[0001] Настоящая заявка испрашивает приоритет китайской патентной заявки №2 02011444440.8 под названием «Грозозащитный разрядник и способ его изготовления» («LIGHTNING ARRESTER AND PROCESSING METHOD THEREFOR»), поданной 8 декабря 2020 г. в Национальное управление интеллектуальной собственности Китая, которая полностью включена в настоящий документ посредством ссылки.
Область техники
[0002] Настоящее изобретение относится к технической области грозозащитных разрядников и в частности к грозозащитному разряднику и способу производства грозозащитного разрядника.
Уровень техники
[0003] Грозозащитный разрядник в энергосистеме является важным защитным устройством, которое используют для защиты электрооборудования в энергосистеме от повреждения, вызванного грозовым перенапряжением и рабочим перенапряжением.
Электрические и механические свойства грозозащитного разрядника имеют решающее значение для защиты от перенапряжения и надежности работы энергосистемы.
[0004] В настоящее время функциональные элементы грозозащитного разрядника состоят из множества пластинчатых частей резистора, соединенных последовательно. Из-за большого числа соединяющих поверхностей контакта между частями резистора он оказывает большое влияние на электрические свойства грозозащитных разрядников. Кроме того, так как механическая прочность соединенных последовательно пластинчатых частей резистора относительно невелика, для обеспечения механической прочности необходима изоляционная опора, что увеличивает конструктивный размер грозозащитного разрядника и снижает эффективность его производства.
Сущность изобретения
[0005] Предложен грозозащитный разрядник в соответствии с настоящей заявкой для улучшения электрических свойств грозозащитного разрядника, уменьшения конструктивного размера грозозащитного разрядника и улучшения эффективности производства грозозащитного разрядника. Настоящая заявка предлагает следующие технические решения.
[0006] Грозозащитный разрядник содержит резистор и изоляционную втулку, расположенную снаружи резистора, резистор выполнен из цинкооксидной смеси и имеет форму длинного стержня.
[0007] Предпочтительно отношение высоты к диаметру резистора составляет больше 5.
[0008] Предпочтительно резистор изготавливают из стержнеобразной заготовки высокотемпературным обжигом, а цинкооксидную смесь преобразуют в стержнеобразную заготовку изостатическим прессованием или торцевым прессованием.
[0009] Предпочтительно конец резистора подключен к соединительному концевому блоку, соединительный концевой блок находится внутри изоляционной втулки, соединительный концевой блок соединен с выводом электрода, и соединительный концевой блок выполнен из металла.
[0010] Предпочтительно соединительный концевой блок соединен с торцевой поверхностью резистора путем металлизации или лазерной сварки.
[0011] Предпочтительно один конец вывода электрода подключен к соединительному концевому блоку посредством винтовой резьбы, а другой конец выходит из изоляционной втулки.
[0012] Предпочтительно периферическая поверхность соединительного концевого блока снабжена кольцевой канавкой, в кольцевой канавке расположено уплотнительное кольцо, и наружная периферическая поверхность уплотнительного кольца соединена с внутренней поверхностью изоляционной втулки.
[0013] Предпочтительно количество соединительных концевых блоков равно двум, и два соединительных концевых блока соответственно расположены на обоих концах резистора.
[0014] Предпочтительно изоляционная втулка выполнена из силиконового каучука, и изоляционная втулка образована снаружи резистора и соединительного концевого блока путем формования.
[0015] Предпочтительно изоляционная втулка и уплотнительное кольцо сформированы как единое целое путем формования под давлением.
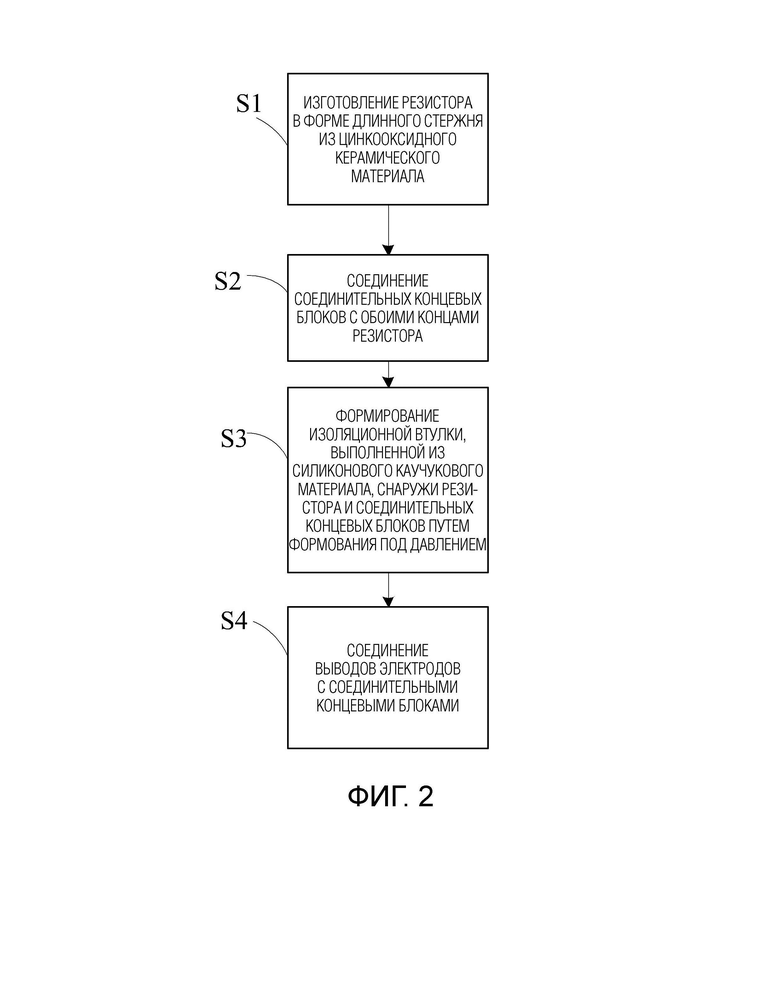
[0016] Также предложен способ производства грозозащитного разрядника в соответствии с настоящей заявкой, и этот способ включает следующие этапы от S1 до S4:
S1: изготовление резистора в форме длинного стержня из материала цинкооксидной смеси;
S2: соединение соединительных концевых блоков с обоими концами резистора;
S3: формирование изоляционной втулки, выполненной из силиконового каучукового материала, снаружи резистора и соединительных концевых блоков путем формования под давлением;
S4: подключение выводов электродов к соединительным концевым блокам.
[0017] Предпочтительно этап S1 конкретно включает: изготовление стержнеобразной заготовки из цинкооксидной смеси изостатическим прессованием или торцевым прессованием, и изготовление резистора из стержнеобразной заготовки путем высокотемпературного обжига.
[0018] Предпочтительно этап S2 конкретно включает: соединение соединительных концевых блоков с торцевыми поверхностями резистора путем металлизации или лазерной сварки.
[0019] Предпочтительно периферические поверхности соединительных концевых блоков снабжены кольцевыми канавками, в кольцевых канавках расположены уплотнительные кольца, а уплотнительные кольца и изоляционная втулка сформированы как единое целое путем формования под давлением.
[0020] Предпочтительно соединительные концевые блоки снабжены внутренними резьбами, а электродные выводы соединены с соединительными концевыми блоками посредством винтовой резьбы.
[0021] Из приведенных выше технических решений видно, что по сравнению с резистором по традиционной технологии, который состоит из множества пластинчатых частей резистора, соединенных последовательно в стопку, заявитель творчески предлагает устанавливать резистор, выполненный из материала цинкооксидной смеси, в форме длинного стержня. Таким образом, сокращается количество соединяющих поверхностей контакта, что значительно улучшает электрические свойства грозозащитного разрядника. Кроме того, цинкооксидная смесь обладает превосходными механическими свойствами, а оксидированный керамический резистор в форме длинного стержня может быть напрямую подключен к проводу или внешней опоре, не полагаясь на какую-либо изоляционную опору, что в результате исключает размещение изоляционной опоры, значительно уменьшает конструктивные размеры грозозащитного разрядника и улучшает эффективность производства грозозащитного разрядника.
Краткое описание чертежей
[0022] Чтобы наглядно проиллюстрировать решения в вариантах осуществления настоящей заявки, ниже кратко представлены сопроводительные чертежи, необходимые для описания вариантов осуществления. Очевидно, что сопроводительные чертежи в приведенном ниже описании относятся только к некоторым вариантам настоящей заявки. Специалистами в данной области техники могут быть получены другие чертежи на основе прилагаемых рисунков без каких-либо творческих усилий.
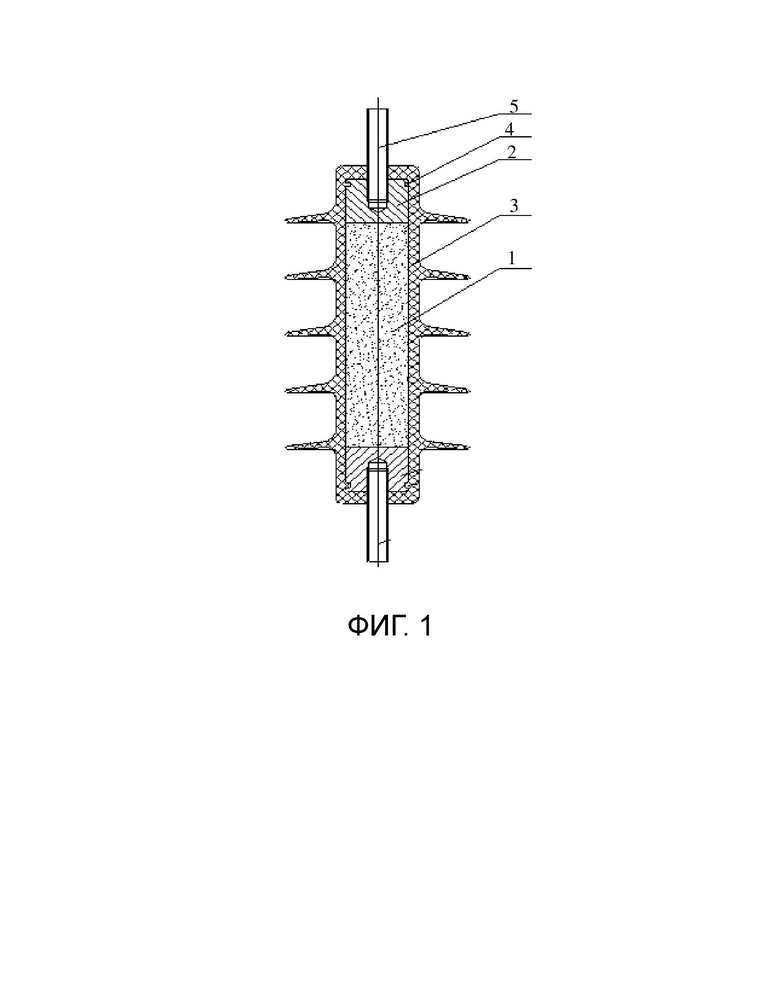
[0023] ФИГ. 1 представляет собой принципиальную схему конструкции грозозащитного разрядника, предлагаемого в соответствии с вариантом осуществления настоящей заявки.
[0024] ФИГ. 2 представляет собой технологическую карту способа производства грозозащитного разрядника, предлагаемого в соответствии с вариантом осуществления настоящей заявки.
[0025] Ссылочные позиции перечислены следующим образом:
[0026] 1 - резистор, 2 - соединительный концевой блок, 3 -изоляционная втулка, 4 - кольцевая канавка и 5 - вывод электрода.
Подробное описание вариантов осуществления
[0027] Настоящая заявка раскрывает грозозащитный разрядник, который имеет прекрасные электрические свойства, высокую механическую прочность и простую конструкцию. Также данная заявка раскрывает способ изготовления грозозащитного разрядника.
[0028] Технические решения в вариантах осуществления настоящей заявки четко и полностью описаны ниже в сочетании сопроводительными чертежами в вариантах осуществления заявки. Очевидно, что описанные варианты осуществления являются лишь частью вариантов осуществления заявки, а не всеми вариантами. Все другие варианты, полученные специалистами в данной области техники без особых усилий на основе вариантов осуществления настоящей заявки, подпадают под объем охраны заявки.
[0029] Грозозащитный разрядник по настоящей заявке включает резистор 1 и изоляционную втулку 3, расположенную снаружи резистора 1. Резистор 1 выполнен из цинкооксидной смеси. Цинкооксидная смесь обладает такими характеристиками, как превосходный нелинейный коэффициент, широкий диапазон напряжения варистора, быстрое время отклика, низкий ток утечки и высокая механическая прочность.
[0030] Резистор 1 грозозащитного разрядника по обычной технологии состоит из множества пластинчатых частей резистора, соединенных последовательно. Из-за большого числа соединяющих поверхностей контакта между частями резистора он оказывает большое влияние на электрические свойства грозозащитного разрядника, такие как способность выдерживать токи и способность передавать заряды. Заявителем обнаружена высокая механическая прочность цинкооксидной смеси и предложено устанавливать резистор 1, выполненный из материала цинкооксидной смеси, в форме длинного стержня. В результате снижается количество соединяющих поверхностей контакта, что существенно улучшает электрические свойства грозозащитного разрядника. Кроме того, цинкооксидная смесь имеет прекрасные механические свойства, и оксидированный керамический резистор в форме длинного стержня 1 может быть напрямую подсоединен к проводу или наружному кронштейну, не полагаясь на какую-либо изоляционную опору, в результате чего исключают размещение изоляционной опоры, существенно уменьшают конструктивный размер грозозащитного разрядника и улучшают эффективность производства грозозащитного разрядника.
[0031] Кроме того, отношение высоты к диаметру резистора 1, то есть, соотношение высота-диаметр, составляет больше 5, что соответствует требованиям по длине для грозозащитного разрядника. Кроме того, резистор 1 с соотношением высота-диаметр больше 5 отличается лучшей способностью выдерживать высокие токи и лучшей способностью передавать заряды. Например, в реальных экспериментах измерено, что грозозащитный разрядник по настоящей заявке может выдерживать 100 кА для больших токов 4/10 (форма волны импульсного тока с виртуальным временем начала 4 мксек и виртуальным временем окончания до половины значения 10 мксек) и может выдерживать ток 0,3С для передачи повторяющегося заряда.
[0032] Способ производства резистора в форме длинного стержня 1, выполненного из материала цинкооксидной смеси, состоит в следующем: цинкооксидную смесь преобразуют в стержнеобразную заготовку путем изостатического прессования или торцевого прессования, а затем стержнеобразную заготовку превращают в резистор 1 путем высокотемпературного обжига. Технология изостатического прессования представляет собой передовой способ гидравлического сверхвысокого давления, использующий принцип, при котором продукт в закрытом контейнере высокого давления формуется под действием изотропного сверхвысокого давления. Технология торцевого прессования представляет собой способ прессования, при котором для формования изделия в пресс-форме используют масляный гидравлический пресс путем приложения давления к верхнему и нижнему концам изделия.
[0033] В конкретном варианте осуществления настоящей заявки также предусмотрен соединительный концевой блок 2. Соединительный концевой блок 2 выполнен из металла. Соединительный концевой блок 2 расположен на конце резистора 1. Соединительный концевой блок 2 и резистор 1 вместе образуют сердечник грозозащитного разрядника. Изоляционная втулка 3 расположена снаружи сердечника. В варианте осуществления для сохранения целостности резистора 1 и придания ему прекрасных электрических свойств, в частности, предусмотрен соединительный концевой блок 2, и соединительный концевой блок 2 предпочтительно выполнен из металла с прекрасными механическими свойствами. При таком подходе вывод электрода 5 может быть напрямую подключен к соединительному концевому блоку 2.
[0034] Кроме того, соединительный концевой блок 2 соединяют с торцевой поверхностью резистора 1 путем металлизации или лазерной сварки. Металлизация - аддитивный процесс, при котором соединительный концевой блок 2, выполненный из металла, наносят на резистор 1. Лазерная сварка - эффективный и точный способ сварки, в котором в качестве источника тепла применяют лазерный луч с высокой плотностью энергии. Ни металлизация, ни лазерная сварка не повреждают структуру резистора 1, тем самым гарантируя электрические свойства резистора 1. Кроме того, соединительный концевой блок 2, полученный металлизацией или лазерной сваркой, находится в поверхностном контакте с резистором 1, и поверхностный контакт может создавать достаточный контакт между соединительным концевым блоком 2 и резистором 1, что гарантирует проводимость между резистором 1 и соединительным концевым блоком 2.
[0035] В реальных опытах сердечник формируют металлизацией или лазерной сваркой, причем прочность на растяжение между соединительным концевым блоком 2 и резистором 1 составляет не меньше 200 Н, а прочность на изгиб между соединительным концевым блоком 2 и резистором 1 составляет не меньше 60 Н/м.
[0036] Следует отметить, что резистор в форме длинного стержня 1 по настоящей заявке имеет форму длинного цилиндра, а соединительный концевой блок 2 имеет форму короткого цилиндра с таким же диаметром, как и диаметр резистора 1, образуя в результате сердечник, который по существу имеет форму длинного цилиндра. После формования изоляционной втулки 3 основной корпус всего грозозащитного разрядника имеет форму длинного цилиндра и имеет правильную форму, в результате чего обладает равномерными и стабильными электрическими свойствами.
[0037] Вывод электрода 5 соединен с соединительным концевым блоком 2 посредством винтовой резьбы. Вывод электрода 5 снабжен наружной резьбой, а соединительный концевой блок 2 снабжен внутренней резьбой. Один конец вывода электрода 5 соединен с соединительным концевым блоком 2 посредством винтовой резьбы, а другой конец выходит из изоляционной втулки 3. Резьбовое соединение обеспечивает прочность соединения и облегчает разборку и сборку.
[0038] Далее описана структура уплотнения грозозащитного разрядника. Кольцевая канавка расположена на периферической поверхности соединительного концевого блока 2, а в кольцевой канавке размещено уплотнительное кольцо. Наружная периферическая поверхность уплотнительного кольца соединена с внутренней поверхностью изоляционной втулки 3. В случае, где количество соединительных концевых блоков 2 равно двум, два соединительных концевых блока 2 расположены соответственно на обоих концах резистора 1, и соответствующим образом расположены два уплотнительных кольца. Резистор 1 герметизирован с помощью двух уплотнительных колец, формованных соединяющих поверхностей контакта между внутренней поверхностью изоляционной втулки и резистором 1 и формованных соединяющих поверхностей контакта между внутренней поверхностью изоляционной втулки и соединительными концевыми блоками 2, тем самым защищая резистор 1.
[0039] Следует отметить, что кольцевая канавка 4 может быть вырезана путем механической обработки, или кольцевая канавка 4 может быть отлита как единое целое с соединительным концевым блоком 2. Способ машинной обработки кольцевой канавки 4 особенно не ограничен, пока кольцевая канавка 4 может быть получена на соединительном концевом блоке 2, и все они входят в объем защиты настоящей заявки.
[0040] В конкретном варианте осуществления настоящей заявки изоляционная втулка 3 выполнена с возможностью изготовления из силиконового каучука. Силиконовый каучук обладает хорошей устойчивостью к низким температурам и термостойкостью. В настоящей заявке используют способ прессования в форме для формования изоляционной втулки 3 на сердечнике, то есть, снаружи резистора 1 и соединительного концевого блока 2. Изоляционную втулку 3 формуют в виде зонтика.
[0041] Кроме того, в процессе формования уплотнительное кольцо и изоляционную втулку 3 формуют в виде единого целого, а уплотнительное кольцо формируют в кольцевой канавке 4. По сравнению с техническим решением по обычной технологии с раздельным размещением уплотнительного кольца в техническом решении по настоящей заявке используют уплотнительное кольцо, которое образовано путем формования под давлением, что не только упрощает технологические этапы, но также улучшает герметизирующие характеристики уплотнительного кольца.
[0042] Следует отметить, что поскольку стержнеобразный резистор 1, изготовленный из цинкооксидного материала, обладает прекрасной механической прочностью, не требуется добавлять механическую опору, и, следовательно, мягкий силиконовый каучук может быть выбран для получения изоляционной втулки 3. Благодаря тому, что силиконовый каучук формуют снаружи сердечника формованием под давлением, соединение между силиконовым каучуком и сердечником плотное, что обеспечивает хорошую герметизацию для сердечника.
[0043] По сравнению с решением, в котором резисторы 1 в листовой форме последовательно соединены и уложены слоями, а изоляционная опора предусмотрена по обычной технологии, в настоящей заявке требуется только изготовить сердечник, и затем сердечник капсулируют в изоляционную втулку 3 формованием под давлением. Следовательно, этапы производства грозозащитного разрядника в настоящей заявке просты, стоимость производства низкая, и такой способ подходит для крупномасштабного производства.
[0044] Также настоящая заявка раскрывает способ изготовления грозозащитного разрядника, и этот способ включает следующие этапы от S1 до S4.
[0045] S1: Резистор 1 в форме длинного стержня производят из материла цинкооксидной смеси.
[0046] На этом этапе цинкооксидную смесь вначале преобразуют в стержнеобразную заготовку путем изостатического прессования или торцевого прессования, а затем стержнеобразную заготовку превращают в резистор 1 путем высокотемпературного обжига.
[0047] S2: Соединительные концевые блоки 2 соединяют с обоими концами резистора 1.
[0048] Материалом соединительных концевых блоков 2 является металл, и размещение соединительных концевых блоков 2 должно облегчить соединение с выводами электродов 5. Более конкретно, соединительные концевые блоки 2 могут быть закреплены на резисторе 1 металлизацией или лазерной сваркой. Металлизация или лазерная сварка не нарушают целостность резистора 1.
[0049] S3: Изоляционную втулку 3, выполненную из материала силиконового каучука, формируют снаружи резистора 1 и соединительных концевых блоков 2 формованием под давлением.
[0050] В настоящей заявке изоляционная втулка 3 предпочтительно выполнена из силиконового каучука, причем силиконовый каучук формуют снаружи сердечника формованием под давлением, что не только обеспечивает изолирующие свойства всего грозозащитного разрядника, но также улучшает характеристики герметизации сердечника. В процессе формования благодаря присутствию кольцевой канавки 4 уплотнительное кольцо и изоляционную втулку 3 формируют как единое целое. При таком подходе упрощаются этапы производства, а резистор 1 герметизируют с помощью двух уплотнительных колец и формованных соединяющих поверхностей контакта между внутренней поверхностью изоляционной втулки и резистором 1 и формованных соединяющих поверхностей контакта между внутренней поверхностью изоляционной втулки и соединительными концевыми блоками 2, которые защищают резистор 1.
[0051] S4: Выводы электродов 5 соединяют с соединительными концевыми блоками 2.
[0052] В настоящей заявке конец вывода электрода 5 снабжен наружной резьбой, а соединительный концевой блок 2 снабжен внутренней резьбой. При установке вывода электрода 5 вывод электрода 5 может быть напрямую навинчен на соединительный концевой блок 2. Резьбовое соединение облегчает разборку и сборку и может обеспечивать прочность соединения.
[0053] Наконец, следует отметить, что такие термины, как «содержит», «включает»» или любой другой их вариант, предназначены для охвата неисключительного включения, так что процесс, способ, изделие или устройство, которое включает ряд элементов, включает не только ряд элементов, но также включает другие элементы, которые явно не перечислены, или также включает элементы, присущие процессу, способу, изделию или устройству. Без дальнейших ограничений элемент, определяемый утверждением «содержит…», не исключает существования дополнительных идентичных элементов в процессе, способе, изделии или устройстве, которые включают ряд элементов.
[0054] В описании каждый из вариантов осуществления описан последовательно и сфокусирован на отличиях от других вариантов осуществления. Для одних и тех же и сходных частей различных вариантов осуществления могут быть сделаны ссылки друг на друга.
[0055] Приведенное выше описание раскрытых вариантов осуществления позволяет специалистам в данной области техники реализовать или использовать настоящую заявку. Различные модификации вариантов очевидны для специалистов в данной области техники. Общие принципы, определенные здесь, могут быть реализованы в других вариантах осуществления без отступления от сути или объема настоящей заявки. Следовательно, настоящая заявка не ограничена вариантами, показанными в описании, и должна соответствовать самому широкому объему, соответствующему принципам и новым функциям, раскрытым в документе.
Изобретение относится к области электротехники, а именно к грозозащитному разряднику, включающему резистор и изоляционную втулку, расположенную снаружи резистора. Повышение коэффициента нелинейности, чувствительности к давлению, механической прочности является техническим результатом изобретения, который обеспечивается способом изготовления резистора из цинкооксидной смеси, имеющего форму длинного стержня, в которой уменьшена соединяющая поверхность контакта, в результате чего существенно улучшены электрические свойства грозозащитного разрядника. Кроме того, цинкооксидная смесь имеет прекрасные механические свойства, в связи с чем оксидированный керамический резистор в форме длинного стержня может быть напрямую подсоединен к проводу или внешней опоре, не полагаясь на какую-либо изоляционную опору, так что применение изоляционной опоры исключается, что в результате уменьшает конструктивный размер грозозащитного разрядника и повышает эффективность производства грозозащитного разрядника. Также раскрыт способ изготовления грозозащитного разрядника, в котором резистор изготавливают из стержнеобразной заготовки высокотемпературным обжигом, а цинкооксидную смесь преобразуют в стержнеобразную заготовку изостатическим прессованием или торцевым прессованием, при этом конец резистора подключен к соединительному концевому блоку, который находится внутри изоляционной втулки, соединительный концевой блок соединен с выводом электрода. 2 н. и 13 з.п. ф-лы, 2 ил.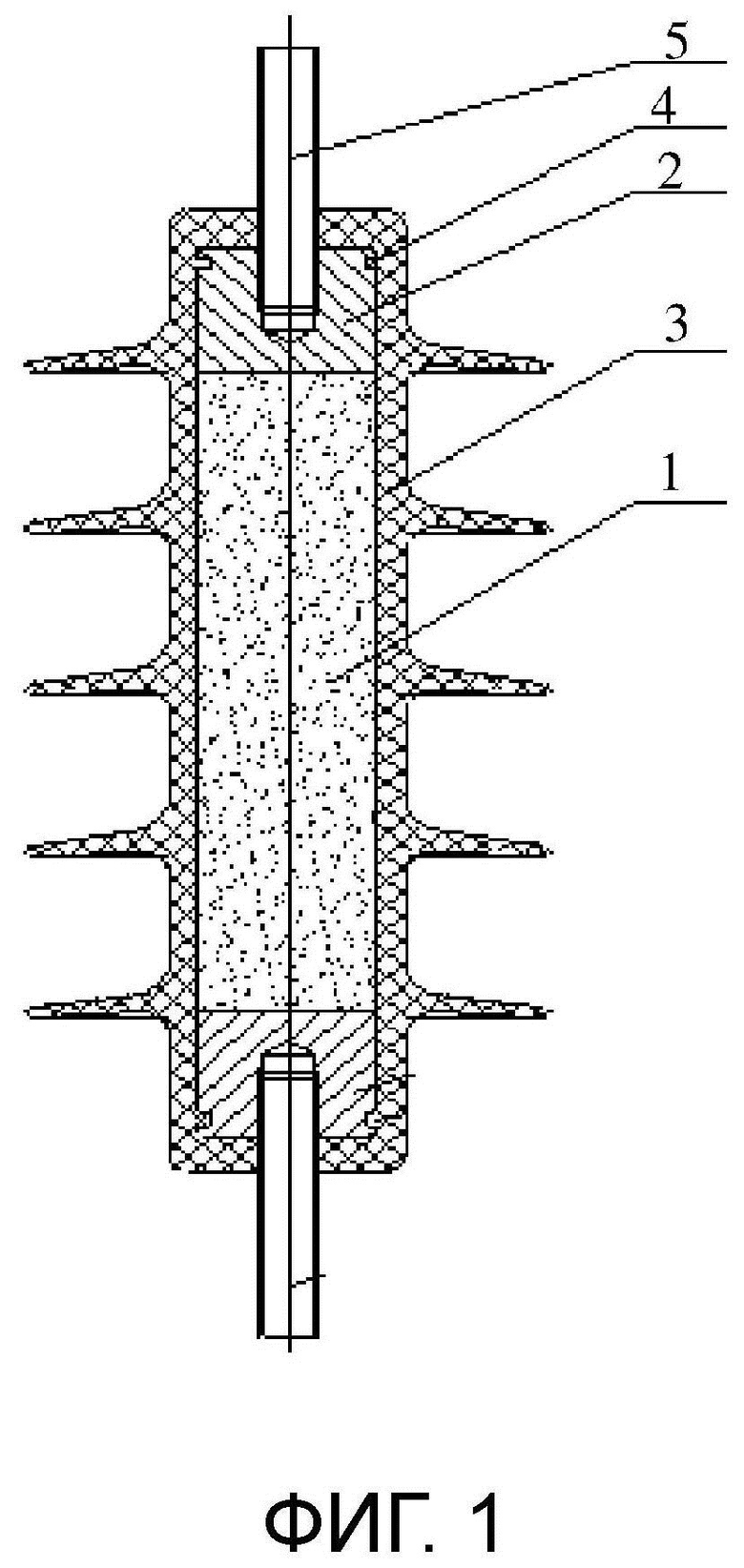
1. Грозозащитный разрядник, содержащий резистор и изоляционную втулку, причем резистор выполнен из цинкооксидной смеси, на конце резистора расположен соединительный концевой блок, резистор имеет форму длинного цилиндра, соединительный концевой блок имеет форму короткого цилиндра с диаметром, идентичным диаметру резистора, соединительный концевой блок и резистор совместно составляют сердечник грозозащитного разрядника, изоляционная втулка расположена снаружи сердечника.
2. Грозозащитный разрядник по п. 1, в котором отношение высоты к диаметру резистора составляет больше 5.
3. Грозозащитный разрядник по п. 1, в котором резистор изготовлен из стержнеобразной заготовки путем высокотемпературного обжига, а цинкооксидную смесь преобразуют в стержнеобразную заготовку путем изостатического прессования или торцевого прессования.
4. Грозозащитный разрядник по п. 1, в котором соединительный концевой блок расположен внутри изоляционной втулки, соединительный концевой блок соединен с выводом электрода, и соединительный концевой блок выполнен из металла.
5. Грозозащитный разрядник по п. 4, в котором соединительный концевой блок соединен с торцевой поверхностью резистора путем металлизации или лазерной сварки.
6. Грозозащитный разрядник по п. 4, в котором один конец вывода электрода соединен с соединительным концевым блоком посредством винтовой резьбы, а другой конец выходит из изоляционной втулки.
7. Грозозащитный разрядник по п. 4, в котором периферическая поверхность соединительного концевого блока снабжена кольцевой канавкой, в кольцевой канавке расположено уплотнительное кольцо, и наружная периферическая поверхность уплотнительного кольца соединена с внутренней поверхностью изоляционной втулки.
8. Грозозащитный разрядник по п. 4, в котором количество соединительных концевых блоков равно двум, и два соединительных концевых блока соответственно расположены на обоих концах резистора.
9. Грозозащитный разрядник по п. 7, в котором изоляционная втулка выполнена из силиконового каучука, и изоляционная втулка образована снаружи резистора и соединительного концевого блока путем формования.
10. Грозозащитный разрядник по п. 9, в котором изоляционная втулка и уплотнительное кольцо сформированы как единое целое путем формования под давлением.
11. Способ изготовления грозозащитного разрядника, включающий следующие этапы, на которых:
S1: изготавливают резистор из материала цинкооксидной смеси;
S2: соединяют соединительные концевые блоки с обоими концами резистора;
S3: формируют изоляционную втулку, выполненную из силиконового каучукового материала, снаружи резистора и соединительных концевых блоков путем формования под давлением;
S4: соединяют выводы электродов с соединительными концевыми блоками,
причем резистор имеет форму длинного цилиндра, каждый из соединительных концевых блоков имеет форму короткого цилиндра с диаметром, идентичным диаметру резистора, соединительные концевые блоки и резистор совместно составляют сердечник грозозащитного разрядника, изоляционная втулка расположена снаружи сердечника.
12. Способ изготовления грозозащитного разрядника по п. 11, в котором этап S1 включает изготовление стержнеобразной заготовки из цинкооксидной смеси путем изостатического прессования или торцевого прессования и изготовление резистора из стержнеобразной заготовки путем высокотемпературного обжига.
13. Способ изготовления грозозащитного разрядника по п. 11, в котором этап S2 включает соединение соединительных концевых блоков с торцевыми поверхностями резистора путем металлизации или лазерной сварки.
14. Способ изготовления грозозащитного разрядника по п. 11, в котором периферические поверхности соединительных концевых блоков снабжены кольцевыми канавками, в кольцевых канавках расположены уплотнительные кольца, и уплотнительные кольца и изоляционная втулка сформированы как единое целое путем формования под давлением.
15. Способ изготовления грозозащитного разрядника по п. 11, в котором соединительные концевые блоки снабжены внутренними резьбами, а выводы электродов соединены с соединительными концевыми блоками винтовыми резьбами.
| US 4729053 A1, 01.03.1988 | |||
| РАЗРЯДНИК ДЛЯ ЗАЩИТЫ ОТ ПЕРЕНАПРЯЖЕНИЙ С КАРКАСНОЙ КОНСТРУКЦИЕЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2378727C1 |
| KR 2010005158 A, 13.01.2010 | |||
| CN 109038464 A, 18.12.2018 | |||
| JP 2011233819 A, 17.11.2011 | |||
| CN 105790201 A, 20.07.2016 | |||
| JP 2002270405 A, 20.09.2002 | |||
| RU 173089 U1, 10.08.2017. | |||

