ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Область настоящего изобретения в общем относится к впитывающим сердцевинам и способам изготовления впитывающих сердцевин для применения во впитывающих изделиях, и точнее к бесцеллюлозным впитывающим сердцевинам и способам формирования бесцеллюлозных впитывающих сердцевин для применения во впитывающих изделиях, таких как подгузники, трусы для приучения к горшку, продукты для страдающих недержанием, одноразовое белье, медицинские предметы одежды, гигиенические изделия для женщин, впитывающие купальные костюмы и т. п.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Впитывающие сердцевины применяются в разных типах продуктов для того, чтобы контролировать и вмещать биологические жидкости и другие биологические выделения. Многие существующие впитывающие сердцевины содержат целлюлозный пух, который впитывает выделяемые жидкости. Существующие впитывающие изделия также могут содержать зернистый впитывающий материал, такой как сверхвпитывающий материал, смешанный с целлюлозным пухом. Зернистый впитывающий материал имеет большую впитывающую способность, чем целлюлозный пух, при этом включение зернистого впитывающего материала может значительно увеличить впитывающую способность впитывающих сердцевин. В этих примерах целлюлозный пух служит не только для впитывания выделяемых жидкостей, но и для стабилизации зернистого впитывающего материала, например, сохраняет местоположение зернистого впитывающего материала в пределах впитывающей сердцевины. Однако целлюлозный пух в этих впитывающих сердцевинах значительно увеличивает объем впитывающих сердцевин. Соответственно, могут быть желательны впитывающие сердцевины, обладающие высокой впитывающей способностью, но не содержащие целлюлозный пух или существенное количество целлюлозного пуха для уменьшения объема.
КРАТКОЕ ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение в общем относится к впитывающим сердцевинам и способам изготовления впитывающих сердцевин для применения во впитывающих изделиях, и точнее к бесцеллюлозным впитывающим сердцевинам и способам формирования бесцеллюлозных впитывающих сердцевин для применения во впитывающих изделиях, таких как подгузники, трусы для приучения к горшку, продукты для страдающих недержанием, одноразовое белье, медицинские предметы одежды, гигиенические изделия для женщин, впитывающие купальные костюмы и т. п.
В первом варианте осуществления способ формирования впитывающей сердцевины может включать перемещение формующего элемента в машинном направлении, причем формующий элемент имеет перфорированную формующую поверхность, создание перепада давления на перфорированной формующей поверхности, продвижение базового несущего листа на перфорированную формующую поверхность в машинном направлении, наложение первого связующего вещества на базовый несущий лист, а также наложение первого количества зернистого материала на первое связующее вещество по первой ширине в направлении, поперечном машинному. В некоторых вариантах осуществления способ может также включать нанесение матрицы материала на первое количество зернистого материала по второй ширине в направлении, поперечном машинному, причем матрица материала содержит второе количество зернистого материала и второе связующее вещество, при этом вторая ширина в направлении, поперечном машинному, меньше, чем первая ширина в направлении, поперечном машинному, причем второе количество зернистого материала и связующее вещество предварительно смешивают до нанесения на первое количество зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно первому варианту осуществления способ может также включать наложение третьего связующего вещества на первое количество зернистого материала до нанесения матрицы материала на первое количество зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления третье связующее вещество может представлять собой наносимое распылением связующее вещество на водной основе (SAAB).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления способ может также включать наложение верхнего несущего листа на матрицу материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления способ может также включать складывание базового несущего листа для формирования верхнего несущего листа.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления третье связующее вещество можно наложить на матрицу материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления способ может также включать наложение верхнего несущего листа на третье связующее вещество.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления вторая ширина в направлении, поперечном машинному, может иметь величину, составляющую от одной четверти до трех четвертей величины первой ширины в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления базовый несущий лист может содержать левую краевую область, центральную область и правую краевую область, причем матрица материала может размещаться по всей центральной области так, что центральная область имеет большую плотность, чем первая краевая область или вторая краевая область.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления плотность центральной области может составлять от 150% до 400% плотности первой краевой области или второй краевой области.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления по меньшей мере 33% общего количества зернистого материала впитывающей сердцевины может располагаться в пределах центральной области.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления способ может также включать наложение целлюлозных волокон на базовый несущий лист.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления целлюлозные волокна и первое количество зернистого материала смешиваются.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления первое количество зернистого материала может содержать сверхвпитывающий материал (SAM).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления второе количество зернистого материала может содержать сверхвпитывающий материал (SAM).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 25% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 50% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к первому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 75% по весу от общего содержания зернистого материала впитывающей сердцевины.
Во втором варианте осуществления способ формирования впитывающей сердцевины может включать продвижение базового несущего листа на перфорированный формующий элемент в машинном направлении, создание перепада давления на перфорированном формующем элементе и нанесение матрицы материала на базовый несущий лист по первой ширине в направлении, поперечном машинному, причем матрица материала содержит первое количество зернистого материала и первое связующее вещество. В некоторых дополнительных вариантах осуществления способ может также включать наложение второго количества зернистого материала на базовый несущий лист и матрицу материала по второй ширине в направлении, поперечном машинному, причем первая ширина в направлении, поперечном машинному, меньше, чем вторая ширина в направлении, поперечном машинному, при этом первое количество зернистого материала и связующее вещество предварительно смешивают до нанесения на базовый несущий лист.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно второму варианту осуществления способ также может включать наложение верхнего несущего листа на второе количество зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления первая ширина в направлении, поперечном машинному, может иметь величину, составляющую от одной четверти до трех четвертей величины второй ширины в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления первая ширина в направлении, поперечном машинному, имеет величину, составляющую от одной трети до двух третей величины второй ширины в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления способ также может включать нагнетание воздуха по направлению к потокам зернистого материала и связующего вещества для смешения потоков зернистого материала и связующего вещества до нанесения зернистого материала и связующего вещества в качестве матрицы материала на формующую поверхность.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления первое количество зернистого материала также может содержать целлюлозные волокна.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления первое количество зернистого материала может содержать сверхвпитывающий материал (SAM).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления второе количество зернистого материала может содержать SAM.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления второе количество зернистого материала может содержать смесь целлюлозных волокон и зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления способ также может включать наложение второго связующего вещества на базовый несущий лист.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления способ также может включать наложение второго связующего вещества на первое количество зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления способ также может включать наложение третьего связующего вещества на верхний несущий лист.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления зернистый материал в пределах матрицы материала может содержать по меньшей мере 25% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления базовый несущий лист может содержать левую краевую область, центральную область и правую краевую область, причем центральная область может иметь большую плотность, чем первая краевая область или вторая краевая область после наложения второго количества зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления плотность центральной области может составлять от 150% до 400% плотности первой краевой области или второй краевой области после наложения второго количества зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления способ также может включать наложение второго связующего вещества на второе количество зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно ко второму варианту осуществления второе связующее вещество может представлять собой наносимое распылением связующее вещество на водной основе (SAAB).
В третьем варианте осуществления устройство для формирования впитывающей сердцевины может содержать формующий элемент, имеющий формующую поверхность с возможностью перемещения в машинном направлении, причем формующая поверхность имеет ширину формующей поверхности, проходящую в направлении, поперечном машинному, первое приспособление для нанесения связующего вещества, камеру для подачи зернистого материала, первую камеру для подачи зернистого материала, содержащую первое впускное отверстие для зернистого материала, которое выполнено с возможностью выдачи первого количества зернистого материала в направлении формующей поверхности, а также узел для подачи матрицы, причем узел для подачи матрицы содержит второе впускное отверстие для зернистого материала и одно или более сопел для нанесения связующего вещества, выполненных с возможностью выдачи второго количества зернистого материала и связующего вещества в направлении формующей поверхности таким образом, чтобы второе количество зернистого материала и связующее вещество смешивались до нанесения на формующую поверхность.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно третьему варианту осуществления камера для подачи зернистого материала может быть выполнена с возможностью выдачи первого количества зернистого материала в направлении формующей поверхности таким образом, чтобы первое количество зернистого материала наносилось на формующую поверхность по первой ширине в направлении, поперечном машинному, узел для подачи матрицы может быть выполнен с возможностью выдачи второго количества зернистого материала и связующего вещества в направлении формующей поверхности таким образом, чтобы второе количество зернистого материала и связующее вещество наносились на формующую поверхность по второй ширине в направлении, поперечном машинному, причем вторая ширина в направлении, поперечном машинному, может быть меньше первой ширины в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления вторая ширина в направлении, поперечном машинному, может иметь величину, составляющую от одной четверти до трех четвертей величины первой ширины в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к третьему варианту осуществления первая камера для подачи зернистого материала может располагаться перед узлом для подачи матрицы в машинном направлении.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к третьему варианту осуществления узел для подачи матрицы может располагаться перед камерой для подачи зернистого материала в машинном направлении.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к третьему варианту осуществления устройство также может содержать третье приспособление для нанесения связующего вещества, расположенное за первым приспособлением для нанесения связующего вещества в машинном направлении.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления первое приспособление для нанесения связующего вещества может быть выполнено с возможностью выдачи термоплавкого связующего вещества, а третье приспособление для нанесения связующего вещества может быть выполнено с возможностью выдачи наносимого распылением связующего вещества на водной основе (SAAB).
В четвертом варианте осуществления впитывающая сердцевина может содержать базовый несущий лист, первое связующее вещество, расположенное непосредственно на по меньшей мере часть базового несущего листа, первое количество зернистого материала, расположенного на первом связующем веществе, матрицу материала, содержащую второе количество зернистого материала и связующее вещество, расположенные на первом количестве зернистого материала, а также верхний несущий лист, расположенный на матрице материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно четвертому варианту осуществления впитывающая сердцевина также может содержать второе связующее вещество, расположенное на первом количестве зернистого материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно вышеуказанному варианту осуществления впитывающая сердцевина также может содержать третье связующее вещество, расположенное на матрице материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно четвертому варианту осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления впитывающая сердцевина также может содержать второе связующее вещество, расположенное на матрице материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления первое количество зернистого материала также может содержать целлюлозные волокна.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления первое количество зернистого материала может содержать сверхвпитывающий материал (SAM).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала может содержать SAM.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления базовый несущий лист и верхний несущий лист могут представлять собой один несущий лист.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления впитывающая сердцевина может иметь длину в машинном направлении и ширину в направлении, поперечном машинному, причем ширина матрицы материала в направлении, поперечном машинному, может быть меньше ширины первого количества зернистого материала в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 25% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 50% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала в слое матрицы может содержать по меньшей мере 75% по весу от общего содержания зернистого материала впитывающей сердцевины.
В пятом варианте осуществления впитывающая сердцевина может содержать один или более внешних листов, формирующих оболочку, причем один или более внешних листов имеют поверхность, ориентированную наружу, и поверхность, ориентированную внутрь, первое количество зернистого материала, расположенного в пределах оболочки, а также матрицу материала, содержащую второе количество зернистого материала и связующее вещество, расположенные рядом с первым количеством зернистого материала в пределах оболочки.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно пятому варианту осуществления впитывающая сердцевина также может содержать связующее вещество, расположенное между первым количеством зернистого материала и поверхностью оболочки, ориентированной внутрь.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к пятому варианту осуществления впитывающая сердцевина также может содержать связующее вещество, расположенное между матрицей материала и поверхностью оболочки, ориентированной внутрь.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к пятому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 25% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 50% по весу от общего содержания зернистого материала впитывающей сердцевины.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к четвертому варианту осуществления второе количество зернистого материала может содержать по меньшей мере 75% по весу от общего содержания зернистого материала впитывающей сердцевины.
В шестом варианте осуществления впитывающая сердцевина может содержать базовый несущий лист, имеющий ширину несущего листа в направлении, поперечном машинному, первое связующее вещество, расположенное непосредственно на базовом несущем листе, первое количество зернистого материала, расположенного на первом связующем веществе, причем первое количество зернистого материала имеет первую ширину зернистого материала в направлении, поперечном машинному, матрицу материала, содержащую второе количество зернистого материала и связующее вещество, расположенные на первом количестве зернистого материала, причем матрица материала имеет ширину матрицы в направлении, поперечном машинному, а также верхний несущий лист, расположенный на матрице материала. В некоторых дополнительных вариантах осуществления ширина матрицы материала в направлении, поперечном машинному, может быть меньше первой ширины зернистого материала в направлении, поперечном машинному.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно шестому варианту осуществления впитывающая сердцевина также может содержать второе связующее вещество, расположенное непосредственно на первом количестве зернистого материала между первым количеством зернистого материала и слоем матрицы материала.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления впитывающая сердцевина также может содержать второе связующее вещество, расположенное на матрице материала между матрицей материала и верхним несущим листом.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления первое связующее вещество и второе связующее вещество могут представлять собой разные связующие вещества.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления первое связующее вещество может представлять собой термоплавкое связующее вещество.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления второе связующее вещество может представлять собой термоплавкое связующее вещество.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления второе связующее вещество может представлять собой наносимое распылением связующее вещество на водной основе (SAAB).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления первое количество зернистого материала также может содержать целлюлозные волокна.
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления первое количество зернистого материала может содержать сверхвпитывающий материал (SAM).
В качестве дополнения или альтернативы, в дополнительных вариантах осуществления согласно любому из вышеуказанных вариантов осуществления применительно к шестому варианту осуществления второе количество зернистого материала может содержать SAM.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 показана схема иллюстративного формующего узла для формирования впитывающих сердцевин.
На фиг. 2 показан вид в перспективе иллюстративного формующего барабана, который может использоваться в узле по фиг. 1.
На фиг. 3 показан вид сбоку иллюстративного формующего барабана и соответствующих компонентов, которые могут использоваться в узле по фиг. 1.
На фиг. 4A показан вид сбоку иллюстративной камеры для подачи зернистого впитывающего материала, которая может использоваться в узле по фиг. 1.
На фиг. 4B показан вид спереди иллюстративной камеры для подачи зернистого впитывающего материала, которая может использоваться в узле по фиг. 1.
На фиг. 5 показано изображение структуры иллюстративной впитывающей сердцевины, которая может быть изготовлена узлом по фиг. 1.
На фиг. 6A показан вид в поперечном сечении иллюстративной впитывающей сердцевины, которая может быть изготовлена узлом по фиг. 1.
На фиг. 6B показан вид в поперечном сечении альтернативной иллюстративной впитывающей сердцевины, которая может быть изготовлена узлом по фиг. 1.
На фиг. 7 показана альтернативная схема иллюстративного формующего узла для формирования впитывающих сердцевин.
На фиг. 8 показан вид в поперечном сечении альтернативной иллюстративной впитывающей сердцевины, которая может быть изготовлена узлом по фиг. 1 или фиг. 7.
На фиг. 9 показан вид в перспективе формующего барабана, содержащего множество закрывающих элементов для формирования впитывающих сердцевин определенной формы.
На фиг. 10 показан вид сверху закрывающего элемента, расположенного на формующем барабане по фиг. 9.
На фиг. 11 показано изображение структуры иллюстративной впитывающей сердцевины определенной формы, которая может быть изготовлена с помощью формующего барабана и закрывающих элементов по фиг. 9 и 10.
На фиг. 12 показана схема иллюстративного формующего узла для формирования впитывающих сердцевин, содержащих как целлюлозный пух, так и зернистый впитывающий материал.
На фиг. 13 показано поперечное сечение иллюстративной впитывающей сердцевины, которая может быть сформирована формующим узлом по фиг. 12.
На фиг. 14A и 14B показаны изображения несущих листов, которые могут использоваться для формирования впитывающих сердцевин.
На фиг. 15A и 15B показаны схематические виды изнутри в направлении сверху вниз иллюстративных компонентов, которые могут использоваться для формирования слоя матрицы из зернистого впитывающего материала и связующего вещества.
На фиг. 16 показан вид сбоку иллюстративных компонентов по фиг. 15A.
На фиг. 17 показан отрезок сформированных впитывающих сердцевин, которые могут быть сформированы с помощью компонентов по фиг. 15A.
На фиг. 18 показано поперечное сечение иллюстративной впитывающей сердцевины, выполненное вдоль линии B—B’ на фиг. 17, которая содержит слой матрицы.
На фиг. 19 показано поперечное сечение другой иллюстративной впитывающей сердцевины, выполненное вдоль линии B––B’ на фиг. 17, которая содержит слой матрицы.
ПОДРОБНОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
При представлении элементов настоящего изобретения или его предпочтительного варианта (предпочтительных вариантов) осуществления употребление терминов в единственном или множественном числе, а также в сопровождении определения «указанный» или «указанные» предусматривает, что существует один или несколько элементов. Термины «содержащий», «включающий» и «имеющий» имеют включающий смысл и означают, что могут существовать дополнительные элементы, отличные от перечисленных. Более того, использование терминов «верхний», «нижний», «поверх», «под» и вариантов данных терминов осуществляют для удобства, и оно не требует какой-либо конкретной ориентации компонентов.
Со ссылкой на графические материалы, на фиг. 1 показано схематическое изображение иллюстративного устройства 20 для формирования впитывающей сердцевины, которое может использоваться для формирования впитывающих сердцевин. Несколько компонентов устройства 20 включают формующий барабан 26 и камеры 60a, 60b для подачи зернистого материала. Соответственно, в некоторых вариантах осуществления устройство 20 может использоваться для формирования впитывающих сердцевин, содержащих зернистый материал. Сверхвпитывающий материал (SAM) является одним примером зернистого материала, предусмотренным настоящим изобретением. В по меньшей мере некоторых из этих вариантов осуществления доля зернистого материала сформированных впитывающих сердцевин может составлять большую часть по весу от содержания впитывающих сердцевин. В других вариантах осуществления доля зернистого материала сформированных впитывающих сердцевин может составлять в пределах 90%—100% по весу от содержания впитывающих сердцевин. Эти впитывающие сердцевины могут быть описаны в настоящем документе как бесцеллюлозные впитывающие сердцевины. В контексте настоящего документа фраза «бесцеллюлозные впитывающие сердцевины» может включать как впитывающие сердцевины, являющиеся полностью бесцеллюлозными, так и впитывающие сердцевины, являющиеся лишь по существу бесцеллюлозными, которые содержат целлюлозные волокна в количестве 0,5%—10% по весу от общего содержания впитывающих сердцевин. Бесцеллюлозные сердцевины могут иметь одно или более преимуществ по сравнению с впитывающими сердцевинами, имеющими более высокую долю целлюлозных волокон. Например, бесцеллюлозные сердцевины могут обладать впитывающими свойствами, такими как впитывающая способность, подобно сердцевинам с более высокой долей целлюлозных волокон. Тем не менее, бесцеллюлозные сердцевины могут иметь меньшие размеры, чем сердцевины, содержащие долю целлюлозной волокнистой массы. В частности, бесцеллюлозные сердцевины могут иметь меньшую толщину по сравнению с сердцевинами с более высокой долей целлюлозных волокон.
В иллюстративном варианте осуществления по фиг. 1 базовый несущий лист 70 может быть развернут из рулона 72 несущего листа. Один или более роликов 74 для перемещения материала могут использоваться для транспортировки базового несущего листа 70 вблизи формующего барабана 26. Находясь вблизи формующего барабана 26, базовый несущий лист 70 может втягиваться в формующий барабан 26 с помощью вакуума, что подробнее описано ниже применительно к фиг. 2 и 3. Формующий барабан 26 вращается в направлении, указанном стрелкой 10, вокруг приводного вала 28, продвигая базовый несущий лист 70 через одну или более ступеней формирования впитывающей сердцевины, окончательным результатом которых являются впитывающие сердцевины 101. Хотя впитывающие сердцевины 101 изображены в виде отдельных панелей, в других вариантах осуществления впитывающие сердцевины 101 могут быть выполнены в форме непрерывной ленты.
В некоторых вариантах осуществления базовый несущий лист 70 может содержать нетканый материал, такой как мелтблаун, спанбонд-мелтблаун-спанбонд (SMS), материал спанлейс или натуральный тканевый материал. Тем не менее, в других вариантах осуществления может использоваться любой другой нетканый материал. Базовый несущий лист 70 должен быть по меньшей мере наполовину проницаемый для воздушного потока. Например, базовый несущий лист 70 должен быть достаточно проницаемым, чтобы воздух мог перемещаться через базовый несущий лист 70 от верхней поверхности, расположенной на удалении от формующей поверхности 24, к нижней поверхности, расположенной вблизи формующей поверхности 24, и в итоге — через формующую поверхность 24 внутрь формующего барабана 26. Некоторые иллюстративные подходящие размеры базового несущего листа 70 включают в себя ширину от приблизительно 7 см до приблизительно 36 см. Некоторые иллюстративные подходящие значения плотности для базового несущего листа 70 варьируются от приблизительно 5 грамм на квадратный метр (г/м2) до приблизительно 50 г/м2. Тем не менее, конкретные размеры и значения плотности, используемые для базового несущего листа 70, могут отличаться, даже выходить за пределы этих диапазонов, на основании конкретного применения или желаемых свойств впитывающих сердцевин 101.
В примере по фиг. 1 базовый несущий лист 70 вначале перемещается через зону 80 нанесения первого связующего вещества, где приспособление 76 для нанесения связующего вещества наносит связующее вещество 78 на базовый несущий лист 70. В некоторых примерах связующее вещество 78 может представлять собой термоплавкое связующее вещество, такое как контактное термоплавкое связующее вещество или бесконтактное термоплавкое связующее вещество. Несмотря на это, в других примерах связующее вещество 78 может представлять собой любое другое подходящее связующее вещество для нанесения на несущий лист. Кроме этого, связующее вещество 78 может быть нанесено с помощью любой подходящей методики или методик нанесения. Например, связующее вещество 78 может быть нанесено путем распыления, нанесения покрытия через щелевое отверстие или любой другой подходящей методикой нанесения.
После выхода из зоны 80 нанесения первого связующего вещества базовый несущий лист 70, который теперь содержит связующее вещество 78, перемещается в область вблизи формующего барабана 26, где базовый несущий лист 70 втягивается в формующий барабан с помощью вакуума. Базовый несущий лист затем поступает в камеру 60a для подачи зернистого материала. Внутри камеры 60a для подачи зернистого материала зернистый материал может быть нанесен на базовый несущий лист 70. Точнее, зернистый материал может быть нанесен на связующее вещество 78, где зернистый материал становится стабилизированным или неподвижным на базовом несущем листе 70 с помощью связующего вещества 78.
Загрузочная воронка 90 на фиг. 1 может содержать зернистый материал, подаваемый к камерам 60a, 60b для подачи зернистого материала. Соединительная труба 68 может быть присоединена непосредственно к загрузочной воронке 90 для транспортировки зернистого материала от загрузочной воронки 90 к камерам 60a, 60b для подачи зернистого материала. В по меньшей мере некоторых вариантах осуществления соединительная труба 68 может содержать измерительное приспособление 92. Измерительное приспособление 92 может представлять собой любое устройство для измерения насыпного материала на основании принципов объема, веса или весового расхода, или т. п. Измерительное приспособление 92 может обеспечить, чтобы только определенное количество (например, по объему или по весу) зернистого материала проходило через соединительную трубу за одну единицу времени. Некоторые иллюстративные подходящие диапазоны для объема зернистого материала, проходящего через измерительное приспособление 92, составляют от приблизительно 5000 грамм в минуту (г/мин) до приблизительно 25000 г/мин. Таким образом, измерительное приспособление 92 может помочь в обеспечении подачи надлежащего количества зернистого материала в камеры 60a, 60b для подачи зернистого материала.
В примере, изображенном на фиг. 1, соединительная труба 68 может разделяться на подающие трубы 64 и 66. Каждая из подающих труб 64 и 66 может поступать в камеры 60a, 60b для подачи зернистого материала, образуя трубопроводы 62a, 62b для подачи зернистого материала. Зернистый материал, подаваемый в камеры 60a, 60b для подачи зернистого материала, может выходить из трубопроводов 62a, 62b для подачи зернистого материала и может быть нанесен на связующее вещество 78 и базовый несущий лист 70. В некоторых альтернативных вариантах осуществления вместо одного измерительного приспособления 92 могут использоваться несколько измерительных приспособлений для обеспечения надлежащей подачи зернистого материала в каждую из камер 60a, 60b для подачи зернистого материала. Например, каждая из подающих труб 64 и 66 может содержать измерительное приспособление, представленное пунктирными прямоугольниками 93a и 93b на фиг. 1, вместо устройства 20, содержащего измерительное приспособление 92.
После выхода из камеры 60a для подачи зернистого материала базовый несущий лист 70, который теперь содержит связующее вещество 78 и зернистый материал, может поступать в зону 81 нанесения второго связующего вещества. В некоторых вариантах осуществления зона 81 нанесения второго связующего вещества может быть подобна зоне 80 нанесения первого связующего вещества. Например, в зоне 81 нанесения второго связующего вещества приспособление 86 для нанесения связующего вещества может наносить связующее вещество 88 на базовый несущий лист 70. Точнее, приспособление 86 для нанесения связующего вещества может наносить связующее вещество 88 на зернистый материал, стабилизированный на базовом несущем листе 70. В некоторых вариантах осуществления связующее вещество 88 может быть таким же, что и связующее вещество 78. Например, связующее вещество 88 также может представлять собой термоплавкое связующее вещество, такое как неконтактное термоплавкое связующее вещество. Связующее вещество 88 также может быть нанесено на базовый несущий лист 70 способом, подобным тому, которым было нанесено связующее вещество 78 на базовый несущий лист 70, таким как нанесение распылением. Несмотря на это, в других вариантах осуществления связующее вещество 88 может представлять собой связующее вещество, отличающееся от связующего вещества 78 типа, и/или может быть нанесено другим способом по сравнению со связующим веществом 78.
В еще одних вариантах осуществления связующее вещество 88 может отличаться от термоплавкого связующего вещества. В некоторых вариантах осуществления связующее вещество 88 может представлять собой наносимое распылением связующее вещество на водной основе (SAAB). Если связующее вещество 88 представляет собой связующее вещество SAAB, связующее вещество 88 может быть нанесено распылением. Реализация связующего вещества 88 в виде связующего вещества SAAB может быть предпочтительной в некоторых вариантах осуществления, поскольку связующие вещества SAAB могут быть способны лучше проникать в зернистый материал, чем термоплавкие связующие вещества, тем самым позволяя лучше стабилизировать зернистый материал, нанесенный на базовый несущий лист 70.
После прохождения через зону 81 нанесения второго связующего вещества базовый несущий лист 70 теперь содержит первое связующее вещество, связующее вещество 78, расположенное на базовом несущем листе 70, первое количество зернистого материала 89 (как можно более детально увидеть на фиг. 6A), расположенное на связующем веществе 78, и второе связующее вещество, связующее вещество 88, расположенное на первом количестве зернистого материала. Базовый несущий лист 70 затем поступает в камеру 60b для подачи зернистого материала. В камере 60b для подачи зернистого материала второе количество зернистого материала наносится на связующее вещество 88 способом, подобным тому, как был нанесен зернистый материал на связующее вещество 78 в камере 60a для подачи зернистого материала.
В некоторых вариантах осуществления зернистый материал, поданный для базового несущего листа 70 в камерах 60a, 60b для подачи зернистого материала, может быть одним и тем же типом зернистого материала. Тем не менее, в других вариантах осуществления тип зернистого материала, поданного для базового несущего листа 70 в камере 60a для подачи зернистого материала, может отличаться от типа зернистого материала, поданного для базового несущего листа 70 в камере 60b для подачи зернистого материала. В таких вариантах осуществления устройство 20 может иметь две отдельные загрузочные воронки, каждая из которых хранит разные типы зернистого материала, в отличие от примера на фиг. 1. Дополнительно, отдельные соединительные и подающие трубы могут присоединяться к каждой из загрузочных воронок и к каждой из камер 60a, 60b для подачи зернистого материала с целью сохранения разделения разных типов зернистых материалов. В качестве альтернативы, устройство 20 по-прежнему может содержать одну загрузочную воронку 90 и соединительные и подающие трубы 68, 64 и 66, как изображено на фиг. 1. В таких вариантах осуществления загрузочная воронка 90 может иметь два раздельных внутренних отделения для сохранения разделения разных типов зернистых материалов. Дополнительно, соединительная труба 68 может содержать отдельные внутренние просветы. Первый из внутренних просветов может соединяться с первым внутренним отделением загрузочной воронки 90 и с подающей трубой 64, в то время как второй из внутренних просветов может соединяться со вторым внутренним отделением загрузочной воронки 90 и с подающей трубой 66.
Как упоминалось ранее, в некоторых вариантах осуществления зернистый материал может представлять собой сверхвпитывающий материал (SAM). Подходящие сверхвпитывающие материалы хорошо известны из уровня техники и легкодоступны от различных поставщиков. Иллюстративные подходящие сверхвпитывающие материалы могут включать BASF 9700, доступный от компании BASF Corporation, чьи офисы находятся в г. Шарлотт, штат Северная Каролина, США; и Evonik 5600, доступный от компании Evonik Industries, чьи офисы находятся в г. Парсипини, штат Нью-Джерси, США.
В других вариантах осуществления зернистый материал может содержать слабовпитывающий материал или невпитывающий материал, такой как древесный уголь, сахар (например, ксилит или т. п.), или инкапсулированный материал. Соответственно, настоящее изобретение предусматривает в любом из раскрытых вариантов осуществления, что поданный зернистый материал может представлять собой или впитывающий материал, невпитывающий материал, или оба этих материала. Например, впитывающий зернистый материал может быть смешан с невпитывающим зернистым материалом, или первая из камер 60a, 60b для подачи зернистого материала может подавать впитывающий зернистый материал, а вторая из камер 60a, 60b для подачи зернистого материала может подавать невпитывающий зернистый материал.
После того, как второе количество зернистого материала нанесено на базовый несущий лист 70, верхний несущий лист 75 может быть наложен на второе количество зернистого материала. Верхний несущий лист 75 может быть развернут из рулона 77 материала верхнего несущего листа и может быть перемещен в область вблизи формующего барабана 26 посредством одного или более роликов 79 для перемещения материала. После того, как верхний несущий лист 75 наложен на второе количество зернистого материала, края верхнего несущего листа 75 и базового несущего листа 70 могут быть соединены друг с другом (не изображено) для формирования бесцеллюлозных впитывающих сердцевин 101. Впитывающие сердцевины 101 затем могут транспортироваться на конвейере 95 для дополнительной обработки.
В некоторых вариантах осуществления ролик 79 для перемещения материала также может выполнять функцию, подобную функции прижимного ролика. Например, ролик 79 для перемещения материала может переместиться таким образом, чтобы находиться в непосредственной близости к конвейеру 95 в области 99, и впитывающая сердцевина 101 может быть сжата для уменьшения объема и/или более надежного соединения частей впитывающей сердцевины 101 друг с другом. Тем не менее, в других вариантах осуществления один или более отдельных роликов, таких как ролики 85, могут выполнять прижимную функцию.
В некоторых альтернативных вариантах осуществления третье связующее вещество может быть нанесено на второе количество зернистого материала перед наложением верхнего несущего листа 75 на второе количество зернистого материала. В некоторых из этих вариантов осуществления устройство 20 может дополнительно содержать зону 91a нанесения третьего связующего вещества. Если устройство 20 содержит зону 91a нанесения третьего связующего вещества, приспособление 96a для нанесения связующего вещества может наносить связующее вещество 98a на второе количество зернистого материала перед наложением верхнего несущего листа 75. В различных вариантах осуществления связующее вещество 98a может быть подобно или связующему веществу 78, или связующему веществу 88, описанным ранее, и может быть нанесено с помощью любого из ранее описанных способов. Тем не менее, в разных вариантах осуществления устройство 20 может содержать зону 91b нанесения третьего связующего вещества вместо зоны 91a нанесения третьего связующего вещества. В этих вариантах осуществления приспособление 96b для нанесения связующего вещества может наносить связующее вещество 98b непосредственно на верхний несущий лист 75, вместо нанесения на второе количество зернистого материала. Дополнительно, связующее вещество 98b может быть подобно или связующему веществу 78, или связующему веществу 88, описанным ранее, за исключение того, что связующее вещество 98b может не быть связующим веществом SAAB, поскольку связующие вещества SAAB могут не подходить для непосредственного нанесения на несущие листы. Кроме этого, связующее вещество 98a может быть нанесено с помощью любого из вышеописанных способов. Это третье связующее вещество, нанесенное приспособлением 96a для нанесения связующего вещества или приспособлением 96b для нанесения связующего вещества, может дополнительно способствовать стабилизации второго количества зернистого материала и/или более надежному присоединению верхнего несущего листа 75 ко второму количеству зернистого материала.
В некоторых вариантах осуществления приспособления 76, 86 и/или 96a или 96b для нанесения связующего вещества могут быть выполнены с возможностью нанесения связующего вещества непрерывным образом. Тем не менее, в других вариантах осуществления приспособления 76, 86 и/или 96a или 96b для нанесения связующего вещества могут быть выполнены с возможностью нанесения связующего вещества прерывистым образом. Например, приспособления 76, 86 и/или 96a или 96b для нанесения связующего вещества могут с перерывами применяться в целевых зонах на базовом несущем листе 70 для способствования стабилизации зернистого материала в областях на базовом несущем листе, которые будут наиболее эффективными для впитывания жидкости в получившихся в результате впитывающих сердцевинах из-за размещения впитывающих сердцевин внутри впитывающего изделия.
Дополнительно, в по меньшей мере некоторых вариантах осуществления приспособления 76, 86 и/или 96a или 96b для нанесения связующего вещества могут наносить связующее вещество координированным прерывистым образом. В этих вариантах осуществления приспособление 86 для нанесения связующего вещества может с перерывами наносить связующее вещество таким образом, что приспособление 86 для нанесения связующего вещества наносит связующее вещество поверх связующего вещества, нанесенного приспособлением 76 для нанесения связующего вещества. После нанесения связующего вещества приспособлением 86 для нанесения связующего вещества, связующее вещество, нанесенное приспособлением 86 для нанесения связующего вещества, будет лежать поверх связующего вещества, нанесенного приспособлением 76 для нанесения связующего вещества. В вариантах осуществления, включающих приспособление 96a или 96b для нанесения связующего вещества, приспособление 96a или 96b для нанесения связующего вещества может наносить связующее вещество прерывистым образом, таким образом связующее вещество, нанесенное приспособлением 96a или 96b для нанесения связующего вещества, лежит поверх связующего вещества, нанесенного приспособлением 76 для нанесения связующего вещества, и связующего вещества, нанесенного приспособлением 86 для нанесения связующего вещества.
На фиг. 2 и 3 подробнее изображены части устройства 20, включая формующий барабан 26. Формующий барабан 26 содержит подвижную, перфорированную формующую поверхность 24, обозначенную штриховкой на фиг. 2, которая проходит по окружности формующего барабана 26. Формующий барабан 26 установлен на приводном валу 28 и опирается на подшипники 30 (как можно видеть на фиг. 3). Формующий барабан 26 содержит круглую стенку барабана (не изображена), функционально присоединенную к приводному валу 28 барабана и вращаемую им. Вал 28 приводится во вращение подходящим электродвигателем или промежуточным валом (не изображен) в направлении по часовой стрелке, как изображено стрелками на фиг. 3. В некоторых вариантах осуществления стенка барабана может представлять собой первичный, несущий нагрузку элемент, при этом стенка барабана может проходить, в целом, в радиальном направлении и по окружности вокруг приводного вала 28 барабана.
Вакуумпровод 36, расположенный в радиальном направлении внутри формующей поверхности 24, проходит над дугой внутренней части формующего барабана 26. Вакуумпровод 36 находится в сообщении по текучей среде с формующей поверхностью 24 для вытягивания воздуха через формующую поверхность 24. Вакуумпровод 36 установлен на трубопроводе 40 для подачи вакуума, присоединенном к источнику 42 вакуума, и находится с ним в сообщении по текучей среде. Источник 42 вакуума может представлять собой, например, вытяжной вентилятор и может создавать вакуум внутри формующего барабана, который может составлять от приблизительно 2 дюймов H20 до приблизительно 40 дюймов H20. Помимо помощи в сцеплении базового несущего листа 70 с формующем барабаном 26, по мере того, как базовый несущий лист 70 продвигается вокруг формующего барабана, вакуум, созданный источником 42 вакуума, может способствовать вытягиванию зернистого материала, выходящего из трубопроводов 62a, 62b для подачи зернистого материала, к формующей поверхности 24. Этот вакуум может способствовать распределению зернистого материала на формующей поверхности 24 и способствовать обеспечению более равномерного распределения зернистого материала вдоль направления 56 базового несущего листа 70, поперечного машинному.
Вакуумпровод 36 присоединен к трубопроводу 40 для подачи вакуума вдоль наружной периферической поверхности трубопровода 40 для подачи вакуума и проходит по окружности вокруг по меньшей мере части трубопровода 40 для подачи вакуума. Вакуумпровод 36 выступает в радиальном направлении наружу из трубопровода 40 для подачи вакуума по направлению к формующей поверхности 24 и содержит разнесенные в осевом направлении боковые стенки 34 и разнесенные под углом торцевые стенки 46.
Вал 28 проходит через стенку барабана и в трубопровод 40 для подачи вакуума, где он помещается в подшипник 30. Подшипник 30 плотно соединен с трубопроводом 40 для подачи вакуума, таким образом воздух не всасывается вокруг вала 28, где он входит в трубопровод 40 для подачи вакуума.
Как изображено в качестве иллюстрации, трубопровод 40 для подачи вакуума может содержать торцевую стенку 48 трубопровода и периферийную стенку 50, которая разграничивает размер и форму трубопровода 40 для подачи вакуума. Трубопровод 40 для подачи вакуума может иметь любую подходящую форму поперечного сечения. В проиллюстрированной конфигурации трубопровод 40 для подачи вакуума имеет, в целом, круглую форму поперечного сечения. Трубопровод 40 для подачи вакуума может быть функционально удержан в положении с любой подходящей опорной конструкцией. Опорная конструкция может также быть сопряжена и соединена с дополнительными компонентами или элементами, которые функционально поддерживают части конструкции трубопровода 40 для подачи вакуума, которые зацепляются с приводным валом 28 барабана. Например, в иллюстративном варианте осуществления одна или более опор могут быть соединены с подшипником 30, и весь трубопровод 40 для подачи вакуума может поддерживаться верхним держателем (не изображен).
В проиллюстрированном варианте осуществления стенки 34 проходят, в целом, в радиальном направлении и по окружности вокруг трубопровода 40 для подачи вакуума. Ободок 52 барабана соединен со стенками 34 и выполнен и расположен с возможностью обеспечения по существу свободного перемещения воздуха через толщину ободка 52 барабана. Ободок 52 барабана, как правило, имеет цилиндрическую форму и проходит вдоль направления оси 53 барабана и по окружности вокруг оси 53 барабана. Как изображено в качестве иллюстрации, ободок 52 барабана может поддерживаться стенками 34 и проходить между ними.
Со ссылкой на фиг. 2 и 3, формующая поверхность 24 может быть предусмотрена вдоль наружной, цилиндрической поверхности формующего барабана 26 и может проходить вдоль осевого направления и направления по окружности формующего барабана. Направление по окружности представляет собой, в целом, машинное направление 54, а осевое направление представляет собой, в целом, направление 56, поперечное машинному. Структура формующей поверхности 24 может состоять из узла и может содержать перфорированный элемент 58, который функционально соединен и сопряжен с формующим барабаном 26. В некоторых предусмотренных вариантах осуществления перфорированный элемент 58 может состоять из системы из нескольких закладных деталей. Иллюстративные перфорированные элементы, которые могут использоваться в сочетании с настоящим изобретением, дополнительно описаны в патенте США № 6630088 под названием «Forming media with enhanced air flow properties», поданном 23 октября 2000 г.
Формующая поверхность 24 может быть функционально удержана и установлена на ободке 52 барабана путем применения любого подходящего механизма скрепления. В качестве одного наглядного примера, система гаек и болтов может применяться для крепления формующей поверхности 24 к функциональной группе установочных колец. В таком примере установочные кольца могут быть функционально установлены на ободке 52 барабана и прикреплены к нему. В других вариантах осуществления перфорированный элемент 58 может быть выполнен как единое целое с формующим барабаном 26.
Хотя на фиг. 2 это не изображено, одна или более закрывающих пластин могут быть прикреплены к формующему барабану 26 поверх формующей поверхности 24, как подробнее описано ниже. Например, закрывающие пластины могут быть прикреплены к ободку 52 барабана или, в качестве альтернативы, к перфорированному формующему элементу 58. Закрывающие пластины могут закрывать часть формующей поверхности 24 для того, чтобы блокировать вакуум в определенных частях формующей поверхности. Закрывающие пластины могут позволить формировать на формующем барабане 26 впитывающие сердцевины разных форм, как будет подробнее описано ниже.
Подходящие системы формующего барабана для использования с настоящим изобретением хорошо известны в данной области техники. Например, см. патент США № 4666647 под названием «APPARATUS AND METHOD FOR FORMING A LAID FIBROUS WEB», выданный K. Enloe и соавт. 19 мая 1987 г.; и патент США № 4761258 под названием «CONTROLLED FORMATION OF LIGHT AND HEAVY FLUFF ZONES», выданный K. Enloe 2 августа 1988 г.; полные раскрытия которых включены в настоящий документ посредством ссылки в порядке, который соответствует настоящему раскрытию. Другие системы формующего барабана описаны в патенте США № 6330735 под названием «APPARATUS AND PROCESS FOR FORMING A LAID FIBROUS WEB WITH ENHANCED BASIS WEIGHT CAPABILITY», выданном J. T. Hahn и соавт. 18 декабря 2001 г., полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который соответствует настоящему раскрытию. Системы для формующих поверхностей описаны в патенте США № 63630088 под названием «FORMING MEDIA WITH ENHANCED AIR FLOW PROPERTIES», выданном Michael Barth Venturino и соавт. 7 октября 2003 г., полное раскрытие которого включено в настоящий документ посредством ссылки в порядке, который соответствует настоящему раскрытию.
На фиг. 3 хорошо видны дополнительные признаки камер 60a, 60b для подачи зернистого материала. Например, камеры 60a, 60b для подачи зернистого материала дополнительно изображают трубопроводы 62a, 62b для подачи зернистого материала, оканчивающиеся впускными отверстиями 61a, 61b. Впускные отверстия 61a, 61b, например плоскость отверстия трубопроводов 62a, 62b для подачи зернистого материала, могут размещаться внутри камер 60a, 60b для подачи зернистого материала таким образом, что впускные отверстия 61a, 61b в общем параллельны земле 94 и/или основанию формующего барабана 87. В этих вариантах осуществления зернистый материал, подаваемый из впускных отверстий 61a, 61b, может выходить из впускных отверстий 61a, 61b в виде потока, который по существу перпендикулярен земле 94 и/или основанию формующего барабана 87. Дополнительно, обе камеры 60a, 60b для подачи зернистого материала расположены на верхней половине формующего барабана 26. В этой конфигурации зернистый материал, подаваемый из камер 60a, 60b для подачи зернистого материала, может падать под действием силы тяжести к формующему барабану, вместо необходимости в дополнительной энергии для толкания зернистого материала к формующему барабану 26, противодействуя силе тяжести.
Тем не менее, в других вариантах осуществления впускные отверстия 61a, 61b могут быть наклонены относительно земли 94 и/или основания формующего барабана 87. Например, впускные отверстия 61a, 61b могут образовывать угол 97 относительно земли 94 и/или основания формующего барабана 87 (изображено только применительно к впускному отверстию 61a на фиг. 3), величина которого составляет от приблизительно 1 градуса до приблизительно 45 градусов. В других вариантах осуществления впускные отверстия 61a, 61b могут образовывать угол 97 относительно земли 94 и/или основания формующего барабана 87, таким образом впускные отверстия 61a, 61b направлены по касательной к формующему барабану 26.
На фиг. 4A и 4B изображены разные увеличенные виды камеры 60a для подачи зернистого материала. На фиг. 4A изображен увеличенный вид камеры 60a для подачи зернистого материала при рассмотрении в машинном направлении 54. На фиг. 4A дополнительно изображены отдельные частицы 89 зернистого материала, которые выходят из впускного отверстия 61a трубопровода 62a для подачи зернистого материала и наносятся на базовый несущий лист 70. Также можно увидеть, что отдельные частицы 89 зернистого материала нанесены и стабилизированы на части базового несущего листа 70, расположенной после камеры 60a для подачи зернистого материала в машинном направлении 54.
Как упоминалось ранее, зернистый материал может быть подан по трубопроводу 62a для подачи зернистого материала из загрузочной воронки 90, результатом чего является подача зернистого материала к впускному отверстию 61a под действием силы тяжести. В некоторых вариантах осуществления отдельные частицы 89 зернистого материала, выходящие из впускного отверстия 61a, могут выходить со скоростью, составляющей менее 1200 метров в минуту (м/мин). В других вариантах осуществления отдельные частицы 89 зернистого материала, выходящие из впускного отверстия 61a, могут выходить со скоростью, составляющей менее 900 м/мин. В еще одних вариантах осуществления отдельные частицы 89 зернистого материала, выходящие из впускного отверстия 61a, могут выходить со скоростью, составляющей менее 600 м/мин. В еще одних вариантах осуществления отдельные частицы 89 зернистого материала, выходящие из впускного отверстия 61a, могут выходить со скоростью, составляющей менее 300 м/мин. Эти скорости отличаются от скорости зернистого материала, который пневматически подают в формующую камеру. Если зернистый материал подают пневматически, минимальная возможная скорость подачи превышает 1200 м/мин, поскольку это скорость, с которой должен двигаться воздух для того, чтобы перемещать частицы зернистого материала. Соответственно, подача зернистого материала под действием силы тяжести в камеру 60a для подачи зернистого материала позволяет вводить отдельные частицы 89 зернистого материала в область вблизи формующего барабана 26 с относительно меньшей скоростью, чем при пневматическом введении зернистого материала. Эта меньшая скорость введения может позволить вакууму формующего барабана 26 в большей степени влиять на отдельные частицы 89 зернистого материала. Таким образом, устройство 20 может достичь более равномерного распределения отдельных частиц 89 зернистого материала на базовом несущем листе 70 в направлении 56, поперечном машинному, чем при пневматическом введении отдельных частиц 89 зернистого материала в камеру 60a для подачи зернистого материала.
На фиг. 4B показан вид изнутри камеры 60a для подачи зернистого материала при рассмотрении в направлении 56, поперечном машинному. Как можно увидеть на фиг. 4B, формующий барабан 26 может иметь ширину 110 барабана и формующая поверхность 24 может иметь ширину 111 формующей поверхности. В общем, ширина 110 барабана будет больше ширины 111 формующей поверхности, поскольку формующий барабан 26 будет содержать ободок 52 барабана. Тем не менее, это не является необходимым во всех вариантах осуществления. На фиг. 4B также изображена формующая поверхность 24 в виде относительно однородной и непрерывной поверхности. Как упоминалось ранее и как будет подробнее описано ниже, в разных вариантах осуществления одна или более закрывающих пластин могут закрывать части формующей поверхности 24.
Также на фиг. 4B изображен трубопровод 62a для подачи зернистого материала и впускное отверстие 61a, имеющее ширину 112 впускного отверстия. В некоторых вариантах осуществления ширина 112 впускного отверстия может быть равна ширине 111 формующей поверхности. Тем не менее, в других вариантах осуществления ширина 112 впускного отверстия может быть меньше или больше ширины 111 формующей поверхности. Например, ширина 112 впускного отверстия может быть равна ширине 110 барабана. В других примерах ширина 112 впускного отверстия может быть меньше ширины 111 формующей поверхности, например составлять от приблизительно одной четверти до приблизительно девяти десятых ширины 111 формующей поверхности. Дополнительно, ширина 112 впускного отверстия может отличаться для каждого из трубопроводов 62a, 62b для подачи зернистого материала.
Трубопровод 62a для подачи зернистого материала может дополнительно иметь вертикальный интервал 114 трубопровода, содержащий некоторое пространство между впускным отверстием 61a трубопровода 62a для подачи зернистого материала и формующей поверхностью 24. В некоторых примерах вертикальный интервал 114 трубопровода может составлять от приблизительно 15 см до приблизительно 100 см.
Как изображено на фиг. 4B, камера 60a для подачи зернистого материала может не быть герметично присоединена к формующему барабану 24. Например, может присутствовать зазор между нижними краями 113 камеры 60a для подачи зернистого материала и формующей поверхностью 24 или формующим барабаном 26. Зазор может иметь пространство 116 зазора, которое может составлять от приблизительно 0,5 см до приблизительно 5 см. В этих вариантах осуществления воздух может поступать в камеру 60a для подачи зернистого материала через пространство 116 зазора, как изображено стрелками 117. Поступление воздуха в камеру 60a для подачи зернистого материала может толкать зернистый материал 89 к центру формующей поверхности 24 во время падения зернистого материала из впускного отверстия 61a к формующей поверхности 24. Это может привести к тому, что ширина в поперечном направлении 56 зернистого материала 89, размещенного на формующей поверхности 24, будет меньше ширины 112 впускного отверстия. Это может привести к большему количеству зернистого материала 89, присутствующего в центральной области сформированных впитывающих сердцевин, чем при отсутствии пространства 116 зазора. В некоторых альтернативных вариантах осуществления пространство 116 зазора может не находиться между нижними краями 113 камеры 60a для подачи зернистого материала и формующей поверхностью 26. Вместо этого, нижние края 113 камеры 60a для подачи зернистого материала могут быть герметично присоединены к формующему барабану 26, и отдельное отверстие может проходить через боковую стенку камеры 60a для подачи зернистого материала для того, чтобы позволить воздуху поступать в камеру 60a для подачи зернистого материала.
Соответственно, в других вариантах осуществления может отсутствовать пространство 116 зазора между нижними краями 113 камеры 60a для подачи зернистого материала и формующей поверхностью 24 или формующим барабаном 26. Например, нижние края 113 камеры 60a для подачи зернистого материала могут соприкасаться с формующей поверхностью 24 или формующим барабаном 26, или один или более заполнителей зазора (не изображены) могут быть расположены таким образом, чтобы закрывать пространство 116 зазора. В этих вариантах осуществления воздух может не входить в пространство 116 зазора. Соответственно, воздух может не сталкиваться с потоком зернистого материала 89 и не толкать зернистый материал 89 внутрь от краев формующей поверхности 24. В этих вариантах осуществления ширина в поперечном направлении 56 зернистого материала 89, размещенного на формующей поверхности 24, может быть приблизительно равна или равна ширине 112 впускного отверстия.
В некоторых дополнительных или альтернативных вариантах осуществления верхняя область камеры 60a для подачи зернистого материала может быть открытой и может позволить воздуху течь в камеру 60a для подачи зернистого материала, как изображено стрелками 119. В этих вариантах осуществления приток воздуха может обеспечить падение зернистого материала 89 к формующей поверхности 24 по более прямолинейной траектории. Например, по мере того, как воздух поступает в камеру 60a для подачи зернистого материала, воздух может притягиваться к формующей поверхности 24 вакуумом в камере 60a и может перемещаться в общем прямолинейно. Воздух может притягивать зернистый материал 89 к формующей поверхности 24, и отдельные исходные положения зернистого материала 89 у впускного отверстия 61a будут сильнее влиять на местоположение зернистого материала 89, размещенного на формующей поверхности 24.
Тем не менее, в еще одних дополнительных или альтернативных вариантах осуществления верхняя область камеры 60a для подачи зернистого материала может быть герметично закрыта и может предотвращать поступление воздуха в камеру 60a для подачи зернистого материала. В этих вариантах осуществления воздух в камере 60a для подачи зернистого материала может быть более турбулентным, чем в вариантах осуществления, где верхняя область камеры 60a для подачи зернистого материала позволяет воздуху поступать внутрь, как показано стрелками 121. В этих вариантах осуществления сравнительно большая турбулентность может привести к падению зернистого материала 89 по существенно менее прямолинейным траекториям, и, следовательно, местоположение зернистого материала 89, размещенного на формующей поверхности 24, может меньше зависеть от его первоначального, исходного положения у впускного отверстия 61a, чем в случаях, когда верхняя область камеры 60a для подачи зернистого материала открыта для воздуха. В по меньшей мере некоторых из этих вариантов осуществления сформированные в результате впитывающие сердцевины могут иметь сравнительно более равномерное распределение зернистого материала 89 как в направлении 56, поперечном машинному, так и в машинном направлении 54.
Хотя на фиг. 4A—B изображена лишь камера 60a для подачи зернистого материала, следует понимать, что камера 60b для подачи зернистого материала может быть подобной изображенной камере 60a для подачи зернистого материала. Тем не менее, также следует понимать, что предусмотренные варианты осуществления настоящего изобретения включают устройства, содержащие камеры 60a, 60b для подачи зернистого материала, отличающиеся друг от друга. Например, камера 60a для подачи зернистого материала может включать первую группу признаков, которые были описаны выше применительно к фиг. 4A—B, в то время как камера 60b для подачи зернистого материала включает вторую, другую группу признаков. В качестве одного наглядного примера, камера 60a для подачи зернистого материала может содержать впускное отверстие, например впускное отверстие 61a, ориентированное в общем параллельно земле 94 и/или основанию формующего барабана 87, в то время как камера 60b для подачи зернистого материала может содержать впускное отверстие, например впускное отверстие 61b, ориентированное под углом 45 градусов относительно земли 94 и/или основания формующего барабана 87. Разумеется, это лишь один пример. В более общем смысле, каждая из камер 60a, 60b для подачи зернистого материала может включать любой из признаков, описанных выше применительно к фиг. 4A—B, и определенная группа признаков каждой из камер 60a, 60b для подачи зернистого материала может отличаться.
На фиг. 5 изображены бесцеллюлозные впитывающие сердцевины 101 в том виде, в котором они могут выходить из устройства 20. В некоторых примерах впитывающие сердцевины 101 могут быть сформированы на непрерывном несущем листе, например базовом несущем листе 70, как изображено на фиг. 1. По мере того, как базовый несущий лист 70, содержащий различные связующие вещества и зернистый материал, выходит из формующего барабана 26, другой непрерывный несущий лист, например верхний несущий лист 75, может быть наложен поверх базового несущего листа 70. Таким образом, устройство 20 может формировать впитывающую сердцевину непрерывной длины. Тем не менее, как упоминалось ранее, в некоторых вариантах осуществления формующая поверхность 24 может содержать один или более закрывающих элементов, которые могут блокировать часть формующей поверхности 24. В таких вариантах осуществления части полученной в результате длины впитывающей сердцевины могут иметь зазоры, не содержащие зернистого материала или содержащие относительно небольшое количество этого материала. Эти зазоры представлены областями 115 зазоров на фиг. 5. При формировании впитывающих сердцевин 101 на формующей поверхности 24, применяемый вакуум будет блокироваться закрывающими частями формующей поверхности, таким образом зернистый материал не будет притягиваться или будет притягиваться его небольшое количество к базовому несущему листу 70 в областях 115 зазоров. Соответственно, в таких вариантах осуществления отдельные впитывающие сердцевины 101 могут быть сформированы на непрерывном базовом несущем листе 70, как изображено на фиг. 5. Базовый несущий лист 70 и верхний несущий лист 75 впоследствии могут быть разрезаны, например вдоль линий 118 разреза, для формирования отдельных впитывающих сердцевин. В по меньшей мере некоторых вариантах осуществления ножевой валик может использоваться для разрезания базового несущего листа 70 и верхнего несущего листа 75 на отдельные впитывающие сердцевины.
На фиг. 6A изображено иллюстративное поперечное сечение впитывающей сердцевины 101, выполненное вдоль линии A—A’ на фиг. 5. В примере по фиг. 6A, впитывающая сердцевина 101 была сформирована с помощью лишь двух связующих веществ. Например, впитывающая сердцевина 101 по фиг. 6A содержит базовый несущий лист 70. Поверх базового несущего листа 70 расположено первое связующее вещество 120, представленное символами «x». Первое связующее вещество 120 в некоторых вариантах осуществления может также содержать связующее вещество, такое как связующее вещество 78, описанное применительно к фиг. 1. Связующее вещество 120 может быть нанесено на базовый несущий лист 70, например, в зоне 80 нанесения первого связующего вещества по фиг. 1.
Поверх первого связующего вещества 120 находится первое количество зернистого материала 122, представленное частицами 89 зернистого материала. Первое количество зернистого материала 122 может быть нанесено на первое связующее вещество 120, например, в камере 60a для подачи зернистого материала по фиг. 1. Толщина первого количества зернистого материала 122 может составлять от приблизительно 0,1 мм до приблизительно 1 мм.
Поверх первого количества зернистого материала 122 расположено второе связующее вещество 124, представленное символами «w». Второе связующее вещество 124 в некоторых вариантах осуществления может представлять собой связующее вещество, такое как связующее вещество 88, описанное применительно к фиг. 1. Второе связующее вещество 122 может быть нанесено на первое количество зернистого материала 122, например, в зоне 81 нанесения второго связующего вещества по фиг. 1.
Поверх второго связующего вещества 124 находится второе количество зернистого материала 126. Второе количество зернистого материала 126 может быть сформировано, например, в камере 60b для подачи зернистого материала по фиг. 1. Толщина второго количества зернистого материала 126 может составлять от приблизительно 0,1 мм до приблизительно 1 мм. Наконец, изображено, что верхний несущий лист 75 расположен поверх второго количества зернистого материала 126.
В некоторых вариантах осуществления некоторое количество связующего вещества 124 может проникать в первое количество зернистого материала 122. Например, в примере по фиг. 6A изображено, что участки первого связующего вещества 124 (представленные символами «w») проникают в первое количество зернистого материала 122 на расстояние 130. В некоторых примерах расстояние 130 может находиться в диапазоне от приблизительно 0,1 мм до приблизительно 1 мм. В общем, если связующее вещество 124 представляет собой связующее вещество SAAB, расстояние 130 может находиться у более высокой границы диапазона, поскольку SAAB может быть более эффективным для проникновения в первое количество зернистого материала 122, чем другие типы связующих веществ, такие как термоплавкое связующее вещество. Большее расстояние проникновения SAAB может обеспечить сравнительно большую стабилизацию зернистого материала 89, чем другие типы связующего вещества, которые имеют меньшую проникающую способность.
На фиг. 6B изображено иллюстративное поперечное сечение альтернативной впитывающей сердцевины 101’, выполненное вдоль линии A—A’ на фиг. 5. В примере по фиг. 6B впитывающая сердцевина 101’ была сформирована с помощью трех разных нанесений связующих веществ. Например, впитывающая сердцевина 101’ по фиг. 6B может быть идентичной впитывающей сердцевине 101 по фиг. 6A за исключением того, что впитывающая сердцевина 101’ по фиг. 6B дополнительно содержит третье связующее вещество 128, которое также представлено символами «w». Причина заключается в том, что в варианте осуществления по фиг. 6B второе связующее вещество 124 и третье связующее вещество 128 являются одним и тем же связующим веществом, таким как связующее вещество SAAB, но могут быть нанесены на разных этапах процесса.
Третье связующее вещество 128 в некоторых вариантах осуществления может представлять собой связующее вещество 98a по фиг. 1. В этих примерах третье связующее вещество 128 может быть нанесено на второе количество зернистого материала 126 в зоне 91a нанесения третьего связующего вещества. Как и в случае со вторым связующим веществом 120, третье связующее вещество 128 может по меньшей мере частично проникать в зернистый материал 89. Расстояние проникновения третьего связующего вещества 120 изображено расстоянием 136 проникновения, которое может находиться в диапазоне от приблизительно 0,1 мм до приблизительно 2 мм. В по меньшей мере некоторых вариантах осуществления третье связующее вещество 128 может проникать через всю многослойную структуру впитывающей сердцевины 101’.
Тем не менее, в других вариантах осуществления третье связующее вещество 128 может отличаться от второго связующего вещества 124. Например, в по меньшей мере некоторых предусмотренных вариантах осуществления третье связующее вещество может быть нанесено на верхний несущий лист 75 вместо второго количества зернистого материала 126. В этих вариантах осуществления третье связующее вещество может представлять собой термоплавкое связующее вещество, а не связующее вещество SAAB, поскольку связующие вещества SAAB могут не подходить для нанесения на несущие листы. Соответственно, третье связующее вещество 128 может быть нанесено на верхний несущий лист, например в зоне 91b нанесения третьего связующего вещества по фиг. 1, вместо зоны 91a нанесения третьего связующего вещества.
В общем, как изображено на фиг. 6A и 6B, впитывающие сердцевины 101 и 101’ могут иметь общие значения толщины 123, 125, соответственно. Некоторые подходящие значения толщины 123, 125 находятся в диапазоне от приблизительно 0,2 мм до приблизительно 2,0 мм. Тем не менее, как будет подробнее описано применительно к фиг. 8, процессы, описанные в настоящем документе, могут также включать дополнительные нанесения связующего вещества и зернистого материала, образуя еще более крупные многослойные структуры.
В других дополнительных или альтернативных вариантах осуществления один или более листов материи или другого нетканого материала могут быть размещены между связующими веществами и зернистым материалом впитывающих сердцевин 101, 101’. Применительно конкретно к фиг. 6A, например, в некоторых вариантах осуществления промежуточная ткань или другой нетканый материал (не изображен) могут быть размещены поверх первого количества зернистого материала 122. Затем, второе количество зернистого материала 126 может быть нанесено на эту промежуточную ткань или другой нетканый материал. В дополнительных вариантах осуществления связующее вещество затем может быть нанесено на многослойную структуру, как изображено на фиг. 6B. Хотя изображены лишь два отдельных нанесения зернистого материала, как будет подробнее описано применительно к фиг. 8, предусмотренные впитывающие сердцевины могут включать любое подходящее количество нанесений зернистого материала. Соответственно, в таких вариантах осуществления промежуточная ткань или другой нетканый лист могут быть расположены между каждым смежным нанесенным слоем зернистого материала.
На фиг. 7 изображено альтернативное устройство 200 для формирования бесцеллюлозной впитывающей сердцевины. Устройство 200 для формирования бесцеллюлозной впитывающей сердцевины в общем может быть подобно устройству 20, отличаясь тем, что вместо использования формующего барабана, устройство 200 для формирования бесцеллюлозной впитывающей сердцевины использует продольный формующий конвейер 226. Хотя устройство 200 может слегка отличаться от устройства 20, способ формирования бесцеллюлозных впитывающих сердцевин с помощью устройства 200 очень похож на процесс, описанный применительно к устройству 20. Например, базовый несущий лист 270 вначале подают на формующий конвейер 226. Базовый несущий лист 270 затем поступает в зону 281 нанесения первого связующего вещества, где приспособление 276 для нанесения связующего вещества наносит связующее вещество 278 на базовый несущий лист 270.
Далее, базовый несущий лист 270 может поступать в камеру 260a для подачи зернистого материала. Зернистый материал может подаваться в камеру 260a для подачи зернистого материала из загрузочной воронки 290 по соединительной трубе 268 и подающей трубе 264. Подающая труба 264 может входить в камеру 260a для подачи зернистого материала и образовывать трубопровод 262a для подачи зернистого материала. Зернистый материал, поданный в трубопровод 262a для подачи зернистого материала, в итоге выходит из трубопровода 262a для подачи зернистого материала через впускное отверстие 261a. В некоторых вариантах осуществления может присутствовать измерительное приспособление 292 для дозировки определенного количества зернистого материала из загрузочной воронки 290 для того, чтобы обеспечить прохождение предопределенного количества зернистого материала в трубопровод 262a для подачи зернистого материала.
Дополнительно, в по меньшей мере некоторых из этих вариантов осуществления вакуумная камера 228a может присутствовать под формующим конвейером. Например, формующий конвейер может иметь перфорированную формующую поверхность (не изображена), и воздух может иметь возможность перемещаться через перфорированную формующую поверхность. В области вакуумной камеры 228a воздух может перемещаться изнутри камеры 260a для подачи зернистого материала через перфорированную формующую поверхность и в канал (не изображен), выходящий из формующего конвейера 226. Это движение воздуха может притягивать зернистый материал, выходящий из впускного отверстия 261a, к формующему конвейеру для размещения на связующем веществе 278 и базовом несущем листе 270, образуя слой, содержащий первый зернистый материал. Хотя вакуумпроводы 228a и 228b изображены лишь вблизи камер 260a, 260b для подачи зернистого материала, в других вариантах осуществления вакуумные камеры 228a, 228b могут проходить за пределы области вокруг камер 260a, 260b для подачи зернистого материала и на большее расстояние применительно к формующему конвейеру 226, чем изображено на фиг. 7.
После выхода из камеры 260a для подачи зернистого материала, базовый несущий лист 270, который теперь содержит связующее вещество 278 и первое количество зернистого материала, поступает в зону 281 нанесения связующего вещества. В зоне 281 нанесения связующего вещества приспособление 286 для нанесения связующего вещества наносит связующее вещество 288 на первое количество зернистого материала, которое было размещено на связующем веществе 278 и базовом несущем листе 270 в камере 260a для подачи зернистого материала.
Базовый несущий лист 270 затем может поступать в камеру 260b для подачи зернистого материала. Зернистый материал может подаваться в камеру 260b для подачи зернистого материала по соединительной трубе 268 и по подающей трубе 266. Подающая труба 266 может входить в камеру 260b для подачи зернистого материала и образовывать трубопровод 262b для подачи зернистого материала, который в свою очередь может оканчиваться впускным отверстием 261b. Зернистый материал, поданный из загрузочной воронки 290, может выходить из впускного отверстия 261b и может быть притянут к связующему веществу 288 с помощью вакуумной камеры 228b. В итоге, второе количество зернистого материала может быть размещено на связующем веществе 288.
Дальнейшие этапы обработки могут быть включены для того, чтобы в итоге сформировать бесцеллюлозные впитывающие сердцевины 301. Например, в некоторых вариантах осуществления верхний несущий лист (не изображен) может быть наложен на второе количество зернистого материала. Дополнительно, может быть включена зона 291 третьего связующего вещества, где приспособление 296 для нанесения связующего вещества наносит третье связующее вещество, связующее вещество 298, на второе количество зернистого материала или, в качестве альтернативы, на верхний несущий лист перед наложением верхнего несущего листа на второе количество зернистого материала. В еще одних вариантах осуществления получившиеся в результате бесцеллюлозные впитывающие сердцевины могут подвергаться дополнительной обработке, например путем прохождения через прижимный ролик или путем разделения ножевым валиком. В общем, любой из дополнительных или альтернативных этапов процесса, описанных в отношении устройства 20, также может быть реализовано в отношении устройства 200.
В дополнительных альтернативных вариантах осуществления следует понимать, что бесцеллюлозные впитывающие сердцевины, предусмотренные настоящим изобретением, не ограничены лишь двумя нанесениями зернистого материала. Например, на фиг. 8 изображена обычная бесцеллюлозная впитывающая сердцевина 101’’, которая может быть сформирована согласно методикам, описанным в настоящем документе, и иметь любое подходящее количество нанесенных слоев зернистого материала. Бесцеллюлозная впитывающая сердцевина 101’’ содержит базовый несущий лист 140, верхний несущий лист 145, а также первое количество зернистого материала 150 и второе количество зернистого материала 151. Бесцеллюлозная впитывающая сердцевина 101’’ дополнительно содержит первое связующее вещество 152 и второе связующее вещество 153. Связующие вещества 152, 153 и первое и второе количества зернистого материала 150, 151 могут быть нанесены способом, подобным тому, что описан применительно к устройству 20 или 200.
Тем не менее, бесцеллюлозная впитывающая сердцевина 101’’ может быть сформирована из любого подходящего количества дополнительных нанесенных слоев связующего вещества и зернистого материала. Например, каждая пара дополнительного нанесения связующего вещества и другого количества зернистого материала может рассматриваться в качестве некой единицы, составляющей впитывающую сердцевину 101’’. Соответственно, устройство 20 или 200 может быть модифицировано таким образом, чтобы включать дополнительные узлы, состоящие из зоны нанесения связующего вещества и камеры для подачи зернистого материала, расположенные после зоны 81 нанесения второго связующего вещества и камеры 60b для подачи зернистого материала или зоны 281 нанесения связующего вещества и камеры 260b для подачи зернистого материала. Для каждого дополнительного узла, состоящего из зоны нанесения связующего вещества и камеры для подачи зернистого материала, бесцеллюлозная впитывающая сердцевина 101’’ может содержать другое связующее вещество и количество зернистого материала. Хотя предусмотрено, что бесцеллюлозная впитывающая сердцевина 101’’ содержит любое количество подходящих дополнительных единиц связующего вещества и зернистого материала, как указано точками 156, некоторое иллюстративное подходящее количество единиц связующего вещества и зернистого материала включает 3, 4, 5, 6 и 7.
Как упоминалось ранее, в некоторых вариантах осуществления один или более закрывающих элементов могут использоваться для создания бесцеллюлозных впитывающих сердцевин определенной формы. На фиг. 9 изображен формующий барабан 26, содержащий иллюстративные закрывающие элементы 160, хотя подобные закрывающие элементы могут использоваться с формующим конвейером 226. Закрывающие элементы 160 закрывают части формующей поверхности 24, образуя узор из имеющих определенную форму открытых участков формующей поверхности 24. Эти имеющие определенную форму открытые участки могут влиять на распределение зернистого материала в получившихся в результате впитывающих сердцевинах, тем самым способствуя созданию впитывающих сердцевин определенной формы.
Хотя на фиг. 9 и 10 изображена лишь одна иллюстративная форма, в других подходящих вариантах осуществления закрывающие элементы 160 могут иметь любое количество разных узоров. В еще одних вариантах осуществления каждый из закрывающих элементов 160 может иметь разные узоры и может быть расположен в любом порядке на формующем барабане 26. Система закрывающих элементов 160, изображенная на фиг. 9, содержит по существу идентичные закрывающие элементы 160, расположенные последовательно вокруг окружности формующего барабана 26. Закрывающие элементы 160 могут быть соединены и прикреплены к формующему барабану 26 и/или формующей поверхности 24 с помощью любых традиционных соединительных или крепежных механизмов. Например, закрывающие элементы 160 могут быть прикреплены к формующей поверхности 24 посредством ряда болтов, вставленных в отверстия в закрывающих элементах 160 и формующей поверхности 24.
Закрывающие элементы 160 могут иметь любую форму, подходящую для установки на формующую поверхность 24. Например, закрывающие элементы 160 могут иметь наружный периметр, который образует по существу прямоугольную форму. Кроме того, закрывающие элементы 160 могут быть слегка искривлены по своей длине в машинном направлении 54 для образования дуги с целью установки на цилиндрическую формующую поверхность 24. В других подходящих вариантах осуществления закрывающие элементы 160 могут быть по существу плоскими с целью установки на плоские формующие поверхности, такие как продольный формующий конвейер 226 устройства 200. Кривая каждого закрывающего элемента 160 может иметь радиус, по существу равный радиусу формующей поверхности 24, для установки закрывающих элементов 160 на формующую поверхность 24. При соединении вместе, последовательность закрывающих элементов 160 может концентричным образом полностью охватывать окружность формующей поверхности 24.
На фиг. 10 изображен увеличенный вид одного иллюстративного закрывающего элемента 160, расположенного поверх формующей поверхности 24. Как можно увидеть на фиг. 10, закрывающий элемент 160 содержит как закрывающие концевые части 162, так и закрывающие боковые части 164. Закрывающие боковые части 164 могут проходить вдоль закрывающего элемента 160 на расстояние 166. Некоторые иллюстративные значения расстояния 166 могут находиться в диапазоне от приблизительно 10 см до приблизительно 30 см. Дополнительно, закрывающие боковые части 164 могут проходить внутрь от краев закрывающего элемента 160 на расстояние 168. Некоторые иллюстративные значения расстояния 168 могут находиться в диапазоне от приблизительно 1 см до приблизительно 5 см. Закрывающие боковые части 164 могут использоваться для формирования области 170 для промежности в получившихся в результате сформированных впитывающих сердцевинах.
Когда закрывающие элементы 160 используются в процессах, описанных применительно к устройству 20 и устройству 200, закрывающие элементы 160 могут влиять на распределение зернистого материала в получившейся в результате впитывающей сердцевине. Как описано ранее, по мере перемещения базового несущего листа вокруг формующего барабана 26, базовый несущий лист может притягиваться к формующей поверхности 24 путем использования вакуума, который втягивает воздух через формующую поверхность 24 и внутрь формующего барабана 26. Дополнительно, по мере того, как базовый несущий лист перемещается через камеру для подачи зернистого материала, зернистый материал может притягиваться к базовому несущему листу с помощью вакуума. При использовании закрывающих элементов 160 базовый несущий лист перемещается вокруг формующего барабана 26 поверх закрывающих элементов 160, которые эффективно блокируют перемещение воздуха через формующую поверхность 24 в закрытых участках. Соответственно, по мере того, как базовый несущий лист перемещается через камеру для подачи зернистого материала, зернистый материал будет притягиваться предпочтительно на базовый несущий лист в открытых участках формующей поверхности 24.
На фиг. 11 изображены иллюстративные впитывающие сердцевины 201 определенной формы, которые могут быть сформированы с помощью закрывающих элементов 160. В примере по фиг. 11 разные области впитывающих сердцевин 201 определенной формы изображены пунктирными линиями. Впитывающие сердцевины 201 определенной формы могут содержать области с относительно большими значениями средней плотности, например внутри областей 170 для промежности и других областей, где формующая поверхность 24 не была закрыта закрывающими элементами 160. Впитывающие сердцевины 201 определенной формы также могут содержать области с относительно меньшими значениями средней плотности, например торцевые области 171 и области 173 для ног. В вариантах осуществления, предусмотренных настоящим изобретением, участки с относительно большими значениями средней плотности могут иметь значения средней плотности в диапазоне от приблизительно 100 грамм на квадратный метр (г/м2) до приблизительно 1000 г/м2. Участки с относительно меньшими значениями средней плотности могут иметь значения средней плотности в диапазоне от приблизительно 50 г/м2 до приблизительно 400 г/м2. В некоторых вариантах осуществления впитывающие сердцевины 201 определенной формы могут быть разделены на отдельные впитывающие сердцевины определенной формы путем разрезания отрезка получившихся в результате впитывающих сердцевин 201 определенной формы в торцевых областях 171.
Впитывающие сердцевины 201 определенной формы, сформированные с помощью закрывающих элементов, таких как закрывающие элементы 160, могут иметь некоторые преимущества по сравнению с впитывающими сердцевинами, не имеющими определенной формы. Например, области с меньшими значениями плотности зернистого материала могут обеспечить возможность для впитывающих сердцевин 201 определенной формы характеризоваться меньшим общим содержанием зернистого материала, чем сердцевины без определенной формы, что приводит к снижению производственных затрат. Тем не менее, из-за местоположений участков с более высокими значениями плотности, общие характеристики впитывания впитывающих сердцевин 201 определенной формы могут быть по меньшей мере идентичны характеристикам соответствующих впитывающих сердцевин, не имеющих определенной формы.
Как упоминалось ранее, бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут быть действительно бесцеллюлозными, или бесцеллюлозные впитывающие сердцевины могут характеризоваться относительно небольшим содержанием целлюлозы. Например, некоторые из бесцеллюлозных впитывающих сердцевин согласно настоящему изобретению могут содержать некоторое количество целлюлозных волокон, которое составляет от приблизительно 0,5% до приблизительно 10% по весу от общего содержания сердцевин. Добавление небольшого количества целлюлозных волокон к впитывающим сердцевинам согласно настоящему изобретению может придать большее ощущение мягкости или обеспечить другие преимущественные свойства впитывающим сердцевинам. На фиг. 12 изображено одно иллюстративное устройство, устройство 300, которое может использоваться для формирования бесцеллюлозных впитывающих сердцевин, характеризующихся небольшим содержанием целлюлозы.
Устройство 300 очень похоже на устройство 20 по фиг. 1. Например, базовый несущий лист 370 может подаваться на формующий барабан 326. Базовый несущий лист 370 затем может продвигаться через последовательность зон 380, 381 (и, возможно, 391a или 391b) нанесения связующего вещества и камеры 360a, 360b для подачи зернистого материала. Затем может быть наложен верхний несущий лист 375 для формирования получившихся в результате впитывающих сердцевин 399.
Одна разница между устройством 20 и устройством 300 заключается в том, что устройство 300 может дополнительно содержать приспособление 340 для разбивки на волокна. В варианте осуществления по фиг. 12 в приспособление 340 для разбивки на волокна может подаваться целлюлозная масса или листы целлюлозы и оно может разбивать листы целлюлозы на много отдельных волокон. Приспособление 340 для разбивки на волокна может представлять собой молотковую мельницу для разбивки на волокна, или любой другой подходящий тип приспособления для разбивки на волокна, известный в данной области техники. Целлюлозные волокна могут выходить из приспособления 340 для разбивки на волокна в подающие каналы 341 и 342. Подающие каналы в итоге могут образовывать камеры 360a, 360b для подачи материала.
Камеры 360a, 360b для подачи материала могут отличаться от камер 60a, 60b для подачи зернистого материала устройства 20 тем, что камеры 360a, 360b для подачи материала могут подавать как зернистый материал, так и целлюлозные волокна к базовому несущему листу. Например, целлюлозные волокна могут перемещаться по подающим каналам 341, 342 и поступать в камеры 360a, 360b для подачи материала. Сила тяжести, вместе с вакуумом внутри камер 360a, 360b для подачи материала, приведет к размещению целлюлозных волокон на базовом несущем листе 370.
Зернистый материал также может быть подан к камерам 360a, 360b для подачи материала. Например, зернистый материал может храниться в загрузочной воронке 390 и может подаваться к камерам 360a, 360b для подачи материала по подающим трубам 364, 366. Подающие трубы 364, 366 в итоге могут образовывать трубопроводы 362a, 362b для подачи зернистого материала в камерах 360a, 360b для подачи материала. Поданный зернистый материал может выходить из трубопроводов 362a, 362b для подачи зернистого материала внутри камер 360a, 360b для подачи материала. Подобно волокнам целлюлозной массы, сила тяжести и вакуум внутри камер 360a, 360b для подачи материала приведут к размещению зернистого материала на базовом несущем листе 370. Таким образом, устройство 300 может использоваться для формирования бесцеллюлозных впитывающих сердцевин, содержащих некоторое количество целлюлозных волокон, составляющее от приблизительно 0,5% до приблизительно 10% общего веса материалов в бесцеллюлозных впитывающих сердцевинах.
На фиг. 13 показано поперечное сечение иллюстративной впитывающей сердцевины 399, которая может быть сформирована устройством 300. На фиг. 13 изображена впитывающая сердцевина 399, содержащая базовый несущий лист 370 и верхний несущий лист 375. Впитывающая сердцевина 399 также содержит связующие вещества 378 и 388, представленные символами «x» и «w», соответственно. В общем, впитывающая сердцевина 399 может быть подобной другим впитывающим сердцевинам согласно настоящему изобретению, таким как впитывающие сердцевины 101, 101’ и 101’’, и может быть сформирована подобно им. Тем не менее, в отличие от предыдущих впитывающих сердцевин, впитывающая сердцевина 399 дополнительно содержит целлюлозные волокна 393a, 393b. Как можно увидеть, целлюлозные волокна 393, 393b расположены вперемежку с отдельными частицами 389 зернистого материала. Целлюлозные волокна 393a могут быть расположены, например, вместе с первым количеством частиц 389 зернистого материала, например в камере 360a для подачи зернистого материала по фиг. 12. Целлюлозные волокна 393b могут быть расположены, например, вместе со вторым количеством частиц 389 зернистого материала, например в камере 360b для подачи зернистого материала по фиг. 12. Как упоминалось ранее, добавление целлюлозных волокон может придавать большую мягкость впитывающим сердцевинам согласно настоящему изобретению, и целлюлозные волокна могут дополнительно способствовать стабилизации частиц 389 зернистого материала между базовым несущим листом 370 и верхним несущим листом 375.
Как и ранее, следует понимать, что на фиг. 12 представлен лишь один из предусмотренных вариантов осуществления. В дополнительных вариантах осуществления устройства 20 и/или 200 могут быть модифицированы таким образом, чтобы содержать лишь одну камеру для подачи зернистого материала, которая дополнительно перемешивает целлюлозные волокна с зернистым материалом перед размещением на формующей поверхности, вместо двух камер, изображенных на фиг. 12. В общем, устройства 20 и/или 200 могут содержать некоторое количество камер для подачи зернистого материала, которое позволяет смешивать целлюлозные волокна и зернистый материал и которое меньше количества всех камер для подачи зернистого материала устройств. Таким образом, в этих альтернативных вариантах осуществления относительно небольшая пропорция сформированных впитывающих сердцевин может содержать целлюлозные волокна. Например, если целлюлозные волокна смешаны с первым количеством зернистого материала, смесь целлюлозных волокон и зернистого материала может находиться вблизи базового несущего листа. Тем не менее, если целлюлозные волокна смешаны со вторым (или третьим, четвертым и т. д.) количеством зернистого материала, смесь целлюлозных волокон и зернистого материала может находиться ближе к верхнему несущему листу, чем первое количество зернистого материала.
В альтернативных вариантах осуществления, вместо формирования бесцеллюлозных впитывающих сердцевин согласно настоящему изобретению как с базовым несущим листом, так и с верхним несущим листом, как было описано ранее, в некоторых предусмотренных способах может использоваться лишь один несущий лист. На фиг. 14A и 14B изображены иллюстративные варианты осуществления, где может использоваться один несущий лист вместо двух из базового несущего листа и верхнего несущего листа.
На фиг. 14A изображен несущий лист 405. В некоторых вариантах осуществления несущий лист 405 может иметь первую краевую область 402, имеющую первый край 403, и вторую краевую область 406, имеющую второй край 407, а также среднюю область 404, расположенную между первой краевой областью 402 и второй краевой областью 406. В варианте осуществления по фиг. 14A зернистый материал и связующее вещество могут быть нанесены лишь в пределах средней области 404. После нанесения связующего вещества и зернистого материала, вместо наложения второго несущего листа, как было описано ранее в настоящем документе, вторая краевая область 406 может быть сложена поверх средней области 404 и на первую краевую область 402, таким образом второй край 407 находится вблизи первого края 403. Края 403, 407 затем могут быть соединены друг с другом для создания замкнутой бесцеллюлозной впитывающей сердцевины. Соединение краев 403 и 407 друг с другом может быть выполнено любым подходящим способом, таким как соединение давлением, соединение связующим веществом, соединение ультразвуковой сваркой или т. п. Устройства, описанные в настоящем документе, могут быть модифицированы для создания таких бесцеллюлозных впитывающих сердцевин. Например, вместо механического оборудования для наложения верхних несущих листов, устройства, описанные в настоящем документе, могут включать механическое оборудование для складывания и соединения, которое хорошо известно в данной области техники, для складывания второй краевой области 406 на первую краевую область 402 и для соединения областей 402, 406 друг с другом.
В некоторых вариантах осуществления согласно фиг. 14A несущий лист 405 может иметь ширину 410. Ширина 410 может более чем в два раза превышать ширину формующей поверхности, используемой для создания бесцеллюлозных впитывающих сердцевин или, в качестве альтернативы, более чем в два раза превышать ширину открытой части формующей поверхности, используемой для создания бесцеллюлозных впитывающих сердцевин. В некоторых конкретных примерах ширина 410 может находиться в диапазоне от приблизительно 25 см до приблизительно 60 см.
Средняя область 404 может иметь ширину 412. Ширина 412 может находиться в диапазоне от приблизительно 40% до приблизительно 50% общей ширины 410 несущего листа 405. Дополнительно, первая краевая область 402 может иметь ширину 414, составляющую от приблизительно 0,5% до приблизительно 10% общей ширины 410 несущего листа 405.
На фиг. 14B показан другой иллюстративный вариант осуществления одного несущего листа, который может использоваться для формирования бесцеллюлозных впитывающих сердцевин согласно настоящему изобретению. В примере по фиг. 14B несущий лист 450 может иметь общую ширину 460. Значения общей ширины 460 могут быть подобны значениям, описанным применительно к ширине 410. Дополнительно, несущий лист 450 может иметь первую краевую область 452, среднюю область 454 и вторую краевую область 456. Как и в варианте осуществления по фиг. 14A, связующее вещество и зернистый материал могут быть нанесены на несущий лист 450 только в пределах средней области 454. После нанесения связующего вещества и зернистого материала на среднюю область 454, одна из первой краевой области 452 или второй краевой области 456 может быть сложена поверх средней области 454. Затем, другая из первой краевой области 452 или второй краевой области 456 может быть сложена поверх средней области 454. В некоторых вариантах осуществления краевые области 452, 456 могут частично перекрывать друг друга поверх средней области 454, и по меньшей мере часть каждой из первой краевой области 452 и второй краевой области 456 могут быть соединены друг с другом для формирования замкнутой бесцеллюлозной впитывающей сердцевины.
Подобно несущему листу 405, в некоторых вариантах осуществления ширина 460 несущего листа 450 может более чем в два раза превышать ширину формующей поверхности, используемой для создания бесцеллюлозных впитывающих сердцевин или превышать открытую часть формующей поверхности, используемой для создания бесцеллюлозных впитывающих сердцевин. Тем не менее, это не является необходимым во всех вариантах осуществления. В по меньшей мере некоторых вариантах осуществления ширина 460 может находиться в диапазоне от приблизительно 25 см до приблизительно 60 см.
Область 454 несущего листа 450 может иметь ширину 462. Ширина 462 может находиться в диапазоне от приблизительно 33% до приблизительно 50% общей ширины 460 несущего листа 450. В некоторых вариантах осуществления каждая из первой краевой области 452 и второй краевой области 456 может иметь ширину (не изображена), составляющую от приблизительно 25% до приблизительно 33% общей ширины 460. Тем не менее, значения ширины первой краевой области 452 и второй краевой области 456 не обязательно должны быть равны. Например, ширина первой краевой области 452 может составлять от приблизительно 35% до приблизительно 40% общей ширины 460, и ширина второй краевой области 456 может составлять от приблизительно 10% до приблизительно 25% общей ширины 460, или наоборот.
В по меньшей мере некоторых альтернативных вариантах осуществления вместо нанесения зернистого материала и связующего вещества на отдельных этапах, устройства, описанные в настоящем документе, могут быть модифицированы для нанесения одного или более слоев матрицы, при этом каждый слой матрицы содержит комбинацию зернистого материала и связующего вещества. Например, на фиг. 15A и 15B изображены иллюстративные схематические вертикальные проекции механического оборудования, которое может использоваться с различными устройствами, описанными в настоящем документе, для формирования слоя матрицы во впитывающей сердцевине.
На фиг. 15A изображен иллюстративный формующий барабан 526. Изображена формующая поверхность 524, расположенная на формующем барабане 526 и проходит между ободками 552 барабана. Трубопровод 562 для подачи зернистого материала также изображен на фиг. 15A. На фиг. 15A дополнительно изображены сопла 510 для нанесения связующего вещества и воздуходувки 511. В некоторых вариантах осуществления трубопровод 562 для подачи зернистого материала и сопла 510 для нанесения связующего вещества могут быть расположены в пределах общей камеры (не изображено на фиг. 15A), например, камеры для подачи зернистого материала, как описано в настоящем документе, но это не является необходимым во всех вариантах осуществления.
Как изображено на фиг. 15A, трубопровод 562 для подачи зернистого материала в общем может проходить на некоторую длину в машинном направлении 554, которая больше ширины, на которую проходит трубопровод 562 для подачи зернистого материала в направлении 556, поперечном машинному. Дополнительно, трубопровод 562 для подачи зернистого материала в общем может быть расположен поверх центральной области формующей поверхности 524. Некоторые иллюстративные значения длины трубопровода 562 для подачи зернистого материала находятся в диапазоне от приблизительно 10 см до приблизительно 100 см. Некоторые иллюстративные значения ширины трубопровода 562 для подачи зернистого материала находятся в диапазоне от приблизительно 15 см до приблизительно 50 см.
Рядом с трубопроводом 562 для подачи зернистого материала расположено одно или более сопел 510 для нанесения связующего вещества. Сопла 510 для нанесения связующего вещества могут быть выполнены с возможностью подачи связующего вещества в зернистый материал по мере того, как зернистый материал падает из трубопровода 562 для подачи зернистого материала к формующей поверхности 524. Когда зернистый материал подается из трубопровода 562 для подачи зернистого материала и связующее вещество подается из сопел 510 для нанесения связующего вещества, зернистый материал и связующее вещество смешиваются по мере их падения к формующей поверхности 524. По мере размещения зернистого материала и связующего вещества на формующей поверхности 524, зернистый материал и связующее вещество образуют матрицу из зернистого материала и связующего вещества, как подробнее описано ниже.
В некоторых вариантах осуществления сопла 510 для нанесения связующего вещества могут быть выполнены с возможностью предоставления по существу непрерывного потока связующего вещества, в то время как в других вариантах осуществления одно или более из сопел 510 для нанесения связующего вещества могут быть выполнены с возможностью попеременного включения и выключения для предоставления прерывистых потоков связующего вещества, проходящих через одно или более сопел 510 для нанесения связующего вещества. Хотя изображено пять отдельных сопел 510 для нанесения связующего вещества, в других вариантах осуществления могут использоваться дополнительные сопла 510 для нанесения связующего вещества или сопла в меньшем количестве. В разных вариантах осуществления количество сопел 510 для нанесения связующего вещества может находиться в диапазоне от приблизительно пяти до приблизительно двадцати.
Воздуходувки 511 являются необязательными компонентами и, при их наличии, в общем могут быть расположены с одной из сторон трубопровода 562 для подачи зернистого материала/сопел 510 для нанесения связующего вещества, или по обеим сторонам, как изображено на фиг. 15A. В примере по фиг. 15A воздуходувки 511 могут быть расположены на расстоянии 512 от трубопровода 562 для подачи зернистого материала и на расстоянии 514 от сопел 510 для нанесения связующего вещества. Величина расстояния 512 может находиться в диапазоне от приблизительно 1 см до приблизительно 10 см. Величина расстояния 514 может находиться в диапазоне от приблизительно 3 см до приблизительно 8 см.
При наличии, воздуходувки 511 могут обеспечивать струи воздуха с предопределенными скоростями, достаточными для создания потоков связующего вещества, проходящих от по меньшей мере некоторых из сопел 510 для нанесения связующего вещества внутрь и к центру подложки, формующей поверхности 524, или непрерывно, или с периодическими интервалами. На периодические интервалы можно влиять путем периодического включения и выключения одной или более из воздуходувок 511, путем периодического блокирования или отклонения струй воздуха из воздуходувок 511 таким образом, чтобы струи воздуха не направляли потоки связующего вещества и/или зернистого материала, или путем уменьшения силы струй воздуха для того, чтобы в меньшей степени направлять потоки связующего вещества и/или зернистого материала. Таким образом, использование воздуходувок 511 может позволить придавать форму связующему веществу и/или зернистому материалу, частично влияя на степень размещения связующего вещества и/или зернистого материала на формующей поверхности 524 в направлении 556, поперечном машинному. Воздуходувки 511 могут способствовать смешиванию зернистого материала и связующего вещества по мере их подачи из трубопровода 562 для подачи зернистого материала и сопел 510 для нанесения связующего вещества, соответственно, в то время, как зернистый материал и связующее вещество падают к формующей поверхности 524. Воздуходувки 511 могут иметь диаметр отверстия приблизительно 0,5—5 мм, подходящим образом — приблизительно 1—3 мм, в зависимости от размера формируемой впитывающей сердцевины, производительности технологической линии, количества воздушных сопел, давления воздуха, плотности связующего вещества и других переменных процесса.
На фиг. 15B изображена другая иллюстративная камера 560’ для подачи впитывающего материала, расположенная над формующим барабаном 526’. Изображено, что формующая поверхность 524’ расположена на формующем барабане 526’ и проходит между ободками 552’ барабана. В общем, вариант осуществления, изображенный на фиг. 15B, может быть подобен варианту осуществления, изображенному на фиг. 15A. Тем не менее, в варианте осуществления по фиг. 15B ориентация трубопровода 562’ для подачи зернистого материала и сопел 510’ для нанесения связующего вещества может быть смещенной относительно машинного направления 554’. Например, трубопровод 562’ для подачи зернистого материала и сопла 510’ для нанесения связующего вещества могут быть ориентированы под углом 520 относительно машинного направления 556’. Величина угла 520 может находиться в диапазоне от одного градуса до девяноста градусов.
В общем, угол 520 может быть выбран таким образом, чтобы влиять на распределение в направлении 554’, поперечном машинному, размещаемого зернистого материала из трубопровода 562’ для подачи зернистого материала и связующего вещества из сопел 510’ для нанесения связующего вещества. Как можно увидеть на фиг. 15B, когда трубопровод 562’ для подачи зернистого материала и сопла 510’ для нанесения связующего вещества ориентированы под углом 520, распределение в направлении 556’, поперечном машинному, размещаемого зернистого материала и связующего вещества может быть больше, чем распределение в направлении 556’, поперечном машинному, размещаемого зернистого материала и связующего вещества на фиг. 15A, поскольку трубопровод 562’ для подачи зернистого материала и сопла 510’ для нанесения связующего вещества изначально простираются на большее расстояние в направлении 556’, поперечном машинному, чем расстояние, на которое простираются трубопровод 562 для подачи зернистого материала и сопла 510 для нанесения связующего вещества в направлении 556, поперечном машинному.
В общем, компоненты, описанные выше применительно к фиг. 15A и 15B, могут быть внедрены в любой из процессов, описанных применительно к устройствам 20, 200 или 300. Компоненты могут использоваться или вместо первой камеры для подачи зернистого материала в любом из описанных процессов, или вместо любой последующей камеры для подачи зернистого материала. Таким образом, матрица из зернистого материала и связующего вещества, сформированная путем использования компонентов по фиг. 15A или 15B, может быть сформирована на базовом несущем листе или на любом предыдущем нанесенном слое зернистого материала или связующего вещества. В по меньшей мере некоторых вариантах осуществления описанные устройства могут содержать два или более примеров компонентов по фиг. 15A и/или 15B для формирования впитывающих сердцевин, имеющих две или более матриц или более толстую область из зернистого материала и связующего вещества, размещенных в пределах впитывающей сердцевины.
Распределение размещенной матрицы из зернистого материала и связующего вещества в направлении 556, поперечном машинному, в пределах сформированных впитывающих сердцевин может в общем быть меньше распределения других, не входящих в матрицу, нанесенных слоев зернистого материала и связующего вещества впитывающих сердцевин. Например, если матрица из зернистого материала и связующего вещества размещена в виде второго нанесенного слоя, первый нанесенный слой зернистого материала (как и ранее, который может не образовывать часть матрицы со связующим веществом) может простираться на большую часть ширины в направлении 556, поперечном машинному, сформированной впитывающей сердцевины. Тем не менее, матрица из зернистого материала и связующего вещества может простираться в направлении 556, поперечном машинному, в меньшей степени, чем первый нанесенный слой зернистого материала. Это может позволить целенаправленно размещать зернистый материал на участках впитывающей сердцевины, которые будут наиболее преимущественными для впитывания, например когда зернистый материал в матрице из зернистого материала и связующего вещества присутствует лишь в конкретных областях впитывающей сердцевины. Это может дополнительно позволить уменьшать общее содержание зернистого материала в сформированной впитывающей сердцевине по сравнению с вариантом, где матрица из зернистого материала и связующего вещества простирается по всей ширине в направлении 556, поперечном машинному, впитывающей сердцевины, или по меньшей мере в той же степени, что и первый нанесенный слой зернистого материала.
На фиг. 16 изображен вид сбоку компонентов, описанных на фиг. 15A и 15B. Как можно увидеть на фиг. 16, связующее вещество 530 может выходить из сопел 510 для нанесения связующего вещества, а зернистый материал 532 может выходить из трубопровода 562 для подачи зернистого материала над потоками 534 воздуха, образованными воздуходувками 511a, 511b. По мере того, как зернистый материал 532 и связующее вещество 530 перемещаются к формующей поверхности 524, зернистый материал 534 и связующее вещество 530 увлекаются потоками 534 воздуха и смешиваются в области 535 над формующей поверхностью 524. Это видно на фиг. 16, где связующее вещество 530 смешивается с зернистым материалом 532 в области 535 перед размещением на формующей поверхности 524 в виде матрицы из зернистого материала 532 и связующего вещества 530. В общем, матрица из зернистого материала 532 и связующего вещества 530, размещенная на формующей поверхности 524, может проходить в направлении 556, поперечном машинному, на ширину 531. Как и ранее, следует понимать, что воздуходувки 511a, 511b являются необязательными компонентами. В вариантах осуществления, где воздуходувки 511a, 511b отсутствуют, зернистый материал 532 и связующее вещество 530 по-прежнему могут смешиваться во время их падения к формующей поверхности 524. Например, вакуум может притягивать зернистый материал 532 и связующее вещество 530 к формующей поверхности 524 и обеспечивать смешивание зернистого материала 532 и связующего вещества 530 друг с другом.
В некоторых вариантах осуществления скорость вращения формующего барабана 526 в машинном направлении 554, вес и объем зернистого материала 532, выходящего из трубопровода 562 для подачи зернистого материала, вес и объем связующего вещества 530, выходящего из сопел 510 для нанесения связующего вещества, мощность потоков 534 воздуха от воздуходувок 511a, 511b и другие факторы процесса могут быть модифицированы для создания ширины 531, которая может составлять от приблизительно 5 см до приблизительно 15 см. В некоторых вариантах осуществления сила вакуума внутри формующего барабана 526 также может влиять на ширину 531. Например, более сильный вакуум внутри формующего барабана 526 может влиять на зернистый материал 532 и связующее вещество 530 в то время, как они падают к формующей поверхности 524, и приводить к большему распределению зернистого материала 532 и связующего вещества 530 в направлении 556, поперечном машинному, по сравнению с более слабым вакуумом внутри формующего барабана 526.
Воздуходувки 511a, 511b могут дополнительно содержать сопла 513a, 513b, направляющие потоки воздуха 534 к зернистому материалу 532 и связующему веществу 530. В по меньшей мере некоторых вариантах осуществления сопла 513a, 513b могут быть расположены под углом 533 относительно формующей поверхности 524. Величина угла 533 может находиться в диапазоне от приблизительно нуля градусов до приблизительно шестидесяти градусов.
На фиг. 17 изображен отрезок сформированных впитывающих сердцевин 570, содержащих соединенные отдельные впитывающие сердцевины 571a—c, которые могут быть сформированы с помощью любого из процессов, описанных в настоящем документе, и дополнительно содержащих матрицу из зернистого материала и связующего вещества, сформированную с помощью процессов, описанных применительно к фиг. 15A, 15B и 16. Соединенные отдельные впитывающие сердцевины 571a—c впоследствии могут быть разделены, образуя обособленные отдельные впитывающие сердцевины, например путем разрезания вдоль линий 575 разреза.
Сформированные впитывающие сердцевины 571a—c могут иметь общую ширину 595 сердцевины и могут содержать центральную область 580, имеющую центральную ширину 590. Впитывающие сердцевины 571a—c дополнительно могут содержать первую краевую область 581, имеющую ширину 591 первой краевой области, и вторую краевую область 582, имеющую ширину 592 второй краевой области. В некоторых вариантах осуществления центральная ширина 590 в общем может соответствовать распределению в направлении 556, поперечном машинному, области матрицы из зернистого материала и связующего вещества впитывающих сердцевин 571a—c. В этих вариантах осуществления центральная ширина 590 может находиться в диапазоне от приблизительно одной четверти до приблизительно трех четвертых общей ширины 595 сердцевины. Соответственно, распределение в направлении 556, поперечном машинному, матрицы из зернистого материала и связующего вещества впитывающих сердцевин 571a—c может охватывать от приблизительно одной четверти до приблизительно трех четвертых общей ширины 595 сердцевины. В более общем смысле, центральная область 580 может соответствовать области для промежности впитывающей сердцевины 571a—c. Например, в некоторых вариантах осуществления впитывающие сердцевины 571a—c могут иметь определенную форму, например как описано применительно к фиг. 10 и 11. В этих вариантах осуществления центральная ширина 590 центральной области 580 может соответствовать ширине области для промежности этих впитывающих сердцевин определенной формы. Это может помочь в обеспечении размещения дополнительного зернистого материала в местах впитывающих сердцевин, где дополнительный зернистый материал может иметь наибольшую эффективность, одновременно также препятствуя размещению дополнительного зернистого материала в участки, где зернистый материал не нужен или был бы менее эффективен, таким образом способствуя снижению производственных затрат.
Таким образом, в этих вариантах осуществления ширина 591 первой краевой области и ширина 592 второй краевой области могут находиться в диапазоне от приблизительно трех восьмых до приблизительно одной восьмой общей ширины 595 сердцевины. В некоторых конкретных примерах общая ширина 595 сердцевины может составлять от приблизительно 3 см до приблизительно 25 см. В этих примерах центральная ширина 590 может находиться в диапазоне от приблизительно 0,75 см до приблизительно 18,75 см, или в общем от приблизительно 1 см до приблизительно 20 см. В таком случае, ширина 591 первой краевой области и ширина 592 второй краевой области могут находиться в общем в диапазоне от приблизительно 1 см до приблизительно 10 см.
Другой признак впитывающих сердцевин 571a—c заключается в том, что поскольку матрица из зернистого материала и связующего вещества простирается лишь на часть общей ширины 595 сердцевины, разные области впитывающих сердцевин 571a—c могут иметь разные количества зернистого материала. Например, в некоторых вариантах осуществления по меньшей мере 25% общего количества зернистого впитывающего материала в одной из впитывающих сердцевин 571a—c может находиться в пределах центральной области 580. В других вариантах осуществления по меньшей мере 50% общего количества зернистого материала в одной из впитывающих сердцевин 571a—c может находиться в пределах центральной области 580. В еще одних вариантах осуществления по меньшей мере 75% общего количества зернистого материала в одной из впитывающих сердцевин 571a—c может находиться в пределах центральной области 580. Эти величины можно перевести в значения плотности зернистого материала и связующего вещества, составляющие от приблизительно 100 г/м2 до приблизительно 1000 г/м2. Соответственно, значения плотности зернистого материала и связующего вещества, расположенных в пределах ширины 591 первой краевой области и ширины 592 второй краевой области, могут находиться в диапазоне от приблизительно 50 г/м2 до приблизительно 400 г/м2. Эти величины могут находиться в применимом диапазоне для разных впитывающих изделий, где в итоге могут применяться сердцевины 571a—c.
На фиг. 18 и 19 изображены поперечные сечения иллюстративных впитывающих сердцевин 600 и 601, которые могут представлять поперечное сечение впитывающей сердцевины 571b, выполненное вдоль линии B—B’ на фиг. 17. В примере по фиг. 18 впитывающая сердцевина 600 может содержать базовый несущий лист 587. В по меньшей мере некоторых вариантах осуществления первое связующее вещество 584, представленное символами «x», может быть расположено непосредственно на базовом несущем листе 587. Впитывающая сердцевина 600 дополнительно содержит первое количество зернистого материала 593a, нанесенное непосредственно на первое связующее вещество 584 (или непосредственно на базовый несущий лист 587 в вариантах осуществления, которые не содержат первое связующее вещество 584, размещенное непосредственно на базовом несущем листе 587), образуя область 596.
Хотя это не является обязательным во всех вариантах осуществления, впитывающая сердцевина 600 дополнительно может содержать второе связующее вещество 583, как представлено символами «w». В этих вариантах осуществления второе связующее вещество 583 может быть нанесено на первое количество зернистого материала 593a, формирующее область 596. В по меньшей мере некоторых вариантах осуществления второе связующее вещество 583 может представлять собой наносимое распылением связующее вещество на водной основе (SAAB). В этих примерах, как изображено на фиг. 18, второе связующее вещество 583 может проникать в зернистый материал 593a в пределах области 596. Как и ранее, следует понимать, что второе связующее вещество 583 может быть нанесено лишь в некоторых предусмотренных вариантах осуществления.
Независимо от того, присутствует ли второе связующее вещество 583 или нет, матрица из зернистого материала и связующего вещества 585 может быть размещена рядом с первым количеством зернистого материала 593a, который формирует области 596. Матрица из зернистого материала и связующего вещества 585 в общем может содержать второе количество зернистого материала 593b и волокна 586 связующего вещества. Волокна 586 связующего вещества могут быть сформированы, например, соплами 510 для нанесения связующего вещества, описанными выше применительно к фиг. 15A, 15B и 16. Матрица из зернистого материала и связующего вещества 585 в общем может быть размещена в пределах области 597.
Матрица из зернистого материала и связующего вещества 585, формирующая область 596, может содержать зернистый материал и связующее вещество, имеющие плотность в диапазоне от приблизительно 100 г/м2 до приблизительно 500 г/м2. Дополнительно, как можно увидеть, матрица из зернистого материала и связующего вещества 585 может в общем простираться по всей центральной области 580, в то время как первое количество зернистого материала 593a может простираться по всей ширине впитывающей сердцевины 600, включая первую краевую область 581 и вторую краевую область 582. Из-за этого, центральная область 580 в общем может иметь более высокую плотность как зернистого материала, так и связующего вещества, по сравнению с любой из первой краевой области 581 и второй краевой области 582.
Хотя явным образом не изображено на фиг. 18, в по меньшей мере некоторых вариантах осуществления впитывающая сердцевина 600 может дополнительно содержать третье связующее вещество, размещенное между верхним несущим листом 588 и матрицей из зернистого материала и связующего вещества 585. Третье связующее вещество может быть нанесено или непосредственно на матрицу из зернистого материала и связующего вещества 585, или может быть нанесено непосредственно на верхний несущий лист 588, в соответствии с ранее описанными методиками.
Наконец, верхний несущий лист 588 может быть нанесен на матрице из зернистого материала и связующего вещества 585, в результате чего верхний несущий лист 588 будет расположен непосредственно на матрице из зернистого материала и связующего вещества 585 или на третьем связующем веществе. Дополнительно, как было описано ранее, в некоторых вариантах осуществления верхний несущий лист 588 может представлять собой нижний несущий лист 587, сложенный на матрицу из зернистого материала и связующего вещества 585 или третье связующее вещество для формирования верхнего несущего листа 588.
На фиг. 19 изображена иллюстративная впитывающая сердцевина 601. Иллюстративная впитывающая сердцевина 601 может содержать базовый несущий лист 587’. В по меньшей мере некоторых вариантах осуществления матрица из зернистого материала и связующего вещества 585’ может быть размещена непосредственно на базовом несущем листе 587’. В качестве альтернативы, в других вариантах осуществления первое связующее вещество 584’ может быть размещено непосредственно на базовом несущем листе 587’, и в этом случае слой 585’ матрицы может быть размещен непосредственно на слое 584’ первого связующего вещества. В любом случае, как можно увидеть на фиг. 19, матрица из зернистого материала и связующего вещества 585’ может простираться лишь поперек некоторой части впитывающей сердцевины 601. Например, матрица из зернистого материала и связующего вещества 585’ может простираться лишь поперек центральной части 580 впитывающей сердцевины 601. Матрица из зернистого материала и связующего вещества 585’ может содержать как зернистый материал 593b’, так и волокна 586’ связующего вещества. Как можно увидеть, зернистый материал 593b’ и волокна 586’ связующего вещества смешаны друг с другом для формирования матрицы из зернистого материала и связующего вещества 585’. Дополнительно, матрица из зернистого материала и связующего вещества 585’ может содержать зернистый материал и связующее вещество, имеющие плотность от приблизительно 100 г/м2 до приблизительно 500 г/м2.
Впитывающая сердцевина 601 может дополнительно содержать другой зернистый материал, например зернистый материал 593a’, который не является частью матрицы из зернистого материала и волокон связующего вещества. Другой зернистый материал 593a’ может быть нанесен на впитывающую сердцевину 601 после того, как матрица из зернистого материала и связующего вещества 585’ была нанесена на впитывающую сердцевину. Другой зернистый материал 593a’ также может быть нанесен на впитывающую сердцевину 601 по всей ширине впитывающей сердцевины 601. Соответственно, как можно увидеть на фиг. 19, другой зернистый материал 593a’ может простираться по всем областям 580—582, в то время как матрица из зернистого материала и связующего вещества 585’ может простираться лишь по центральной области 580. Это может привести к тому, что центральная часть 580 впитывающей сердцевины 601 будет иметь более высокую плотность, применительно как к зернистому материалу 592a’ и 593b’, так и к связующему веществу, по сравнению с любой из первой краевой области 581 и второй краевой области 582.
В некоторых вариантах осуществления второе связующее вещество 583’ может быть размещено на другом зернистом материале 593a’. Например, второе связующее вещество 583’ может быть нанесено непосредственно на другой зернистый материал 593a’. Как изображено на фиг. 19, второе связующее вещество 583’ может представлять собой наносимое распылением связующее вещество на водной основе (SAAB), причем второе связующее вещество 583’ может проникать через весь другой зернистый материал 593a’. Хотя это не изображено на фиг. 19, в некоторых случаях второе связующее вещество 583’ может дополнительно проникать в матрицу из зернистого материала и связующего вещества 585’. Тем не менее, в других вариантах осуществления второе связующее вещество 583’ может не являться связующим веществом SAAB. Например, второе связующее вещество 583’ может представлять собой термоплавкое связующее вещество или другое подходящее связующее вещество. В этих случаях второе связующее вещество 583’ может быть нанесено непосредственно на другой зернистый материал 593a’ и не может существенным образом проникать в другой зернистый материал 593a’, или второе связующее вещество 583’ может быть нанесено на верхний несущий лист 588’ перед наложением верхнего несущего листа 588’ на другой зернистый материал 593a’. В еще одних вариантах осуществления второе связующее вещество 583’ может представлять собой связующее вещество SAAB, и впитывающая сердцевина 601 может дополнительно содержать третье связующее вещество, представляющее собой термоплавкое связующее вещество, размещенное между другим зернистым материалом 593a’ и верхним несущим листом 588’. Соответственно, независимо от того, нанесено ли оно непосредственно на другой зернистый материал 593a’ или верхний несущий лист 588’, второе связующее вещество 583’ может быть размещено в общем между другим зернистым материалом 593a’ и верхним несущим листом 588’.
Наконец, верхний несущий лист 588’ изображен размещенным рядом с другим зернистым материалом 593a’. Как и ранее, в зависимости от конкретного варианта осуществления, верхний несущий лист 588’ может быть размещен непосредственно на другом зернистом материале 593a’, или между другим зернистым материалом 593a’ и верхним несущим листом 588’ может быть размещено связующее вещество. Дополнительно, как было описано ранее, в некоторых вариантах осуществления верхний несущий лист 588’ может представлять собой нижний несущий лист 587’, сложенный на слой 593’ первого зернистого впитывающего материала или слой 586’ третьего связующего вещества для формирования верхнего несущего листа 588’.
Бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут применяться во множестве разнообразных впитывающих изделий. Например, бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут применяться в подгузниках и/или трусах для приучения к горшку для способствования впитыванию мочи и других жидких выделений у детей и младенцев. В качестве дополнения или альтернативы, бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут применяться в продуктах для страдающих недержанием, одноразовом белье и/или медицинских предметах одежды для способствования впитыванию жидких выделений у людей, которые могут быть не в состоянии контролировать свою возможность мочеиспускания или дефекации. Кроме этого, в качестве дополнения или альтернативы, бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут применяться в гигиенических изделиях для женщин для способствования впитыванию выделений из влагалища. Это лишь некоторые иллюстративные впитывающие изделия, в которых могут применяться бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению. В общем, бесцеллюлозные впитывающие сердцевины согласно настоящему изобретению могут применяться в любом подходящем впитывающем изделии.
Поскольку различные изменения могут быть внесены в вышеизложенные конструкции без отступления от объема изобретения, предполагается, что все, что содержится в вышеизложенном описании и изображено на прилагаемых графических материалах, должно пониматься в пояснительном, а не ограничительном смысле.
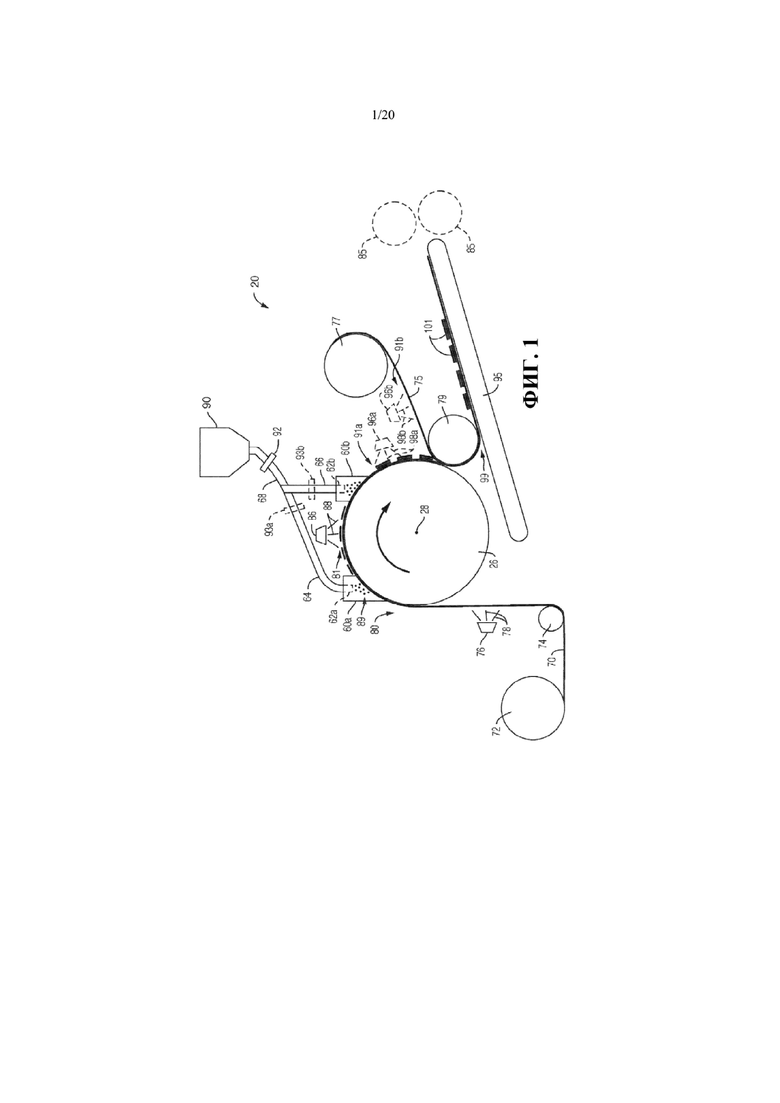
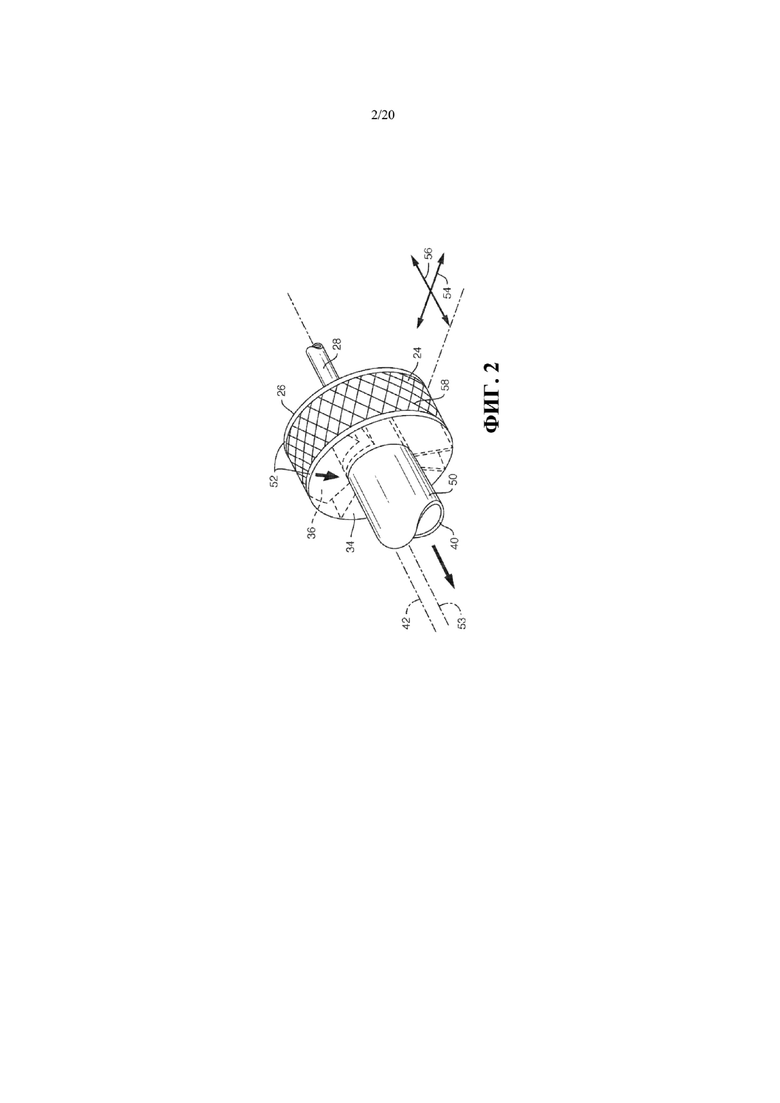
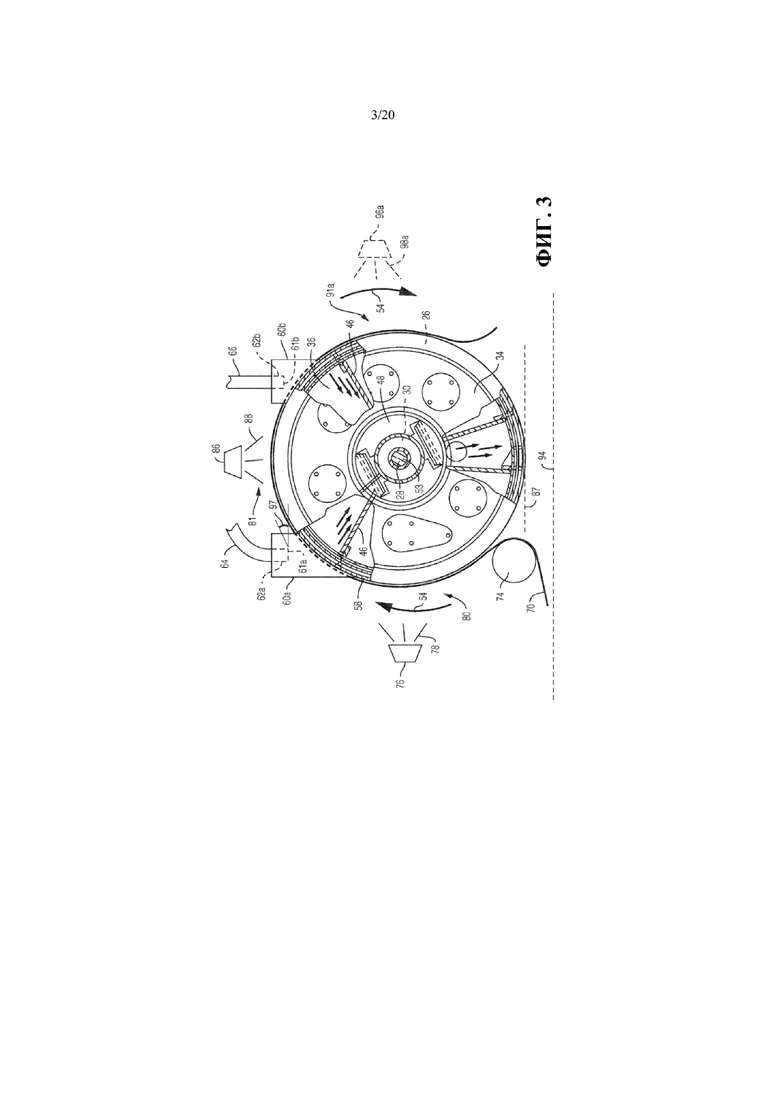
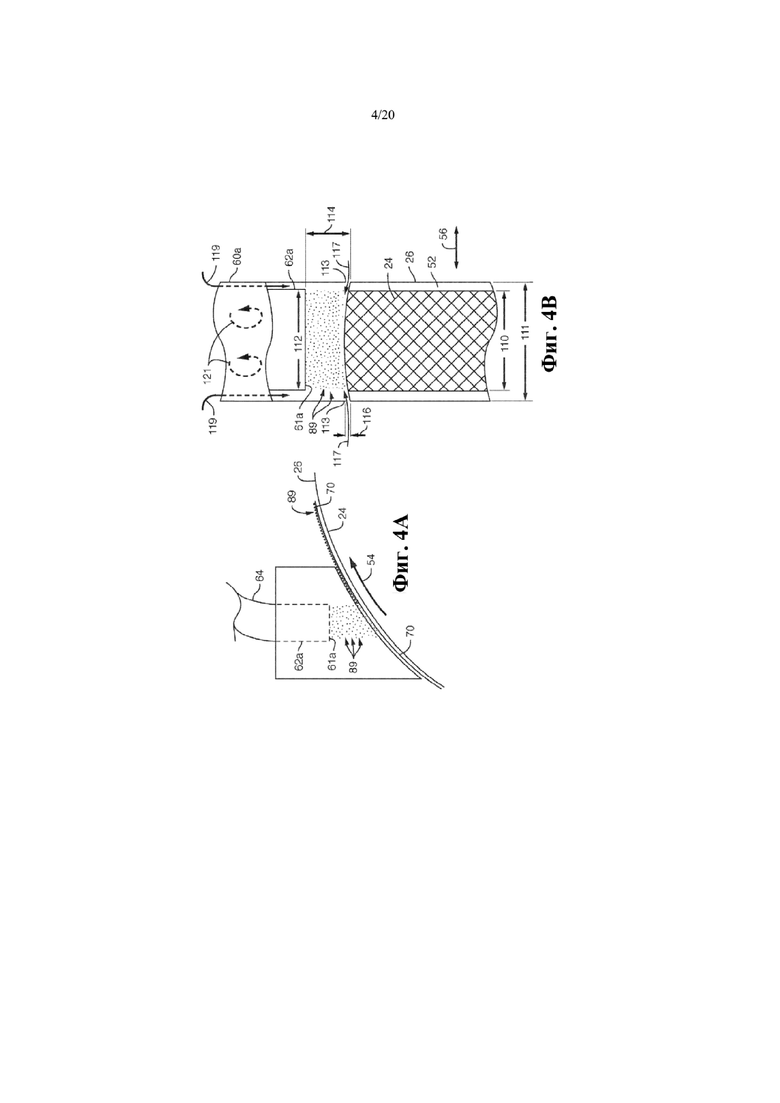
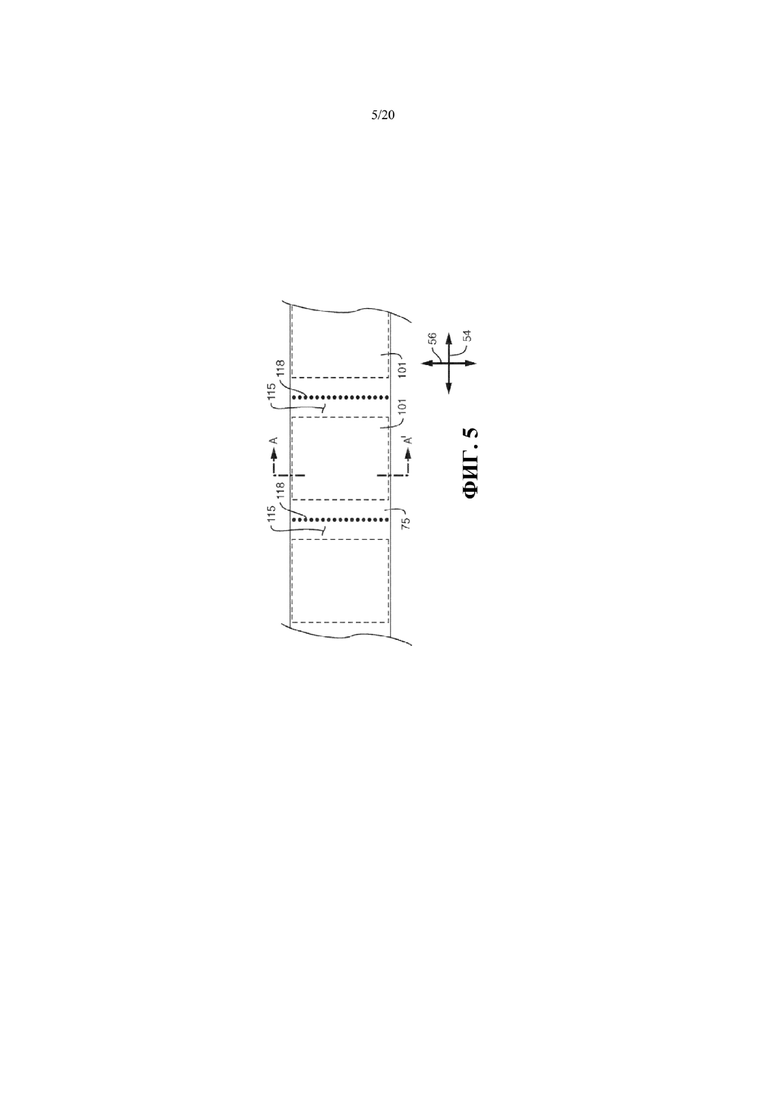
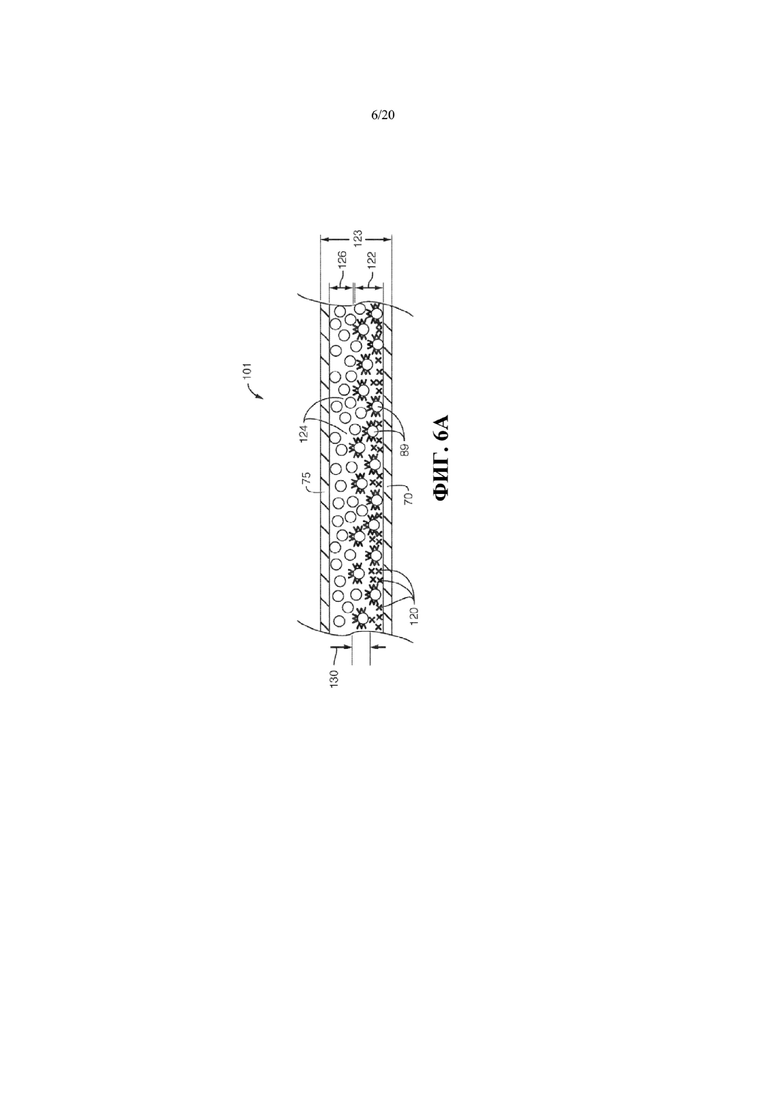
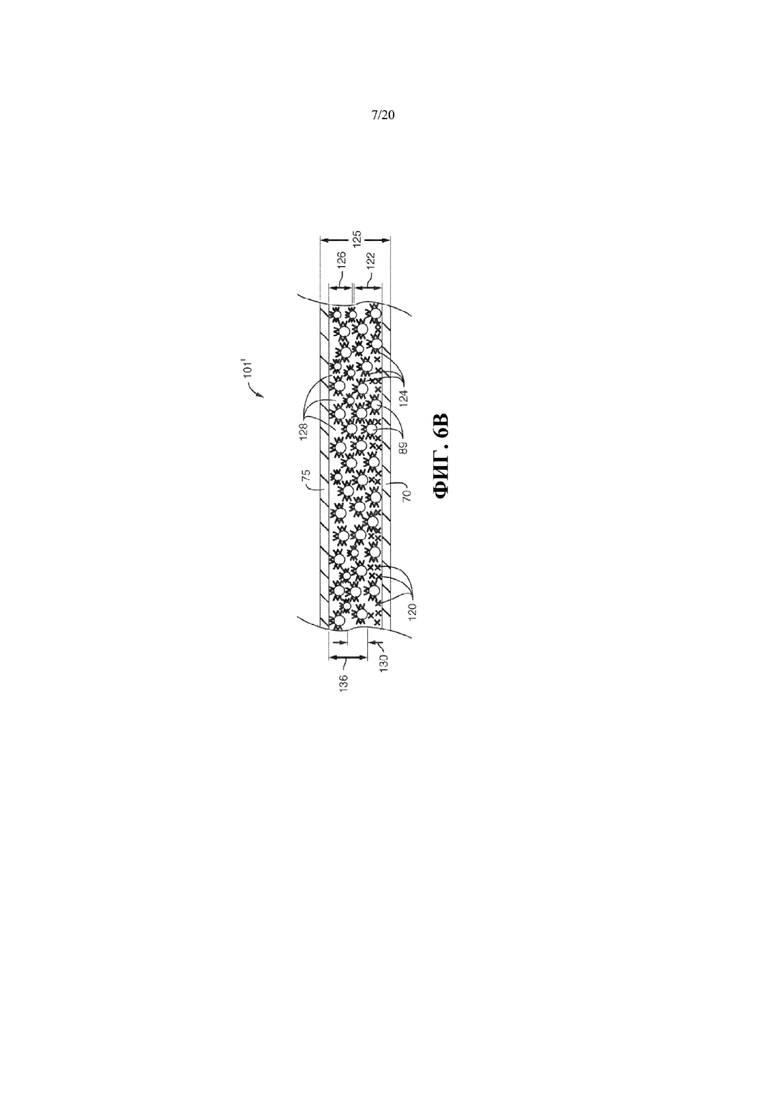
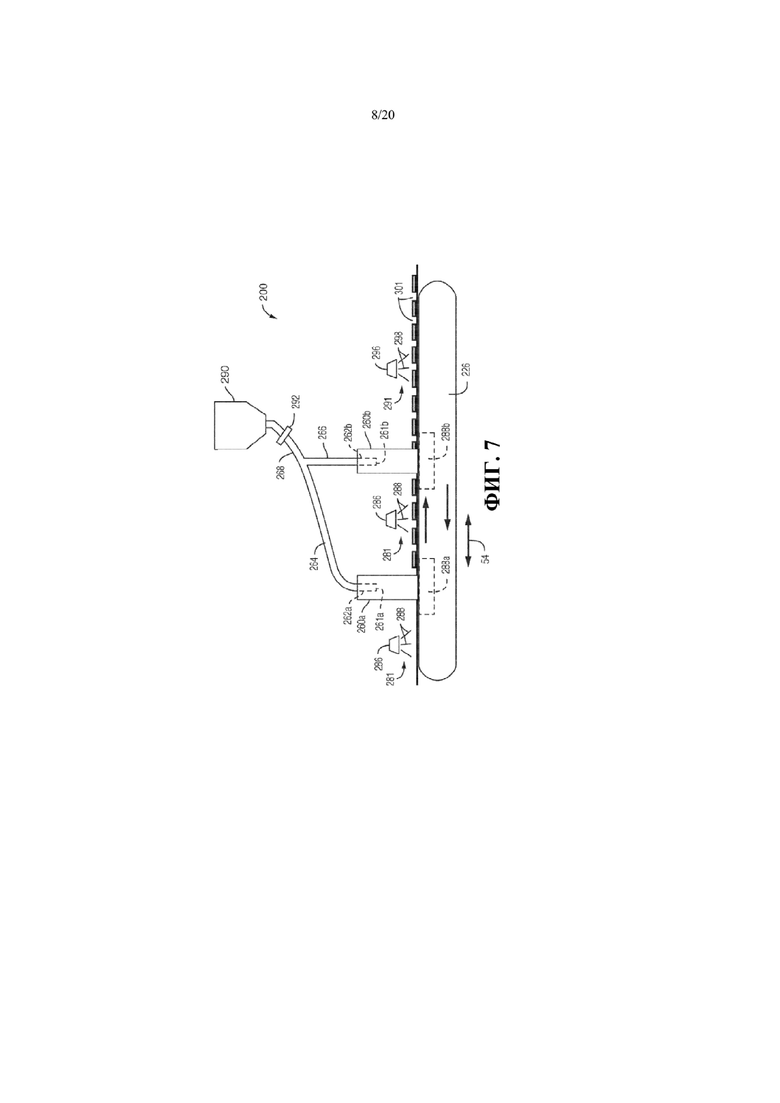
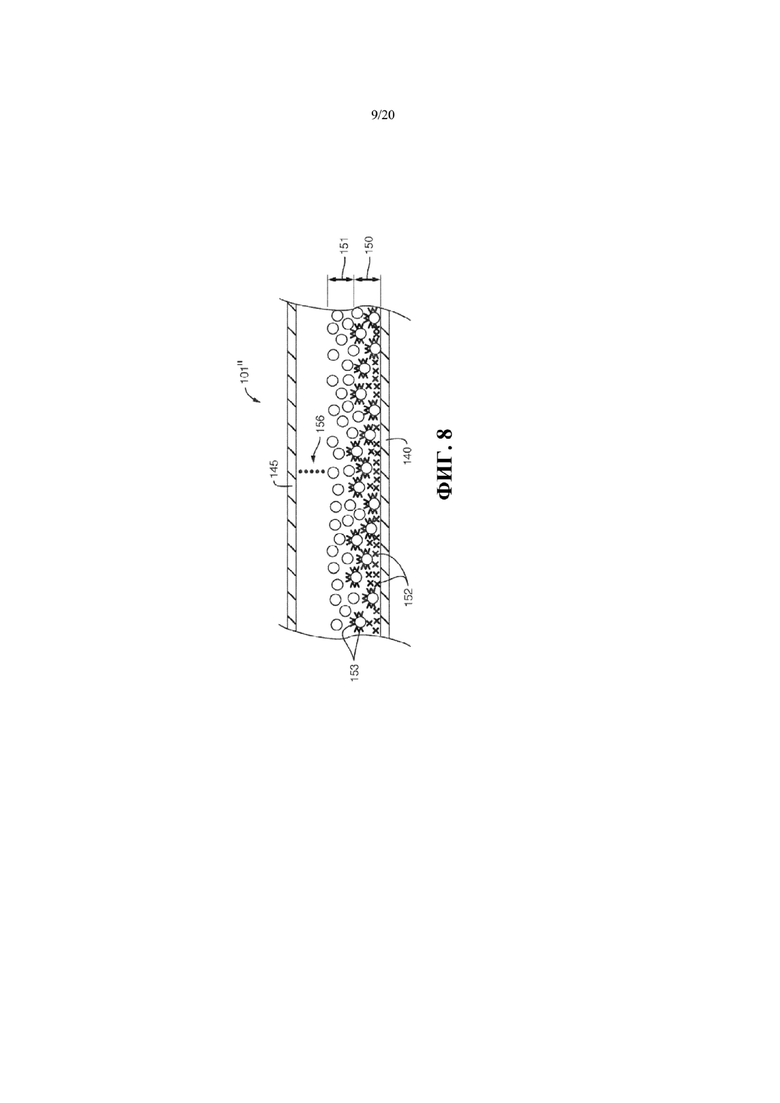
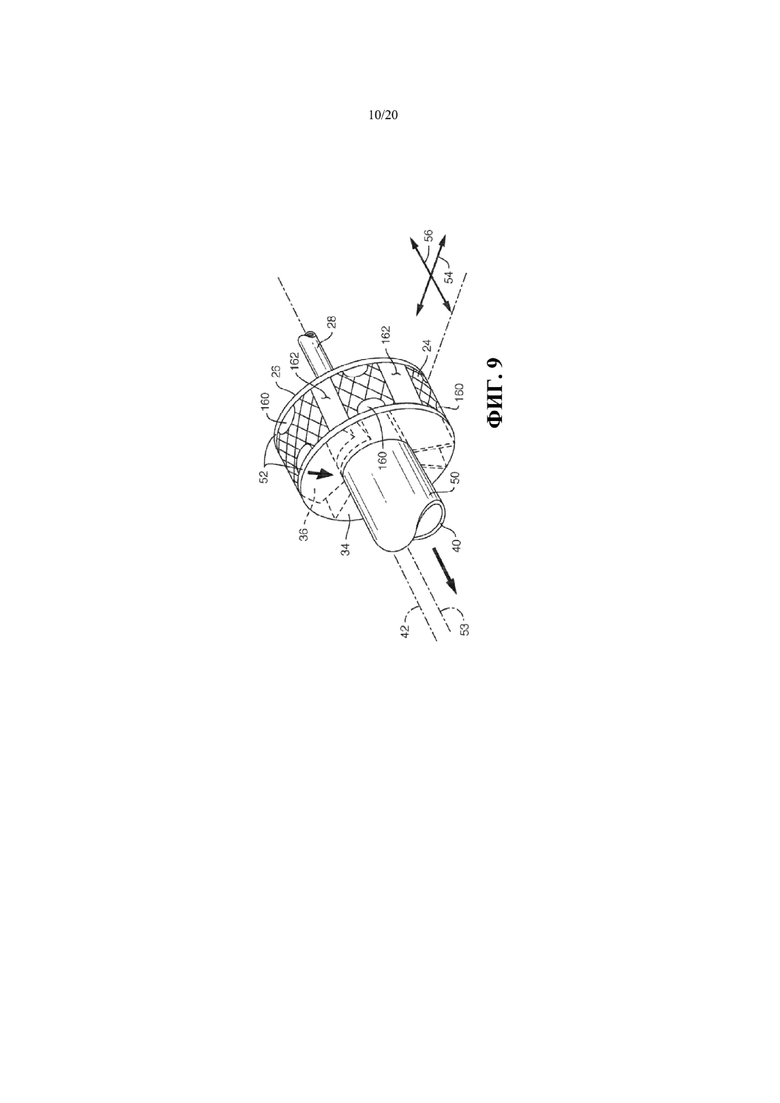
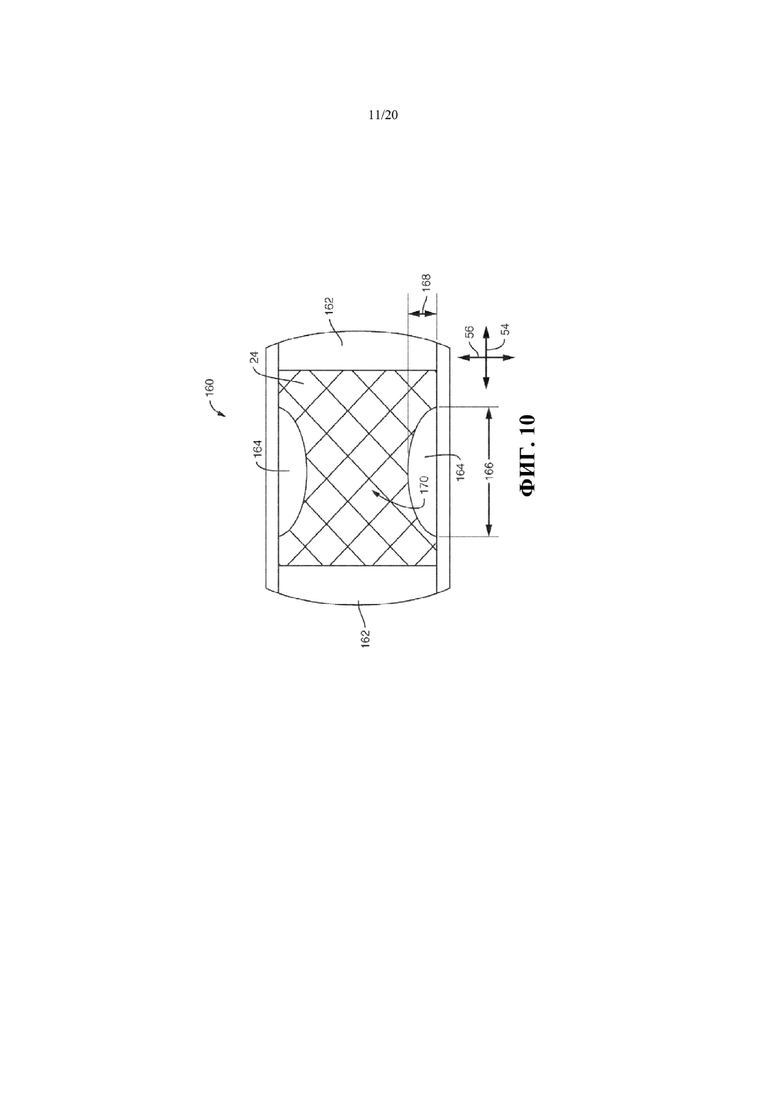
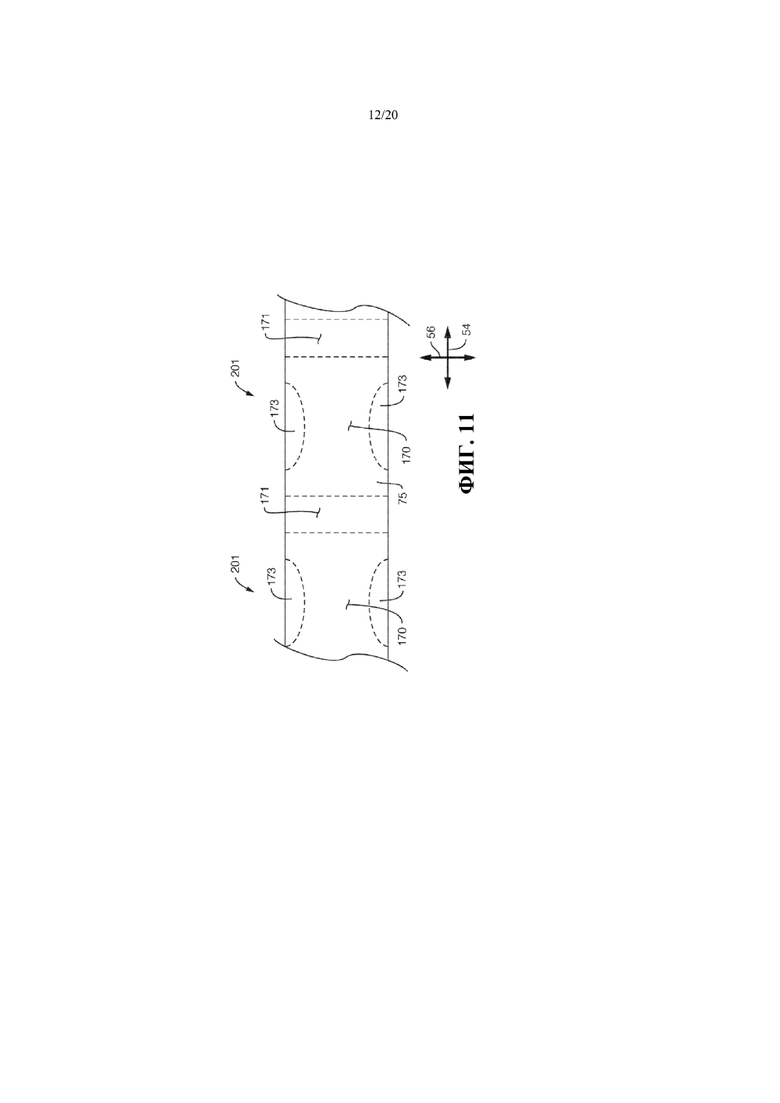
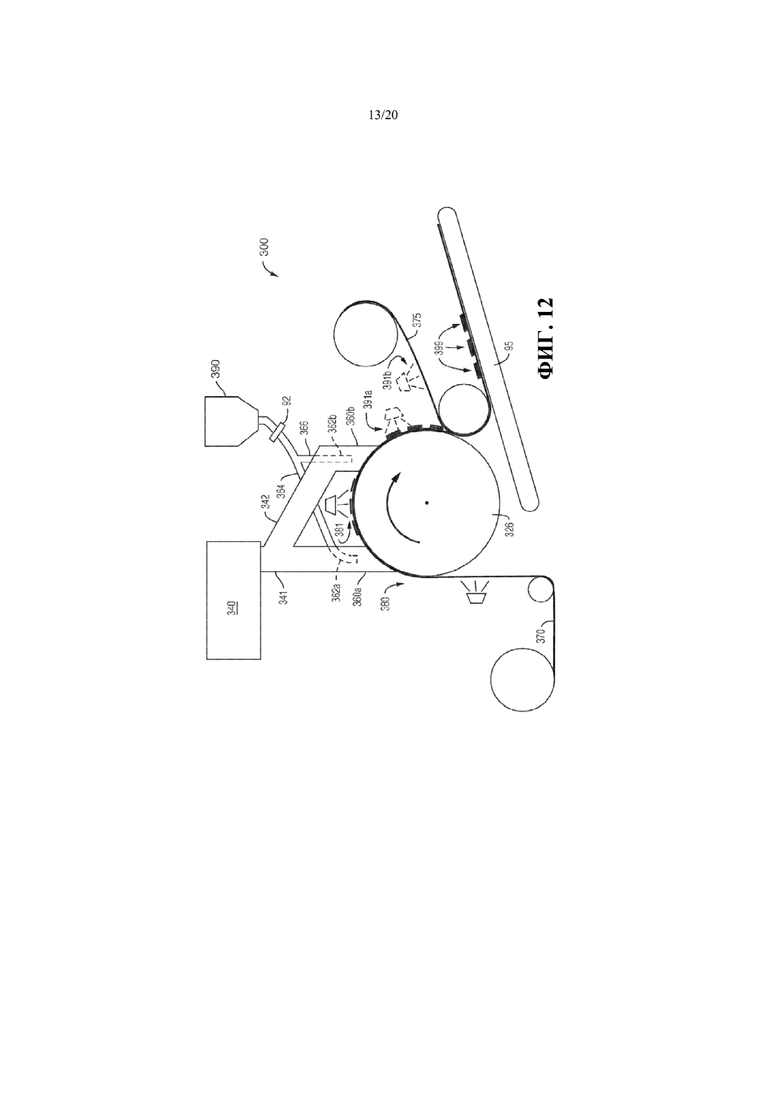
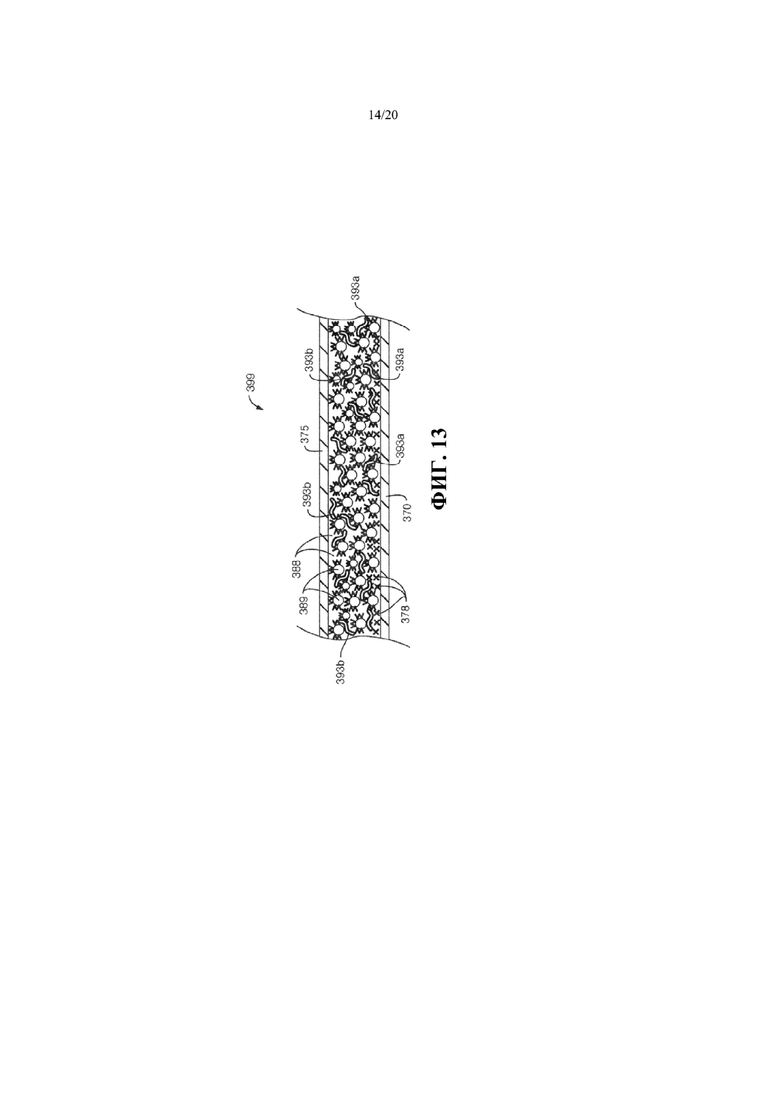
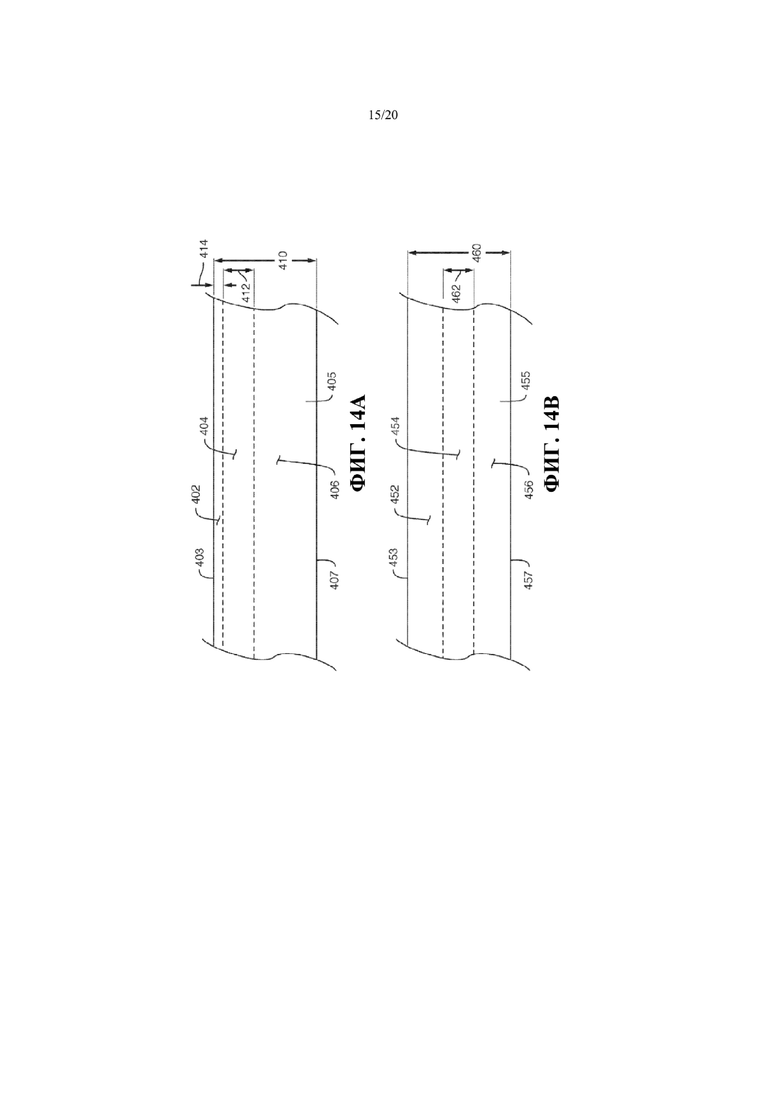
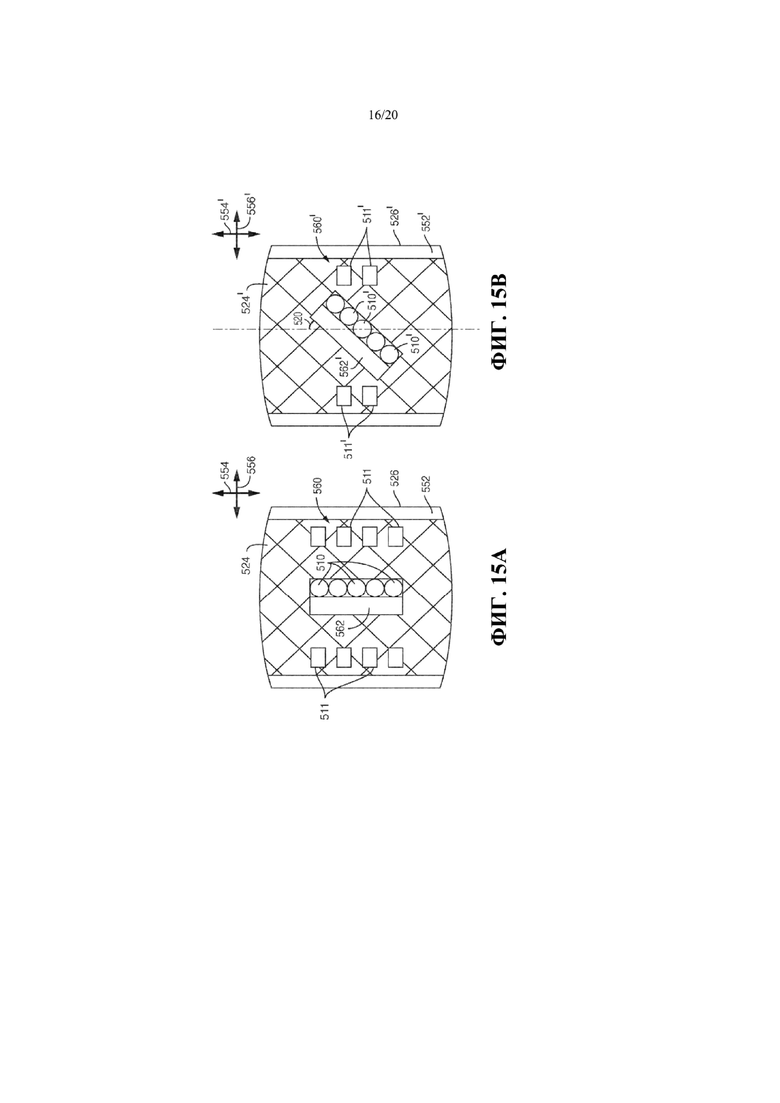
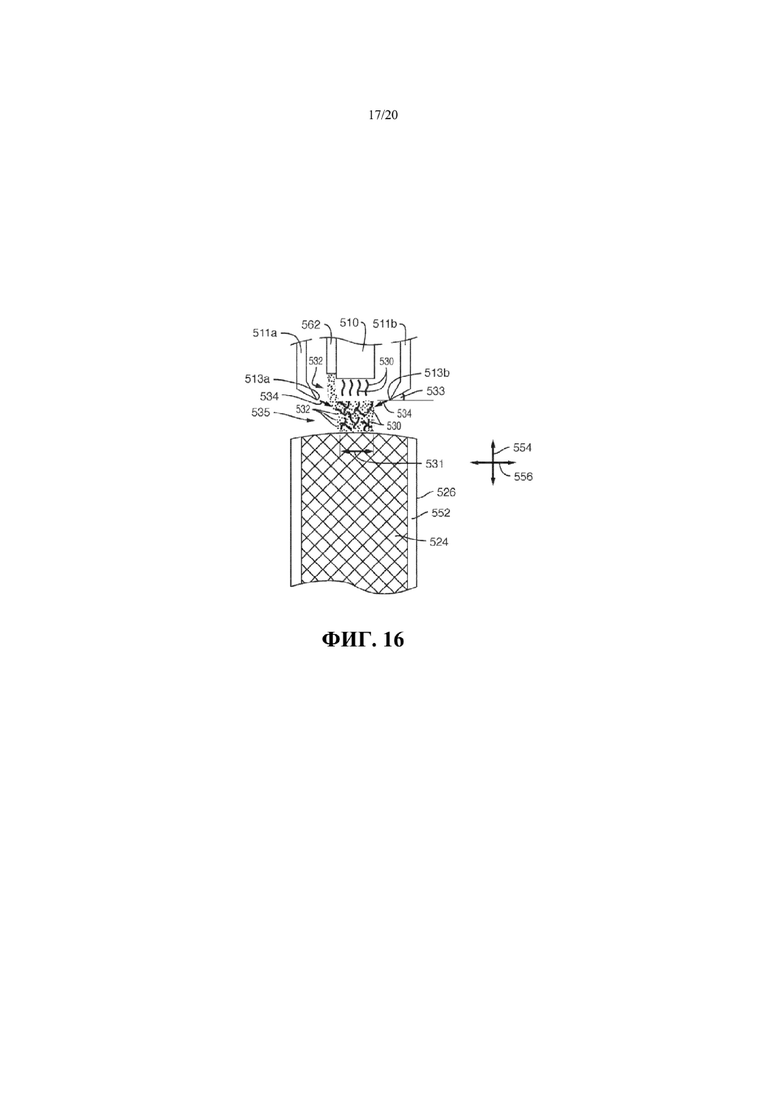
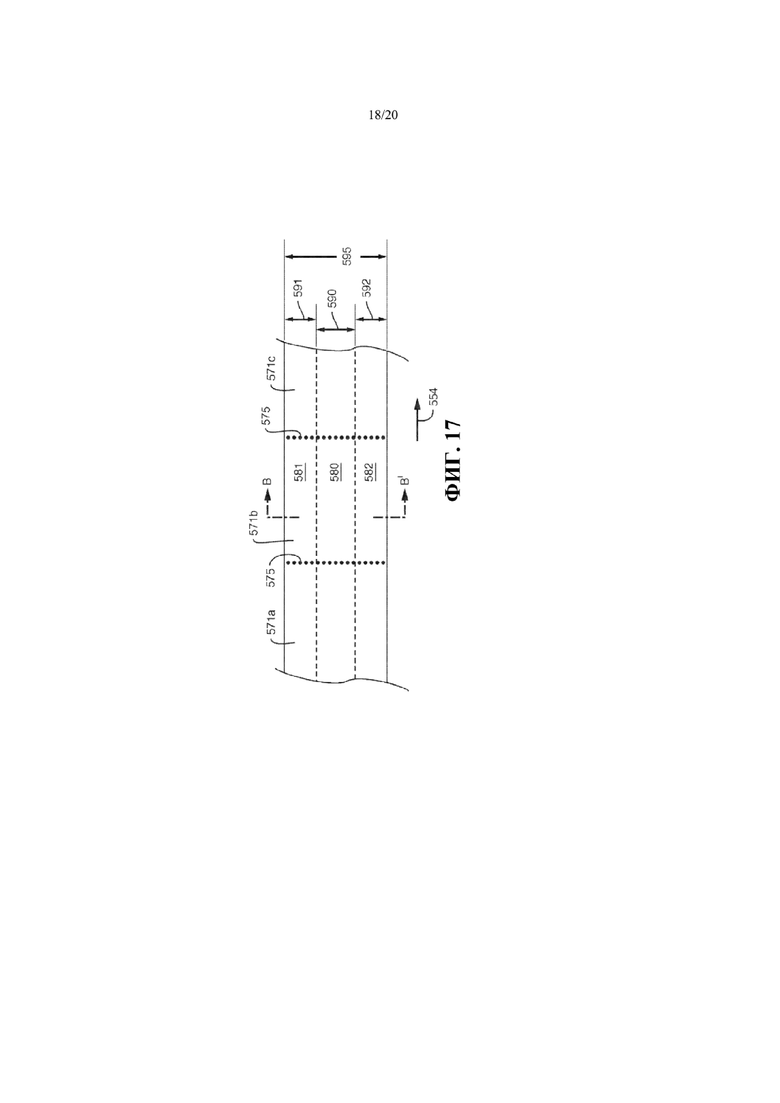
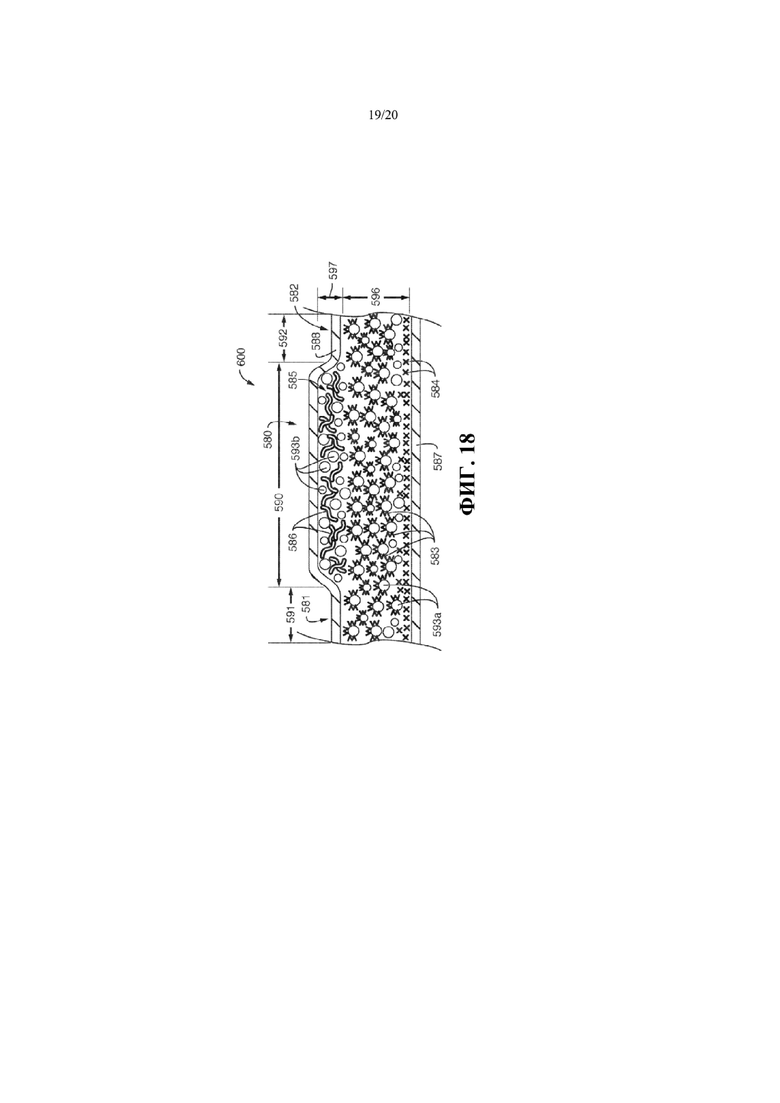
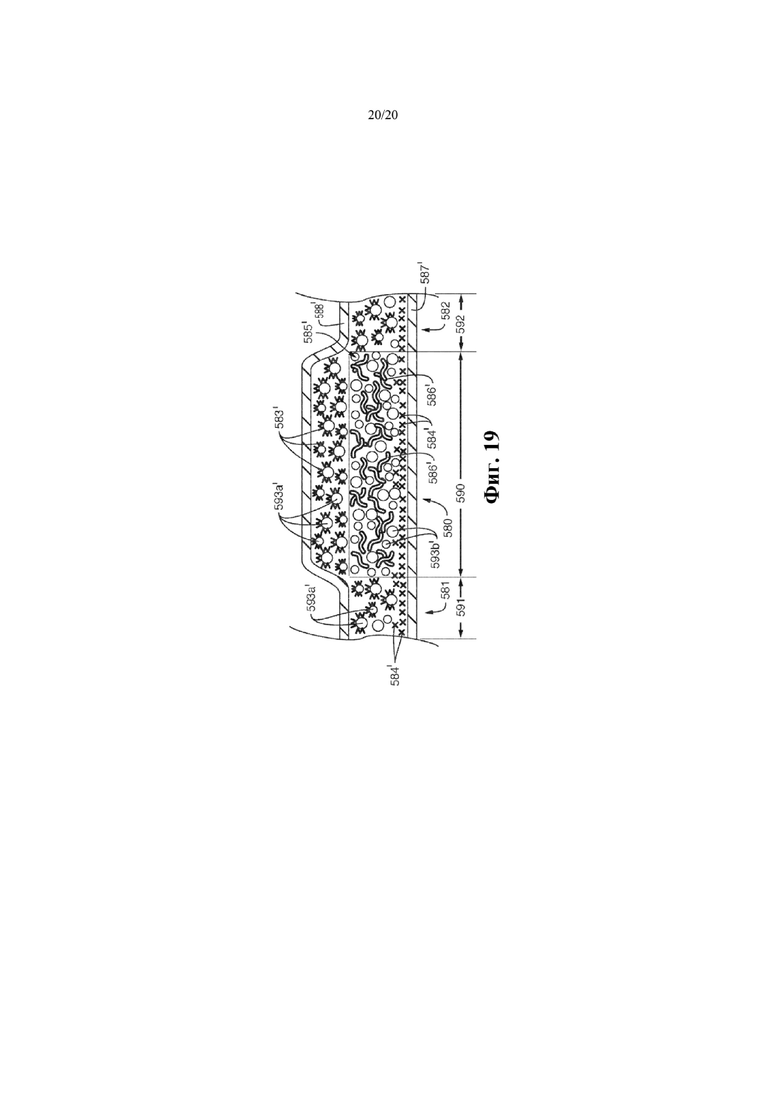
Описаны бесцеллюлозные впитывающие сердцевины и способы их изготовления. Способ формирования впитывающей сердцевины может включать перемещение формующей поверхности в машинном направлении, создание перепада давления на формующей поверхности, продвижение базового несущего листа на формующую поверхность в машинном направлении, наложение первого связующего вещества на базовый несущий лист и наложение первого количества зернистого материала на первое связующее вещество по первой ширине в направлении, поперечном машинному. Способ также может включать нанесение матрицы материала на первое количество зернистого материала по второй ширине в направлении, поперечном машинному, причем матрица материала содержит второе количество зернистого материала и второе связующее вещество, при этом вторая ширина в направлении, поперечном машинному, меньше, чем первая ширина в направлении, поперечном машинному, причем второе количество зернистого материала и связующее вещество предварительно смешивают до нанесения на первое количество зернистого материала. 3 н. и 17 з.п. ф-лы, 23 ил.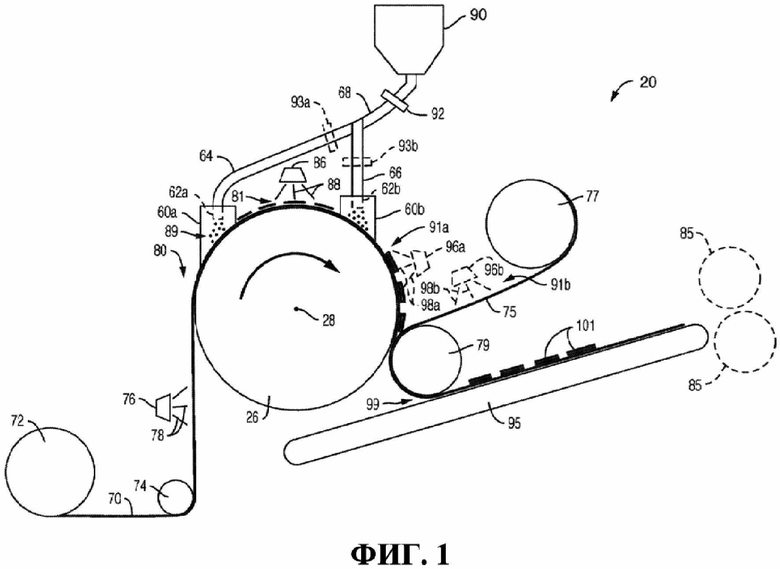
1. Способ формирования впитывающей сердцевины, включающий:
перемещение формующего элемента в машинном направлении, при этом формующий элемент имеет перфорированную формующую поверхность;
создание перепада давления на перфорированной формующей поверхности;
продвижение базового несущего листа на перфорированную формующую поверхность в машинном направлении;
наложение первого связующего вещества на базовый несущий лист;
наложение первого количества зернистого материала на первое связующее вещество на множестве ширин в направлении, поперечном машинному; и
нанесение матрицы материала на первое количество зернистого материала на по меньшей мере одной ширине в направлении, поперечном машинному, причем матрица материала содержит второе количество зернистого материала и второе связующее вещество,
причем по меньшей мере одна ширина в направлении, поперечном машинному, меньше максимальной величины множества ширин в направлении, поперечном машинному,
причем второе количество зернистого материала и связующее вещество предварительно смешивают до нанесения на первое количество зернистого материала.
2. Способ по п. 1, отличающийся тем, что дополнительно включает наложение третьего связующего вещества на первое количество зернистого материала до нанесения матрицы материала на первое количество зернистого материала.
3. Способ по п. 1, отличающийся тем, что дополнительно включает наложение верхнего несущего листа на матрицу материала.
4. Способ по п. 3, отличающийся тем, что дополнительно включает наложение третьего связующего вещества на матрицу материала до наложения верхнего несущего листа.
5. Способ по п. 1, отличающийся тем, что по меньшей мере одна ширина в направлении, поперечном машинному, имеет величину, составляющую от одной четверти до трех четвертей максимальной величины множества ширин в направлении, поперечном машинному.
6. Способ по п. 1, отличающийся тем, что базовый несущий лист содержит левую краевую область, центральную область и правую краевую область, причем матрицу материала наносят по всей центральной области таким образом, чтобы центральная область имела большую плотность, чем первая краевая область или вторая краевая область.
7. Способ по п. 5, отличающийся тем, что плотность центральной области составляет от 150 до 400% плотности первой краевой области или второй краевой области.
8. Способ по п. 5, отличающийся тем, что по меньшей мере 33% общего количества зернистого материала впитывающей сердцевины располагают в пределах центральной области.
9. Способ по п. 1, отличающийся тем, что второе количество зернистого материала содержит сверхвпитывающий материал (SAM).
10. Способ формирования впитывающей сердцевины, включающий:
продвижение базового несущего листа на перфорированный формующий элемент в машинном направлении;
создание перепада давления на перфорированном формующем элементе;
нанесение матрицы материала на базовый несущий лист по ширине матрицы в направлении, поперечном машинному, причем матрица материала содержит первое количество зернистого материала и первое связующее вещество; и
наложение второго количества зернистого материала на базовый несущий лист и матрицу материала на множестве ширин в направлении, поперечном машинному,
причем ширина матрицы в направлении, поперечном машинному, меньше максимальной величины множества ширин в направлении, поперечном машинному,
причем первое количество зернистого материала и связующее вещество предварительно смешивают до нанесения на базовый несущий лист.
11. Способ по п. 10, отличающийся тем, что дополнительно включает наложение верхнего несущего листа на второе количество зернистого материала.
12. Способ по п. 10, отличающийся тем, что ширина матрицы в направлении, поперечном машинному, имеет величину, составляющую от одной четверти до трех четвертей максимальной величины множества ширин в направлении, поперечном машинному.
13. Способ по п. 10, отличающийся тем, что ширина матрицы в направлении, поперечном машинному, имеет величину, составляющую от одной трети до двух третей максимальной величины множества ширин в направлении, поперечном машинному.
14. Способ по п. 10, отличающийся тем, что базовый несущий лист содержит левую краевую область, центральную область и правую краевую область, причем центральная область имеет большую плотность, чем первая краевая область или вторая краевая область после наложения второго количества зернистого материала.
15. Способ по п. 14, отличающийся тем, что плотность центральной области составляет от 150 до 400% плотности первой краевой области или второй краевой области после наложения второго количества зернистого материала.
16. Способ по п. 10, отличающийся тем, что дополнительно включает наложение второго связующего вещества на второе количество зернистого материала.
17. Способ по п. 16, отличающийся тем, что дополнительно включает наложение второго связующего вещества на матрицу материала до наложения второго количества зернистого материала на базовый несущий лист и матрицу материала на множестве ширин в направлении, поперечном машинному.
18. Устройство для формирования впитывающих сердцевин, содержащее:
формующий элемент, имеющий формующую поверхность с возможностью перемещения в машинном направлении, причем формующая поверхность имеет ширину формующей поверхности, проходящую в направлении, поперечном машинному;
первое приспособление для нанесения связующего вещества;
камеру для подачи зернистого материала, при этом первая камера для подачи зернистого материала содержит первое впускное отверстие для зернистого материала, выполненное с возможностью выдачи первого количества зернистого материала на формующую поверхность; и
узел для подачи матрицы, при этом узел для подачи матрицы содержит второе впускное отверстие для зернистого материала и одно или более сопел для нанесения связующего вещества, выполненных с возможностью выдачи второго количества зернистого материала и связующего вещества в направлении формующей поверхности таким образом, чтобы второе количество зернистого материала и связующее вещество смешивались до нанесения на формующую поверхность.
19. Устройство по п. 18, отличающееся тем, что:
камера для подачи зернистого материала выполнена с возможностью выдачи первого количества зернистого материала в направлении формующей поверхности таким образом, чтобы первое количество зернистого материала располагалось на формующей поверхности на множестве ширин в направлении, поперечном машинному,
узел для подачи матрицы выполнен с возможностью выдачи второго количества зернистого материала и связующего вещества в направлении формующей поверхности таким образом, чтобы второе количество зернистого материала и связующее вещество располагались на формующей поверхности по ширине матрицы в направлении, поперечном машинному, и
ширина матрицы в направлении, поперечном машинному, меньше максимальной величины множества ширин в направлении, поперечном машинному.
20. Устройство по п. 19, отличающееся тем, что ширина матрицы в направлении, поперечном машинному, имеет величину, составляющую от одной четверти до трех четвертей максимальной величины множества ширин в направлении, поперечном машинному.
| US 20130112348 A1, 09.05.2013 | |||
| WO 2007122525 A1, 01.11.2007 | |||
| WO 2014145312 A2, 18.09.2014. |

