Область техники, к которой относится изобретение
[0001] Настоящая заявка относится к гибкому устройству для извлечения из формы, устройству для формования сердцевины и способу образования сердцевины.
Предпосылки создания изобретения
[0002] В одноразовом гигиеническом изделии сердцевина представляет собой основной носитель для впитываемой жидкости и, как правило, образуется посредством спутывания и накопления диспергированных волокон вспушенной целлюлозы.
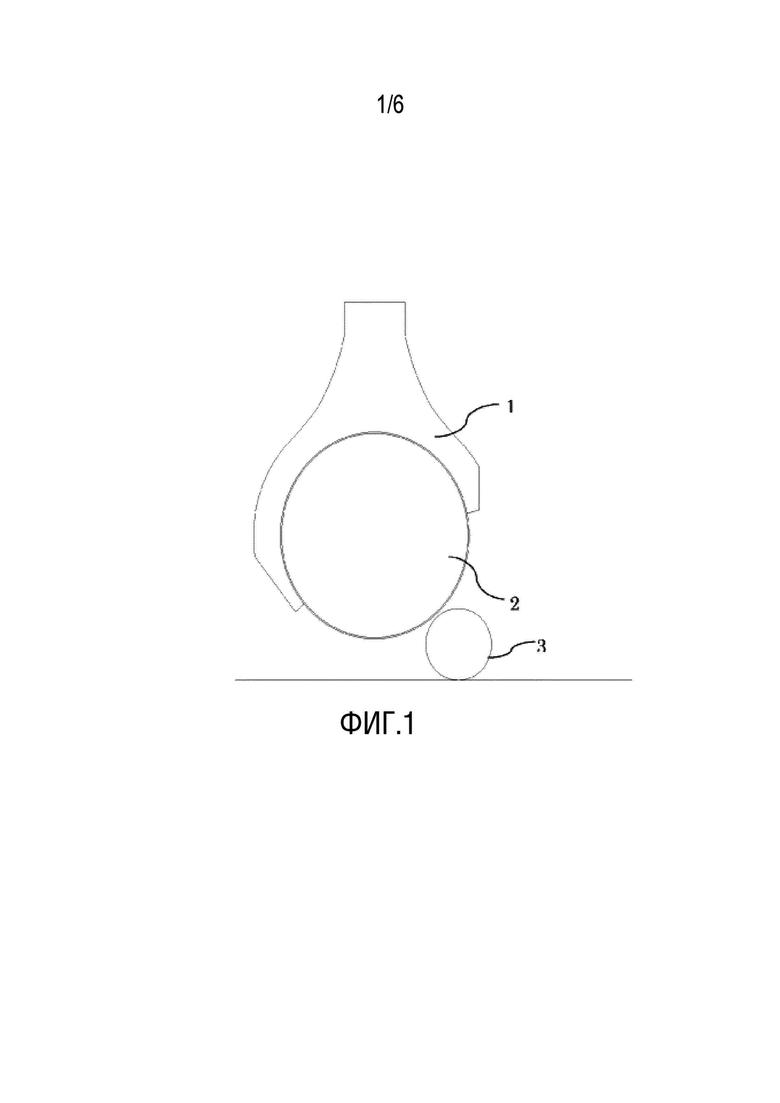
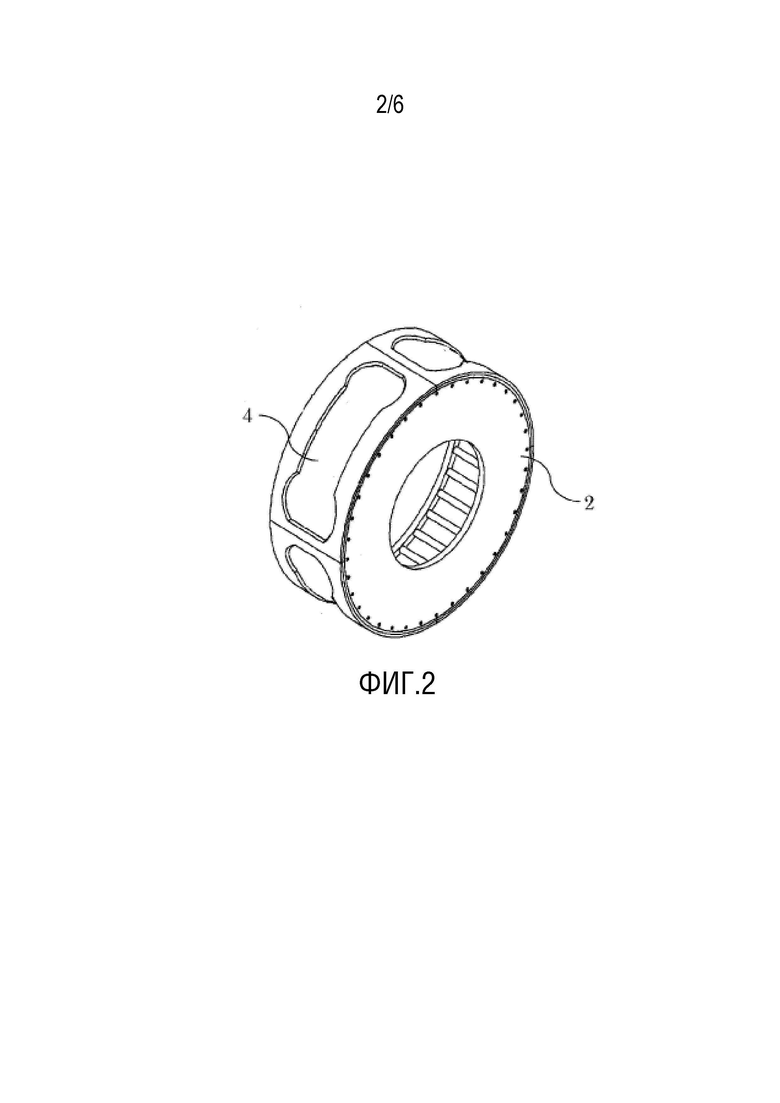
[0003] При рассмотрении фиг. 1 и фиг. 2 следует указать, что фиг. 1 и фиг. 2 показывают уже имеющееся устройство для образования сердцевины одноразового гигиенического изделия, включающее в себя узел 1 формования, цилиндр 2 для извлечения из формы, соединенный с системой создания отрицательного давления, и передаточный ролик 3, предназначенный для перемещения сердцевины от цилиндра 2, предназначенного для извлечения из формы, к базовому материалу. Форма 4 с конструкцией, которая соответствует форме сердцевины, закреплена на цилиндре 2, предназначенном для извлечения из формы, и волокна вспушенной целлюлозы распределяются по форме 4 посредством узла 1 формования для образования сердцевины. В данной конструкции форма 4 имеет жесткую конструкцию. С одной стороны, ее крайне неудобно изготавливать, монтировать и использовать, и, с другой стороны, при отделении сердцевины от формы 4 существует вероятность того, что впитывающий материал будет оставаться в ней.
[0004] Следовательно, существует потребность в разработке и реализации нового альтернативного решения для оборудования, а также способа образования сердцевины одноразового гигиенического изделия посредством нового устройства и решения.
Сущность изобретения
[0005] С учетом этого предложено гибкое устройство для извлечения из формы согласно настоящей заявке, предназначенное для решения вышеуказанных технических проблем.
[0006] Гибкое устройство для извлечения из формы, предназначенное для образования сердцевины одноразового гигиенического изделия, включает в себя гибкую основу и приводное устройство. Гибкая основа выполнена с множеством формообразующих отверстий, проходящих через гибкую основу вдоль направления ее толщины. Приводное устройство выполнено с возможностью приведения гибкой основы в непрерывное движение в заданном направлении. Приводное устройство включает в себя ведущее колесо, опорное колесо и транспортирующую ленту, надетую между ведущим колесом и опорным колесом. Гибкая основа закреплена на транспортирующей ленте с возможностью отсоединения посредством множества соединительных элементов.
[0007] В варианте осуществления гибкая основа соединена с образованием соединения «голова к хвосту» вдоль направления ее длины в виде петли.
[0008] В варианте осуществления каждый соединительный элемент включает в себя зажимную планку, причем на периферии ведущего колеса расположено множество зажимных канавок, каждая из которых расположена соответственно зажимной планке.
[0009] В варианте осуществления транспортирующая лента представляет собой синхронный ремень, имеющий множество первых зубьев, и ведущее колесо имеет вторые канавки, соответствующие первым зубьям. Расстояние между соседними зажимными канавками превышает расстояние между соседними вторыми канавками, а глубина зажимной канавки превышает глубину второй канавки.
[0010] В варианте осуществления зажимная планка имеет первую боковую поверхность, обращенную к средней части транспортирующей ленты, причем первая боковая поверхность расположена наклонно. Зажимная канавка имеет первую боковую стенку, сопрягающуюся с первой боковой поверхностью, причем первая боковая стенка также расположена наклонно.
[0011] В варианте осуществления предусмотрены две зажимные планки, при этом первые боковые поверхности двух зажимных планок имеют наклон в противоположных направлениях и по направлению друг к другу.
[0012] Предпочтительные эффекты: в соответствии с настоящей заявкой предложено гибкое устройство для извлечения из формы, которое включает в себя гибкую основу и приводное устройство. Гибкая основа выполнена с множеством формообразующих отверстий, проходящих через гибкую основу вдоль направления ее глубины. Приводное устройство выполнено с возможностью приведения гибкой основы в непрерывное движение в заданном направлении. Приводное устройство включает в себя ведущее колесо, опорное колесо и транспортирующую ленту, надетую между ведущим колесом и опорным колесом. Гибкая основа закреплена на транспортирующей ленте с возможностью отсоединения посредством множества соединительных элементов. С одной стороны, узел извлечения из формы больше не является жесткой конструкцией. С другой стороны, поскольку гибкая основа закреплена на транспортирующей ленте посредством соединительного элемента, гибкая основа может быть легко заменена, и в случае, когда соединительный элемент выполнен с выступом и ведущее колесо выполнено с соответствующей зажимной канавкой, может легко поддерживаться точность размеров формообразующих отверстий в гибкой основе.
[0013] В соответствии с настоящей заявкой дополнительно предложено устройство для формования сердцевин, в котором используется гибкое устройство для извлечения из формы и которое включает в себя узел формования и узел всасывания.
[0014] Узел формования включает в себя полость и распределительный канал, выполненный с возможностью
распределения впитывающего материала.
[0015] Узел всасывания включает в себя зону всасывания, соединенную с системой создания отрицательного давления. Зона всасывания и распределительный канал расположены на расстоянии друг от друга и противоположны друг другу.
[0016] При перемещении гибкой основы, имеющей
формообразующие отверстия, между распределительным каналом и зоной всасывания узел формования обеспечивает заполнение формообразующих отверстий гибкой основы впитывающим материалом посредством распределительного канала для формирования полотна, соответствующего форме формообразующего отверстия.
[0017] В варианте осуществления узел всасывания дополнительно включает в себя удерживающее устройство. Удерживающее устройство имеет по меньшей мере одну удерживающую поверхность, так что удерживающая поверхность и формообразующее отверстие совместно образуют формообразующую полость с удерживающей поверхностью в качестве нижней части и боковой стенкой формообразующего отверстия в качестве стеновой части, и, таким образом, может быть обеспечено заполнение формообразующей полости впитывающим материалом для формирования полотна. Удерживающая поверхность представляет собой плоскую поверхность или криволинейную поверхность.
[0018] В варианте осуществления удерживающее устройство включает в себя удерживающую сетку, причем удерживающая поверхность представляет собой боковую поверхность удерживающей сетки, обращенную к распределительному каналу.
[0019] В варианте осуществления дополнительно предусмотрен узел наложения материала в виде ленты, размещенный по ходу перед узлом всасывания, для перемещения материала в виде ленты к узлу всасывания. Материал в виде ленты представляет собой пористый сетчатый лист и выполнен с возможностью перемещения между распределительным каналом и зоной всасывания. Гибкая основа наложена на материал в виде ленты, а удерживающая поверхность представляет собой боковую поверхность материала в виде ленты, обращенную к распределительному каналу.
[0020] В варианте осуществления узел всасывания включает в себя всасывающую полость. Всасывающая полость имеет открытую часть, причем открытая часть имеет всасывающую поверхность, имеющую зону всасывания и зону отделения. Зона всасывания расположена соответственно распределительному каналу, а зона отделения расположена по ходу за распределительным каналом и несоответственно разделительному каналу. Гибкая основа отделяется от всасывающей поверхности в зоне отделения.
[0021] В варианте осуществления форма формообразующего отверстия является правильной или неправильной, и сердцевина имеет форму наружного контура, соответствующую форме формообразующего отверстия.
[0022] Кроме того, в соответствии с настоящей заявкой дополнительно предложен способ образования сердцевины, который включает этапы на которых: обеспечивают наличие устройства для формования сердцевины и впитывающего материала, описанных выше, обеспечивают непрерывное прохождение гибкой основы над распределительным каналом и с помощью узла формования заполняют формообразующее отверстие впитывающим материалом посредством распределительного канала для формирования полотна, соответствующего форме формообразующего отверстия, при перемещении гибкой основы, имеющей формообразующее отверстие, между распределительным каналом и зоной всасывания.
[0023] В варианте осуществления способ дополнительно включает этап диспергирования впитывающего материала и этап наложения материала в виде ленты на узле всасывания перед заполнением формообразующего отверстия впитывающим материалом, которое осуществляется с помощью узла формования посредством распределительного канала.
[0024] Предпочтительные эффекты: в соответствии с настоящей заявкой предложено устройство для формования сердцевин, которое включает в себя узел формования, гибкое устройство для извлечения из формы и узел всасывания. Узел формования включает в себя полость и распределительный канал. Узел всасывания включает в себя зону всасывания. Зона всасывания и распределительный канал расположены на расстоянии друг от друга и противоположны друг другу. Гибкое устройство для извлечения из формы включает в себя гибкую основу, выполненную с формообразующими отверстиями, и приводное устройство. При перемещении гибкой основы, выполненной с формообразующими отверстиями, между распределительным каналом и зоной всасывания узел формования обеспечивает заполнение формообразующих отверстий впитывающим материалом посредством распределительного канала для формирования полотна, соответствующего форме формообразующего отверстия. С одной стороны, узел извлечения из формы больше не имеет жесткой конструкции, что позволяет значительно уменьшить затруднения при изготовлении и затруднения при модификации. С другой стороны, формообразующие отверстия расположены в подвижной гибкой основе, и отсутствует необходимость в перемещении сердцевины посредством передаточного ролика после ее образования, что позволяет избежать наличия остаточного впитывающего материала во время вспомогательного перемещения посредством передаточного ролика. Соответственно, согласно настоящей заявке дополнительно предложен способ образования сердцевины.
Краткое описание чертежей
[0025] Фиг. 1 представляет собой схематический вид, показывающий устройство для образования сердцевины одноразового гигиенического изделия в известном техническом решении;
[0026] фиг. 2 представляет собой схематический вид в перспективе цилиндра для извлечения из формы, показанного на фиг. 1;
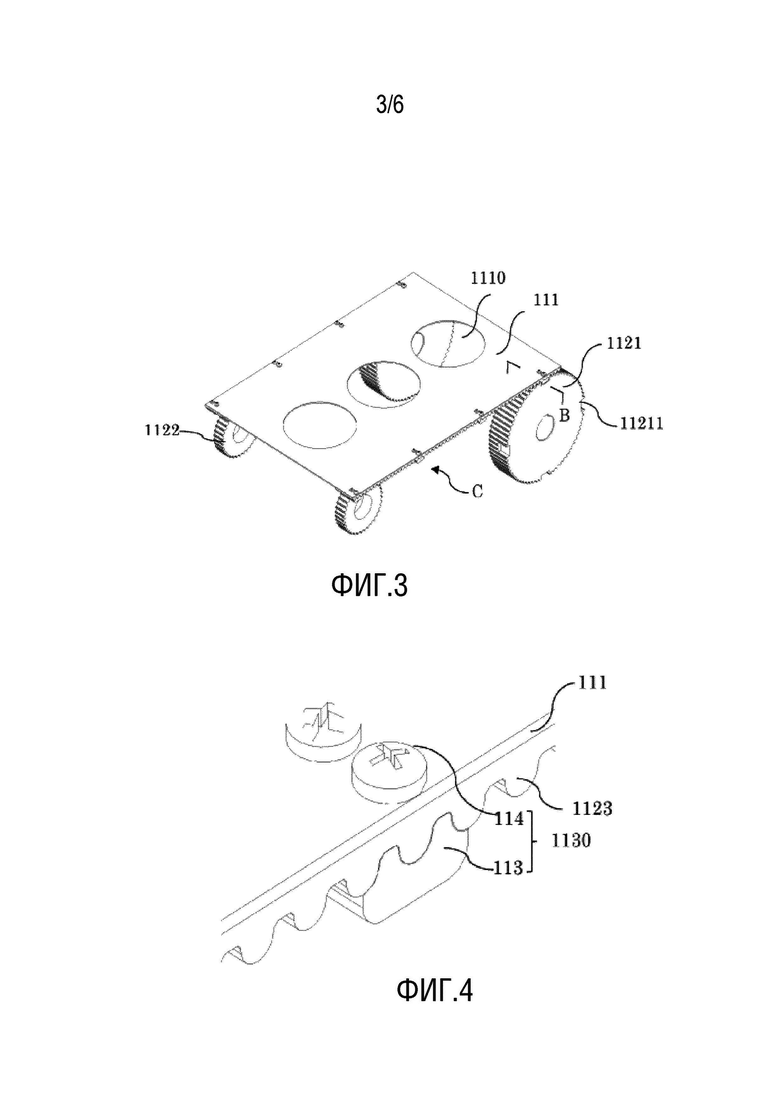
[0027] фиг. 3 представляет собой схематический вид гибкого устройства для извлечения из формы согласно варианту осуществления настоящей заявки;
[0028] фиг. 4 представляет собой увеличенный схематический вид зоны С, показанной на фиг. 3;
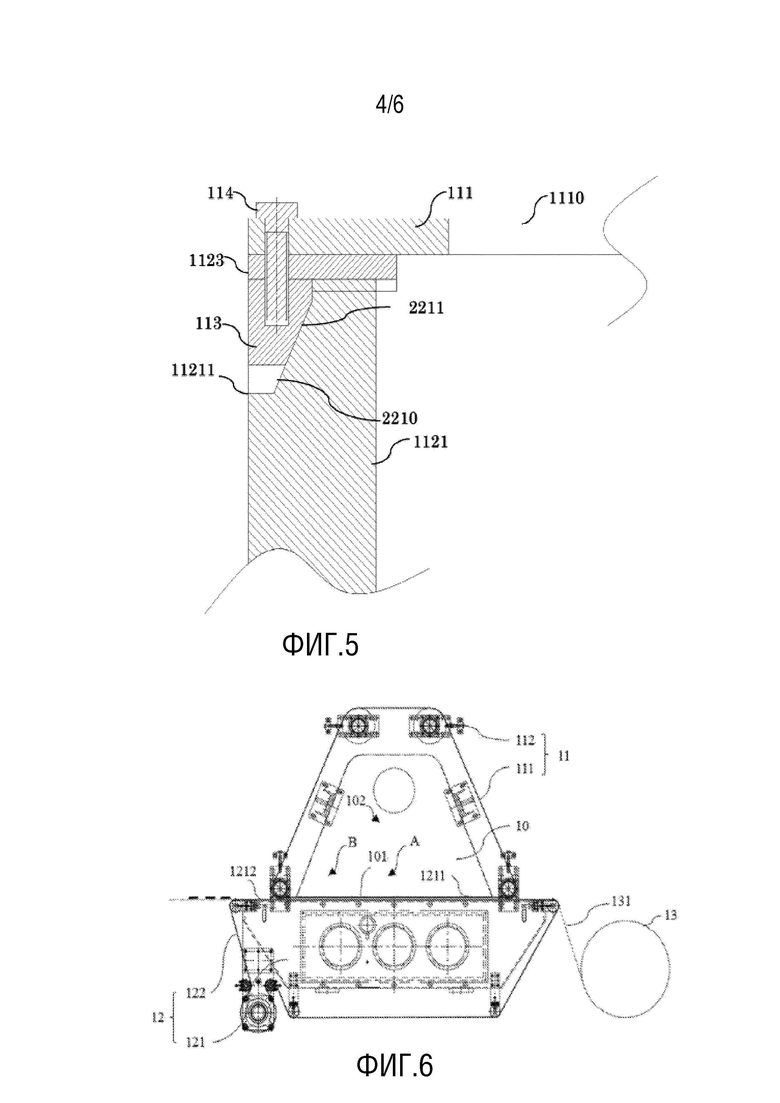
[0029] фиг. 5 представляет собой увеличенный вид в разрезе, выполненном по линии В-В, показанной на фиг. 3;
[0030] фиг. 6 представляет собой схематический вид устройства для формования сердцевины согласно первому варианту осуществления настоящей заявки;
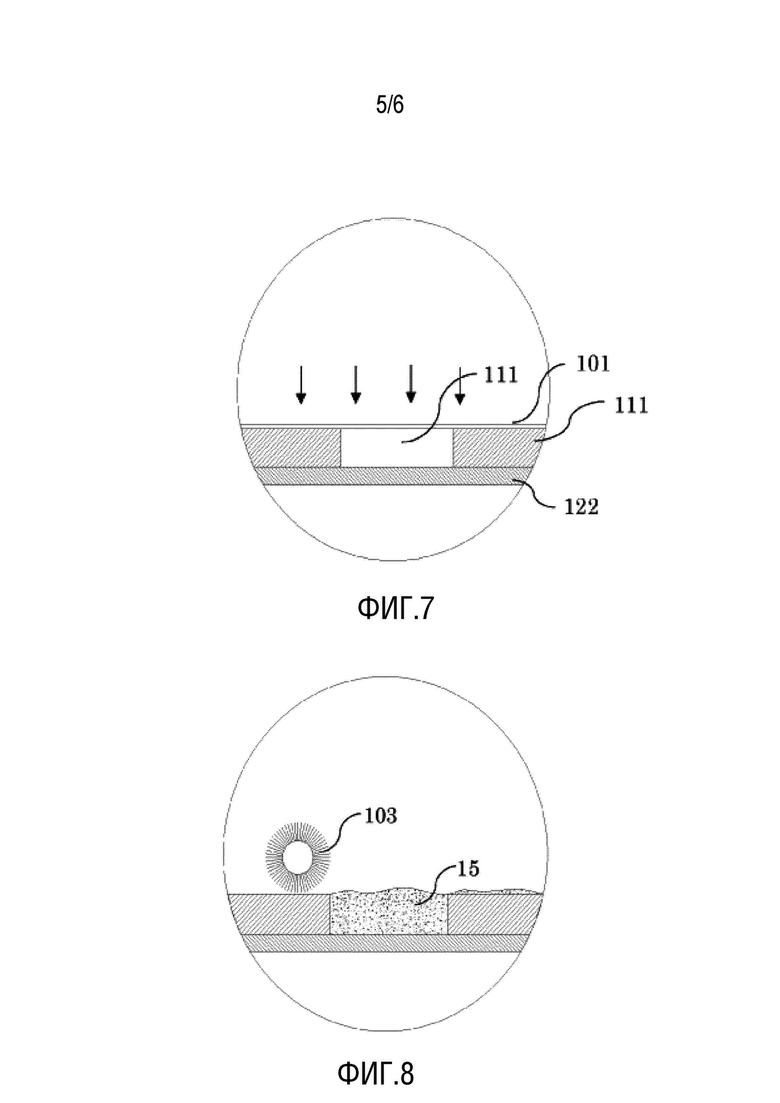
[0031] фиг. 7 представляет собой увеличенный схематический вид зоны А, показанной на фиг. 6;
[0032] фиг. 8 представляет собой увеличенный схематический вид зоны В, показанной на фиг. 6;
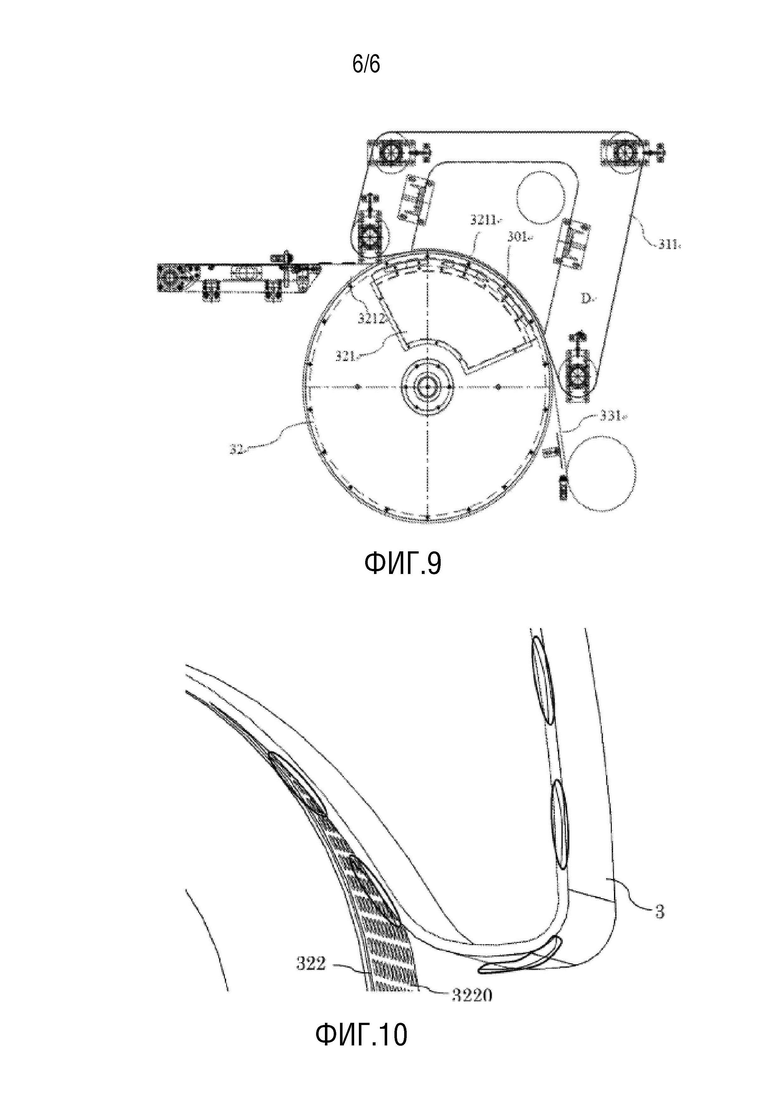
[0033] фиг. 9 представляет собой схематический вид устройства для формования сердцевины согласно второму варианту осуществления настоящей заявки; и
[0034] фиг. 10 представляет собой схематическое изображение конструкции зоны D, показанной на фиг. 9.
[0035] Ниже перечислены ссылочные позиции на чертежах:
[0036] 1, 10 узел формования; 2 цилиндр для извлечения из формы; 3 передаточный ролик; 4 форма;
[0037] 101, 301 распределительный канал; 102 полость; 103 устройство окончательной обработки;
[0038] 11 гибкое устройство для извлечения из формы; 111, 311 гибкая основа; 1110 формообразующее отверстие;
[0039] 112 приводное устройство; 1121 ведущее колесо; 11211 зажимная канавка; 1122 опорное колесо; 1123 транспортирующая лента; 1130 соединительный элемент; 113 зажимная планка; 114 винт; 2210 первая боковая поверхность; 2211 первая боковая стенка;
[0040] 12, 32 узел всасывания; 121, 321 всасывающая полость; 1211, 3211 зона всасывания; 1212, 3212 зона отделения; 122 удерживающее устройство;
[0041] 13 узел наложения материала в виде ленты; 131, 331 материал в виде ленты;
[0042] 15 впитывающий материал;
[0043] 322 стенка барабана; 3220 всасывающее отверстие.
Подробное описание вариантов осуществления
[0044] При рассмотрении фиг. 3 - фиг. 5 следует указать, что фиг. 3 представляет собой схематический вид, показывающий гибкое устройство для извлечения из формы, и фиг. 4 - фиг. 5 соответственно показывают конструктивные элементы гибкого устройства, предназначенного для извлечения из формы, в соответствующих положениях. Настоящая заявка будет дополнительно описана в дальнейшем со ссылкой на чертежи.
[0045] Первый вариант осуществления
[0046] Предложены гибкое устройство для извлечения из формы и устройство для формования сердцевины согласно первому варианту осуществления настоящей заявки. Гибкое устройство для извлечения из формы, как правило, применяется для устройства, предназначенного для формования сердцевин, для образования сердцевины одноразового гигиенического изделия, и гибкое устройство для извлечения из формы включает в себя гибкую основу 111 и приводное устройство 112.
[0047] Гибкая основа 111 выполнена с по меньшей мере одним формообразующим отверстием 1110, проходящим через гибкую основу 111 вдоль направления ее толщины. Приводное устройство 112 выполнено с возможностью приведения гибкой основы 111 в непрерывное движение в заданном направлении.
[0048] Формообразующее отверстие 1110 расположено в гибкой основе 111, и формообразующее отверстие 1110 имеет форму наружного контура и размер, соответствующие форме сердцевины, подлежащей образованию. В данном варианте осуществления сердцевина показана только с круглой формой, и при необходимости могут быть заданы другие подходящие формы, такие как эллипс, овал, форма с сужением, многоугольник и другие правильные или неправильные формы, которые не ограничены в данном документе.
[0049] При рассмотрении фиг. 6 - фиг. 8 следует указать, что фиг.6 показывает устройство для формования сердцевин, выполненное в соответствии с вариантом осуществления настоящей заявки, и фиг. 7 - фиг. 8 соответственно показывают конструктивные элементы устройства для формования сердцевины в соответствующих положениях. Настоящая заявка будет дополнительно описана в дальнейшем со ссылкой на чертежи.
[0050] Устройство для формования сердцевин, выполненное в соответствии с вариантом осуществления настоящей заявки, включает в себя узел 10 формования, узел 12 всасывания и гибкое устройство 11 для извлечения из формы.
[0051] Каждый компонент устройства для формования сердцевины будет подробно описан ниже.
[0052] 1. Гибкое устройство для извлечения из формы
[0053] Гибкое устройство 11 для извлечения из формы в данном варианте осуществления выбрано в виде гибкого устройства 11, предназначенного для извлечения из формы и выполненного в соответствии с настоящей заявкой. Неупомянутые конструктивные элементы и ссылочные позиции такие же, как в предыдущих абзацах, и не будут повторно рассмотрены в данном случае.
[0054] Гибкое устройство 11 для извлечения из формы включает в себя гибкую основу 111 и приводное устройство 112. Приводное устройство включает в себя ведущее колесо 1121, опорное колесо 1122 и транспортирующую ленту 1123, надетую между ведущим колесом 1121 и опорным колесом 1122. Гибкая основа 111 присоединена к транспортирующей ленте 1123.
[0055] В данном варианте осуществления гибкая основа 111 имеет направление длины и направление ширины и соединена с образованием соединения «голова к хвосту» вдоль направления ее длины в виде петли, так что приводное устройство может обеспечить непрерывное приведение транспортирующей ленты 1123 и гибкой основы 111, присоединенной к транспортирующей ленте 1123, в движение для обеспечения непрерывного перемещения. Можно понять, что гибкая основа 111 имеет гибкую структуру и поэтому при необходимости может быть задана с требуемой формой, такой как кольцевая форма, состоящая из кривых линий и прямых линий, или кольцевая форма, состоящая из кривых линий с разной кривизной.
[0056] Можно понять, что гибкая основа 111 может быть присоединена к транспортирующей ленте 1123 с возможностью отсоединения или без возможности отсоединения.
[0057] В варианте осуществления гибкая основа 111 закреплена на транспортирующей ленте 1123 с возможностью отсоединения посредством множества соединительных элементов 1130, каждый из которых включает в себя зажимную планку 113 и винт 114. Зажимная планка 1130 имеет зажимную поверхность, сопрягающуюся с транспортирующей лентой 1123, и винт 114 ввинчен в зажимную планку 113 за счет его прохождения через гибкую основу 111 и транспортирующую ленту 1123, так что гибкая основа 111 и транспортирующая лента 1123 соединяются друг с другом в одно целое, и при перемещении транспортирующей ленты 1123 гибкая основа 111 перемещается синхронно с ней.
[0058] Можно понять, что зажимная планка 113 также может быть закреплена на транспортирующей ленте 1123 с помощью другого средства, такого как скоба или зажим, и можно обеспечить соединение транспортирующей ленты 1123 с гибкой основой 111 в одно целое.
[0059] Зажимная планка 113 выступает в направлении транспортирующей ленты 1123. Множество зажимных канавок 11211 расположены на периферии ведущего колеса 1121, и каждая из них расположена соответственно зажимной планке 113. С одной стороны, при приведении транспортирующей ленты 1123 в движение посредством ведущего колеса 1121 зажимная планка 113 не будет мешать. С другой стороны, поскольку гибкая основа 111 закреплена на транспортирующей ленте 1123, фактический размер формообразующего отверстия 1110 в гибкой основе 111 может изменяться в случае, когда длина транспортирующей ленты 1123 неожиданно изменяется, и, поскольку положение канавки 11211, предназначенной для зажима, на ведущем колесе 1121 не будет изменяться, расстояние между зажимными планками 113 может изменяться в случае, когда длина транспортирующей ленты 1123 неожиданно изменяется, в результате чего зажимная планка 113 больше не сможет стабильно входить в зажимную канавку 11211, что указывает на то, что транспортирующая лента 1123 требует технического обслуживания. Следовательно, может поддерживаться точность размера формообразующего отверстия 1110 в гибкой основе 111.
[0060] Можно понять, что в некоторых других вариантах осуществления транспортирующая лента 1123 дополнительно выполнена с выступом (непоказанным), который образован как одно целое с транспортирующей лентой 1123, и выступ или зажимная планка 113 размещаются соответственно зажимной канавке 11211.
[0061] В варианте осуществления транспортирующая лента 1123 представляет собой синхронный ремень и имеет множество первых зубьев и первых канавок. Ведущее колесо 1121 имеет множество вторых зубьев, соответствующих соответствующим первым канавкам, и вторых канавок, соответствующих соответствующим первым зубьям. Ведущее колесо 1121 обеспечивает приведение транспортирующей ленты и гибкой основы 111, соединенной с транспортирующей лентой 1123, в движение посредством первых зубьев и вторых канавок, и вторых зубьев и первых канавок. Зажимные канавки 11211 расположены на периферии ведущего колеса 1123, и расстояние между соседними зажимными канавками 11211 превышает расстояние между соседними вторыми канавками.
[0062] В варианте осуществления глубина зажимной канавки 11211 превышает глубину второй канавки. Ведущее колесо 22 имеет первую ширину, которая приблизительно равна ширине второго зуба. Ширина зажимной канавки 11211 меньше или равна 1/2 первой ширины.
[0063] Можно понять, что в данном варианте осуществления зажимная поверхность сопрягается с первыми зубьями и первыми канавками, так что зажимная планка 113 может быть надежно и стабильно закреплена на транспортирующей ленте 1123.
[0064] В варианте осуществления приводное устройство включает в себя две транспортирующие ленты 1123. Две зажимные планки 113 соответственно расположены с двух сторон гибкой основы 111 для соединения двух сторон гибкой основы 111 с двумя транспортирующими лентами 1123. Транспортирующая лента 1123 имеет среднюю часть, и зажимная планка 113 имеет первую боковую поверхность 2210, обращенную к данной средней части. Первая боковая поверхность 2210 имеет такой наклон, что зажимная планка 113 имеет трапециевидную форму. Первые боковые поверхности 2210 двух зажимных планок 113 наклонены в противоположных направлениях. Например, в данном варианте осуществления, зажимная планка 113, расположенная с левой стороны, наклонена по направлению к нижней левой части, и зажимная планка 113, расположенная с правой стороны, наклонена по направлению к нижней правой части, так что первые боковые поверхности 2210 двух зажимных планок 113 будут наклонены по направлению друг к другу. Две зажимные канавки 11211, расположенные на ведущем колесе 1121, имеют первые боковые стенки 2211, сопрягающиеся с соответствующими первыми боковыми поверхностями 2210. Аналогичным образом, первая боковая стенка 2211 также расположена наклонно, и соответствующая первая боковая поверхность 2210 и соответствующая первая боковая стенка 2211 имеют одинаковое направление наклона. Можно понять, что в случае, когда гибкая основа 111 имеет отклонение от положения в горизонтальном направлении, зажимная планка 113 автоматически перемещается вниз вдоль направления наклона первой боковой поверхности 2210 и первой боковой стенки 221 под действием натяжения, поскольку первая боковая поверхность 2210 и первая боковая стенка 2211 расположены наклонно, так что транспортирующая лента 1123 соединяется с ведущим колесом 1121 и смещается в боковом направлении для достижения заданного положения. То есть гибкая основа 111 может всегда удерживаться в точном положении в боковом направлении, так что положение образуемой сердцевины в боковом направлении остается постоянным.
[0065] В варианте осуществления первые боковые поверхности 2210 зажимных планок 113 имеют одинаковый угол наклона относительно вертикального направления.
[0066] В варианте осуществления угол наклона первой боковой поверхности 2210 каждой зажимной планки 113 относительно вертикального направления составляет от 30° до 60°.
[0067] Можно понять, что опорное колесо 1122 должно быть расположено на удалении от зажимной планки 113, чтобы предотвратить ситуацию, при которой зажимная планка 113 мешает перемещению опорного колеса 1122. В варианте осуществления ширина опорного колеса 1122 меньше ширины ведущего колеса 1121. В других вариантах осуществления опорное колесо 1122 может также быть выполнено с такой же конструкцией, как у ведущего колеса 1121.
[0068] В варианте осуществления может быть предусмотрено множество опорных колес 1122, по меньшей мере могут быть предусмотрены опорные колеса 1122, расположенные по ходу перед узлом 1 формования, и опорные колеса 1122, расположенные по ходу за узлом 1 формования. По меньшей мере часть гибкой основы 111 надета между передними по ходу, опорными колесами 1122 и задними по ходу, опорными колесами 1122, и данная часть гибкой основы 111, расположенная между передними по ходу, опорными колесами 1122 и задними по ходу, опорными колесами 1122, проходит над распределительным каналом. При приведении гибкой основы 111 в движение посредством приводного устройства впитывающий материал может распределяться в формообразующее отверстие 1110 в гибкой основе 111 посредством распределительного канала, в результате чего образуется сердцевина с такой же формой, как форма формообразующего отверстия 1110. Можно понять, что данная часть гибкой основы 111 может быть образована с заданной формой, например, с плоской поверхностью или криволинейной поверхностью, что не ограничено в данном документе.
[0069] В варианте осуществления гибкое устройство 11 для извлечения из формы дополнительно включает в себя устройство 103 окончательной обработки, предназначенное для образования сердцевин с по существу одинаковой высотой посредством окончательной обработки. В данном варианте осуществления устройство 103 окончательной обработки расположено в полости 102 и имеет свободный конец, прилегающий к внутренней поверхности гибкой основы 111.
[0070] В варианте осуществления устройство 103 окончательной обработки имеет круглое сечение для образования лучшей поверхности сердцевин при одновременном уменьшении износа.
[0071] В варианте осуществления устройство 103 окончательной обработки представляет собой щеточный валик, который включает в себя цилиндрическую основную часть и множество щетинок, закрепленных на цилиндрической основной части. По меньшей мере часть щетинок обращена к зоне всасывания и прилегает к внутренней поверхности гибкой основы 111, или сохраняется только малый зазор между частью щетинок и внутренней поверхностью гибкой основы 111. При вращении щеточный валик очищает поверхность гибкой основы 111, что позволяет получить образованную сердцевину с плоской верхней поверхностью.
[0072] 2. Узел формования
[0073] Узел 10 формования включает в себя полость 102 и распределительный канал 101, выполненный с возможностью распределения впитывающего материала 15.
[0074] Форма полости 102 может быть спроектирована в соответствии с реальными потребностями и не ограничена в данном документе.
[0075] Впитывающий материал 15 может представлять собой волокно, такое как волокно вспушенной целлюлозы или искусственное волокно, или другой пригодный волокнистый материал, или смесь волокна и полимера со сверхвысокой впитывающей способностью (SAP).
[0076] В частности, устройство для диспергирования волокон и транспортирующее устройство расположены по ходу перед узлом 10 формования для перемещения впитывающего материала 15, такого как волокно или смесь волокна и полимера со сверхвысокой впитывающей способностью, в полость 102. В варианте осуществления транспортирующее устройство представляет собой устройство пневматического транспортирования для обеспечения возможности поддержания полости 102 в состоянии под повышенным давлением и обеспечения возможности легкого распределения впитывающего материала 15 посредством распределительного канала 101.
[0077] 3. Узел всасывания
[0078] Узел 12 всасывания включает в себя зону 1211 всасывания, соединенную с системой создания отрицательного давления. Зона 1211 всасывания и распределительный канал 101 расположены на расстоянии друг от друга и противоположно друг другу.
[0079] В данном варианте осуществления узел 12 всасывания включает в себя всасывающую полость 121, которая соединена с системой создания отрицательного давления для обеспечения возможности создания отрицательного давления во всасывающей полости 121. Зона 1211 всасывания образована посредством всасывающей полости 121. В зоне, находящейся между зоной 1211 всасывания и распределительным каналом 101, воздушный поток проходит от распределительного канала 101 по направлению к зоне 1211 всасывания, и, когда впитывающий материал 15 содержится в воздушном потоке, впитывающий материал 15 перемещается посредством воздушного потока от распределительного канала 101 по направлению к зоне 1211 всасывания.
[0080] Формообразующее отверстие 1110 проходит сквозь гибкую основу 111 вдоль направления ее толщины. Когда часть гибкой основы 111, имеющая формообразующее отверстие 1110, перемещается к зоне, находящейся между распределительным каналом 101 и зоной 1211 всасывания, узел 10 формования обеспечивает распределение впитывающего материала 15 посредством распределительного канала 101. Поскольку воздушный поток проходит от распределительного канала 101 по направлению к зоне 1211 всасывания, воздушный поток несет впитывающий материал 15 через формообразующее отверстие 1110 по направлению к зоне 1211 всасывания и обеспечивает заполнение формообразующего отверстия 1110 впитывающим материалом 15 для образования сердцевины с конструкцией, которая соответствует форме наружного контура и размеру формообразующего отверстия 1110 и соответствует толщине гибкой основы 111.
[0081] В варианте осуществления для предотвращения прохождения впитывающего материала 15 прямо насквозь через формообразующее отверстие 1110 узел 12 всасывания дополнительно включает в себя удерживающее устройство 122. Удерживающее устройство 122 имеет по меньшей мере одну удерживающую поверхность, так что удерживающая поверхность и формообразующее отверстие 1110 совместно образуют формообразующую полость с удерживающей поверхностью в качестве нижней части и боковой стенкой формообразующего отверстия 1110 в качестве стеновой части, и, таким образом, формообразующая полость может быть заполнена впитывающим материалом 15 для формирования полотна. В конкретном варианте осуществления удерживающая поверхность может представлять собой удерживающую сетку или верхнюю поверхность материала 131 в виде ленты.
[0082] Можно понять, что удерживающая поверхность имеет всасывающее отверстие, обеспечивающее возможность прохождения воздушного потока через него, и размер всасывающего отверстия соответствует размеру впитывающего материала 15 для уменьшения количества потерь впитывающего материала 15, проходящего через всасывающее отверстие, посредством чего повышается эффективность образования сердцевины.
[0083] В варианте осуществления удерживающее устройство 122 включает в себя удерживающую сетку, и удерживающая поверхность представляет собой боковую поверхность удерживающей сетки, обращенную к распределительному каналу 101. В данном варианте осуществления удерживающая сетка выполнена с возможностью непрерывного перемещения и имеет такие же направление и скорость перемещения, как гибкая основа 111.
[0084] В варианте осуществления удерживающая поверхность представляет собой плоскую поверхность или криволинейную поверхность.
[0085] В некоторых других вариантах осуществления узел 13 наложения материала в виде ленты дополнительно размещен по ходу перед узлом 12 всасывания для перемещения материала 131 в виде ленты в узел 12 всасывания для непосредственного образования сердцевины на материале 131 в виде ленты без дополнительного обеспечения наличия передаточного устройства, предназначенного для перемещения сердцевины на материал 131 в виде ленты.
[0086] В частности, материал 131 в виде ленты выполнен с возможностью его перемещения между распределительным каналом 101 и зоной 1211 всасывания, и гибкая основа 111 наложена на материал 131 в виде ленты, посредством чего образуется формообразующая полость с материалом 131 в виде ленты в качестве нижней части и боковой стенкой формообразующего отверстия 1110 в качестве стеновой части. Можно понять, что в данном случае удерживающая поверхность представляет собой боковую поверхность материала 131 в виде ленты, обращенную к распределительному каналу 101, и материал 131 в виде ленты представляет собой пористый сетчатый лист для обеспечения возможности прохождения воздушного потока через материал 131 в виде ленты. Материал 131 в виде ленты может представлять собой нетканый материал, туалетную бумагу или тому подобное и не ограничен в данном документе.
[0087] Приводное устройство 112 используется для приведения гибкой основы 111 в непрерывное движение для ее непрерывного прохождения в зоне распределительного канала 101.
[0088] В варианте осуществления формообразующие отверстия 1110 распределены вдоль направления длины гибкой основы 111. Когда гибкая основа 111 непрерывно проходит в зоне распределительного канала 101, распределительный канал 101 может обеспечить непрерывное образование сердцевины в формообразующем отверстии 1110 в гибкой основе 111 в соответствующей зоне.
[0089] В варианте осуществления для стабильного отделения образованной сердцевины от гибкой основы 111 всасывающая полость 121 включает в себя открытую часть, имеющую зону 1211 всасывания и зону 1212 отделения. Зона 1211 всасывания расположена соответственно распределительному каналу 101, и зона 1212 отделения расположена по ходу за распределительным каналом 101 и несоответственно распределительному каналу 101. Выражение «несоответственно» означает, что проекция распределительного канала 101 на удерживающую поверхность не перекрывается проекцией зоны 1211 всасывания на удерживающую поверхность, так что сердцевина в зоне 1212 отделения удерживается присоединенной к удерживающей поверхности под действием отрицательного давления, действующего во всасывающей полости 121, при этом гибкая основа 111 в зоне 1212 отделения отделяется от всасывающей поверхности, и сердцевина отделяется от гибкой основы 111 под действием отрицательного давления. Когда удерживающая поверхность перемещается в направлении по ходу, сердцевина перемещается в направлении по ходу вместе с удерживающей поверхностью, в результате чего обеспечивается непрерывное образование сердцевины и ее перемещение по ходу движения.
[0090] Второй вариант осуществления
[0091] При рассмотрении фиг. 9 и фиг. 10 следует указать, что фиг. 9 и фиг. 10 показывают схематические виды устройства для формования сердцевины согласно второму варианту осуществления настоящей заявки. Во втором варианте осуществления узел 32 всасывания включает в себя отсасывающий барабан, имеющий стенку 322 барабана. Стенка 322 барабана удерживает материал 331 в виде ленты или удерживает непосредственно гибкую основу 311. Можно понять, что в данном варианте осуществления отсасывающий барабан служит в качестве удерживающего устройства. Наружная поверхность стенки 322 барабана, обращенная к распределительному каналу 301, образует удерживающую поверхность, и всасывающая полость расположена в цилиндрическом корпусе отсасывающего барабана. Стенка 322 барабана выполнена с множеством всасывающих отверстий 3220 для образования зоны 3211 всасывания.
[0092] Можно понять, что в данном варианте осуществления зона 3211 всасывания представляет собой криволинейную поверхность, и распределительный канал 301 также выполнен с конфигурацией с криволинейной поверхностью. Аналогичным образом, зона 3211 всасывания расположена на расстоянии от распределительного канала 301, так что пространство между зоной 3211 всасывания и распределительным каналом 301 представляет собой дугообразный зазор.
[0093] Поскольку в варианте осуществления отсасывающий барабан служит в качестве удерживающего устройства, зона 3212 отделения, расположенная по ходу за зоной 3211 всасывания, также представляет собой криволинейную поверхность. Поскольку гибкая основа 311 намотана вокруг опорных колес, расположенных на расстоянии друг от друга, гибкая основа 311 в зоне между опорными колесами имеет прямолинейную форму в случае, когда на нее не воздействует внешняя сила, то есть гибкая основа 311 в зоне 3212 отделения проходит с прямолинейной формой по направлению к расположенному дальше по ходу, опорному колесу, так что в зоне отделения гибкая основа 311 постепенно отделяется от всасывающей поверхности, и, следовательно, сердцевина может быть легко отделена от гибкой основы 311.
[0094] Можно понять, что в данном варианте осуществления удерживающая поверхность представляет собой жесткую поверхность, посредством чего образуется более стабильная опора, и узел 32 всасывания вращается вокруг оси, что обеспечивает возможность получения более устойчивого движения и повышает надежность устройства.
[0095] В соответствии с настоящей заявкой дополнительно предложен способ образования сердцевины одноразового гигиенического изделия, который включает обеспечение наличия устройства для формования сердцевины и впитывающего материала 15, описанных выше, для образования сердцевины одноразового гигиенического изделия, непрерывное прохождение гибкой основы 111 над распределительным каналом 101 и заполнение формообразующего отверстия 1110 гибкой основы 111, расположенного в зоне распределительного канала 101, впитывающим материалом 15 посредством распределительного канала 101 для формирования полотна, соответствующего форме формообразующего отверстия 1110.
[0096] Можно понять, что способ дополнительно включает этап диспергирования впитывающего материала 15 перед распределением впитывающего материала 15 в формообразующее отверстие 1110 гибкой основы 111, расположенное в зоне распределительного канала 101, для образования сердцевины, которая соответствует форме формообразующего отверстия 1110. Диспергирование впитывающего материала 15 может представлять собой, в частности, измельчение исходного материала для впитывающего материала 15 и его захват воздушным потоком, например, измельчение плиты из вспушенной целлюлозы посредством пульверизатора для образования диспергированных волокон вспушенной целлюлозы.
[0097] В варианте осуществления способ дополнительно включает этап наложения материала 131 в виде ленты на узле 12 всасывания перед распределением впитывающего материала 15 в формообразующее отверстие 1110 гибкой основы 111, расположенное в зоне распределительного канала 101, для образование сердцевины, которая соответствует форме формообразующего отверстия 1110.
[0098] В варианте осуществления после распределения впитывающего материала 15 в формообразующее отверстие 1110 гибкой основы 111, расположенное в зоне распределительного канала 101, для образование сердцевины, которая соответствует форме формообразующего отверстия 1110, способ дополнительно включает этап отделения сердцевины от гибкой основы 111.
[0099] В данном документе описаны только предпочтительные варианты осуществления настоящей заявки, не накладывающие никакого ограничения на объем охраны настоящей заявки. Любая эквивалентная конструкция или любой эквивалентный процесс из описания и чертежей настоящей заявки, или прямое или непрямое применение в других смежных областях в равной степени охватываются объемом охраны настоящей заявки.
| название | год | авторы | номер документа |
|---|---|---|---|
| БЕСЦЕЛЛЮЛОЗНАЯ ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА И СПОСОБ ФОРМИРОВАНИЯ СЕРДЦЕВИНЫ | 2015 |
|
RU2665904C1 |
| Жесткое формовочное устройство с извлечением из формы | 2021 |
|
RU2815397C2 |
| ОДНОРАЗОВАЯ ВПИТЫВАЮЩАЯ СЕРДЦЕВИНА И ОДНОРАЗОВЫЙ ВПИТЫВАЮЩИЙ КОМПЛЕКТ, ВКЛЮЧАЮЩИЙ ЕЕ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2713246C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОГЛОЩАЮЩЕЙ СЕРДЦЕВИНЫ, ИМЕЮЩЕЙ РАСПОЛОЖЕННЫЕ КОНЦЕНТРИЧЕСКИ ПОГЛОЩАЮЩИЕ ЗОНЫ | 2009 |
|
RU2501540C2 |
| ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ФОРМИРОВАНИЯ ВПИТЫВАЮЩИХ СЕРДЦЕВИН | 2016 |
|
RU2698084C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2586210C2 |
| ВПИТЫВАЮЩИЕ СЕРДЦЕВИНЫ И СПОСОБЫ ФОРМИРОВАНИЯ ВПИТЫВАЮЩИХ СЕРДЦЕВИН | 2016 |
|
RU2712200C1 |
| РАСПУШЕННАЯ ЦЕЛЛЮЛОЗА И СЕРДЦЕВИНА С ВЫСОКИМ СОДЕРЖАНИЕМ САП | 2013 |
|
RU2641136C2 |
| ПОГЛОЩАЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ПОГЛОЩАЮЩУЮ СЕРДЦЕВИНУ, ИМЕЮЩУЮ РАСПОЛОЖЕННЫЕ КОНЦЕНТРИЧЕСКИ ПОГЛОЩАЮЩИЕ ЗОНЫ | 2009 |
|
RU2520932C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВОЛОКНИСТОГО ИЗДЕЛИЯ С ОБЪЕМНЫМ КОНТУРОМ | 2011 |
|
RU2577489C2 |
Предложено гибкое устройство (11) для извлечения из формы, содержащее гибкую основу (111) и приводное устройство (112). Множество формообразующих отверстий (1110) выполнены в гибкой основе (111) и проходят сквозь нее в направлении толщины гибкой основы (111). Приводное устройство (112) обеспечивает приведение гибкой основы (111) в непрерывное движение в заданном направлении. Приводное устройство (112) содержит ведущее колесо (1121), опорное колесо (1122) и транспортирующую ленту (1123), которая надета между ведущим колесом (1121) и опорным колесом (1122). Гибкая основа (111) закреплена на транспортирующей ленте (1123). С одной стороны, узел извлечения из формы больше не имеет жесткой конструкции. С другой стороны, поскольку гибкая основа (111) может быть закреплена на транспортирующей ленте (1123) посредством соединительного элемента (1130), гибкая основа (111) может быть легко заменена. Между тем, когда соединительный элемент (1130) выполнен с выступом и ведущее колесо (1121) выполнено с соответствующей зажимной канавкой (11211), можно легко поддерживать точность размеров формообразующих отверстий (1110) в гибкой основе (111). Кроме того, предложено устройство для формования сердцевин, в котором применяется гибкое устройство (11) для извлечения из формы. 3 н. и 11 з.п. ф-лы, 10 ил.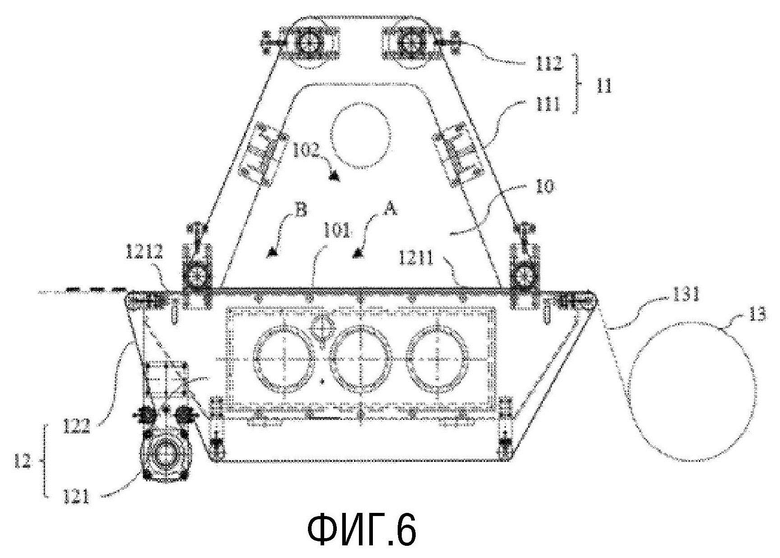
1. Гибкое устройство для извлечения из формы, предназначенное для образования сердцевины одноразового гигиенического изделия, содержащее гибкую основу и приводное устройство, при этом гибкая основа выполнена с множеством формообразующих отверстий, проходящих через гибкую основу вдоль направления ее толщины, приводное устройство выполнено с возможностью приведения гибкой основы в непрерывное движение в заданном направлении, приводное устройство содержит ведущее колесо, опорное колесо и транспортирующую ленту, надетую между ведущим колесом и опорным колесом, причем гибкая основа закреплена на транспортирующей ленте.
2. Гибкое устройство для извлечения из формы по п. 1, в котором гибкая основа закреплена на транспортирующей ленте с возможностью отсоединения посредством множества соединительных элементов, причем гибкая основа соединена с образованием соединения «голова к хвосту» вдоль направления ее длины в виде петли.
3. Гибкое устройство для извлечения из формы по п. 2, в котором каждый соединительный элемент содержит зажимную планку, причем на периферии ведущего колеса расположено множество зажимных канавок, каждая из которых расположена соответственно зажимной планке.
4. Гибкое устройство для извлечения из формы по п. 3, в котором транспортирующая лента представляет собой синхронный ремень, имеющий множество первых зубьев, причем ведущее колесо имеет вторые канавки, соответствующие первым зубьям, при этом расстояние между соседними зажимными канавками превышает расстояние между соседними вторыми канавками, а глубина зажимной канавки превышает глубину второй канавки.
5. Гибкое устройство для извлечения из формы по п. 3, в котором зажимная планка имеет первую боковую поверхность, обращенную к средней части транспортирующей ленты, причем первая боковая поверхность расположена наклонно; зажимная канавка имеет первую боковую стенку, сопрягающуюся с первой боковой поверхностью, при этом первая боковая стенка также расположена наклонно.
6. Гибкое устройство для извлечения из формы по п. 5, в котором предусмотрены две зажимные планки, при этом первые боковые поверхности двух зажимных планок имеют наклон в противоположных направлениях и по направлению друг к другу.
7. Устройство для формования сердцевин, содержащее гибкое устройство для извлечения из формы по любому из пп. 1-6 и дополнительно содержащее узел формования и узел всасывания, при этом
узел формования содержит полость и распределительный канал, выполненный с возможностью распределения впитывающего материала;
узел всасывания содержит зону всасывания, соединенную с системой создания отрицательного давления, при этом зона всасывания и распределительный канал расположены на расстоянии друг от друга и противоположно друг другу; при перемещении гибкой основы, предусмотренной в гибком устройстве для извлечения из формы и имеющей формообразующие отверстия, между распределительным каналом и зоной всасывания узел формования обеспечивает заполнение формообразующих отверстий гибкой основы впитывающим материалом посредством распределительного канала для формирования полотна, соответствующего форме формообразующего отверстия.
8. Устройство для формования сердцевины по п. 7, в котором узел всасывания дополнительно содержит удерживающее устройство, при этом удерживающее устройство имеет по меньшей мере одну удерживающую поверхность, так что удерживающая поверхность и формообразующее отверстие совместно образуют формообразующую полость с удерживающей поверхностью в качестве нижней части и боковой стенкой формообразующего отверстия в качестве стеновой части, что обеспечивает возможность заполнения формообразующей полости впитывающим материалом для формирования полотна, при этом удерживающая поверхность представляет собой плоскую поверхность или криволинейную поверхность.
9. Устройство для формования сердцевины по п. 8, в котором удерживающее устройство содержит удерживающую сетку, причем удерживающая поверхность представляет собой боковую поверхность удерживающей сетки, обращенную к распределительному каналу.
10. Устройство для формования сердцевины по п. 8, в котором дополнительно предусмотрен узел наложения материала в виде ленты, размещенный по ходу перед узлом всасывания, для перемещения материала в виде ленты к узлу всасывания, при этом материал в виде ленты представляет собой пористый сетчатый лист и выполнен с возможностью перемещения между распределительным каналом и зоной всасывания, гибкая основа наложена на материал в виде ленты, а удерживающая поверхность представляет собой боковую поверхность материала в виде ленты, обращенную к распределительному каналу.
11. Устройство для формования сердцевины по п. 7, в котором узел всасывания содержит всасывающую полость, при этом всасывающая полость имеет открытую часть, причем открытая часть имеет всасывающую поверхность, имеющую зону всасывания и зону отделения, при этом зона всасывания расположена соответственно распределительному каналу, а зона отделения расположена по ходу за распределительным каналом и несоответственно разделительному каналу, при этом гибкая основа отделяется от всасывающей поверхности в зоне отделения.
12. Устройство для формования сердцевины по п. 7, в котором форма формообразующего отверстия является правильной или неправильной, при этом сердцевина имеет форму наружного контура, соответствующую форме формообразующего отверстия.
13. Способ образования сердцевины, включающий этапы, на которых: обеспечивают наличие устройства для формования сердцевины и впитывающего материала по любому из пп. 7-12, обеспечивают непрерывное прохождение гибкой основы над распределительным каналом и с помощью узла формования заполняют формообразующее отверстие впитывающим материалом посредством распределительного канала для формирования полотна, соответствующего форме формообразующего отверстия, при перемещении формообразующего отверстия между распределительным каналом и зоной всасывания.
14. Способ образования сердцевины по п. 13, дополнительно включающий этап диспергирования впитывающего материала и этап наложения материала в виде ленты на узле всасывания перед заполнением формообразующего отверстия впитывающим материалом, которое осуществляется с помощью узла формования посредством распределительного канала.
| CN 105813609 A, 27.07.2016 | |||
| CN 103948471 A, 30.07.2014 | |||
| US 2005167874 A1, 04.08.2005 | |||
| RU 2016117152 A, 10.11.2017. |

