Изобретение относится к способам изготовления корпусов торговых автоматов и может быть использовано для создания торговых автоматов с корпусом, имеющим гнутые стенки.
Торговые автоматы (см. https://vot-pokupki.ru/торговый-автомат-для-продажи-питьево/) как правило имеют форму параллелепипеда, внутри которого в антивандальных целях боковые стенки нужно дополнительно усиливать ребрами жесткости сверху и до низу боковых стенок, поскольку иначе они будут легко проминаться под внешним воздействием (см. https://www.artlebedev.ru/techdesign/2014/04/26/ или https://vendcrimea.ru/news/kofe-avtomat-v-krimu/), либо усиливать поперечными распорками и формировать внутренний жесткий каркас (см. https://i.pinimg.com/originals/67/4e/49/674e490b8cc0eb6fa8bf018ff131345c.jpg или https://i1.wp.com/moneymakerfactory.ru/Pics/verstka/img-721-1473601057.jpg).
Кроме того, боковые стенки в таких торговых автоматах имеют металлический стальной корпус (см. https://sun9-53.userapi.com/impf/c636023/v636023898/1145c/XetF5OCI2zI.jpg?size=604x469&quality=96&sign=95de0e836d295f70a2ac29e11a168f54&type=album) и имеют как правило не тонкие стенки, чтобы исключить проминание.
Эти факторы увеличивают вес торгового автомата и уменьшают его внутренний объем.
Известны также конструкции торговых автоматов, которые имеют цилиндрическую форму (CN112927431A, AU657159B2, WO2008026674, RU92220U, RU2732197), где торговый автомат имеет горизонтально вращающуюся конструкцию внутри.
У данных торговых автоматов иное назначение и принцип устройства. Цилиндрические стенки в таких автоматах также очень плотные и толстые. Эти факторы также увеличивают вес торгового автомата, а их внутренний объем ограничен вращающейся секцией с ячейками.
Наиболее близким аналогом является корпус торгового автомата (https://www.siba-vending.ru/production/catalog/korpusa/ , опубл.: 20.10.2021), содержащий каркас в форме параллелепипеда, который образован соединением на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к лицевой части каркаса закреплена дверь, задняя стенка образована панелью, закрепленной к каркасу, сверху к каркасу закреплена крыша, а снизу - днище, причем с боковых сторон к каркасу закреплены боковые стенки.
Данный корпус имеет те же недостатки - большой вес торгового автомата и уменьшенный внутренний объем из-за распорок, ребер жесткости на боковых стенках и выполнении боковых стенок в виде металлических пластин.
Задачей изобретения является устранение недостатков, присущих известным решениям.
Техническим результатом является уменьшение веса торгового автомата и увеличение внутреннего объема, а также более быстрый процесс сборки.
Указанный технический результат достигается за счет того, что по первому варианту заявлен способ изготовления корпуса торгового автомата, в котором формируют каркас образованием соединения на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к одной из сторон каркаса крепят дверь, а заднюю стенку образуют панелью, сверху к каркасу фиксируют крышу, а снизу - днище, причем с боковых сторон к каркасу закрепляют боковые стенки, отличающийся тем, что боковые стенки выполняют гнутыми наружу и устанавливают их торцами к вертикальным опорным стойкам, которые выполняют в виде полых труб с продольными щелевыми прорезями, либо в виде П-образного профиля, причем торцы гнутых стенок помещают внутрь щелевых прорезей или паза П-образного профиля.
По второму варианту заявлен способ изготовления корпуса торгового автомата, в котором формируют каркас образованием соединения на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к одной из сторон каркаса крепят дверь, заднюю стенку образуют панелью, сверху к каркасу фиксируют крышу, а снизу - днище, причем с боковых сторон к каркасу закрепляют боковые стенки, отличающийся тем, что боковые стенки выполняют гнутыми наружу и устанавливают их с предварительным креплением к профильным элементам, которые в сечении имеют прямые углы, а сами профильные элементы закрепляют к вертикальным опорным стойкам каркаса так, что края боковых стенок оказываются зажатыми между опорными стойками и профильными элементами.
Предпочтительно, каркас образуют в форме параллелепипеда, причем нижние и верхние торцы боковых стенок вставляют с упором о гнутые профили, которые формируют в виде секторов и крепят своими концами к верхним и нижним концам труб или П-образных профилей.
Допустимо, что каркас образуют соединением вертикальных труб и горизонтальных металлических профилей в нижней части с образованием опорной платформы, к которой в средней части каркаса крепят вертикальный опорный профиль, вверху крепят к распорке, которую своими концами фиксируют в средней части горизонтальных профилей, расположенных на противоположных стенках.
Предпочтительно, продольные щелевые прорези внутри полых труб выполняют по ширине толще, чем толщина торцов концевых участков боковых стенок.
Предпочтительно, боковые стенки выполняют из прочного пластика или поликарбоната.
Допустимо, что дверь формируют в одной из боковых стенок.
Допустимо, что края боковых стенок загнуты.
Допустимо, что профильные элементы формируют в виде профиля П-образного сечения, либо прямоугольного сечения, либо зигзагообразного сечения.
Краткое описание чертежей
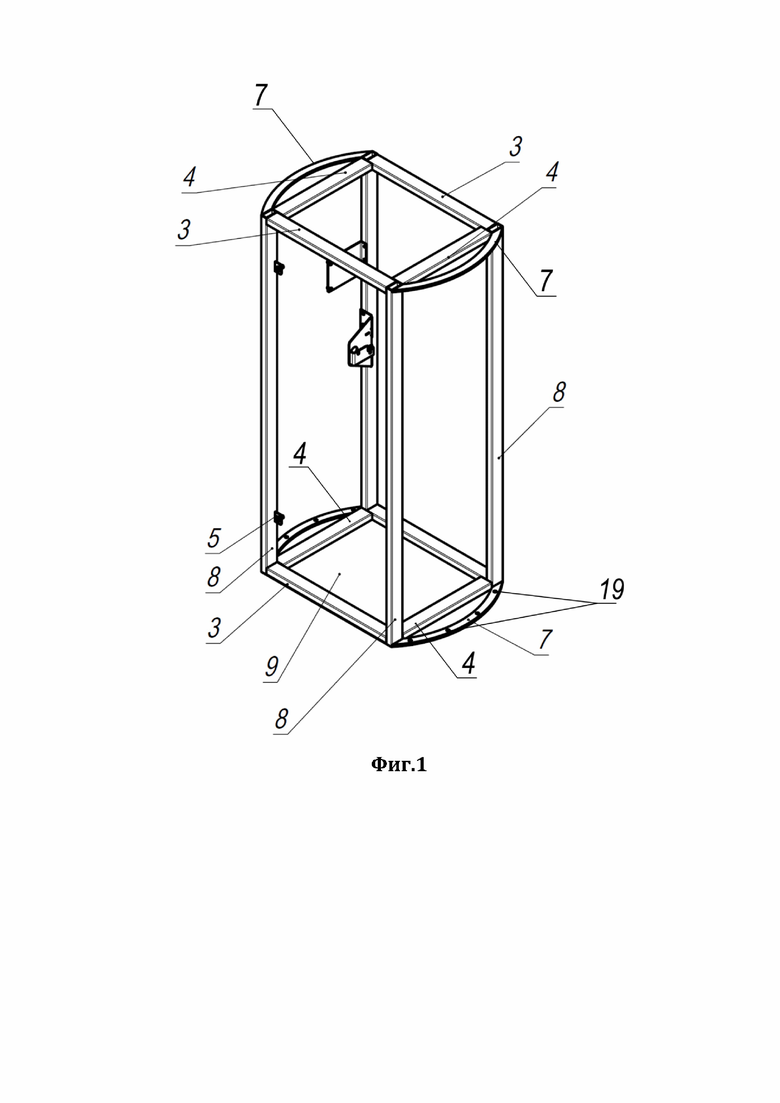
На Фиг.1 показан корпус торгового автомата (вид в объеме) с секторным креплением боковых стенок.
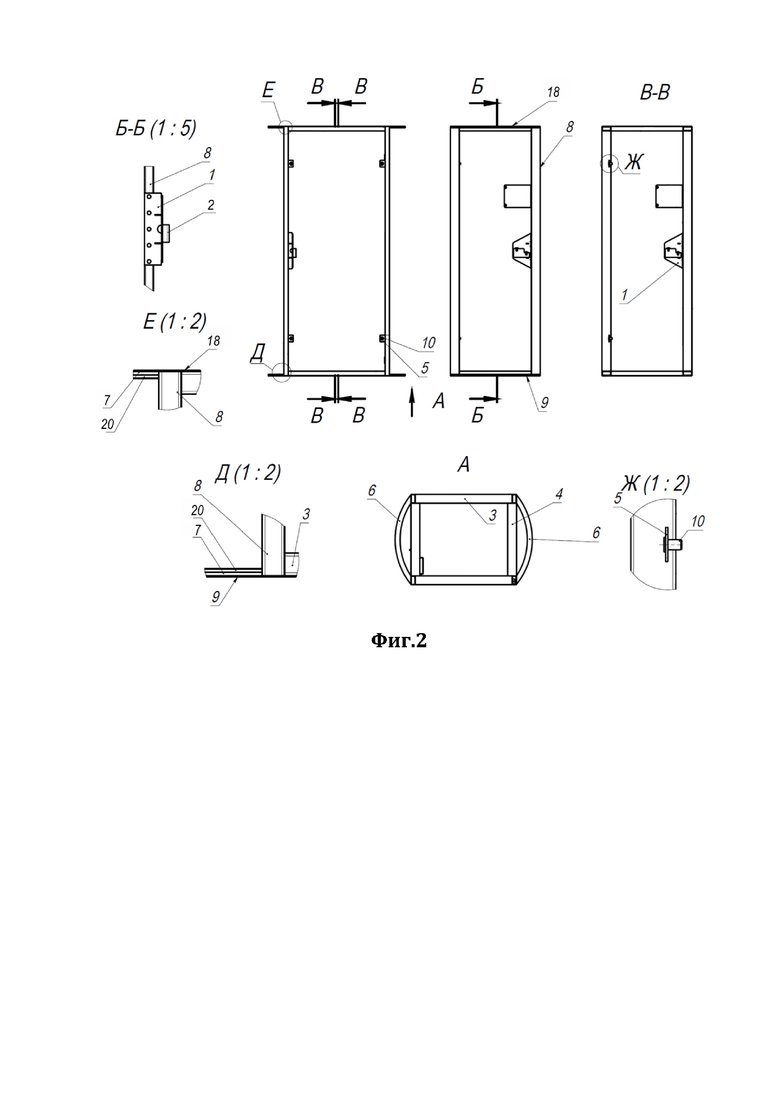
На Фиг.2 показаны различные ракурсы и срезы конструкции корпуса торгового автомата с секторным креплением боковых стенок.
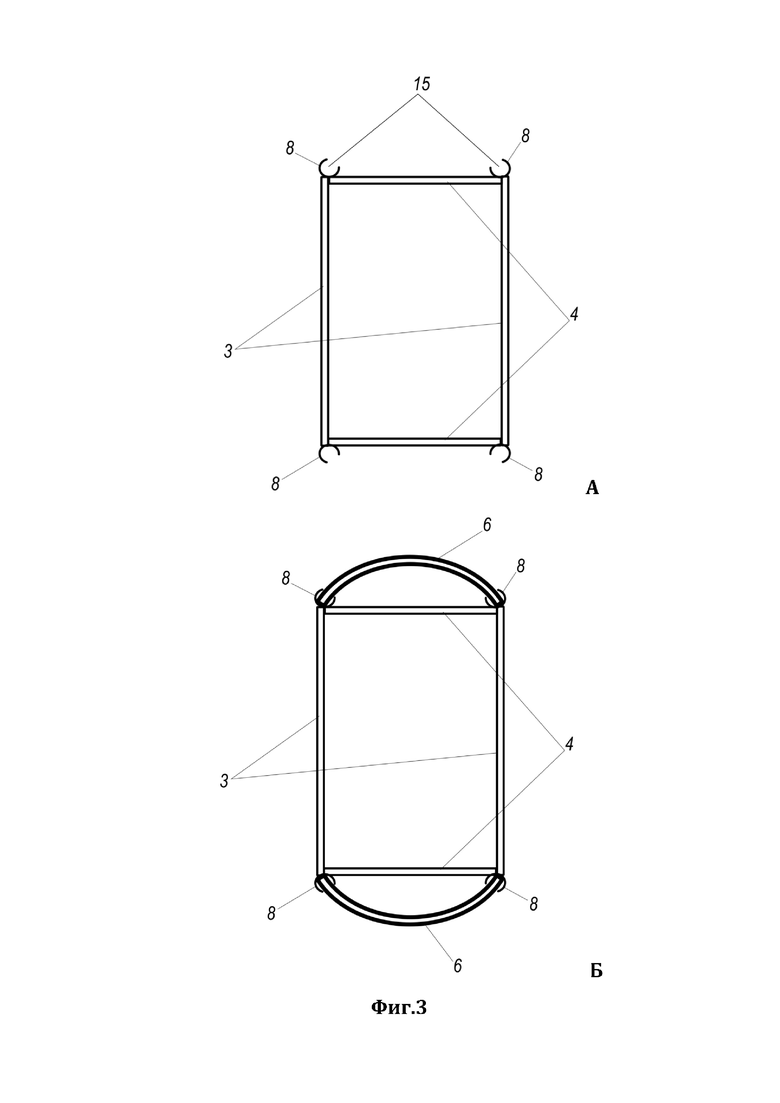
На Фиг.3 показан пример выполнения корпуса торгового автомата (вид сверху без крыши) с креплением боковых стенок только в щелях труб (А - вид каркаса без установленных боковых стенок, Б - с установленными боковыми стенками).
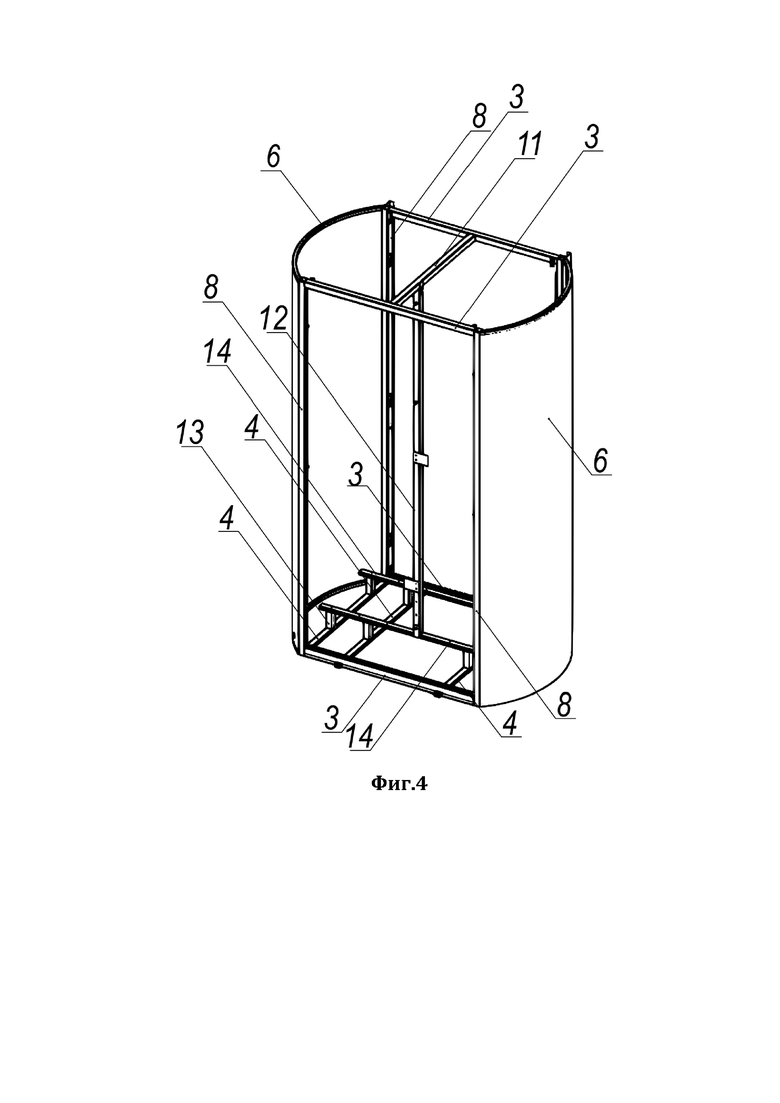
На Фиг.4 показан корпус торгового автомата (вид в объеме) с креплением боковых стенок только в щелях труб.
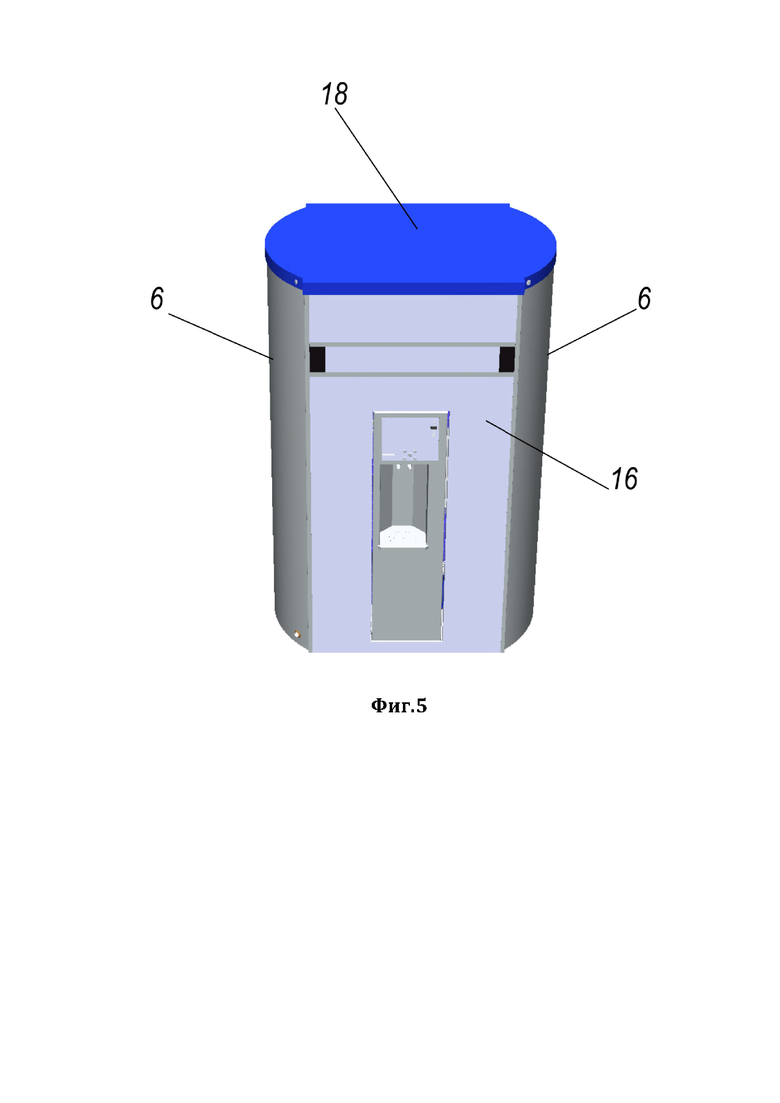
На Фиг.5 показан пример корпуса торгового автомата в сборе (вид в объеме с лицевой стороны).
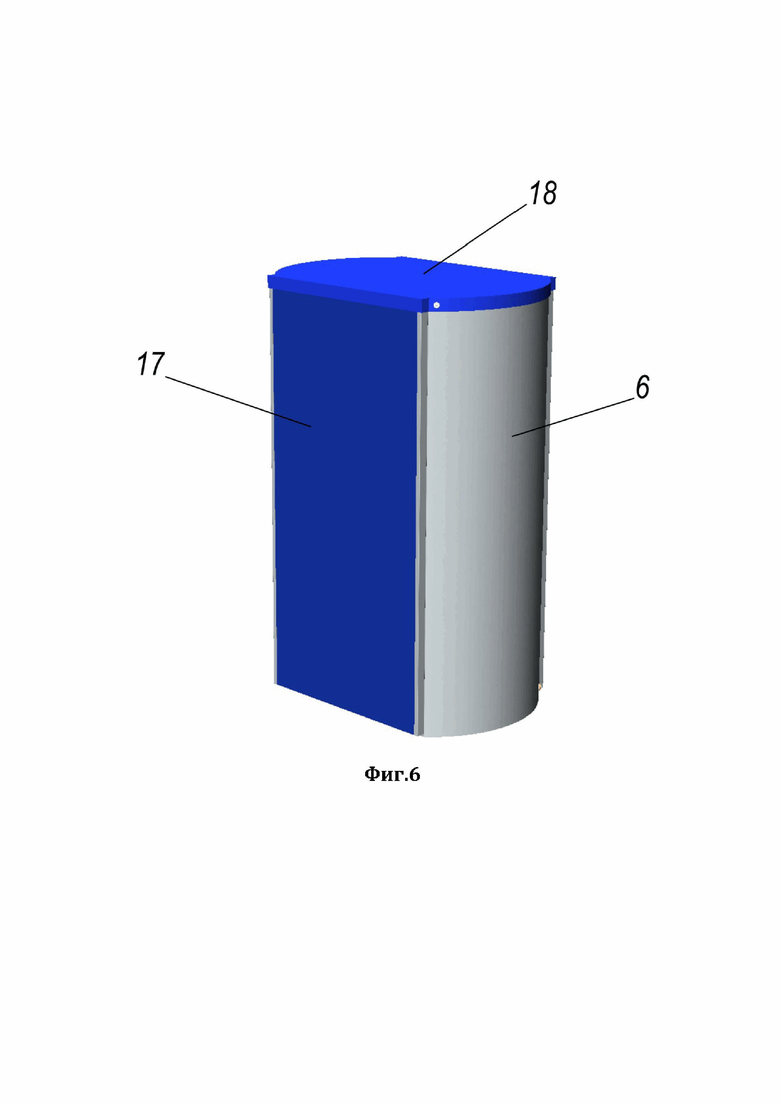
На Фиг.6 показан пример корпуса торгового автомата в сборе (вид в объеме со стороны задней стенки).
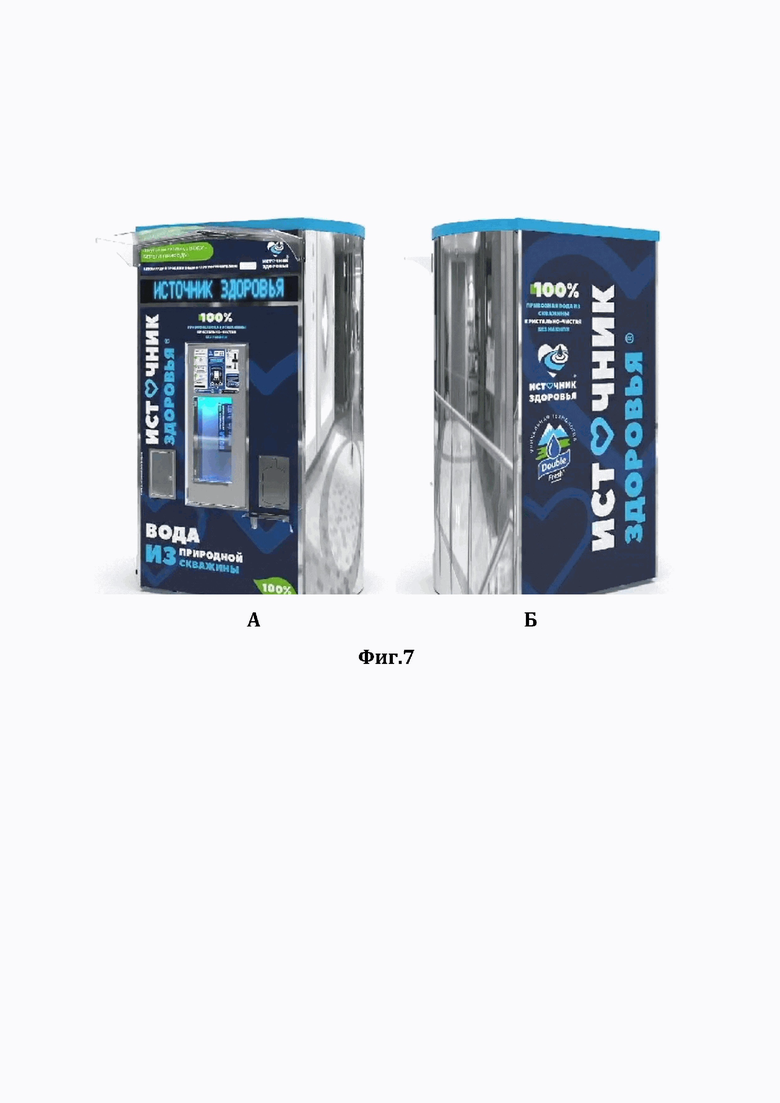
На Фиг.7 показаны пример опытного образца корпуса торгового автомата (вид в объеме; А - вид с лицевой стороны, Б - вид со стороны задней стенки).
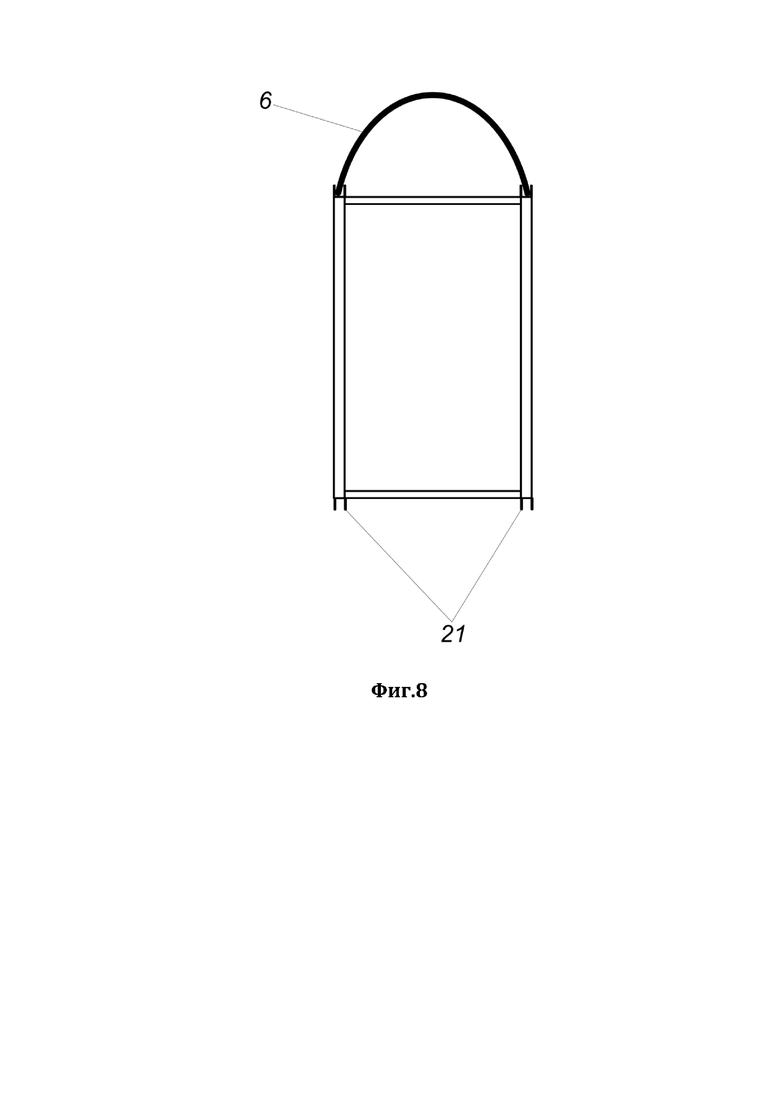
На Фиг.8 показан пример выполнения корпуса торгового автомата (вид сверху без крыши с установленной только одной боковой стенкой) с креплением боковых стенок в пазах П-образного профиля.
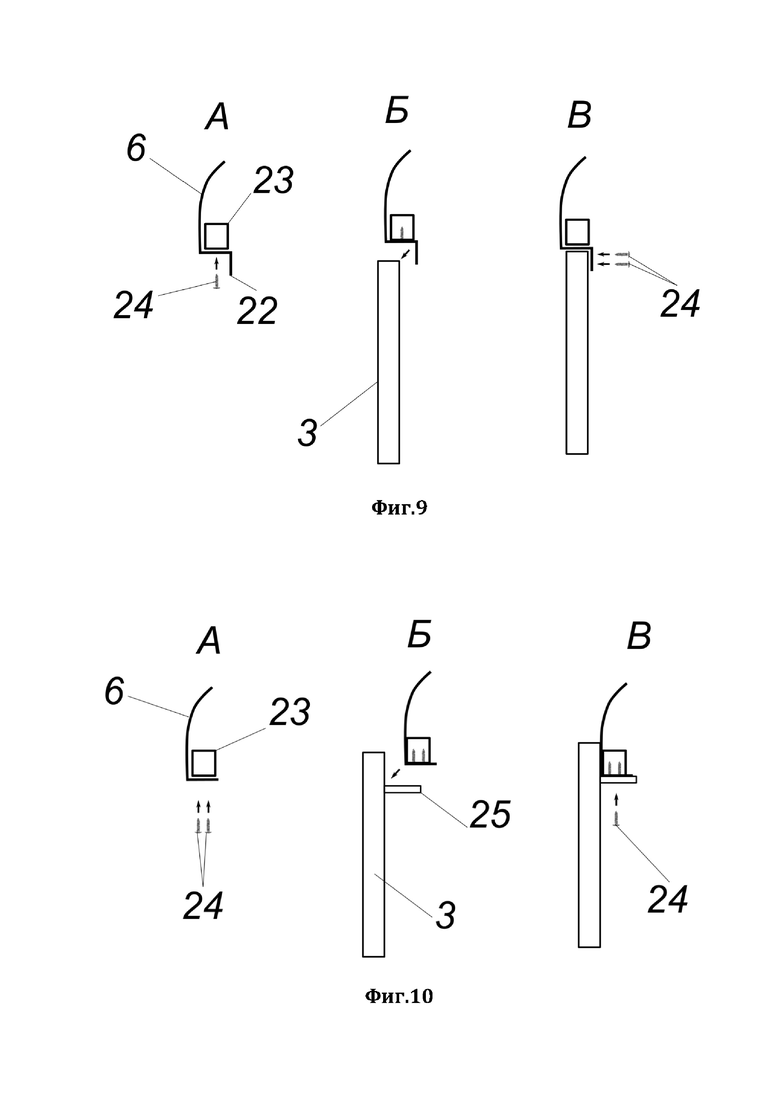
На Фиг.9 показан пример зажатия боковой стенки с гнутым краем между опорными стойками и профильными элементами прямоугольного сечения.
На Фиг.10 показан пример зажатия боковой стенки с гнутым краем между опорными стойками и профильными элементами прямоугольного сечения (с использованием уголкового профиля).
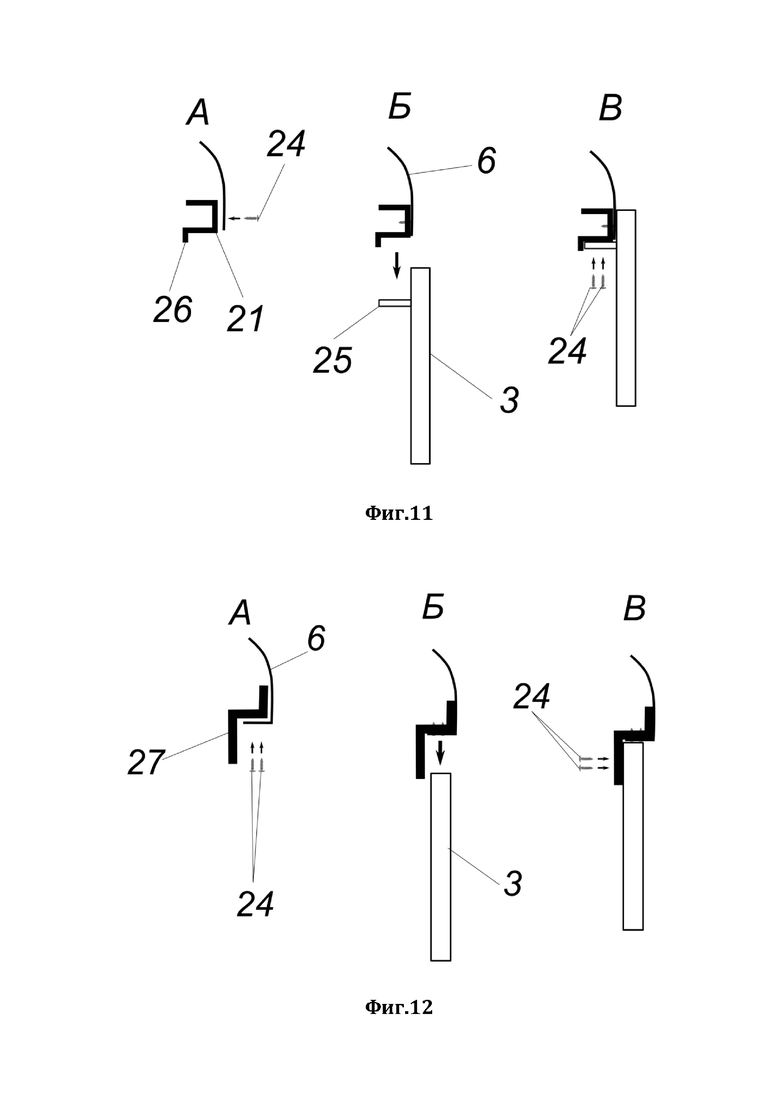
На Фиг.11 показан пример зажатия боковой стенки без гнутого края между опорными стойками и профильными элементами П-образного сечения.
На Фиг.12 показан пример зажатия боковой стенки с гнутым краем между опорными стойками и профильными элементами зигзагообразного сечения.
На чертежах: 1 - кронштейн замка, 2 - замок, 3 - продольный горизонтальный профиль, 4 - поперечный горизонтальный профиль, 5 - петля, 6 - боковая стенка, 7 - сектор, 8 - труба, 9 - днище, 10 - заклепка, 11 - распорка, 12 - вертикальный опорный профиль, 13 - опорная платформа, 14 - дополнительный поперечный горизонтальный профиль, 15 - щель в трубе, 16 - лицевая панель, 17 - задняя стенка, 18 - крыша, 19 - магнит, 20 - упор сектора, 21 - П-образный профиль, 22 - загнутый край боковой стенки, 23 - профиль прямоугольного сечения, 24 - саморез, 25 - уголковый профиль, 26 - загиб одной стороны профиля П-образного сечения.
Осуществление изобретения
Заявленный способ изготовления корпуса торгового автомата может быть реализован путем выполнения корпуса (см. Фиг.1, Фиг.2) состоящим из каркаса, который образован соединением на концах вертикальных опорных стоек и горизонтальных металлических профилей 3, 4. К лицевой части каркаса крепится передняя стенка 16 или дверь (см. Фиг.5, Фиг.6), задняя стенка 17 образована панелью, закрепленной к каркасу. Сверху к каркасу закреплена крыша 18, а снизу - днище 9. С боковых сторон к каркасу закреплены боковые стенки 6.
Новым является то, что по первому варианту боковые стенки 6 выполняют гнутыми наружу и закреплены торцами (см. Фиг.3) к вертикальным опорным стойкам.
Вертикальные опорные стойки могут быть выполнены в виде полых труб 8. Внутри полых труб 8 выполнены продольные щелевые прорези 15, а торцы гнутых стенок вставлены внутрь щелевых прорезей 15, за счет чего происходит крепление боковых стенок 6 к вертикальным опорным стойкам.
Вертикальные опорные стойки могут быть выполнены также и в виде П-образного профиля 21 (см. Фиг.8), причем торцы гнутых стенок 6 помещают внутрь щелевых прорезей или паза П-образного профиля.
Такая конструкция корпуса торгового автомата позволяет отказаться от необходимости выполнять ребра жесткости на боковых стенках и дополнительные распорки между боковыми стенками. Это в свою очередь обеспечивает уменьшение веса торгового автомата. Отказ от лишних металлических элементов корпуса, увеличивающих вес, достигается за счет выполнения боковых стенок гнутыми наружу, что позволяет самим изгибом обеспечить ребро жесткости по всей высоте боковых стенок. Данное ребро жесткости обеспечивает достаточную прочность от воздействия на боковую стенку путем надавливания.
За счет того, что боковые стенки 6 выполняют гнутыми наружу, их внутренний объем пространства корпуса торгового автомата увеличен. Также, увеличение внутреннего пространства корпуса достигается за счет отказа от необходимости выполнять ребра жесткости на боковых стенках и дополнительные распорки между боковыми стенками.
Каркас может быть образован, например, в форме параллелепипеда, как показано на Фиг.1, Фиг.2.
Выполнение каркаса возможно и иными способами, например, так, что каркас образован соединением вертикальных труб и горизонтальных металлических профилей 3, 4 в нижней части с образованием на дополнительных поперечных горизонтальных профилях 14 опорной платформы 13, к которой в средней части каркаса закреплен вертикальный опорный профиль 12, в верху закрепленный к распорке 11, которая своими концами закреплена в средней части горизонтальных профилей 3, расположенных на противоположных стенках (см. пример на Фиг.4).
Боковые стенки 6 могут быть выполнены из любого материала, который легче стали, например, из прочного пластика, оргстекла или поликарбоната. Допустимо выполнение боковых стенок из алюминия.
По второму варианту (см. примеры на Фиг.9-Фиг.12) боковые стенки 6 выполняют гнутыми наружу и устанавливают их с предварительным креплением к профильным элементам 21, 23, 27, которые в сечении имеют прямые углы, а сами профильные элементы 21, 23, 27 закрепляют к каркасу так, что края боковых стенок оказываются зажатыми между каркасом и профильными элементами 23, 26, 27.
Боковые стенки 6 заранее изготавливают гнутой формы.
При сборке корпуса торгового автомата поверх днища 9 собирают основные элементы каркаса (см. пример на Фиг.2), путем их скрепления болтовым соединением друг с другом.
После формирования каркаса и установки днища, в щели труб 8 (см. Фиг.3) вставляют торцы боковых стенок 6, которые опускают сверху в щели. Затем заднюю стенку 17 и лицевую стенку 16 (дверь) фиксируют к каркасу. В завершении крепят крышу.
Чтобы процесс опускания торцов боковых стенок 6 в щели труб 8 был проще, продольные щелевые прорези внутри полых труб лучше выполнять по ширине толще, чем толщина торцов концевых участков боковых стенок.
В случае выполнения каркаса состоящим из секторов 7 (см. Фиг.1, Фиг.2) боковые стенки 6 фиксируют дополнительно к секторам 7 или с упором о сектора 7, если боковая стенка 6 является дверью.
Пример торговых автоматов в сборе показан на Фиг.5 и Фиг.6.
Дверь может быть образована не только на лицевой стенке, но и может быть выполнена в виде одной из боковых стенок. На Фиг.1 и Фиг.2 показан пример выполнения боковой стенки 6 в виде двери. Для чего трубы 8 возле данной боковой стенки выполняют с более широкой щелью 15 (например, с сектором в половину круга). С одного края на трубе 8 внутри ее полости крепят петли 5 (например, сваркой), к которым край боковой стенки фиксируют заклепками 10.
Замок 2 двери крепят кронштейну 1, который фиксируют к другой трубе 8 болтовым соединением через сквозные отверстия в трубе 8.
К верхним и нижним торцам труб 8 или к профилям 21 П-образного сечения сваркой крепят сектора 7, представляющие собой гнутые профиля, имеющие с внутренней стороны упорный выступ 20. Боковые стенки 6 при таком выполнении конструкции можно крепить путем упора торцов стенок 6 в щели 15 труб 8, которые в данном случае могут достигать в продольном сечении половины трубы. Сами боковые стенки 6 при этом удерживаются с упором о торцы секторов 7, к которым они со стороны боковой стенки 6, которая не является дверью, фиксируются, например, магнитными замками 19. Магнитные замки 19 могут представлять собой неодимовые магниты, утопленные на определенную глубину в толщу секторов 7. В торцах боковых стенок заранее выполняют отверстия и вставляют туда стальные шпильки на такую глубину, чтобы они свободно утапливались заподлицо. Когда боковые стенки 6 прислоняют вплотную под упоры 20 секторов 7, магниты 19 притягивают шпильки на себя и последние образуют прочное замковое соединение.
А с той стороны боковой стенки 6, которая служит дверью, последняя просто упирается об упорные выступы 20 секторов 7.
За счет того, что боковые стенки просто удерживаются внутри щелей труб 8 и при сборке просто опускаются в них (Фиг.3), либо всовываются в них (Фиг.1), обеспечивается более быстрый процесс сборки, нежели таким путем, когда боковые стенки прикручивают к каркасу или распоркам, что характерно для известных технических решений.
Примеры второго варианта реализации показаны на Фиг.9-Фиг.12, где боковые стенки 6 выполняют гнутыми наружу и с загнутыми краями 22 и устанавливают их с предварительным креплением к профильным элементам 21, 23, 27, которые в сечении имеют прямые углы, а сами профильные элементы 21, 23, 27 закрепляют к каркасу так, что края боковых стенок 6 оказываются зажатыми между каркасом и профильными элементами 21, 23, 27.
Так, на Фиг.9 видно, что процесс фиксации боковой стенки 6 с загнутыми краями 22 к профилю прямоугольного сечения 23 осуществляется с предварительным креплением ее к этому профилю 23 (см. Фиг.9(А)), например, саморезами 24. После чего край боковой стенки 6 вместе с профилем 23 прислоняют загнутыми краем 22 боковой стенки 6 к каркасу (см. Фиг.9(Б)) и фиксируют к нему саморезами 24 загнутый край 22 (см. Фиг.9(В)).
На Фиг.10 видно, что процесс фиксации боковой стенки 6 с загнутыми краями 22 к профилю прямоугольного сечения 23 осуществляется с предварительным креплением ее к этому профилю 23 (см. Фиг.10(А)), например, саморезами 24. После чего край боковой стенки 6 вместе с профилем 23 прислоняют загнутыми краем боковой стенки 6 к предварительно закрепленному на каркасе уголковому профилю 25 (см. Фиг.10(Б)) и фиксируют к нему саморезами 24 загнутый край (см. Фиг.10(В)).
На Фиг.11 видно, что процесс фиксации боковой стенки 6 без загнутых краев 22 к профилю П-образного сечения 21 с загибом 26 на одной его стороне осуществляется с предварительным креплением края боковой стенки 6 к этому профилю 21 (см. Фиг.11(А)), например, саморезами 24. После чего край боковой стенки 6 прислоняют к предварительно закрепленному на каркасе уголковому профилю 25 (см. Фиг.11(Б)) и фиксируют к нему саморезами 24 (см. Фиг.11(В)).
На Фиг.12 видно, что процесс фиксации боковой стенки 6 с загнутым краем к профилю 27 зигзагообразного сечения осуществляется с предварительным креплением ее к этому профилю 27 (см. Фиг.12(А)), например, саморезами 24. После чего край боковой стенки 6 вместе с профилем 27 прислоняют к каркасу (см. Фиг.12(Б)) и фиксируют к нему саморезами 24 (см. Фиг.10(В)).
Во всех вариантах исполнения (Фиг.9-Фиг.12) край боковой стенки 6 всегда оказывается зажатым между каким-то профилем (21, 23, 27) и каркасом.
Согласно заявленного изобретения были изготовлены опытные образцы (см. Фиг.7), которые показали достаточную прочность боковых стенок из поликарбоната и пластика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Модуль для сбора твёрдых коммунальных отходов | 2023 |
|
RU2810753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУЗОВА-ФУРГОНА | 2008 |
|
RU2388626C1 |
| Система алюминиевых профильных элементов для корпусной мебели и корпусная мебель | 2024 |
|
RU2832765C1 |
| СИСТЕМА КРЕПЛЕНИЯ ПАНЕЛЕЙ | 2018 |
|
RU2684541C1 |
| ТЕПЛИЦА | 1998 |
|
RU2131661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОГО КУНГа ПАНЕЛЬНОЙ КОНСТРУКЦИИ | 2011 |
|
RU2492405C1 |
| Модуль кабины машиниста локомотива | 2022 |
|
RU2791092C1 |
| УГЛОВОЕ СОЕДИНЕНИЕ КАРКАСОВ СТЕНОВЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2024 |
|
RU2828715C1 |
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2023 |
|
RU2819558C1 |
| КАРКАС СТЕНОВОЙ ПАНЕЛИ | 2024 |
|
RU2828140C1 |
Изобретение относится к способам изготовления корпусов торговых автоматов и может быть использовано для создания торговых автоматов с корпусом, имеющим гнутые стенки. Техническим результатом является уменьшение веса торгового автомата и увеличение внутреннего объема, а также более быстрый процесс сборки. Указанный технический результат достигается за счет того, что заявлен способ изготовления корпуса торгового автомата, в котором формируют каркас образованием соединения на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к одной из сторон каркаса крепят дверь, а заднюю стенку образуют панелью, сверху к каркасу фиксируют крышу, а снизу - днище, причем с боковых сторон к каркасу закрепляют боковые стенки, отличающийся тем, что боковые стенки выполняют гнутыми наружу и устанавливают их торцами к вертикальным опорным стойкам, которые выполняют в виде полых труб с продольными щелевыми прорезями, причем торцы гнутых стенок помещают внутрь щелевых прорезей. По другому варианту боковые стенки выполняют гнутыми наружу и устанавливают их с предварительным креплением к профильным элементам, которые в сечении имеют прямые углы, а сами профильные элементы закрепляют к вертикальным опорным стойкам каркаса так, что края боковых стенок оказываются зажатыми между опорными стойками и профильными элементами. 2 н. и 8 з.п. ф-лы, 12 ил.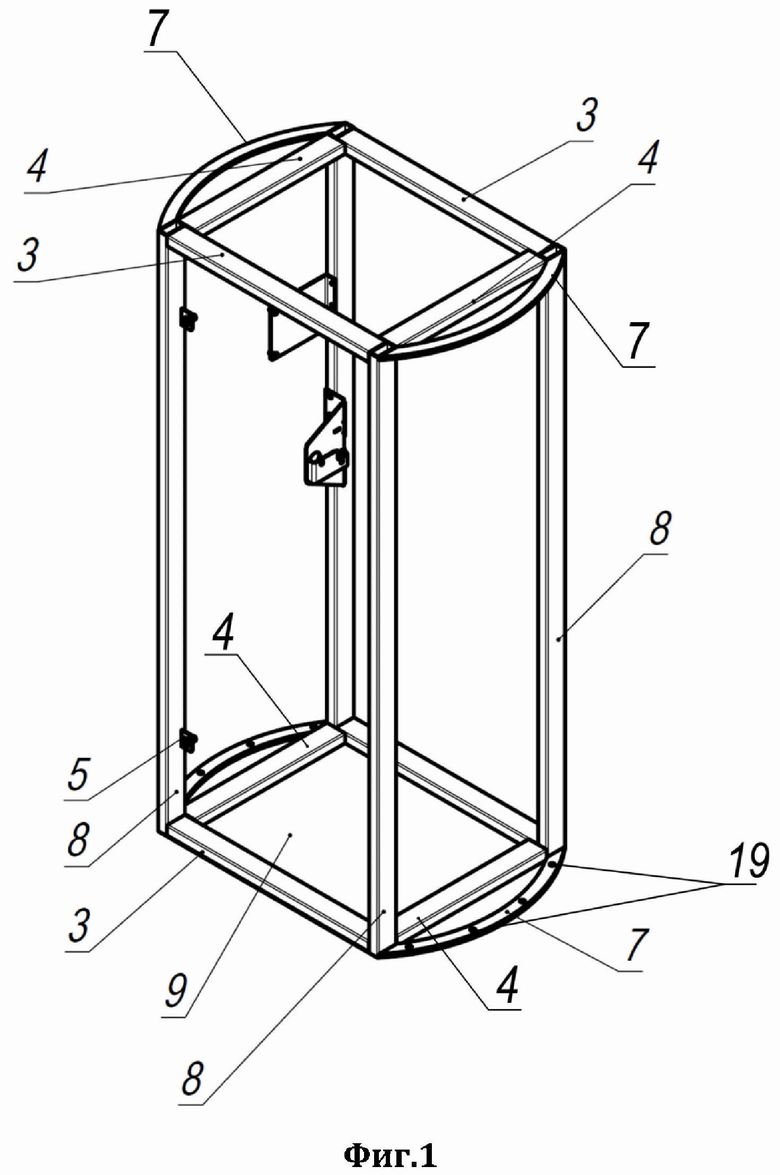
1. Способ изготовления корпуса торгового автомата, в котором формируют каркас образованием соединения на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к одной из сторон каркаса крепят дверь, а заднюю стенку образуют панелью, сверху к каркасу фиксируют крышу, а снизу - днище, причем с боковых сторон к каркасу закрепляют боковые стенки, отличающийся тем, что боковые стенки выполняют гнутыми наружу и устанавливают их торцами к вертикальным опорным стойкам, которые выполняют в виде полых труб с продольными щелевыми прорезями либо в виде П-образного профиля, причем торцы гнутых стенок помещают внутрь щелевых прорезей или паза П-образного профиля.
2. Способ по п.1, отличающийся тем, что каркас образуют в форме параллелепипеда, причем нижние и верхние торцы боковых стенок вставляют с упором о гнутые профили, которые формируют в виде секторов и крепят своими концами к верхним и нижним концам труб или П-образных профилей.
3. Способ по п.1, отличающийся тем, что каркас образуют соединением вертикальных труб и горизонтальных металлических профилей в нижней части с образованием опорной платформы, к которой в средней части каркаса крепят вертикальный опорный профиль, вверху крепят к распорке, которую своими концами фиксируют в средней части горизонтальных профилей, расположенных на противоположных стенках.
4. Способ по п.1 или 3, отличающийся тем, что продольные щелевые прорези внутри полых труб выполняют по ширине толще, чем толщина торцов концевых участков боковых стенок.
5. Способ по п.1, отличающийся тем, что боковые стенки выполняют из прочного пластика или поликарбоната.
6. Способ изготовления корпуса торгового автомата, в котором формируют каркас образованием соединения на концах вертикальных опорных стоек и горизонтальных металлических профилей, где к одной из сторон каркаса крепят дверь, заднюю стенку образуют панелью, сверху к каркасу фиксируют крышу, а снизу - днище, причем с боковых сторон к каркасу закрепляют боковые стенки, отличающийся тем, что боковые стенки выполняют гнутыми наружу и устанавливают их с предварительным креплением к профильным элементам, которые в сечении имеют прямые углы, а сами профильные элементы закрепляют к вертикальным опорным стойкам каркаса так, что края боковых стенок оказываются зажатыми между опорными стойками и профильными элементами.
7. Способ по п.6, отличающийся тем, что каркас образуют соединением вертикальных труб и горизонтальных металлических профилей в нижней части с образованием опорной платформы, к которой в средней части каркаса крепят вертикальный опорный профиль, вверху крепят к распорке, которую своими концами фиксируют в средней части горизонтальных профилей, расположенных на противоположных стенках.
8. Способ по п.6, отличающийся тем, что боковые стенки выполняют из прочного пластика или поликарбоната.
9. Способ по п.6, отличающийся тем, что края боковых стенок загнуты.
10. Способ по п.6, отличающийся тем, что профильные элементы формируют в виде профиля П-образного сечения, либо прямоугольного сечения, либо зигзагообразного сечения.
| КОРПУС АКВАВЕНДИНГОВОГО АППАРАТА | 2020 |
|
RU2744715C1 |
| МЕТАЛЛОУСТОЙЧИВЫЙ КАТАЛИЗАТОР КРЕКИНГА И СПОСОБ ЕГО ПРИГОТОВЛЕНИЯ | 2024 |
|
RU2832219C1 |
| CN 212433859 U, 29.01.2021 | |||
| CN 214098561 U, 31.08.2021 | |||
| CN 215056721 U, 07.12.2021. | |||
