Изобретение относится к технологии изготовления автомобильных кузовов, в частности к технологии изготовления кузовов-фургонов промтоварных, изотермических и других грузовых каркасных автофургонов или прицепов-фургонов.
В технологии изготовления кузовов-фургонов известно много разнообразных способов их сборки, которые свидетельствуют о комплексной проблемной ситуации в области производства автофургонов.
Так основными потребительскими характеристиками группы изделий кузовов-фургонов являются их удовлетворительные прочность, герметичность, легкость, ремонтопригодность и эстетичный внешний вид при приемлемых стоимости и технологичности изготовления.
При этом универсальным материалом для обшивки различных фургонов по-прежнему является листовой металл, который, несмотря на то, что тяжеловат для обшивки, тем не менее, прочен, технологичен и относительно недорог.
Из наиболее распространенных способов изготовления кузовов-фургонов являются наружная обшивка металлического каркаса стальными листами при помощи сварных соединений (см. Краткий автомобильный справочник. М., Автополюс-плюс, 2004, т.4, ч.1, с.26-27) и клепочных креплений (см. каталог "Спецтехника на базе автомобилей марки «ГАЗ»". Нижний Новгород, Торговый дом «Русавтогаз», 2008, код модели - 330200-180-18-041-16).
Однако сварка снижает технологичность изготовления и ремонтопригодность кузова-фургона, а заклепочные соединения не обеспечивают удовлетворительной коррозионной стойкости обшивки и менее эстетичны для внешней облицовки стенок фургона.
В качестве прототипа заявляемого изобретения выбран способ изготовления кузова-фургона путем наружной обшивки каркаса оцинкованными листами стали толщиной 0,55-1,2 мм, крепящимися к каркасу винтами-саморезами или заклепками (см. свидетельство №22453 на полезную модель «Кузов-фургон общего назначения», В60Р 3/00, 2002).
Выбранный прототип характеризуется также недостаточно оптимальным решением изготовления кузова-фургона, на выходе - с неудовлетворительной коррозионной стойкостью при алюминиевых заклепках и эстетичностью наружной обшивки при резерве повышения технологичности изготовления и герметичности получаемой обшивки.
Технический результат предлагаемого изобретения - оптимальное технологическое решение изготовления кузова-фургона с обеспечением на выходе производства комплекса высоких характеристик продукции, таких как прочность кузова-фургона в промтоварном (однослойном) и изотермическом (двухслойном с теплоизолирующей прокладкой) исполнении и других грузовых исполнениях, герметичность наружной обшивки и снижение шума при движении за счет «клеевой прокладки» между металлической листовой обшивкой и металлическим каркасом, ремонтопригодность кузова-фургона и эстетичность его внешней облицовки, а также технологичность изготовления кузова-фургона при приемлемой его стоимости и стабильном ресурсе в пределах гарантийного срока эксплуатации.
Указанный технический результат достигается тем, что в способе изготовления кузова-фургона, включающем сборку и листовую обшивку каркаса, изготовление производят в следующем порядке:
собирают сваркой из металлических профилей, например труб, каркасные заготовки основания и стенки с дверным проемом кузова-фургона, а также каркасные заготовки остальных стенок и крыши кузова-фургона с каркасными профильными элементами повышения прочности корпуса кузова-фургона, часть которых предназначена под сшивку встык металлических листов внешней облицовки в плоскости обшивки;
приклеивают клейкие ленты к внешней поверхности металлических листов внешней облицовки каркасной заготовки стенки или крыши кузова-фургона на участках соединения встык указанных листов для их фиксации с образованием составного листа внешней облицовки под соответствующую каркасную заготовку и соблюдением температурных зазоров между отдельными листами в плоскости указанного составного листа, после чего вдоль температурных зазоров с внутренней стороны металлических листов внешней облицовки на их стыках формируют слой специального клея на ширину металлического профиля каркасной заготовки;
наносят специальный клей на поверхность металлических профилей каркасной заготовки стенки или крыши с обшиваемой стороны заготовки;
укладывают каркасную заготовку стенки или крыши с нанесенным клеем обшиваемой стороной на внутреннюю сторону соответствующего составного листа внешней облицовки с размещением соответствующих каркасных профильных элементов повышения прочности корпуса кузова-фургона вдоль температурных зазоров указанного составного листа и фиксацией толщины получаемого слоя клеевого соединения с помощью прокладочных фиксаторов малой площади, прижимают каркасную заготовку к составному листу и выдерживают в состоянии прижима во времени до получения обшитой каркасной заготовки стенки или крыши;
из полученных обшитых каркасных заготовок стенок и крыши и каркасной заготовки стенки с дверным проемом собирают сваркой на каркасной заготовке основания кузова-фургона его корпус, наружную обшивку последнего затем окантовывают уголками с помощью распределенных вдоль них заклепочных креплений или винтов-саморезов, а в проеме одной из стенок монтируют дверь.
При получении составного листа внешней облицовки перед его склеиванием с соответствующей каркасной заготовкой клейкую ленту приклеивают к краю верхней внешней поверхности первого листа внешней облицовки на половину ширины клейкой ленты на участке соединения встык со вторым таким же листом, первый лист переворачивают и край нижней облицовочной поверхности второго листа скрепляют со второй продольной половиной клейкой ленты, затем повторяя указанную операцию с использованием клейкой ленты со всеми остальными соединяемыми листами внешней облицовки.
Заявляемая технология проста, производительна и продуктивна в отношении выхода годного.
В частном варианте изготовления предлагаемым способом каркасные заготовки стенок и крыши кузова-фургона собирают из стальных труб прямоугольного сечения.
При этом в качестве металлических листов наружной облицовки используют оцинкованные листы стали, покрытые полимерно-порошковыми автоэмалями широкого спектра цветов, клейкой ленты - скотч малярный, уголков окантовки наружной обшивки - алюминиевые уголки, специального клея - МС-полимерный клей-герметик и заклепочных креплений - алюминиевые клепки.
В варианте изготовления промтоварного кузова-фургона его сборку производят из каркасных заготовок стенок и крыши, обшитых листами внешней облицовки, в проеме каркасной заготовки задней стенки шарнирно закрепляют двойную распашную дверь, а каркасную заготовку основания кузова-фургона обшивают ламинированной фанерой, снизу обшитой оцинкованным листом стали.
В варианте изготовления изотермического кузова-фургона его сборку производят из каркасных заготовок стенок и крыши, обшитых листами наружной и внутренней облицовки с теплоизолирующим материалом между ними, в проеме каркасной заготовки задней стенки шарнирно закрепляют двойную распашную дверь, имеющую теплоизоляцию, а пол кузова-фургона монтируют в теплоизоляционном исполнении.
Предлагаемая технология склеивания сравнительно тонких металлических листов (0,6 мм) внешней облицовки непосредственно со сварным металлическим профильным каркасом корпуса кузова-фургона в заявляемой совокупности существенных признаков п.1 формулы изобретения настоящей заявки обеспечивает изложенный в качестве технического результата новый комплексный выигрыш и в информационных источниках не обнаружена.
Кроме того, заявляемый способ расширяет известный автомобильный производственно-технологический арсенал средств изготовления кузовов-фургонов.
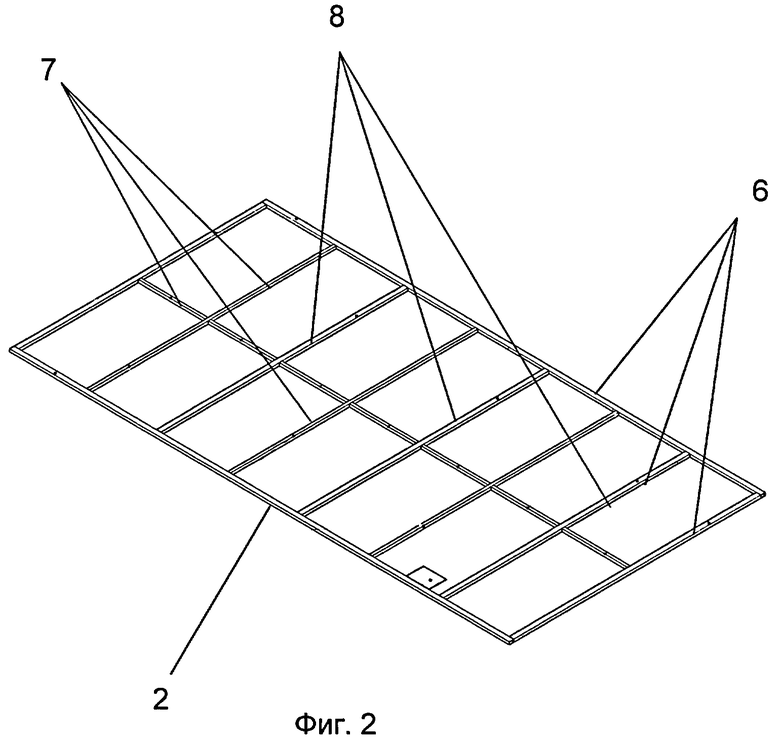
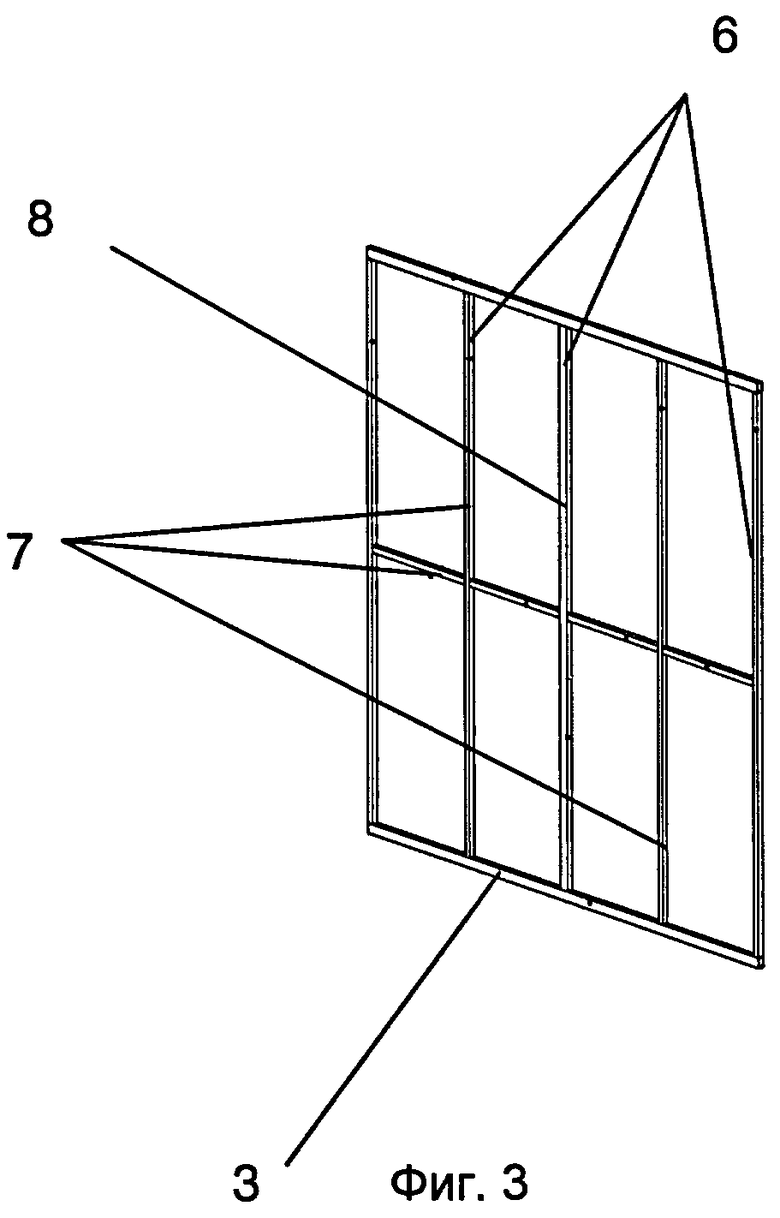
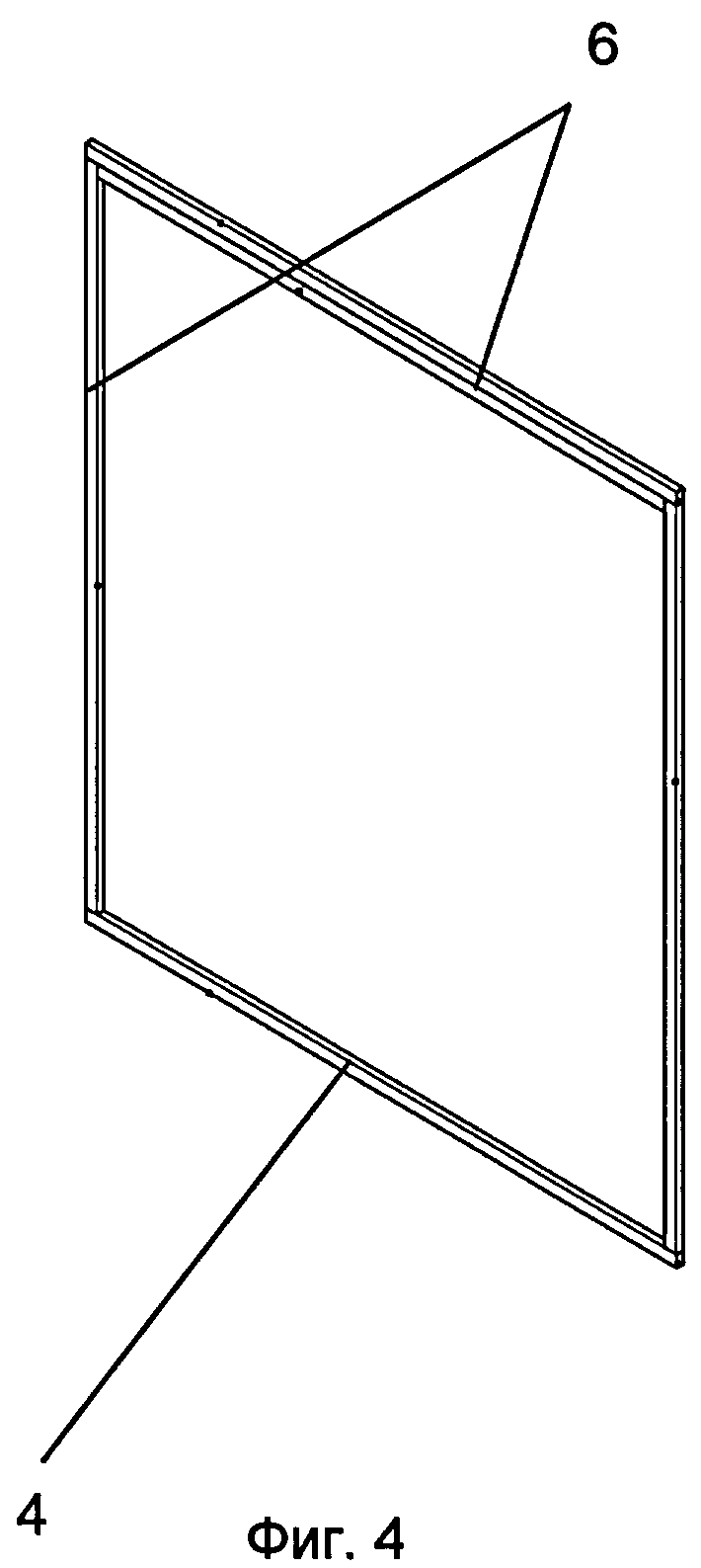
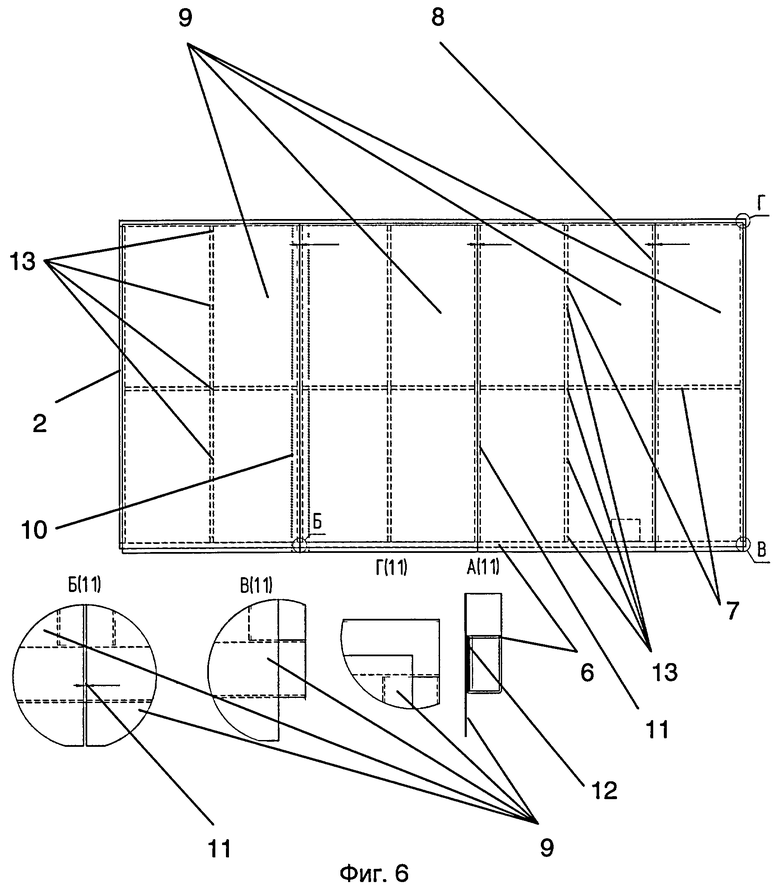
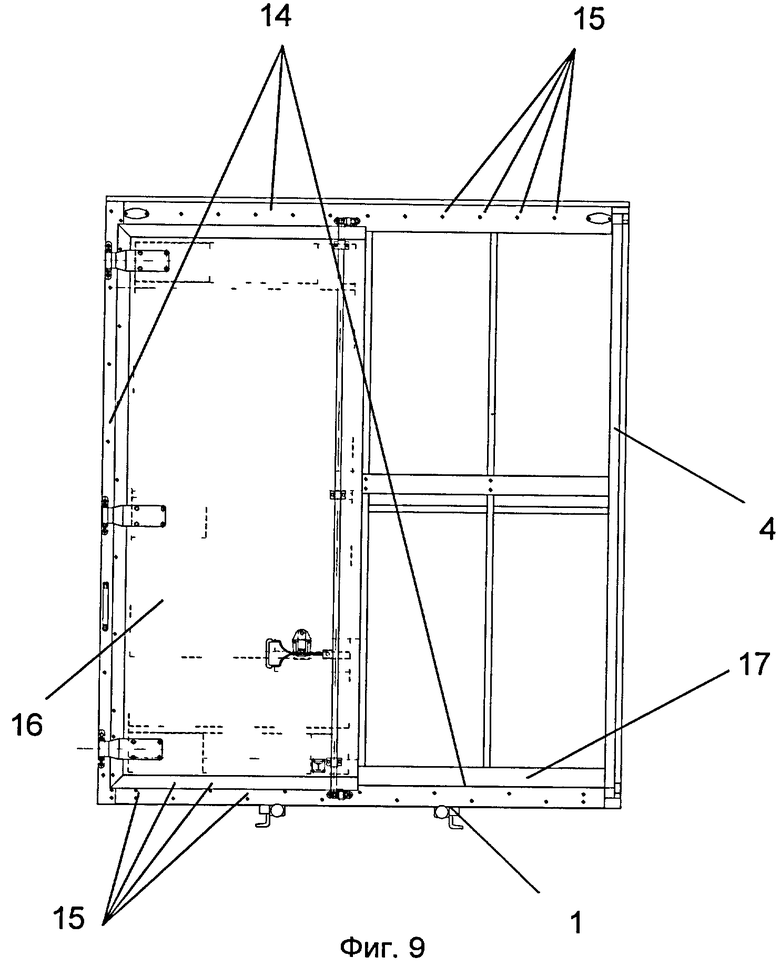
На фиг.1-5 показаны каркасные заготовки, соответственно, основания, боковой стенки, передней стенки, задней стенки с проемом под двойную распашную дверь и крыши промтоварного кузова-фургона, собранные сваркой на первом этапе осуществления предлагаемого способа; на фиг.6 - каркасная заготовка боковой стенки промтоварного кузова-фургона, обшитая плакированными стальными листами внешней облицовки склеиванием на втором этапе осуществления предлагаемого способа; на фиг.7 - корпус промтоварного кузова-фургона, собранный сваркой из каркасных заготовок с наружной обшивкой (основание кузова-фургона - на стадии перед монтажом пола и задняя стенка - перед монтажом двойной двери) на третьем этапе осуществления предлагаемого способа; на фиг.8-9 - корпус промтоварного кузова-фургона, окантованный алюминиевыми уголками и снабженный задней двойной распашной дверью (на фиг.8 вторая боковая стенка - на стадии перед окантовкой, на фиг.9 вид сзади - без правой дверки задней двойной двери) на четвертом этапе осуществления предлагаемого способа.
Заявляемый способ изготовления кузова-фургона осуществляют следующим образом.
На первом этапе предлагаемого способа (пример изготовления промтоварного кузова-фургона) собирают каркасные заготовки основания 1, боковых 2, передней 3 и задней 4 стенок и крыши 5 кузова-фургона (см. фиг.1-5) сваркой из стальных труб 6 прямоугольного сечения, содержащих элементы 7 повышения прочности корпуса кузова-фургона, часть которых - элементы 8 (см. фиг.2, 3 и 5) предназначена для сшивки листов внешней облицовки кузова-фургона.
На втором этапе предлагаемого способа каркасные заготовки двух боковых стенок 2, передней стенки 3 и крыши 5 обшивают оцинкованными листами стали 9 внешней облицовки (см. на фиг.6 на примере каркасной заготовки боковой стенки 2), покрытыми полимерно-порошковой автоэмалью ГФ-269/ГОСТ 30246-94 (плакированными), приклеиванием плакированных листов 9 толщиной 0,5-0,7 мм непосредственно к внешней поверхности труб 6 указанных заготовок для получения наружной обшивки указанных каркасных заготовок кузова-фургона.
При этом предварительно приклеивают клейкую ленту 10 - скотч малярный (см. фиг.6) к краю верхней внешней плакированной поверхности первого из листов 9 на половину ширины клейкой ленты 10 на участке соединения встык со вторым таким же листом. Первый лист переворачивают и край нижней внешней плакированной поверхности второго листа скрепляют со второй продольной половиной клейкой ленты 10, соблюдая между соединяемыми первым и вторым листами температурный зазор 11, шириной 2±1 мм.
Указанную операцию повторяют использованием клейкой ленты 10 со следующими соседними листами 9 до получения составного листа внешней облицовки каркасной заготовки.
Затем на полученном составном листе вдоль температурных зазоров 11 с внутренней стороны листов 9 на их стыках при помощи пистолета (пневматического) для нанесения герметика формируют слои 12 специального клея (МС-полимерного клея-герметика) на ширину трубы 6 в плоскости каркасной заготовки.
Этот же клей наносят аналогичным образом на обшиваемую поверхность труб 6 каркасной заготовки.
После чего каркасную заготовку с нанесенным клеем укладывают обшиваемой стороной на внутреннюю сторону составного листа внешней облицовки с размещением каркасных элементов 8 вдоль температурных зазоров 11 указанного составного листа на прокладочные фиксаторы малой площади 13 (см. фиг.6), распределенные с расстоянием между соседними фиксаторами 300±100 мм вдоль труб 6 и каркасных элементов 7 и 8 для фиксации толщины получаемого клеевого соединения 1,5±0,3 мм.
Каркасную заготовку прижимают, например, при помощи распределенного вдоль плоскости каркасной заготовки груза к лежащему на плоской опоре (столе сборочном) составному листу и выдерживают в состоянии прижима при использовании клея SOUDAL 240 в течение 16-20 часов.
На третьем этапе предлагаемого способа из полученных обшитых каркасных заготовок стенок 2 и 3 и крыши 5 с удаленной на заготовках клейкой лентой 10 и каркасной заготовки задней стенки 4 с дверным проемом собирают сваркой на каркасной заготовке основания 1 кузова-фургона его корпус (см. фиг.7).
На четвертом этапе предлагаемого способа наружную обшивку корпуса кузова-фургона окантовывают алюминиевыми уголками 14 (см. фиг.8 и 9) с помощью распределенных вдоль них алюминиевых заклепочных креплений 15 (или винтов-саморезов), в проеме каркасной заготовки задней стенки 4 (см. фиг.9) шарнирно закрепляют двойную распашную дверь 16, а каркасную заготовку основания 1 обшивают ламинированной фанерой 17, снизу обшитой оцинкованным листом стали (на фиг.9 оцинкованный лист стали не показан).
Аналогичен порядок осуществления заявляемого способа в варианте изготовления изотермического кузова-фургона с разницей в дополнительных операциях по прокладке теплоизолирующего материала (экструдированного пенополистирола) и обшивке каркасных заготовок стенок и крыши листами внутренней облицовки кузова-фургона, а также в выполнении дверей и пола кузова-фургона с теплоизоляцией.
Предлагаемая технология реализуема как в мелкосерийном производстве кузовов-фургонов, так и при использовании автоматизированного конвейерного оборудования и обеспечивает раскрытое в техническом результате оптимальное сочетание потребительских характеристик продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНИРОВАННОГО КУНГа ПАНЕЛЬНОЙ КОНСТРУКЦИИ | 2011 |
|
RU2492405C1 |
| ИЗОТЕРМИЧЕСКИЙ КУЗОВ ТРАНСПОРТНОГО СРЕДСТВА | 2000 |
|
RU2208531C2 |
| МОБИЛЬНОЕ ЗДАНИЕ | 2021 |
|
RU2768212C1 |
| МОБИЛЬНАЯ МАСТЕРСКАЯ | 2001 |
|
RU2226162C2 |
| КУЗОВ-ФУРГОН ДЛЯ ПЕРЕВОЗКИ ХЛЕБОБУЛОЧНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2031018C1 |
| НАЗЕМНЫЙ ПУНКТ УПРАВЛЕНИЯ НА БАЗЕ ШАССИ СПЕЦИАЛЬНОГО ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2407658C1 |
| Кузов пожарного автомобиля и узел соединения | 2016 |
|
RU2656778C2 |
| СПОСОБ СБОРКИ ПАНЕЛЬНОГО КУЗОВА ФУРГОННОГО ТИПА | 2015 |
|
RU2579602C1 |
| БЕСКАРКАСНОЕ СБОРНО-РАЗБОРНОЕ ЗДАНИЕ | 2023 |
|
RU2828451C2 |
| СПОСОБ СБОРКИ ПАНЕЛЬНОГО КУЗОВА | 2007 |
|
RU2364539C1 |



Изобретение относится к автомобилестроению. Способ изготовления кузова-фургона включает сборку сваркой из металлических профилей каркасных заготовок основания (1), стенок (2, 3, 4) и крыши (5), приклеивание клейких лент к внешней поверхности металлических листов внешней облицовки каркасной заготовки стенки или крыши на участках соединения встык указанных листов для их фиксации с соблюдением температурных зазоров между отдельными листами. Формируют слой клея на металлических листах внешней облицовки на ширину металлического профиля каркасной заготовки и на поверхности металлических профилей каркасных заготовок. Укладывают каркасные заготовки стенок или крыши на внутреннюю сторону составного листа внешней облицовки с размещением каркасных профильных элементов повышения прочности вдоль температурных зазоров и фиксацией толщины получаемого слоя клеевого соединения с помощью прокладочных фиксаторов малой площади. Прижимают каркасную заготовку к составному листу и выдерживают до получения обшитой каркасной заготовки стенок или крыши. Собирают сваркой на каркасной заготовке основания кузов-фургон, окантовывают уголками, а в проеме одной из стенок монтируют дверь. Изобретение повышает прочность, герметичность и технологичность изготовления. 5 з.п. ф-лы, 9 ил.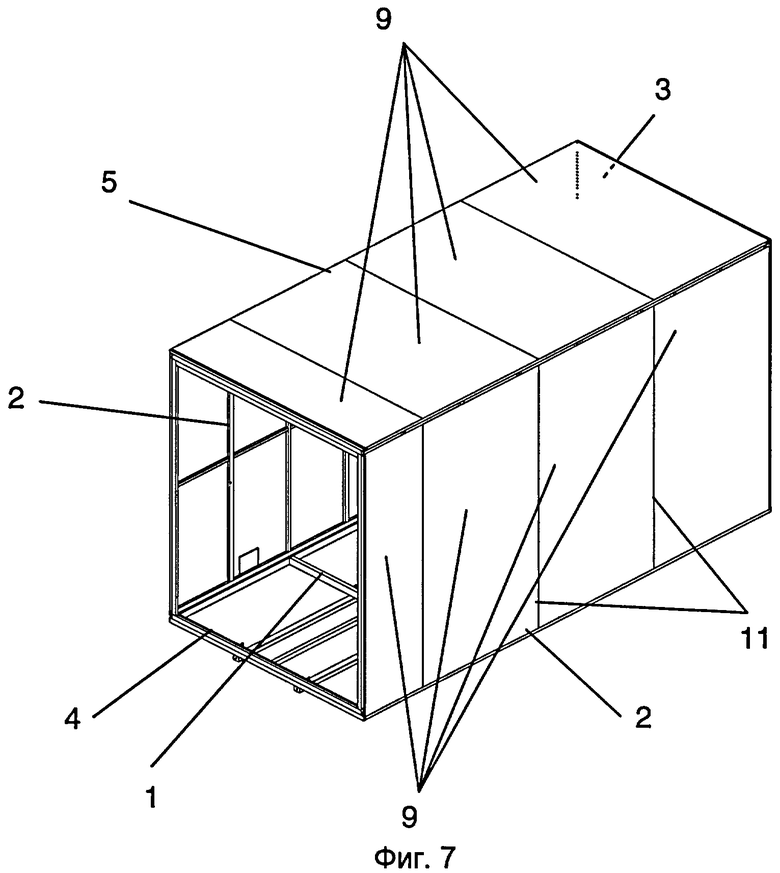
1. Способ изготовления кузова-фургона, включающий сборку и листовую обшивку каркаса, отличающийся тем, что изготовление производят в следующем порядке: собирают сваркой из металлических профилей, например труб, каркасные заготовки основания и стенки с дверным проемом кузова-фургона, а также каркасные заготовки остальных стенок и крыши кузова-фургона с каркасными профильными элементами повышения прочности корпуса кузова-фургона, часть которых предназначена под сшивку встык металлических листов внешней облицовки в плоскости обшивки, приклеивают клейкие ленты к внешней поверхности металлических листов внешней облицовки каркасной заготовки стенки или крыши кузова-фургона на участках соединения встык указанных листов для их фиксации с образованием составного листа внешней облицовки под соответствующую каркасную заготовку и соблюдением температурных зазоров между отдельными листами в плоскости указанного составного листа, после чего вдоль температурных зазоров на внутренней стороне металлических листов внешней облицовки формируют слой клея на ширину металлического профиля каркасной заготовки, наносят клей на поверхность металлических профилей каркасной заготовки стенки или крыши с обшиваемой стороны заготовки, укладывают каркасную заготовку стенки или крыши с нанесенным клеем обшиваемой стороной на внутреннюю сторону соответствующего составного листа внешней облицовки с размещением соответствующих каркасных профильных элементов повышения прочности корпуса кузова-фургона вдоль температурных зазоров указанного составного листа и фиксацией толщины получаемого слоя клеевого соединения с помощью прокладочных фиксаторов малой площади, прижимают каркасную заготовку к составному листу и выдерживают в состоянии прижима во времени до получения обшитой каркасной заготовки стенки или крыши, из полученных обшитых каркасных заготовок стенок и крыши и каркасной заготовки стенки с дверным проемом собирают сваркой на каркасной заготовке основания кузова-фургона его корпус, наружную обшивку последнего затем окантовывают уголками с помощью распределенных вдоль них заклепочных креплений или винтов-саморезов, а в проеме одной из стенок монтируют дверь.
2. Способ по п.1, отличающийся тем, что при получении составного листа внешней облицовки перед его склеиванием с соответствующей каркасной заготовкой клейкую ленту приклеивают к краю верхней внешней поверхности первого листа внешней облицовки на половину ширины клейкой ленты на участке соединения встык со вторым таким же листом, первый лист переворачивают и край нижней облицовочной поверхности второго листа скрепляют со второй продольной половиной клейкой ленты, затем повторяют указанную операцию с использованием клейкой ленты со всеми остальными соединяемыми листами внешней облицовки.
3. Способ по п.1, отличающийся тем, что каркасные заготовки основания, стенок и крыши кузова-фургона собирают из стальных труб прямоугольного сечения.
4. Способ по п.1, отличающийся тем, что в качестве металлических листов внешней облицовки используют оцинкованные листы стали, покрытые полимерно-порошковыми автоэмалями, клейкой ленты - скотч малярный, уголков окантовки наружной обшивки - алюминиевые уголки, специального клея - МС-полимерный клей-герметик и заклепочных креплений - алюминиевые заклепки.
5. Способ по п.1, отличающийся тем, что в варианте изготовления промтоварного кузова-фургона его сборку производят из каркасных заготовок стенок и крыши, обшитых листами внешней облицовки, в проеме каркасной заготовки задней стенки шарнирно закрепляют двойную распашную дверь, а каркасную заготовку основания кузова-фургона обшивают ламинированной фанерой, снизу обшитой оцинкованным листом стали.
6. Способ по п.1, отличающийся тем, что в варианте изготовления изотермического кузова-фургона его сборку производят из каркасных заготовок стенок и крыши, обшитых листами внешней и внутренней облицовки с теплоизолирующим материалом между ними, в проеме каркасной заготовки задней стенки шарнирно закрепляют двойную распашную дверь, имеющую теплоизоляцию, а пол кузова-фургона монтируют в теплоизоляционном исполнении.
| СПОСОБ СБОРКИ КУЗОВА ФУРГОННОГО ТИПА ИЗ СЕНДВИЧ-ПАНЕЛЕЙ | 2002 |
|
RU2223884C1 |
| Элеваторный стогомет | 1937 |
|
SU56301A1 |
| WO 9830430 A1, 16.07.1998 | |||
| US 3334007 A1, 17.12.1996 | |||
| MX JL04000024 A, 12.01.2005. | |||

