[0001] Данная заявка испрашивает приоритет по заявке на патент Китая № 202110727714.2 под названием «NON-LINEAR METAL OXIDE ROD-SHAPED RESISTOR AND PREPARATION METHOD THEREFOR» (НЕЛИНЕЙНЫЙ МЕТАЛЛООКСИДНЫЙ СТЕРЖНЕВОЙ РЕЗИСТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ), поданной 29 июня 2021 г. в Национальное управление интеллектуальной собственности Китая (China National Intellectual Property Administration), которая включена в настоящий документ посредством ссылки полностью.
Область техники
[0002] Настоящая заявка относится к технической области производства нелинейных металлооксидных резисторов (варисторов) для высоковольтных разрядников и, в частности, к способу изготовления нелинейного металлооксидного стержневого резистора. Заявка также относится к нелинейному металлооксидному стержневому резистору для высоковольтного разрядника, полученному с использованием способа изготовления.
Уровень техники
[0003] Нелинейные металлооксидные резисторы (такие как нелинейные цинкооксидные резисторы) являются основными компонентами металлооксидных разрядников и, следовательно, являются ключевыми компонентами, которые определяют рабочие характеристики разрядников. При современном производстве и изготовлении разрядников требуется собрать множество дисковых или кольцевых резисторных листов, и каждый из этих листов должен быть сформован, отшлифован и покрыт алюминиевым напылением.
[0004] В настоящее время нелинейные металлооксидные резисторы производят путем осевого сухого прессования и «вертикального спекания». В способе сухого прессования давление прикладывают в осевом направлении. Из-за трения между прессованной заготовкой и пресс-формой трудно сформовать резистор с высоким отношением высоты к диаметру и получить однородную плотность. Кроме того, когда резистор с высоким отношением высоты к диаметру получают «вертикальным спеканием», величина деформации увеличивается, что затрудняет выполнение технических требований. В результате производители резисторов обычно имеют относительно низкие отношения высоты к диаметру, большинство из которых находится в интервале между 0,2 и 0,8, а максимальное значение составляет не больше 2, при этом каждый из резисторов имеет форму диска или кольца, и, таким образом, называется «резисторным листом».
Сущность изобретения
[0005] С учетом сказанного цель настоящего изобретения состоит в разработке способа изготовления нелинейного металло-оксидного стержневого резистора. На основе технологии изостатического прессования, модифицированного сухого прессования и спекания, получают нелинейный металлооксидный стержневой резистор с высоким отношением высоты к диаметру.
[0006] Другая цель настоящего изобретения состоит в приготовлении нелинейного металлооксидного стержневого резистора с высоким отношением высоты к диаметру с использованием способа изготовления.
[0007] Для достижения приведенных выше целей предложены следующие технические решения в соответствии с настоящей заявкой.
[0008] Способ изготовления нелинейного металлооксидного стержневого резистора включает:
S100: приготовление заготовки стержневого резистора путем изостатического прессования и/или путем сухого прессования вдоль радиального направления заготовки;
S200: спекание заготовки стержневого резистора с получением полуфабриката стержневого резистора; и
S300: напыление алюминиевого электрода на каждый из двух концов полуфабриката стержневого резистора с получением нелинейного металлооксидного стержневого резистора.
[0009] Предпочтительно в приведенном выше способе изготовления этап S100, приготовление заготовки стержневого резистора путем изостатического прессования и/или сухого прессования вдоль радиального направления заготовки, включает:
приготовление заготовки стержневого резистора только путем сухого прессования вдоль радиального направления заготовки; или
приготовление заготовки стержневого резистора только путем изостатического прессования; или
приготовление заготовки стержневого резистора путем предварительного формования сухим прессованием и затем путем изостатического формования.
[0010] Предпочтительно в приведенном выше способе изготовления изостатическое прессование включает формование по методу сухого мешка и формование по методу мокрого мешка.
[0011] Предпочтительно в приведенном выше способе изготовления сухое прессование проводят при давлении формования от 30 до 100 МПа, и изостатическое прессование проводят при давлении формования от 50 до 200 МПа.
[0012] Предпочтительно в приведенном выше способе получения этап S200, спекание заготовки стержневого резистора с получением полуфабриката стержневого резистора, включает размещение заготовки стержневого резистора горизонтально на опорной поверхности огнестойкой несущей конструкции и спекание заготовки стержневого резистора, при этом огнестойкая несущая конструкция выполнена с возможностью размещения заготовки стержневого резистора.
[0013] Предпочтительно в приведенном выше способе изготовления опорная поверхность огнестойкой несущей конструкции представляет собой V-образную поверхность канавки, U-образную поверхность канавки или плоскую поверхность.
[0014] Предпочтительно в приведенном выше способе изготовления перед напылением алюминиевого электрода на полуфабрикат стержневого резистора на этапе S300 периферическую поверхность полуфабриката стержневого резистора покрывают изоляционным покрытием и выполняют шлифование с двух концов, причем изоляционное покрытие представляет собой органический полимер или неорганическое стекло.
[0015] Также предложен нелинейный металлооксидный стержневой резистор в соответствии с вариантом осуществления настоящего изобретения. Нелинейный металлооксидный стержневой резистор получают с использованием способа изготовления в соответствии с любым из приведенных выше решений, а поперечное сечение, перпендикулярное осевому направлению, нелинейного металлооксидного стержневого резистора имеет круглую, эллиптическую или многоугольную форму.
[0016] Предпочтительно в приведенном выше нелинейном металлооксидном стержневом резисторе диаметр круга или описанного круга поперечного сечения нелинейного металлооксидного стержневого резистора лежит в интервале от 20 до 80 мм.
[0017] Предпочтительно в приведенном выше нелинейном металлооксидном стержневом резисторе отношение высоты к диаметру нелинейного металлооксидного стержневого резистора больше или равно 2.
[0018] По сравнению с традиционной технологией настоящее изобретение обладает следующими преимуществами.
[0019] Способ изготовления нелинейного металлооксидного стержневого резистора по настоящему изобретению содержит следующие этапы: S100, приготовление заготовки стержневого резистора изостатическим прессованием и/или сухим прессованием вдоль радиального направления заготовки; S200, спекание заготовки стержневого резистора с получением полуфабриката стержневого резистора; и S300, напыление алюминиевого электрода на каждый из двух концов полуфабриката стержневого резистора с получением нелинейного металлооксидного стержневого резистора.
[0020] В способе изготовления нелинейного металлооксидного стержневого резистора заготовку стержневого резистора готовят путем формования посредством изостатического прессования и/или путем прессования вдоль радиального направления заготовки, и в конечном итоге получают нелинейный металлооксидный стержневой резистор с относительно высоким отношением высоты к диаметру. По сравнению с традиционным способом прессования в радиальном направлении приведенный выше способ изготовления не только обеспечивает более легкое формование стержнеобразной заготовки, но также делает плотность полученной заготовки стержневого резистора более однородной. Формование путем холодного изостатического прессования позволяет прикладывать к заготовке равномерные усилия во всех направлениях, в результате чего может быть получен нелинейный металлооксидный стержневой резистор с высоким отношением высоты к диаметру и с однородной плотностью.
[0021] В традиционном способе «вертикального спекания» для спекания стержневого резистора вследствие силы тяжести и размягчения под высокотемпературной нагрузкой нижняя часть стержневого резистора будет сильно деформирована. В варианте осуществления настоящего изобретения по сравнению с приведенным выше традиционным способом предусмотрена огнестойкая несущая конструкция с V-образной поверхностью канавки, U-образной поверхностью канавки или с плоской поверхностью, а заготовка нелинейного металлооксидного стержневого резистора лежит горизонтально на огнестойкой несущей конструкции, чтобы уменьшить деформацию во время спекания.
[0022] С помощью способа по настоящему изобретению может быть получен нелинейный металлооксидный стержневой резистор с высоким отношением высоты к диаметру. По сравнению с обычным резисторным листом объем работы, такой как глазурование, распыление краски, шлифование, напыление алюминия и сборка, может быть существенно уменьшен, а количество измельченного материала в процессе шлифования может быть уменьшено, в результате чего улучшается коэффициент использования сырьевых материалов.
[0023] С помощью нелинейного металлооксидного стержневого резистора по настоящему изобретению конструкция разрядника может быть упрощена и объем работы, такой как сборка, может быть уменьшен благодаря высокому отношению высоты к диаметру нелинейного металлооксидного стержневого резистора, что в результате улучшает эффективность производства разрядника. В некоторых случаях один нелинейный металлооксидный стержневой резистор может быть разрядником.
Краткое описание чертежей
[0024] Для более четкой иллюстрации технических решений в вариантах осуществления настоящего изобретения или в традиционной технологии кратно описаны чертежи, на которые дается ссылка при описании вариантов осуществления или традиционной технологии. Очевидно, чертежи в следующем описании являются лишь некоторыми примерами изобретения, и специалистами в данной области могут быть получены другие чертежи на основе предоставленных чертежей без каких-либо творческих усилий.
[0025] ФИГ. 1 представляет собой схематичную блок-схему способа изготовления нелинейного металлооксидного стержневого резистора по варианту осуществления настоящего изобретения.
[0026] ФИГ. 2 представляет собой схематичный вид, показывающий структуру нелинейного металлооксидного стержневого резистора в соответствии с решением варианта осуществления настоящего изобретения.
[0027] ФИГ. 3 представляет собой схематичный вид, показывающий структуру нелинейного металлооксидного стержневого резистора в соответствии со вторым решением варианта осуществления настоящего изобретения.
[0028] ФИГ. 4 представляет собой схематичный вид, показывающий структуру нелинейного металлооксидного стержневого резистора в соответствии со третьим решением варианта осуществления настоящего изобретения.
[0029] ФИГ. 5 представляет собой схематичный вид, показывающий структуру нелинейного металлооксидного стержневого резистора в соответствии со четвертым решением варианта осуществления настоящего изобретения.
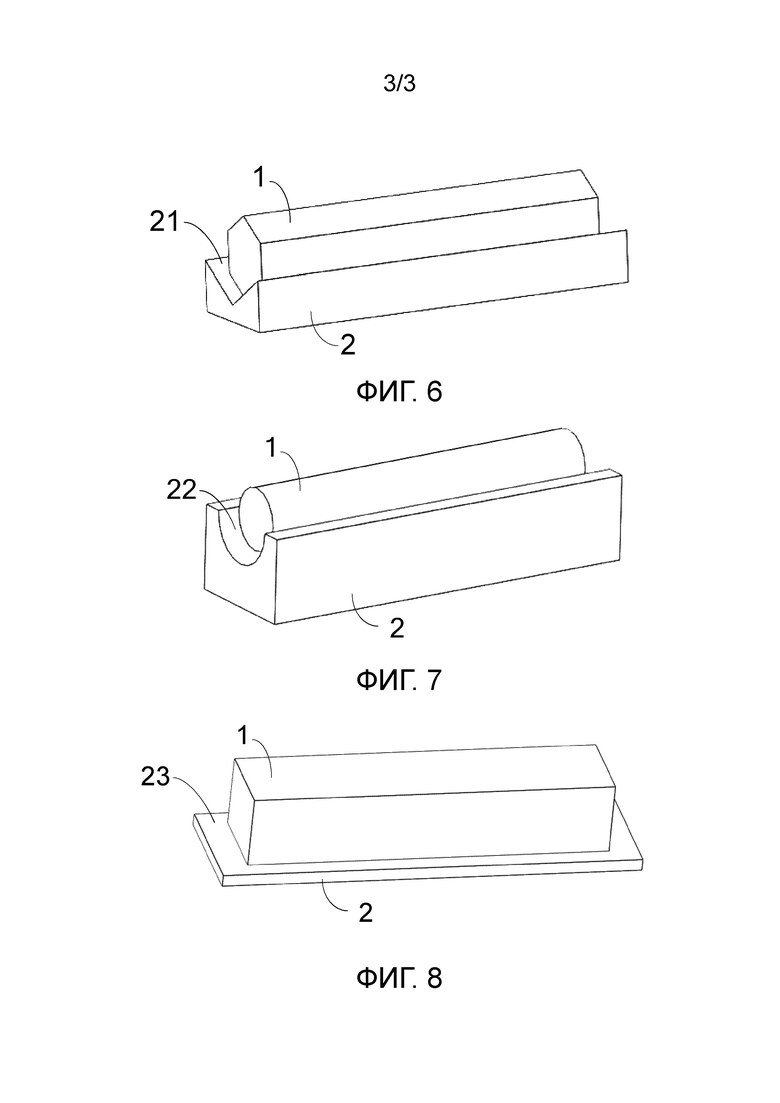
[0030] ФИГ. 6 представляет собой схематичный вид, показывающий применение огнестойкой несущей конструкции, которую используют в процессе спекания в способе изготовления нелинейного металлооксидного стержневого резистора по варианту осуществления настоящего изобретения.
[0031] ФИГ. 7 представляет собой схематичный вид, показывающий применение огнестойкой несущей конструкции, которую используют в процессе спекания в способе изготовления нелинейного металлооксидного стержневого резистора по другому варианту осуществления настоящего изобретения.
[0032] ФИГ. 8 представляет собой схематичный вид, показывающий применение огнестойкой несущей конструкции, которую используют в процессе спекания в способе изготовления нелинейного металлооксидного стержневого резистора по еще одному варианту осуществления настоящего изобретения.
[0033] Номера позиций:
1 - заготовка стрежневого резистора,
2 - огнестойкая несущая конструкция,
21 - V-образная поверхность канавки,
22 - U-образная поверхность канавки,
23 - плоская поверхность.
Подробное описание вариантов осуществления
[0034] Предложен способ изготовления нелинейного металлооксидного стержневого резистора в соответствии с вариантом осуществления настоящего изобретения. С помощью способа изготовления может быть получен нелинейный металлооксидный стержневой резистор с высоким отношением высоты к диаметру, а эффективность производства разрядника может быть улучшена, когда стержневой резистор применяют для разрядника.
[0035] Также предложен нелинейный металлооксидный стержневой резистор, полученный с использованием способа изготовления по настоящему изобретению, который повышает эффективность производства разрядника.
[0036] Технические решения в вариантах осуществления настоящего изобретения описаны четко и полностью со ссылкой на сопроводительные чертежи в вариантах осуществления настоящего изобретения. Очевидно, что описанные варианты представляют собой только некоторые варианты настоящего изобретения, а не все варианты. Все другие варианты, полученные специалистами в данной области техники на основании вариантов осуществления настоящего изобретения без творческих усилий, подпадают под объем защиты настоящей заявки.
[0037] Со ссылкой на ФИГ. 1-5 представлен способ изготовления нелинейного металлооксидного стержневого резистора (далее называемого стержневым резистором) в соответствии с вариантом осуществления настоящего изобретения. Способ изготовления содержит следующие этапы от S100 до S300.
[0038] На этапе S100 заготовку стрежневого резистора 1 готовят формованием посредством изостатического прессования заготовки и/или путем сухого прессования вдоль радиального направления заготовки, при этом заготовку получают путем прессования гранулированного распылением порошка, а гранулированный распылением порошок может быть получен с использованием способа, хорошо известного специалистам в данной области техники.
[0039] На этапе S200 заготовку стрежневого резистора 1 спекают с получением полуфабриката стержневого резистора.
[0040] На этапе S300 алюминиевый электрод напыляют на каждый из двух концов полуфабриката стержневого резистора с получением стержневого резистора. В частности, материал для напыления электрода выбирают в зависимости от различных материалов оксидов металлов заготовки. Например, если оксид металла представляет собой смесь оксида цинка, оксида висмута и оксида сурьмы, то материалом для электродного напыления может быть алюминий.
[0041] В способе изготовления стержневого резистора заготовку прессуют вдоль радиального направления заготовки, чтобы сформовать в прессованную заготовку стрежневого резистора 1. По сравнению с обычными кольцеобразными или дискообразными резисторными листами, сформованными прессованием вдоль осевого направления, в способе изготовления по изобретению может быть легко сформована не только стержнеобразная заготовка с относительно высоким отношением высоты к диаметру, но также полученная заготовка стрежневого резистора 1 имеет более однородную плотность. Формование изостатическим прессованием позволяет прикладывать к заготовке равномерные усилия во всех направлениях, в результате чего может быть получен стержневой резистор с высоким отношением высоты к диаметру и с однородной плотностью. Если сравнивать с обычными дисковыми или кольцевыми резисторами, то благодаря высокому отношению высоты к диаметру стержневого резистора в сравнении с вариантом по традиционной технологии, где требуется применение процессов формования, шлифования и напыления алюминия для каждого резисторного листа, объем работы, такой как глазурование, распыление краски, шлифование, напыление алюминия, сильно уменьшен, что в итоге повышает эффективность производства и экономит производственные и материальные затраты.
[0042] Кроме того, в этом варианте осуществления приготовление заготовки стержневого резистора изостатическим прессованием и/или сухим прессованием вдоль радиального направления заготовки на этапе S100 может содержать: приготовление заготовки стержневого резистора только путем сухого прессования вдоль радиального направления заготовки; или приготовление заготовки стержневого резистора только путем изостатического прессования; или приготовление заготовки стержневого резистора сухим прессованием для предварительного формования и затем путем изостатического прессования. Использование изостатического прессования позволяет прикладывать к заготовке равномерные усилия во всех направлениях, в результате чего полученный стрежневой резистор с высоким отношением высоты к диаметру имеет более однородную плотность.
[0043] Предпочтительно в этом варианте осуществления изостатическое прессование включает формование по методу сухого мешка и формование по методу мокрого мешка. Формование по методу сухого мешка облегчает автоматическое производство.
[0044] Предпочтительно в этом варианте осуществления сухое прессование проводят при давлении формования от 30 до 100 МПа, и изостатическое прессование проводят при давлении формования от 50 до 200 МПа. Подходящее давление формования выбирают в соответствии с фактическими потребностями и не ограничено интервалом давления, приведенным в этом варианте осуществления.
[0045] Как показано на ФИГ. 6-8, также в этом варианте осуществления спекание заготовки стержневого резистора 1 на этапе S200 содержит: размещение заготовки стрежневого резистора 1 горизонтально на опорной поверхности огнестойкой несущей конструкции 2 и спекание заготовки стержневого резистора 1, при этом опорная поверхность выполнена с возможностью размещения прессованной заготовки стержневого резистора 1. В частности, заготовку стрежневого резистора 1 размещают так, что его ось является горизонтальной, заготовку стрежневого резистора 1 помещают на опорную поверхность, а опорная поверхность находится в контакте с поверхностью заготовки стержневого резистора 1 для позиционирования, чтобы предупреждать скатывание или скольжение заготовки стрежневого резистора 1. По обычной технологии резисторную заготовку спекают при вертикальном расположении оси, из-за силы тяжести нижняя часть резисторной заготовки будет выдерживать большое давление и деформироваться, причем чем выше отношение высоты к диаметру, тем больше деформация. В этом варианте заготовку стрежневого резистора 1 спекают, когда она лежит горизонтально на огнестойкой несущей конструкции 2, что снижает деформацию, обусловленную спеканием.
[0046] Предпочтительно опорная поверхность огнестойкой несущей конструкции 2 представляет собой V-образную поверхность канавки 21, U-образную поверхность канавки 22 или плоскую поверхность 23. V-Образную поверхность канавки 21, U-образную поверхность канавки 22 и плоскую поверхность 23 выбирают в соответствии с формой поперечного сечения заготовки стержневого резистора 1. Например, если поперечное сечение заготовки стержневого резистора 1 является круглым по форме, может быть выбрана огнестойкая несущая конструкция 2 с V-образной поверхностью канавки или U-образной поверхностью канавки, и как V-образная поверхность канавки 21, так и U-образная поверхность канавки 22 могут размещать заготовку стрежневого резистора 1 с круглым поперечным сечением; если поперечное сечение заготовки стержневого резистора 1 имеет многоугольную форму, может быть выбрана огнестойкая несущая конструкция 2 с V-образной поверхностью канавки 21 или с плоской поверхностью, и угол V-образной поверхности канавки 21 соответствует углу многоугольного поперечного сечения для позиционирования заготовки стрежневого резистора 1; поверхность заготовки стержневого резистора 1 с многоугольным поперечным сечением может быть размещена горизонтально на плоской поверхности 23, и ее трудно перевернуть. Подходящая опорная поверхность может быть выбрана в соответствии с различными формами поперечного сечения заготовки стержневого резистора 1, который не ограничен формами, приведенными в этом варианте осуществления.
[0047] Кроме того, в этом варианте осуществления перед напылением алюминиевого электрода на каждый из двух концов полуфабриката стержневого резистора на этапе S300 периферийную поверхность полуфабриката стержневого резистора покрывают изоляционным покрытием и проводят шлифование с двух концов, причем изоляционное покрытие представляет собой органический полимер или неорганическое стекло. В частности, изоляционное покрытие может представлять собой эпоксидную смолу или бессвинцовое или свинец-содержащее низкотемпературное стекло. Два конца шлифуют, чтобы сделать размер и форму полуфабриката стержневого резистора более точными. По сравнению с традиционной технологией, по которой процесс шлифования проводят для каждого кольцевого или дискового резисторного листа, в настоящем изобретение требуется шлифовать только два конца на одном стержневом резисторе, что существенно снижает количество измельченного материала при шлифовании и улучшает коэффициент использования сырьевых материалов, тем самым снижая затраты и повышая эффективность изготовления.
[0048] Как показано на ФИГ. 2-5, на основании способа изготовления стержневого резистора в соответствии с любым из приведенных выше решений также предложен стержневой резистор, полученный с использованием способа изготовления в соответствии с вариантом осуществления настоящего изобретения. Поперечное сечение, перпендикулярное осевому направлению, стержневого резистора имеет круглую, эллиптическую или многоугольную форму.
[0049] Так как стержневой резистор получают с помощью способа изготовления по настоящему изобретению, то в сравнении с традиционным дисковым или кольцевым резисторным листом из-за высокого отношения высоты к диаметру стержневого резистора, если сравнивать с вариантом традиционной технологии, где требуется применение процессов формования, шлифования и напыления алюминия для каждого резисторного листа, в настоящем изобретении существенно снижается объем работы, такой как глазурование, распыление краски, шлифование, напыление алюминия и сборка, уменьшается количество измельченного материала в процессе шлифования и повышается коэффициент использования сырьевых материалов, что экономит сырьевые материалы и повышает эффективность производства разрядника.
[0050] Кроме того, в этом варианте осуществления диаметр описанной окружности поперечного сечения, перпендикулярного осевому направлению, стержневого резистора лежит в интервале от 20 до 80 мм. Для стержневого резистора с круглым поперечным сечением диаметр описанной окружности означает диаметр круглого поперечного сечения; для стержневого резистора с многоугольным поперечным сечением диаметр многоугольного поперечного сечения означает диаметр описанной окружности; и для стержневого резистора с эллиптическим поперечным сечением диаметр описанной окружности представляет собой диаметр на главной оси.
[0051] Кроме того, в этом варианте осуществления отношение высоты к диаметру стержневого резистора составляет не меньше чем 2, где отношение высоты к диаметру означает отношение высоты стержневого резистора к диаметру описанной окружности поперечного сечения.
[0052] Изготовление стержневого резистора описано ниже на примере резистора в виде правильной четырехугольной призмы.
Первый вариант осуществления
[0053] Стержневые резисторы с разными отношениями высоты к диаметру готовят с использованием различных способов формования и при разных давлениях формования.
Первое испытание
[0054] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 60 мм готовят путем сухого прессования при давлении формования 50 МПа.
Второе испытание
[0055] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 90 мм готовят путем сухого прессования при давлении формования 80 МПа.
Третье испытание
[0056] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем сухого прессования при давлении формования 100 МПа.
Четвертое испытание
[0057] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 60 мм готовят формованием по методу сухого мешка при давлении формования 50 МПа.
Пятое испытание
[0058] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 90 мм готовят формованием по методу сухого мешка при давлении формования 80 МПа.
Шестое испытание
[0059] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят формованием по методу сухого мешка при давлении формования 100 МПа.
Седьмое испытание
[0060] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 60 мм готовят путем проведения первого сухого прессования для предварительного формования и затем проведения формования по методу мокрого мешка, причем давление формования составляет 50 МПа.
Восьмое испытание
[0061] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 90 мм готовят путем проведения первого сухого прессования для предварительного формования и затем проведения формования по методу мокрого мешка, причем давление формования составляет 80 МПа.
Девятое испытание
[0062] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем проведения первого сухого прессования для предварительного формования и затем путем проведения формования по методу мокрого мешка, причем давление формования составляет 100 МПа.
[0063] Результаты анализируют следующим образом.
[0064] Проводят испытания на плотность на прессованных заготовках в приведенных выше девяти испытаниях, и результаты испытаний представлены в таблице 1.
Таблица 1. Плотность стержневых резисторов, полученных с использованием разных способов формования и при разных давлениях формования
[0065] Из данных таблицы 1 можно увидеть, что с повышением давления формования плотность заготовки, полученной сухим прессованием, имеет тенденцию быть стабильной после повышения давления формования до 80 МПа, и плотность растет до максимального значения 3,23 г/см3. В случае формования по методу сухого мешка, по мере повышения давления формования плотность растет постепенно с максимальным значением 3,40 г/см3. В случае способа с проведением первого сухого прессования для предварительного формования и затем проведения формования по методу мокрого мешка, плотность также растет с повышением давления формования, и максимальное значение плотности составляет 3,41 г/см3. Тенденция изменения плотности после спекания по существу такая же, как и у заготовки. Максимальная плотность стержневого резистора, полученного сухим прессованием, равна 5,65 г/см3, и плотность стержневого резистора, полученного способами двух изостатических формований, равна приблизительно 5,71 г/см3. Можно увидеть, что при одном и том же давлении формования стержневой резистор, полученный изостатическим прессованием, имеет более высокую плотность, чем плотность стержневого резистора, полученного путем сухого прессования.
Второй вариант осуществления
[0066] Стержневые резисторы спекают с использованием разных способов спекания.
Первое испытание
[0067] Тридцать правильных четырехугольных призматических резисторов каждый с длиной стороны 30 мм и высотой 120 мм спекают вертикальным образом.
Второе испытание
[0068] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм раздельно и горизонтально помещают для спекания на огнестойкую несущую конструкцию 2, имеющую V-образную поверхность канавки 21 с внутренним углом 90 градусов.
Третье испытание
[0069] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм раздельно и горизонтально помещают для спекания на огнестойкую несущую конструкцию 2 с опорной поверхностью, представляющей собой плоскую поверхность 23.
[0070] Результаты анализируют следующим образом.
[0071] Для приведенных выше трех групп стержневых резисторов оценены длины сторон двух торцевых поверхностей и степень деформации, и результаты представлены в таблице 2.
Таблица 2. Степень деформации стержневых резисторов, полученных с использованием разных способов спекания
[0072] Можно увидеть, что степень деформации правильных четырехугольных призматических резисторов, спеченных горизонтальным способом, намного меньше, чем степень деформации при вертикальном способе.
Третий вариант осуществления
[0073] Проведены испытания на опорные напряжения постоянного тока стержневых резисторов, полученных с помощью разных способов формования и при разных давлениях формования.
Первое испытание
[0074] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем сухого прессования при давлении формования 50 МПа.
Второе испытание
[0075] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем сухого прессования при давлении формования 80 МПа.
Третье испытание
[0076] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят сухим прессованием при давлении формования 100 МПа.
Четвертое испытание
[0077] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят формованием по методу сухого мешка при давлении формования 50 МПа.
Пятое испытание
[0078] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят формованием по методу сухого мешка при давлении формования 80 МПа.
Шестое испытание
[0079] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят формованием по методу сухого мешка при давлении формования 100 МПа.
Седьмое испытание
[0080] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем проведения первого сухого прессования для предварительного формования и затем проведением изостатического прессования, причем давление формования составляет 50 МПа.
Восьмое испытание
[0081] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем проведения первого сухого прессования для предварительного формования и затем проведением изостатического прессования, причем давление формования составляет 80 МПа.
Девятое испытание
[0082] Тридцать правильных четырехугольных призматических резисторов каждый с длиной нижней стороны 30 мм и высотой 120 мм готовят путем проведения первого сухого прессования для предварительного формования и затем проведением изостатического прессования, причем давление формования составляет 100 МПа.
[0083] Результаты анализируют следующим образом.
[0084] Приведенные выше девять групп стержневых резисторов спекают и испытывают на их опорные напряжения постоянного тока, которые представлены в таблице 3.
Таблица 3. Опорные напряжения постоянного тока стержневых резисторов, полученных с использованием разных способов формования
[0085] Из данных таблицы 3 можно увидеть, что опорное напряжение постоянного тока стержневого резистора, полученного путем проведения сухого прессования и изостатического прессования, составляет приблизительно 26 кВ, и, следовательно, вполне можно изготовить стержневой резистор путем проведения сухого прессования и изостатического прессования.
[0086] Приведенные выше варианты осуществления в описании представлены последовательно. Каждый из вариантов в основном сосредоточен на описании его отличий от других вариантов осуществления, и между этими вариантами могут быть сделаны ссылки в отношении одних и тех же или сходных частей.
[0087] На основании приведенного выше описания раскрытых вариантов осуществления специалисты в данной области техники могут реализовать или осуществить на практике настоящее изобретение. Различные модификации этих вариантов очевидны специалистам в данной области, и общие принципы, определенные здесь, могут быть реализованы в других вариантах без отступления от сути и объема настоящей заявки. Следовательно, настоящее изобретение не ограничено вариантами осуществления, описанными здесь, а должно соответствовать самой широкой области применения, согласующейся с принципом и новыми признаками, раскрытыми здесь.


Изобретение относится к области электротехники, а именно к нелинейному металлооксидному стержневому резистору и способу его изготовления. Использование изостатического прессования при изготовлении сержневого резистора в соответствии с предложенным способом позволяет прикладывать к заготовке равномерные усилия во всех направлениях, в результате чего полученный стрежневой резистор с высоким отношением высоты к диаметру имеет однородную плотность, что является техническим результатом. Основные этапы способа изготовления нелинейного резистора содержат: S100 - приготовление заготовки стержневого резистора изостатическим прессованием и/или сухим прессованием вдоль радиального направления заготовки, S200 - спекание заготовки стержневого резистора с получением полуфабриката стержневого резистора и S300 - напыление алюминиевого электрода на каждый из двух концов полуфабриката стержневого резистора с получением нелинейного металлооксидного стержневого резистора, который имеет диаметр круга или описанной окружности поперечного сечения в интервале от 20 до 80 мм и имеет отношение высоты к диаметру большее или равное двум. 2 н. и 5 з.п. ф-лы, 3 табл., 8 ил.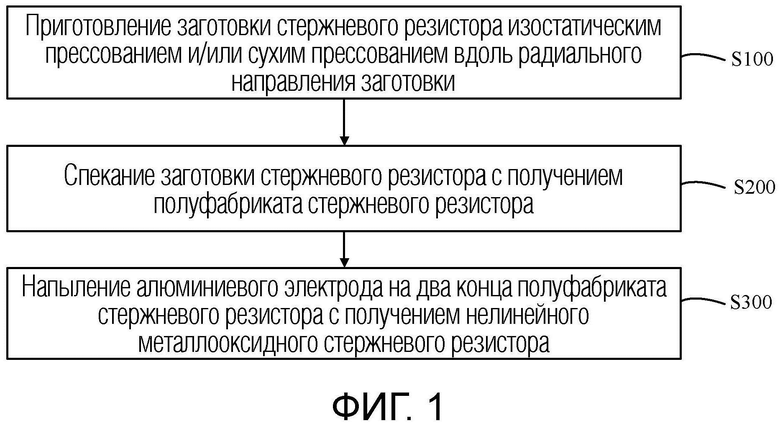
1. Способ изготовления нелинейного металлооксидного стержневого резистора, содержащий следующие этапы, на которых:
S100: приготавливают заготовку стержневого резистора изостатическим прессованием и/или сухим прессованием вдоль радиального направления заготовки;
S200: спекают заготовку стержневого резистора с получением полуфабриката стержневого резистора; и
S300: напыляют алюминиевый электрод на каждый из двух концов полуфабриката стержневого резистора с получением нелинейного металлооксидного стержневого резистора, который имеет диаметр круга или описанной окружности поперечного сечения в интервале от 20 до 80 мм и имеет отношение высоты к диаметру большее или равное 2,
при этом этап S200, спекание заготовки стержневого резистора с получением полуфабриката стержневого резистора, содержит этапы, на которых:
размещают заготовку стержневого резистора горизонтально на опорной поверхности огнестойкой несущей конструкции и спекают заготовку стержневого резистора, при этом огнестойкая несущая конструкция выполнена с возможностью размещения заготовки стержневого резистора.
2. Способ изготовления по п. 1, в котором этап S100, приготовление заготовки стержневого резистора изостатическим прессованием и/или сухим прессованием вдоль радиального направления заготовки, содержит этапы, на которых:
приготавливают заготовку стержневого резистора только путем сухого прессования вдоль радиального направления заготовки; или
приготавливают заготовку стержневого резистора только путем изостатического прессования; или
приготавливают заготовку стержневого резистора путем сухого прессования для предварительного формования и затем путем изостатического формования.
3. Способ изготовления по п. 1, в котором изостатическое прессование содержит формование по методу сухого мешка и формование по методу мокрого мешка.
4. Способ изготовления по п. 3, в котором сухое прессование проводят при давлении формования от 30 до 100 МПа и изостатическое прессование проводят при давлении формования от 50 до 200 МПа.
5. Способ изготовления по п. 1, в котором опорная поверхность огнестойкой несущей конструкции представляет собой V-образную поверхность канавки, U-образную поверхность канавки или плоскую поверхность.
6. Способ изготовления по п. 1, в котором перед напылением алюминиевого электрода на полуфабрикат стержневого резистора на этапе S300 периферийную поверхность полуфабриката стержневого резистора покрывают изоляционным покрытием и проводят шлифование с двух концов, при этом изоляционное покрытие представляет собой органический полимер или неорганическое стекло.
7. Нелинейный металлооксидный стержневой резистор, причем нелинейный металлооксидный стержневой резистор получают с использованием способа изготовления по любому из пп. 1-6 и поперечное сечение, перпендикулярное осевому направлению, нелинейного металлооксидного стержневого резистора имеет круглую форму, эллиптическую форму или многоугольную форму.
| US 4729053 A, 01.03.1988 | |||
| НЕЛИНЕЙНЫЙ РЕЗИСТОР | 2004 |
|
RU2266582C1 |
| SU 1452375 A1, 20.06.2000 | |||
| US 6342828 B1, 29.01.2002 | |||
| CN 106699158 B, 03.12.2019 | |||
| JP 2011233819 A, 17.11.2011 | |||
| RU 173089 U1, 10.08.2017. | |||

