ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к электронной промышленности и может быть использовано при производстве электронных модулей с высокой плотностью монтажа малогабаритных электронных компонентов на печатной плате с защитными экранами высокого класса точности изготовления.
Широко известны способы сборки электронных модулей в виде печатных плат с использованием поверхностного монтажа, когда компоненты расставляются автоматически на поверхности печатной платы (SMD-технология) (например, https://epra.ru/news/kontraktnaya-sborka/montazh-komponentov-na-pechatnuyu-platu/). На плату (на контактные площадки) через трафарет предварительно наносится слой паяльной пасты, при этом в состав пасты входит припой и флюс одновременно. Затем станок автоматически устанавливает на эту пасту компоненты в предназначенные для них места. Паста является вязкой, что позволяет удерживать компоненты. После этого печатная плата помещается в специальную печь, в которой разогревается термически до температуры плавления припоя в пасте, в результате чего все компоненты припаиваются. После чего осуществляют отмывку платы от остатков пасты с использованием растворителей, способных растворить флюс, содержащийся в пасте. Затем плату высушивают. Однако наличие пузырьков воздуха в самой пасте или вибраций при перемещении плат по конвейеру приводят к тому, что первоначально точно размещенные элементы платы могут смещаться в сторону от контактных площадок, что становится причиной брака – непропай или плохой контакт мелких компонентов с платой. На крупные SMD-компоненты вибрации и наличие пузырьков в паяльной пасте не так существенно влияют благодаря большему весу и большей площади контакта этих компонентов. Наиболее критично то, что при монтаже смещаются наиболее мелкие SMD-компоненты на печатной плате, что приводит к снижению качества паянных соединений. При производстве электронных модулей с высокой плотностью монтажа с одновременной пайкой металлических защитных экранов, предназначенных для защиты высокочастотных модулей на печатной плате от внешних радиочастотных помех возникает проблема повышения надежности паянного соединения малогабаритных электронных компонентов в процессе монтажа. Существует способ, когда монтаж защитных экранов проводят после пайки всех элементов. Для этого после пайки элементов проводят контроль электрической схемы, и, устанавливают экраны, на годные или восстановленные платы. Недостаток данного способа заключается в необходимости проводить процедуру пайки дважды, что отрицательно сказывается на эксплуатационном ресурсе компонентов, а также требует больше времени, что повышает трудоемкость и, соответственно, себестоимость. При одновременном монтаже компонентов и защитных экранов, при крупносерийном производстве наиболее частым браком непропая, является брак монтажа малогабаритных электронных компонентов, а наличие экранов не позволяет осуществить коррекцию положения мелких элементов на плате после установки экранов. Для повышения точности изготовления и повышения качества исполнения паяных соединений возникает необходимость корректировки положения SMD-компонентов относительно предназначенных для них контактных площадок платы.
Предлагаемый способ сборки электронных модулей с коррекцией положения малогабаритных электронных компонентов на печатной плате позволяет достигать высокой точности положения SMD-компонентов на плате, что в результате приводит к снижению процента брака, сокращению времени сборки, и соответственно, снижению себестоимости крупносерийного производства.г
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Техническим результатом изобретения является оптимизация процесса установки малогабаритных электронных SMD-компонентов и металлических экранов, что повышает качество исполнения паяных соединений в процессе монтажа малогабаритных электронных SMD-компонентов на печатной плате при крупносерийном производстве и приводит к повышению количества (выхода) годных изделий в результате. Технический результат достигается за счет того, что для выпуска большой номенклатуры сложных изделий, изготовление которых требует многоэтапного производства, применяют дополнительный этап корректировки положения малогабаритных электронных компонентов на печатной плате за счет использования магнитных свойств магниточувствительных выводов SMD–компонентов. Для этого с использованием трафарета, аналогичного тому, по которому наносили на печатную плату паяльную пасту, на поверхность корректирующей платы, представляющей собой пластину из диэлектрического материала (текстолита) размером, совпадающим с размером печатной платы для точности позиционирования наносят области магнитной пасты, состоящей из магнитного порошка и носителя, обеспечивающиего сцепление (например, клей ПВА или другой аналогичный носитель) для формирования постоянного магнитного поля за счет толщины слоя магнитной пасты, достаточного для возникновения магнитного поля, способного выровнять положение мелких SMD–компонентов в паяльной пасте на печатной плате, воздействуя на их магниточувствительные выводы. При этом области нанесения магнитной пасты соответствуют областям расположения мелких SMD–компонентов на печатной плате (обычно такие области представляются области платы, на которых сгруппированы мелкие SMD–компоненты). При этом корректирующая плата с нанесенными на ее поверхность магнитными областями подносится под печатную плату снизу, что позволяет делать коррекцию элементов под защитными экранами и не затрагивать (не касаться) областей с крупными элементами платы, при этом величина создаваемого постоянного поля не влияет для изменение положения крупных элементов, которые и так достаточно точно расположены на плате. После коррекции (выравнивания) положения мелких SMD–компонентов по соответствующим областям их расположения корректирующая плата убирается, а печатная плата подается в печь для припоя элементов, потом отмывается от флюса. Таким образом, получают более высокое качество паяных соединений в процессе монтажа малогабаритных электронных SMD-компонентов на печатной плате при крупносерийном производстве
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
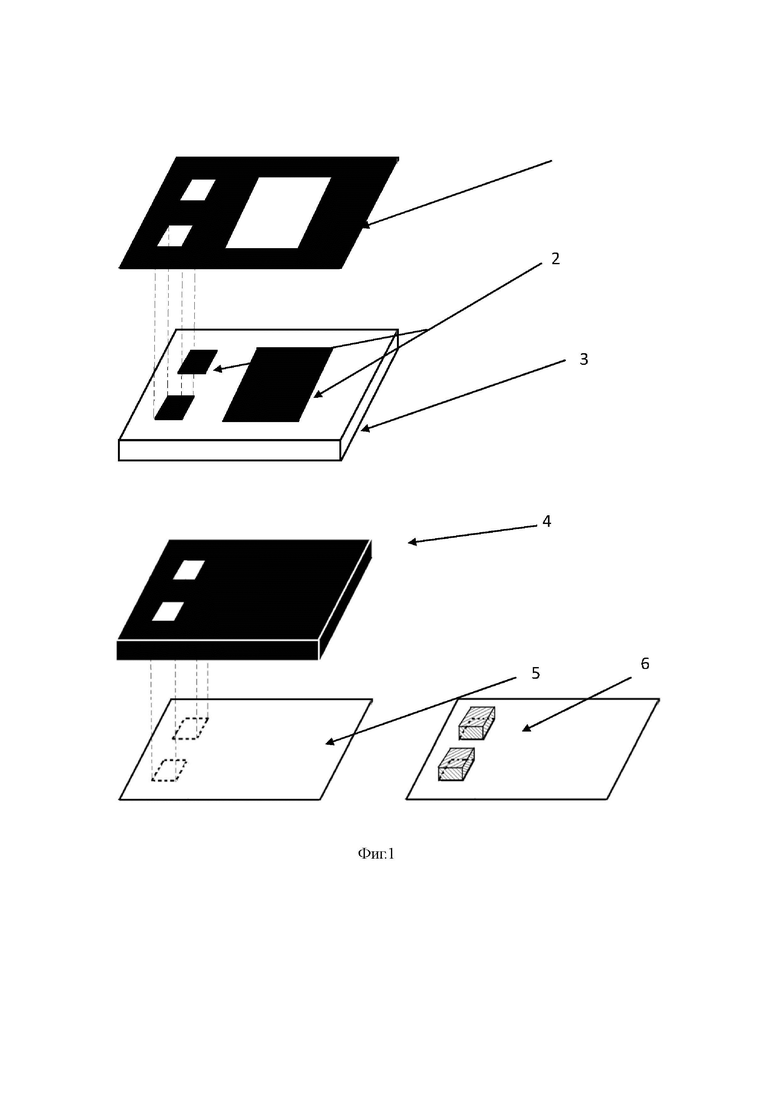
Фиг.1. Схема создания корректирующей платы с магнитными областями для возможности исправления положения отклонившихся от мест пайки контактных площадок элеменетов, где использованы следующие обозначения: 1 – трафарет для нанесения паяльной пасты; 2 – контактные площадки на плате; 3 – печатная плата; 4 – трафарет для нанесения магнитной пасты (на трафарете закрыты места, которые не подлежат коррекции); 5 – подложка на которую будет нанесена магнитная паста; 6 – нанесенные магнитные площадки для фиксации.
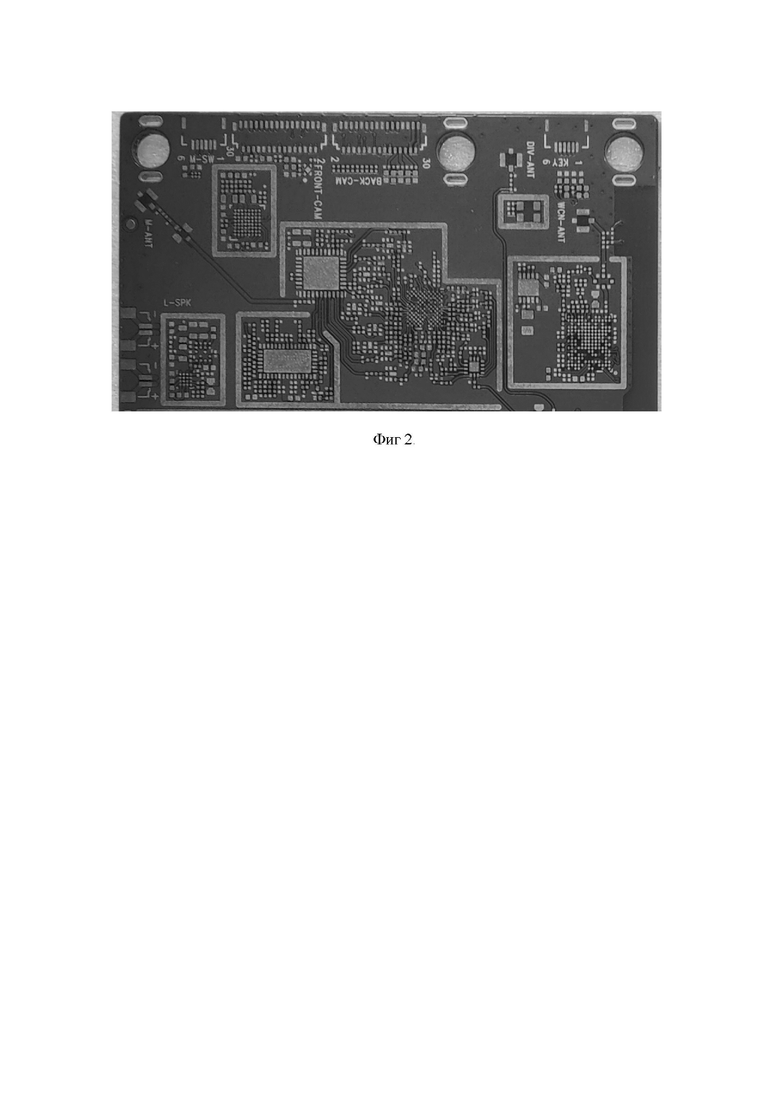
Фиг.2. Изображение участка платы с высокой плотностью монтажа.
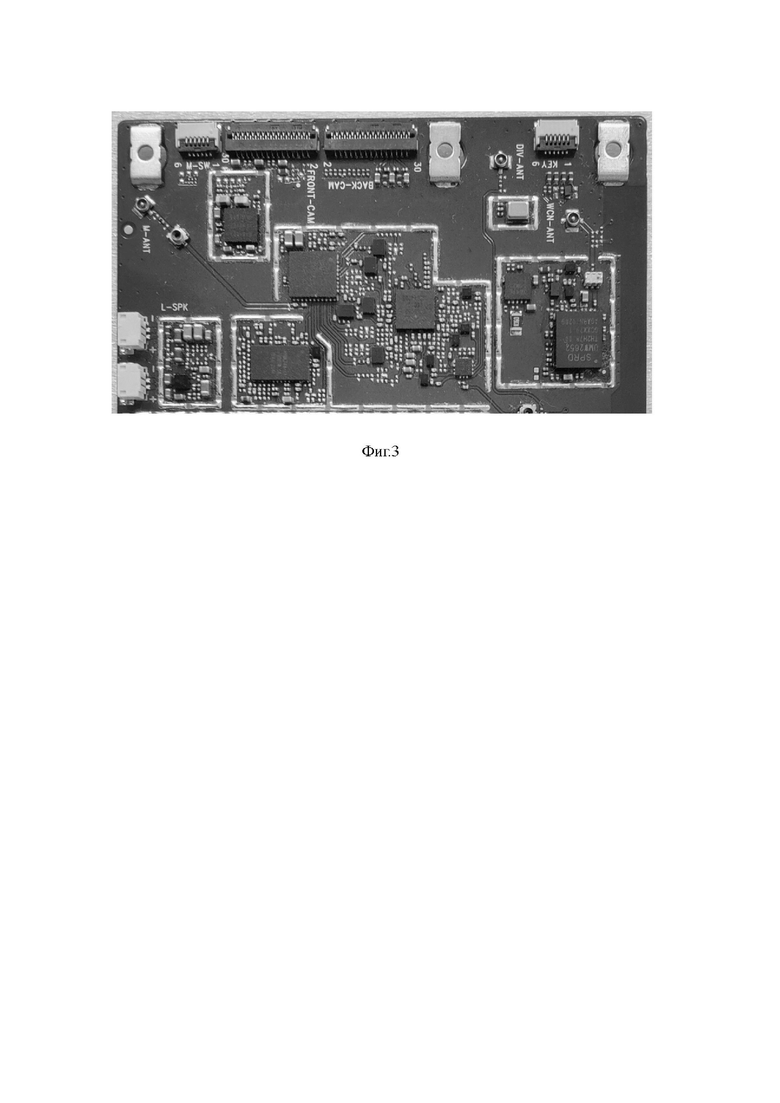
Фиг 3. Тот же фрагмент печатной платы с частично расстановленными электронными компонентами.
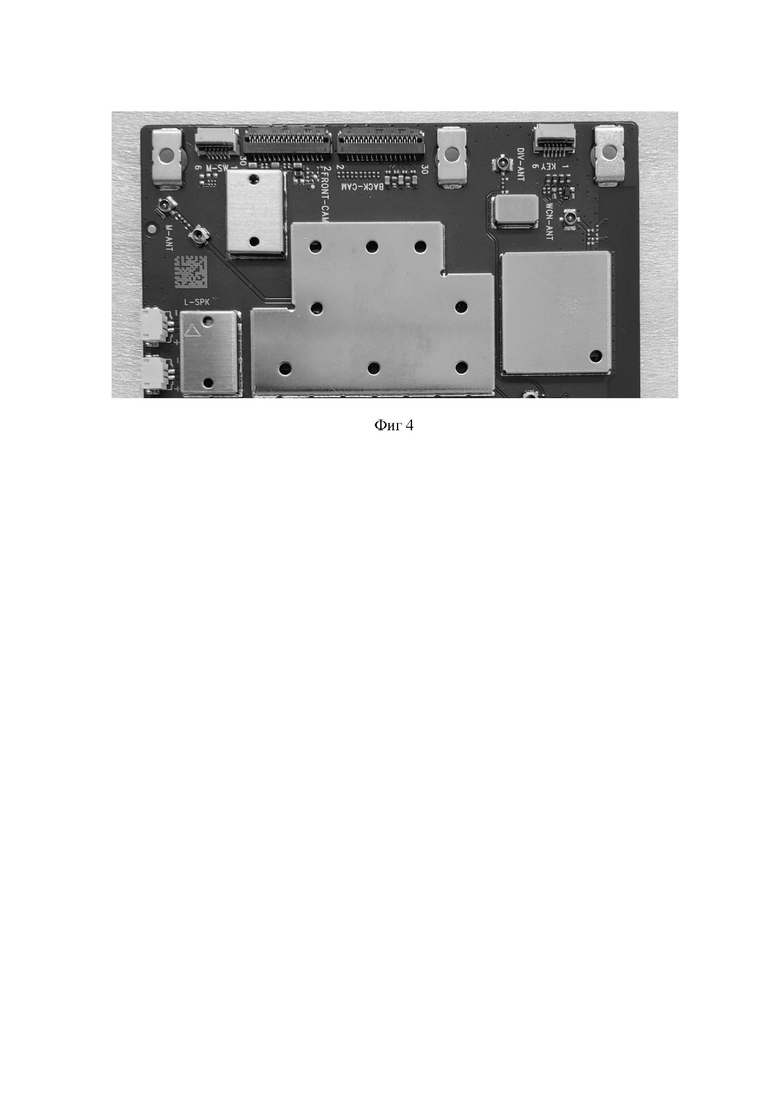
Фиг. 4. Тот же фрагмент печатной платы с защитными экранами и с расположенными под ними элементами.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Для осуществления изобретения изготавливают специальную корректирующую плату, представляющую собой пластину из диэлектрического материала (например, текстолита) размером, совпадающим с размером печатной платы, которую используют для точности позиционирования мелких SMD–компонентов в паяльной пасте на плате за счет создания постоянного магнитного поля в нужных областях корректирующей платы, которые соответствуют областям размещения мелких SMD–компонентов на печатной плате. Области постоянного магнитного поля могут быть созданы на корректирующей плате, например, путем нанесения магнитной пасты (например, нанесением и распределением штапетелем) на области поверхности корректирующей платы с использованием аналогичного трафарета, по которому наносили на основную плату паяльную пасту, с толщиной слоя достаточной для создания магнитного поля, способного выровнять положение мелких SMD–компонентов в паяльной пасте на печатной плате, воздействуя на их магниточувствительные выводы (не нанося магнитную пасту на области, не нуждающиеся в коррекции) (Фиг.1). Было экспериментально установлено, что для магнитной пасты, например, имеющей состав 30 весовых процентов клея ПВА, 70 весовых процентов магнитного порошка, марка MR 210 (производство Германия, бренд MR CHEMIE https://www.inakon.ru/aerozolnye-suspenzii/magnitoporoshkovyy-kontrol-suspenzii/mr-210/ ), при этом толщина слоя может достигать 2 мм. Порошок размешивается с клеем, и наносится через трафарет на текстолитовую пластину. После этого через 2 часа всё застывает, и корректирующая плата готова, можно использовать. Например, при монтаже печатной платы, толщиной 1,0 мм, для достижения технического результата расстояние от внешней поверхности магнитного слоя корректирующей платы до печатной платы составляло 1 мм. При использовании печатных плат другой толщины и/или магнитного порошка другой марки и/или других производителей или другого носителя (не клея ПВА) толщина слоя может меняться. При этом области нанесения магнитной пасты должны соответствовать областям расположения мелких SMD–компонентов, которые требуют корректировки (обычно такие области, нуждающиеся в корректировке положения мелких SMD–компонентов, выявляются по анализу брака предшествующих партий изделий).
Процесс сборки электронных модулей осуществляется традиционно (Фиг.2). На печатную плату (на контактные площадки) через трафарет предварительно наносится слой паяльной пасты. Станок автоматически устанавливает на эту пасту компоненты (в том числе и защитные экраны, которые делают невозможным дальнейший контроль и коррекцию компонентов, расположенных под экранами) в предназначенные для них места печатной платы. После чего параллельно печатной плате снизу подносят корректирующую плату. Величина постоянного магнитного поля, создаваемого слоями магнитной пасты, мала и оставляет положение крупных элементов основной платы неизменным. Положение мелких SMD–компонентов по областям их расположения, соответствующим областям нанесенной магнитной пасты, выравнивается (корректируется) магнитным полем за его счет воздействия на магниточувствительные выводы SMD–компонентов. Время воздействия составляло до 10 секунд. Более длительное воздействие не приводит к улучшению результата, поэтому не применяется (длительность воздействия определяется в ходе практических экспериментов и зависит от величины компонента и вязкости пасты), за это время, корректируемые компоненты успевают сдвинутся на места платы, расположенные над контактными площадками. После чего корректирующая плата с магнитным слоем убирается, и печатная плата для припоя элементов подается в печь, например, с использованием пайки оплавлением в печи конвекционного типа, затем технологический процесс идет традиционным путем, например, при необходимости печатная плата может охлаждаться и отмываться от флюса. Процесс использования соответствующей корректирующей платы для точного позиционирования электронных SMD-компонентов может быть повторен для двустороннего монтажа плат с учетом изменения расстояния и толщины магнитного слоя для создания магнитного поля необходимой величины. В общем случае создавая соответствую величину постоянного магнитного поля на корректирующей плате можно выравнивать положение любых элементов на печатной плате. Осуществление описанного процесса позволяет получить более высокое качество паяных соединений в процессе монтажа малогабаритных электронных SMD-компонентов на печатной плате при крупносерийном производстве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ ГИБРИДНО-ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2006 |
|
RU2315392C1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2021 |
|
RU2781436C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2450903C2 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |
| Припойная паста | 2016 |
|
RU2623554C1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2018 |
|
RU2698306C2 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |
| Припойная паста | 2016 |
|
RU2623571C1 |
| СПОСОБ ПАЙКИ ИЗДЕЛИЙ | 1994 |
|
RU2072283C1 |
| Соединение электрических цепей печатных плат через элементы схемы устройства | 2023 |
|
RU2824175C1 |
Изобретение относится к электронной промышленности и может быть использовано при производстве электронных модулей с высокой плотностью монтажа на печатной. Технический результат заключается в повышении качества исполнения паяных соединений в процессе монтажа малогабаритных электронных SMD-компонентов на печатной плате. Способ сборки электронных модулей включает нанесение через трафарет на контактные площадки печатной платы слоя паяльной пасты с последующей автоматической установкой на эту пасту SMD-компонентов в предназначенные для них места. После чего плату помещают в печь для осуществления припоя. После установки SMD-компонентов на печатной плате, под нее снизу подводят корректирующую плату того же размера со слоем нанесенной магнитной пасты по областям, соответствующим расположению SMD-компонентов на печатной плате, нуждающихся в корректировке положения, на расстояние, обеспечивающее магнитное взаимодействие постоянного магнитного поля областей, покрытых магнитной пастой, и металлических контактов монтируемых SMD-компонентов. Это выравнивает их положение на печатной плате. После выравнивания корректирующую плату убирают. 1 з.п. ф-лы, 4 ил.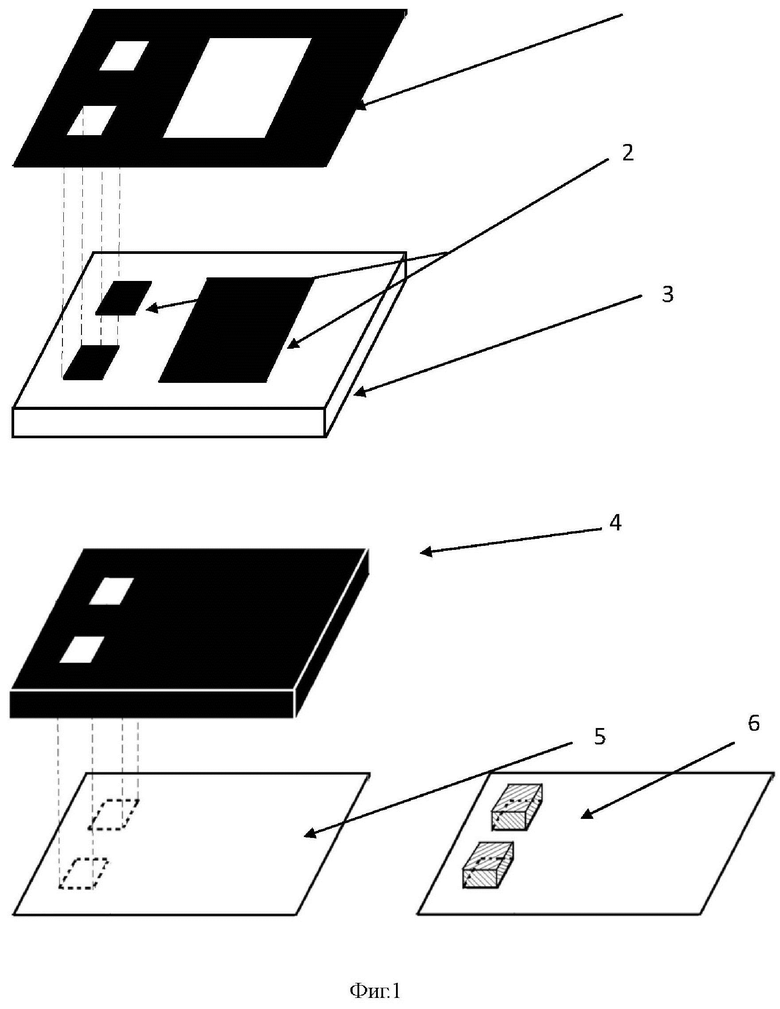
1. Способ сборки электронных модулей, включающий нанесение через трафарет на контактные площадки печатной платы слоя паяльной пасты с последующей автоматической установкой на эту пасту SMD-компонентов в предназначенные для них места и помещением платы в печь для осуществления припоя, отличающийся тем, что после установки SMD-компонентов на печатной плате, под неё снизу подводят корректирующую плату того же размера со слоем нанесенной магнитной пасты по областям, соответствующим расположению SMD-компонентов на печатной плате, нуждающихся в корректировке положения, на расстояние, обеспечивающее магнитное взаимодействие постоянного магнитного поля областей, покрытых магнитной пастой, и металлических контактов монтируемых SMD-компонентов для выравнивания их положения на печатной плате, а после выравнивания корректирующую плату убирают.
2. Способ сборки электронных модулей по п.1, отличающийся тем, что используют магнитную пасту, содержащую магнитный порошок и клеевой носитель.
| US 8347494 B2, 08.01.2013 | |||
| KR 20070011168 A, 24.01.2007 | |||
| Приспособление для направления и прижимания ножей режущем аппарате уборочных машин | 1924 |
|
SU4800A1 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2021 |
|
RU2781436C1 |
| СПОСОБ ПОВЕРХНОСТНОГО МОНТАЖА ЭЛЕКТРОРАДИОИЗДЕЛИЙ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2018 |
|
RU2698306C2 |
| СПОСОБ МОНТАЖА ЭЛЕКТРОННЫХ КОМПОНЕНТОВ С ШАРИКОВЫМИ ВЫВОДАМИ | 2006 |
|
RU2331993C1 |

