Настоящее изобретение относится к оборачиванию листа вокруг группы сегментов. В частности, настоящее изобретение относится к оборачиванию листа вокруг группы сегментов для получения изделия в форме стержня. Изделие в форме стержня может представлять собой курительное изделие.
В публикации WO 2015/022347 A2 описан способ получения курительного изделия. Блок сегментов скомпонован в положении конец к концу, и внешняя периферия блока прикреплена в продольном направлении к кромочной части куска оберточного материала. Блок сегментов, снабженный куском оберточного материала, подается в гнездо качения, расположенное в периферийной поверхности оборачивающего конвейера. Удерживающая поверхность предусмотрена на расстоянии от периферийной поверхности оборачивающего конвейера и противоположно ей. Блок сегментов оборачивают куском оберточного материала путем перемещения оберточного конвейера относительно удерживающей поверхности. Соответственно, гнездо качения обеспечивает два направляющих контакта для блока сегментов, а удерживающая поверхность обеспечивает один направляющий контакт для блока сегментов. Трехточечный направляющий контакт для блока сегментов предназначен для обеспечения надежных и безопасных процессов направления и оборачивания в контролируемых условиях. Утверждается, что обеспечение трехточечного направляющего контакта делает способ оборачивания особенно подходящим для блоков, содержащих жесткие и несжимаемые сегменты, поскольку оберточный материал всегда держат натянутым вокруг внешней поверхности блока сегментов за счет постоянного давления, которое может быть приложено одновременно в трех точках.
В заявке US 2015/0291301 A1 описан поворотный барабан, используемый в автоматизированном процессе производства устройств для электронного парения. Поверхность качения корпуса барабана поворотного барабана образует множество углублений, расположенных в ней. В каждом из углублений корпуса барабана установлена гнездовая структура, образующая канавку, обращенную наружу из корпуса барабана для размещения и удерживания картриджа устройства для электронного парения. Гнездовая структура содержит материал, который является более структурно податливым, чем материал картриджа устройства для электронного парения. Предусмотрены вакуумные порты в гнездовой структуре для создания удерживающей силы для удерживания картриджа в гнездовой структуре. Податливая природа эластичного материала гнездовой структуры способствует более полному уплотнению картриджа на вакуумном порте, что усиливает вакуумную удерживающую силу, прикладываемую к картриджу.
В заявке GB 2 148 692 A описано устройство для прикрепления двух цилиндрических табачных стержней к расположенному в среднем положении жесткому мундштуку двойной длины путем оборачивания листа ободкового материала вокруг указанного жесткого мундштука двойной длины и части каждого табачного стержня с образованием сигаретной группы. Утверждается, что за счет того, что жесткие мундштуки изготавливают из гладкого твердого пластикового материала с относительно низким коэффициентом трения, группа из мундштука двойной длины и табачных стержней будет скорее проскальзывать, чем катиться через прокатное устройство, что приводит к неполному оборачиванию. Кроме того утверждается, что в то время как увеличение силы, прикладываемой прокатным устройством к мундштуку, будет увеличивать трение между прокатным устройством и мундштуком, мундштук будет трескаться, если прикладываемая к нему сила будет слишком велика. Предложено применение стационарного блока качения, который содержит среднюю зону контакта для зацепления жесткого мундштука и боковые контактные зоны для зацепления частей сигареты двойной длины, проходящих к обеим сторонам мундштука. Средняя зона контакта и боковые зоны контакта являются одноразмерными относительно друг друга. Средняя зона контакта изготовлена из относительно мягкого, эластичного материала, имеющего относительно высокий коэффициент трения с мундштуком, для предотвращения проскальзывания мундштука в процессе качения.
Другие устройства для изготовления курительных изделий известны, например, из US 3,036,581 A и US 3,527,234 A.
Желательно обеспечить способ оборачивания листа вокруг группы сегментов, который дает хорошие результаты для сегментов с разными свойствами. Желательно обеспечить способ оборачивания листа вокруг группы сегментов, который обеспечивает улучшенное качество скрученного продукта. Желательно обеспечить высоконадежный способ оборачивания листа вокруг группы сегментов. Желательно обеспечить способ оборачивания листа вокруг группы сегментов, который можно осуществлять структурно более простым образом. Существует потребность в улучшенном способе оборачивания листа вокруг группы сегментов, которая содержит по меньшей мере один жесткий сегмент. Существует потребность в улучшенном способе оборачивания листа вокруг группы сегментов, причем по меньшей мере один из сегментов имеет физические свойства, отличные от по меньшей мере одного другого из сегментов. Существует потребность в обеспечении улучшенного способа оборачивания листа вокруг группы сегментов с образованием курительного изделия.
Согласно одному аспекту настоящего изобретения предложено оборачивающее устройства для оборачивания листа вокруг группы сегментов. Оборачивающее устройство содержит оборачивающий конвейер и контактный элемент. Оборачивающий конвейер содержит конвейерную поверхность для размещения группы сегментов. Контактный элемент создает противоповерхность. Противоповерхность расположена на расстоянии от конвейерной поверхности оборачивающего конвейера. Противоповерхность обращена к конвейерной поверхности оборачивающего конвейера. Противоповерхность выполнена с возможностью зацепления группы сегментов и листа при перемещении группы сегментов вдоль противоповерхности оборачивающим конвейером с обеспечением вращения группы сегментов для оборачивания группы сегментов листом. Контактный элемент имеет первую часть, содержащую по меньшей мере первую часть противоповерхности. Первая часть контактного элемента образована из первого материала. Первый материал представляет собой упругий материал, имеющий твердость по Шору от 30 A до 70 A.
Твердость по Шору первого материала и любая другая твердость по Шору, описанная в настоящем документе, может быть определена в соответствии со стандартом ASTM D2240. Твердость по Шору представляет собой меру того, насколько глубоко стандартизированный индентор погружается в материал при вдавливании в материал с заданной силой и в заданных условиях испытания.
За счет того, что первый материал является упругим и имеет твердость по Шору от 30 A до 70 A, первая часть противоповерхности может демонстрировать поведение во время оборачивания группы сегментов между конвейерной поверхностью и противоповерхностью, которое автоматически приспосабливается к свойствам одного или более сегментов, приходящих в контакт с первой частью противоповерхности.
Жесткий сегмент может сжимать первый материал. Сжатие первого материала может снижать напряжение в жестком сегменте в процессе оборачивания жесткого сегмента между конвейерной поверхностью и противоповерхностью. Может снижаться вероятность повреждения жесткого сегмента в процессе качения. Кроме того, может быть улучшено сцепление между жестким сегментом и противоповерхностью, что улучшает эффективность оборачивания. Примерами жестких сегментов являются источники тепла для курительных изделий, источники тепла на углеродной основе для курительных изделий или жесткие мундштуки для курительных изделий.
Сегмент, содержащий относительно сжимаемый материал, может не сжимать первый материал или может сжимать первый материал в меньшей степени, чем жесткий сегмент. Сегмент, содержащий относительно сжимаемый материал, может сжиматься в процессе качения между конвейерной поверхностью и первой частью противоповерхности. После завершения качения сегмент, содержащий относительно сжимаемый материал, может возвращаться в исходную конфигурацию и за счет этого может натягивать лист, обернутый вокруг группы сегментов. Примерами сегментов, содержащих относительно сжимаемый материал, являются стержни из табачного материала или сжимаемые фильтры для курительных изделий.
Может быть полезно, если первая часть противоповерхности входит в зацепление с по меньшей мере одним жестким сегментом, поскольку первый материал может служить для предотвращения повреждения жесткого сегмента в процессе качения. Тем не менее, первая часть противоповерхности может, в альтернативном варианте осуществления или дополнительно, также входить в зацепление с по меньшей мере одним сегментом, содержащим относительно сжимаемый материал.
Первый материал может иметь твердость по Шору от 30 A до 60 A, или твердость по Шору от 30 A до 50 A, или твердость по Шору от 40 A до 50 A.
Первый материал может иметь модуль упругости Юнга, составляющий менее 20 МПа, или менее 15 МПа, или менее 10 МПа, или менее 5 МПа, или менее 3 МПа, или менее 2,5 МПа.
Первая часть контактного элемента может иметь толщину, составляющую по меньшей мере 1 мм, или по меньшей мере 2 мм, или по меньшей мере 4 мм, или по меньшей мере 6 мм, или по меньшей мере 8 мм, или по меньшей мере 10 мм. Толщина первой части контактного элемента может быть достаточной для того, чтобы позволять сегментам из группы сегментов деформировать первую часть контактного элемента в достаточной степени для предотвращения повреждения сегментов.
Вторая часть контактного элемента может содержать вторую часть противоповерхности. Вторая часть противоповерхности может отличаться от первой части противоповерхности. Вторая часть контактного элемента может иметь упругие свойства, отличные от первой части контактного элемента. Первая часть контактного элемента и вторая часть контактного элемента могут быть расположены таким образом, чтобы контактировать с группой сегментов в разных положениях. Первая часть контактного элемента и вторая часть контактного элемента могут быть расположены таким образом чтобы контактировать с разными сегментами группы сегментов. Первая часть контактного элемента и вторая часть контактного элемента могут демонстрировать различные характеристики деформации.
Обеспечение различных частей контактного элемента, демонстрирующих разные упругие свойства, может обеспечить возможность того, что различные положения в группе сегментов контактируют с частями противоповерхности, имеющими разные свойства, в процессе качения. Противоповерхность может быть выполнена специально таким образом, чтобы подходить к конкретным требованиям соответствующей группы сегментов.
Первая часть контактного элемента и вторая часть контактного элемента могут быть образованы из одного материала. В этом случае изготовление контактного элемента может быть особенно простым.
В альтернативном варианте осуществления первая часть контактного элемента и вторая часть контактного элемента могут быть образованы из разных материалов. Это может облегчать надлежащую регулировку упругих свойств первой части контактного элемента и второй части контактного элемента. Вторая часть контактного элемента может быть образована из второго материала. Второй материал может отличаться от первого материала. Второй материал может иметь более высокую твердость по Шору, чем первый материал. Второй материал может иметь твердость по Шору не более 100 A, или не более 90 A, или не более 80 A, или не более 70 A.
Первая часть контактного элемента и вторая часть контактного элемента могут иметь разную толщину. Регулировка толщины части контактного элемента может влиять на реакцию этой части контактного элемента при прижимании сегмента группы сегментов к этой части контактного элемента. Например, если толщину части контактного элемента увеличивают, сегменту из группы сегментов может быть легче деформировать эту часть контактного элемента.
Оборачивающий конвейер может содержать вращательный валик. Вращательный валик может содержать окружную поверхность, образующую конвейерную поверхность для размещения группы сегментов. В альтернативном варианте осуществления оборачивающий конвейер может содержать линейный конвейер. Линейный конвейер может содержать по меньшей мере одну конвейерную ленту или выполненный с возможностью линейного перемещения элемент, образующий конвейерную поверхность для размещения группы сегментов.
Форма противоповерхности, образованной контактным элементом, может следовать форме конвейерной поверхности оборачивающего конвейера. Например, если конвейерная поверхность оборачивающего конвейера по существу соответствует окружной поверхности цилиндра, противоповерхность может следовать форме соответствующей дуги. Например, если конвейерная поверхность оборачивающего конвейера представляет собой плоскую поверхность, противоповерхность, создаваемая контактным элементом, также может быть плоской поверхностью.
Расстояние между конвейерной поверхностью оборачивающего конвейера и противоповерхностью, создаваемой контактным элементом, может лежать в диапазоне максимального диаметра группы сегментов или быть меньше. Например, расстояние между конвейерной поверхностью оборачивающего конвейера и противоповерхностью, создаваемой контактным элементом, может составлять по меньшей мере 0,7 х максимальный диаметр группы сегментов, или по меньшей мере 0,8 х максимальный диаметр группы сегментов, или по меньшей мере 0,9 х максимальный диаметр группы сегментов.
Конвейерная поверхность может образовывать канавки для размещения группы сегментов. Канавки могут быть ориентированы перпендикулярно направлению конвейерного перемещения группы сегментов. Группа сегментов может поворачиваться в канавке при перемещении группы сегментов вдоль противоповерхности оборачивающим конвейером. Сегменты группы сегментов могут быть размещены в канавке в положении конец к концу. Сегменты группы сегментов могут быть расположены один за другим вдоль направления, в котором проходит канавка.
Трение между группой сегментов и канавками может быть ниже, чем трение между группой сегментов и контактным элементом. Трение между листом и канавками может быть ниже, чем трение между листом и контактным элементом.
Диаметры сегментов группы сегментов могут быть одинаковыми или по существу одинаковыми для всех сегментов. Максимальное расхождение между диаметрами разных сегментов группы сегментов может быть меньше 5 мм, или меньше 4 мм, или меньше 3 мм, или меньше 2 мм, или меньше 1 мм.
Сегменты группы сегментов могут представлять собой сегменты, имеющие по существу форму стержня. Сегменты группы сегментов могут иметь по существу цилиндрическую форму. Сегменты группы сегментов могут представлять собой сегменты курительного изделия.
По меньшей мере часть конвейерной поверхности оборачивающего конвейера может быть образована из третьего материала. Третий материал может представлять собой упругий материал. Третий материал может иметь твердость по Шору от 30 A до 70 A. Третий материал может быть таким же, как первый материал. Третий материал может быть таким же, как второй материал. Третий материал может поддаваться деформации одним или более сегментами группы сегментов в процессе оборачивания группы сегментов между конвейерной поверхностью и противоповерхностью. Если сегмент может деформировать третий материал, вероятность повреждения сегмента в процессе оборачивания может быть снижена.
Оборачивающее устройство может дополнительно содержать нагреватель, выполненный с возможностью нагревать контактный элемент. Нагреватель может быть интегрирован в контактный элемент. Нагреватель может быть выполнен с возможностью нагревать противоповерхность контактного элемента. Нагреватель может включать, например, омический электронагревательный элемент или излучающий нагреватель. Нагреватель может быть выполнен с возможностью нагревать противоповерхность контактного элемента до температуры от 40 градусов Цельсия до 80 градусов Цельсия, или температуры от 40 градусов Цельсия до 70 градусов Цельсия, или температуры от 40 градусов Цельсия до 60 градусов Цельсия. Нагревание контактного элемента может сушить группу сегментов и лист в процессе оборачивания. Кроме того, нагревание контактного элемента может вносить вклад в отверждение клея, фиксирующего лист к группе сегментов.
Согласно настоящему изобретению также предложена система для изготовления курительного изделия. Система содержит оборачивающее устройство для оборачивания листа вокруг группы сегментов, описанное в настоящем документе. Дополнительно система содержит лист и группу сегментов. Группа сегментов может содержать сегменты курительного изделия.
Сегменты курительного изделия могут включать один или более из сегмента, содержащего источник тепла для курительного изделия, и сегмента, содержащего табачный материал, и сегмента, содержащего фильтр для курительного изделия, и сегмента, содержащего мундштук для курительного изделия.
Лист может быть из любого подходящего материала. Например, лист может содержать бумажный материал. Лист может представлять собой лист с покрытием. Например, лист может представлять собой металлизированный лист бумаги. Лист может быть покрыт полимером.
Согласно настоящему изобретению также предложен способ оборачивания листа вокруг группы сегментов. Оборачивающее устройство и система согласно настоящему изобретению могут быть адаптированы, сконструированы и выполнены с возможностью осуществлять указанный способ. Признаки, описанные в контексте оборачивающего устройства или системы, также могут использоваться для описания способа и наоборот.
Способ включает приведение в движение оборачивающего конвейера для перемещения группы сегментов на конвейерной поверхности оборачивающего конвейера с прохождением вдоль противоповерхности контактного элемента, обращенной к конвейерной поверхности. Группа сегментов входит в зацепление с противоповерхностью, что вызывает ее вращение таким образом, что группа сегментов оборачивается листом. По меньшей мере жесткий сегмент группы сегментов упруго деформирует противоповерхность в направлении от конвейерной поверхности.
Упругая деформация противоповерхности в направлении от конвейерной системы может поглощать силу, прикладываемую к жесткому элементу в процессе оборачивания. Поглощение по меньшей мере части этой силы может снижать вероятность повреждения жесткого сегмента в процессе качения жесткого сегмента между конвейерной поверхностью и противоповерхностью. Кроме того, может быть особенно хорошее сцепление между жестким сегментом и противоповерхностью, когда жесткий сегмент деформирует противоповерхность в направлении от конвейерной поверхности, что облегчает оборачивание листа вокруг группы сегментов между конвейерной поверхностью и противоповерхностью.
Деформация противоповерхности жестким сегментом может быть такой, что за счет деформации противоповерхности расстояние между по меньшей мере частью деформированной секции противоповерхности и конвейерной поверхностью увеличивается на по меньшей мере 0,1 мм, или на по меньшей мере 0,3 мм, или на по меньшей мере 0,5 мм, или на по меньшей мере 0,7 мм, или на по меньшей мере 1 мм.
Жесткий сегмент может представлять собой сегмент курительного изделия. Жесткий сегмент может содержать не поддающийся резке объект.
Жесткий сегмент может содержать источник тепла. Источник тепла может представлять собой источник тепла для курительного изделия. Источник тепла может иметь форму цилиндрической заглушки. Источник тепла может содержать углеродные частицы. Источник тепла может содержать прессованный порошок или измельченные углеродные элементы. Источник тепла может содержать окисляющее вещество. Источник тепла может представлять собой электрический источник тепла, или горючий источник тепла, или химический источник тепла.
Настоящее изобретение особенно полезно для оборачивания группы сегментов, содержащей жесткий сегмент, который представляет собой источник тепла на основе углерода для курительного изделия. Источники тепла на основе углерода для курительных изделий могут быть особенно подвержены повреждению в ходе процесса оборачивания. Например, прикладывание избыточного давления в процессе качения может ломать источник тепла в ходе оборачивания или может повреждать источник тепла в результате сдавливания частиц, входящих в состав источника тепла, в результате чего может быть затруднен выход из источника тепла газа, образующегося в источнике тепла во время горения.
Группа сегментов может содержать, в дополнение к жесткому сегменту, один или более из сегмента, содержащего табачный материал, и сегмента, содержащего фильтр для курительного изделия, и сегмента, содержащего мундштук для курительного изделия.
Упругость противоповерхности может быть разной в разных частях или участках противоповерхности. Например, части противоповерхности, приходящие в контакт с жестким сегментом, могут быть более легко деформируемыми, чем части противоповерхности, приходящие в контакт с сегментом, содержащим относительно сжимаемый материал. Это может помогать обеспечивать поддержание соосного выравнивания сегментов группы сегментов в процессе оборачивания листа вокруг группы сегментов.
Согласно настоящему изобретению также предложено применение контактного элемента, имеющего по меньшей мере первую часть, выполненную из упругого материала, имеющего твердость по Шору от 30 A до 70 A, в качестве противоповерхности для оборачивания группы сегментов в лист оберточного материала. Применение контактного элемента можно использовать для изготовления курительного изделия.
Упругость противоповерхности может быть разной в разных частях или участках противоповерхности. Например, части противоповерхности, приходящие в контакт с жестким сегментом, могут быть более легко деформируемыми, чем части противоповерхности, приходящие в контакт с сегментом, содержащим относительно сжимаемый материал. Признаки, описанные применительно к оборачивающему устройству, системе для изготовления курительного изделия и способу оборачивания листа вокруг группы сегментов, могут также использоваться для описания применения контактного элемента.
Далее изобретение дополнительно будет описано путем описания вариантов осуществления со ссылкой на чертежи.
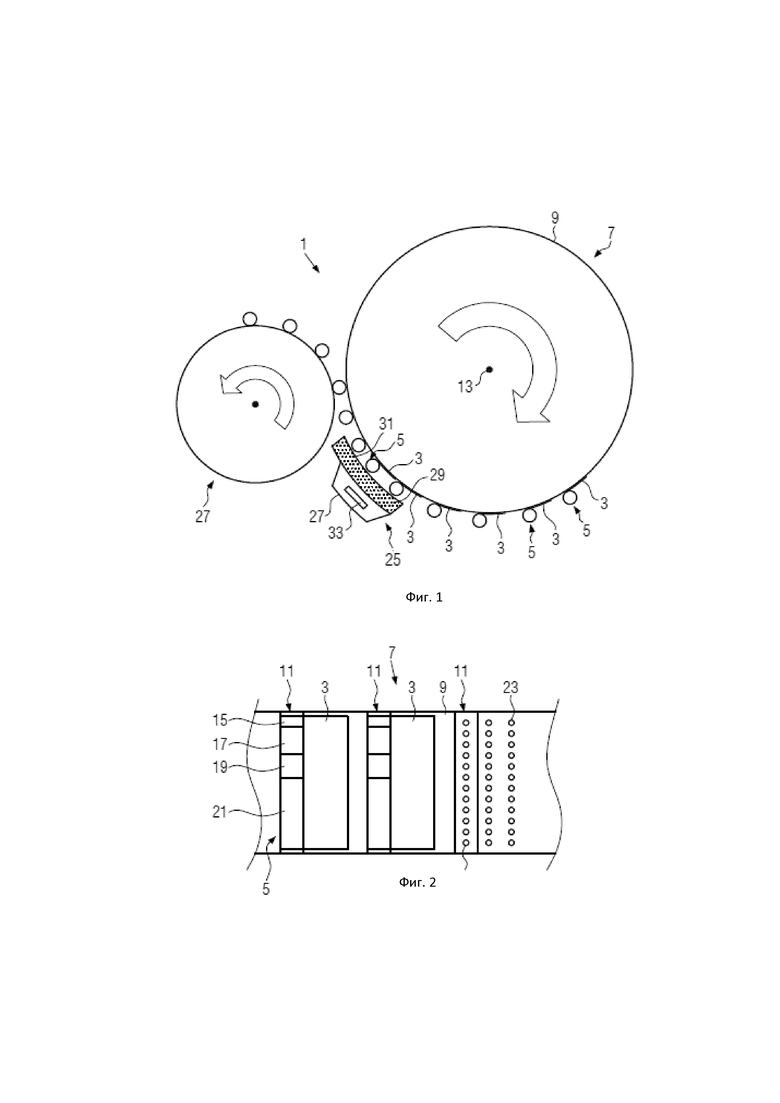
На Фиг. 1 показан схематический вид сбоку оборачивающего устройства согласно настоящему изобретению.
На Фиг. 2 показан вид сверху на конвейерную поверхность оборачивающего конвейера оборачивающего устройства согласно этому варианту осуществления, на котором показаны две канавки, в которых размещены группы сегментов, и одна пустая канавка.
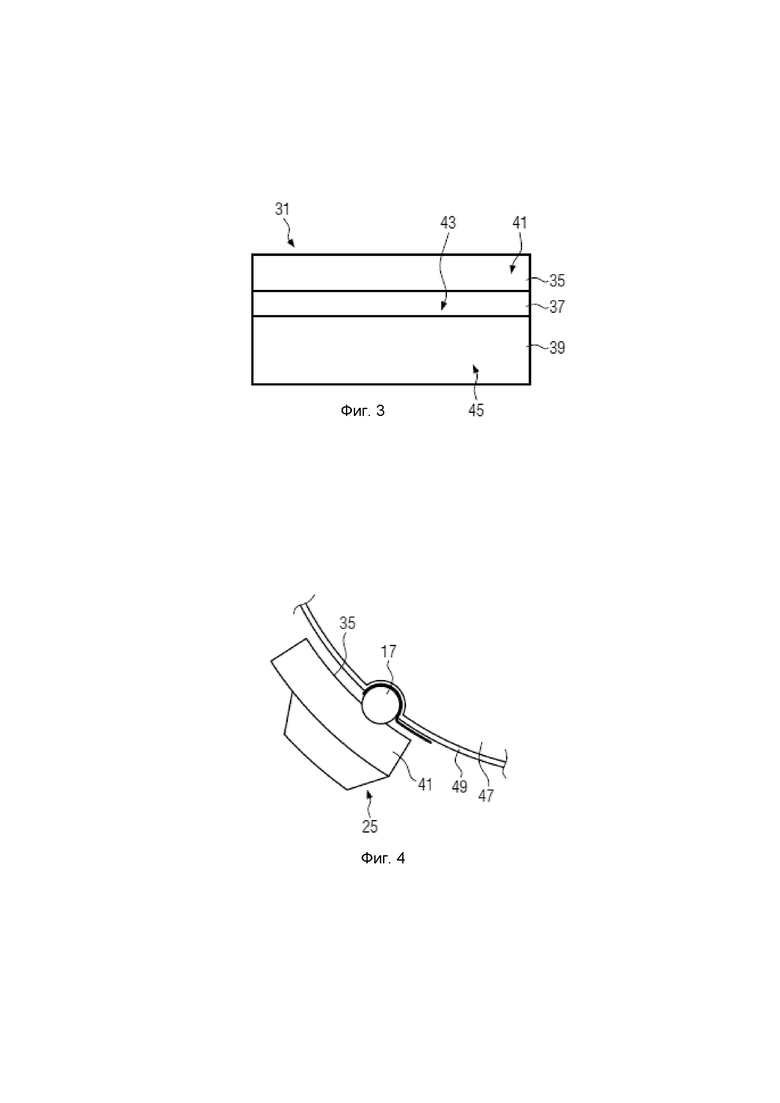
На Фиг. 3 показан схематический вид на противоповерхность, созданную контактным элементом оборачивающего устройства согласно этому варианту осуществления.
На Фиг. 4 схематически показан лист, оборачиваемый вокруг группы сегментов между конвейерной поверхностью и противоповерхностью в оборачивающем устройстве согласно этому варианту осуществления.
На Фиг. 1 показан схематический вид сбоку оборачивающего устройства 1 согласно настоящему изобретению. Оборачивающее устройство 1 выполнено с возможностью оборачивания листа 3 вокруг группы 5 сегментов. Сегменты группы 5 сегментов могут быть выполнены, например, в форме цилиндров или в форме стержней. Сегменты группы 5 сегментов могут быть выровнены по длине друг с другом в положении конец к концу при оборачивании листом 3. Оборачивающее устройство 1 содержит оборачивающий конвейер 7 для размещения группы 5 сегментов. В показанном варианте осуществления оборачивающий конвейер 7 содержит вращательный валик, образующий конвейерную поверхность 9 для размещения групп 5 сегментов на его внешней окружной поверхности.
На Фиг. 2 показан вид сверху на конвейерную поверхность 9 оборачивающего конвейера 7. Конвейерная поверхность 9 образует канавки 11, проходящие параллельно оси вращения 13 (см. Фиг. 1) оборачивающего конвейера 7. Каждая из канавок 11 выполнена с возможностью размещения группы 5 сегментов, подлежащих оборачиванию листом 3. На Фиг. 2 в двух левых канавках 11 размещена группа 5 сегментов, соответственно. Правая канавка 11 пуста. В показанном варианте осуществления группы 5 сегментов содержат сегменты курительного изделия. В канавке 11 сегменты группы 5 сегментов расположены один за другим в положении конец к концу.
В соответствии с вариантом осуществления, проиллюстрированным на Фиг. 2, группа 5 сегментов содержит сегмент 15 колпачка, содержащий съемный колпачок для курительного изделия, сегмент 17 источника тепла, содержащий источник тепла для курительного изделия, сегмент 19 табачного материала, содержащий табачный материал, и сегмент 21 диффузора, содержащий диффузор для курительного изделия. Группа 5 сегментов может, дополнительно или в альтернативном варианте осуществления одного из проиллюстрированных сегментов, содержать сегмент фильтра, содержащий фильтр для курительного изделия. Группа 5 сегментов может, дополнительно или в альтернативном варианте осуществления одного из проиллюстрированных сегментов, содержать сегмент мундштука, содержащий мундштук для курительного изделия. Оборачивание листа 3 вокруг группы 5 сегментов позволяет объединять сегменты группы 5 сегментов. Группа 5 сегментов может содержать все необходимые сегменты курительного изделия. В альтернативном варианте осуществления группа 5 сегментов может содержать только подмножество всех сегментов, необходимых для изготовления курительного изделия, а дополнительные сегменты могут быть добавлены на последующих этапах. В показанном варианте осуществления образуют часть курительного изделия путем оборачивания листа 3 вокруг сегмента 15 колпачка, сегмента 17 источника тепла, табачного сегмента 19 и сегмента 21 диффузора. Позднее, на другом этапе оборачивания, будут добавлены сегмент фильтра и сегмент мундштука. Однако будет очевидна возможность добавления сегмента фильтра и сегмента мундштука на первом этапе оборачивания.
Листы 3, подлежащие оборачиванию вокруг групп 5 сегментов, также размещают на конвейерной поверхности 9 оборачивающего конвейера 7. Передняя кромка листа 3 может достигать внутреннего объема канавки 11 и лежать под группой 5 сегментов, размещенных в канавке 11. Предпочтительно переднюю кромку листа 3 приклеивают к группе 5 сегментов для установления первичного соединения между группой 5 сегментов и листом 3. Листы 3 можно нарезать с подающего валика, снабжать их полосами клея на передней кромке и на задней кромке и подавать на конвейерную поверхность 9 подающего валика 7 таким образом чтобы передние кромки листов 3 достигали внутреннего объема канавок 11 конвейерной поверхности 9. Затем группы 5 сегментов можно располагать в канавках 11 конвейерной поверхности 9 для контактирования с полосой клея на передней кромке листа 3. В альтернативном варианте осуществления листы 3 и группы 5 сегментов можно сначала склеивать вместе, а затем подавать на конвейерную поверхность 9 в виде блока. После оборачивания листа 3 вокруг группы 5 сегментов, как будет описано далее, лист будет зафиксирован посредством полосы клея на задней кромке листа 3.
Для обеспечения адгезии между листами 3 и конвейерной поверхностью 9 во время вращения оборачивающего конвейера 7 предусмотрены всасывающие отверстия 23 в конвейерной поверхности 9. Листы 3 удерживаются на конвейерной поверхности 9 под действием пониженного давления, прикладываемого к всасывающим отверстиям 23. Могут быть предусмотрены всасывающие отверстия 23 в канавках 11 конвейерной поверхности 9 и между канавками 11 конвейерной поверхности 9.
Оборачивающее устройство 1 дополнительно содержит контактный элемент 25. Контактный элемент 25 содержит основную деталь 27 и контактную деталь 29, прикрепленную к ней. Контактная деталь 29 создает противоповерхность 31. Противоповерхность 31 расположена на расстоянии от конвейерной поверхности 9 оборачивающего конвейера 7. Противоповерхность 31 проходит по существу параллельно конвейерной поверхности 9 оборачивающего конвейера 7 и обращена к конвейерной поверхности 9 оборачивающего конвейера 7.
При конвейерном перемещении группы 5 сегментов за счет вращения оборачивающего конвейера 7 между конвейерной поверхностью 9 оборачивающего конвейера 7 и противоповерхностью 31 контактного элемента 25 группа 5 сегментов входит в зацепление с противоповерхностью 31 контактного элемента 25. При перемещении группы 5 сегментов вдоль противоповерхности 31 контактного элемента 25 за счет непрерывного вращения оборачивающего конвейера 7 трение между противоповерхностью 31 контактного элемента 25 и группой 5 сегментов вызывает вращение группы 5 сегментов вокруг ее собственной оси с оборачиванием за счет этого листа 3 вокруг группы 5 сегментов. Когда группа 5 сегментов покидает зазор между оборачивающим конвейером 7 и контактным элементом 25, лист 3 уже полностью обернут вокруг группы 5 сегментов. Дальше по ходу потока от контактного элемента 25 группа 5 сегментов, обернутая листом 3, может быть перенесена с оборачивающего конвейера 7 на другой конвейер 27 для дальнейшей обработки.
Контактный элемент 25 снабжен нагревателем 33 для нагревания контактного элемента 25. Это может способствовать сушке группы 5 сегментов и отверждению полос клея.
На Фиг. 3 показан вид сверху на противоповерхность 31 контактного элемента 25. Направление слева направо на Фиг. 3 соответствует направлению конвейерного перемещения, вдоль которого группа 5 сегментов перемещается вдоль противоповерхности 31. Направление сверху вниз на Фиг. 3 соответствует направлению вдоль которого сегменты группы 5 сегментов расположены друг за другом. Направление сверху вниз на Фиг. 3 параллельно оси 13 вращения оборачивающего конвейера 7.
В показанном варианте осуществления противоповерхность 31 контактного элемента 25 разделена на три части. Первая часть 35 противоповерхности 31 расположена с возможностью приходить в контакт с сегментом 15 колпачка и сегментом 17 источника тепла группы 5 сегментов. Вторая часть 37 контактной поверхности 31 выполнена с возможностью приходить в контакт с табачным сегментом 19 группы 5 сегментов. Третья часть 39 противоповерхности 31 выполнена с возможностью приходить в контакт с сегментом 21 диффузора группы 5 сегментов. Первая часть 35 противоповерхности 31 образована первой частью 41 контактного элемента 25. Вторая часть 37 противоповерхности 31 образована второй частью 43 контактного элемента 25. Третья часть 39 противоповерхности 31 образована третьей частью 45 контактного элемента 25. Первая часть 41, вторая часть 43 и третья часть 45 контактного элемента 25 являются частями контактной детали 29 контактного элемента 25.
Первая часть 41 контактного элемента 25 образована из первого материала. Первый материал представляет собой материал, имеющий твердость по Шору от 30 A до 70 A. Согласно вариантам осуществления первый материал может иметь твердость по Шору от 30 A до 60 A, или твердость по Шору от 30 A до 50 A, или твердость по Шору от 40 A до 50 A. Первый материал может иметь модуль упругости Юнга менее 20 МПа, или менее 15 МПа, или менее 10 МПа, или менее 5 МПа, или менее 3 МПа, или менее 2,5 МПа. Первая часть контактного элемента может иметь толщину, составляющую по меньшей мере 1 мм, или по меньшей мере 2 мм, или по меньшей мере 4 мм, или по меньшей мере 6 мм, или по меньшей мере 8 мм, или по меньшей мере 10 мм.
На Фиг. 4 показан вид в сечении, на котором показано зацепление между сегментом 17 источника тепла группы 5 сегментов и первой частью 35 противоповерхности 31 в процессе оборачивания листа 3 вокруг группы 5 сегментов. За счет свойств материала первой части 41 контактного элемента 25, сегмент 17 источника тепла может деформировать первую часть 35 противоповерхности 31 в направлении от конвейерной поверхности 9. Сегмент 17 источника тепла может быть погружен в первую часть 41 контактного элемента 25. Это может защищать сегмент 17 источника тепла от повреждения слишком высоким давлением, прикладываемым к сегменту 17 источника тепла при оборачивании между конвейерной поверхностью 9 противоповерхностью 31.
Вторая часть 43 контактного элемента 25 может иметь упругие свойства, отличные от свойств первой части 41 контактного элемента 25. Вторая часть 43 контактного элемента 25 может быть образована из второго материала, имеющего более высокую твердость по Шору, чем первый материал. В частности, твердость по Шору второго материала может быть выше, чем твердость по Шору первого материала, но не выше 90 A или не выше 100 A. Вторая часть 37 противоповерхности 31 приходит в контакт с табачным сегментом 19 в процессе оборачивания листа 3 вокруг группы 5 сегментов. Табачный сегмент 19 может быть сам по себе сжимаемым. Может быть полезно, если табачный сегмент 19 сжимается между конвейерной поверхностью 9 и противоповерхностью 31. Деформация второй части 37 противоповерхности 31 табачным сегментом 19 при оборачивании группы 5 сегментов между конвейерной поверхностью 9 и противоповерхностью 31 может отсутствовать или по существу отсутствовать.
Сегмент 21 диффузора может быть по существу несжимаемым и может быть подвержен повреждению высоким давлением, прикладываемым к сегменту 21 диффузора. Третья часть 45 контактного элемента 25 может иметь упругие свойства, близкие к упругим свойствам первой части 41 контактного элемента 25. В частности, третья часть 45 также может быть образована из первого материала. Сегмент 21 диффузора может быть выполнен с возможностью упруго деформировать третью часть 39 противоповерхности 31 в направлении от конвейерной поверхности 9 при оборачивании листа 3 вокруг группы 5 сегментов между конвейерной поверхностью 9 и противоповерхностью 31.
В соответствии с одним из вариантов осуществления первая часть 41 контактного элемента 25, вторая часть 43 контактного элемента 25 и третья часть 45 контактного элемента 25 могут иметь одинаковую толщину. В альтернативном варианте осуществления по меньшей мере две из первой части 41 контактного элемента 25, второй части 43 контактного элемента 25 и третьей части 45 контактного элемента 25 могут иметь разную толщину. Например, толщина первой части 41 контактного элемента 25 может быть больше, чем толщина второй части 43 контактного элемента 25. Первая часть 41 контактного элемента 25 может иметь большую толщину, допускающую деформацию первой части 35 противоповерхности 31 в направлении от конвейерной поверхности 9. Вторая часть 43 контактного элемента 25 не обязательно должна деформироваться, и соответственно, может иметь меньшую толщину.
В соответствии с вариантом осуществления, показанном на Фиг. 4, основная деталь 47 оборачивающего конвейера 7 может быть покрыта слоем 49 упругого материала. Слой 49 упругого материала может быть образован из третьего материала. Третий материал может, например, быть идентичен первому материалу или второму материалу.
Группа изобретений относится к табачной промышленности, в частности к оборачиванию листа вокруг группы сегментов курительного изделия. Оборачивающее устройство для оборачивания листа вокруг группы сегментов включает оборачивающий конвейер, содержащий конвейерную поверхность для размещения группы сегментов. Контактный элемент образует противоповерхность, расположенную на расстоянии от конвейерной поверхности оборачивающего конвейера. Противоповерхность обращена к конвейерной поверхности оборачивающего конвейера. Противоповерхность выполнена с возможностью вхождения в зацепление с группой сегментов и листом при перемещении группы сегментов вдоль противоповерхности оборачивающим конвейером с обеспечением вращения группы сегментов для оборачивания группы сегментов листом. По меньшей мере первая часть контактного элемента, содержащая по меньшей мере первую часть противоповерхности, образована из первого материала, представляющего собой упругий материал, имеющий твердость по Шору от 30 A до 70 A. Вторая часть контактного элемента содержит вторую часть противоповерхности и имеет упругие свойства, отличные от свойств первой части контактного элемента. Первая часть контактного элемента и вторая часть контактного элемента расположены с возможностью контакта с группой сегментов в разных положениях. Заявлена система для изготовления курительного изделия, способ оборачивания листа вокруг группы сегментов и применение контактного элемента. Достигается технический результат – повышение эффективности оборачивания за счет автоматического регулирования силы обжатия группы сегментов. 4 н. и 11 з.п. ф-лы, 4 ил.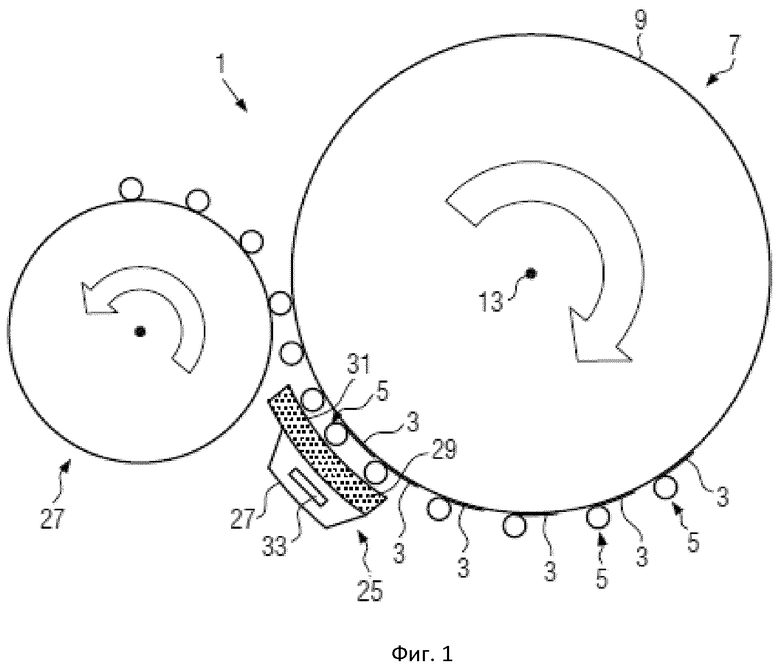
1. Оборачивающее устройство для оборачивания листа вокруг группы сегментов, содержащее:
оборачивающий конвейер, содержащий конвейерную поверхность для размещения группы сегментов; и
контактный элемент, создающий противоповерхность, причем противоповерхность расположена на расстоянии от конвейерной поверхности оборачивающего конвейера, и при этом противоповерхность обращена к конвейерной поверхности оборачивающего конвейера, при этом противоповерхность выполнена с возможностью вхождения в зацепление с группой сегментов и листом при перемещении группы сегментов вдоль противоповерхности оборачивающим конвейером с обеспечением вращения группы сегментов для оборачивания группы сегментов листом,
причем по меньшей мере первая часть контактного элемента, содержащая по меньшей мере первую часть противоповерхности, образована из первого материала, представляющего собой упругий материал, имеющий твердость по Шору от 30 A до 70 A, и
при этом вторая часть контактного элемента содержит вторую часть противоповерхности и имеет упругие свойства, отличные от свойств первой части контактного элемента, причем первая часть контактного элемента и вторая часть контактного элемента расположены с возможностью контакта с группой сегментов в разных положениях.
2. Оборачивающее устройство по п. 1, отличающееся тем, что первый материал имеет твердость по Шору от 40 A до 50 A.
3. Оборачивающее устройство по п. 1 или 2, отличающееся тем, что первый материал имеет модуль упругости Юнга, составляющий менее 20 МПа, или менее 15 МПа, или менее 10 МПа, или менее 5 МПа, или менее 3 МПа, или менее 2,5 МПа.
4. Оборачивающее устройство по любому из предыдущих пунктов, отличающееся тем, что первая часть контактного элемента имеет толщину, составляющую по меньшей мере 1 мм, или по меньшей мере 2 мм, или по меньшей мере 4 мм, или по меньшей мере 6 мм, или по меньшей мере 8 мм, или по меньшей мере 10 мм.
5. Оборачивающее устройство по любому из предыдущих пунктов, отличающееся тем, что первая часть контактного элемента и вторая часть контактного элемента имеют разную толщину.
6. Оборачивающее устройство по любому из предыдущих пунктов, отличающееся тем, что вторая часть контактного элемента образована из второго материала, имеющего твердость по Шору не более 100 A или не более 90 A.
7. Оборачивающее устройство по любому из предыдущих пунктов, отличающееся тем, что конвейерная поверхность образует канавки для размещения группы сегментов, причем канавки ориентированы перпендикулярно направлению конвейерного перемещения группы сегментов.
8. Система для изготовления курительного изделия, содержащая
оборачивающее устройство для оборачивания листа вокруг группы сегментов в соответствии с любым из предыдущих пунктов;
лист; и
группу сегментов, причем группа сегментов содержит сегменты курительного изделия.
9. Система по п. 8, отличающаяся тем, что сегменты курительного изделия содержат один или более из сегмента, содержащего источник тепла для курительного изделия, и сегмента, содержащего табачный материал, и сегмента, содержащего фильтр для курительного изделия, и сегмента, содержащего мундштук для курительного изделия.
10. Способ оборачивания листа вокруг группы сегментов, включающий в себя этапы, на которых:
приводят в движение оборачивающий конвейер для конвейерного перемещения группы сегментов на конвейерной поверхности оборачивающего конвейера с прохождением вдоль противоповерхности контактного элемента, обращенной к конвейерной поверхности,
причем группа сегментов входит в зацепление с противоповерхностью, тем самым обеспечивая ее вращение таким образом, что группа сегментов оборачивается листом; и
при этом по меньшей мере жесткий сегмент группы сегментов упруго деформирует противоповерхность в направлении от конвейерной поверхности, причем жесткий сегмент содержит источник тепла.
11. Способ по п. 10, отличающийся тем, что жесткий сегмент содержит неподдающийся резке объект.
12. Способ по п. 10 или 11, отличающийся тем, что группа сегментов содержит, в дополнение к жесткому сегменту, один или более из сегмента, содержащего табачный материал, сегмента, содержащего фильтр для курительного изделия, и сегмента, содержащего мундштук для курительного изделия.
13. Способ по любому из пп. 10-12, отличающийся тем, что упругость противоповерхности является разной в различных участках противоповерхности.
14. Способ по любому из пп. 10-13, отличающийся тем, что деформация противоповерхности посредством жесткого сегмента является такой, что за счет деформации противоповерхности расстояние между по меньшей мере частью деформированной секции противоповерхности и конвейерной поверхностью увеличивается на по меньшей мере 0,1 мм, или на по меньшей мере 0,3 мм, или на по меньшей мере 0,5 мм, или на по меньшей мере 0,7 мм, или на по меньшей мере 1 мм.
15. Применение контактного элемента, имеющего первую часть, выполненную из упругого материала, имеющего твердость по Шору от 30 A до 70 A, в качестве противоповерхности для оборачивания группы сегментов в лист оберточного материала, предпочтительно для изготовления курительного изделия, при этом упругость противоповерхности является разной в различных участках противоповерхности.
| Трехфазная обмотка | 1930 |
|
SU32031A1 |
| СПОСОБ ОБЪЕДИНЕНИЯ СЕГМЕНТОВ КУРИТЕЛЬНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ОБЪЕДИНЕНИЯ ДЛЯ ОБЪЕДИНЕНИЯ ТАКИХ СЕГМЕНТОВ | 2014 |
|
RU2645653C2 |
| ВРАЩАЮЩИЙСЯ КОНВЕЙЕРНЫЙ БАРАБАН ДЛЯ ИСПОЛЬЗОВАНИЯ В МАШИНАХ, ПРИМЕНЯЕМЫХ В ТАБАЧНОЙ ПРОМЫШЛЕННОСТИ, СПОСОБ И УСТРОЙСТВО ТРАНСПОРТИРОВКИ СТЕРЖНЕОБРАЗНЫХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ ТАКОГО БАРАБАНА И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СТЕРЖНЕЙ | 2013 |
|
RU2617626C2 |
| Станок для придания концам круглых радиаторных трубок шестигранного сечения | 1924 |
|
SU2019A1 |
| US 2952105 A1, 13.09.1960 | |||
| Способ комплексного лечения и профилактики воспалительных заболеваний пародонта и слизистой оболочки рта у лиц с йододефицитом | 2023 |
|
RU2813153C1 |

