ОБЛАСТЬ ТЕХНИКИ
[1] Это изобретение относится к пакетам однокромочного формата и перерабатываемым высоконепроницаемым пленочным структурам, используемым для производства пакетов. Герметично уплотненные однокромочные пакеты обеспечивают защиту продукта, функциональную возможность легкого открытия и превосходную долговечность.
УРОВЕНЬ ТЕХНИКИ
[2] Готовые заранее высоконепроницаемые однокромочные пакеты изготавливаются с использованием высокотехнологичных гибких структур. Гибкие структуры обычно имеют множество пленок, слоев и материалов для достижения необходимых характеристик для изготовления, заполнения и распределения пакетов. Пакеты часто предусматривают множество удобных элементов, таких как плоское дно, простая система открывания и система повторного закрывания. Разнообразные продукты питания или другие потребительские товары могут быть упакованы в однокромочные пакеты.
[3] Формат пакета позволяет пакету легко стоять в вертикальном положении с большими плоскими областями для размещения информации о продукте и маркетинговой графики. Формат пакета позволяет обеспечить большой объем заполнения текучим продуктом. Однако формат пакета также предусматривает требовательный процесс изготовления пакетов по причине наличия большого количества тройных точек в уплотнениях, где стыкуются три или более панели пакета. Требуются высокие температуры, чтобы подвести достаточно тепла в уплотняющий слой для обеспечения хорошего уплотнения шва в тройной точке. В результате, на внешней поверхности гибкой структуры обычно используются устойчивые к высоким температурам полимеры, например, ориентированный сложный полиэфир или ориентированный полиамид, а на внутренней поверхности гибкой структуры обычно используются низкотемпературные смягчающие полимеры, такие как сополимеры этилена. Такое сочетание полимерных материалов приводит к гибкой структуре и пакету, который не может быть переработан в потоке переработки однополимерных отходов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[4] В данном документе раскрыты герметично уплотненные однокромочные пакеты, сконструированные из перерабатываемой высоконепроницаемой упаковочной пленки. Упаковочная пленка разработана таким образом, что незаполненные пакеты могут быть произведены на стандартном оборудовании для изготовления пакетов, и пакеты могут быть наполнены и уплотнены на стандартном наполнительном оборудовании. При заполнении сухим продуктом герметично уплотненные пакеты имеют отличные прочность при падении, защиту продукции и предлагают функциональную возможность легкого открывания и закрывания.
[5] Варианты осуществления герметично уплотненного однокромочного пакета, имеют переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель, нижнюю панель, верхнее уплотнение, первое боковое уплотнение, второе боковое уплотнение и нижнее уплотнение. Первое боковое уплотнение имеет верхнюю часть, связывающую переднюю панель с задней панелью, часть в виде передней опоры, связывающую переднюю панель с первой боковой панелью, и часть в виде задней опоры, связывающую заднюю панель с первой боковой панелью. Аналогичным образом второе боковое уплотнение имеет верхнюю часть, связывающую переднюю панель с задней панелью, часть в виде передней опоры, связывающую переднюю панель со второй боковой панелью, и часть в виде задней опоры, связывающую заднюю панель со второй боковой панелью. В некоторых вариантах осуществления нижнее уплотнение связывает переднюю панель с задней панелью. В других вариантах осуществления однокромочный пакет дополнительно содержит нижнюю панель, и нижнее уплотнение имеет переднюю часть, связывающую переднюю панель с нижней панелью, заднюю часть, связывающую заднюю панель с нижней панелью, первую боковую часть, связывающую первую боковую панель с нижней панелью, и вторую боковую часть, связывающую вторую боковую панель с нижней панелью.
[6] В некоторых вариантах осуществления однокромочного пакета каждая из передней панели, задней панели, первой боковой панели, второй боковой панели и нижней панели (если присутствует) выполнена из перерабатываемой высоконепроницаемой упаковочной пленки, содержащей внешнюю пленку на основе полиэтилена, ориентированную в машинном направлении, и внутреннюю пленку на основе полиэтилена. Внешняя пленка на основе полиэтилена может иметь секущий модуль упругости в поперечном направлении и секущий модуль упругости в машинном направлении, каждый от 1000 до 1800 Н/мм2. В идеале, перерабатываемая высоконепроницаемая упаковочная пленка содержит сополимер этиленвинилового спирта, не превышающий 5% по весу от общего состава.
[7] Однокромочный пакет может содержать клеевой слой, соединяющий внешнюю пленку с внутренней пленкой.
[8] Перерабатываемая высоконепроницаемая упаковочная пленка может дополнительно содержать термостойкий надпечатный лак, расположенный на открытой поверхности внешней пленки.
[9] В некоторых вариантах осуществления однокромочного пакета внутренняя пленка перерабатываемой высоконепроницаемой упаковочной пленки может иметь первый наружный слой, содержащий уплотнительную поверхность, второй наружный слой и первый внутренний слой, при этом первый внутренний слой внутренней пленки содержит сополимер этиленвинилового спирта. Внутренняя пленка может дополнительно содержать белый пигмент, расположенный во втором внутреннем слое, при этом второй внутренний слой внутренней пленки расположен между первым внутренним слоем внутренней пленки и внешней пленкой. Если внутренняя пленка содержит белый пигмент, то внутренняя пленка предпочтительно имеет диффузную оптическую плотность от 0,30 до 0,50 единиц. Уплотнительная поверхность внутренней пленки предпочтительно имеет динамический COF выше 0,35, измеренный в соответствии с ASTM 1894.
[10] Герметично уплотненный однокромочный пакет может быть изготовлен из перерабатываемой высоконепроницаемой упаковочной пленки, содержащей внешнюю пленку, состоящую из одного или нескольких полимеров на основе полиэтилена. В некоторых вариантах осуществления внешняя пленка имеет плотность от 0,93 г/см3 до 0,95 г/см3. В некоторых вариантах осуществления внешняя пленка имеет удлинение при разрыве в поперечном направлении превышающее 500%, измеренное в соответствии с ASTM D882. В некоторых вариантах осуществления внешняя пленка имеет свободную усадку в машинном направлении меньше 5% после нагрева неограниченного образца в печи при 100°C в течение 15 минут. В некоторых вариантах осуществления внешняя пленка имеет свободную усадку в машинном направлении меньше 3% после нагрева неограниченного образца в печи при 100°C в течение 15 минут.
[11] Герметично уплотненный однокромочный пакет может иметь общий состав, содержащий от 90% до 99% полимера на основе полиэтилена по весу. Некоторые варианты осуществления герметично уплотненного однокромочного пакета дополнительно предусматривают застежку на молнии, линию ослабления на передней панели, проходящую между верхней частью первого бокового уплотнения и верхней частью второго бокового уплотнения, и/или разрывной вырез, имеющий незакругленную внутреннюю форму, при этом разрывной вырез примыкает к линии ослабления. Пакет может иметь вторую линию ослабления на задней панели, проходящую между верхней частью первого бокового уплотнения и верхней частью второго бокового уплотнения.
[12] Герметично уплотненный однокромочный пакет может иметь продукт внутри пакета, и продукт может быть сухим продуктом в виде частиц. Вес продукта может составлять от 300 г до 10 кг.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[13] Изобретение может быть более полно понято при рассмотрении следующего подробного описания различных вариантов осуществления изобретения в связи с сопроводительными графическими материалами, на которых:
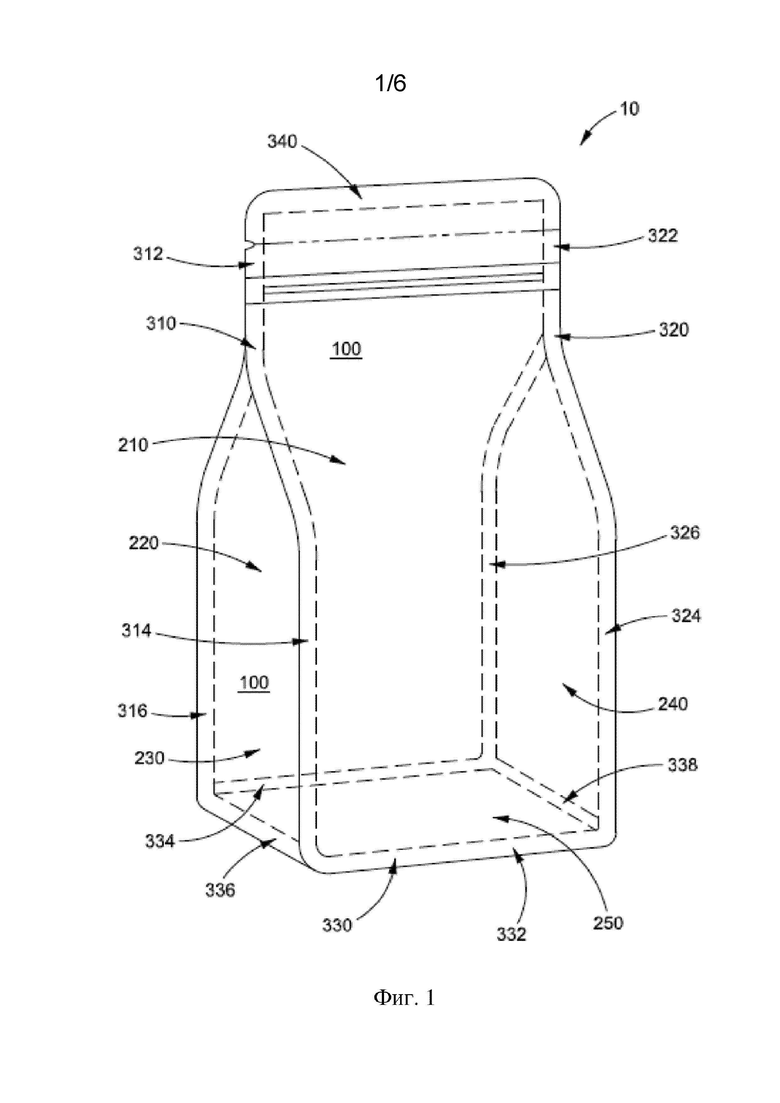
[14] на фиг.1 показан схематический вид варианта осуществления герметично уплотненного однокромочного пакета;
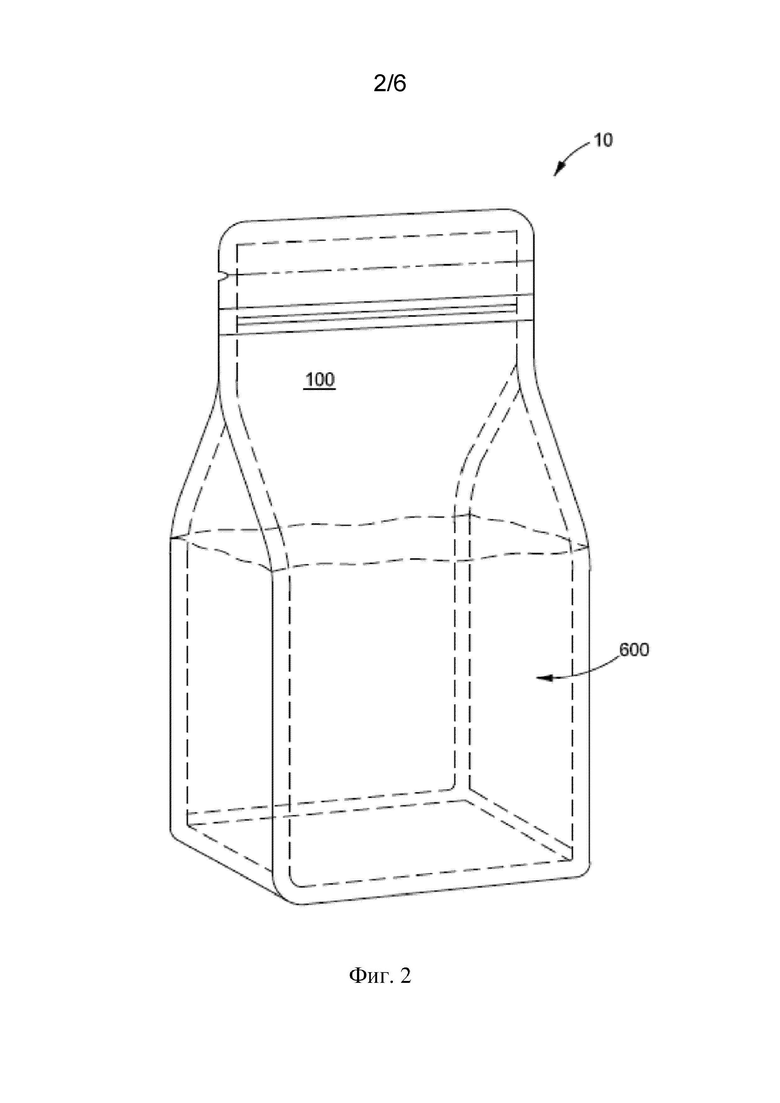
[15] на фиг.2 показан схематический вид варианта осуществления герметично уплотненного однокромочного пакета;
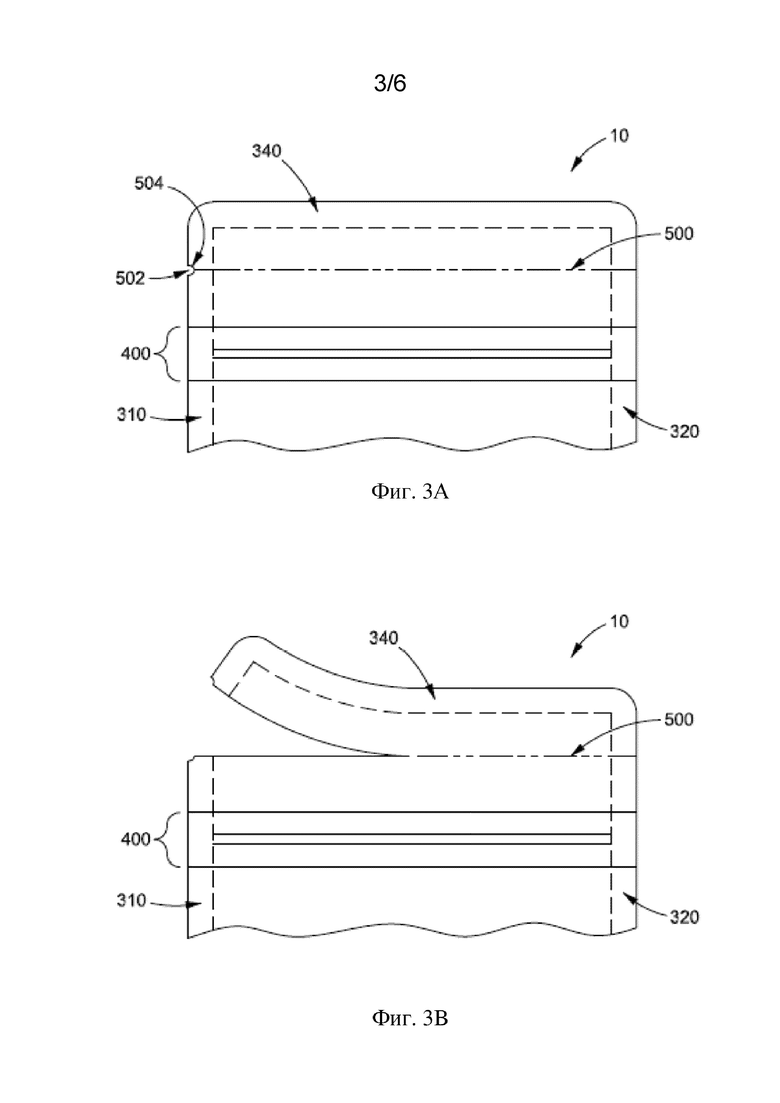
[16] на фиг.3a показан схематический вид верхней части варианта осуществления герметично уплотненного однокромочного пакета;
[17] на фиг.3b показан схематический вид верхней части варианта осуществления герметично уплотненного однокромочного пакета, который был частично открыт;
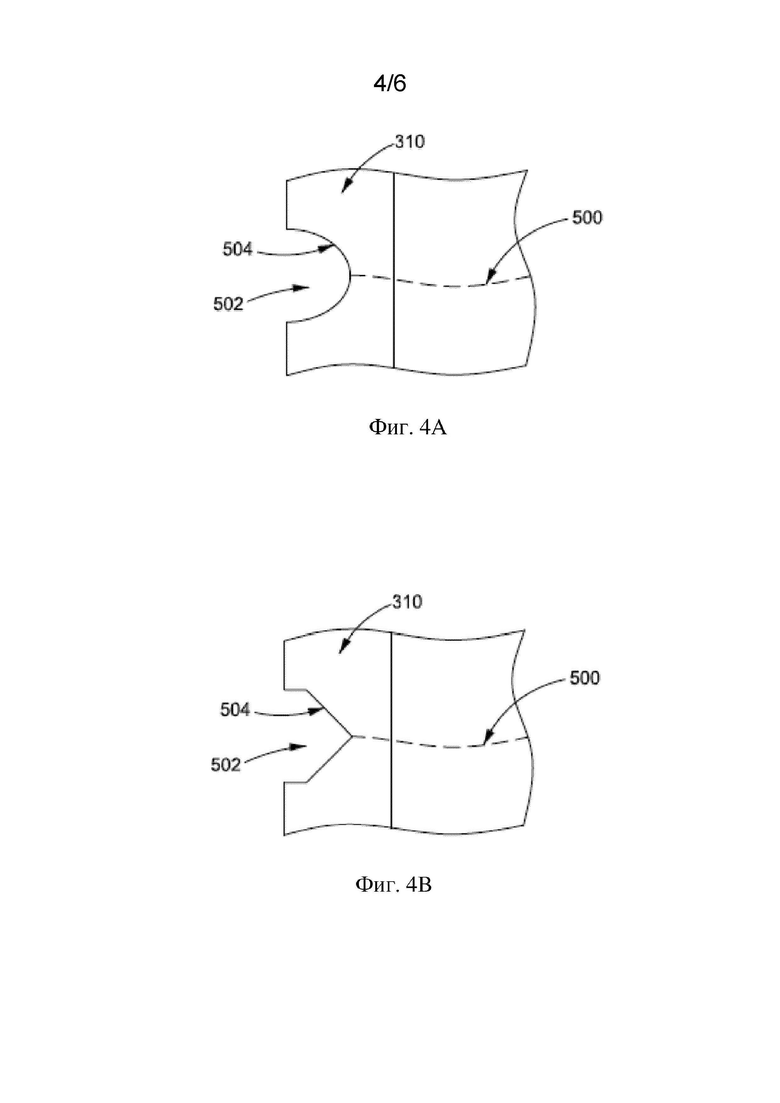
[18] на фиг.4a показан схематический вид детали с разрывным вырезом в варианте осуществления герметично уплотненного однокромочного пакета;
[19] на фиг.4b показан схематический вид детали с разрывным вырезом в варианте осуществления герметично уплотненного однокромочного пакета;
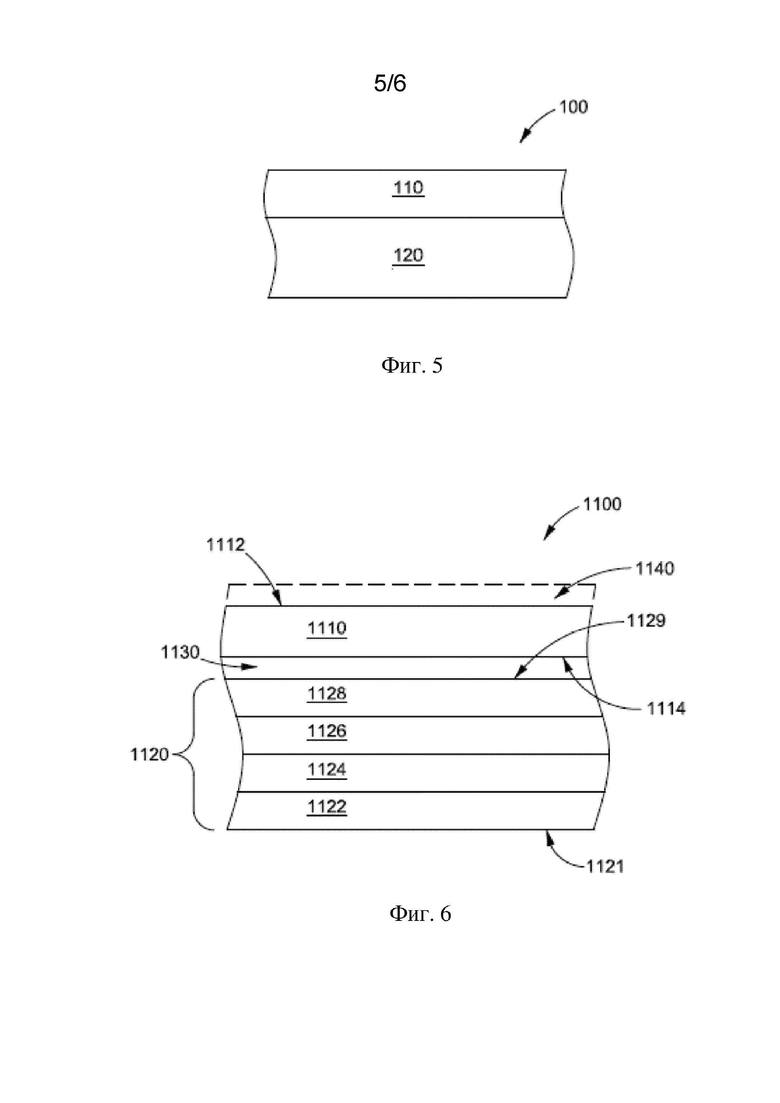
[20] на фиг.5 показан вид в поперечном сечении варианта осуществления перерабатываемой высоконепроницаемой упаковочной пленки; и
[21] на фиг.6 показан вид в поперечном сечении варианта осуществления перерабатываемой высоконепроницаемой упаковочной пленки.
[22] На графических материалах показаны некоторые, но не все варианты осуществления. Элементы, изображенные на графических материалах, являются иллюстративными и не обязательно соответствуют масштабу, и одинаковые (или подобные) ссылочные номера обозначают одинаковые (или подобные) элементы на всех графических материалах.
ПОДРОБНОЕ ОПИСАНИЕ
[23] Введение
[24] Однокромочные пакеты используются для упаковки сухих продуктов, которые требуют значительной защиты от воздействия окружающей среды. Однокромочные пакеты изготавливаются из высоконепроницаемых упаковочных пленок, которые могут быть герметично уплотнены. Таким образом, после заполнения и уплотнения, эффективно предотвращается попадание газов и влаги из окружающей среды в пакет и их негативное воздействие на упакованный в него продукт. В прошлом высоконепроницаемые упаковочные пленки содержали полимерные материалы нескольких различных типов (например, комбинации сложного полиэфира, полиамида и полиолефина) для достижения критических свойств герметично уплотненного однокромочного пакета. Желательно разработать высоконепроницаемую упаковочную пленку с ограниченным количеством типов материалов, перенося как можно большую часть структуры на полимер одного типа. Таким образом, однокромочный пакет, изготовленный из высоконепроницаемой упаковочной пленки, может рассматриваться как перерабатываемый.
[25] Основное внимание в описанных в данном документе однокромочных пакетах уделяется тому, чтобы позволить потребителям легко перерабатывать пакет в потоке переработки полиэтилена или полиолефина, сохраняя при этом его высокие эксплуатационные характеристики, включая герметичные уплотнения и отличную прочность, и долговечность.
[26] Однокромочные пакеты, описанные в данном документе, содержат высокие уровни полимеров на основе полиэтилена, превышающие 90% или даже 95% по весу. Высоконепроницаемая упаковочная пленка, используемая для производства однокромочных пакетов, содержит высокие уровни полимеров на основе полиэтилена, превышающие 90% или даже 95% по весу. Любые дополнительные компоненты однокромочных пакетов, такие как молнии, также могут содержать высокие уровни полимеров на основе полиэтилена.
[27] Существует множество конкурирующих характеристик высоконепроницаемой упаковочной пленки, предназначенной для использования для герметично уплотненных однокромочных пакетов. Во-первых, пленка должна иметь хорошую термостойкость, чтобы пленка не портилась и не повреждалась иным образом при интенсивном процессе изготовления пакетов. Во-вторых, пленка должна обеспечивать тепловые уплотнения, которые могут уплотнять швы области уплотнения с тройной точкой и при этом сохранять прочность после создания уплотнения. В-третьих, пленка должна иметь хорошую целостность, чтобы выдерживать падения и другие воздействия после заполнения и уплотнения. Более подробно эти проблемы будут дополнительно описаны ниже. Неожиданно и преимущественно было обнаружено, что высоконепроницаемая упаковочная пленка, произведенная из полимеров на основе полиэтилена с высоким процентным содержанием полиэтилена, разработанная в соответствии с описанными в данном документе характеристиками, способна обеспечить баланс между каждой из этих характеристик и может быть использована для производства высокоэффективных герметично уплотненных однокромочных пакетов. Это открытие делает пакеты пригодными для использования при упаковке чувствительных продуктов и перерабатываемыми при желании.
[28] Однокромочный пакет
[29] Вариант осуществления однокромочного пакета 10, как описано в данном документе, может иметь конструктивные элементы, как показано на фиг.1. Пакет имеет переднюю панель 210, заднюю панель 220, первую боковую панель 230, вторую боковую панель 240 и нижнюю панель 250. Каждая из панелей сконструирована из перерабатываемой высоконепроницаемой упаковочной пленки. Панели могут быть сконструированы из одной и той же перерабатываемой высоконепроницаемой упаковочной пленки (т.е. все панели идентичны), или панели могут быть сконструированы из различной перерабатываемой высоконепроницаемой упаковочной пленки (т.е. панели сконструированы из более чем одной перерабатываемой высоконепроницаемой упаковочной пленки).
[30] Панели однокромочного пакета 10 соединены посредством уплотнений. Как используется в данном документе, уплотнения между панелями являются тепловыми уплотнениями, полученными в результате воздействия тепла и давления, как известно в данной области техники. Передняя панель 210 и задняя панель 220 соединены на верхней части пакета или рядом с ней посредством верхнего уплотнения 340. Передняя панель 210 и задняя панель 220 также соединены посредством верхней части 312 первого бокового уплотнения 310 и верхней части 322 второго бокового уплотнения 320. Первое боковое уплотнение 310 и второе боковое уплотнение 320 проходят от верхней части к нижней части пакета 10. Первое боковое уплотнение 310 дополнительно содержит часть 314 в виде передней опоры, соединяющую переднюю панель 210 с первой боковой панелью 230, и часть 316 в виде задней опоры, соединяющую заднюю панель 220 с первой боковой панелью 230. Таким образом, первая боковая панель 230 имеет складчатое образование, заканчивающееся в тройной точке первого бокового уплотнения 310, где встречаются первая боковая панель 230, передняя панель 210 и задняя панель 220. Аналогично, второе боковое уплотнение 320 дополнительно содержит часть 324 в виде передней опоры, соединяющую переднюю панель 210 со второй боковой панелью 240, и часть 326 в виде задней опоры, соединяющую заднюю панель 220 со второй боковой панелью 240. Вторая боковая панель 230 имеет складчатое образование, заканчивающееся в тройной точке второго бокового уплотнения 320, где встречаются вторая боковая панель 240, передняя панель 210 и задняя панель 220. Для завершения устойчивого пакета нижняя панель 250 соединена посредством нижнего уплотнения 330. Нижнее уплотнение 330 имеет переднюю часть, 332, соединяющую переднюю панель 210 с нижней панелью 250, заднюю часть 334, соединяющий заднюю панель 220 с нижней панелью 250, первую боковую часть 336, соединяющую первую боковую панель 230 с нижней панелью 250 и вторую боковую часть 338, соединяющую вторую боковую панель 240 с нижней панелью 250. Каждая часть нижнего уплотнения оканчивается в тройной точке нижнего уплотнения (т.е. четыре тройных точки, по одной на каждом углу нижней панели), там, где встречаются три панели.
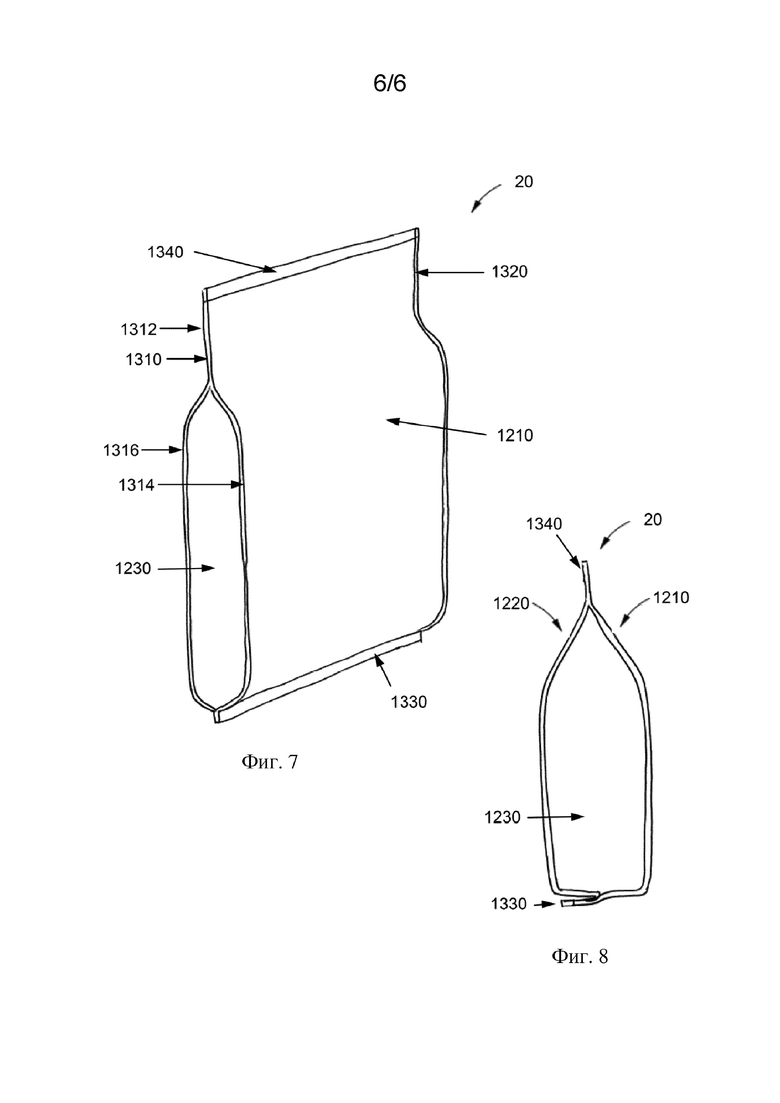
[31] Другой вариант осуществления однокромочного пакета 20, как описано в данном документе, может иметь конструктивные элементы, как показано на фиг.7 и 8. Пакет имеет переднюю панель 1210, заднюю панель 1220, первую боковую панель 1230 и вторую боковую панель (не показана). Каждая из панелей сконструирована из перерабатываемой высоконепроницаемой упаковочной пленки. Панели могут быть сконструированы из одной и той же перерабатываемой высоконепроницаемой упаковочной пленки (т.е. все панели идентичны), или панели могут быть сконструированы из различной перерабатываемой высоконепроницаемой упаковочной пленки (т.е. панели сконструированы из более чем одной перерабатываемой высоконепроницаемой упаковочной пленки).
[32] Панели однокромочного пакета 20 соединены посредством уплотнений. Как используется в данном документе, уплотнения между панелями являются тепловыми уплотнениями, полученными в результате воздействия тепла и давления, как известно в данной области техники. Передняя панель 1210 и задняя панель 1220 соединены на верхней части пакета или рядом с ней посредством верхнего уплотнения 1340. Передняя панель 1210 и задняя панель 1220 также соединены посредством верхней части 1312 первого бокового уплотнения 1310 и верхней части (не показана) второго бокового уплотнения 1320. Первое боковое уплотнение 1310 и второе боковое уплотнение 1320 проходят от верхней части к нижней части пакета 20. Первое боковое уплотнение 1310 дополнительно содержит часть 1314 в виде передней опоры, соединяющую переднюю панель 1210 с первой боковой панелью 1230, и часть 1316 в виде задней опоры, соединяющую заднюю панель 1220 с первой боковой панелью 1230. Таким образом, первая боковая панель 1230 имеет складчатое образование, заканчивающееся в тройной точке первого бокового уплотнения 1310, где встречаются первая боковая панель 1230, передняя панель 1210 и задняя панель 1220. Аналогично, второе боковое уплотнение 1320 дополнительно содержит часть в виде передней опоры (не показана), соединяющую переднюю панель 1210 со второй боковой панелью (не показана), и часть в виде задней опоры (не показана), соединяющую заднюю панель 1220 со второй боковой панелью (не показана). Вторая боковая панель имеет складчатое образование, заканчивающаяся в тройной точке второго бокового уплотнения 1320, где встречаются вторая боковая панель, передняя панель 1210 и задняя панель 1220. Для завершения устойчивого пакета передняя панель 1210 соединена с задней панелью 1220 посредством нижнего уплотнения 1330.
[33] Однокромочные пакеты, как описано в данном документе, могут быть использованы для упаковки различных продуктов, особенно тех, которые чувствительны к влаге, кислороду и/или другим газам. Пакеты могут быть заполнены и герметично уплотнены. Герметично уплотненный однокромочный пакет, как описано в данном документе, не имеет утечек в уплотнениях, даже в областях тройной точки тепловых уплотнений. Другими словами, однокромочные пакеты воздухонепроницаемы. Перерабатываемая высоконепроницаемая упаковочная пленка имеет достаточную однородность, и тепловые уплотнения образованы так, что упакованный продукт эффективно изолирован и защищен от внешней для пакета окружающей среды.
[34] Однокромочные пакеты, описанные в данном документе, пригодны для упаковывания широкого спектра продуктов. Как показано на фиг.2, герметично уплотненный однокромочный пакет 10, сконструированный из панелей перерабатываемой высоконепроницаемой упаковочной пленки 100 (будет дополнительно описан в данном документе), содержит продукт 600 во внутреннем пространстве. Продукты могут быть полувлажными или сухими продуктами в виде частиц, которые могут быть чувствительны к деградации под воздействием влаги и/или кислорода. Примеры продуктов, которые могут быть упакованы в герметично уплотненных однокромочных пакетах, включают гранулированный корм для домашних животных, сухой молочный порошок, протеиновый порошок, сухую смесь для напитков, какао, рис или другие зерновые. Пакеты могут иметь самые разные размеры (например, высоту, ширину, глубину), но обычно они способны легко стоять вертикально, когда заполнены продуктом, и часто имеют высоту, которая больше ширины. Пакеты могут быть достаточного размера, чтобы они могли вмещать продукт, имеющий вес от приблизительно 300 граммов до приблизительно 10 килограммов.
[35] Однокромочные пакеты обычно готовы заранее, это означает, что они производятся на оборудовании, предназначенном для изготовления пакетов, в отдельном процессе от заполнения и окончательного уплотнения устойчивого пакета. Для изготовления пакетов используются один или несколько рулонов перерабатываемой высоконепроницаемой упаковочной пленки c механическим формированием и тепловым уплотнением панели. Во время производства готовых заранее пакетов могут быть добавлены дополнительные элементы, например, молнии и разрывные вырезы.
[36] Готовые заранее однокромочные пакеты заполняются и уплотняются на линиях наполнения, как известно в данной области техники. Пакет механически открывается, измеренное количество продукта загружается во внутреннее пространство пакета, и финальное уплотнение (верхнее уплотнение 340) завершается, герметически уплотняя продукт внутри однокромочного пакета.
[37] Однокромочный пакет может быть произведен с дополнительными элементами и/или компонентами. Эти элементы и/или компоненты, такие как линии разрыва, разрывные вырезы и молнии, могут способствовать легкому открытию пакета и повторному закрытию пакета после первоначального открытия, как показано на фиг.3a и 3b. На фиг.3a и 3b показаны схематические виды верхней части варианта осуществления герметично уплотненного однокромочного пакета 10. Как показано, молния 400 может быть предусмотрена, распространяясь от первого бокового уплотнения 310 ко второму боковому уплотнению 320. При изготовлении сумки молния содержится в каждом из боковых уплотнений и, как правило, прикреплена как к передней, так и к задней панелям по всей ширине сумки. Молния 400 может быть открыта вручную и нажата для повторного уплотнения, как это часто бывает в возможных упаковках этих стилей. Выбор компонента молнии должен осуществляться таким образом, чтобы состав молнии или на 100%, или почти на 100% состоял из полимера на основе полиэтилена, что не снижает пригодность к переработке пакета. При выборе молнии следует принимать во внимание, что вокруг молнии необходимо создать герметичное уплотнение.
[38] Варианты осуществления, показанные на фиг.3a и 3b, также иллюстрируют линию ослабления 500 и разрывной вырез 502. В различных вариантах осуществления линии ослабления и разрывные вырезы могут использоваться вместе или независимо. Линия ослабления 500 и/или разрывной вырез 502 присутствуют для обеспечения возможности ручного открытия пакета без использования инструмента, например, ножниц. Как показано на фиг.3b, верхнее уплотнение 340 пакета может быть оторвано от остальной части пакета в месте разрывного выреза 502 или линии ослабления 500, при этом нарушается герметичность пакета и обеспечивается возможность доступа к содержимому пакета.
[39] Линия ослабления 500 может присутствовать как на передней панели, так и на задней панели однокромочного пакета. В некоторых вариантах осуществления линия ослабления образована механически. В других вариантах осуществления линия ослабления образована нанесением лазером (т.е. нанесенная лазером линия ослабления). Линия ослабления может быть или непрерывной, проходящей от одного бокового края устойчивого пакета до другого бокового края устойчивого пакета, или может быть прерывистой. В некоторых вариантах осуществления присутствует множество линий ослабления в одной панели, идущих параллельно друг другу.
[40] Особенно преимущественный вариант осуществления однокромочного пакета предусматривает нанесенную лазером линию ослабления на передней панели и нанесенную лазером линию ослабления на задней панели. Каждая из нанесенных лазером линий ослабления проходит через переднюю или заднюю панель от первого бокового уплотнения 310 ко второму боковому уплотнению 320. Операция нанесения лазером, используемая для производства нанесенных линий ослабления, может быть применена со стороны уплотнительной поверхности панели (как будет описано далее). Такая ориентация нанесения линии ослабления оказывает существенное влияние на характеристики разрыва. Линия ослабления более эффективна, обеспечивает более легкий разрыв. Далее это будет рассмотрено в связи со структурой перерабатываемой высоконепроницаемой упаковочной пленки.
[41] Разрывной вырез 502 может присутствовать на одном или на обоих из первого бокового уплотнения 310 и второго бокового уплотнения 320. Разрывной вырез 502 должен примыкать к линии ослабления 500, если они оба присутствуют. В некоторых вариантах осуществления внутренняя форма разрывного выреза 504 является закругленной, пример которой показан на фиг.4a. В некоторых вариантах осуществления внутренняя форма разрывного выреза 504 является незакругленной, пример которой показан на фиг.4b.
[42] Как описано в данном документе «общий состав» однокромочного пакета относится ко всем компонентам, включая панели, молнию и любые другие дополнительные компоненты. Общий состав может предусматривать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав однокромочного пакета превышает 90% или превышает 95% материалов на основе полиэтилена по весу.
[43] Как используется в данном документе, термин «полимер на основе полиэтилена» относится к полимеру, который имеет этиленовые связи и поддерживает температуру перехода в стеклообразное состояние ниже 50°C. Полимер может быть гомополимером этилена или сополимером этилена и других мономеров. Примеры полимеров на основе полиэтилена включают, но без ограничения, полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLPDE), катализируемый металлоценом линейный полиэтилен низкой плотности (mLLDPE), сополимер этиленвинилацетата (EVA), циклические сополимеры олефинов (COC) и привитый малеиновым ангидридом полиэтилен (MAH-PE). Как используется в данном документе, «на основе полиэтилена» не включает сополимеры этиленвинилового спирта (EVOH), так как эти материалы рассматриваются отдельно.
[44] Как используется в данном документе, термин «на основе полиэтилена» относится к изделию (т.е. пакету, пленке, слою и т.д.), которое содержит высокие уровни полимеров на основе полиэтилена. В некоторых случаях изделие на основе полиэтилена имеет по меньшей мере 50% полимеров на основе полиэтилена по весу. Или изделие на основе полиэтилена может иметь по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80%, по меньшей мере 90% или по меньшей мере 95% полимеров на основе полиэтилена по весу. В некоторых случаях изделие на основе полиэтилена состоит из полимеров на основе полиэтилена.
[45] Перерабатываемая высоконепроницаемая упаковочная пленка, используемая для панели однокромочного пакета, содержит сополимер этиленвинилового спирта для улучшения газонепроницаемых свойств, что будет рассмотрено далее. Сополимер этиленвинилового спирта не рассматривается как полимер на основе полиэтилена, как описано в данном документе, поскольку это может привести к проблемам в потоке переработки полиэтилена или полиолефина. Общий состав однокромочного пакета содержит менее чем 5%, менее чем 4% или менее чем 3% сополимера этиленвинилового спирта по весу. Некоторые варианты осуществления однокромочного пакета имеют общий состав, предусматривающий от 1% до 5% сополимера этиленвинилового спирта по весу.
[46] Герметично уплотненные однокромочные пакеты, описанные в данном документе, имеют явное и удивительное преимущество, заключающееся в возможности переработки в потоке переработки полиэтилена или полиолефина. Это преимущество достигается при сохранении достаточно герметичной упаковки, имеющей превосходную долговечность, отличную прочность при падении и легкое открытие.
[47] Перерабатываемая высоконепроницаемая упаковочная пленка
[48] Однокромочные пакеты, описанные в данном документе, имеют панели, образованные из перерабатываемой высоконепроницаемой упаковочной пленки. Как используется в данном документе, термин «перерабатываемый» предназначен для отражения того, что материал может быть легко переработан в процессе переработки, который принимает «полностью полиэтиленовые» изделия или «полностью полиолефиновые» изделия. Обычно эти процессы переработки могут допускать низкие уровни некоторых загрязняющих материалов. Таким образом, как используется в данном документе, перерабатываемый относится к упаковочной пленке, имеющей очень высокие уровни полиэтилена и низкие уровни приемлемых загрязнений. Общий состав, определенный по весу материалов, определяет возможность переработки упаковочной пленки. Как описано в данном документе «общий состав» перерабатываемой высоконепроницаемой упаковочной пленки относится ко всем материалам, входящим в нее. Общий состав упаковочной пленка может содержать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав перерабатываемой высоконепроницаемой упаковочной пленки предусматривает более 90% или более 95% материалов на основе полиэтилена по весу.
[49] Перерабатываемая высоконепроницаемая упаковочная пленка может иметь кислородопроницаемость меньше 1,0 см3/м2 в сутки или от 0,1 см3/м2 в сутки до 1,5 см3/м2 в сутки, или от 0,5 см3/м2 в сутки до 1,0 см3/м2 в сутки при измерении при температуре 23 °C и относительной влажности 50% с использованием ASTM F1927. Перерабатываемая высоконепроницаемая упаковочная пленка может иметь кислородопроницаемость меньше 2,0 см3/м2 в сутки или от 0,5 см3/м2 в сутки до 5,0 см3/м2 в сутки, или от 1,0 см3/м2 в сутки до 2,0 см3/м2 в сутки при измерении при температуре 23°C и относительной влажности 70% с использованием ASTM F1927. Перерабатываемая высоконепроницаемая упаковочная пленка может иметь влагопроницаемость меньше 1,0 г/м2 в сутки или от 0,1 г/м2 в сутки до 1,0 г/м2 в сутки, или от 0,3 г/м2 в сутки до 1,0 г/м2 в сутки при измерении при температуре 23 °C с использованием ASTM F1249. Перерабатываемая высоконепроницаемая упаковочная пленка может иметь влагопроницаемость меньше 5,0 г/м2 в сутки или от 1,0 г/м2 в сутки до 5,0 г/м2 в сутки, или от 1,5 г/м2 в сутки до 4,0 г/м2 в сутки при измерении при температуре 38 °C с использованием ASTM F1249.
[50] Как упомянуто ранее, перерабатываемая высоконепроницаемая упаковочная пленка содержит сополимер этиленвинилового спирта, обычно называемый EVOH, для уменьшения пропускания газов. EVOH иначе называется омыленным или гидролизованным сополимером этиленвинилацетата и относится к сополимерам винилового спирта, имеющим этиленовый сомономер. EVOH получают гидролизом (или омылением) сополимера этиленвинилацетата. Степень гидролиза предпочтительно составляет приблизительно от 50 до 100 молярных процентов, более предпочтительно приблизительно от 85 до 100 молярных процентов и наиболее предпочтительно по меньшей мере 97%. Хорошо известно, что для создания высокоэффективного кислородного барьера гидролиз-омыление должен быть практически полным, т.е. составлять по меньшей мере 97%. EVOH коммерчески доступен в виде смолы с различным процентным содержанием этилена. Предполагается, что при более высоком содержании этилена улучшается технологичность, однако газовая проницаемость, особенно в отношении кислорода, может стать нежелательно высокой для определенных применений упаковки, которые чувствительны к росту микроорганизмов в присутствии кислорода. И наоборот, при более низком содержании этилена газопроницаемость может быть ниже, но технологичность может быть более затруднительной. В некоторых вариантах осуществления сополимер этиленвинилового спирта, присутствующий в перерабатываемой высоконепроницаемой упаковочной пленке, содержит приблизительно от 27-48 молярных % этилена. EVOH может быть дополнительно оптимизирован путем смешивания, специальной сополимеризации или сшивки для увеличения термостойкости или улучшения других свойств. Общий состав перерабатываемой высоконепроницаемой пленки может содержать от 0,5% до 5% сополимера этиленвинилового спирта по весу. В некоторых вариантах осуществления общий состав перерабатываемой высоконепроницаемой пленки составляет менее 5% или менее чем 4% сополимера этиленвинилового спирта по весу.
[51] Как используется в данном документе, «слой» представляет собой однородный строительный блок пленок. Слои могут быть непрерывными или прерывистыми (т.е. узорчатыми) по длине и ширине пленки. Как используется в данном документе, термин «пленка» представляет собой однослойное или многослойное полотно, которое имеет незначительный размер в направлении z (толщину) по сравнению с размерами в направлениях x и y (длиной и шириной), не отличающееся от фрагмента бумаги. Обычно считается, что пленки имеют две основные поверхности, расположенные друг напротив друга, расширяющиеся в направлениях длины и ширины. Пленки могут быть выполнены из неограниченного числа пленок и/или слоев, причем пленки и/или слои могут быть соединены между собой с образованием композитного изделия, например панели.
[52] Как используется в данном документе, термин «внешний» используется для описания пленки, слоя или поверхности, которые находятся в таком положении, что они расположены в окружающей среде или вблизи нее, когда пленка используется с учетом применения упаковки. Как используется в данном документе, термин «внутренний» используется для описания пленки, слоя или поверхности, которые находятся в таком положении, что они расположены на упакованном продукте или рядом с ним, когда пленка используется с учетом применения упаковки. Как используется в данном документе, термин «внутренний» используется для описания пленки или слоя, которые не расположены на поверхности пленки, в которой они содержатся. Внутренний слой пленки прилегает к другому слою той же пленки с обеих сторон. Другими словами, слои пленки, которые находятся на поверхности этой пленки, не являются внутренними слоями.
[53] Вариант осуществления перерабатываемой высоконепроницаемой упаковочной пленки показан на фиг.5. В данном случае перерабатываемая высоконепроницаемая упаковочная пленка 100 имеет внешнюю пленку 110 на основе полиэтилена, ориентированную в машинном направлении. При использовании для образования герметично уплотненного однокромочного пакета внешняя пленка 110 расположена таким образом, что она находится в контакте с окружающей упаковку средой. Перерабатываемая высоконепроницаемая упаковочная пленка 100 имеет внутреннюю пленку 120 на основе полиэтилена. При использовании для образования герметично уплотненного однокромочного пакета внутренняя пленка 120 расположена таким образом, что она находится в контакте с внутренним пространством упаковки и/или продуктом в упаковке. Внешняя пленка 110 и внутренняя пленка 120 соединены друг с другом любым способом, известным специалистам в области техники преобразования упаковочной пленки.
[54] Другой вариант осуществления перерабатываемой высоконепроницаемой упаковочной пленки показан на фиг.6. В данном случае упаковочная пленка 1100 имеет внешнюю пленку 1110 и внутреннюю пленку 1120, соединенные друг с другом клеевым слоем 1130. Внешняя пленка имеет открытую поверхность 1112 и поверхность 1114 наслоения. Внутренняя пленка имеет первый наружный слой 1122, имеющий уплотнительную поверхность 1121, второй наружный слой 1128, имеющий поверхность 1129 наслоения. Внутренняя пленка имеет первый внутренний слой 1124 и второй внутренний слой 1126. Первый внутренний слой 1124 содержит сополимер этиленвинилового спирта, а второй внутренний слой 1126 содержит белый пигмент. Второй внутренний слой 1126 находится в относительно внешней позиции по сравнению с первым внутренним слоем 1124. Другими словами, второй внутренний слой 1126 находится между первым внутренним слоем 1124 внутренней пленки 1120 и внешней пленкой 1110. Перерабатываемая высоконепроницаемая упаковочная пленка 1100 также имеет термостойкий надпечатный лак 1140, расположенный на открытой поверхности 1112 внешней пленки 1110.
[55] Как используется в данном документе, термины «ориентированная в машинном направлении» и «MDO» указывают, что пленка была нагрета до температуры ниже температуры плавления материала и растянута по меньшей мере в 2 раза в машинном направлении. Обычно это достигается процессом MDO с использованием нагретых валков. Обычный процесс экструзии с раздувом пленки действительно приводит к некоторому растяжению пленки, но не настолько, чтобы считать ее ориентированной, как описано в данном документе. Ориентированная пленка после ориентации также может быть подвержена термической усадке (т.е. отжигу), что обеспечивает стабильность ее размеров при условиях повышенной температуры, которые могут возникнуть при преобразовании пленки (т.е. при печати или наслоении) или при использовании упаковочной пленки (т.е. при тепловом уплотнении). Пленка может быть произведена с использованием специальных полимеров и может быть ориентирована с использованием определенных условий, которые оптимизируют термостойкость пленки.
[56] Внешняя пленка перерабатываемой высоконепроницаемой упаковочной пленки изготовлена на основе полиэтилена. Внешняя пленка может состоять из одного или нескольких полимеров на основе полиэтилена. Внешняя пленка может предусматривать очень высокие уровни полимеров на основе полиэтилена, содержащих только малые количества технологических добавок, которые не основаны на полиэтилене (т.е. антиблокировочных, скользящих и т. д.). Общий состав внешней пленки может содержать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав внешней пленки предусматривает более 90% или более 95% материалов на основе полиэтилена по весу.
[57] Внешняя пленка может быть однослойной или многослойной и может быть произведена любым известным способом преобразования пленки.
[58] Внешняя пленка перерабатываемой высоконепроницаемой упаковочной пленки ориентирована в машинном направлении. Несмотря на то, что внешняя пленка ориентирована, желательно чтобы пленка имела свободную усадку в машинном направлении менее 5% или предпочтительно менее 3% после нагревания неограниченного образца пленки в печи при температуре 100°C. в течение 15 минут. Материалы с более высокой усадкой оказывают негативное влияние при использовании в производстве устойчивых пакетов, так как усадочная пленка в областях теплового уплотнения создает напряжение в области, прилегающей к неуплотненным областям (основной части панелей). Когда внешняя пленка перерабатываемой высоконепроницаемой упаковочной пленки имеет низкую усадку в условиях нагревания, в переходных областях между уплотнениями и неуплотненными областями панелей возникает значительно меньшее напряжение. Меньшее напряжение в этих областях приводит к меньшему количеству отказов во время испытаний на падение и другого грубого обращения.
[59] Внешняя пленка перерабатываемой высоконепроницаемой упаковочной пленки может иметь толщину от 10 микрон до 100 микрон, предпочтительно от 20 микрон до 50 микрон. Внешняя пленка может иметь плотность от 0,92 г/см3 до 0,98 г/см3, предпочтительно от 0,93 г/см3 до 0,95 г/см3.
[60] Внешняя пленка может иметь удлинение при разрыве в поперечном направлении превышающее 500% при испытании в соответствии с ASTM D882. Наличие удлинения при разрыве на этом уровне приводит к более прочному устойчивому пакету в целом, способному выдерживать серьезное воздействие, такое как испытание на падение.
[61] Необязательно открытая поверхность внешней пленки покрыта термостойкими надпечатными лаком или краской. Надпечатный лак может покрывать всю открытую поверхность внешней пленки или быть узорчатым. Предпочтительно, чтобы этот слой лака был прозрачным и очень тонким, практически не придавая дополнительной жесткости всей конструкции. Кроме того, на внешнюю пленку может быть нанесена печать как на одну, так и на обе поверхности, что обеспечивает графику для всей пленки и пакета.
[62] Внутренняя пленка перерабатываемой высоконепроницаемой упаковочной пленки изготовлена на основе полиэтилена. Внутренняя пленка является многослойной, может состоять из одного или нескольких полимеров на основе полиэтилена. Общий состав внутренней пленки может содержать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав внутренней пленки предусматривает более 90% или более 95% материалов на основе полиэтилена по весу. Общий состав внутренней пленки может содержать от 0,5% до 5% сополимера этиленвинилового спирта по весу. В некоторых вариантах осуществления общий состав внутренней пленки составляет менее чем 5% или менее чем 4% сополимера этиленвинилового спирта по весу.
[63] Как рассмотрено, внутренняя пленка может иметь первый наружный слой, который создает уплотнительную поверхность. Этот слой располагается ближе всего к внутренней стороне упаковки, когда перерабатываемая высоконепроницаемая упаковочная пленка преобразуется в однокромочный пакет. Первый наружный слой содержит полимеры на основе полиэтилена, которые могут достигать низких температур начала теплового уплотнения для легкого уплотнения и уплотнения шва тройных точек пакета. Кроме того, уплотнительная поверхность внутренней пленки должна иметь динамический COF выше 0,35, измеренный в соответствии с ASTM 1894.
[64] Как рассмотрено, внутренняя пленка может иметь первый внутренний слой, содержащий сополимер этиленвинилового спирта.
[65] Как рассмотрено, внутренняя пленка может иметь второй внутренний слой, содержащий белый пигмент. Белый концентрат придает пакету приятный внешний вид и уровень непрозрачности. Белый концентрат может придавать внутренней пленке диффузную оптическую плотность от 0,30 до 0,50 единиц при измерении с использованием денситометра по пропусканию.
[66] Как обсуждалось, внутренняя пленка может иметь второй наружный слой, который создает поверхность наслоения.
[67] Внутренняя пленка может содержать дополнительные слои. Внутренняя пленка должна иметь толщину от 25 микрон до 200 микрон, предпочтительно от 50 микрон до 150 микрон.
[68] Пример
[69] Перерабатываемая высоконепроницаемая пленка была произведена путем наслоения 25 микрон (плотность 0,94 г/см3) пленки на основе полиэтилена, ориентированной в машинном направлении, (внешней пленки) на полученную экструзией с раздувом пленку на основе полиэтилена толщиной 120 микрон (внутреннюю пленку) с использованием клея на основе полиуретана средней эффективности. Внешняя пленка имела измеренные в соответствии с ASTM D 882 секущий модуль упругости в машинном направлении приблизительно 1600 Н/мм2, секущий модуль упругости в поперечном направлении приблизительно 1100 Н/мм2 и удлинение при разрыве в поперечном направлении приблизительно 600%. Свободная усадка внешней пленки составила около 2,5% в машинном направлении при хранении без ограничений в печи при температуре 100°С в течение 15 минут. Внутренняя пленка на основе полиэтилена имела структуру: ламинирующий слой (т.е. второй наружный слой) / слой белого пигмента (т.е. второй внутренний слой) / стяжка/слой, содержащий EVOH (т.е. первый внутренний слой) / стяжка/уплотняющий слой (т.е. первый наружный слой), и диффузная оптическая плотность составляла 0,41. Толщина слоя, содержащего EVOH, составляла около 5 микрон. COF уплотнительной поверхности внутренней пленки составил 0,46 (уплотнительная поверхность к уплотнительной поверхности, статический) и 0,38 (уплотнительная поверхность к уплотнительной поверхности, динамический), как измерено в соответствии с ASTM 1894.
Перерабатываемая высоконепроницаемая упаковочная пленка была преобразована в однокромочный пакет, имеющий переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель и нижнюю панель, как описано в данном документе. Пакет также имел молнию, вставленную в верхнюю часть, а также нанесенную лазером линию ослабления и разрывной вырез треугольной формы. Пакет был заполнен 4 килограммами гранул смолы и закрыт с уплотнением, образуя воздухонепроницаемый пакет, без каких-либо утечек в любой из тройных точек или в областях молнии. Пакет был сброшен с высоты 1 метра три раза подряд, и не было зафиксировано ни одного случая разрушения пакета (разрыв пакета или утечка уплотнения). Пакет был легко открыт с разрывом по линии ослабления.
Изобретение относится к пакетам однокромочного формата и перерабатываемым высоконепроницаемым пленочным структурам, используемым для производства пакетов. Герметично уплотненный однокромочный пакет имеет переднюю панель (210), заднюю панель (220), первую боковую панель и вторую боковую панель, образованные из перерабатываемой высоконепроницаемой упаковочной пленки. Перерабатываемая высоконепроницаемая упаковочная пленка имеет внешнюю пленку (110) на основе полиэтилена, ориентированную в машинном направлении, и внутреннюю пленку (120) на основе полиэтилена. Внешняя пленка (110) имеет секущий модуль упругости в поперечном направлении и секущий модуль упругости в машинном направлении, каждый от 1000 до 1800 Н/мм2. Технический результат заключается в обеспечении защиты продукции при падении, а также легкости открывания и закрывания. 18 з.п. ф-лы, 10 ил.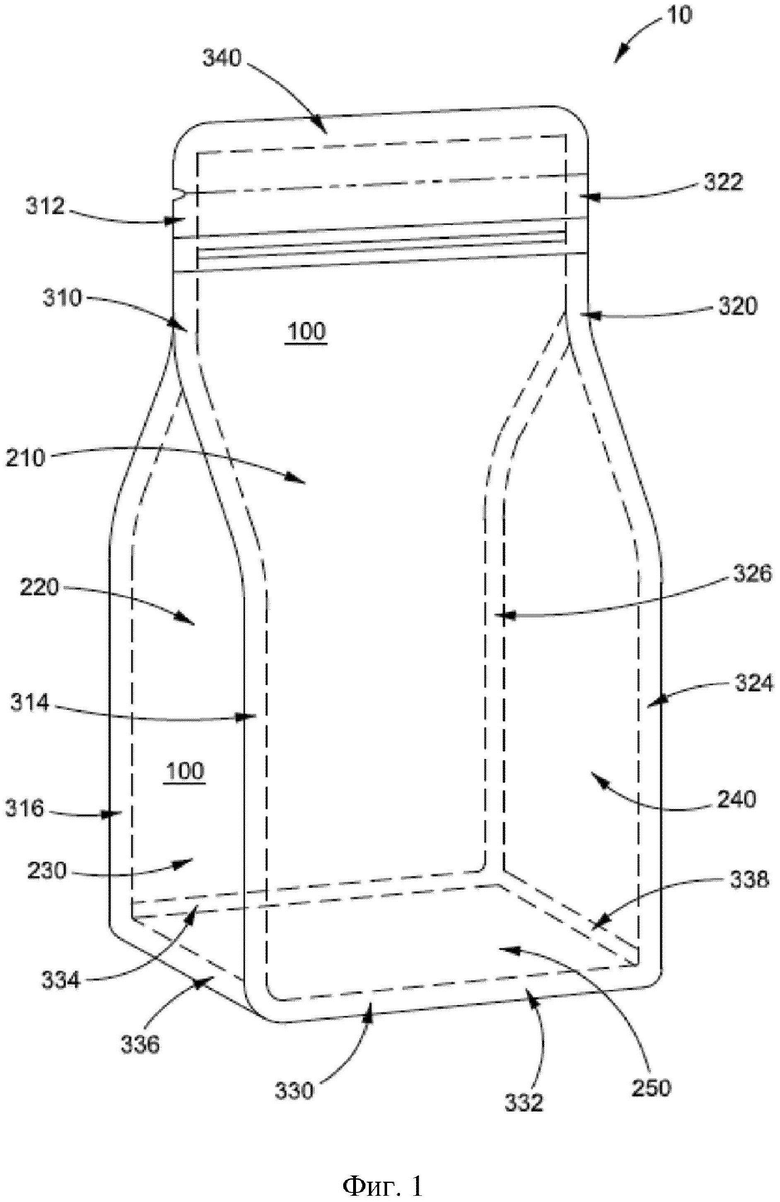
1. Герметично уплотненный однокромочный пакет, содержащий:
переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель, верхнее уплотнение, первое боковое уплотнение, второе боковое уплотнение и нижнее уплотнение,
при этом первое боковое уплотнение содержит верхнюю часть, связывающую переднюю панель с задней панелью, часть в виде передней опоры, связывающую переднюю панель с первой боковой панелью, и часть в виде задней опоры, связывающую заднюю панель с первой боковой панелью, и
второе боковое уплотнение содержит верхнюю часть, связывающую переднюю панель с задней панелью, часть в виде передней опоры, связывающую переднюю панель со второй боковой панелью, и часть в виде задней опоры, связывающую заднюю панель со второй боковой панелью, и
при этом каждая из передней панели, задней панели, первой боковой панели и второй боковой панели сконструирована из перерабатываемой высоконепроницаемой упаковочной пленки, содержащей внешнюю пленку на основе полиэтилена, ориентированную в машинном направлении, и внутреннюю пленку на основе полиэтилена,
при этом внешняя пленка на основе полиэтилена имеет секущий модуль упругости в поперечном направлении и секущий модуль упругости в машинном направлении, каждый от 1000 до 1800 Н/мм2, и
при этом перерабатываемая высоконепроницаемая упаковочная пленка содержит сополимер этиленвинилового спирта, не превышающий 5% по весу.
2. Герметично уплотненный однокромочный пакет по п.1, отличающийся тем, что дополнительно содержит нижнюю панель, сконструированную из перерабатываемой высоконепроницаемой упаковочной пленки, при этом нижнее уплотнение содержит переднюю часть, связывающую переднюю панель с нижней панелью, заднюю часть, связывающую заднюю панель с нижней панелью, первую боковую часть, связывающую первую боковую панель с нижней панелью, и вторую боковую часть, связывающую вторую боковую панель с нижней панелью.
3. Герметично уплотненный однокромочный пакет по п. 1, отличающийся тем, что нижнее уплотнение связывает переднюю панель с задней панелью.
4. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что дополнительно содержит клеевой слой, соединяющий внешнюю пленку с внутренней пленкой.
5. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что перерабатываемая высоконепроницаемая упаковочная пленка дополнительно содержит термостойкий надпечатный лак, расположенный на открытой поверхности внешней пленки.
6. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внутренняя пленка содержит первый наружный слой, содержащий уплотнительную поверхность, второй наружный слой и первый внутренний слой, и
при этом первый внутренний слой внутренней пленки содержит сополимер этиленвинилового спирта.
7. Герметично уплотненный однокромочный пакет по п.6, отличающийся тем, что внутренняя пленка дополнительно содержит белый пигмент, расположенный во втором внутреннем слое, при этом второй внутренний слой внутренней пленки расположен между первым внутренним слоем внутренней пленки и внешней пленкой, и
при этом внутренняя пленка имеет диффузную оптическую плотность от 0,30 до 0,50 единиц.
8. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что уплотнительная поверхность внутренней пленки имеет динамический COF выше 0,35, измеренный в соответствии с ASTM 1894.
9. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внешняя пленка состоит из одного или нескольких полимеров на основе полиэтилена.
10. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внешняя пленка имеет плотность от 0,93 до 0,95 г/см3.
11. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внешняя пленка имеет удлинение при разрыве в поперечном направлении, превышающее 500%, измеренное в соответствии с ASTM D882.
12. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внешняя пленка имеет свободную усадку в машинном направлении меньше 5% после нагрева неограниченного образца в печи при 100°C в течение 15 минут.
13. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что внешняя пленка имеет свободную усадку в машинном направлении меньше 3% после нагрева неограниченного образца в печи при 100°C в течение 15 минут.
14. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что дополнительно предусматривает общий состав, содержащий от 90 до 99% полимера на основе полиэтилена по весу.
15. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что дополнительно содержит застежку на молнии.
16. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что дополнительно содержит линию ослабления на передней панели, проходящую между верхней частью первого бокового уплотнения и верхней частью второго бокового уплотнения, и разрывной вырез, имеющий незакругленную внутреннюю форму, при этом разрывной вырез примыкает к линии ослабления.
17. Герметично уплотненный однокромочный пакет по п. 16, отличающийся тем, что дополнительно содержит вторую линию ослабления на задней панели, проходящую между верхней частью первого бокового уплотнения и верхней частью второго бокового уплотнения.
18. Герметично уплотненный однокромочный пакет по любому предыдущему пункту, отличающийся тем, что дополнительно содержит продукт внутри пакета, и продукт является сухим продуктом в виде частиц.
19. Герметично уплотненный однокромочный пакет по п. 18, отличающийся тем, что продукт имеет общий вес от 300 г до 10 кг.
| EP 2857323 A1, 08.04.2015 | |||
| Лазерный угломер | 1990 |
|
SU1796902A1 |
| US 2011150368 A1, 23.06.2011 | |||
| ПАКЕТ ИЛИ МЕШОК С БОКОВЫМИ СГИБАМИ | 1998 |
|
RU2175630C2 |

