Область техники
[0001] Настоящее изобретение относится к способу изготовления курительного изделия с нагревом без горения.
Предпосылки изобретения
[0002] Курительное изделие с нагревом без горения, такое как сигарета с электрическим нагревом, было исследовано. Например, в патентной литературе (PTL) 1 раскрыто курительное изделие с нагревом без горения, которое включает в себя бумажную трубку, прилегающую к табачному стержню.
СПИСОК ССЫЛОК
Патентная литература
[0003] PTL 1: WO 2017/198838
Сущность изобретения
Техническая проблема
[0004] В отличие от обычного сжигаемого курительного изделия, курительное изделие с нагревом без горения включает в себя элементы, отличающиеся по свойствам, таким как жесткость. По этой причине, когда курительное изделие с нагревом без горения изготавливается путем равномерного нанесения адгезива на ободковую бумагу, возникают сбои, такие как соскальзывание части элементов и образование складок на изделии. В частности, проблема безопасности возникает из-за выскальзывания нагретого табачного стержня. Ввиду вышеизложенного, цель настоящего изобретения состоит в том, чтобы предоставить способ изготовления курительного изделия с нагревом без горения, имеющего уменьшенное образование складок и соскальзывание элементов.
РЕШЕНИЕ ПРОБЛЕМЫ
[0005] Изобретатели решили вышеупомянутые проблемы, оптимизировав количество клея в определенной области ободковой бумаги. Другими словами, вышеупомянутые проблемы решаются с помощью настоящего изобретения, описанного далее.
(Вариант осуществления 1) Способ изготовления курительного изделия, которое содержит как элементы по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, и в котором элемент L с низкой жесткостью и элемент H с высокой жесткостью примыкают друг к другу, при этом способ включает
(A) этап нанесение адгезива на любую поверхность ободковой бумаги для образования каждой части с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания, причем
часть с высокой адгезивной массой предусмотрена в области для обертывания элемента L; и
(B) этап приготовление композитного сегмента, который содержит по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывание композитного сегмента ободковой бумагой.
(Вариант 2) Способ согласно варианту 1, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
(Вариант осуществления 3) Способ согласно варианту осуществления 1 или 2, в котором на этапе A участок с высокой адгезионной массой выполняют в области, проходящей от контактной поверхности между элементом L и элементом H до положения 20-40% элемента L в продольном направлении.
(Вариант осуществления 4) Способ согласно любому из вариантов осуществления с 1 по 3, в котором на этапе A предусматривают участок без адгезива на переднем конце ободковой бумаги, которая определяется как область ободковой бумаги, расположенная на конце на стороне, противоположной мундштуку, когда оборачивается ободковая бумага.
(Вариант осуществления 5) Способ согласно любому из вариантов осуществления с 1 по 4, в котором на этапе A предусматривают участок без адгезива в области ободковой бумаги для обертывания охлаждающего сегмента или сегмента фильтра.
(Вариант осуществления 6) Способ согласно любому из вариантов осуществления с 1 по 5, в котором композитный сегмент на этапе B представляет собой композитный сегмент двойной длины, приготовленный путем размещения пары композитных сегментов таким образом, чтобы торцевые поверхности сегментов фильтра входили в контакт друг с другом.
(Вариант осуществления 7) Способ согласно варианту осуществления 6, в котором предусматривают участок без адгезива рядом с областью для обертывания части контакта между торцевыми поверхностями сегментов фильтра.
(Вариант осуществления 8) Способ согласно варианту осуществления 5, дополнительно включающий создание отверстия в участке без адгезива.
(Вариант осуществления 9) Способ согласно варианту осуществления 5 или 8, дополнительно включающий в себя выполнение печати на участка без адгезива.
(Вариант осуществления 10) Способ согласно любому из вариантов осуществления с 1 по 9, в котором элемент L имеет диаметр больше, чем элемент H.
(Вариант осуществления 11) Способ согласно варианту осуществления 10, где элемент L имеет диаметр на 0,05-0,15 мм больше, чем элемент H.
(Вариант осуществления 12) Способ согласно варианту осуществления 10, где элемент L имеет диаметр на 0,5-2,5% больше, чем элемент H.
(Вариант осуществления 13) Курительное изделие, включающее в качестве элементов по меньшей мере табачный стержень, охлаждающий сегмент, контактирующий с табачным стержнем, сегмент фильтра и ободковую бумагу для обертывания табачного стержня, охлаждающего сегмента и сегмента фильтра, и включающее элемент L с низкой жесткостью, смежный с элементом H с высокой жесткостью, причем
ободковая бумага имеет каждый участок высокой адгезионной массы и низкой адгезионной массы на единицу площади после затвердевания; и
ободковая бумага включает в себя участок с высокой адгезионной массой в области для обертывания элемента L.
(Вариант осуществления 14) Курительное изделие согласно варианту осуществления 13, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
(Вариант 15 осуществления) Курительное изделие согласно варианту 13 или 14, в котором ободковая бумага имеет участок без адгезива в области для обертывания охлаждающего сегмента.
(Вариант осуществления 16) Курительное изделие согласно любому из вариантов осуществления с 13 по 15, в котором ободковая бумага имеет участок без адгезива в области для обертывания сегмента фильтра.
(Вариант осуществления 17) Способ согласно любому из вариантов осуществления с 1 по 12, в котором элемент L представляет собой охлаждающий сегмент.
(Вариант осуществления 18) Способ согласно любому из вариантов осуществления с 1 по 12 и 17, в котором элемент H является сегментом фильтра.
(Вариант осуществления 19) Способ изготовления курительного изделия, содержащего в качестве элементов по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, причем способ включает в себя
(A’) этап нанесения адгезива на любую поверхность ободковой бумаги для образования каждого участка с высокой адгезионной массой и с низкой адгезионной массой на единицу площади после затвердевания, причем
участок с высокой адгезивной массой выполняют в области для обертывания табачного стержня; и
(B’) этап приготовления композитного сегмента, который содержит по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывание композитного сегмента ободковой бумагой.
(Вариант осуществления 20) Способ согласно варианту осуществления 19, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
(Вариант осуществления 21) Способ согласно варианту 19 или 20 осуществления, где на этапе A’ участок с высокой адгезивной массой выполняют в области, проходящей от контактной поверхности между табачным стержнем и элементом, соседним с табачным стержнем, до положения от 20 до 40% табачного стержня в продольном направлении.
(Вариант осуществления 22) Способ согласно любому из вариантов осуществления 19-21, в котором
курительное изделие имеет табачный стержень на переднем конце; и
на этапе A’ предусматривают участок без адгезива на переднем конце ободковой бумаги, которая определяется как область ободковой бумаги, расположенная над концом табачного стержня, когда ободковая бумага оборачивается вокруг композитного сегмента.
(Вариант осуществления 23) Способ согласно любому из вариантов осуществления с 19 по 22, в котором на этапе A’ предусматривают участок без адгезива в области для обертывания охлаждающего сегмента.
(Вариант осуществления 24) Способ согласно любому из вариантов осуществления с 19 по 23, в котором композитный сегмент на этапе B’ представляет собой композитный сегмент двойной длины, приготовленный путем размещения пары композитных сегментов таким образом, что торцевые поверхности сегментов фильтра входят в контакт друг с другом.
(Вариант осуществления 25) Способ согласно варианту осуществления 24, в котором предусматривают участок без адгезива рядом с областью в ободковой бумаге для обертывания части контакта между торцевыми поверхностями сегментов фильтра.
(Вариант осуществления 26) Способ согласно варианту осуществления 23, дополнительно включающий создание отверстия в участке без адгезива.
(Вариант осуществления 27) Способ согласно варианту 23 или 26 осуществления, дополнительно включающий в себя выполнение печати на участке без адгезива.
(Вариант осуществления 28) Способ согласно любому из вариантов осуществления с 19 по 27, в котором табачный стержень имеет диаметр больше диаметра соседнего элемента.
(Вариант осуществления 29) Способ согласно варианту осуществления 28, в котором табачный стержень имеет диаметр на 0,05-0,15 мм больше диаметра соседнего элемента.
(Вариант осуществления 30) Способ согласно варианту осуществления 28, в котором табачный стержень имеет диаметр на 0,5-2,5% больше диаметра соседнего сегмента.
(Вариант осуществления 31) Способ согласно любому из вариантов осуществления 19-30, в котором элемент, соседний с табачным стержнем, имеет более высокую жесткость, чем табачный стержень.
(Вариант осуществления 32) Способ согласно любому из вариантов осуществления с 19 по 31, в котором элемент, соседний с табачным стержнем, является охлаждающим сегментом или поддерживающим сегментом.
(Вариант осуществления 33) Курительное изделие, содержащее в качестве элементов по меньшей мере табачный стержень, охлаждающий сегмент, сегмент фильтра и ободковую бумагу для обертывания табачного стержня, охлаждающего сегмента и сегмента фильтра, причем
ободковая бумага имеет каждый участок с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания; и
ободковая бумага включает в себя участок с высокой адгезионной массой в области для обертывания табачного стержня.
(Вариант осуществления 34) Курительное изделие согласно варианту 33 осуществления, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
(Вариант осуществления 35) Курительное изделие согласно варианту 33 или 34, в котором ободковая бумага имеет участок без адгезива в области для обертывания охлаждающего сегмента.
(Вариант осуществления 36) Курительное изделие согласно любому из вариантов осуществления 32-35, в котором ободковая бумага имеет участок без адгезива в области для обертывания сегмента фильтра.
(Вариант осуществления 37) Курительное изделие согласно любому из вариантов осуществления с 33 по 36, в котором элемент, соседний с табачным стержнем, является охлаждающим сегментом или поддерживающим сегментом.
[0006] (Вариант осуществления a1) Способ изготовления курительного изделия, которое содержит в качестве элементов по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, и в котором элемент L с низкой жесткостью и элемент H с высокой жесткостью примыкают друг с другом, причем способ включающий в себя
(A”) этап нанесения адгезива на любую поверхность ободковой бумаги для образования каждой части с высокой адгезионной массой и с низкой адгезионной массой на единицу площади после затвердевания, причем
участок с высокой адгезионной массой выполнен в области для обертывания элемента L; и
(B”) этап приготовления композитного сегмента, который содержит по меньшей мере табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывания композитного сегмента ободковой бумагой, при этом
элемент L представляет собой элемент, исключающий табачный стержень.
(Вариант осуществления a2) Способ согласно варианту осуществления a1, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза превышает адгезионную массу на участке с низкой адгезионной массой.
(Вариант осуществления a3) Способ согласно варианту осуществления a1 или a2, где на этапе A” участок с высокой адгезионной массой выполняют в области, проходящей от поверхности контакта между элементом L и элементом H до положения от 20 до 40% элемента L в продольном направлении.
(Вариант осуществления a4) Способ согласно любому из вариантов осуществления a1-a3, в котором
курительное изделие имеет табачный стержень на переднем конце; и
на этапе A” предусматривают участок без адгезива на переднем конце ободковой бумаги, который определяется как область ободковой бумаги, расположенная над концом табачного стержня, когда ободковая бумага обернута вокруг него.
(Вариант осуществления а5) Способ согласно любому из вариантов осуществления от а1 до а4, в котором на этапе A” предусматривают участок без адгезива в области ободковой бумаги для обертывания охлаждающего сегмента или сегмента фильтра.
(Вариант осуществления a6) Способ согласно любому из вариантов осуществления от a1 до a5, в котором композитный сегмент на этапе B” представляет собой композитный сегмент двойной длины, подготовленный путем размещения пары композитных сегментов таким образом, что торцевые поверхности сегментов фильтра входят в контакт друг с другом.
(Вариант осуществления a7) Способ согласно варианту осуществления a6, в котором предусматривают участок без адгезива рядом с областью для обертывания части контакта между торцевыми поверхностями сегментов фильтра.
(Вариант осуществления a8) Способ согласно варианту осуществления a5, дополнительно включающий создание отверстия в участке без адгезива.
(Вариант осуществления a9) Способ согласно варианту осуществления a5 или a8, дополнительно включающий в себя выполнение печати на участке без адгезива.
(Вариант осуществления а10) Способ согласно любому из вариантов осуществления от а1 до а9, в котором элемент L имеет диаметр больше, чем элемент H.
(Вариант осуществления a11) Способ согласно варианту осуществления a10, в котором элемент L имеет диаметр на 0,05-0,15 мм больше, чем элемент H.
(Вариант осуществления a12) Способ согласно варианту осуществления a10, в котором элемент L имеет диаметр на 0,5-2,5% больше, чем элемент H.
(Вариант осуществления a13) Курительное изделие, включающее в себя в качестве элементов по меньшей мере табачный стержень, охлаждающий сегмент, сегмент фильтра и ободковую бумагу для обертывания табачного стержня, охлаждающего сегмента и сегмента фильтра и включающее в себя элемент с низкой жесткостью, элемент L (за исключением табачного стержня), примыкающего к элементу H высокой жесткости, причем
ободковая бумага имеет каждый участок с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания; и
ободковая бумага включает в себя участок с высокой адгезионной массой в области для обертывания элемента L.
(Вариант осуществления a14) Курительное изделие согласно варианту осуществления a13, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
(Вариант осуществления а15) Курительное изделие согласно варианту а13 или а14, в котором ободковая бумага имеет участок без адгезива в области для обертывания охлаждающего сегмента.
(Вариант осуществления а16) Курительное изделие согласно любому из вариантов осуществления от а13 до а15, в котором ободковая бумага имеет участок без адгезива в области для обертывания сегмента фильтра.
(Вариант осуществления а17) Способ согласно любому из вариантов осуществления от а1 до а12, в котором элемент L является охлаждающим сегментом.
(Вариант осуществления a18) Способ согласно любому из вариантов осуществления a1-a12 и a17, в котором элемент H является сегментом фильтра.
ПРЕИМУЩЕСТВЕННЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0007] В соответствии с настоящим изобретением можно создать способ изготовления курительного изделия с нагревом без горения, имеющего уменьшенное образование складок и соскальзывание элемента.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0008] Фиг.1 иллюстрирует варианты осуществления первого курительного изделия с нагревом без горения.
ФИГ. 2 показаны варианты реализации ободковой бумаги.
ФИГ. 3 показан другой вариант ободковой бумаги.
ФИГ. 4 показан этап нанесения адгезива валиками.
ФИГ. 5 схематично иллюстрирует ободковую бумагу, на которую валиками нанесен адгезив.
ФИГ. На фиг.6 схематично показаны ободковые бумаги, на которые нанесен адгезив через выпускное отверстие насадки.
ФИГ. 7 - вид, иллюстрирующий способ измерения жесткости.
ФИГ. 8 иллюстрирует вариант осуществления устройства для выполнения этапа B.
ФИГ. 9 иллюстрирует вариант выполнения этапа B.
ФИГ. 10 иллюстрирует варианты осуществления этапа B.
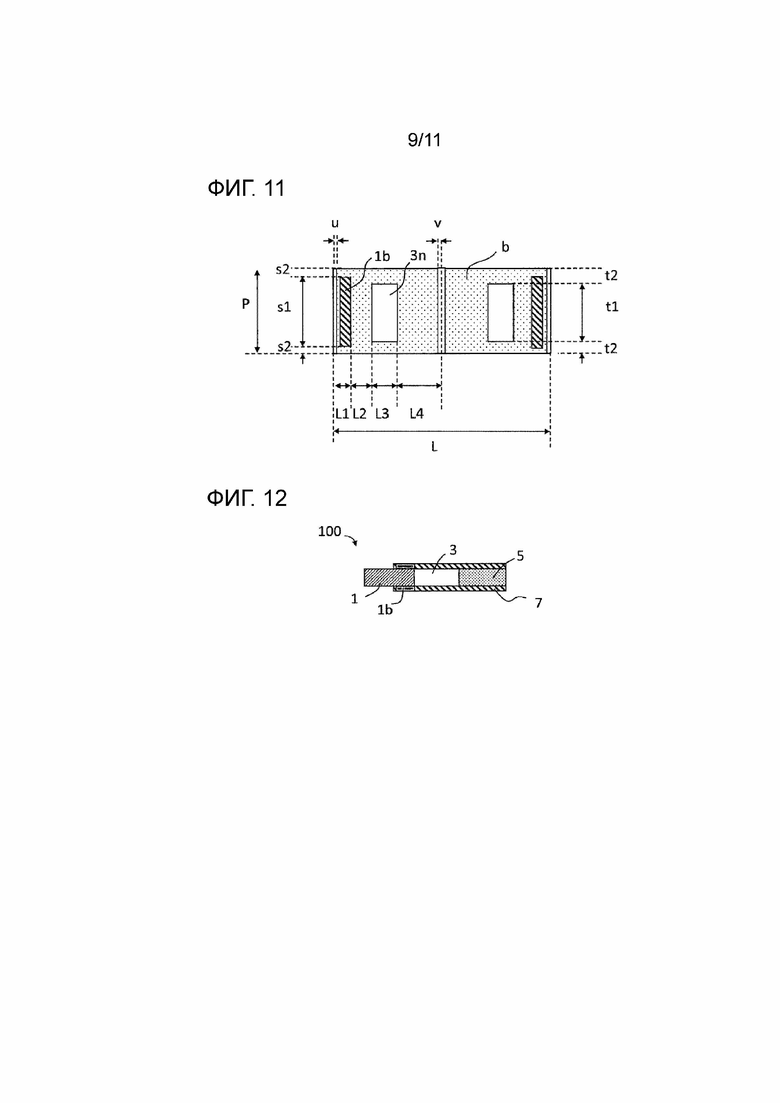
ФИГ. 11 иллюстрирует рабочий пример.
ФИГ. 12 иллюстрирует вариант осуществления второго курительного изделия с нагревом без горения.
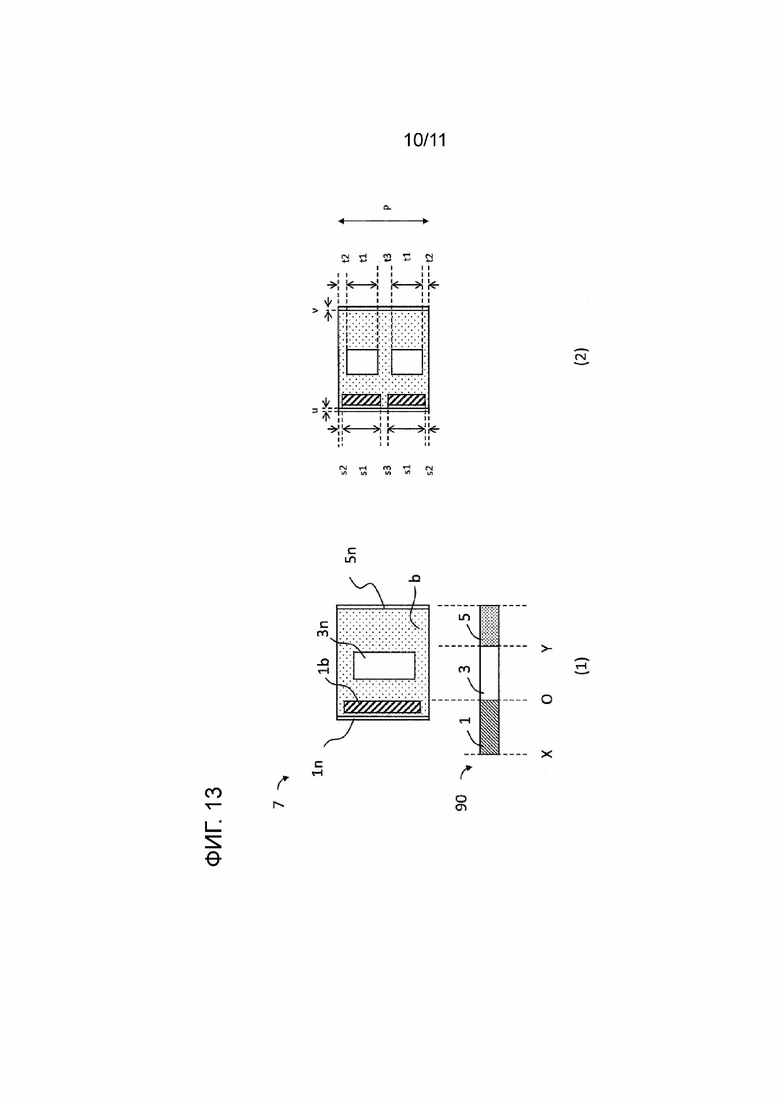
На ФИГ. 13 показаны варианты исполнения ободковой бумаги.
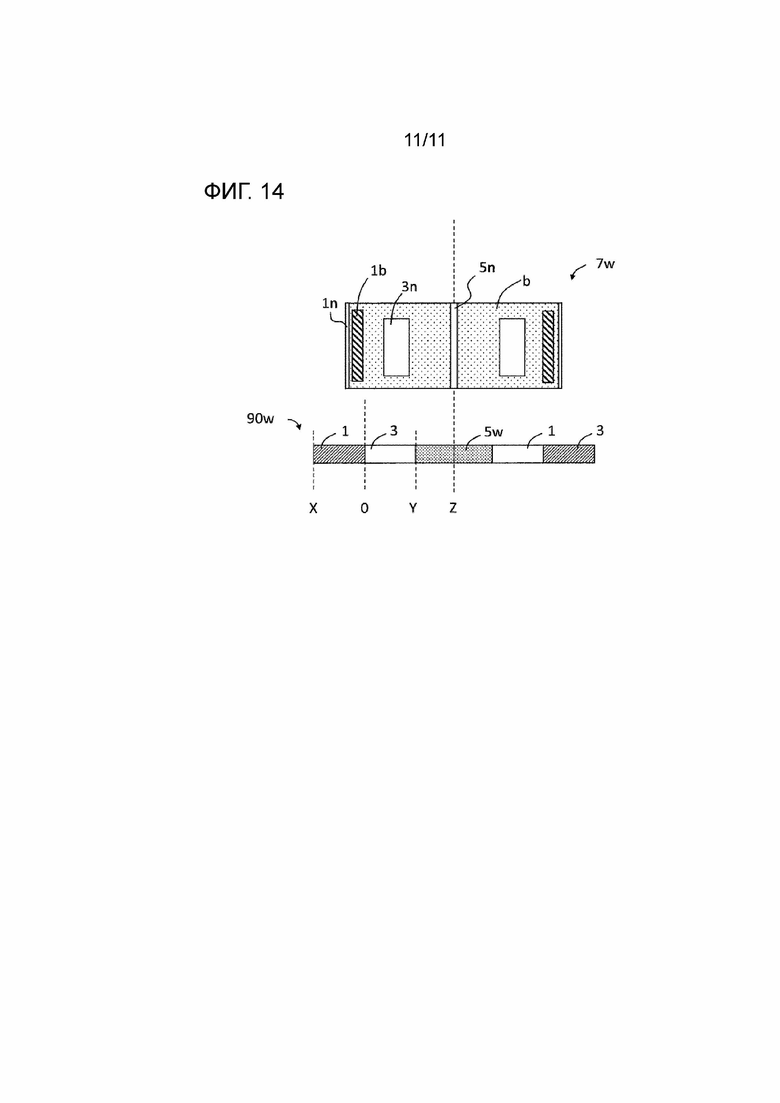
На фиг. 14 показан еще один вариант ободковой бумаги.
Описание вариантов осуществления[0009] В курительном изделии, имеющем последовательность элемента с низкой жесткостью, смежного с элементом с высокой жесткостью, изобретатели обнаружили возможность подавить, например, соскальзывание элемента с низкой жесткостью за счет увеличения количества адгезива в области ободковой бумаги для обертывания элемента с низкой жесткостью. Между тем, в целях безопасности необходимо надежно препятствовать соскальзыванию табачного стержня. Для этой цели изобретатели также установили, что полезно увеличить количество адгезива в области ободковой бумаги для обертывания табачного стержня независимо от значения жесткости табачного стержня. Далее настоящее изобретение будет описано подробно. В настоящем изобретении выражение «от X до Y» включает нижний и верхний пределы X и Y.
[0010] I. Первый способ
1. Первое курительное изделие с нагревом без горения.
Первое курительное изделие с нагревом без горения (в дальнейшем также называемое просто «первое курительное изделие») по настоящему изобретению, включает как элементы, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра и имеет последовательность элемента L с низкой жесткостью, смежного с элементом H с высокой жесткостью. Первое курительное изделие с нагревом без горения может включать или не включать вариант осуществления, в котором табачный стержень в качестве элемента L с низкой жесткостью примыкает к другому элементу (например, охлаждающему сегменту) в качестве элемента H с высокой жесткостью. Однако такой вариант осуществления, в котором табачный стержень в качестве элемента L находится рядом с элементом H с высокой жесткостью (например, охлаждающим сегментом), охвачен вторым курительным изделием с нагревом без горения по настоящему изобретению. Соответственно, вариант осуществления будет описан в следующем разделе и, таким образом, опущен в описании первого курительного изделия с нагревом без горения.
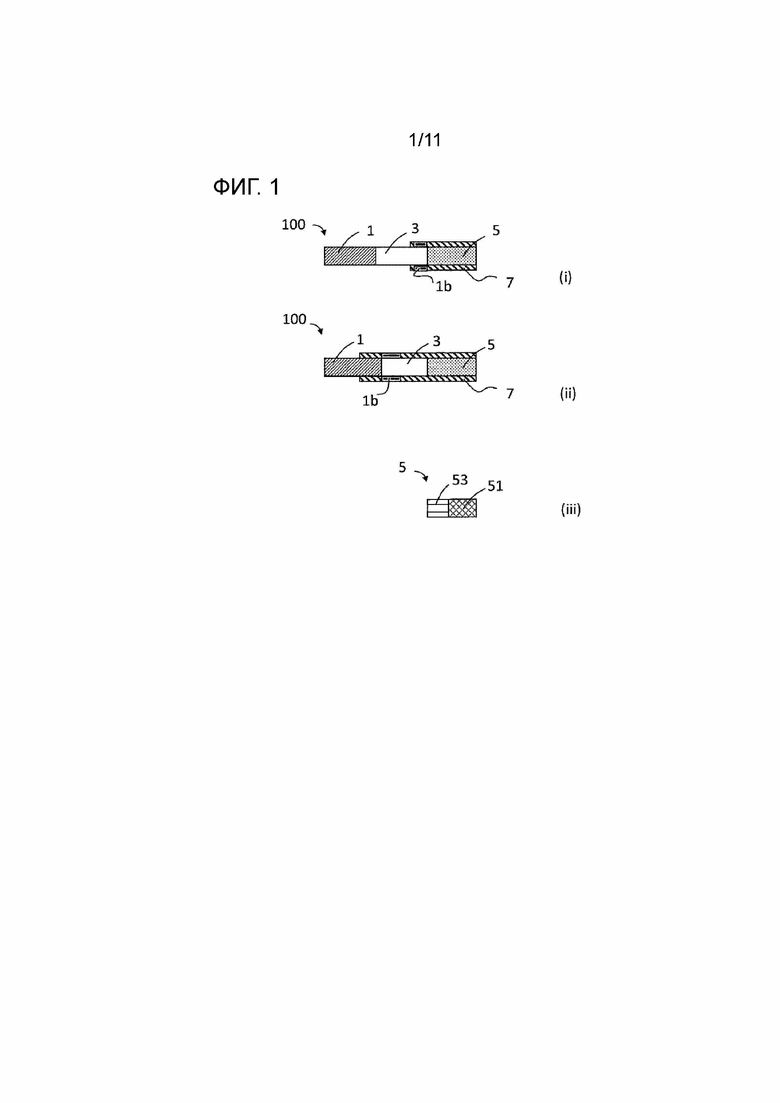
[0010] Фиг. 1(i) иллюстрирует вариант осуществления первого курительного изделия. На чертеже 100 - курительное изделие, 1 - табачный стержень, 3 - охлаждающий сегмент, 5 - сегмент фильтра, 7 - ободковая бумага, а 1b - увеличенный участок адгезива. В этом варианте осуществления охлаждающий сегмент 3 соответствует элементу L с низкой жесткостью, а сегмент 5 фильтра соответствует элементу H с высокой жесткостью. Конкретные примеры такой комбинации элемента L и элемента H включают комбинацию охлаждающего сегмента, который включает полимерный лист, такой как полимолочная кислота, и сегмент фильтра, заполненный волокнами ацетата целлюлозы. Полимерный лист может быть собран или гофрирован. В этом варианте осуществления табачный стержень 1 и охлаждающий сегмент 3 могут быть обернуты ободковой бумагой по-разному.
[0012] Фиг.1 (ii) иллюстрирует другой вариант осуществления первого курительного изделия. В этом варианте осуществления табачный стержень 1 соответствует элементу H, а охлаждающий сегмент 3 соответствует элементу L. Конкретные примеры такой комбинации элемента H и элемента L включают комбинацию табачного стержня, сильно заполненного табачным сырьевым материалом, таким как кусочки табака, и охлаждающий сегмент, который включает полимерный лист, такой как полимолочная кислота. Полимерный лист может быть собран.
[0013] Элемент L предпочтительно имеет диаметр больше, чем элемент H. В результате может подавляться деформация элемента L. Элемент L предпочтительно имеет диаметр на 0,05-0,15 мм больше, чем элемент H. Более того, элемент L имеет диаметр предпочтительно на 0,5-2,5% больше и, более предпочтительно, на 1,0-2,0% больше, чем элемент H. Элемент L и элемент H могут быть выбраны из табачного стержня, охлаждающего сегмента, сегмента фильтра и других элементов. Однако, по меньшей мере, любой из элемента L и элемента H предпочтительно выбирается из табачного стержня, охлаждающего сегмента и сегмента фильтра.
[0014] (1) Табачный стержень
Табачный стержень представляет собой почти цилиндрический элемент для генерирования компонентов курительного аромата, содержащихся в табачном сырье, и включает табачный наполнитель и обернутую вокруг него бумажную обертку. Табачный наполнитель не ограничен, и для этого можно использовать, например, кусочки табака или табачные листья. В частности, кусочки табака, полученные путем разрезания сухих табачных листьев на ширину от 0,8 до 1,2 мм, могут быть упакованы в бумажную обертку. Как вариант, те, которые получены путем равномерного измельчения сухих табачных листьев до среднего размера частиц примерно от 20 до 200 мкм, формирования листов и разрезания листов до ширины от 0,8 до 1,2 мм, могут быть упакованы в бумажную обертку. Более того, такие листья можно собирать, складывать или скатывать по спирали без разрезания и упаковывать в бумажную обертку. Кроме того, такие листья могут быть разрезаны на полоски и упакованы внутри бумажной обертки концентрически или с продольным направлением полосок, выровненных параллельно продольному направлению табачного стержня.
[0015] Табачный стержень при нагревании может вырабатывать аэрозоль. Для ускорения образования аэрозоля предпочтительно добавлять к табачному наполнителю источник аэрозоля, такой как глицерин, пропиленгликоль, 1,3-бутандиол или другие полиолы. Количество добавляемого источника аэрозоля составляет, предпочтительно, от 5 до 50 мас.% и, более предпочтительно, от 10 до 30 мас.% в расчете на сухую массу табачного наполнителя. Кроме того, табачный стержень может содержать ароматизатор, например, ментол. Длина табачного стержня не ограничена, но предпочтительно составляет от 15 до 25 мм. Диаметр также не ограничен, но предпочтительно составляет от 6,5 до 7,5 мм. Между тем, когда соседний элемент имеет более высокую жесткость, чем табачный стержень, табачный стержень, предпочтительно, имеет диаметр больше, чем соседний элемент. В результате может подавляться деформация табачного стержня. Соответственно, в этом случае табачный стержень имеет диаметр предпочтительно на 0,5-2,5% больше и более предпочтительно на 1,0-2,0% больше, чем диаметр соседнего элемента. Фактические размеры табачного стержня предпочтительно имеют диаметр примерно на 0,05-0,15 мм больше, чем диаметр соседнего элемента.
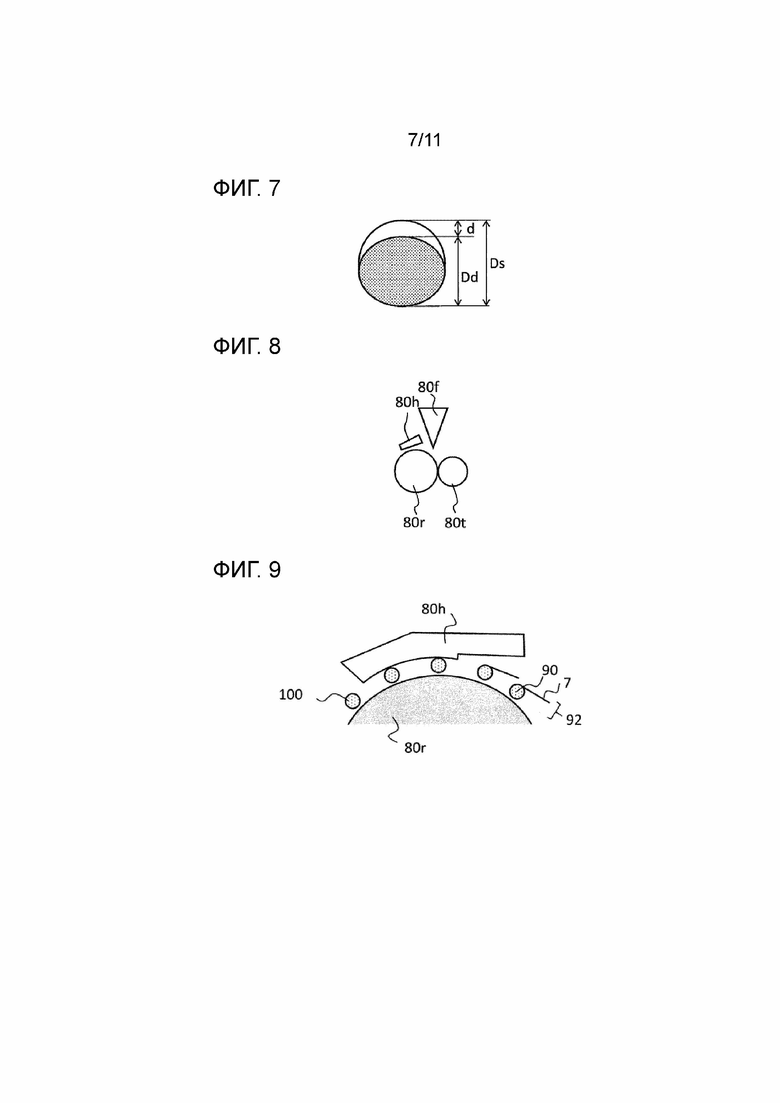
[0016] Термин «жесткость» в настоящем изобретении означает сопротивление элемента деформации, как описано в параграфах [0010] - [0014] публикации заявки на патент Японии №. 2016-523565 (перевод заявки РСТ), по которой не проводилась экспертиза. Жесткость можно получить, например, по изменению диаметра до и после приложения нагрузки F к боковой поверхности табачного стержня. Когда диаметр табачного стержня перед приложением нагрузки F обозначен Ds, а диаметр после приложения нагрузки обозначен Dd, как на фиг.7, величина давления равна d=Ds - Dd, а жесткость определяется по следующей формуле. То же самое применимо и к другим элементам.
Жесткость (%) = Dd/Ds× 100
[0017] (2) Охлаждающий сегмент
Охлаждающий сегмент представляет собой элемент для охлаждения компонентов аэрозоля и курительного ароматизатора, образующихся в табачном стержне 1. Охлаждающий сегмент 3 может быть полой бумажной трубкой. Бумажная трубка предпочтительно изготовлена из картона, имеющего более высокую жесткость, чем бумажные обертки и ободковые бумаги. В бумажной трубке может быть отверстие (вентиляционные отверстия). Множество отверстий предпочтительно выполнено по окружности бумажной трубки. Для эффективной работы такие отверстия предпочтительно формируют путем лазерной обработки готового курительного изделия. Кроме того, для повышения эффективности теплообмена собранные листы могут быть упакованы внутри охлаждающего сегмента 3. Такие листы могут быть полимерными листами, такими как полимолочная кислота. Хотя размеры охлаждающего сегмента 3 не ограничены, длина предпочтительно составляет от 15 до 25 мм, а диаметр предпочтительно составляет от 5,5 до 7,5 мм. Между тем, когда элемент, соседний с охлаждающим сегментом 3, имеет жесткость ниже, чем охлаждающий сегмент 3, охлаждающий сегмент 3 имеет диаметр предпочтительно на 0,5-2,5% меньше и предпочтительно на 1,0-2,0% меньше, чем у соседнего элемента. Когда охлаждающий сегмент 3 включает в себя бумажную трубку из картона, этот сегмент обычно имеет более высокую жесткость, чем табачный стержень 1. Между тем, как указано выше, когда охлаждающий сегмент 3 изготовлен из полимерного листа или подобного, такого как полимолочная кислота, и завернут в общую обертку, сегмент может иметь меньшую жесткость, чем табачный стержень 1.
[0018] (3) Сегмент фильтра
Сегмент фильтра - это элемент, включающий фильтр. В качестве фильтра можно использовать общеизвестный фильтрующий элемент, такой как ацетатный фильтр или бумажный фильтр. Бумажный фильтр представляет собой фильтр с бумажным наполнителем, полученный путем сгибания бумаги посредством обработки с помощью крепирующего валика или подобного и путем скатывания бумаги с использованием обертки для пробок. Ацетатный фильтр - это фильтр, заполненный волокнами ацетата целлюлозы. Сегмент 5 фильтра, предпочтительно, состоит из множества элементов и более предпочтительно включает фильтр 51 и элемент 53 с центральным отверстием (фиг. 1(iii)). Ацетатный фильтр, имеющий пространство в центральной части, может использоваться, например, в качестве элемента с центральным отверстием. Длина сегмента 5 фильтра не ограничена, но предпочтительно составляет от 10 до 20 мм. Когда и мембранный фильтр с центральным отверстием, и ацетатный фильтр расположены как сегмент фильтра, порядок не ограничен. Более того, отдельные элементы могут быть завернуты во внутреннюю обертку каждого фильтра и соединены с внешней оберткой фильтра. Диаметр фильтрующего сегмента не ограничен, но предпочтительно, чтобы он был почти таким же, как у других сегментов, за исключением табачного стержня. В результате можно предотвратить образование складок и разрывов ободковой бумаги.
[0019] (4) Ободковая бумага
Термин «ободковая бумага» относится к бумаге, используемой для соединения двух или более элементов, таких как табачный стержень, охлаждающий сегмент и сегмент фильтра. Между тем, термин «бумажная обертка» относится к бумаге для обертывания отдельных элементов, которые составляют табачный стержень, охлаждающий сегмент или сегмент фильтра. Например, когда сегмент фильтра включает в себя элемент с центральным отверстием и ацетатный фильтр, как указано выше, бумага для обертывания элемента с центральным отверстием и бумага для обертывания ацетатного фильтра каждая являются бумажной оберткой.
[0020] Примерная бумага-основа для ободковой бумаги и бумажных оберток включает, но не ограничивается этим, бумагу с использованием целлюлозных волокон. Такие целлюлозные волокна могут быть получены либо из растений, либо синтезированы химическим путем, либо могут быть их смесью. Примеры волокон растительного происхождения включают, например, пульпу из льняных волокон, древесных волокон или волокон семян. Такая целлюлоза может быть окрашенной небеленой целлюлозой. Однако с точки зрения получения белого чистого внешнего вида предпочтительно использовать беленую целлюлозу, которую получают с использованием отбеливающего агента, такого как окислитель или восстановитель.
[0021] Для типичной бумажной обертки для сигарет соль щелочного металла лимонной кислоты и т.п. используется в качестве обычного горючего химического вещества (например, средства для горения), которое может влиять на скорость самовозгорания бумажной обертки. В настоящем изобретении предпочтительным является курительное изделие с нагревом без горения. В этом случае, поскольку в сжигании бумажной обертки нет необходимости, бумажная обертка не обязательно должна содержать горючие химические вещества.
[0022] Нижний предел плотности бумажной обертки, предпочтительно, составляет 30 г/м2 или более, более предпочтительно, 35 г/м2 или более и, еще более предпочтительно, 40 г/м2 или более. Верхний предел, предпочтительно, составляет 65 г/м2 или меньше и, более предпочтительно, 50 г/м2 или меньше. Между тем, нижний предел основной массы ободковой бумаги, предпочтительно, составляет 20 г/м2 или более, более предпочтительно, 25 г/м2 или более и, еще более предпочтительно, 30 г/м2 или более. Верхний предел, предпочтительно, составляет 50 г/м2 или меньше, более предпочтительно, 45 г/м2 или меньше, а еще более предпочтительно 40 г/м2 или меньше. Базовую массу можно измерить методом, указанным в JIS P 8124.
[0023] (5) Другие элементы
Курительное изделие по настоящему изобретению может включать в себя элемент, за исключением описанных выше элементов. Примеры других элементов включают сегмент поддержки. Сегмент поддержки - это элемент, который увеличивает прочность курительного изделия, или элемент, который расположен на стороне выхода табачного стержня и подавляет смещение табачного наполнителя. Такой сегмент поддержки может быть, например, вышеупомянутым элементом с центральным отверстием. Когда элемент с центральным отверстием используется в качестве сегмента поддержки, размеры не ограничены, но длина составляет, предпочтительно, от 5 до 10 мм, а диаметр, предпочтительно, составляет от 5 до 8 мм.
[0024] 2. Первый способ изготовления
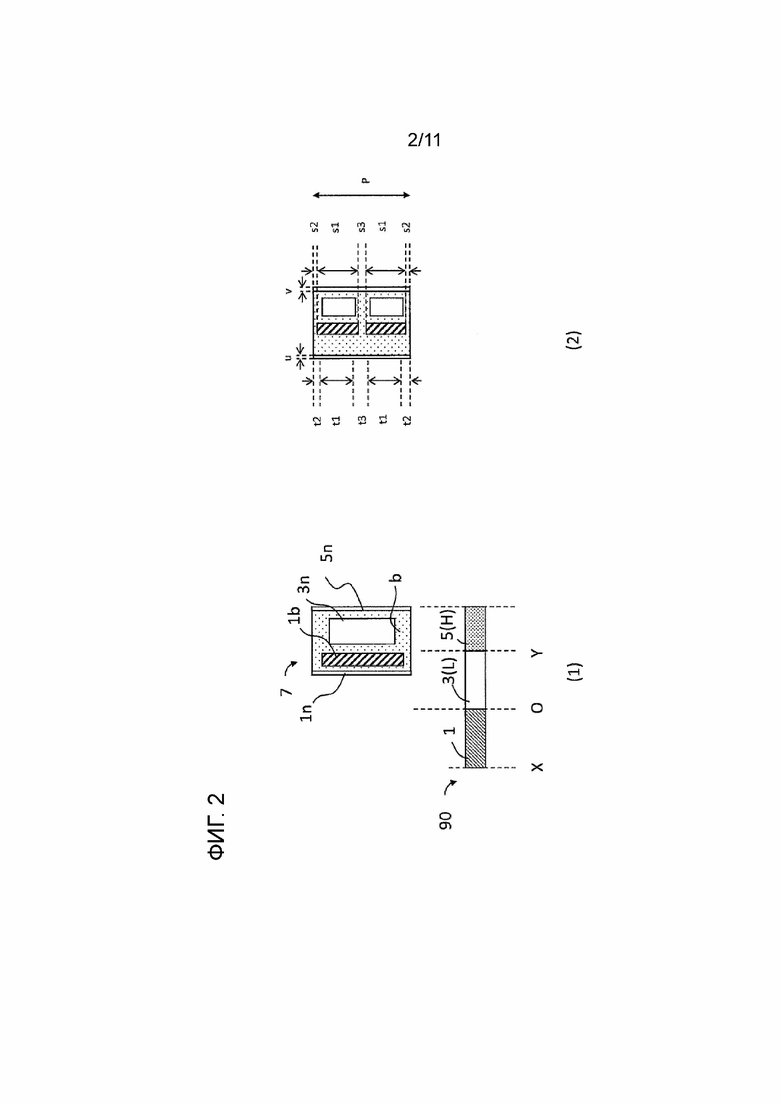
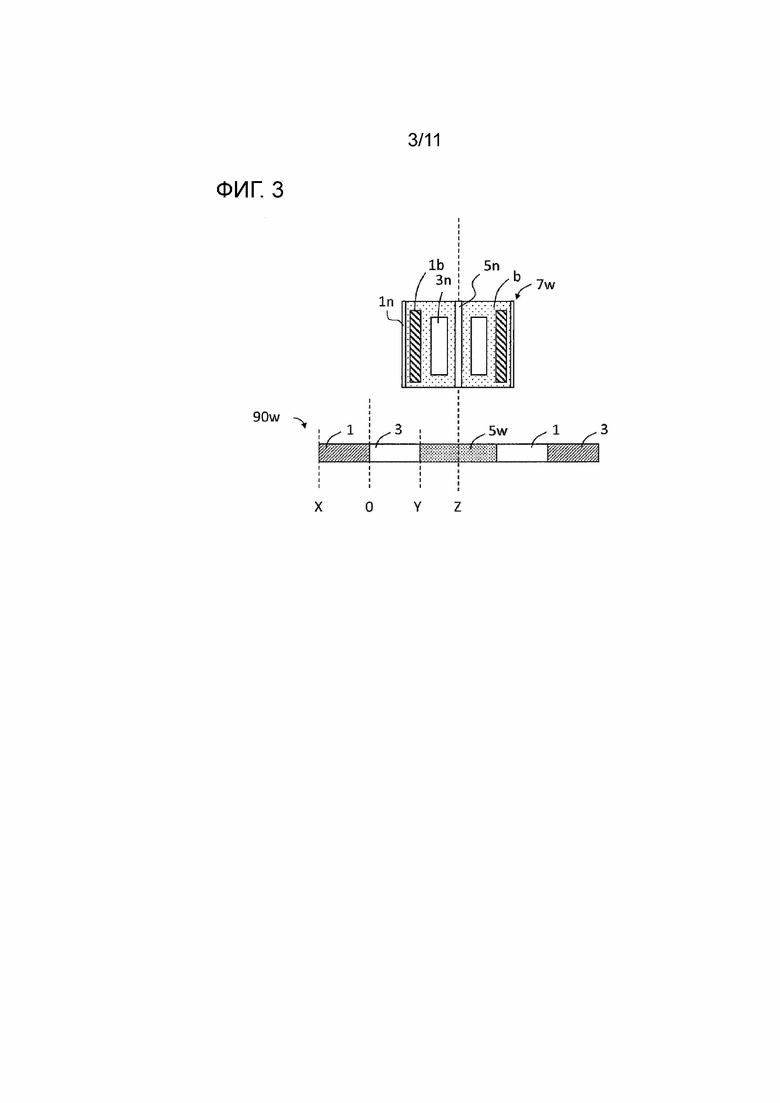
ФИГ. 2 иллюстрирует схему первого способа изготовления. На фигуре: 90 - курительное изделие перед обертыванием, другими словами, композитный сегмент, О - контактная часть между табачным стержнем 1 и охлаждающим сегментом 3, Y - контактная часть между охлаждающим сегментом 3 (элемент L) и сегментом 5 фильтра (элемент H), 7 представляет собой защитную бумагу для обертывания композитного сегмента 90, b представляет собой участок с низкой адгезионной массой на единицу площади после затвердевания (далее также называемый просто «адгезионный участок»), 1b - это участок с высокой адгезионной массой на единицу площади после затвердевания (в дальнейшем также называемая просто «увеличенная адгезионный участок»), 1n - это участок без адгезива в области переднего конца ободковой бумаги 7, 3n - участок без адгезива в области для обертывания фильтрующего сегмента, а P - длина ободковой бумаги 7 в окружном направлении. Фиг. 2(2) иллюстрирует вариант осуществления, в котором существует множество увеличенных адгезионных участков 1b и так далее, где s1, s2, t1, t2, u и v обозначают соответствующие размеры. Область переднего конца ободковой бумаги 7 в этом варианте осуществления обозначает область ободковой бумаги, расположенную на конце в направлении, противоположном мундштуку. Фиг.3 иллюстрирует вариант осуществления, в котором обернут композитный сегмент 90w двойной длины, который имеет двойную длину композитного сегмента 90. На чертеже, 7w представляет собой мундштук двойной длины для обертывания композитного сегмента 90w двойной длины, Z представляет собой продольную центральную часть в сегменте 5w фильтра двойной длины, а другие признаки такие же, как на фиг.2. На фиг. 2 и 3, для удобства вертикальное направление в ободковой бумаге называется периферийным направлением, а горизонтальное направление - продольным направлением. Далее со ссылкой на фиг. 2 будет описан способ изготовления согласно настоящему изобретению.
[0025] (1) Этап A
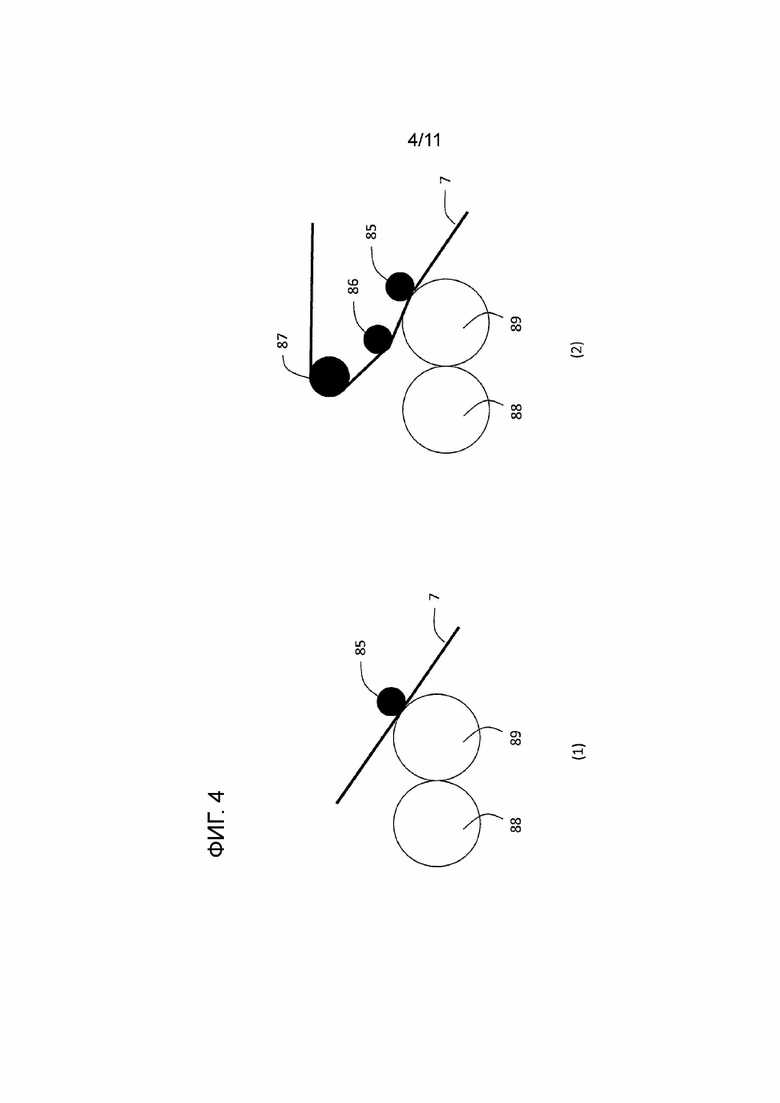
На этом этапе адгезив наносится на любую поверхность ободковой бумаги 7. Способ размещения адгезива не ограничен, и, например, можно использовать способ нанесения адгезива на ободковую бумагу 7 или способ приготовления заранее адгезивного листа и размещения адгезивного лста на ободковой бумаге 7. Конкретные примеры включают способ нанесения адгезива на поверхность валика и переноса адгезива на ободковую бумагу 7 и способ выпуска адгезива из насадок на ободковую бумагу 7.
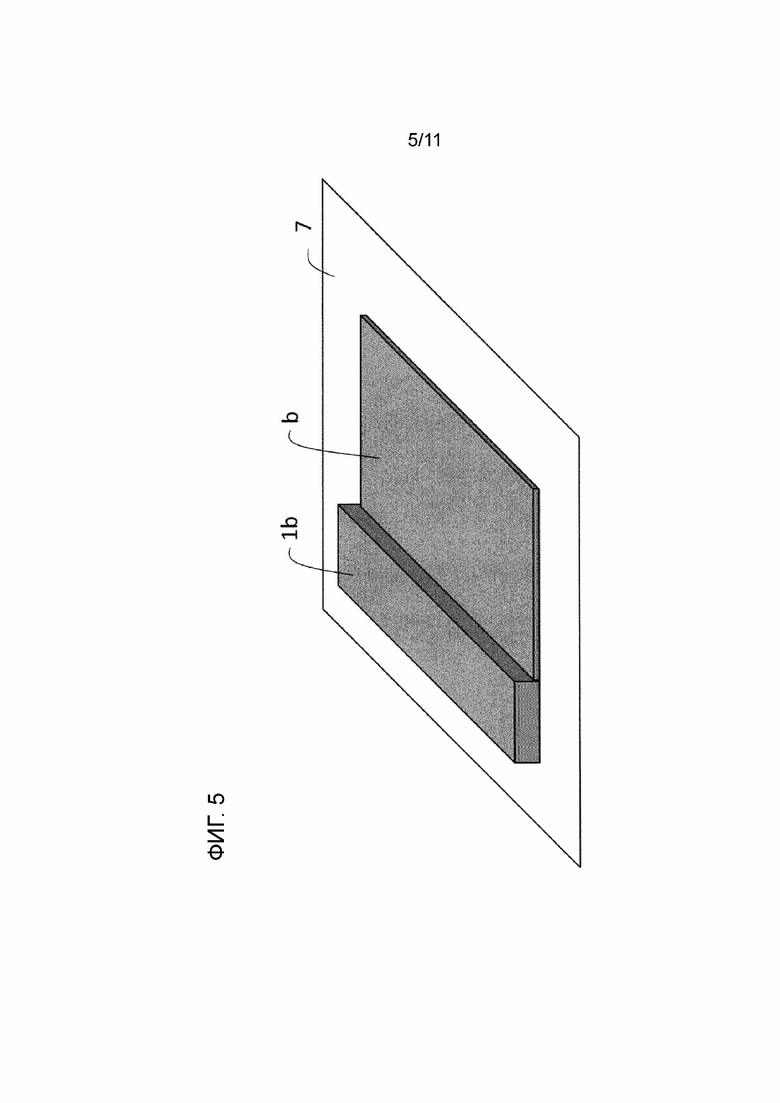
[0026] Фиг. 4 показывает пример способа нанесения адгезива на поверхность валика и переноса адгезива на ободковую бумагу 7, где 88 - это валик с рисунком, имеющий углубление на поверхности для удерживания адгезива в качестве желательного рисунок, 89 - это валик переноса для переноса адгезива, удерживаемого валиком 88 рисунка, а 85 - контрвалик. Адгезив переносится из углубления валика 88 переноса на валик 89 переноса и далее переносится с валика 89 переноса на ободковую бумагу 7. В этом случае количество клея, которое должно быть нанесено (количество, которое должно быть перенесено), стабилизируется за счет наличия контрвалика 85. Кроме того, как показано на фиг. 4 (2), наносимое количество дополнительно стабилизируется за счет наличия реверсивного валика 87. Между тем, когда количество клея велико, ободковая бумага 7 с трудом отделяется от валика 89 переноса, тем самым изменяя положение отсоединения от него. Однако, с помощью второго контрвалика 86 положение освобождения может быть стабилизировано, поскольку к ободковой бумаге 7 прикладывается соответствующее натяжение. Фиг.5 представляет собой пример ободковой бумаги 7, на которую таким способом нанесен адгезив. Хотя на граничном участке между увеличенным адгезионным участком 1b и адгезионным участком b на фиг.5 наблюдается четкая ступенька, вместо такой ступеньки может образоваться постепенный наклон от увеличенного адгезионного участка 1b к адгезионному участку b.
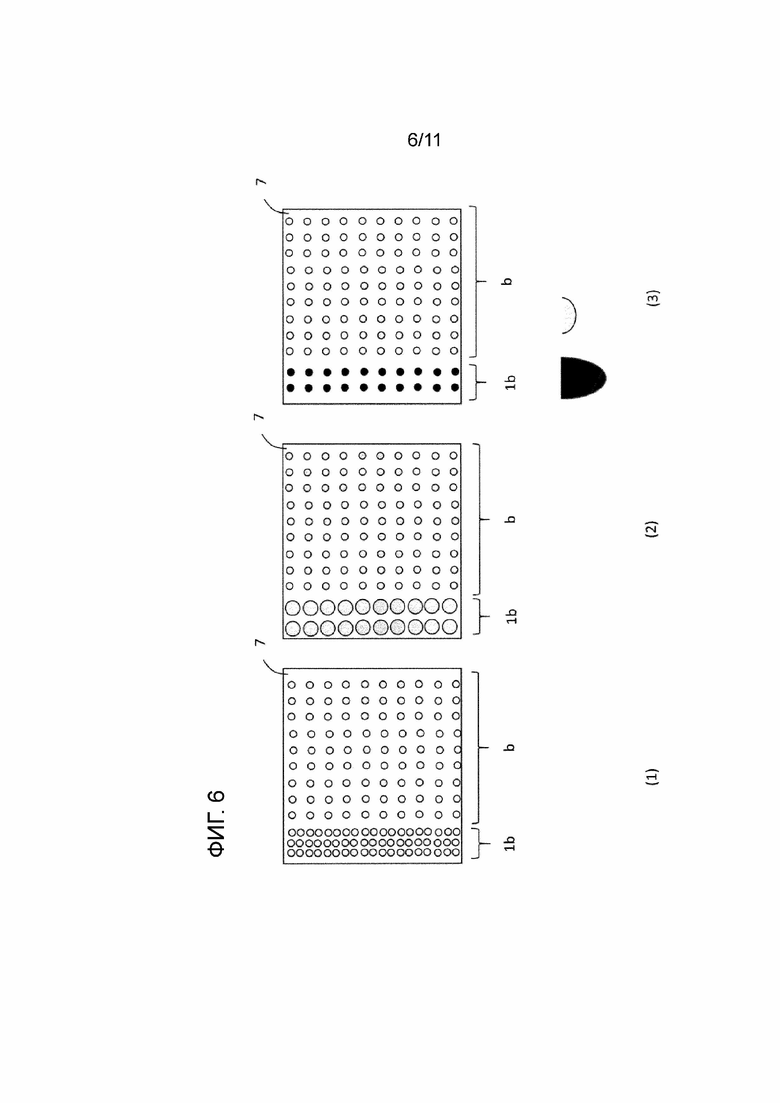
[0027] Фиг.6 показывает примеры ободковой бумаги 7, имеющей точки адгезива, полученные способом выпуска адгезива из насадок на ободковую бумагу 7. Например, как на фиг. 6(1), увеличенный адгезивный участок 1b может быть сформирован путем увеличения плотности точек адгезива. Кроме того, как на фиг. 6(2), увеличенный адгезивный участок 1b может быть сформирован путем увеличения диаметра точек адгезива. Диаметр точек адгезива - это диаметр кружков, образованных точками на поверхности ободковой бумаги 7. Как вариант, как на фиг. 6(3), увеличенный адгезивный участок 1b также может быть сформирован путем увеличения высоты точек адгезива (см. изображение под фиг. 6(3)). Увеличенный адгезивный участок 1b может быть сформирован путем комбинирования этих способов.
[0028] В качестве адгезива можно использовать широко известные клеи, но клеи на основе винилацетата особенно предпочтительны. Выражение «после затвердевания» указывает на затвердевшее состояние после удаления растворителя в случае адгезива, содержащего растворитель, и на сшитое состояние в случае сшиваемого адгезива, не содержащего растворитель. Кроме того, «адгезионная масса на единицу площади после затвердевания» также просто называется «адгезионная масса».
[0029] Адгезивный участок b обозначает участок, которы имеет адгезив и исключает увеличенный адгезионны участок 1b. Вес адгезива на адгезивном участке b можно регулировать соответствующим образом, но предпочтительно он составляет от 0,005 до 0,015 мг/мм2. Толщина адгезивного слоя на адгезивном участке b предпочтительно устанавливается примерно от 0,01 до 0,03 мм в незатвердевшем состоянии. Незатвердевшее состояние означает состояние до затвердевания адгезива. В настоящем изобретении адгезионная масса на увеличенном адгезивном участке 1b установлена больше, чем адгезионная масса на адгезивном участке b. Как правило, сила адгезии увеличивается с увеличением массы адгезива. Однако в результате на изделиях часто образуются складки. В настоящем изобретении, поскольку масса адгезива увеличивается только на увеличенном адгезивном участке 1b, можно предотвратить соскальзывание элемента L и предотвратить образование складок на оставшейся части. С этой точки зрения, отношение массы адгезива на увеличенном адгезирном участке 1b (масса 1b) к массе адгезива на адгезивном участке b (масса b), предпочтительно, составляет от 1,5 до 3,0 и, более предпочтительно, от 1,7 до 2,7. «Масса 1b» представляет собой средний вес адгезива на увеличенном адгезивном участке 1b. Когда существует множество участков, имеющих разную массу адгезива, «масса 1b» определяется как средний вес адгезива на участке, имеющем максимальную массу адгезива, и «масса b» как средний вес адгезива на адгезивном участке b, исключая увеличенный адгезивный участок 1b.
[0030] По мере увеличения площади увеличенного адгезивного участка 1b вероятность возникновения отказов, таких как соскальзывание элемента, снижается. Однако с учетом затрат и т.п. увеличенный адгезивный участок 1b не нужно размещать на всей поверхности элемента L. Увеличенный адгезивный участок 1b предпочтительно находится в области, проходящей от поверхности соединения между элементом L и элементом H (Y на фиг. 2(1)) до положения от 20 до 40% охлаждающего сегмента 3 в продольном направлении. Другими словами, увеличенный адгезивный участок 1b, предпочтительно, находится в области от точки Y до 0,2Y - 0,4Y на фиг.2. Как показано на фиг. 2, в окружном направлении могут существовать два или один увеличенный адгезивный участок 1b. Общая длина (s1+s1 на фиг. 2(2)) увеличенных адгезивных участков 1b в окружном направлении, предпочтительно, составляет от 70 до 90% длины P в окружном направлении ободковой бумаги 7. Когда имеются два увеличенные адгезивные участка 1b в окружном направлении, расстояние s2 от конца в периферийном направлении до каждого увеличенного адгезивного участка 1b, предпочтительно, составляет от 2 до 5% от P. Зазор s3 между увеличенными адгезивными участками 1b соответствующим образом регулируется с помощью s1 и s2.
[0031] Ободковая бумага 7 предпочтительно имеет участок 1n без адгезива на переднем конце. Передний конец обозначает область ободковой бумаги, расположенную на конце на стороне, противоположной мундштуку, когда ободковая бумага обернута. В результате предотвращается вытекание клея с переднего конца ободковой бумаги 7 во время обертывания. Длина u участка 1n без адгезива в продольном направлении ободковой бумаги 7, предпочтительно, составляет от 0,1 до 1,0 мм.
[0032] Ободковая бумага 7, предпочтительно, имеет участок 3n без адгезива в области для обертывания охлаждающего сегмента 3 или сегмента 5 фильтра. Когда имеется участок 3n без адгезива, вентиляционные отверстия легко образуются в этих сегментах курительного изделия 100, которое нужно изготовить. Такие вентиляционные отверстия могут быть сформированы, например, с помощью лазерной обработки после изготовления курительного изделия 100. Кроме того, печать также может выполняться на участке 3n без адгезива. Например, когда код, представляющий производственную машину, напечатан на участке 3n без адгезива, код можно прочитать после упаковки, сняв ободковую бумагу 7.
[0033] Участок 3n без адгезива может быть предусмотрен в области, проходящей в продольном направлен от положения от 40 до 50% до положения от 70 до 90% сегмента 5 фильтра на основе поверхности контакта (точка Y) между охлаждающим сегментом 3 и сегментом 5 фильтра. Другими словами, участок 3n без адгезива может быть предусмотрен в области от 0,4-0,5Y до 0,7-0,9Y в направлении мундштука на фиг.2. Выполняя участок 3n без адгезива подобным образом, можно подавить снижение силы сцепления ободковой бумаги в целом.
[0034] Как показано на фиг. 2, в окружном направлении может существовать два или один участок 3n без адгезива. Общая длина (t1+t1 на фиг. 2(2)) участков 3n без адгезива в окружном направлении, предпочтительно, составляет от 50 до 80% длины P в окружном направлении ободковой бумаги 7. Когда в окружном направлении существуют два участка 3n без адгезива, расстояние t2 от конца в периферийном направлении до каждого участка 3n без адгезива, предпочтительно, составляет от 5 до 10% P. Зазор t3 между участками 3n без адгезива регулируется соответствующим образом с помощью t1 и t2.
[0035] Ободковая бумага 7, предпочтительно, имеет участок 5n без адгезива рядом с концом сегмента 5 фильтра. Как показано на фиг. 3, курительное изделие 100 в некоторых случаях изготавливают путем изготовления и разрезания курительного изделия 100w двойной длины. В этом случае можно облегчить резку и предотвратить загрязнение резака адгезивом. Длина v участка 5n без адгезива в продольном направлении ободковой бумаги 7, предпочтительно, составляет от 0,5 до 1,0 мм. Продольная длина ободковой бумаги 7 может составлять длину в диапазоне от мундштука сегмента 5 фильтра до 0,42-0,6Х табачного стержня 1 в продольном направлении.
[0036] (2) Этап B
На этом этапе композитный сегмент 90 оборачивается ободковой бумагой 7. Как показано на фиг. 3, композитный сегмент 90w двойной длины может быть обернут ободковой бумагой 7w. В этом случае курительные изделия 100 получают разрезанием после обертывания.
[0037] Обертывание может быть выполнено общеизвестным способом. Как показано на фиг. 8, например, этот этап может быть выполнен с использованием устройства, оснащенного множеством барабанов. На чертеже 80f - это устройство подачи ободковой бумаги 7, 80t - конвейерный барабан, 80r - катящий барабан и 80h - катящая рука. Катящий барабан - это барабан, имеющий удерживающую секцию, которая предназначена для удержания элемента на периферийной поверхности и позволяет сегменту или другому элементу катится вокруг своей центральной оси в продольном направлении. Катящая рука - это средство, которое расположено напротив периферийной поверхности катящим барабана и предназначено для образования зазора на постоянном расстоянии от периферийной поверхности. Сегмент, состоящий из табачного стержня 1, охлаждающего сегмента 3 и сегмента 5 фильтра, называется композитным сегментом 90. Композитный сегмент 90 проходит от конвейерного барабана 80t к катящему барабану 80r. Между тем, часть ободковой бумаги 7, подаваемой из устройства 80f подачи, прикрепляется к периферийной поверхности сегмента на катящем барабане 80r, тем самым образуя исходный материал 92 (см. Фиг.9). Исходный материал 92 включает в себя ободковую бумагу 7, прикрепленную, как флаг, к композитному сегменту 90. Другими словами, часть ободковой бумаги 7 прикреплена к периферийной поверхности композитного сегмента 90, а остальная часть остается свободной. Исходный материал 92 прикреплен к удерживающей секции на периферийной поверхности катящего барабана 80r посредством всасывания или тому подобного и транспортируется в зазор, образованный между катящим барабаном 80r и катящей рукой 80h. При прохождении через этот зазор вся периферийная поверхность исходного материала 92 оборачивается ободковой бумагой 7 с образованием курительного изделия 100 (см. Фиг.9).
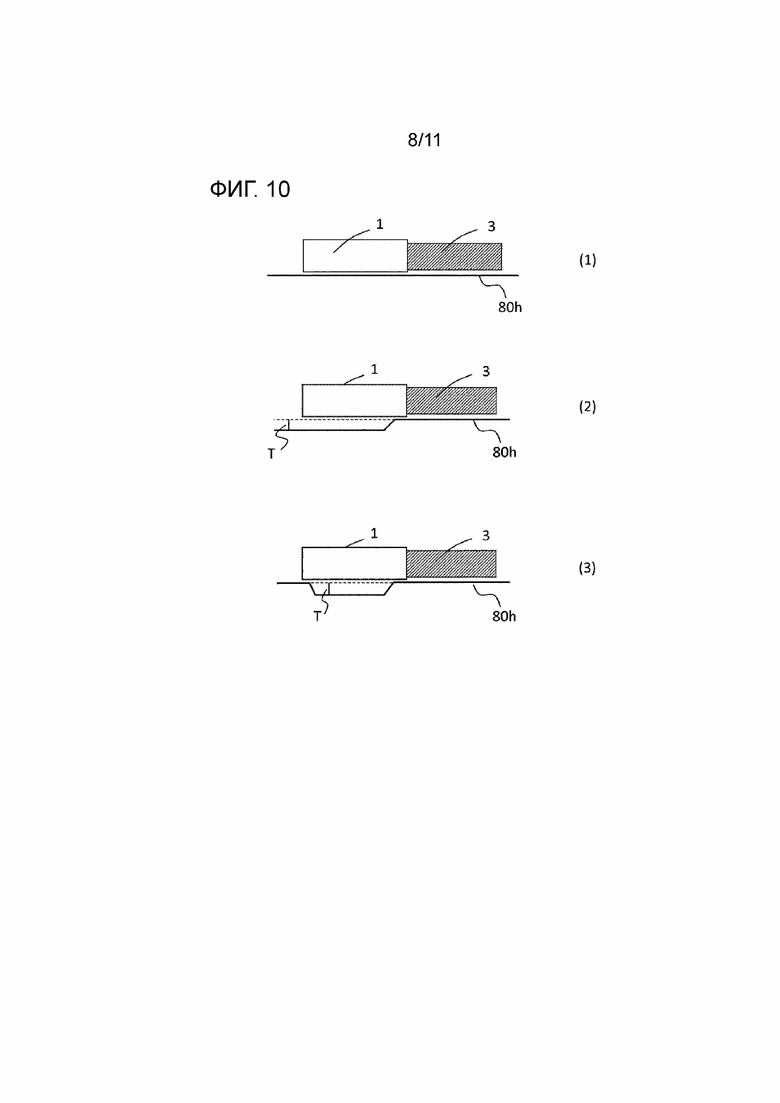
[0038] Как и выше, соседние элементы в некоторых случаях имеют разные диаметры. Например, на фиг.10 показана комбинация табачного стержня 1 как элемента большего диаметра и охлаждающего сегмента 3 как соседнего элемента. В этом случае, если поверхности катящего барабана 80r и катящей руки 80h являются плоскими, возникает чрезмерный контакт между этими поверхностями и элементом большего диаметра (фиг. 10(1)). Это приводит к сбоям при ударе о элемент большего диаметра. Например, когда элемент большего диаметра представляет собой табачный стержень, возникает проблема падения наполнителей с переднего конца. Кроме того, разница в окружности вызывает скручивание, в результате чего на изделии появляются дефекты, такие как складки. По этим причинам в настоящем изобретении предпочтительно формировать зазор от элемента большего диаметра путем создания углубления на поверхности катящего барабана 80r или катящей руки 80h, которая обращена к элементу большего диаметра, как показано на фиг. 10(2) и (3). Хотя фиг. 10(2) и (3) иллюстрируют варианты осуществления, в которых углубление обеспечивается на катящем барабане 80h, углубление может быть обеспечено на катящем барабане 80r или как на катящем барабане, так и на катящей руке. Глубина углубления (Т на фиг. 10(2) и (3)) соответствующим образом регулируется и предпочтительно составляет от 0,05 до 0,15 мм. Такое углубление не требуется на всей поверхности, обращенной к табачному стержню 1. Как показано на фиг.10, на части поверхности, обращенной к табачному стержню 1, может быть предусмотрено углубление. Между тем, чтобы надежно прикрепить табачный стержень к другому элементу с помощью ободковой бумаги, предпочтительно, чтобы на границе между этими двумя элементами не было углубления.
[0039] II. Второй способ
1. Второе курительное изделие с нагревом без горения
Второе курительное изделие с нагревом без горения (далее просто «второе курительное изделие»), включает в себя в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра. На фиг.12 показан вариант второго курительного изделия. На чертеже 100 - курительное изделие, 1 - табачный стержень, 3 - охлаждающий сегмент, 5 - сегмент фильтра, 7 - ободковая бумага, и 1b - участок ободковой бумаги с высокой адгезионной массой на единицу площади после затвердевание. Независимо от значения жесткости табачного стержня 1 по отношению к жесткости его соседнего элемента, второе курительное изделие включает в себя участок 1b с высокой адгезионной массой в области ободковой бумаги 7 для обертывания табачного стержня 1. В результате можно надежно предотвратить соскальзывание табачного стержня 1. Другими словами, второе курительное изделие включает варианты воплощения G < g, G=g, и G > g, где G - жесткость табачного стержня, а g - жесткость соседнего с ним элемента.
[0040] Элемент, примыкающий к табачному стержню, не ограничен. Примеры комбинаций табачного стержня и соседнего с ним элемента включают следующие последовательности.
Табачный стержень/охлаждающий сегмент
Табачный стержень/опорный сегмент
[0041] Табачный стержень, охлаждающий сегмент, сегмент фильтра, опорный сегмент и ободковая бумага такие же, как описано для первого курительного изделия.
[0042] 2. Второй способ изготовления
Второй способ изготовления включает этап (A') нанесения адгезива на любую поверхность ободковой бумаги для образования каждог участка с высокой адгезионной массой и с низкой адгезионной массой на единицу площади после отверждения, где часть с высокой адгезионной массой предоставляется область для обертывания табачного стержня; и этап (B’) приготовления композитного сегмента, который содержит, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывания композитного сегмента ободковой бумагой.
[0043] Фиг.13 показывает схему второго способа изготовления. На чертеже 90 - курительное изделие перед обертыванием, другими словами, композитный сегмент, О - контактная часть между табачным стержнем 1 и охлаждающим сегментом 3 в качестве соседнего элемента, Y - контактная часть между охлаждающим сегментом 3 и сегментом 5 фильтра, 7 представляет собой ободковую бумагу для обертывания композитного сегмента 90, а другие обозначения такие же, как указано выше.
[0044] (1) Этап A’
На этом этапе адгезив наносится на любую поверхность ободковой бумаги 7. Способ нанесения дгезива может быть выполнен таким же образом, как и в первом способе, показанном на фиг. 4-6. Вес адгезива и т.д. адгезивного кчастка b также такие же, как описано для первого способа изготовления. В настоящем изобретении, поскольку вес адгезива увеличивается только на увеличенном адгезивном участке 1b, можно предотвратить соскальзывание табачного стержня 1 и предотвратить образование складок на остальной части. По мере увеличения площади увеличенного адгезивного участка 1b вероятность возникновения сбоев, таких как выскальзывание табачного стержня, становится меньше. Однако из-за затрат и т.п. увеличенный адгезивный участок 1b не нужно размещать на всей поверхности табачного стержня 1. Увеличенный адгезивный участок 1b предпочтительно существует в области, проходящей от соединительной поверхности между табачным стержнем 1 и соседним элементом (O на фиг.13(1)) до положения 20-40% табачного стержня 1 в продольном направлении. Другими словами, увеличенный адгезивный участок 1b предпочтительно находится в области от точки O до 0,2X - 0,4X на фиг.13. Как показано на фиг. 13, в окружном направлении могут существовать два или один увеличенный адгезивный участок 1b. Общая длина (s1+s1) увеличенных адгезивных участков 1b в окружном направлении предпочтительно составляет от 70 до 90% длины P в окружном направлении ободковой бумаги 7. Когда в окружном направлении имеются два увеличенных адгезвных участка 1b, расстояние s2 от конца в периферийном направлении до каждого увеличенного адгезивного участка 1b, предпочтительно, составляет от 2 до 5% от P. Зазор s3 между увеличенными адгезивными участками 1b соответствующим образом регулируется с помощью s1 и s2.
[0045] Увеличенный адгезивный участок 1b предпочтительно не оборачивается вокруг охлаждающего сегмента 3. Когда охлаждающий сегмент 3, имеющий низкую жесткость, оборачивается увеличенным адгезивным участком 1b, возникает тенденция к образованию складок. Более того, когда охлаждающий сегмент 3 представляет собой бумажную трубку из картона, вероятность проникновения адгезива в картон из-за высокого базового веса меньше, чем у бумажной обертки для табачного стержня 1. По этим причинам, когда количество адгезива меньше в области для обертывания бумажной трубки, чем в области для обертывания табачного стержня 1, можно предотвратить сбои, такие как вытекание адгезива, образование складок и неправильное склеивание.
[0046] Ободковая бумага 7 предпочтительно имеет участок 1n без адгезива на переднем конце. Передний конец в этом варианте осуществления обозначает область ободковой бумаги, расположенную на конце на стороне табачного стержня, когда ободковая бумага обернута. В результате предотвращается вытекание адгезива с переднего конца ободковой бумаги 7 во время обертывания. Длина u участка 1n без адгезива в продольном направлении ободковой бумаги 7, предпочтительно, составляет от 0,1 до 1,0 мм. Участки 3n и 5n без адгезива такие же, как описано для первого способа изготовления.
[0047] (2) Этап B’
На этом этапе, как описано для первого способа изготовления, композитный сегмент 90 оборачивают ободковой бумагой 7. Как показано на фиг. 14, композитный сегмент 90w двойной длины может быть обернут в ободковую бумагу 7w. В этом случае курительные изделия 100 получают разрезанием после оборачивания.
[0048] Как и показано выше, табачный стержень 1 в некоторых случаях имеет диаметр больше, чем соседний элемент (например, охлаждающий сегмент 3). В этом случае, как описано для первого способа изготовления со ссылкой на фиг.10, предпочтительно, образовывать зазор от табачного стержня 1, создавая углубление на катящем барабане 80r или поверхности катящей руки 80h, которая обращена к табачному стержню 1.
ПРИМЕРЫ
[0049] [Пример 1]
Были подготовлены следующие элементы.
Табачный стержень диаметром 7,0 мм и длиной 20,0 мм (от Japan Tobacco Inc.)
Бумажная трубка диаметром 6,9 мм и длиной 20,0 мм в качестве охлаждающего сегмента.
Сегмент фильтра двойной длины диаметром 6,9 мм, состоящий из элемента с центральным отверстием (8,0 мм)/ацетатного фильтра двойной длины (14,0 мм)/элемента с центральным отверстием (8,0 мм).
[0050] Приготовили ободковую бумагу, показанную на Фиг.11. Соответствующие размеры показаны в таблице 1. На ободковую бумагу был нанесен адгезив. Толщина адгезивного слоя в незатвердевшем состоянии и масса адгезива после затвердевания также показаны в таблице 1.
[0051] [Таблица 1]
Курительное изделие двойной длины, показанное на фиг. 14, было приготовлено путем размещения вышеописанных элементов. Курительное изделие получали путем обертывания курительного изделия двойной длины в ободковую бумагу. Полученное курительное изделие имело удовлетворительный внешний вид без складок, а также удовлетворительное сопротивление соскальзыванию с табачного стержня.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
[00553] 1 табачный стержень
3 охлаждающий сегмент
5 сегмент фильтра
51 ацетатный фильтр
53 элемент с центральным отверстием
7 Ободковая бумага
100 курительное изделие
b адгезивный участок
1b увеличенный адгезивный участок
1n участок без адгезива на переднем конце ободковой бумаги 7
3n участок без адгезива в области обертывания охлаждающего сегмента
P длина ободковой бумаги 7 в окружном направлении
7w ободковая бумага двойной длины,
100w курительное изделие двойной длины
X передний конец табачного стержня 1
O часть контакта между табачным стержнем 1 и охлаждающим сегментом 3
Y часть контакта между охлаждающим сегментом 3 и сегментом 5 фильтра
Z продольная центральная часть в сегменте 5w фильтра двойной длины
80f устройство подачи ободковой бумаги 7
80t конвейерный барабан
80r катящий барабан
80h катящая рука
85 контрвалик
86 второй контрвалик
87 реверсивный валик
88 узорчатый валик
89 валик переноса
90 композитный сегмент
92 исходный материал
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАЕМОГО КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2761947C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КУРИТЕЛЬНОГО ИЗДЕЛИЯ | 2018 |
|
RU2772196C1 |
| ТАБАЧНЫЙ ЛИСТ, ТАБАЧНЫЙ СТЕРЖЕНЬ И КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2019 |
|
RU2804450C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ПРОЗРАЧНУЮ ОБЕРТКУ | 2017 |
|
RU2760898C2 |
| УЗЕЛ ОБКАТОЧНОГО БАРАБАНА ДЛЯ ИСПОЛЬЗОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ КУРИТЕЛЬНЫХ ИЗДЕЛИЙ | 2015 |
|
RU2649261C1 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, ИМЕЮЩЕЕ ФИЛЬТР С ПОЛЫМ ТРУБЧАТЫМ СЕГМЕНТОМ | 2017 |
|
RU2720367C2 |
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ С ПОДВИЖНЫМ ПАРОВЫПУСКАЮЩИМ УЧАСТКОМ | 2012 |
|
RU2610401C2 |
| ПОЛОТНО ОБОДКОВОЙ БУМАГИ | 2015 |
|
RU2672941C1 |
| ТАБАЧНОЕ ИЗДЕЛИЕ С НАГРЕВАНИЕМ БЕЗ ГОРЕНИЯ И ЭЛЕКТРИЧЕСКИ НАГРЕВАЕМОЕ ТАБАЧНОЕ ИЗДЕЛИЕ | 2019 |
|
RU2774107C1 |
Изобретение относится к способу изготовления курительного изделия с нагревом без горения. Способ изготовления курительного изделия, которое содержит в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра и в котором элемент L с низкой жесткостью и элемент H с высокой жесткостью примыкают друг к другу, причем способ включает в себя этап (A) нанесения адгезива на любую поверхность ободковой бумаги для образования каждого участка с высокой адгезионной массой и с низкой адгезионной массой на единицу площади после затвердевания, при этом участок с высокой адгезионной массой обеспечивается в области для обертывания элемента L; и этап (B) приготовления композитного сегмента, который содержит, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывания композитного сегмента ободковой бумагой. Цель изобретения состоит в том, чтобы предоставить способ изготовления курительного изделия с нагревом без горения, имеющего уменьшенное образование складок и соскальзывание элементов. 4 н. и 33 з.п. ф-лы, 23 ил.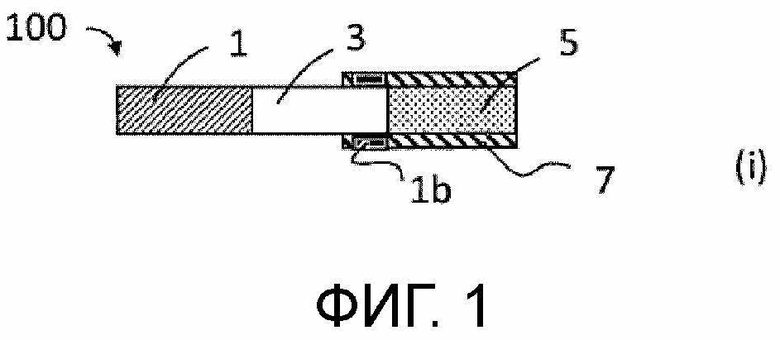
1. Способ изготовления курительного изделия, который включает в себя в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра и в котором элемент L с низкой жесткостью и элемент H с высокой жесткостью примыкают друг к другу, при этом способ включает в себя
(A) этап нанесения адгезива на любую поверхность ободковой бумаги для образования каждого участка с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания, причем
участок с высокой адгезионной массой выполняют в области для обертывания элемента L; и
(B) этап приготовления композитного сегмента, который включает в себя, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывания композитного сегмента ободковой бумагой.
2. Способ по п. 1, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
3. Способ по п. 1 или 2, в котором на этапе A участок с высокой адгезионной массой выполняют в области, проходящей в продольном направлении от контактной поверхности между элементом L и элементом H до положения от 20 до 40% элемента L.
4. Способ по любому из пп. 1-3, в котором на этапе A предусматривают участок без адгезива на переднем конце ободковой бумаги, который определяется как область ободковой бумаги, расположенная на конце со стороны, противоположной мундштуку, когда ободковая бумага обернута.
5. Способ по любому из пп. 1-4, в котором на этапе A предусматривают участок без адгезива в области ободковой бумаги, предназначенной для обертывания охлаждающего сегмента или сегмента фильтра.
6. Способ по любому из пп. 1-5, в котором композитный сегмент на этапе B представляет собой композитный сегмент двойной длины, приготовленный путем размещения пары композитных сегментов таким образом, чтобы торцевые поверхности сегментов фильтра входили в контакт друг с другом.
7. Способ по п. 6, в котором предусматривают участок без адгезива рядом с областью для обертывания контактной части между торцевыми поверхностями сегментов фильтра.
8. Способ по п. 5, дополнительно включающий выполнение отверстия в участке без адгезива.
9. Способ по п. 5 или 8, дополнительно включающий выполнение печати на участке без адгезива.
10. Способ по любому из пп. 1-9, в котором элемент L имеет диаметр, превышающий диаметр элемента H.
11. Способ по п. 10, в котором элемент L имеет диаметр на 0,05-0,15 мм больше, чем диаметр элемента H.
12. Способ по п. 10, в котором элемент L имеет диаметр на 0,5-2,5% больше, чем диаметр элемента H.
13. Курительное изделие, содержащее в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент, контактирующий с табачным стержнем, сегмент фильтра и ободковую бумагу для обертывания табачного стержня, охлаждающего сегмента и сегмента фильтра, и содержащее элемент L с низкой жесткостью, примыкающий к элементу H с высокой жесткостью, при этом
ободковая бумага имеет каждый участок с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания; и
ободковая бумага включает в себя участок с высокой адгезионной массой в области для обертывания элемента L.
14. Курительное изделие по п. 13, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза превышает адгезионную массу на участке с низкой адгезионной массой.
15. Курительное изделие по п. 13 или 14, в котором ободковая бумага имеет участок без адгезива в области для обертывания охлаждающего сегмента.
16. Курительное изделие по любому из пп. 13-15, в котором ободковая бумага имеет участок без адгезива в области для обертывания сегмента фильтра.
17. Способ по любому из пп. 1-12, в котором элемент L представляет собой охлаждающий сегмент.
18. Способ по любому из пп. 1-12 и 17, в котором элемент H является сегментом фильтра.
19. Способ изготовления курительного изделия, содержащего в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра, включающий
(A’) этап нанесения адгезива на любую поверхность ободковой бумаги для образования каждого участка с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания, при этом
участок с высокой адгезионной массой выполняют в области для обертывания табачного стержня; и
(B’) этап приготовления композитного сегмента, который включает в себя, по меньшей мере, табачный стержень, охлаждающий сегмент и сегмент фильтра, и обертывания композитного сегмента ободковой бумагой.
20. Способ по п. 19, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
21. Способ по п. 19 или 20, в котором на этапе A’ участок с высокой адгезионной массой выполняют в области, проходящей в продольном направлении от контактной поверхности между табачным стержнем и элементом, соседним с табачным стержнем, до положения 20-40% табачного стержня.
22. Способ по любому из пп. 19-21, в котором
курительное изделие имеет табачный стержень на переднем конце; и
на этапе A’ предусматривают участок без адгезива на переднем конце ободковой бумаги, который определяется как область ободковой бумаги, расположенная поверх конца табачного стержня, когда ободковая бумага обернута вокруг композитного сегмента.
23. Способ по любому из пп. 19-22, в котором на этапе A’ предусматривают участок без адгезива в области для обертывания охлаждающего сегмента.
24. Способ по любому из пп. 19-23, в котором композитный сегмент на этапе B’ представляет собой композитный сегмент двойной длины, приготовленный путем размещения пары композитных сегментов таким образом, чтобы торцевые поверхности сегментов фильтра входили в контакт друг с другом.
25. Способ по п. 24, в котором предусматривают участок без адгезива рядом с областью в ободковой бумаге для обертывания контактной части между торцевыми поверхностями сегментов фильтра.
26. Способ по п. 23, дополнительно включающий выполнение отверстия в участке без адгезива.
27. Способ по п. 23 или 26, дополнительно включающий выполнение печати на участке без адгезива.
28. Способ по любому из пп. 19-27, в котором табачный стержень имеет диаметр, превышающий диаметр соседнего элемента.
29. Способ по п. 28, в котором табачный стержень имеет диаметр на 0,05-0,15 мм больше, чем диаметр соседнего элемента.
30. Способ по п. 28, в котором табачный стержень имеет диаметр на 0,5-2,5% больше, чем диаметр соседнего сегмента.
31. Способ по любому из пп. 19-30, в котором элемент, соседний с табачным стержнем, имеет жесткость, превышающую жесткость табачного стержня.
32. Способ по любому из пп. 19-31, в котором элемент, соседний с табачным стержнем, является охлаждающим сегментом или опорным сегментом.
33. Курительное изделие, содержащее в качестве элементов, по меньшей мере, табачный стержень, охлаждающий сегмент, сегмент фильтра и ободковую бумагу для обертывания табачного стержня, охлаждающего сегмента и сегмента фильтра, при этом
ободковая бумага имеет каждый участок с высокой адгезионной массой и низкой адгезионной массой на единицу площади после затвердевания; и
ободковая бумага включает в себя участок с высокой адгезионной массой в области, предназначенной для обертывания табачного стержня.
34. Курительное изделие по п. 33, в котором адгезионная масса на участке с высокой адгезионной массой в 1,5-3 раза больше адгезионной массы на участке с низкой адгезионной массой.
35. Курительное изделие по п. 33 или 34, в котором ободковая бумага имеет участок без адгезива в области для обертывания охлаждающего сегмента.
36. Курительное изделие по любому из пп. 33-35, в котором ободковая бумага имеет участок без адгезива в области для обертывания сегмента фильтра.
37. Курительное изделие по любому из пп. 33-36, в котором элемент, соседний с табачным стержнем, представляет собой охлаждающий сегмент или опорный сегмент.
| JP 2018522551 A, 16.08.2018 | |||
| WO 2017042298 A1, 16.03.2017 | |||
| WO 2017104079 A1, 22.06.2017 | |||
| JP 2017501676 A, 19.01.2017 | |||
| КУРИТЕЛЬНОЕ ИЗДЕЛИЕ | 2015 |
|
RU2649272C1 |

