проволока, имеющая металлическую проволоку, покрытую смолой, скрученная проволока и т.п. Бобина 20 имеет такую конфигурацию, в которой одна или более проволок W наматываются на часть ступицы (не показана) и могут сматываться с бобины 20 одновременно.
[0017] Блок 3A подачи проволоки включает в себя, в качестве пары подающих элементов, выполненных с возможностью размещать посередине и подавать одну проволоку W или множество проволок W, совмещенных параллельно, пару подающих шестерней 30 (первую подающую шестерню 30L и вторую подающую шестерню 30R), выполненных с возможностью подачи проволоки W посредством операции вращения. В блоке 3A подачи проволоки, операция вращения подающего электромотора (который описывается далее) передается для того, чтобы вращать подающие шестерни 30. В силу этого блок 3A подачи проволоки подает проволоку W, размещенную посередине между парой подающих шестерней 30, вдоль направления протягивания проволоки W. В конфигурации, в которой множество, например, две проволоки W подаются, две проволоки W подаются с параллельным совмещением.
[0018] Блок 5A формирования загиба включает в себя загибочную направляющую 50, которая представляет собой пример первой направляющей части, выполненной с возможностью загибать проволоку W, которая подается блоком 3A подачи проволоки, и индукционную направляющую 51, которая представляет собой пример части второй направляющей, выполненной с возможностью направлять проволоку W, загибаемую посредством загибочной направляющей 50, к обвязочному блоку 7A. В машине 1A для обвязки арматурных стержней, путь проволоки W, которая подается блоком 3A подачи проволоки, регулируется блоком 5A формирования загиба таким образом, что местоположение проволоки W становится контуром Ru, как показано с помощью пунктирной линии на фиг. 1, и проволока W в силу этого наматывается вокруг арматурных стержней S.
[0019] Режущий блок 6A включает в себя часть 60 с неподвижным лезвием, часть 61 с подвижным лезвием, выполненную с возможностью отрезать проволоку W совместно с частью 60 с неподвижным лезвием, и трансмиссионный механизм 62, выполненный с возможностью передавать операцию обвязочного блока 7A в часть 61 с подвижным лезвием. Режущий блок 6A выполнен с возможностью отрезать проволоку W посредством операции вращения части 61 с подвижным лезвием вокруг части 60 с неподвижным лезвием, которая представляет собой опорную точку. Трансмиссионный механизм 62 выполнен с возможностью передавать операцию обвязочного блока 7A в часть 61 с подвижным лезвием через подвижный элемент 83 и вращать часть 61 с подвижным лезвием в комбинации с операцией обвязочного блока 7A, за счет этого отрезая проволоку W.
[0020] Обвязочный блок 7A включает в себя зацепляющий проволоку элемент 70, с которым зацепляется проволока W. Ниже описывается подробный вариант осуществления обвязочного блока 7A. Приводной блок 8A включает в себя электромотор 80 и редуктор 81, выполненный с возможностью выполнять замедление и усиление крутящего момента.
[0021] Машина 1A для обвязки арматурных стержней включает в себя часть 90 регулирования подачи, к которой пристыкуется конец верхушки проволоки W, на пути подачи проволоки W, которая зацепляется посредством зацепляющего проволоку элемента 70. В машине 1A для обвязки арматурных стержней, загибочная направляющая 50 и индукционная направляющая 51 блока 5A формирования загиба предоставляются в концевом фрагменте на передней стороне части 10A основного корпуса. В машине 1A для обвязки арматурных стержней, стыкующаяся часть 91, к которой должны пристыковаться арматурные стержни S, предоставляется в концевом фрагменте на передней стороне части 10A основного корпуса и между загибочной направляющей 50 и индукционной направляющей 51.
[0022] В машине 1A для обвязки арматурных стержней, часть 11A рукоятки протягивается вниз из части 10A основного корпуса. Кроме того, аккумулятор 15 съемно монтируется на нижней части в части 11A рукоятки. Кроме того, магазин 2A машины 1A для обвязки арматурных стержней предоставляется перед частью 11A рукоятки. В части 10A основного корпуса машины 1A для обвязки арматурных стержней, размещаются блок 3A подачи проволоки, режущий блок 6A, обвязочный блок 7A, приводной блок 8A, выполненный с возможностью приводить в действие обвязочный блок 7A, и т.п.
[0023] Курок 12A предоставляется на передней стороне части 11A рукоятки машины 1A для обвязки арматурных стержней, и переключатель 13A предоставляется в части 11A рукоятки. Помимо этого, часть 10A основного корпуса содержит подложку 100, на которой монтируется электрическая схема, составляющая блок управления.
[0024] Фиг. 2 является общим видом, показывающим пример блока подачи проволоки. Далее описывается конфигурация блока 3A подачи проволоки со ссылкой на соответствующие чертежи.
[0025] Первая подающая шестерня 30L, которая представляет собой один подающий элемент, составляющий одну из пары подающих шестерней 30, имеет зубчатые фрагменты 31L, выполненные с возможностью передавать движущую силу. В настоящем примере, зубчатые фрагменты 31L имеют форму прямозубой шестерни и формируются по всей окружности внешней периферии первой подающей шестерни 30L. Первая подающая шестерня 30L также имеет фрагменты 32L паза, в которые вводится проволока W. В настоящем примере, фрагменты 32L паза состоят из вогнутого фрагмента, форма поперечного сечения которого представляет собой фактически V-образную форму, и формируются вдоль периферийного направления по всей окружности внешней периферии первой подающей шестерни 30L.
[0026] Вторая подающая шестерня 30R, которая представляет собой другой подающий элемент, составляющий другую из пары подающих шестерней 30, имеет зубчатые фрагменты 31R, выполненные с возможностью передавать движущую силу. В настоящем примере, зубчатые фрагменты 31R имеют форму прямозубой шестерни и формируются по всей окружности внешней периферии второй подающей шестерни 30R. Вторая подающая шестерня 30R также имеет фрагменты 32R паза, в которые вводится проволока W. В настоящем примере, фрагменты 32R паза состоят из вогнутого фрагмента, форма поперечного сечения которого представляет собой фактически V-образную форму, и формируются вдоль периферийного направления по всей окружности внешней периферии второй подающей шестерни 30R.
[0027] В блоке 3A подачи проволоки, фрагменты 32L паза первой подающей шестерни 30L и фрагменты 32R паза второй подающей шестерни 30R обращены друг к другу, так что первая подающая шестерня 30L и вторая подающая шестерня 30R содержат путь подачи проволоки W, размещающийся между ними.
[0028] В блоке 3A подачи проволоки, зубчатые фрагменты 31L первой подающей шестерни 30L и зубчатые фрагменты 31R второй подающей шестерни 30R находятся в зацеплении между собой в состоянии, в котором проволока W размещается посередине между фрагментами 32L паза первой подающей шестерни 30L и фрагментами 32R паза второй подающей шестерни 30R. В силу этого, движущая сила, получающаяся в результате вращения, передается между первой подающей шестерней 30L и второй подающей шестерней 30R.
[0029] Блок 3A подачи проволоки включает в себя подающий электромотор 33, сконфигурированный согласно одной из первой подающей шестерни 30L и второй подающей шестерни 30R, в настоящем примере, согласно первой подающей шестерне 30L, и механизм 34 передачи движущей силы, выполненный с возможностью передавать движущую силу подающего электромотора 33 в первую подающую шестерню 30L.
[0030] Механизм 34 передачи движущей силы имеет небольшую шестерню 33a, присоединенную к валу подающего электромотора 33, и большую шестерню 33b в зацеплении с небольшой шестерней 33a. Механизм 34 передачи движущей силы также имеет небольшую подающую шестерню 34a, в которую движущая сила передается из большой шестерни 33b, и находится в зацеплении с первой подающей шестерней 30L. Небольшая шестерня 33a, большая шестерня 33b и небольшая подающая шестерня 34a состоят из прямозубой шестерни.
[0031] Первая подающая шестерня 30L выполнена с возможностью вращаться по мере того, как операция вращения подающего электромотора 33, передается в нее через механизм 34 передачи движущей силы. Операция вращения первой подающей шестерни 30L передается во вторую подающую шестерню 30R посредством зацепления между зубчатыми фрагментами 31L и зубчатыми фрагментами 31R, так что вторая подающая шестерня 30R вращается согласно первой подающей шестерне 30L.
[0032] В силу этого, блок 3A подачи проволоки подает проволоку W, размещенную посередине между первой подающей шестерней 30L и второй подающей шестерней 30R вдоль направления протягивания проволоки W. В конфигурации, в которой две проволоки W подаются, две проволоки W подаются с параллельным совмещением за счет силы трения, сформированной между фрагментами 32L паза первой подающей шестерни 30L и одной проволокой W, силы трения, сформированной между фрагментами 32R паза второй подающей шестерни 30R и другой проволокой W, и силы трения, сформированной между одной проволокой W и другой проволокой W.
[0033] Блок 3A подачи проволоки имеет такую конфигурацию, в которой направления вращения первой подающей шестерни 30L и второй подающей шестерни 30R переключаются, и направление подачи проволоки W переключается между прямым и обратным направлениями посредством переключения направления вращения подающего электромотора 33 между прямым и обратным направлениями.
[0034] Блок 3A подачи проволоки имеет такую конфигурацию, в которой первая подающая шестерня 30L и вторая подающая шестерня 30R приближаются вплотную друг к другу, так что они прижимаются друг к другу, с тем чтобы размещать посередине проволоку W между первой подающей шестерней 30L и второй подающей шестерней 30R. В частности, блок 3A подачи проволоки имеет такую конфигурацию, в которой первая подающая шестерня 30L и вторая подающая шестерня 30R могут смещаться в направлениях контакта/разделения относительно друг друга, с тем чтобы размещать посередине проволоку W между первой подающей шестерней 30L и второй подающей шестерней 30R и загружать проволоку W между первой подающей шестерней 30L и второй подающей шестерней 30R. В настоящем примере, движущая сила подающего электромотора 33 принимается из первой подающей шестерни 30L, и вторая подающая шестерня 30R, в которую непосредственно не передается движущая сила подающего электромотора 33, смещается относительно первой подающей шестерни 30L.
[0035] Следовательно, блок 3A подачи проволоки имеет первый смещающий элемент 36, выполненный с возможностью смещать вторую подающую шестерню 30R к и от первой подающей шестерни 30L. Блоку 3A подачи проволоки также имеет второй смещающий элемент 37, выполненный с возможностью смещать первый смещающий элемент 36. Первый смещающий элемент 36 и второй смещающий элемент 37 представляют собой примеры смещающей части и выполнены с возможностью смещать одну или обе из пары подающих шестерней 30 в направлении к и друг от друга. В настоящем примере, как описано выше, вторая подающая шестерня 30R смещается к и от первой подающей шестерни 30L.
[0036] Вторая подающая шестерня 30R поддерживается с возможностью вращения на стороне одного концевого фрагмента первого смещающего элемента 36 посредством вала 300R. Другой концевой фрагмент первого смещающего элемента 36 поддерживается с возможностью вращения на опорном элементе 301 блока 3A подачи проволоки посредством вала 36a в качестве опорной точки.
[0037] Вал 36a первого смещающего элемента 36, который представляет собой опорную точку операции вращения, ориентируется параллельно валу 300R второй подающей шестерни 30R. В силу этого, первый смещающий элемент 36 смещается посредством операции вращения вокруг вала 36a в качестве опорной точки, за счет этого заставляя вторую подающую шестерню 30R входить в контакт/разделяться относительно первой подающей шестерни 30L.
[0038] Первый смещающий элемент 36 предоставляется на стороне одного концевого фрагмента с подлежащим прижатию фрагментом 36b, который прижимается из второго смещающего элемента 37. Подлежащий прижатию фрагмент 36b предоставляется на стороне части, в которой поддерживается вал 300R второй подающей шестерни 30R.
[0039] Второй смещающий элемент 37 поддерживается посредством опорного элемента 301 блока 3A подачи проволоки таким образом, что он является вращающимся вокруг вала 37a в качестве опорной точки. Второй смещающий элемент 37 также имеет прижимной фрагмент 37b для прижатия к подлежащему прижатию фрагменту 36b первого смещающего элемента 36 на стороне одного концевого фрагмента, которая размещает посередине вал 37a.
[0040] Второй смещающий элемент 37 смещается посредством операции вращения вокруг вала 37a в качестве опорной точки, за счет этого заставляя прижимной фрагмент 37b прижиматься к подлежащему прижатию фрагменту 36b первого смещающего элемента 36 и высвобождая прижатие прижимного фрагмента 37b к подлежащему прижатию фрагменту 36b.
[0041] Блок 3A подачи проволоки имеет пружину 38 для прижатия второй подающей шестерни 30R к первой подающей шестерне 30L. Пружина 38 состоит из спиральной пружины сжатия, например, и прижимает к другой стороне концевого фрагмента, которая размещает посередине вал 37a второго смещающего элемента 37.
[0042] Второй смещающий элемент 37 прижимается посредством пружины 38, и в силу этого смещается посредством операции вращения вокруг вала 37a в качестве опорной точки, за счет этого заставляя прижимной фрагмент 37b прижиматься к подлежащему прижатию фрагменту 36b первого смещающего элемента 36. Когда прижимной фрагмент 37b второго смещающего элемента 37 прижимается к подлежащему прижатию фрагменту 36b первого смещающего элемента 36, первый смещающий элемент 36 смещается посредством операции вращения вокруг вала 36a в качестве опорной точки. В силу этого, вторая подающая шестерня 30R прижимается к первой подающей шестерне 30L за счет силы пружины 38.
[0043] Когда проволока W загружается между первой подающей шестерней 30L и второй подающей шестерней 30R, проволока W размещается посередине между фрагментами 32L паза первой подающей шестерни 30L и фрагментами 32R паза второй подающей шестерни 30R.
[0044] В состоянии, в котором проволока W размещается посередине между фрагментами 32L паза первой подающей шестерни 30L и фрагментами 32R паза второй подающей шестерни 30R, зубчатые фрагменты 31L первой подающей шестерни 30L и зубчатые фрагменты 31R второй подающей шестерни 30R зацепляются друг с другом.
[0045] Фиг. 3A является общим видом, показывающим пример обвязочного блока, и фиг. 3B и 3C являются видами сверху в сечении, показывающими пример обвязочного блока. Далее описывается конфигурация обвязочного блока со ссылкой на соответствующие чертежи.
[0046] Обвязочный блок 7A включает в себя зацепляющий проволоку элемент 70, с которым должна зацепляться проволока W, и вращательный вал 72 для приведения в действие зацепляющего проволоку элемента 70. Обвязочный блок 7A и приводной блок 8A имеют такую конфигурацию, в которой вращательный вал 72 и электромотор 80 соединяются между собой через редуктор 81, и вращательный вал 72 приводится в действие через редуктор 81 посредством электромотора 80.
[0047] Зацепляющий проволоку элемент 70 имеет центральный крючок 70C, соединенный с вращательным валом 72, первый боковой крючок 70R и второй боковой крючок 70L, выполненные с возможностью открываться и закрываться относительно центрального крючка 70C, и втулку 71, выполненную с возможностью приводить в действие первый боковой крючок 70R и второй боковой крючок 70L и формировать проволоку W с требуемой формой.
[0048] В обвязочном блоке 7A, сторона, на которой предоставляются центральный крючок 70C, первый боковой крючок 70R и второй боковой крючок 70L, называется "передней стороной", и сторона, на которой вращательный вал 72 соединяется с редуктором 81, называется "задней стороной".
[0049] Центральный крючок 70C соединяется с передним концом вращательного вала 72, который представляет собой концевой фрагмент, через конфигурацию, которая может вращаться относительно вращательного вала 72 и перемещаться как единое целое с вращательным валом 72 в осевом направлении.
[0050] Концевая сторона верхушки первого бокового крючка 70R, которая представляет собой один концевой фрагмент в осевом направлении вращательного вала 72, позиционируется в одной боковой части относительно центрального крючка 70C. Задняя концевая сторона первого бокового крючка 70R, которая представляет собой концевой фрагмент на другой стороне в осевом направлении вращательного вала 72, поддерживается с возможностью вращения на центральном крючке 70C посредством вала 71b.
[0051] Концевая сторона верхушки второго бокового крючка 70L, которая представляет собой один концевой фрагмент в осевом направлении вращательного вала 72, позиционируется в другой боковой части относительно центрального крючка 70C. Задняя концевая сторона второго бокового крючка 70L, которая представляет собой концевой фрагмент на другой стороне в осевом направлении вращательного вала 72, поддерживается с возможностью вращения на центральном крючке 70C посредством вала 71b.
[0052] В силу этого, зацепляющий проволоку элемент 70 открывается/закрывается в направлениях, в которых концевая сторона верхушки первого бокового крючка 70R отделяется и контактирует относительно центрального крючка 70C, посредством операции вращения вокруг вала 71b в качестве опорной точки. Зацепляющий проволоку элемент 70 также открывается/закрывается в направлениях, в которых концевая сторона верхушки второго бокового крючка 70L отделяется и контактирует относительно центрального крючка 70C.
[0053] Задний конец вращательного вала 72, который представляет собой другой концевой фрагмент, соединяется с редуктором 81 через соединительный фрагмент 72b, имеющий конфигурацию, которая может заставлять соединительный фрагмент вращаться как единое целое с редуктором 81 и перемещаться в осевом направлении относительно редуктора 81. Соединительный фрагмент 72b имеет пружину 72c для поджимания назад вращательного вала 72 к редуктору 81. Таким образом, вращательный вал 72 выполнен с возможностью быть подвижным вперед в направлении от редуктора 81 принимая на себя силу, отталкиваемую назад посредством пружины 72c.
[0054] Втулка 71 поддерживается таким образом, что она является вращающейся и аксиально скользящей посредством опорной рамы 76. Опорная рама 76 представляет собой кольцевой элемент и присоединяется к части 10A основного корпуса в форме, в которой она не может вращаться по окружности и перемещаться аксиально.
[0055] Втулка 71 имеет выпуклый фрагмент (не показан), выступающий из внутренней периферийной поверхности пространства, в которое вставляется вращательный вал 72, и выпуклый фрагмент входит в фрагмент паза подающего винта 72a, сформированный вдоль осевого направления на внешней периферии вращательного вала 72. Когда вращательный вал 72 вращается, втулка 71 перемещается в направлении вперед и назад вдоль осевого направления вращательного вала 72 согласно направлению вращения вращательного вала 72 под действием выпуклого фрагмента (не показан) и подающего винта 72a вращательного вала 72. Втулка 71 также вращается как единое целое с вращательным валом 72.
[0056] Втулка 71 имеет штифт 71a для регулирования открытия/закрытия, выполненный с возможностью открывать/закрывать первый боковой крючок 70R и второй боковой крючок 70L.
[0057] Штифт 71a для регулирования открытия/закрытия вставляется в направляющие отверстия 73 для регулирования открытия/закрытия, сформированные в первом боковом крючке 70R и втором боковом крючке 70L. Направляющее отверстие 73 для регулирования открытия/закрытия имеет форму протягивания в направлении перемещения втулки 71 и преобразования прямолинейного движения штифта 71a для регулирования открытия/закрытия, выполненного с возможностью перемещаться в комбинации со втулкой 71, в операцию открытия/закрытия посредством вращения первого бокового крючка 70R и второго бокового крючка 70L вокруг вала 71b в качестве опорной точки.
[0058] Зацепляющий проволоку элемент 70 имеет такую конфигурацию, в которой когда втулка 71 перемещается назад (см. стрелку A2), первый боковой крючок 70R и второй боковой крючок 70L перемещаются в направлении от центрального крючка 70C посредством операций вращения вокруг вала 71b в качестве опорной точки вследствие местоположения штифта 71a для регулирования открытия/закрытия и формы направляющих отверстий 73 для регулирования открытия/закрытия.
[0059] В силу этого, первый боковой крючок 70R и второй боковой крючок 70L являются открытыми относительно центрального крючка 70C таким образом, что путь подачи, через который должна проходить проволока W, формируется между первым боковым крючком 70R и центральным крючком 70C и между вторым боковым крючком 70L и центральным крючком 70C.
[0060] В состоянии, в котором первый боковой крючок 70R и второй боковой крючок 70L являются открытыми относительно центрального крючка 70C, проволока W, которая подается блоком 3A подачи проволоки, проходит между центральным крючком 70C и первым боковым крючком 70R. Проволока W, проходящая между центральным крючком 70C и первым боковым крючком 70R, направляется в блок 5A формирования загиба. После этого проволока, загибаемая блоком 5A формирования загиба и направляемая в обвязочный блок 7A, проходит между центральным крючком 70C и вторым боковым крючком 70L.
[0061] Зацепляющий проволоку элемент 70 имеет такую конфигурацию, в которой когда втулка 71 перемещается в прямом направлении, обозначаемом с помощью стрелки A1, первый боковой крючок 70R и второй боковой крючок 70L перемещаются к центральному крючку 70C посредством операций вращения вокруг вала 76 в качестве опорной точки вследствие местоположения штифта 71a для регулирования открытия/закрытия и формы направляющих отверстий 73 для регулирования открытия/закрытия. В силу этого, первый боковой крючок 70R и второй боковой крючок 70L закрываются относительно центрального крючка 70C.
[0062] Когда первый боковой крючок 70R закрывается относительно центрального крючка 70C, проволока W, размещенная посередине между первым боковым крючком 70R и центральным крючком 70C, зацепляется таким образом, что проволока может перемещаться между первым боковым крючком 70R и центральным крючком 70C. Кроме того, когда второй боковой крючок 70L закрывается относительно центрального крючка 70C, проволока W, размещенная посередине между вторым боковым крючком 70L и центральным крючком 70C, зацепляется таким образом, что проволока не может отрываться из-за второго бокового крючка 70L и центрального крючка 70C.
[0063] Втулка 71 имеет изгибающий фрагмент 71c1, выполненный с возможностью подталкивать и изгибать концевую сторону верхушки (один концевой фрагмент) проволоки W в предварительно определенном направлении для того, чтобы формировать проволоку W с предварительно определенной формой, и изгибающий фрагмент 71c2, выполненный с возможностью подталкивать и изгибать концевую сторону наконечника (другой концевой фрагмент) проволоки W, отрезанной посредством режущего блока 6A, в предварительно определенном направлении для того, чтобы формировать проволоку W с предварительно определенной формой.
[0064] Втулка 71 перемещается в прямом направлении, обозначаемом с помощью стрелки A1, так что концевая сторона верхушки проволоки W, зацепленной посредством центрального крючка 70C и второго бокового крючка 70L, подталкивается и изгибается к арматурным стержням S посредством изгибающего фрагмента 71c1. Кроме того, втулка 71 перемещается в прямом направлении, обозначаемом с помощью стрелки A1, так что концевая сторона наконечника проволоки W, зацепленной посредством центрального крючка 70C и первого бокового крючка 70R и отрезанной посредством режущего блока 6A, подталкивается и изгибается к арматурным стержням S посредством изгибающего фрагмента 71c2.
[0065] Обвязочный блок 7A включает в себя часть 74 регулирования вращения, выполненную с возможностью регулировать вращения зацепляющего проволоку элемента 70 и втулки 71 в комбинации с операцией вращения вращательного вала 72. Часть 74 регулирования вращения имеет лезвие 74a для регулирования вращения, предоставленное во втулке 71, и зубец 74b для регулирования вращения, предоставленный в части 10A основного корпуса.
[0066] Лезвие 74a для регулирования вращения состоит из множества выпуклых фрагментов, выступающих диаметрально из внешней периферии втулки 71 и предоставляемых с предварительно определенными интервалами в периферийном направлении втулки 71. Лезвие 74a для регулирования вращения крепится к втулке 71 и перемещается и вращается как единое целое со втулкой 71.
[0067] Зубец 74b для регулирования вращения имеет первый фрагмент 74b1 с зубцом и второй фрагмент 74b2 с зубцом, в качестве пары фрагментов с зубцом, обращенных друг к другу с интервалом, через который может проходить лезвие 74a для регулирования вращения. Первый фрагмент 74b1 с зубцом и второй фрагмент 74b2 с зубцом выполнены с возможностью быть втягивающимися из местоположения лезвия 74a для регулирования вращения за счет подталкивания посредством лезвия 74a для регулирования вращения согласно направлению вращения лезвия 74a для регулирования вращения.
[0068] Когда лезвие 74a для регулирования вращения части 74 регулирования вращения зацепляется с зубцом 74b для регулирования вращения, вращение втулки 71 вместе с вращением вращательного вала 72 регулируется таким образом, что втулка 71 перемещается в направлении вперед и назад посредством операции вращения вращательного вала 72. Кроме того, когда лезвие 74a для регулирования вращения расцепляется от зубца 74b для регулирования вращения, втулка 71 вращается вместе с вращением вращательного вала 72.
[0069] Фиг. 4 является блок-схемой, показывающей пример функции управления машины для обвязки арматурных стержней. В машине 1A для обвязки арматурных стержней, блок 14A управления выполнен с возможностью управления электромотором 80 и подающим электромотором 31 и выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, согласно состоянию переключателя 13A, который нажимается посредством операции с помощью курка 12A, показанного на фиг. 1. Блок 14A управления также выполнен с возможностью переключать включенное и выключенное состояния подачи мощности, согласно операции с переключателем 15A подачи мощности. Блок 14A управления также выполнен с возможностью управления подающим электромотором 33 и выполнять загрузку и выпуск проволоки W в блоке 3A подачи проволоки, на основе комбинации операций с рабочим переключателем 13A и переключателем 15A подачи мощности и т.п.
[0070] Пример работы машины для обвязки арматурных стержней
В дальнейшем описываются операции обвязки арматурных стержней S с помощью проволоки W посредством машины 1A для обвязки арматурных стержней со ссылкой на соответствующие чертежи.
[0071] Машина 1A для обвязки арматурных стержней находится в состоянии готовности (в позиции готовности), в котором проволока W размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, и конец верхушки проволоки W позиционируется между позицией с размещением посередине посредством пары подающих шестерней 30 и частью 60 с неподвижным лезвием режущего блока 6A. Кроме того, как показано на фиг. 3A и 3B, когда машина 1A для обвязки арматурных стержней находится в состоянии готовности, первый боковой крючок 70R открывается относительно центрального крючка 70C, и второй боковой крючок 70L открывается относительно центрального крючка 70C.
[0072] Когда арматурные стержни S вставляются между загибочной направляющей 50 и индукционной направляющей 51A блока 5A формирования загиба, и курок 12A нажимается, блок 14A управления приводит в действие подающий электромотор 31 в направлении прямого вращения, за счет этого подавая проволоку W в прямом направлении, обозначаемом с помощью стрелки F, которое представляет собой первое направление, блоком 3A подачи проволоки.
[0073] В конфигурации, в которой множество, например, две проволоки W подаются, две проволоки W подаются с параллельным совмещением вдоль осевого направления контура Ru, который формируется посредством проволок W, посредством направляющей для проволок (не показана).
[0074] Проволока W, подаваемая в прямом направлении, проходит между центральным крючком 70C и первым боковым крючком 70R и затем подается в загибочную направляющую 50 блока 5A формирования загиба. Проволока W проходит через загибочную направляющую 50 таким образом, что она загибается с возможностью обматывания вокруг арматурных стержней S.
[0075] Проволока W, загибаемая посредством загибочной направляющей 50, направляется в индукционную направляющую 51 и дополнительно подается в прямом направлении блоком 3A подачи проволоки таким образом, что проволока направляется между центральным крючком 70C и вторым боковым крючком 70L посредством индукционной направляющей 51. Проволока W подается до тех пор, пока конец верхушки не пристыкуется к части 90 регулирования подачи. Когда проволока W подается в позицию, в которой конец верхушки пристыкуется к части 90 регулирования подачи, блок 14A управления прекращает приведение в действие подающего электромотора 31.
[0076] После прекращения подачи проволоки W в прямом направлении, блок 14A управления приводит в действие электромотор 80 в направлении прямого вращения. В рабочей области, в которой проволока W зацепляется посредством зацепляющего проволоку элемента 70, лезвие 74a для регулирования вращения зацепляется с зубцом 74b для регулирования вращения таким образом, что вращение втулки 71 в комбинации с вращением вращательного вала 72 регулируется. В силу этого, вращение электромотора 80 преобразуется в линейное перемещение, так что втулка 71 перемещается в прямом направлении, обозначаемом с помощью стрелки A1.
[0077] Когда втулка 71 перемещается в прямом направлении, штифт 71a для регулирования открытия/закрытия проходит через направляющие отверстия 73 для регулирования открытия/закрытия. В силу этого, первый боковой крючок 70R перемещается к центральному крючку 70C посредством операции вращения вокруг вала 71b в качестве опорной точки. Когда первый боковой крючок 70R закрывается относительно центрального крючка 70C, проволока W, размещенная посередине между первым боковым крючком 70R и центральным крючком 70C, зацепляется таким образом, что проволока может перемещаться между первым боковым крючком 70R и центральным крючком 70C.
[0078] Кроме того, второй боковой крючок 70L перемещается к центральному крючку 70C посредством операции вращения вокруг вала 71b в качестве опорной точки. Когда второй боковой крючок 70L закрывается относительно центрального крючка 70C, проволока W, размещенная посередине между вторым боковым крючком 70L и центральным крючком 70C, зацепляется таким образом, что проволока не может отрываться из-за второго бокового крючка 70L и центрального крючка 70C.
[0079] После того, как втулка 71 перемещается вперед в позицию, в которой проволока W зацепляется посредством операции закрытия первого бокового крючка 70R и второго бокового крючка 70L, блок 14A управления временно прекращает вращение электромотора 80 и затем приводит в действие подающий электромотор 31 в направлении обратного вращения. В силу этого, пара подающих шестерней 30 приводится в действие в направлении обратного вращения.
[0080] Следовательно, проволока W, размещенная посередине между парой подающих шестерней 30, подается в обратном направлении, обозначаемом с помощью стрелки R, которое представляет собой второе направление. Поскольку концевая сторона верхушки проволоки W зацепляется в таком аспекте, что проволока не может отрываться из-за второго бокового крючка 70L и центрального крючка 70C, проволока W наматывается на арматурные стержни S посредством операции подачи проволоки W в обратном направлении.
[0081] Когда проволока W оттягивается в позицию, в которой проволока наматывается на арматурные стержни S, блок 14A управления прекращает приведение в действие подающего электромотора 31 в направлении обратного вращения и затем приводит в действие электромотор 80 в направлении прямого вращения, за счет этого перемещая втулку 71 в прямом направлении, обозначаемом с помощью стрелки A1. Операция перемещения втулки 71 в прямом направлении передается в режущий блок 6A посредством трансмиссионного механизма 62 таким образом, что часть 61 с подвижным лезвием вращается, и проволока W, зацепленная посредством первого бокового крючка 70R и центрального крючка 70C, отрезается посредством операции части 60 с неподвижным лезвием и части 61 с подвижным лезвием.
[0082] Изгибающие фрагменты 71c1 и 71c2 перемещаются к арматурным стержням S практически одновременно с тем, когда проволока W отрезается. В силу этого, концевая сторона верхушки проволоки W, зацепленной посредством центрального крючка 70C и второго бокового крючка 70L, прижимается к арматурным стержням S и изгибается к арматурным стержням S в зацепленной позиции в качестве опорной точки посредством изгибающего фрагмента 71c1. Втулка 71 дополнительно перемещается в прямом направлении таким образом, что проволока W, зацепленная между вторым боковым крючком 70L и центральным крючком 70C, поддерживается с размещением посередине посредством изгибающего фрагмента 71c1.
[0083] Кроме того, концевая сторона наконечника проволоки W, зацепленной посредством центрального крючка 70C и первого бокового крючка 70R и отрезанной посредством режущего блока 6A, прижимается к арматурным стержням S и изгибается к арматурным стержням S в позиции зацепления в качестве опорной точки посредством изгибающего фрагмента 71c2. Втулка 71 дополнительно перемещается в прямом направлении таким образом, что проволока W, зацепленная между первым боковым крючком 70R и центральным крючком 70C, поддерживается с размещением посередине посредством изгибающего фрагмента 71c2.
[0084] После того, как концевая сторона верхушки и концевая сторона наконечника проволоки W изгибаются к арматурным стержням S, электромотор 80 дополнительно приводится в действие в направлении прямого вращения таким образом, что втулка 71 дополнительно перемещается в прямом направлении. Когда втулка 71 перемещается в предварительно определенную позицию и достигает рабочей области, в которой проволока W, зацепленная посредством зацепляющего проволоку элемента 70, скручивается, зацепление лезвия 74a для регулирования вращения с зубцом 74b для регулирования вращения прекращается.
[0085] В силу этого, электромотор 80 дополнительно приводится в действие в направлении прямого вращения таким образом, что зацепляющий проволоку элемент 70 вращается в комбинации с вращательным валом 72, за счет этого скручивая проволоку W.
[0086] В обвязочном блоке 7A, в рабочей области, в которой втулка 71 вращается, арматурные стержни S пристыкуются к стыкующейся части 91, так что перемещение назад арматурных стержней S к обвязочному блоку 7A регулируется. Следовательно, проволока W скручивается таким образом, что сила протягивания вперед зацепляющего проволоку элемента 70 вдоль осевого направления вращательного вала 72 прикладывается.
[0087] Когда сила перемещения вперед зацепляющего проволоку элемента 70 вдоль осевого направления вращательного вала 72 прикладывается к зацепляющему проволоку элементу 70, вращательный вал 72 может перемещаться вперед, принимая на себя силу, отталкиваемую назад посредством пружины 72c. В силу этого в обвязочном блоке 7A, в рабочей области, в которой втулка 71 вращается, зацепляющий проволоку элемент 70 и вращательный вал 72 скручивают проволоку W при перемещении вперед.
[0088] Фиг. 5, 6A, 6B и 6C являются блок-схемами последовательности операций способа, показывающими примеры загрузки и выпуска проволоки в машине для обвязки арматурных стержней. Далее описываются операции загрузки и выпуска проволоки в машине 1A для обвязки арматурных стержней.
[0089] В настоящем примере машины 1A для обвязки арматурных стержней, комбинация предварительно определенной операции с помощью курка 12A и предварительно определенной операции с переключателем 15A подачи мощности выделяется выполнению автоматической загрузки и автоматического выпуска проволоки W. В нижеприведенных примерах, предполагается, что когда переключатель 15A подачи мощности нажимается при нажатии курка 12A, начинается автоматическая загрузка и автоматический выпуск.
[0090] Во-первых, описывается операция автоматической загрузки, показанная на фиг. 5. На этапе SA1 по фиг. 5, блок 14A управления определяет то, выполнена или нет предварительно определенная операция начала автоматической загрузки, согласно операции с переключателем 15A подачи мощности. Когда определяется то, что предварительно определенная операция начала автоматической загрузки выполнена, блок 14A управления приводит в действие подающий электромотор 33 в направлении прямого вращения со скважностью импульсов (низкой скважностью), при которой скорость вращения подающего электромотора 33 становится первой скоростью вращения, на этапе SA2. С другой стороны, когда на этапе SA1 определяется то, что нормальный режим работы включения подачи мощности выполнен, блок 14A управления выполняет нормальную начальную обработку.
[0091] Пользователь машины 1A для обвязки арматурных стержней вставляет бобину 20 в магазин 2A и направляет конец верхушки проволоки W, сматываемой с бобины 20 между первой подающей шестерней 30L и второй подающей шестерней 30R блока 3A подачи проволоки. Когда конец верхушки проволоки W, сматываемой с бобины 20, размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, проволока W подается в прямом направлении, нагрузка, прикладываемая к подающему электромотору 33, увеличивается, и значение тока, протекающего через подающий электромотор 33, увеличивается.
[0092] На этапе SA3 по фиг. 5, блок 14A управления сравнивает значение тока, протекающего через подающий электромотор 33, и предварительно заданное пороговое значение для обнаружения того, что имеется проволока W, и определяет то, размещается или нет проволока W посередине между первой подающей шестерней 30L и второй подающей шестерней 30R. Когда определяется то, что проволока W размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, блок 14A управления переключает скважность импульсов на скважность импульсов (высокую скважность), при которой скорость вращения подающего электромотора 33 становится второй скоростью вращения выше первой скорости вращения, и дополнительно приводит в действие подающий электромотор 33 в направлении прямого вращения, на этапе SA4.
[0093] На этапе SA5 по фиг. 5, блок 14A управления определяет то, становится или нет величина подачи проволоки W предварительно определенной величиной, на которую проволока подается в позицию готовности, например, из величины вращения подающего электромотора 33 и т.п. Когда определяется то, что величина подачи проволоки W становится предварительно определенной величиной, блок 14A управления прекращает приведение в действие подающего электромотора 33, на этапе SA6.
[0094] Следует отметить, что, после прекращения подачи проволоки W в прямом направлении посредством прекращения приведения в действие подающего электромотора 33, так называемая операция инициализации для задания позиции конца верхушки проволоки W в предварительно определенную позицию может выполняться.
[0095] В частности, на этапе SA5 по фиг. 5, определяется то, проходит или нет конец верхушки проволоки W, подаваемой в прямом направлении, через режущий блок 6A и подается в позицию, в которой проволока W может отрезаться посредством части 61 с подвижным лезвием, из величины вращения подающего электромотора 33 и т.п. Когда определяется то, что величина подачи проволоки W становится предварительно определенной величиной, и конец верхушки проволоки W подается в позицию, в которой проволока W может отрезаться посредством части 61 с подвижным лезвием, блок 14A управления прекращает приведение в действие подающего электромотора 33, на этапе SA6.
[0096] Затем блок 14A управления приводит в действие электромотор 80 в направлении прямого вращения, чтобы перемещать втулку 71 в прямом направлении, обозначаемом с помощью стрелки A1, за счет этого вращая часть 61 с подвижным лезвием, чтобы отрезать проволоку W. Затем блок 14A управления приводит в действие электромотор 80 в направлении обратного вращения, чтобы перемещать втулку 71 в обратном направлении, обозначаемом с помощью стрелки A2, за счет этого задавая обвязочный блок 7A в состояние готовности. В силу этого, проволока W размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, и конец верхушки проволоки W находится в позиции готовности между позицией с размещением посередине посредством пары подающих шестерней 30 и частью 60 с неподвижным лезвием режущего блока 6A.
[0097] Далее описывается операция автоматического выпуска, показанная на фиг. 6A. На этапе SB1 по фиг. 6A, блок 14A управления определяет то, выполнена или нет предварительно определенная операция начала автоматического выпуска, согласно операции с переключателем 15A подачи мощности. Когда определяется то, что предварительно определенная операция начала автоматического выпуска выполнена, блок 14A управления приводит в действие электромотор 80 в направлении прямого вращения, чтобы перемещать втулку 71 в прямом направлении, обозначаемом с помощью стрелки A1, за счет этого выполняя операцию отрезания проволоки с вращением части 61 с подвижным лезвием, на этапе SB2. В случае если проволока W находится в позиции, в которой проволока может отрезаться посредством части 61 с подвижным лезвием, проволока W отрезается и разделяется на проволоку W, позиционированную ближе к обвязочному блоку 7A, чем к режущему блоку 6A, и проволоку W, позиционированную ближе к блоку 3A подачи проволоки, чем к режущему блоку 6A. Когда электромотор 80 приводится в действие в направлении прямого вращения на предварительно определенную величину, блок 14A управления приводит в действие электромотор 80 в направлении обратного вращения, чтобы перемещать втулку 71 в обратном направлении, обозначаемом с помощью стрелки A2, за счет этого возвращая обвязочный блок 7A в состояние готовности, на этапе SB3. Когда блок 14A управления выполняет операцию вращения части 61 с подвижным лезвием и операцию возврата обвязочного блока 7A в состояние готовности, блок 14A управления приводит в действие подающий электромотор 33 в направлении обратного вращения, на этапе SB4. Следует отметить, что, в операции автоматического выпуска, операции вращения части 61 с подвижным лезвием на этапе SB2 и операция возврата обвязочного блока 7A в состояние готовности на этапе SB3 могут не выполняться.
[0098] Когда подающий электромотор 33 приводится в действие в направлении обратного вращения, чтобы подавать проволоку W в обратном направлении, и конец верхушки проволоки W, размещенной посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, отрывается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, нагрузка, прикладываемая к подающему электромотору 33, снижается, и значение тока, протекающего через подающий электромотор 33, снижается.
[0099] На этапе SB5 по фиг. 6A, блок 14A управления сравнивает значение тока, протекающего через подающий электромотор 33, и предварительно заданное пороговое значение для обнаружения того, что между первой подающей шестерней 30L и второй подающей шестерней 30R отсутствует проволока W, и определяет то, отрывается или нет проволока W из-за первой подающей шестерни 30L и второй подающей шестерни 30R. Когда определяется то, что проволока W отрывается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, блок 14A управления прекращает приведение в действие подающего электромотора 33, на этапе SB6.
[0100] Хотя описано, что операция автоматического выпуска, показанная на фиг. 6A, выполняется посредством предварительно определенной операции начала автоматического выпуска, также может определяться то, следует или нет начинать автоматический выпуск, из состояния проволоки W, намотанной на бобину 20, т.е. оставшейся величины проволоки W.
[0101] Например, когда проволока W, намотанная на бобину 20, полностью вытягивается в ходе операции подачи проволоки W в прямом направлении таким образом, чтобы наматывать проволоку W вокруг арматурных стержней S, проволока W может не сматываться с бобины 20. В этом случае, нагрузка, прикладываемая к подающему электромотору 33, увеличивается, и значение тока, протекающего через подающий электромотор 33, увеличивается.
[0102] Следовательно, на этапе SC1 по фиг. 6B, при выполнении нормальной операции обвязки и т.п. и приведении в действие подающего электромотора 33 в направлении прямого вращения, блок 14A управления сравнивает значение тока, протекающего через подающий электромотор 33, и предварительно заданное пороговое значение для обнаружения того, что проволока W полностью вытягивается. Блок 14A управления обнаруживает то, находится или нет подающий электромотор 33 в предварительно определенном состоянии перегрузки, и определяет то, полностью вытягивается или нет проволока W из бобины 20. Когда определяется то, что проволока W полностью вытягивается из бобины 20, блок 14A управления прекращает операцию обвязки с приведением в действие подающего электромотора 33 в направлении прямого вращения и т.п. и выполняет операцию автоматического выпуска, на этапе SC2.
[0103] В частности, на этапе SC3, блок 14A управления приводит в действие электромотор 80 в направлении прямого вращения, чтобы перемещать втулку 71 в прямом направлении, обозначаемом с помощью стрелки A1, за счет этого вращая часть 61 с подвижным лезвием. Когда проволока W находится в позиции, в которой она может отрезаться посредством части 61 с подвижным лезвием, проволока W отрезается. Когда блок 14A управления приводит в действие электромотор 80 в направлении прямого вращения на предварительно определенную величину, блок 14A управления приводит в действие электромотор 80 в направлении обратного вращения, чтобы перемещать втулку 71 в обратном направлении, обозначаемом с помощью стрелки A2, за счет этого задавая обвязочный блок 7A в состояние готовности, на этапе SC4. Когда блок 14A управления выполняет операцию вращения части 61 с подвижным лезвием и операции возврата обвязочного блока 7A в состояние готовности, блок 14A управления приводит в действие подающий электромотор 33 в направлении обратного вращения, на этапе SC5. Следует отметить, что, также в операции автоматического выпуска, операция вращения части 61 с подвижным лезвием на этапе SC3 и операция возврата обвязочного блока 7A в состояние готовности на этапе SC4 могут не выполняться.
[0104] На этапе SC6 по фиг. 6B, блок 14A управления сравнивает значение тока, протекающего через подающий электромотор 33, и предварительно заданное пороговое значение для обнаружения того, что между первой подающей шестерней 30L и второй подающей шестерней 30R отсутствует проволока W, и определяет то, отрывается или нет проволока W из-за первой подающей шестерни 30L и второй подающей шестерни 30R. Когда определяется то, что проволока W отрывается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, блок 14A управления прекращает приведение в действие подающего электромотора 33, на этапе SC7. Следует отметить, что в обработке обнаружения того, что проволоки W полностью вытягивается из бобины 20, и выполнения операции автоматического выпуска, блок управления может уведомлять в отношении того, что проволока W полностью вытягивается, до начала операции автоматического выпуска.
[0105] Следует отметить, что, как показано на фиг. 6C, до выполнения операции автоматической загрузки, операция автоматического выпуска может выполняться таким образом, чтобы исключать состояние, в котором проволока W размещается посередине между парой подающих шестерней 30, и затем операция автоматической загрузки может начинаться.
[0106] На этапе SD1 по фиг. 6C, блок 14A управления определяет то, выполнена или нет предварительно определенная операция начала автоматической загрузки. Когда определяется то, что предварительно определенная операция начала автоматической загрузки выполнена, блок 14A управления приводит в действие подающий электромотор 33 в направлении обратного вращения, на этапе SD2. Следует отметить, что, в операции автоматического выпуска, которая выполняется перед операцией автоматической загрузки, операция вращения части 61 с подвижным лезвием и операция возврата обвязочного блока 7A в состояние готовности могут выполняться до приведения в действие подающего электромотора 33 в направлении обратного вращения.
[0107] После начала операции автоматического выпуска, блок 14A управления определяет то, имеется или нет проволока W между парой подающих шестерней 30, на этапе SD3 по фиг. 6C. Например, когда нагрузка, прикладываемая к подающему электромотору 33, не варьируется в течение предварительно определенного времени, и значение тока, протекающего через подающий электромотор 33, не изменяется, блок 14A управления определяет то, что проволока W не размещается посередине между парой подающих шестерней 30, и прекращает приведение в действие подающего электромотора 33 в направлении обратного вращения и начинает операцию автоматической загрузки, на этапе SD4. Когда нагрузка, прикладываемая к подающему электромотору 33, снижается, и значение тока, протекающего через подающий электромотор 33, снижается после того, как операция автоматического выпуска начинается, блок 14A управления определяет то, что проволока W отрывается из-за пары подающих шестерней 30, и прекращает приведение в действие подающего электромотора 33 в направлении обратного вращения и начинает операцию автоматической загрузки, на этапе SD4.
[0108] Операция автоматической загрузки после операции автоматического выпуска является эквивалентной операции автоматической загрузки, описанной на фиг. 5, и блок 14A управления приводит в действие подающий электромотор 33 в направлении прямого вращения со скважностью импульсов (низкой скважностью), при которой скорость вращения подающего электромотора 33 становится первой скоростью вращения, на этапе SD5.
[0109] Пользователь машины 1A для обвязки арматурных стержней вставляет бобину 20 в магазин 2A и направляет конец верхушки проволоки W, сматываемой с бобины 20 между первой подающей шестерней 30L и второй подающей шестерней 30R блока 3A подачи проволоки. Когда конец верхушки проволоки W, сматываемой с бобины 20, размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, проволока W подается в прямом направлении, нагрузка, прикладываемая к подающему электромотору 33, увеличивается, и значение тока, протекающего через подающий электромотор 33, увеличивается.
[0110] На этапе SD6 по фиг. 6C, блок 14A управления сравнивает значение тока, протекающего через подающий электромотор 33, и предварительно заданное пороговое значение для обнаружения того, что имеется проволока W, и определяет то, размещается или нет проволока W посередине между первой подающей шестерней 30L и второй подающей шестерней 30R. Когда определяется то, что проволока W размещается посередине между первой подающей шестерней 30L и второй подающей шестерней 30R, блок 14A управления переключает скважность импульсов на скважность импульсов (высокую скважность), при которой скорость вращения подающего электромотора 33 становится второй скоростью вращения выше первой скорости вращения, и дополнительно приводит в действие подающий электромотор 33 в направлении прямого вращения, на этапе SD7.
[0111] На этапе SD8 по фиг. 6C, блок 14A управления определяет то, становится или нет величина подачи проволоки W предварительно определенной величиной, на которую проволока подается в предварительно определенную позицию готовности, из величины вращения подающего электромотора 33 и т.п. Когда определяется то, что величина подачи проволоки W становится предварительно определенной величиной, блок 14A управления прекращает приведение в действие подающего электромотора 33, на этапе SD9.
[0112] Следует отметить, что, после прекращения подачи проволоки W в прямом направлении посредством прекращения приведения в действие подающего электромотора 33, так называемая операция инициализации для задания позиции конца верхушки проволоки W в предварительно определенную позицию может выполняться.
[0113] При автоматической загрузке и автоматическом выпуске, автоматическая загрузка и автоматический выпуск обеспечиваются без датчика, выполненного с возможностью обнаруживать проволоку W. Тем не менее датчик, выполненный с возможностью обнаруживать проволоку W, может предоставляться.
[0114] Например, в ходе операции подачи проволоки W в прямом направлении таким образом, чтобы наматывать проволоку W вокруг арматурных стержней S, когда проволока W, намотанная на бобину 20, полностью вытягивается, задний конец проволоки W может отрываться от бобины 20. В этом случае, когда датчик, выполненный с возможностью обнаруживать проволоку W, предоставляется на пути подачи проволоки W между блоком 3A подачи проволоки и магазином 2A, задний конец проволоки W может обнаруживаться.
[0115] Следовательно, при приведении в действие подающего электромотора 33 в направлении прямого вращения в нормальной операции обвязки и т.п., когда датчик (не показан) обнаруживает задний конец проволоки W, блок 14A управления определяет то, что проволока W полностью вытягивается из бобины 20, и выполняет операцию автоматического выпуска из этапа SC2.
[0116] Помимо этого, посредством обнаружения конца верхушки проволоки W с датчиком (не показан), предоставленным на пути подачи проволоки W между блоком 3A подачи проволоки и магазином 2A, операция автоматической загрузки может выполняться при замене операции начала автоматической загрузки обнаружением проволоки W посредством датчика.
[0117] Дополнительно, посредством обнаружения конца верхушки проволоки W с датчиком (не показан), предоставленным на пути подачи проволоки W между блоком 3A подачи проволоки и магазином 2A или датчиком (не показан), предоставленным на пути подачи проволоки W между блоком 3A подачи проволоки и режущим блоком 6A, можно обнаруживать то, что проволока W подается в предварительно определенную позицию в операции автоматической загрузки, и завершать операцию автоматической загрузки.
[0118] Фиг. 7 является блок-схемой, показывающей пример функции управления машины для обвязки арматурных стержней согласно другому варианту осуществления. Машина 1B для обвязки арматурных стержней включает в себя приводной блок 39, выполненный с возможностью смещать второй смещающий элемент 37, описанный на фиг. 2. Приводной блок 39 сконструирован посредством электромотора, соленоида, механизма передачи движущей силы и т.п. и выполнен с возможностью смещать одну или обе из пары подающих шестерней 30 в направлении к или друг от друга. В настоящем примере, вторая подающая шестерня 30R смещается к и от первой подающей шестерни 30L. Следует отметить, что приводной блок 39 также может быть выполнен с возможностью непосредственно смещать первый смещающий элемент 36.
[0119] Блок 14B управления выполнен с возможностью управления электромотором 80 и подающим электромотором 33 и выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, согласно состоянию переключателя 13A, который нажимается посредством операции с помощью курка 12A, показанного на фиг. 1. Блок 14B управления также выполнен с возможностью переключать включенное и выключенное состояния подачи мощности, согласно операции с переключателем 15A подачи мощности. Блок 14B управления также выполнен с возможностью управления приводным блоком 39 и выполнения загрузки и выпуска проволоки W, на основе комбинации операций с рабочим переключателем 13A и переключателем 15A подачи мощности и т.п.
[0120] Фиг. 8A и 8B являются блок-схемами последовательности операций способа, показывающими пример операций обеспечения возможности загрузки и выпуска проволоки в машине для обвязки арматурных стержней. Далее описываются операции обеспечения возможности загрузки и выпуска проволоки в машине 1B для обвязки арматурных стержней.
[0121] Во-первых, описывается операция автоматической загрузки, показанная на фиг. 8A. Когда на этапе SE1 по фиг. 8A определяется то, что предварительно определенная операция начала автоматической загрузки выполнена, блок 14B управления приводит в действие приводной блок 39 таким образом, чтобы смещать вторую подающую шестерню 30R в направлении от первой подающей шестерни 30L, на этапе SE2.
[0122] Пользователь машины 1B для обвязки арматурных стержней вставляет бобину 20 в магазин 2A и направляет конец верхушки проволоки W, сматываемой с бобины 20 между первой подающей шестерней 30L и второй подающей шестерней 30R блока 3A подачи проволоки. Когда проволока W загружается между первой подающей шестерней 30L и второй подающей шестерней 30R, и предварительно определенная операция размещения посередине проволоки W выполняется на этапе SE3, блок 14B управления приводит в действие приводной блок 39 таким образом, чтобы смещать вторую подающую шестерню 30R к первой подающей шестерне 30L, за счет этого размещая посередине проволоку W между первой подающей шестерней 30L и второй подающей шестерней 30R, на этапе SE4. Следует отметить, что может предоставляться датчик, выполненный с возможностью обнаруживать то, что проволока W вставляется между первой подающей шестерней 30L и второй подающей шестерней 30R, и когда датчик обнаруживает то, что проволока W вставляется между первой подающей шестерней 30L и второй подающей шестерней 30R, блок 14B управления может выполнять управление приведением в действие приводного блока 39 таким образом, чтобы смещать вторую подающую шестерню 30R к первой подающей шестерне 30L.
[0123] Когда блок 14B управления смещает вторую подающую шестерню 30R к первой подающей шестерне 30L, блок 14B управления выполняет операцию инициализации с приведением в действие подающего электромотора 33 и электромотора 80, чтобы позиционировать позицию конца верхушки проволоки W в предварительно определенную позицию, на этапе SE5 по фиг. 8A.
[0124] Далее описывается операция автоматического выпуска, показанная на фиг. 8B. Когда на этапе SF1 по фиг. 8B определяется то, что предварительно определенная операция начала автоматического выпуска выполнена, блок 14B управления приводит в действие приводной блок 39 таким образом, чтобы смещать вторую подающую шестерню 30R в направлении от первой подающей шестерни 30L, на этапе SF2. В силу этого, можно вытаскивать проволоку W из-за первой подающей шестерни 30L и второй подающей шестерни 30R.
[0125] Когда проволока W выпускается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, и предварительно определенная операция перемещения первой подающей шестерни 30L и второй подающей шестерни 30R друг к другу выполняется, блок 14B управления приводит в действие приводной блок 39 таким образом, чтобы смещать вторую подающую шестерню 30R к первой подающей шестерне 30L, на этапе SF3. Следует отметить, что может предоставляться датчик, выполненный с возможностью обнаруживать то, что проволока W отрывается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, и когда датчик обнаруживает то, что проволока W отрывается из-за первой подающей шестерни 30L и второй подающей шестерни 30R, блок 14B управления может выполнять управление приведением в действие приводного блока 39 таким образом, чтобы смещать вторую подающую шестерню 30R к первой подающей шестерне 30L.
[0126] Пример функциональных преимуществ машины для обвязки арматурных стержней
В обвязочной машине уровня техники человек управляет парой подающих шестерней 30 таким образом, чтобы отделять их друг от друга, за счет этого выполняя загрузку и выпуск проволоки W. В состоянии, в котором проволока W обматывается вокруг арматурных стержней S, при подаче проволоки W в обратном направлении, чтобы наматывать ее на арматурные стержни S, проволока W может надежно наматываться на арматурные стержни S посредством увеличения силы подачи проволоки W.
[0127] Что касается блока 3A подачи проволоки, в конфигурации, в которой подаются две проволоки W, две проволоки W подаются с параллельным совмещением за счет силы трения, сформированной между фрагментами 32L паза первой подающей шестерни 30L и одной проволокой W, силы трения, сформированной между фрагментами 32R паза второй подающей шестерни 30R и другой проволокой W, и силы трения, сформированной между одной проволокой W и другой проволокой W.
[0128] Чтобы получать силу трения, достаточную для того, чтобы подавать проволоку W, необходимо увеличивать силу пружины для прижатия пары подающих шестерней 30 в направлении приближения вплотную друг к другу. Тем не менее, когда сила пружины для прижатия пары подающих шестерней 30 в направлении приближения вплотную друг к другу увеличивается, затруднительно перемещать пару подающих шестерней 30 в направлении разделения друг от друга за счет человеческой силы.
[0129] Следовательно, машина 1A для обвязки арматурных стержней выполнена с возможностью выполнять операцию автоматической загрузки и автоматического выпуска. В силу этого, можно загружать и выпускать проволоку W без перемещения пары подающих шестерней 30 в направлении друг от друга с помощью человеческой силы. Следовательно, можно надежно наматывать проволоку W на арматурные стержни S посредством увеличения силы пружины 38 для прижатия пары подающих шестерней 30 друг к другу, чтобы увеличивать силу подачи проволоки W.
[0130] Дополнительно, в операции автоматической загрузки, подающий электромотор 33 вращается с первой скоростью вращения до тех пор, пока проволока W не размещается посередине между парой подающих шестерней 30, и когда проволока W размещается посередине между парой подающих шестерней 30, подающий электромотор 33 вращается со второй скоростью вращения выше первой скорости вращения, чтобы подавать проволоку W, размещенную посередине между парой подающих шестерней 30, в предварительно определенную позицию в прямом направлении. В силу этого, можно надежно размещать посередине проволоку W между парой подающих шестерней 30, не отделенных друг от друга. После размещения посередине проволоки W между парой подающих шестерней 30, время, в течение которого проволока W подается в предварительно определенную позицию, может сокращаться, с тем чтобы сокращать время для операции автоматической загрузки.
[0131] Дополнительно, до выполнения операции автоматической загрузки, операция автоматического выпуска может выполняться таким образом, чтобы исключать состояние, в котором проволока W размещается посередине между парой подающих шестерней 30, и затем операция автоматической загрузки может начинаться.
[0132] Дополнительно, операция размещения посередине проволоки W между парой подающих шестерней 30 посредством перемещения одной или обеих из пары подающих шестерней 30 друг к другу, и операция принудительного отрывания проволоки W из-за пары подающих шестерней 30 посредством перемещения одной или обеих из пары подающих шестерней 30 в направлении друг от друга выполняются приводным блоком 39, такого как электромотор, с тем чтобы загружать и выпускать проволоку W. В этом случае, необязательно выполнять операцию перемещения одной или обеих из пары подающих шестерней 30 в направлении к или друг от друга за счет человеческой силы.
[0133] Модифицированный вариант осуществления машины для обвязки арматурных стержней
Фиг. 9A является общим видом, показывающим пример полной конфигурации машины для обвязки арматурных стержней по модифицированному варианту осуществления, фиг. 9 является видом сзади, показывающим пример полной конфигурации машины для обвязки арматурных стержней по модифицированному варианту осуществления, и фиг. 9C является видом сбоку, показывающим пример полной конфигурации машины для обвязки арматурных стержней по модифицированному варианту осуществления. Фиг. 10A является видом сзади, показывающим пример конфигурации основной части машины для обвязки арматурных стержней по модифицированному варианту осуществления, и фиг. 10B является видом в сечении вдоль линии A-A по фиг. 10A.
[0134] Машина 1C для обвязки арматурных стержней по модифицированному варианту осуществления включает в себя рабочий блок 16, выполненный с возможностью принимать операции для выполнения включения и выключения подачи мощности, задания прочности обвязки посредством проволоки W, автоматической загрузки и автоматического выпуска проволоки W и т.п. Рабочий блок 16 предоставляется на задней поверхности части 10A основного корпуса и имеет блок задания вяжущей силы, допускающий задание прочности обвязки посредством проволоки W и переключателя 15A подачи мощности. В качестве примера блока задания вяжущей силы, предоставляется круговая ручка 16a регулировки крутящего момента, допускающая выбор прочности обвязки посредством проволоки W. Кроме того, рабочий блок 16 имеет переключатель 16b автоматической загрузки/выпуска, выполненный с возможностью выполнять автоматическую загрузку и автоматический выпуск, и блок 16c выдачи уведомлений, выполненный с возможностью указывать состояние машины 1C для обвязки арматурных стержней.
[0135] Рабочий блок 16 имеет выпуклый фрагмент 16d, выступающий к задней стороне части 10A основного корпуса вокруг круговой ручки 16a регулировки крутящего момента, переключателя 15A подачи мощности, переключателя 16b автоматической загрузки/выпуска и блока 16c выдачи уведомлений, так что позиции, в которых предоставляются круговая ручка 16a регулировки крутящего момента, переключатель 15A подачи мощности, переключатель 16b автоматической загрузки/выпуска и блок 16c выдачи уведомлений, имеют вогнутую форму. В силу этого, как показано на фиг. 9C, круговая ручка 16a регулировки крутящего момента, переключатель 15A подачи мощности и переключатель 16b автоматической загрузки/выпуска не выступают к задней стороне части 10A основного корпуса, так что неправильное функционирование подавляется. Помимо этого, поскольку выпуск и загрузка проволоки W выполняются после того, как подача мощности выключается и включается, удобство использования повышается посредством предоставления переключателя 16b автоматической загрузки/выпуска около переключателя 15A подачи мощности, в настоящем примере, для идентичного рабочего блока 16.
[0136] В настоящем примере, переключатель 16b автоматической загрузки/выпуска представляет собой переключатель в форме нажимной кнопки и выполнен с возможностью приводить в действие микропереключатель 17a посредством нажатия, как показано на фиг. 10B. Переключатель 16b автоматической загрузки/выпуска поджимается в направлении от микропереключателя 17a посредством пружины 17b, за счет этого переключая состояние между рабочим состоянием и нерабочим состоянием.
[0137] Фиг. 11 является блок-схемой, показывающей пример функции управления машины 1C для обвязки арматурных стержней по модифицированному варианту осуществления. В машине 1C для обвязки арматурных стержней, блок 14C управления выполнен с возможностью управления электромотором 80 и подающим электромотором 33, чтобы выполнять последовательность операций обвязки арматурных стержней S с помощью проволоки W, согласно переключателю 13A рабочего состояния, который нажимается в результате операции с помощью курка 12A, показанного на фиг. 9C, и т.п. Блок 14C управления также выполнен с возможностью переключать включенное и выключенное состояния подачи мощности, согласно операции с переключателем 15A подачи мощности. Блок 14C управления также выполнен с возможностью управления подающим электромотором 33, чтобы выполнять загрузку и выпуск проволоки W в блоке 3A подачи проволоки, на основе вывода микропереключателя 17a, получающегося в результате операции с переключателем 16b автоматической загрузки/выпуска.
[0138] В настоящем примере, подающий электромотор 33 состоит из бесщеточного электромотора и имеет блок 18 обнаружения вращения, такой как IC Холла, выполненная с возможностью обнаруживать позиции вращения ротора. В блоке 3A подачи проволоки, механизм 34 передачи движущей силы, выполненный с возможностью передавать движущую силу подающего электромотора 33 в первую подающую шестерню 30L, состоит из прямозубой шестерни. В силу этого, когда конец верхушки проволоки W помещается между фрагментами 32L паза первой подающей шестерни 30L и фрагментами 32R паза второй подающей шестерни 30R, и проволока W подталкивается, подающий электромотор 33 может вращаться с помощью внешней силы посредством поведений (вращений) первой подающей шестерни 30L и второй подающей шестерни 30R в состоянии, в котором вращение подающего электромотора 33 посредством возбуждения не выполняется. Таким образом, блок 18 обнаружения вращения составляет блок обнаружения, выполненный с возможностью обнаружения перемещения первой подающей шестерни 30L и второй подающей шестерни 30R посредством их поведений.
[0139] Когда подача мощности включается в результате операции с переключателем 15A подачи мощности, блок 14C управления переключает блок 16c выдачи уведомлений из состояния выключения подсвечивания в состояние подсвечивания, за счет этого уведомляя включенное состояние подачи мощности (подача мощности включена) и состояние готовности к обвязке. Когда микропереключатель 17a нажимается вследствие операции с переключателем 16b автоматической загрузки/выпуска, блок 14C управления выполняет режим автоматического выпуска для выполнения операции выпуска проволоки W и режим автоматической загрузки для выполнения операции загрузки проволоки W. Когда режим автоматического выпуска выполняется, блок 14C управления переключает блок 16c выдачи уведомлений из состояния подсвечивания в состояние мигания, за счет этого уведомляя в отношении того, что режим автоматического выпуска выполняется. Кроме того, когда режим автоматической загрузки выполняется, блок 14C управления переключает блок 16c выдачи уведомлений из состояния подсвечивания в состояние мигания, за счет этого уведомляя в отношении того, что режим автоматической загрузки выполняется. Дополнительно, в операции непрерывного выполнения режима автоматического выпуска и режима автоматической загрузки, блок 14C управления переключает блок 16c выдачи уведомлений из состояния подсвечивания в состояние мигания, за счет этого уведомляя в отношении того, что режим автоматической загрузки/выпуска выполняется. Блок 16c выдачи уведомлений сконструирован посредством лампы, к примеру, светодиода, но также может представлять собой блок отображения, к примеру, дисплей. Помимо этого, блок 16c выдачи уведомлений может представлять собой зуммер, выполненный с возможностью выводить звук, и может выводить звук зуммера в то время, когда выполняется режим автоматического выпуска, режим автоматической загрузки или режим автоматической загрузки/выпуска.
[0140] Когда режим автоматического выпуска или режим автоматического выпуска в режиме автоматической загрузки/выпуска выполняется, блок 14C управления вращает подающий электромотор 33 в обратном направлении. Когда подающий электромотор 33 вращается в обратном направлении на заданную величину вращения, на которую проволока W отрывается от подающей шестерни 30, блок 14C управления останавливает подающий электромотор 33.
[0141] Когда режим автоматической загрузки или режим автоматической загрузки в режиме автоматической загрузки/выпуска выполняется, если блок 18 обнаружения вращения обнаруживает то, что подающий электромотор 33 вращается в состоянии, в котором вращение подающего электромотора 33 посредством возбуждения не выполняется, блок 14C управления вращает подающий электромотор 33 в прямом направлении. Когда подающий электромотор 33 вращается в прямом направлении на заданную величину вращения, на которую проволока W сначала подается из подающей шестерни 30, блок 14C управления останавливает подающий электромотор 33.
[0142] Когда микропереключатель 17a нажимается в результате операции с переключателем 16b автоматической загрузки/выпуска, и режим автоматической загрузки или режим автоматической загрузки/выпуска выполняется, блок 14C управления начинает измерять время и уведомляет в отношении того, что режим автоматической загрузки или режим автоматической загрузки/выпуска выполняется, посредством мигания блоком 16c выдачи уведомлений до тех пор, пока заданное время, которое представляет собой тайм-аут режима автоматической загрузки или режима автоматической загрузки/выпуска, не истекает.
[0143] До тех пор, пока заданное время, которое представляет собой тайм-аут режима автоматической загрузки/выпуска, не истекает, когда блок 18 обнаружения вращения обнаруживает то, что подающий электромотор 33 вращается в состоянии, в котором вращение подающего электромотора 33 посредством возбуждения не выполняется, блок 14C управления выполняет операцию загрузки. С другой стороны, когда заданное время, которое представляет собой тайм-аут режима автоматической загрузки/выпуска, истекает, блок 14C управления переключает блок 16c выдачи уведомлений из состояния выключения подсвечивания в состояние подсвечивания и не выполняет операцию загрузки, даже если блок 18 обнаружения вращения обнаруживает то, что подающий электромотор 33 вращается в состоянии, в котором вращение подающего электромотора 33 посредством возбуждения не выполняется.
[0144] Помимо этого, после того, как режим автоматической загрузки/выпуска начинается по мере того, как переключатель 16b автоматической загрузки/выпуска нажимается (первая операция), когда переключатель 16b автоматической загрузки/выпуска нажимается (вторая операция) до того, как заданное время, которое представляет собой тайм-аут режима автоматической загрузки/выпуска, истекает, блок 14C управления переключает блок 16c выдачи уведомлений из состояния мигания в состояние подсвечивания и задает состояние готовности к обвязке. Следует отметить, что в конфигурации, в которой присутствие или отсутствие выполнения режима автоматической загрузки/выпуска и т.п. уведомляется через подсвечивание, мигание, выключение подсвечивания и т.п. блока 16c выдачи уведомлений посредством лампы, комбинация подсвечивания, мигания и выключения подсвечивания не ограничена вышеприведенным примером. Помимо этого, шаблон мигания также может изменяться.
[0145] Фиг. 12 является блок-схемой последовательности операций способа, показывающей пример операции загрузки и выпуска проволоки в машине для обвязки арматурных стержней по модифицированному варианту осуществления. Когда подача мощности включается в результате операции с переключателем 15A подачи мощности, блок 14C управления определяет то, нажимается или нет курок 12A, на этапе SG1 по фиг. 11. Когда определяется то, что курок 12A нажимается, блок 14C управления выполняет операцию обвязки, на этапе SG2.
[0146] Когда определяется то, что курок 12A не нажимается, блок 14C управления определяет то, нажимается или нет переключатель 16b автоматической загрузки/выпуска, на этапе SG3. Когда определяется то, что переключатель 16b автоматической загрузки/выпуска нажимается (предусмотрена операция с SW загрузки/выпуска), блок 14C управления выполняет режим автоматической загрузки/выпуска и уведомляет в отношении того, что режим автоматической загрузки/выпуска выполняется, посредством переключения блока 16c выдачи уведомлений из состояния подсвечивания в состояние мигания в то время, когда режим автоматической загрузки/выпуска выполняется. Помимо этого, когда блок 14C управления выполняет режим автоматической загрузки/выпуска, блок 14C управления вращает подающий электромотор 33 в обратном направлении, в котором проволока W выпускается, на этапе SG4.
[0147] Когда блок 14C управления вращает подающий электромотор 33 в обратном направлении на заданную величину вращения, на которую проволока W отрывается от подающей шестерни 30, на этапе SG5, блок 14C управления останавливает подающий электромотор 33 на этапе SG6.
[0148] Когда переключатель 16b автоматической загрузки/выпуска снова нажимается (предусмотрена операция с SW загрузки/выпуска) в то время, когда режим автоматической загрузки/выпуска выполняется, на этапе SG7, блок 14C управления завершает режим автоматической загрузки/выпуска и переключает блок 16c выдачи уведомлений из состояния мигания в состояние подсвечивания. Когда определяется то, что переключатель 16b автоматической загрузки/выпуска не нажимается снова (отсутствует операция с SW загрузки/выпуска) в то время, когда режим автоматической загрузки/выпуска выполняется, на этапе SG7, и заданное время, которое представляет собой тайм-аут режима автоматической загрузки/выпуска, не истекает, на этапе SG8, блок 14C управления определяет то, вращается или нет подающий электромотор 33, на этапе SG9.
[0149] Когда блок 18 обнаружения вращения обнаруживает то, что подающий электромотор 33 вращается в состоянии, в котором вращение подающего электромотора 33 посредством возбуждения не выполняется, блок 14C управления определяет то, что подающий электромотор 33 вращается посредством внешней силы, и вращает подающий электромотор 33 в прямом направлении, в котором проволока W загружается, на этапе SG10.
[0150] Когда блок 14C управления вращает подающий электромотор 33 в прямом направлении на заданную величину вращения, на которую проволока W сначала подается из подающей шестерни 30, на этапе SG11, блок 14C управления останавливает подающий электромотор 33 на этапе SG12.
[0151] Следует отметить, что, после прекращения подачи проволоки W в прямом направлении посредством прекращения приведения в действие подающего электромотора 33, так называемая операция инициализации для задания позиции конца верхушки проволоки W в предварительно определенную позицию может выполняться.
[0152] В настоящем модифицированном варианте осуществления, когда блок 18 обнаружения вращения обнаруживает вращение подающего электромотора 33 посредством обнаружения перемещения вследствие поведения подающих элементов, подающий электромотор 33 вращается в прямом направлении. Тем не менее блок 18 обнаружения вращения также может быть выполнен с возможностью обнаружения вращения, по меньшей мере, одной из пары подающих шестерней 30, когда вращение подающей шестерни 30 обнаруживается, подающий электромотор 33 может вращаться в прямом направлении.
[0153] Помимо этого, переключатель 16b автоматической загрузки/выпуска сконфигурирован независимо от других переключателей рабочего блока 16, но также может использоваться в качестве других переключателей рабочего блока 16. Например, круговая ручка 16a регулировки крутящего момента может быть выполнена с возможностью выводить сигнал посредством вращения и выводить сигнал посредством нажатия, и когда круговая ручка 16a регулировки крутящего момента нажимается, режим автоматической загрузки/выпуска и т.п. может выполняться. Дополнительно, переключатель для выполнения режима автоматического выпуска и переключатель для выполнения режима автоматической загрузки могут выполняться независимо.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2675829C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2019 |
|
RU2799425C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2764843C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2689108C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2710785C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2689560C1 |
| ОБВЯЗОЧНАЯ МАШИНА | 2016 |
|
RU2781589C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2818741C2 |
| Обвязочная машина | 2021 |
|
RU2812842C2 |
| ОБВЯЗОЧНАЯ МАШИНА | 2021 |
|
RU2807053C2 |
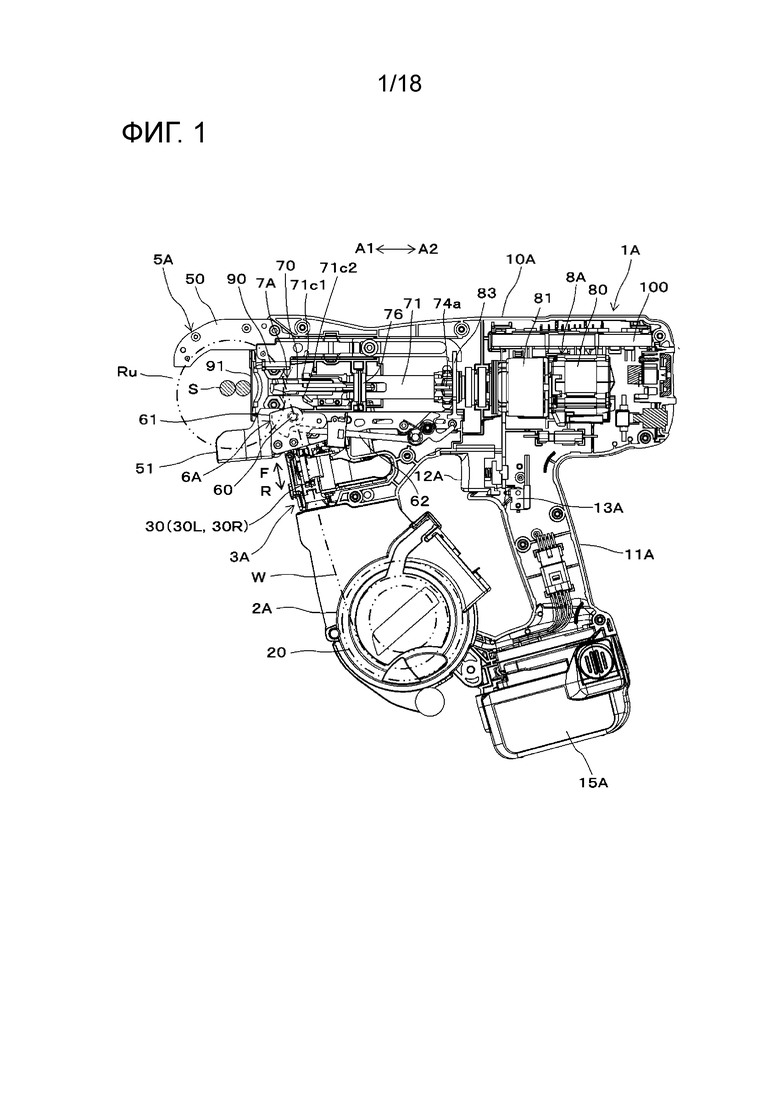
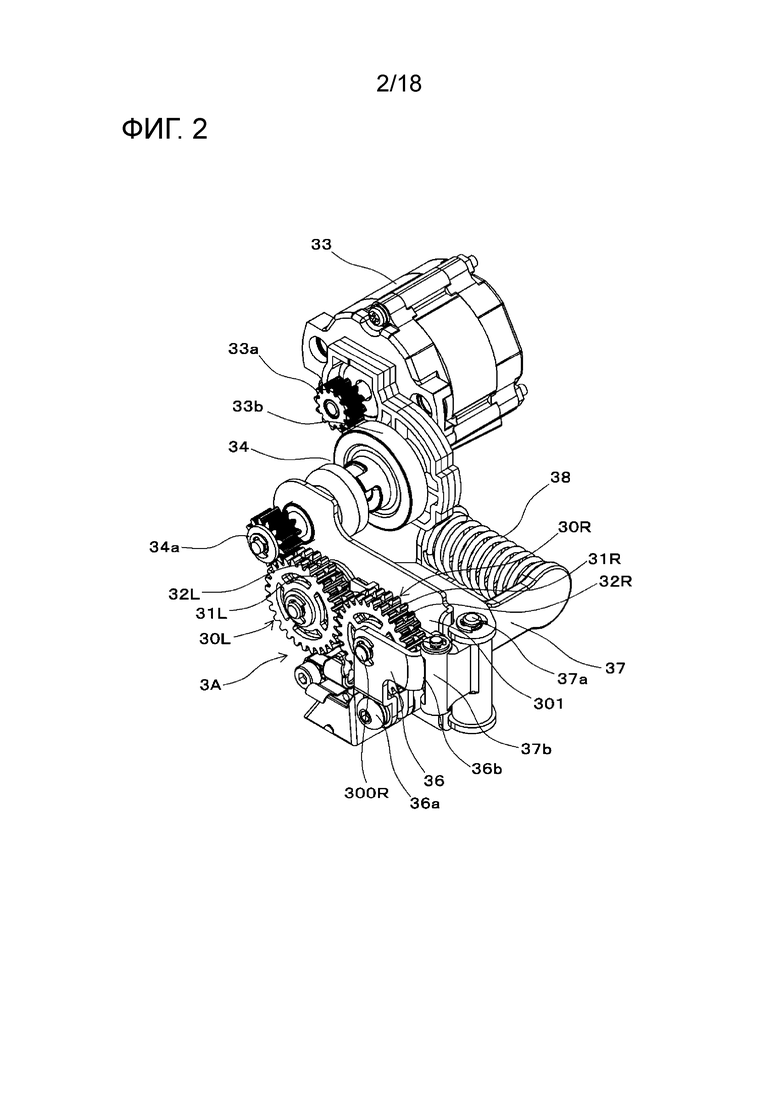
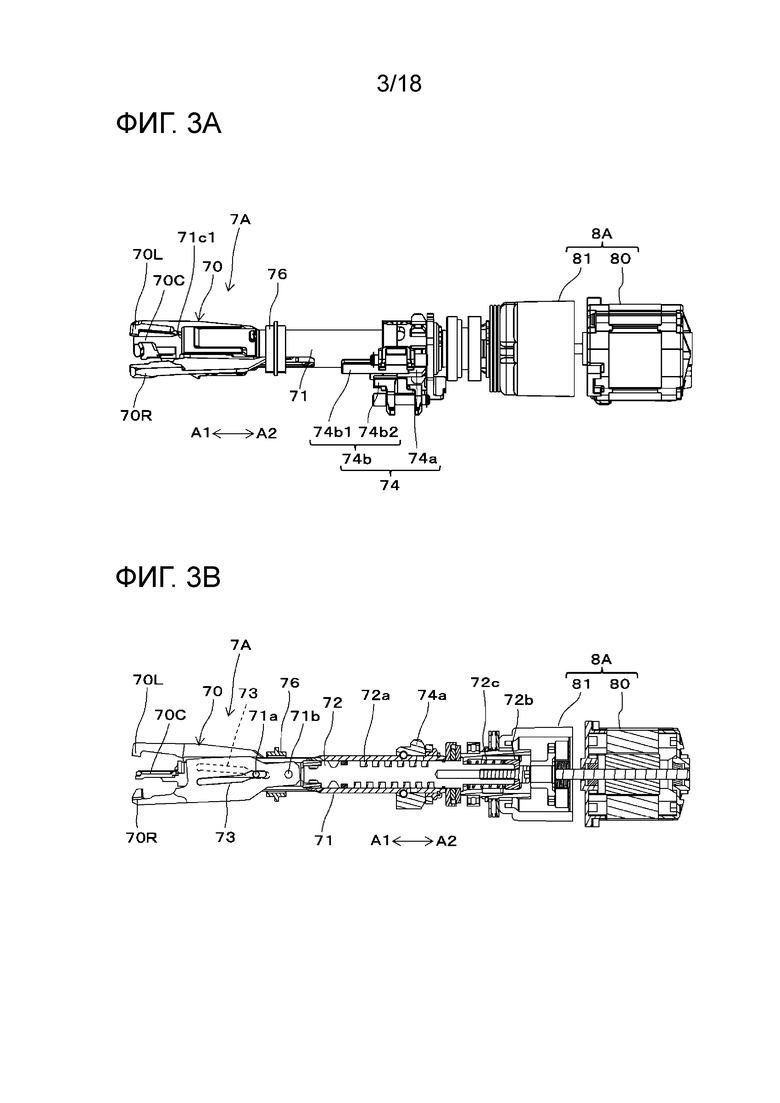
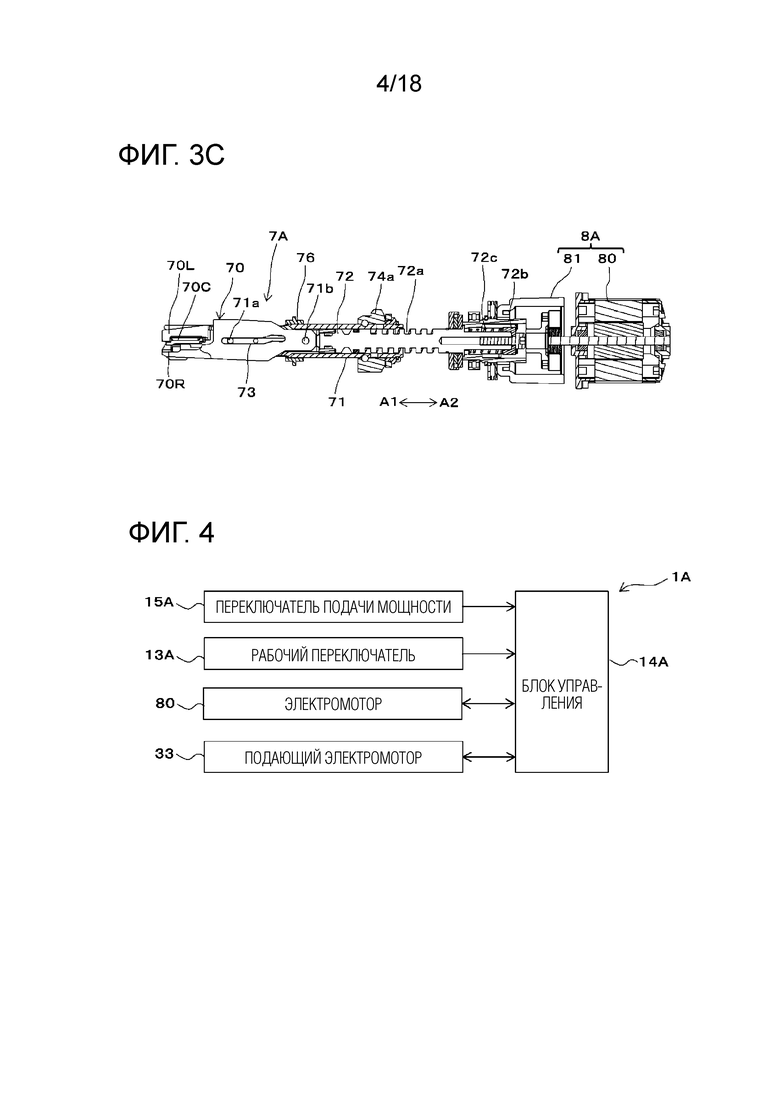
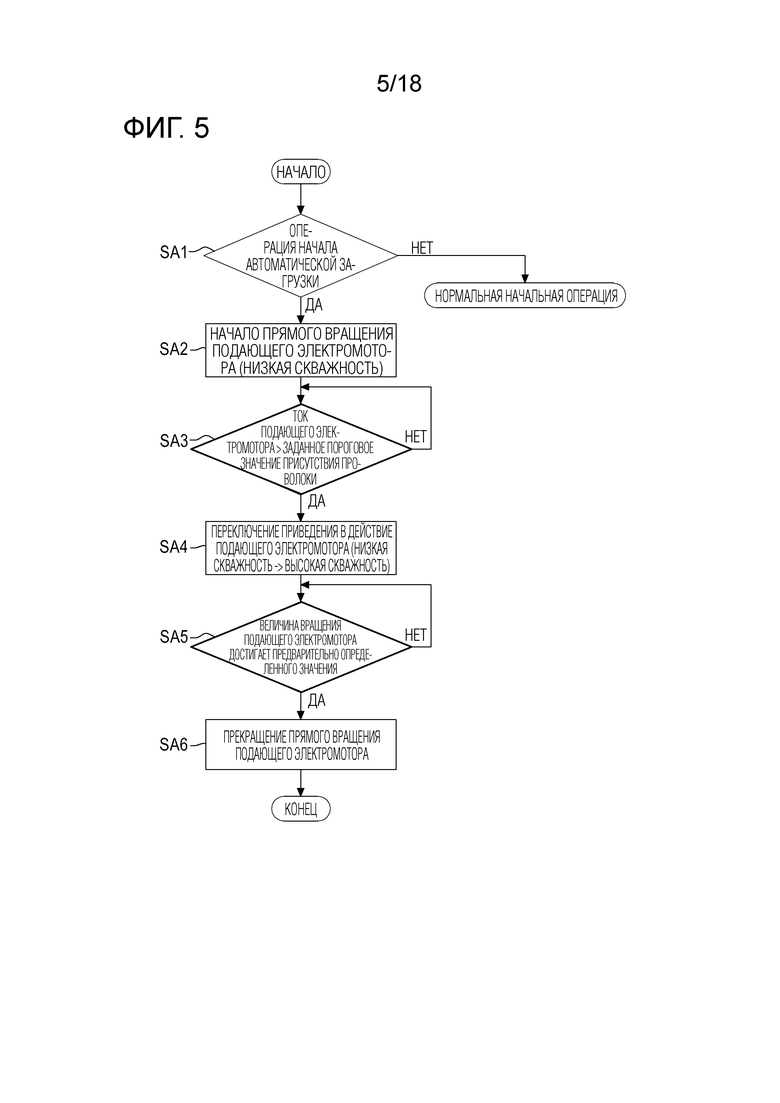
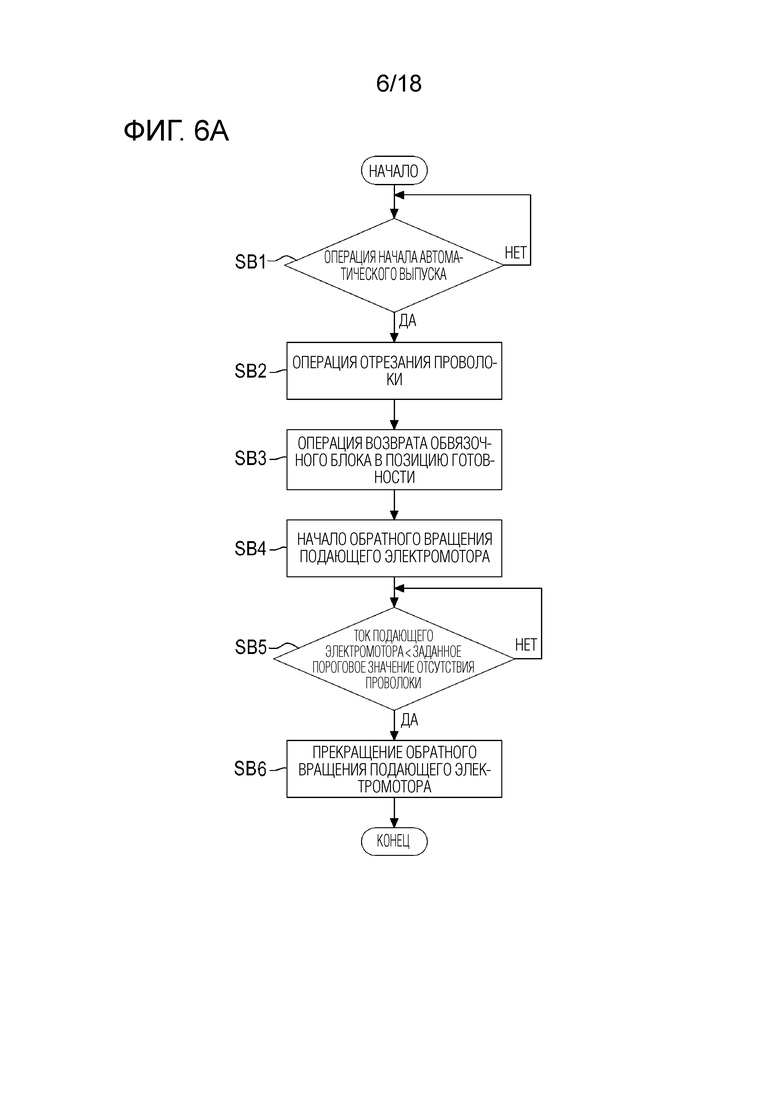
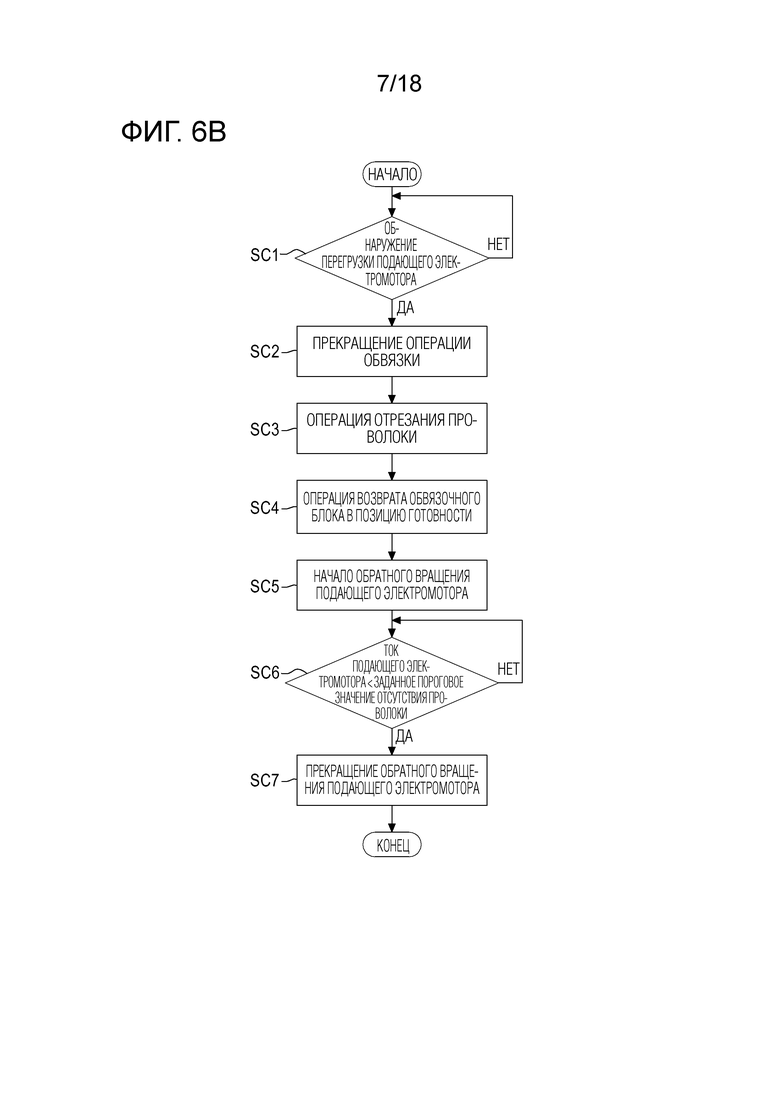
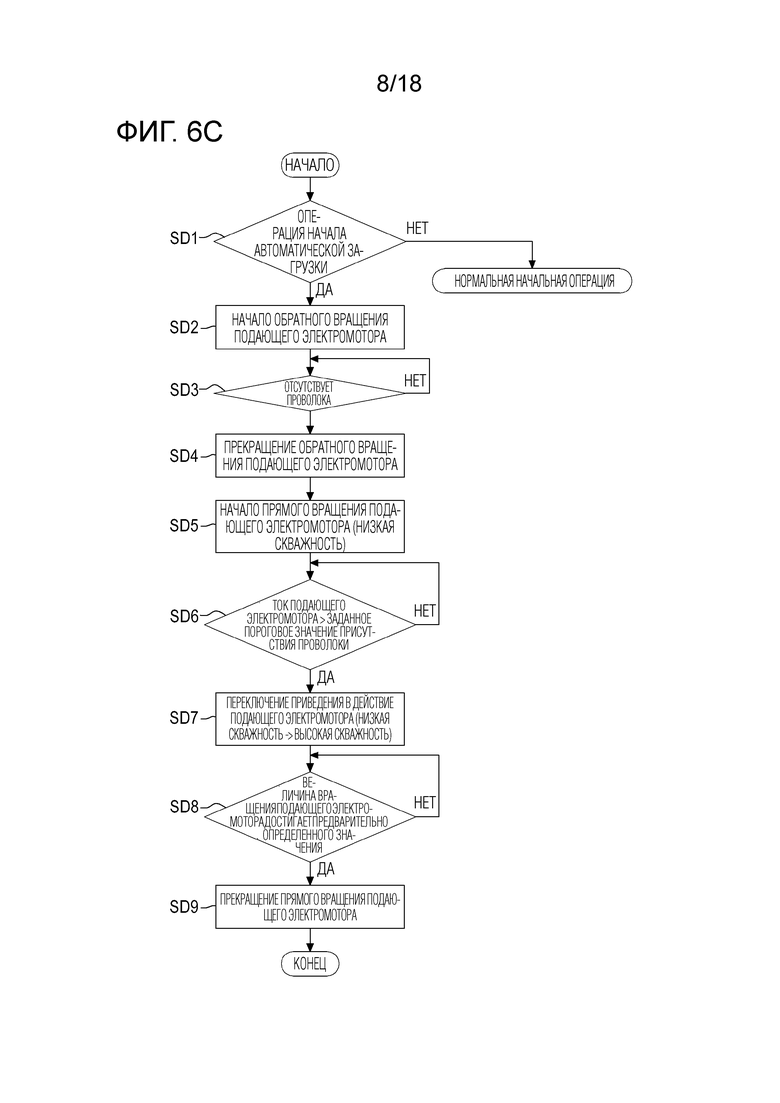
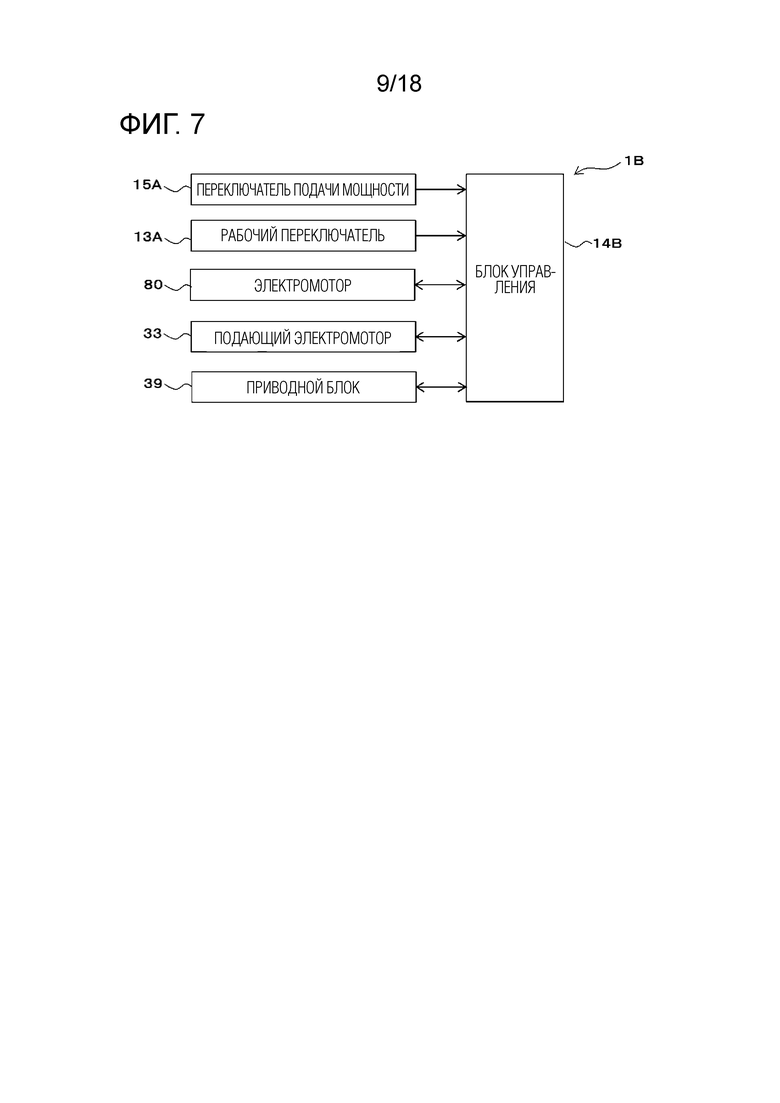
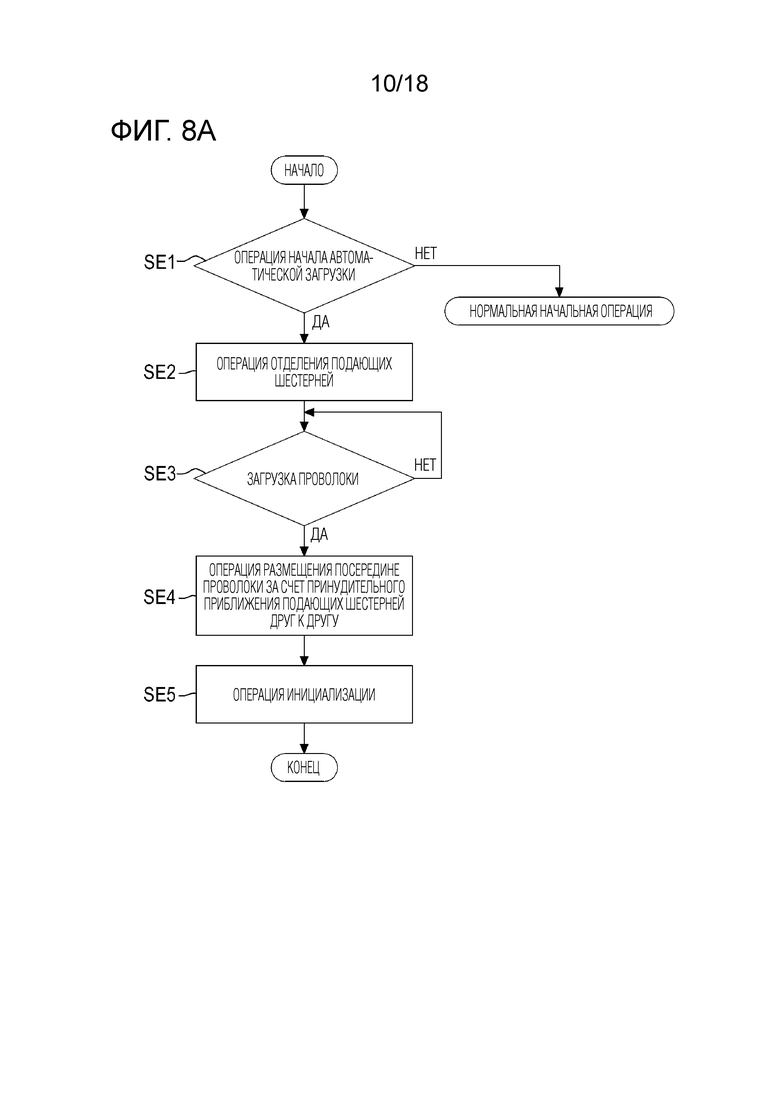
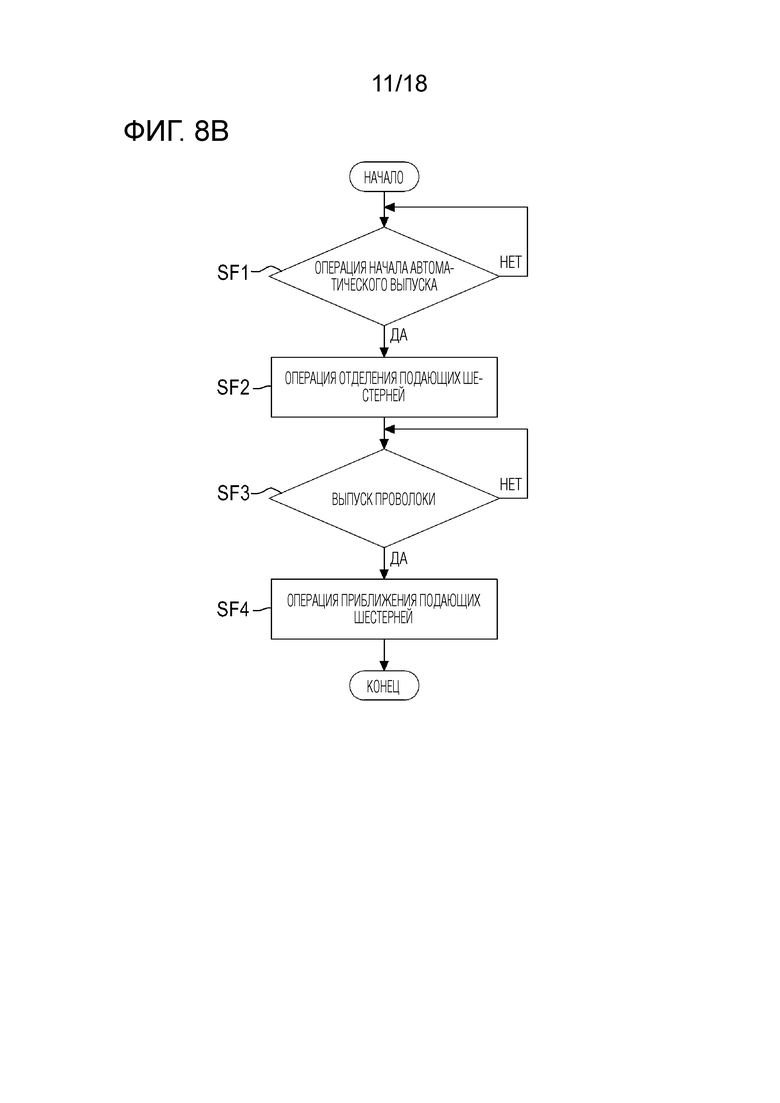
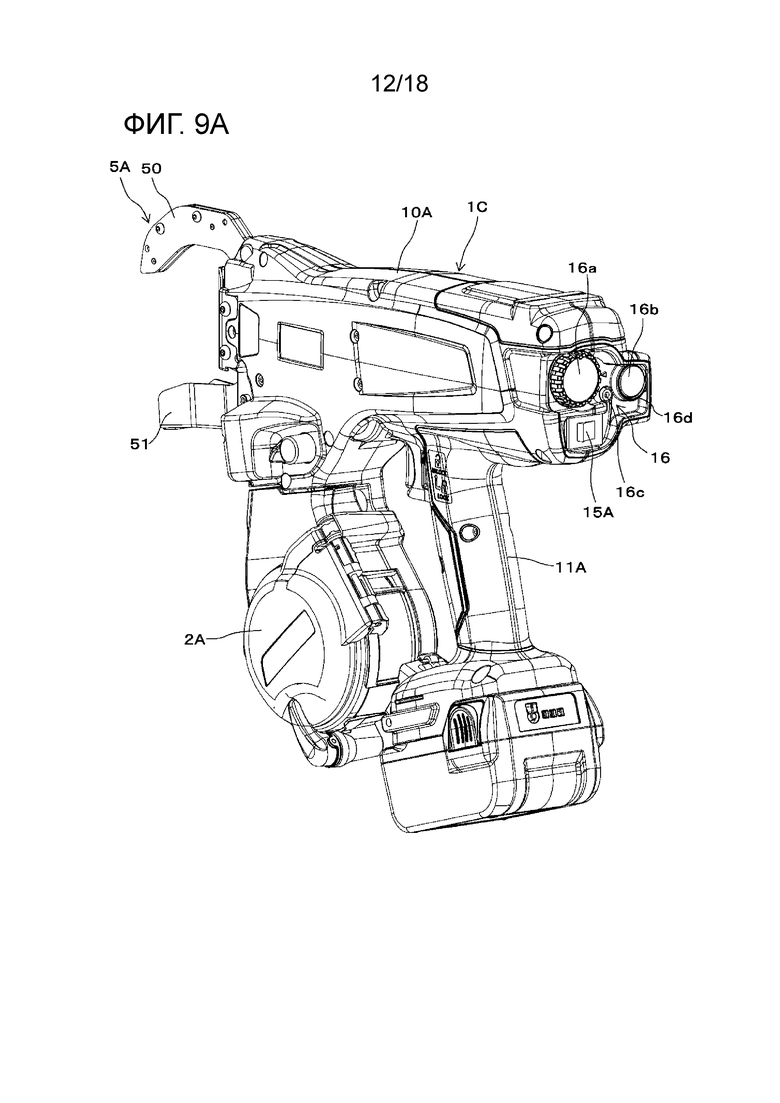
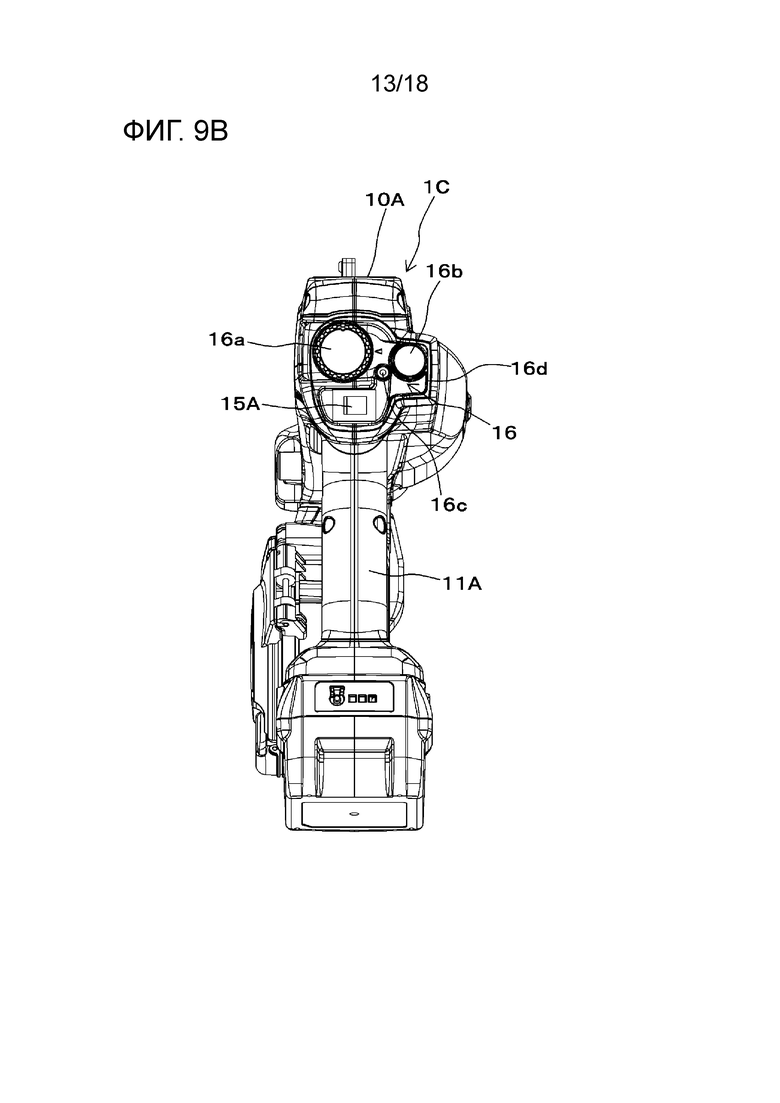
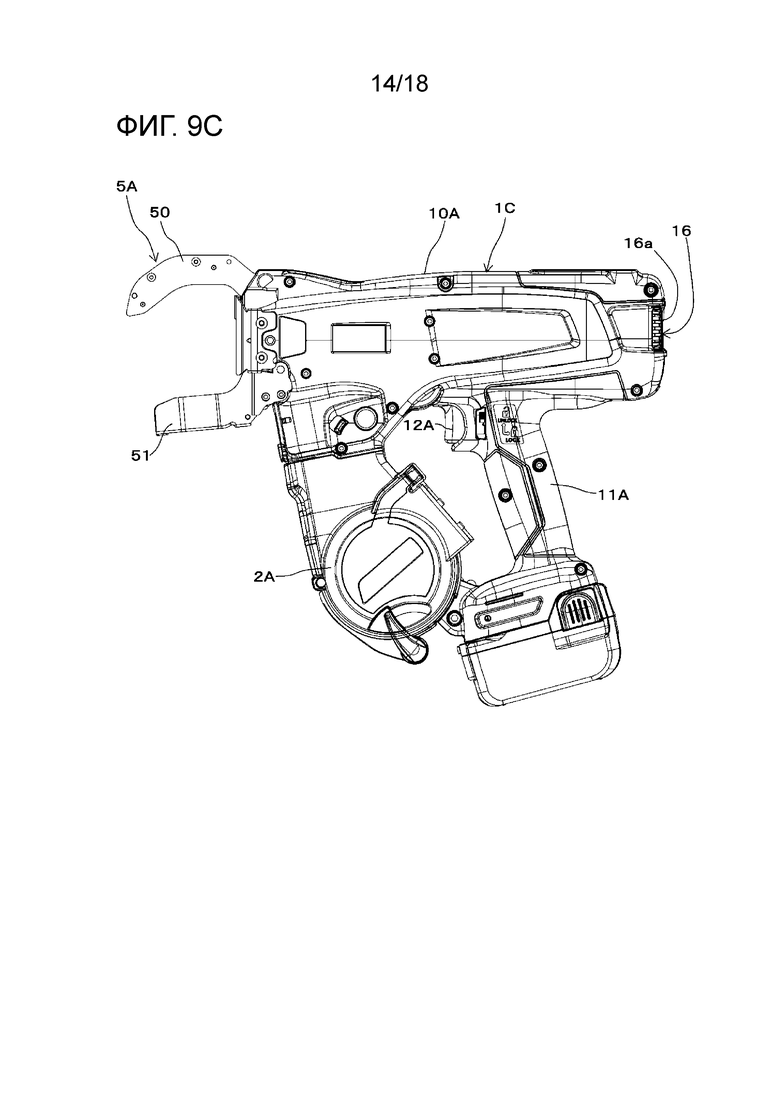
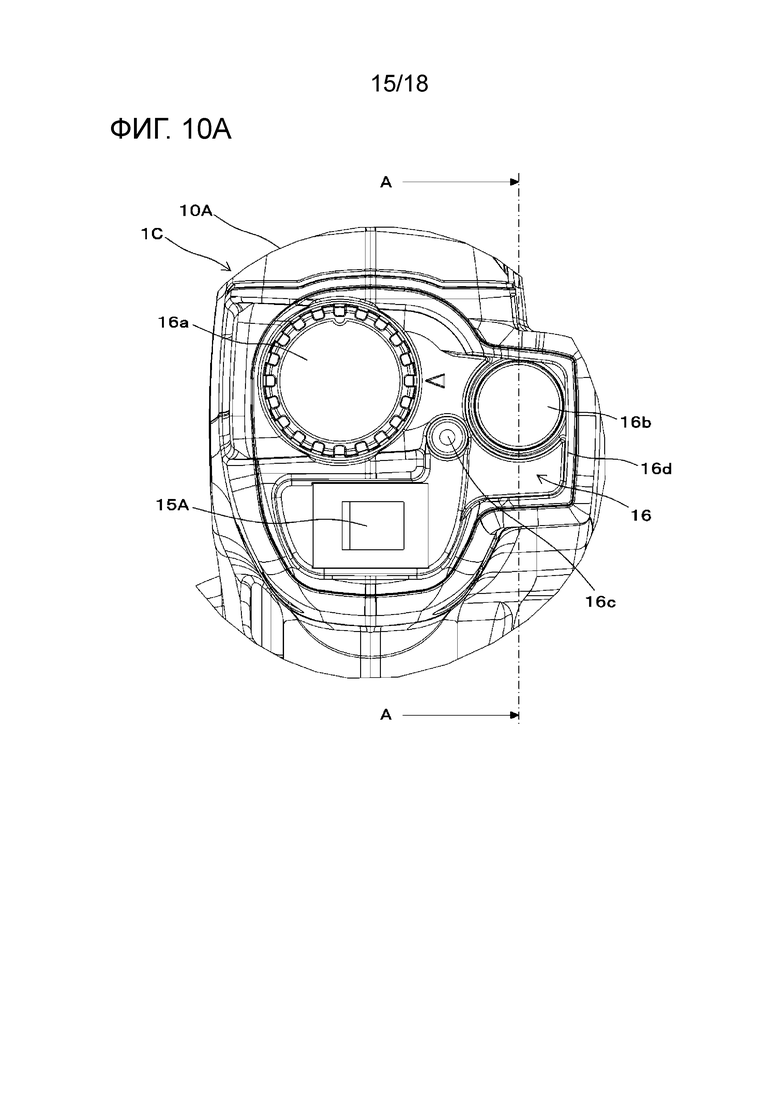
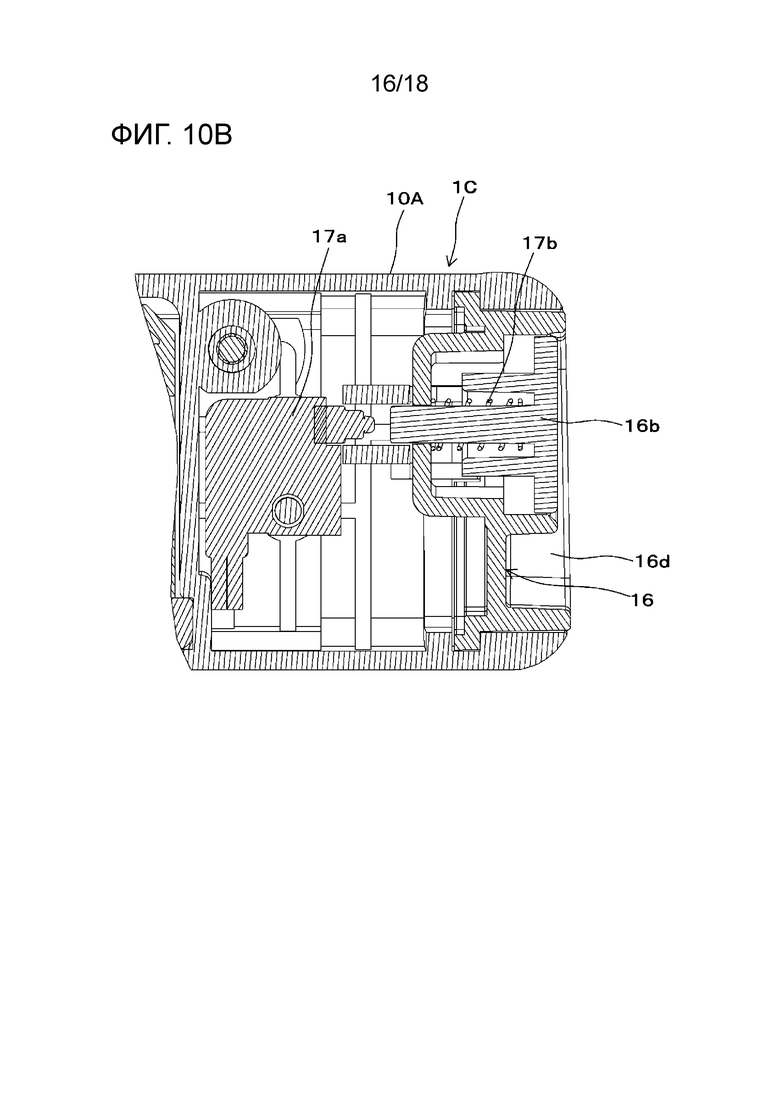
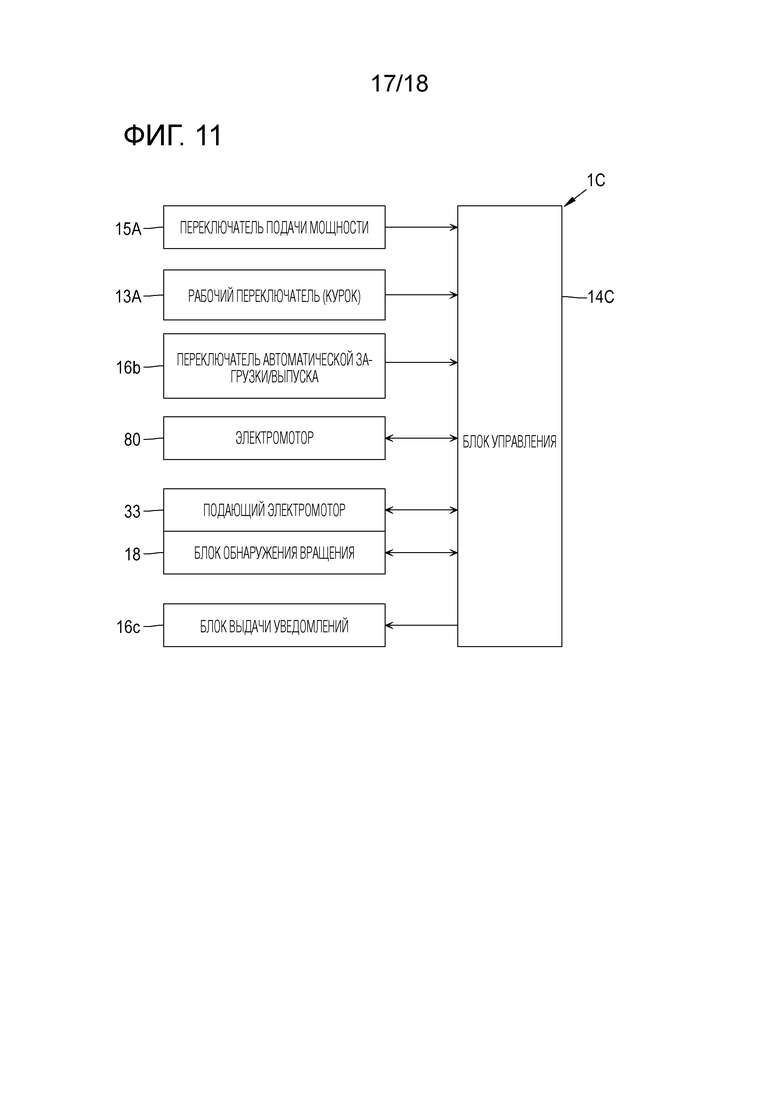
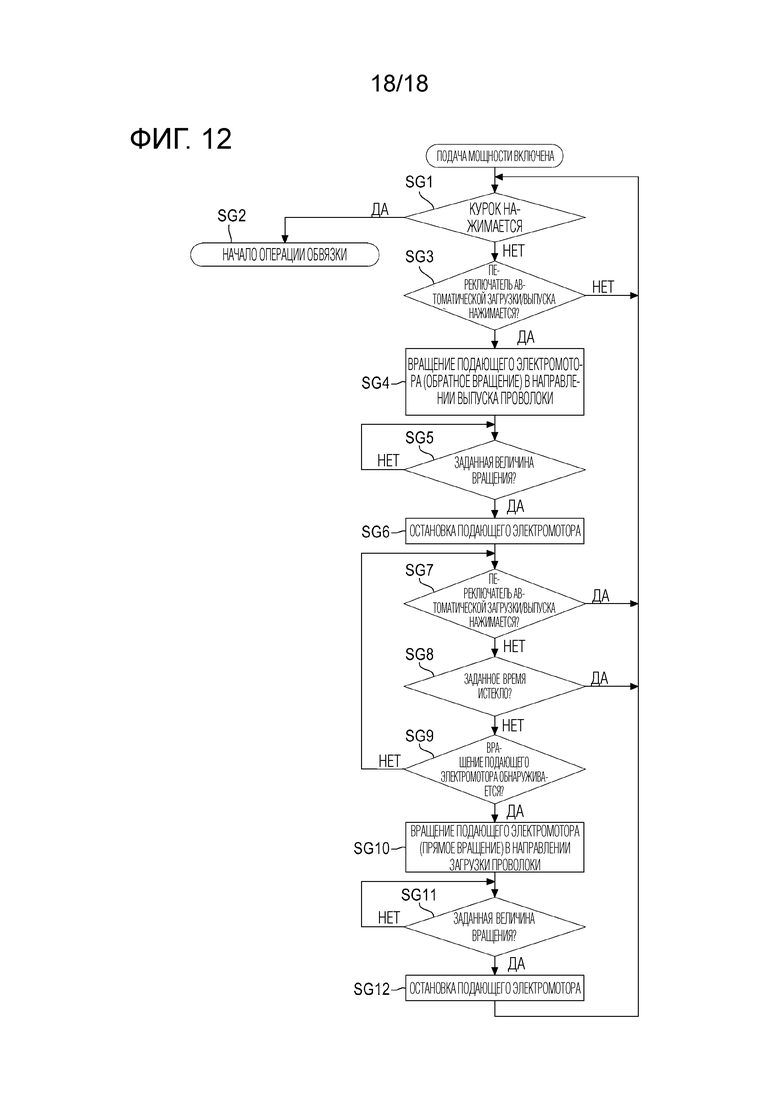
Изобретение относится к обвязочной машине, выполненной с возможностью обвязывать объект, такой как арматурный стержень, проволокой. Техническим результатом является создание обвязочной машины, допускающей выпуск проволоки, даже когда прижимающая сила для прижатия пары подающих элементов в направлении приближения вплотную друг к другу увеличивается. Технический результат достигается тем, что обвязочная машина содержит блок подачи проволоки, выполненный с возможностью подачи проволоки; блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект, при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов, при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки, при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и при этом блок управления выполнен с возможностью остановки подающего электромотора, который подает проволоку во втором направлении, противоположном по отношению к первому направлению, на основе изменения нагрузки, которая прикладывается к подающему электромотору, либо на основе величины вращения подающего электромотора. Также описаны варианты выполнения обвязочной машины. 10 н. и 9 з.п. ф-лы, 12 ил.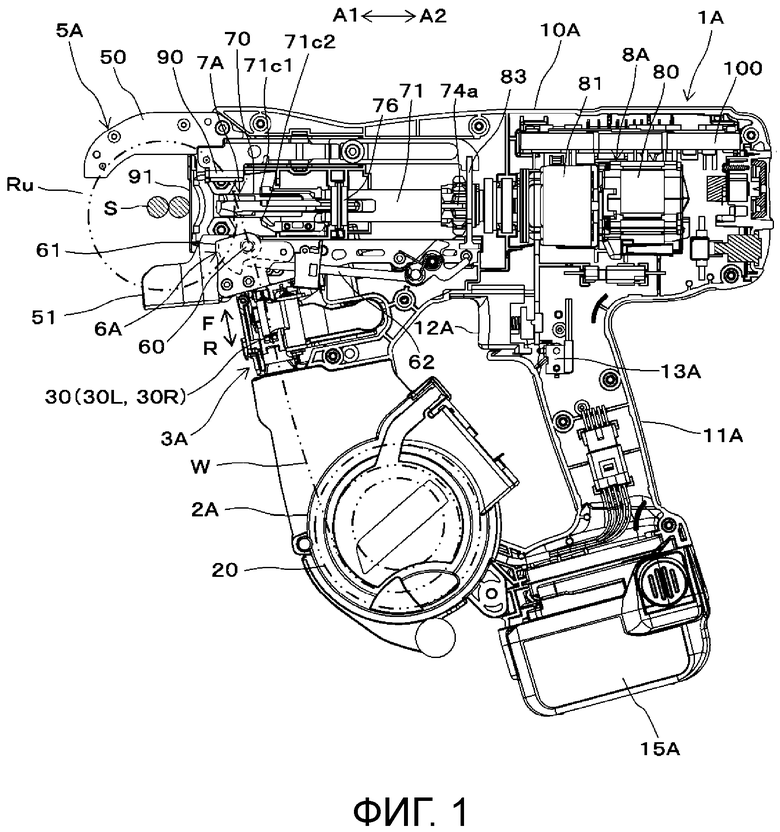
1. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью остановки подающего электромотора, который подает проволоку во втором направлении, противоположном по отношению к первому направлению, на основе изменения нагрузки, которая прикладывается к подающему электромотору, либо на основе величины вращения подающего электромотора.
2. Обвязочная машина по п. 1, в которой блок управления выполнен с возможностью управления подающим электромотором, чтобы подавать проволоку, размещенную посередине между подающими элементами, во втором направлении до тех пор, пока проволока не отрывается от подающих элементов.
3. Обвязочная машина по п. 1, в которой блок управления выполнен с возможностью управления подающим электромотором на основе операции с рабочим блоком, чтобы подавать проволоку, размещенную посередине между подающими элементами, во втором направлении до тех пор, пока проволока не отрывается от подающих элементов.
4. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью вращения подающего электромотора в направлении вращения подачи проволоки во втором направлении, противоположном по отношению к первому направлению, на основе изменения нагрузки, которая прикладывается к подающему электромотору, либо на основе того, обнаруживается или нет задний конец проволоки, подаваемой в первом направлении.
5. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью вращения подающего электромотора в направлении вращения подачи проволоки в первом направлении и размещения проволоки посередине посредством подающих элементов, на основе операции с рабочим блоком или на основе того, обнаруживается или нет задний конец проволоки, подаваемой в первом направлении.
6. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью переключения скорости вращения подающего электромотора, который подает проволоку в первом направлении, на основе изменения нагрузки, которая прикладывается к подающему электромотору.
7. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью вращения подающего электромотора с первой скоростью вращения до тех пор, пока проволока не размещается посередине между подающими элементами, и вращения подающего электромотора со второй скоростью вращения выше первой скорости вращения, когда проволока размещается посередине между подающими элементами, за счет этого подавая проволоку, размещенную посередине между подающими элементами, в первом направлении.
8. Обвязочная машина по одному из пп. 1-4, дополнительно содержащая блок обнаружения, выполненный с возможностью обнаружения перемещения вследствие поведения подающих элементов,
при этом, когда блок управления определяет то, что блок обнаружения обнаруживает перемещение вследствие поведения подающих элементов, блок управления вращает подающий электромотор в направлении вращения, в котором проволока подается в первом направлении, и размещает посередине проволоку посредством подающих элементов.
9. Обвязочная машина по п. 8, в которой блок обнаружения представляет собой блок обнаружения вращения, выполненный с возможностью обнаружения вращения подающего электромотора, и
при этом, когда блок управления определяет то, что блок обнаружения вращения обнаруживает вращение подающего электромотора, блок управления вращает подающий электромотор в направлении вращения, в котором проволока подается в первом направлении, и размещает посередине проволоку посредством подающих элементов.
10. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью остановки подающего электромотора, который подает проволоку в первом направлении, на основе величины вращения подающего электромотора.
11. Обвязочная машина по п. 1, дополнительно содержащая блок выдачи уведомлений, выполненный с возможностью указания состояния,
при этом блок управления выполнен с возможностью указания рабочего режима относительно выпуска проволоки блоком выдачи уведомлений.
12. Обвязочная машина по п. 5, дополнительно содержащая блок выдачи уведомлений, выполненный с возможностью указания состояния,
при этом блок управления выполнен с возможностью указания рабочего режима относительно загрузки проволоки блоком выдачи уведомлений.
13. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом пара подающих элементов имеют один подающий элемент и другой подающий элемент,
при этом блок подачи проволоки содержит:
смещающую часть, выполненную с возможностью смещения одного подающего элемента к и от другого подающего элемента, и
приводной блок, выполненный с возможностью смещения смещающей части, и
при этом блок управления выполнен с возможностью управления приводным блоком таким образом, чтобы смещать один или оба из одного подающего элемента и другого подающего элемента в направлении друг от друга, за счет этого обеспечивая возможность выпуска проволоки, размещенной посередине между одним подающим элементом и другим подающим элементом, из-за одного подающего элемента и другого подающего элемента.
14. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью управления подающим электромотором, чтобы подавать проволоку, размещенную посередине между подающими элементами, во втором направлении, противоположном по отношению к первому направлению, до тех пор, пока проволока не отделяется от подающих элементов, на основе операции с рабочим блоком и вращать подающий электромотор в направлении вращения, в котором проволока подается в первом направлении, чтобы подавать проволоку в первом направлении, когда проволока, размещенная посередине между подающими элементами, выпускается из подающих элементов.
15. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки,
при этом блок управления выполнен с возможностью управления блоком подачи проволоки, чтобы обеспечивать возможность выпуска проволоки, размещенной посередине между подающими элементами, из подающих элементов, и
при этом блок управления выполнен с возможностью остановки подающего электромотора, который подает проволоку во втором направлении, на основе величины вращения подающего электромотора.
16. Обвязочная машина по п. 14 или 15, дополнительно содержащая блок обнаружения, выполненный с возможностью обнаружения перемещения вследствие поведения подающих элементов,
при этом, когда блок управления определяет то, что блок обнаружения обнаруживает перемещение вследствие поведения подающих элементов, блок управления вращает подающий электромотор в направлении вращения, в котором проволока подается в первом направлении, за счет этого подавая проволоку в первом направлении.
17. Обвязочная машина по п. 16, в которой блок обнаружения представляет собой блок обнаружения вращения, выполненный с возможностью обнаружения вращения подающего электромотора, и
при этом, когда блок управления определяет то, что блок обнаружения вращения обнаруживает вращение подающего электромотора, блок управления вращает подающий электромотор в направлении вращения, в котором проволока подается в первом направлении, за счет этого подавая проволоку в первом направлении.
18. Обвязочная машина по п. 16, в которой блок управления выполнен с возможностью остановки подающего электромотора, который подает проволоку в первом направлении, на основе величины вращения подающего электромотора.
19. Обвязочная машина, содержащая:
блок подачи проволоки, выполненный с возможностью подачи проволоки;
блок формирования загиба, выполненный с возможностью формирования пути подачи проволоки, вдоль которого проволока, подаваемая в первом направлении блоком подачи проволоки, обматывается вокруг объекта; и
обвязочный блок, выполненный с возможностью скручивания проволоки, подаваемой в первом направлении блоком подачи проволоки, и наматывания на объект,
при этом блок подачи проволоки содержит пару подающих элементов, выполненных с возможностью размещения проволоки посередине и подачи проволоки посредством операции вращения, и подающий электромотор, выполненный с возможностью приведения в действие подающих элементов,
при этом обвязочная машина дополнительно содержит блок управления, выполненный с возможностью управления блоком подачи проволоки и блок обнаружения, выполненный с возможностью обнаружения перемещения вследствие поведения подающих элементов, и
при этом, когда блок управления определяет то, что блок обнаружения обнаруживает перемещение вследствие поведения подающих элементов в состоянии, в котором вращение подающего электромотора посредством возбуждения не выполняется, блок управления автоматически вращает подающий электромотор в направлении вращения, в котором проволока подается в первом направлении.
| EP 3327222 1, 30.05.2018 | |||
| JPH 10250703 A, 22.09.1998 | |||
| Устройство для вязки арматурныхКАРКАСОВ пРОВОлОКОй | 1979 |
|
SU815235A1 |
| УСТРОЙСТВО ДЛЯ ОБВЯЗЫВАНИЯ ПАЧКИ ИЗДЕЛИЙ | 1991 |
|
RU2016815C1 |
| US 5871036 A, 16.02.1999 | |||
| CA 3049943 A1, 23.08.2018. | |||

