ОБЛАСТЬ ТЕХНИКИ
[1] Настоящее изобретение относится к пакетам с четырехшовной конструкцией и перерабатываемым пленочным структурам, используемым для производства пакетов. Герметичные пакеты обеспечивают защиту продукта и превосходную прочность.
УРОВЕНЬ ТЕХНИКИ
[2] Готовые заранее четырехшовные пакеты (например, четырехсторонний пакет/пауч, четырехугольный пакет/пауч с прямоугольным дном, пакет/пауч с четырьмя запаянными боковыми швами, пакет/пауч с четырьмя сварными швами или однокромочный пакет/пауч) содержат две боковые складчатые панели и две лицевые панели, соединенные четырьмя вертикальными швами, где расширяемые боковые складки обеспечивают возможность увеличения объема и позволяют пакету сохранять квадратную или прямоугольную форму на полке. Пакеты могут быть доступны с плоским дном, чтобы стоять вертикально на полке. Другие пакеты могут содержать нижнюю часть, закрываемую швом или подгибом под клапаном, так что пакеты могут лежать на полке и в некоторых случаях стоять вертикально. Пакеты не имеют заднего шва, что позволяет получить большие, непрерывные области панелей для размещения информации о продукте и маркетинговых графических изображений, и, как правило, используются для кормов для домашних животных и сухих продуктов (сахар, протеиновый порошок и т.д.), а также потребительских товаров. Для обеспечения возможности переработки для вторичного использования при сохранении жестких требований к рабочим характеристикам, предусмотренных промышленностью, пакеты изготавливают с использованием конструктивно сложных гибких структур. Гибкие структуры, как правило, имеют множество пленок, слоев и материалов для достижения необходимых характеристик для изготовления, заполнения и распределения пакетов. Пакеты часто предусматривают множество удобных элементов, таких как система повторного закрывания и ручка. Большое количество пищевых продуктов или других потребительские товаров могут быть упакованы в четырехшовные пакеты.
[3] Четырехшовный пакет позволяет обеспечить большой объем заполнения текучим продуктом. Однако формат пакета также предусматривает требовательный процесс изготовления пакетов по причине наличия большого количества тройных точек в швах, где стыкуются три или более панелей пакета. Требуются высокие температуры, чтобы подвести достаточно тепла в уплотняющий слой для обеспечения хорошего уплотнения шва в тройной точке. В результате, на внешней поверхности гибкой структуры, как правило, используются устойчивые к высоким температурам полимеры, например, ориентированный сложный полиэфир или ориентированный полиамид. Такое сочетание полимерных материалов приводит к гибкой структуре и пакету, который не может быть переработан в потоке переработки однополимерных отходов.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[4] В данном документе раскрыты четырехшовные пакеты, изготовленные из перерабатываемой упаковочной пленки. Упаковочная пленка разработана таким образом, что незаполненные пакеты могут быть произведены на стандартном оборудовании для изготовления пакетов, и пакеты могут быть наполнены и запечатаны на стандартном фасовочном оборудовании. При заполнении сухим продуктом герметичные пакеты обладают отличной прочностью при падении и предусматривают защиту продукта.
[5] В одном варианте осуществления упакованный продукт предусматривает гранулированный продукт и пакет. Пакет содержит переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель, верхний шов, первый боковой шов, второй боковой шов и нижний шов. Первый боковой шов содержит часть в виде передней опоры, соединяющую переднюю панель с первой боковой панелью, и часть в виде задней опоры, соединяющую заднюю панель с первой боковой панелью. Второй боковой шов содержит часть в виде передней опоры, соединяющую переднюю панель со второй боковой панелью, и часть в виде задней опоры, соединяющую заднюю панель со второй боковой панелью. Каждая из передней панели, задней панели, первой боковой панели и второй боковой панели содержит перерабатываемую упаковочную пленку, которая содержит ориентированную внешнюю пленку с высоким содержанием полиэтилена, внутреннюю пленку на основе полиэтилена и клеевой слой, соединяющий внешнюю пленку с внутренней пленкой. Внутренняя пленка содержит уплотняющую поверхность, которая содержит первый наружный слой внутренней пленки, который может быть открыт для гранулированного продукта. Внутренняя пленка содержит поверхность наслоения, которая содержит второй наружный слой внутренней пленки, открытый для клеевого слоя. Пакет содержит гранулированный продукт. Пакет содержит верхнюю часть и нижнюю часть. Упакованный продукт устойчив к разрыву при падении согласно процедуре испытания А2.2.1 в соответствии с ASTM D5276-98 в нижней части пакета при высоте падения 91,44 см (36 дюймов).
[6] Другие признаки, которые могут быть использованы по отдельности или в комбинации относительно варианта осуществления, являются следующими.
[7] Поверхность наслоения внутренней пленки может содержать полиэтилен, имеющий температуру плавления более 115,5°С (240°F).
[8] Первый боковой шов может дополнительно содержать верхнюю часть, соединяющую переднюю панель с задней панелью, а второй боковой шов дополнительно содержит верхнюю часть, соединяющую переднюю панель с задней панелью.
[9] Пакет может дополнительно содержать нижнюю панель, изготовленную из перерабатываемой упаковочной пленки. Нижний шов может содержать переднюю часть, соединяющую переднюю панель с нижней панелью, заднюю часть, соединяющую заднюю панель с нижней панелью, первую боковую часть, соединяющую первую боковую панель с нижней панелью, и вторую боковую часть, соединяющую вторую боковую панель с нижней панелью.
[10] Нижний шов соединяет переднюю панель с задней панелью.
[11] По меньшей мере одно из передней панели, задней панели, первой боковой панели и второй боковой панели пакета может содержать элемент для вентиляции.
[12] Пакет может иметь застежку-молнию.
[13] Гранулированный продукт предусматривает массу от 1,36 кг до 22,68 кг (от 3 фунтов до 50 фунтов).
[14] Пакет может предусматривать толщину внутренней пленки от 104 микрон до 145 микрон (от 4,1 мил до 5,7 мил).
[15] Внешняя пленка может быть ориентирована в машинном направлении и содержит по меньшей мере 95% материалов на основе полиэтилена.
[16] Внешняя пленка может быть ориентирована в машинном направлении и состоит из одного или более полимеров на основе полиэтилена.
[17] Уплотняющая поверхность внутренней пленки может содержать полиэтилен, предусматривающий температуру плавления, которая на по меньшей мере -6,67°С (20°F) ниже температуры плавления слоя наслоения.
[18] Клеевой слой может представлять собой двухкомпонентный клей для наслоения.
[19] Пакет может содержать общий состав, содержащий от 90% до 99% полимера на основе полиэтилена по весу.
[20] Пакет может содержать общий состав, содержащий по меньшей мере 95% полимера на основе полиэтилена по весу.
[21] Перерабатываемая упаковочная пленка может
предусматривать величину сопротивления разрыву в машинном направлении и величину сопротивления разрыву в поперечном направлении, каждая из которых в том числе превышает 17000 мН (26,3 фунт-сила) в соответствии с ASTM D1922-09, как описано в данном документе.
[22] Перерабатываемая упаковочная пленка может содержать печатный слой, который может быть размещен между внешней пленкой и внутренней пленкой.
[23] Перерабатываемая упаковочная пленка может содержать матовый лак на внешней поверхности внешней пленки.
[24] Перерабатываемая упаковочная пленка может содержать окно запайки, предусматривающее от 116°С до приблизительно 149°С.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[25] Изобретение может быть более полно понято при рассмотрении следующего подробного описания различных вариантов осуществления изобретения в связи с сопроводительными графическими материалами, на которых:
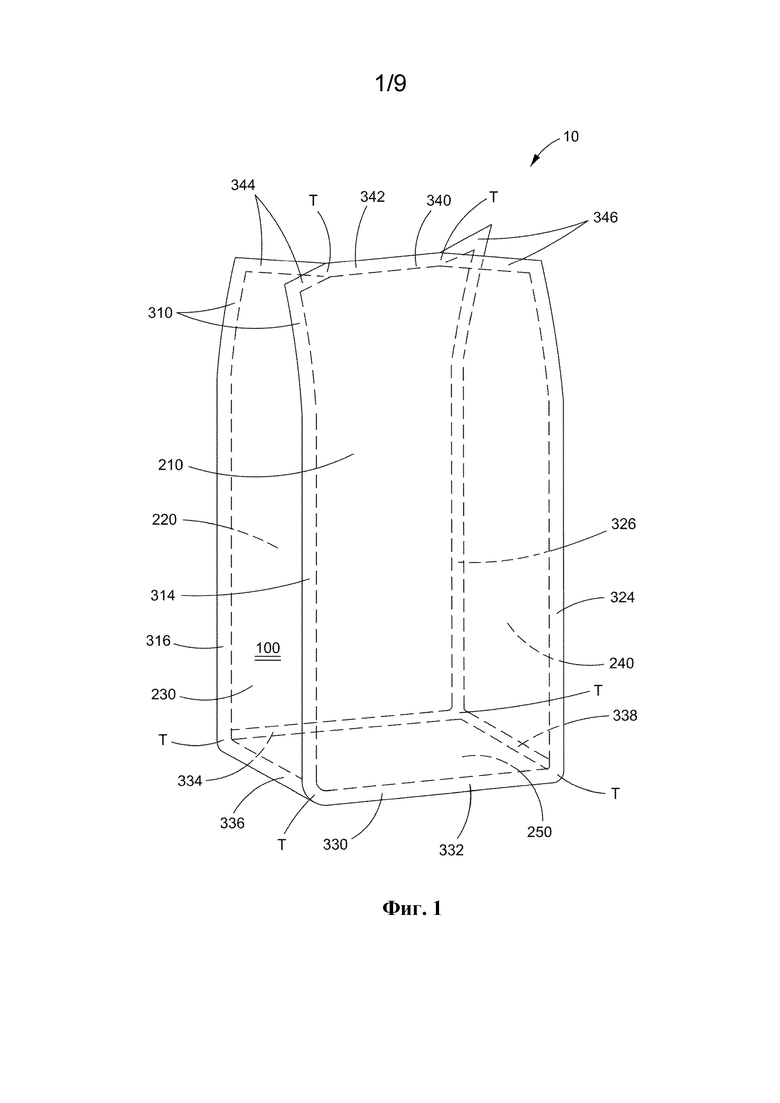
[26] на фиг. 1 показан схематический вид в перспективе варианта осуществления четырехшовного пакета;
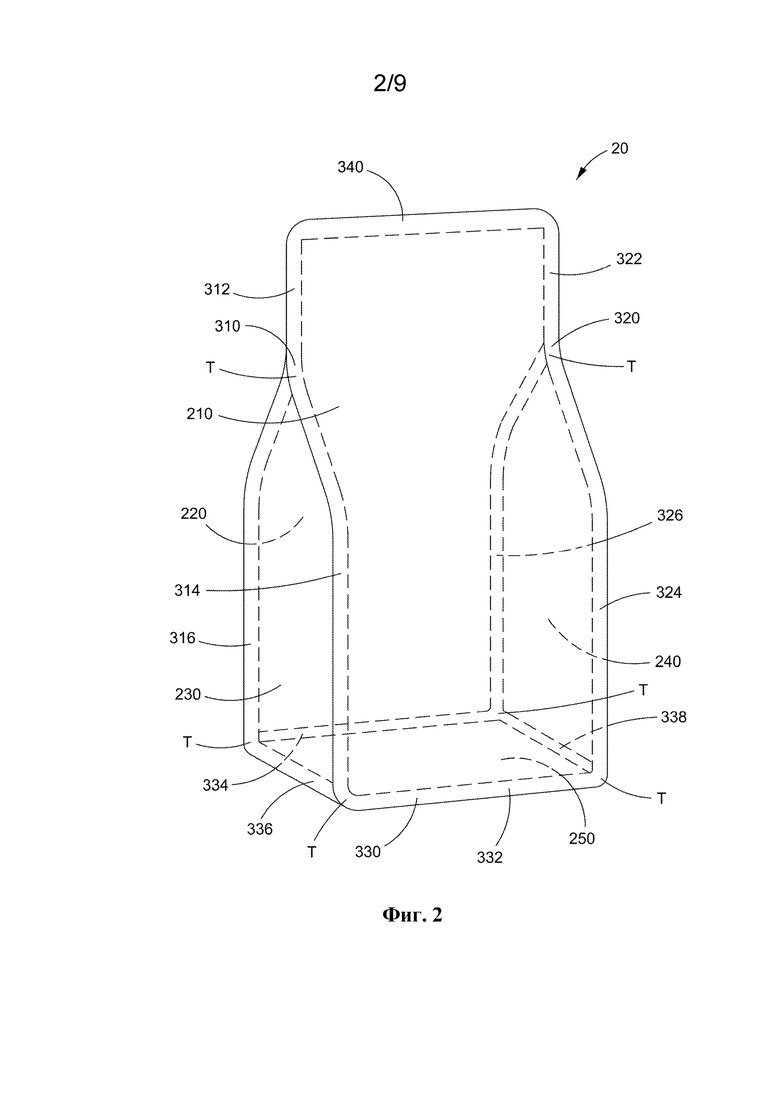
[27] на фиг. 2 показан схематический вид в перспективе варианта осуществления четырехшовного пакета;
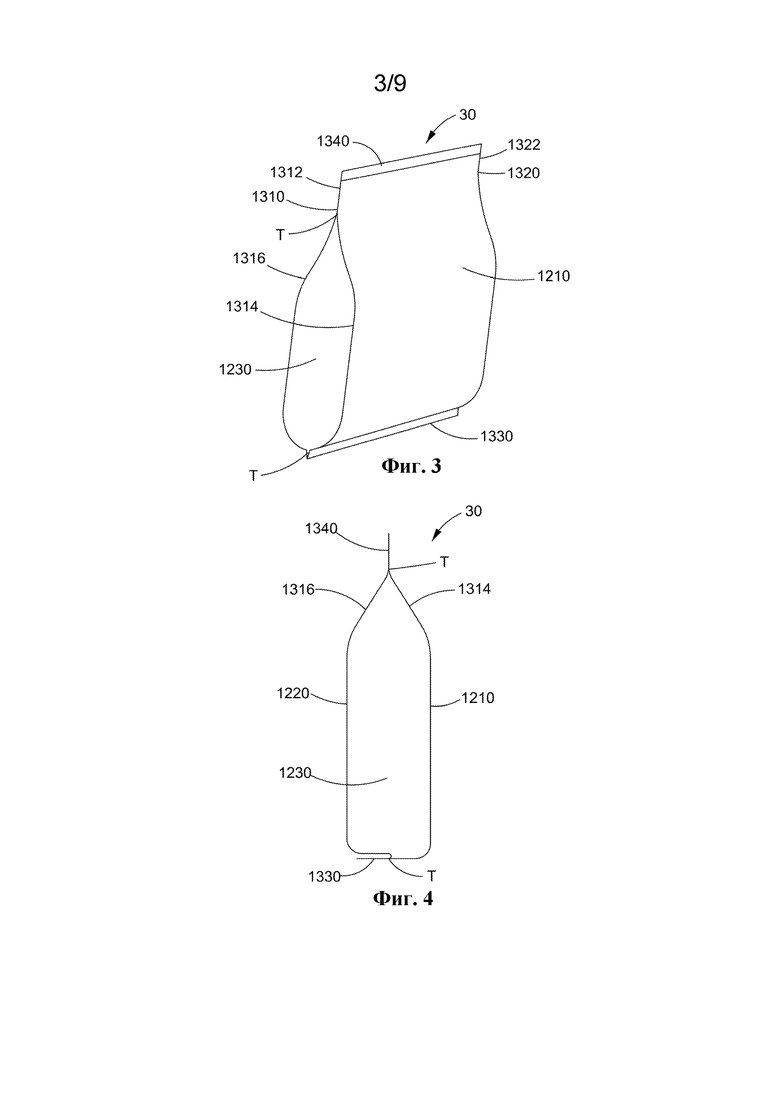
[28] на фиг. 3 показан схематический вид в перспективе варианта осуществления четырехшовного пакета;
[29] на фиг. 4 представлен схематический вид сбоку варианта осуществления четырехшовного пакета, показанного на фиг. 3;
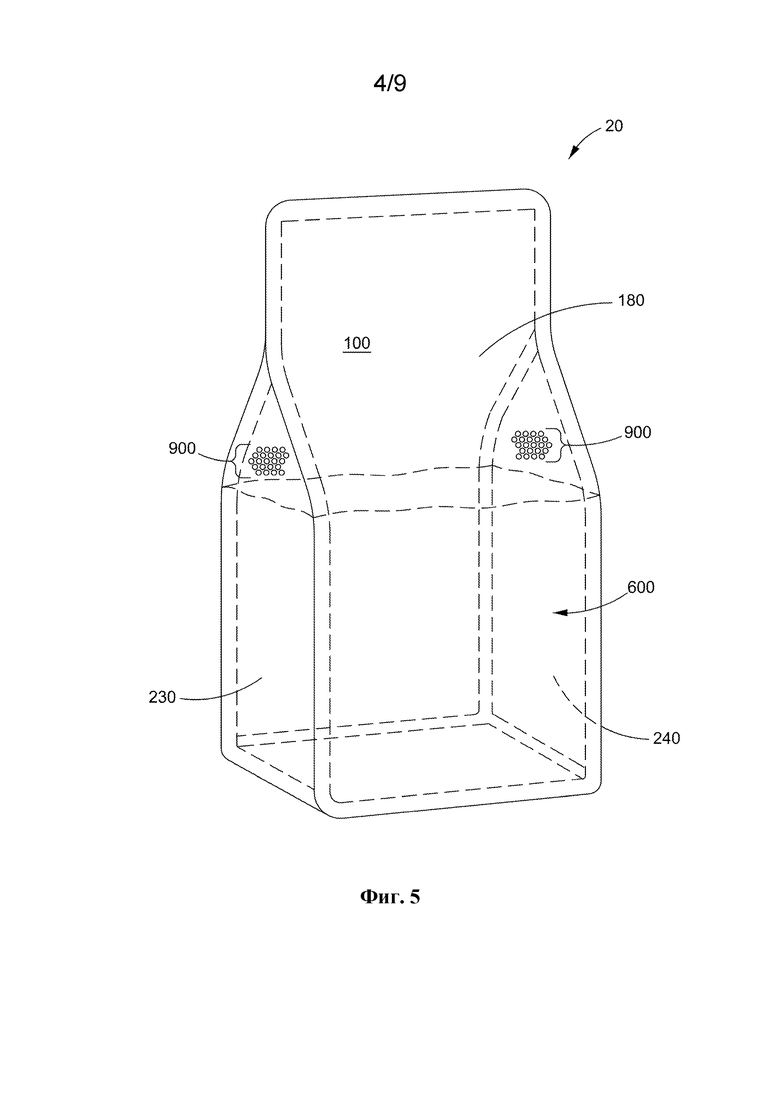
[30] на фиг. 5 показан схематический вид в перспективе варианта осуществления четырехшовного пакета;
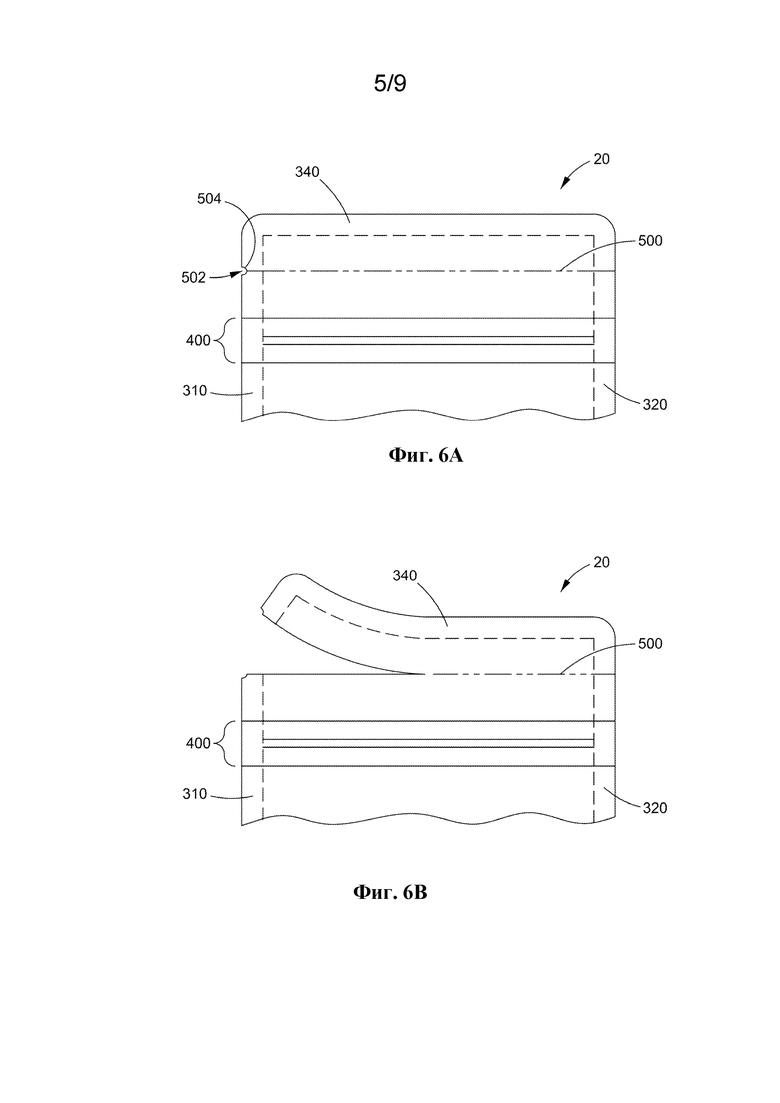
[31] на фиг. 6а показан схематический вид спереди верхней части варианта осуществления четырехшовного пакета;
[32] на фиг. 6b показан схематический вид спереди верхней части варианта осуществления четырехшовного пакета, показанного на фиг. 6а, который был частично открыт;
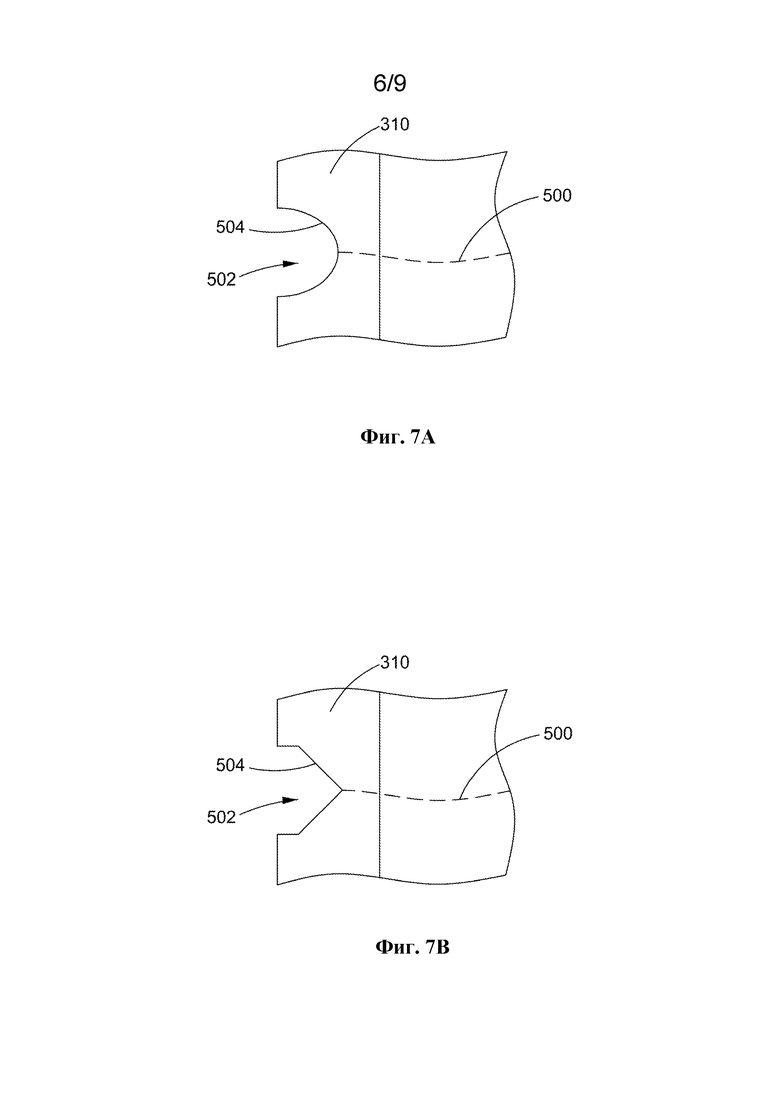
[33] на фиг. 7а показан схематический вид спереди детали с разрывным вырезом на варианте осуществления четырехшовного пакета;
[34] на фиг. 7b показан схематический вид спереди детали с разрывным вырезом на варианте осуществления четырехшовного пакета;
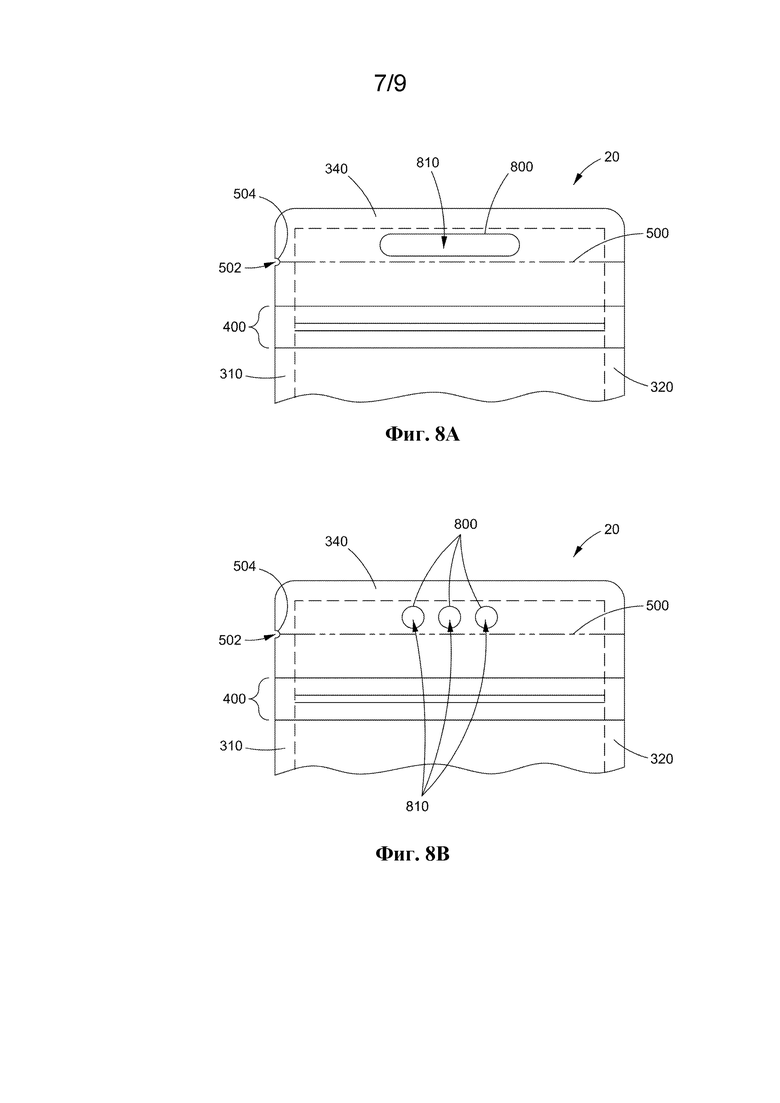
[35] на фиг. 8а показан схематический вид спереди верхней части варианта осуществления четырехшовного пакета;
[36] на фиг. 8b показан схематический вид спереди верхней части варианта осуществления четырехшовного пакета;
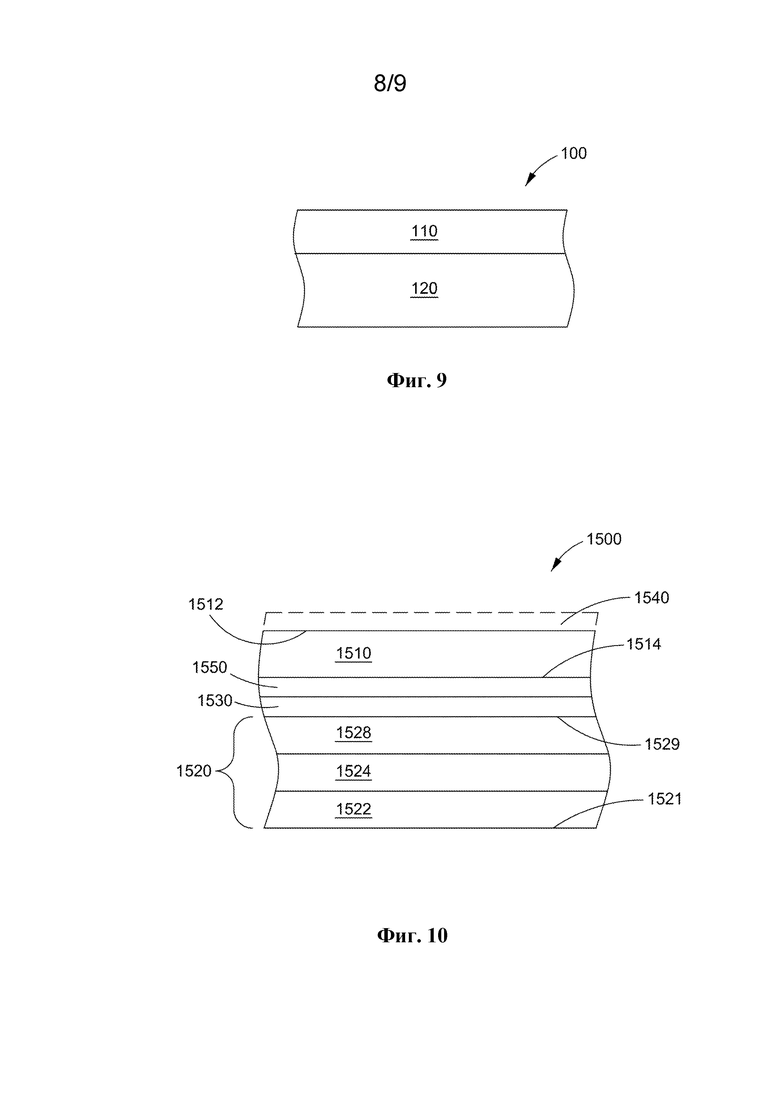
[37] на фиг. 9 показан схематический вид в поперечном сечении варианта осуществления перерабатываемой упаковочной пленки;
[38] на фиг. 10 показан схематический вид в поперечном сечении варианта осуществления перерабатываемой упаковочной пленки; и
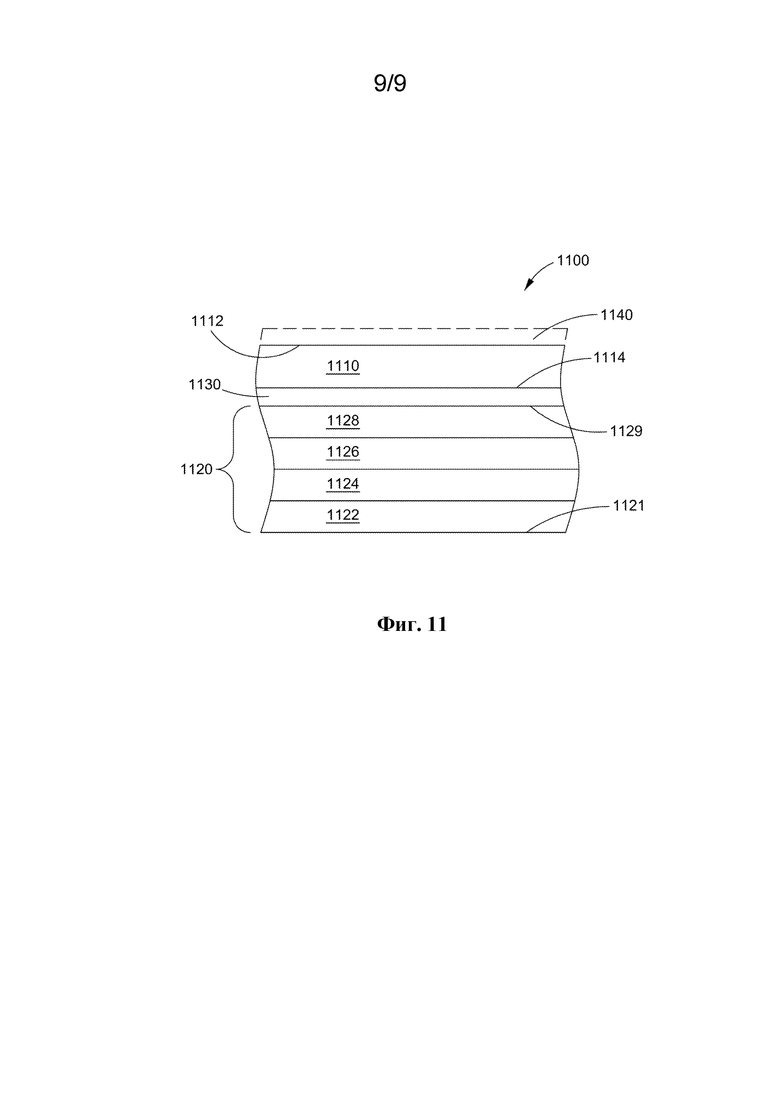
[39] на фиг. 11 показан схематический вид в поперечном сечении одного из вариантов осуществления перерабатываемой упаковочной пленки.
[40] На графических материалах показаны некоторые, но не все варианты осуществления. Элементы, изображенные на графических материалах, являются иллюстративными и не обязательно соответствуют масштабу, и одинаковые (или подобные) ссылочные номера обозначают одинаковые (или подобные) признаки на всех графических материалах.
ПОДРОБНОЕ ОПИСАНИЕ
[41] Четырехшовные пакеты используются для упаковки сухих продуктов, объемы которых могут составлять не более или более 22,68 кг (50 фунтов). Сухие продукты могут включать порошкообразные или гранулированные продукты, требующие надежного хранения. Неограничивающие примеры продукта включают белковый порошок, порошкообразный или гранулированный стиральный порошок, наполнитель для кошачьего туалета (например, гранулированная глина, абсорбирующие гранулы, абсорбирующие частицы и т.д.), сухой корм для домашних животных или гранулированный корм, семена для птиц, семена для газонов и удобрение для газонов. Четырехшовные пакеты изготавливаются из упаковочных пленок, которые могут быть запечатаны в соответствии с требованиями процесса производства пакетов, включая требования к скорости, а также требования к цепочке поставок (например, распределение и обработка) наполненного продуктом пакета таким образом, чтобы продукт непреднамеренно не выпал из пакета из частично запечатанной или незапечатанной части области уплотнения.
[42] Раньше упаковочные пленки содержали несколько различных типов полимерных материалов (например, комбинации полиэстера, полиамида и полиолефина) для достижения критических качеств применения запечатанного четырехшовного пакета. Целесообразно разработать упаковочную пленку с ограниченным количеством типов материалов, перенося как можно большую часть структуры в один тип полимера. Таким образом, четырехшовный пакет, изготовленный из упаковочной пленки, может рассматриваться как перерабатываемый.
[43] Основное внимание в описанных в данном документе четырехшовных пакетах уделяется тому, чтобы позволить потребителям легко перерабатывать пакет в потоке переработки полиэтилена или полиолефина, сохраняя при этом его высокие эксплуатационные характеристики, включая качественные швы, отличную прочность и долговечность.
[44] Четырехшовные пакеты, описанные в данном документе, содержат высокие уровни полимеров на основе полиэтилена, превышающие 90% или даже 95% по весу. Упаковочная пленка, используемая для производства четырехшовных пакетов, содержит высокие уровни полимеров на основе полиэтилена, превышающие 90% или даже 95% по весу. Любые дополнительные компоненты четырехшовных пакетов, такие как молнии, также могут содержать высокие уровни полимеров на основе полиэтилена.
[45] Существует множество конкурирующих характеристик упаковочной пленки, предназначенной для использования для запечатанных четырехшовных пакетов. Во-первых, пленка должна иметь хорошую термостойкость, чтобы пленка не портилась и не повреждалась иным образом при активном процессе изготовления пакетов. Во-вторых, пленка должна обеспечивать термосварные швы, которые могут уплотнять области уплотнения с тройной точкой и при этом оставаться прочными после создания шва. В-третьих, пленка должна иметь хорошую целостность, чтобы выдерживать падения и другие воздействия после заполнения и запечатывания. Более подробно эти проблемы будут дополнительно описаны ниже. Неожиданно и преимущественно было обнаружено, что упаковочная пленка, произведенная из высокого процента полимеров на основе полиэтилена, разработанная в соответствии с описанными в данном документе характеристиками, способна обеспечить баланс между каждой из этих характеристик и может быть использована для производства высокоэффективных запечатанных четырехшовных пакетов. Это открытие делает пакеты перерабатываемыми и подходящими для использования при упаковке продуктов с большим весом по желанию.
[46] Четырехшовный пакет
[47] Вариант осуществления четырехшовного пакета 10, как описано в данном документе, может иметь конструктивные элементы, как показано на фиг. 1. Пакет имеет переднюю панель 210, заднюю панель 220, первую боковую панель 230, вторую боковую панель 240 и нижнюю панель 250. Каждая из панелей выполнена из перерабатываемой упаковочной пленки. Панели могут быть выполнены из одной и той же перерабатываемой упаковочной пленки (т.е. все панели являются одинаковыми), либо панели могут быть выполнены из разных перерабатываемых упаковочных пленок (т.е. панели выполнены из более чем одной перерабатываемой упаковочной пленки).
[48] Панели четырехшовного пакета 10 соединены посредством швов. В контексте данного документа, швы между панелями являются термосварными швами, полученными в результате воздействия тепла и давления, как известно в данной области техники. Передняя панель 210 и задняя панель 220 соединены на верхней части пакета или рядом с ней посредством верхнего шва 340. Верхний шов 340 имеет первую часть 342, соединяющую переднюю панель 210 с задней панелью 220, вторую часть 344, соединяющую первую боковую панель 230 с передней панелью 210 и задней панелью 220, и третью часть 346, соединяющую вторую боковую панель 240 с передней панелью 210 и задней панелью 220. Таким образом, первая боковая панель 230 имеет складчатое образование, заканчивающееся в тройной точке Т верхнего шва 340, где стыкуются первая боковая панель 230, передняя панель 210 и задняя панель 220. Подобным образом, вторая боковая панель 240 имеет складчатое образование, заканчивающееся в тройной точке Т верхнего шва 340, где стыкуются вторая сторона 240, передняя панель 210 и задняя панель 220. Варианты осуществления, предусматривающие первую боковую панель 230 и вторую боковую панель 240 в верхнем шве 340 иногда называются четырехшовными пакетами, содержащими неограниченные складки. Пакет 10, показанный на фиг. 1 содержит неограниченные складки.
[49] Первый боковой шов 310 и второй боковой шов 320 проходит от верхней части к нижней части пакета 10. Первый боковой шов 310 содержит часть 314 в виде передней опоры, соединяющую переднюю панель 210 с первой боковой панелью 230, и часть 316 в виде задней опоры, соединяющую заднюю панель 220 с первой боковой панелью 230. Второй боковой шов 320 дополнительно содержит часть 324 в виде передней опоры, соединяющую переднюю панель 210 со второй боковой панелью 240, и часть 326 в виде задней опоры, соединяющую заднюю панель 220 со второй боковой панелью 240.
[50] Для завершения пакета нижняя панель 250 соединена с помощью нижнего шва 330. Нижний шов 330 имеет переднюю часть, 332, соединяющую переднюю панель 210 с нижней панелью 250, заднюю часть 334, соединяющий заднюю панель 220 с нижней панелью 250, первую боковую часть 336, соединяющую первую боковую панель 230 с нижней панелью 250 и вторую боковую часть 338, соединяющую вторую боковую панель 240 с нижней панелью 250. Каждая часть нижнего шва оканчивается в тройной точке Т нижнего шва (т.е. четыре тройных точки, по одной на каждом углу нижней панели), там где стыкуются три панели. Кроме того, пакет содержит верхнюю часть и нижнюю часть. Верхняя часть пакета соответствует той части пакета, где конечный потребитель может открыть пакет или дозировать продукт из пакета, и содержит верхний шов 340. Нижняя часть пакета расположена напротив верхней части пакета и соответствует части пакета, которая опирается на полку или поверхность, когда пакет находится в вертикальном положении, и содержит нижний шов 330 и/или нижнюю панель 250.
[51] Другой вариант осуществления четырехшовного пакета 20, как описано в данном документе, может иметь конструктивные элементы, как показано на фиг. 2. Панели четырехшовного пакета 20 соединены посредством швов. Передняя панель 210 и задняя панель 220 соединены на верхней части пакета 20 или рядом с ней посредством верхнего шва 340. Передняя панель 210 и задняя панель 220 также соединены посредством верхней части 312 первого бокового шва 310 и верхней части 322 второго бокового шва 320. Первый боковой шов 310 и второй боковой шов 320 проходят от верхней части к нижней части пакета 10. Первый боковой шов 310 содержит часть 314 в виде передней опоры, соединяющую переднюю панель 210 с первой боковой панелью 230, и часть 316 в виде задней опоры, соединяющую заднюю панель 220 с первой боковой панелью 230. Таким образом, первая боковая панель 230 имеет складчатое образование, заканчивающееся в тройной точке Т первого бокового шва 310, где стыкуются первая боковая панель 230, передняя панель 210 и задняя панель 220. Аналогично, второй боковой шов 320 содержит часть 324 в виде передней опоры, соединяющую переднюю панель 210 со второй боковой панелью 240, и часть 326 в виде задней опоры, соединяющую заднюю панель 220 со второй боковой панелью 240. Вторая боковая панель 230 имеет складчатое образование, заканчивающееся в тройной точке Т второго бокового шва 320, где стыкуются вторая боковая панель 240, передняя панель 210 и задняя панель 220. Варианты осуществления, не содержащие первую и вторую боковые панели в верхнем шве, иногда называются пакетами, содержащими ограниченные складки. Пакет 20, показанный на фиг. 2 содержит ограниченные складки. Для завершения пауча нижняя панель 250 соединена посредством нижнего шва 330. Нижний шов 330 содержит переднюю часть, 332, соединяющую переднюю панель 210 с нижней панелью 250, заднюю часть 334, соединяющий заднюю панель 220 с нижней панелью 250, первую боковую часть 336, соединяющую первую боковую панель 230 с нижней панелью 250 и вторую боковую часть 338, соединяющую вторую боковую панель 240 с нижней панелью 250.
[52] Другой вариант осуществления четырехшовного пакета 30, как описано в данном документе, может иметь конструктивные элементы, как показано на фиг. 3 и фиг. 4. Пакет имеет переднюю панель 1210, заднюю панель 1220, первую боковую панель 1230 и вторую боковую панель (не показана). Каждая из панелей выполнена из перерабатываемой упаковочной пленки. Панели могут быть выполнены из одной и той же перерабатываемой упаковочной пленки (т.е. все панели являются одинаковыми), либо панели могут быть выполнены из разных перерабатываемых упаковочных пленок (т.е. панели выполнены из более чем одной перерабатываемой упаковочной пленки).
[53] Панели четырехшовного пакета 30 соединены посредством швов. В контексте данного документа, швы между панелями являются термосварными швами, полученными в результате воздействия тепла и давления, как известно в данной области техники. Передняя панель 1210 и задняя панель 1220 соединены на верхней части пакета или рядом с ней посредством верхнего шва 1340. Передняя панель 1210 и задняя панель 1220 также соединены посредством верхней части 1312 первого бокового шва 1310 и верхней части 1322 второго бокового шва 1320. Первый боковой шов 1310 и второй боковой шов 1320 проходят от верхней части к нижней части пакета 30. Первый боковой шов 1310 дополнительно содержит часть 1314 в виде передней опоры, соединяющую переднюю панель 1210 с первой боковой панелью 1230, и часть 1316 в виде задней опоры, соединяющую заднюю панель 1220 с первой боковой панелью 1230. Таким образом, первая боковая панель 1230 имеет складчатое образование, заканчивающееся в тройной точке Т первого бокового шва 1310, где стыкуются первая боковая панель 1230, передняя панель 1210 и задняя панель 1220. Аналогично, второй боковой шов 1320 дополнительно содержит часть в виде передней опоры (не показана), соединяющую переднюю панель 1210 со второй боковой панелью (не показана), и часть в виде задней опоры (не показана), соединяющую заднюю панель 1220 со второй боковой панелью (не показана). Вторая боковая панель имеет складчатое образование, заканчивающаяся в тройной точке (не показана) второго бокового шва 1320, где стыкуются вторая боковая панель, передняя панель 1210 и задняя панель 1220. Для завершения пауча передняя панель 1210 соединена с задней панелью 1220 посредством нижнего шва (например, зажатая нижняя часть) 1330. В некоторых вариантах осуществления нижний шов может быть сложен в сторону передней панели или задней панели, как показано на фиг. 4, и может быть приклеен к соответствующей панели, к которой складывается шов.
[54] Описанные в данном документе четырехшовные пакеты могут использоваться для упаковки различных гранулированных продуктов. Термин «гранулированный продукт», в контексте данного документа, относится к сухому продукту, который является сухим и гранулированным, в виде частиц или порошка. Пакеты могут быть заполнены и запаяны. Запечатанный четырехшовный пакет, описанный в данном документе, не должен иметь протечек в швах, даже в областях тройной точки термосварных швов. Другими словами, швы четырехшовных пакетов могут быть герметичными, так что воздух или гранулированный продукт не могут пройти через шов. Перерабатываемая упаковочная пленка имеет достаточную целостность, а термосварные швы образованы таким образом, что упакованный продукт эффективно удерживается и защищен от воздействия внешней по отношению к пакету среды.
[55] Со ссылкой на фиг. 5, запечатанный четырехшовный пакет 20, выполненный из панелей перерабатываемой упаковочной пленки 100, содержит продукт 600 во внутреннем пространстве 180. Гранулированные продукты могут быть сухими в виде частиц и примеры могут включать: гранулированный корм для домашних животных, сухое молоко, белковый порошок, сухая смесь для приготовления напитка, какао, рис или другие зерновые культуры. Хотя в качестве примера продукта, который может содержаться в пакетах, приведены сухие продукты в виде частиц, следует понимать, что таким продуктом также могут быть и другие сухие продукты (например, виды еды для перекуса, такие как крендельки, картофельные чипсы, крекеры и т.д.), полувлажные или влажные продукты. Пакеты могут иметь самые разные размеры (а именно, высоту, ширину, глубину), но, в целом, они способны легко стоять вертикально, когда заполнены продуктом, и часто имеют высоту, которая больше ширины. Пакеты могут быть достаточного размера, чтобы в них можно было содержать продукт с весом изделия от приблизительно 300 граммов (гм), (0,66 фунта) до приблизительно 22,7 килограмма (кг), (50 фунтов).
[56] Четырехшовные пакеты, как правило, готовы заранее, это означает, что они производятся на таком оборудовании, которое предназначено для изготовления пакетов, в отдельном процессе от заполнения и окончательного запечатывания пауча. Для изготовления пакетов используются один или более рулонов перерабатываемой упаковочной пленки с механическим формированием и термосваркой панелей. Во время производства готовых заранее пакетов могут быть добавлены дополнительные элементы, например, молнии и разрывные вырезы.
[57] Готовые заранее четырехшовные пакеты заполняют и запечатывают на фасовочных линиях, как известно в данной области техники. Пакет механически открывается, измеренное количество продукта загружается во внутреннее пространство пакета и финальное запечатывание (верхний шов 340, 1340) завершается, запечатывая продукт внутри четырехшовного пакета.
[58] Четырехшовный пакет может быть изготовлен с дополнительными элементами и/или компонентами. Эти элементы и/или компоненты, такие как линии разрыва, разрывные вырезы и молнии (например, однокромочный пакет, четырехшовный пакет с плоской нижней частью и молнией). Эти элементы могут способствовать легкому открытию пакета и повторному закрытию пакета после первоначального открытия. Со ссылкой на фиг. 6а и фиг. 6b показаны схематические виды верхней части варианта осуществления запечатанного четырехшовного пакета 20. Молния 400 может быть предусмотрена, проходя от первого бокового шва 310 ко второму боковому шву 320. При изготовлении пакета молния содержится в каждом из боковых швов и, как правило, прикреплена как к передней, так и к задней панелям по всей ширине пакета. Молния 400 может быть открыта вручную и прижата для повторного запечатывания, как принято во многих типах упаковки. Выбор компонента молнии должен осуществляться таким образом, чтобы состав молнии на 100% или почти на 100% состоял из полимера на основе полиэтилена, чтобы это не снижало пригодность пакета к вторичной переработке. Выбор компонента молнии также должен обеспечивать отсутствие утечки продукта из молнии, пока молния не будет намеренно открыта, или вокруг области прикрепления молнии к пакету.
[59] Варианты осуществления, показанные на фиг. 6а и фиг. 6b также иллюстрируют линию наименьшего сопротивления 500 и разрывной вырез 502. В различных вариантах осуществления линии наименьшего сопротивления и разрывные вырезы могут использоваться как вместе, так и независимо друг от друга. Линия наименьшего сопротивления 500 и/или разрывной вырез 502 присутствуют для обеспечения возможности ручного открытия пакета без использования инструмента, например, ножниц. Как показано на фиг. 6b, верхний шов 340 пакета может быть оторван от остальной части пакета в месте разрывного выреза 502 или линии наименьшего сопротивления 500, обеспечивая доступ к содержимому пакета. В качестве альтернативы, пакет может содержать инициатор разрыва (например, линию наименьшего сопротивления, прорезь и т.д.) вместо разрывного выреза.
[60] Линия наименьшего сопротивления 500 может присутствовать на обеих из передней панели и задней панели четырехшовного пакета или на одной из них. В некоторых вариантах осуществления линия наименьшего сопротивления образована механически. В других вариантах осуществления линия наименьшего сопротивления образована с помощью насечек лазером (т.е. нанесенная лазером линия наименьшего сопротивления). Линия наименьшего сопротивления может быть как непрерывной, проходящей от одного бокового края пауча к другому боковому краю пауча, или она может быть прерывистой. В некоторых вариантах осуществления присутствует множество линий наименьшего сопротивления в одной панели, идущих параллельно друг другу.
[61] Особенно преимущественный вариант осуществления четырехшовного пакета включает нанесенную лазером линию наименьшего сопротивления на передней панели и нанесенную лазером линию наименьшего сопротивления на задней панели. Каждая из нанесенных лазером линий наименьшего сопротивления проходит через переднюю или заднюю панель от первого бокового шва 310 ко второму боковому шву 320. Линии наименьшего сопротивления являются более эффективными, производя более легкий разрыв.
[62] Разрывной вырез 502 может присутствовать на обоих из первого бокового шва 310 и второго бокового шва 320 или на одном из них. Разрывной вырез 502 должен быть смежным с линией наименьшего сопротивления 500, если они оба присутствуют. В некоторых вариантах осуществления внутренняя форма разрывного выреза 504 является округлой, пример которой показан на фиг. 7а. В некоторых вариантах осуществления внутренняя форма разрывного выреза 504 не является округлой, пример которой показан на фиг. 7b.
[63] Четырехшовные пакеты могут дополнительно содержать ручку или отверстия для пальцев, что является преимущественным при переноске, подъеме или обращении с пакетом. Со ссылкой на фиг. 8а и фиг. 8b, показаны схематические виды верхней части варианта осуществления запечатанного четырехшовного пакета 20. На фиг. 8а показан периметр 800 ручки, который может быть образован линиями наименьшего сопротивления или разрезом, образующими ручку, которые соответствуют в каждой из передней панели 210 и задней панели 220 (не показана). Ручку 810 образуют, когда линии наименьшего сопротивления, образующие ручку, разрушаются или разрез выполнен таким образом, что части передней панели 210 и задней панели 220 могут быть удалены, образуя таким образом ручку 810(например, отверстие).
[64] В другом варианте осуществления линии наименьшего сопротивления или разрез, образующие ручку, могут образовывать незамкнутую форму, которая не образует замкнутый периметр. В этом варианте осуществления прорезы в ручке могут быть альтернативно образованы путем разрушения линий наименьшего сопротивления или разреза, образующих ручку, таким образом, что части передней панели и задней панели отгибаются от периметра ручки с образованием ручки.
[65] Линии наименьшего сопротивления или разрез, образующие ручку, могут быть образованы посредством перфораций, линий насечек, лазерных разрезов, прорезей или любым другим способом резки или выполнения насечек, известным в данной области техники. В другом варианте осуществления пакет 20 может иметь несколько ручек, например, для образования прорезов для отдельных пальцев, как показано на фиг. 8b.
[66] Области передней панели и второй панели за пределами периметра ручки могут быть соединены друг с другом с помощью клея, швов, полученных с помощью ультразвуковой сварки, термосварных швов, герметичных швов или любого другого шва, известного в данной области техники, например, чтобы обеспечить запечатывание с вмещением содержимого продукта, удобство обращения и/или более аккуратный внешний вид.
[67] Ручки могут быть расположены в любой области пакета. Ручки обычно расположены симметрично между первым боковым швом и вторым боковым швом, а также размещены между верхним швом и нижним швом. Кроме того, если пакет содержит элемент в виде прореза, то ручки могут быть расположены между верхним швом и элементом в виде прореза.
[68] В некоторых вариантах осуществления четырехшовные пакеты могут содержать элемент для вентиляции, что является преимущественным при обращении с пакетами, особенно с пакетами, содержащими большой вес продукта. Например, элемент для вентиляции обеспечивает возможность движение воздуха из внутреннего пространства пакета в окружающую среду, которая является внешней для пакета, что облегчает обращение с пакетом без риска разрыва пакета в панелях пленки или на швах. Элемент для вентиляции также может помочь конечному потребителю при закрытии пакета, поскольку позволяет удалить из упаковки излишки воздуха. Элемент для вентиляции может предусматривать, например, перфорации, микроперфорации, прорези и небольшие прорезы в панелях или извилистые дорожки, образованные в швах. Элемент для вентиляции изготовлен в пакете таким образом, чтобы предотвратить заражение вредителями или выход продукта из пакета; т.е. размер элемента для вентиляции может соответствовать продукту, содержащемуся в пакете. Элемент для вентиляции может быть расположен в любой из передней панели, задней панели, первой боковой панели, второй боковой панели или нижней панели (при наличии), или их комбинациях, и/или в любом из швов. В некоторых вариантах осуществления элемент для вентиляции может содержаться в первой боковой панели, второй боковой панели или комбинации первой боковой панели и второй боковой панели. Со ссылкой на фиг. 5, показан элемент 900 для вентиляции в первой боковой панели 230 и второй боковой панели 240 в виде множества микроперфораций.
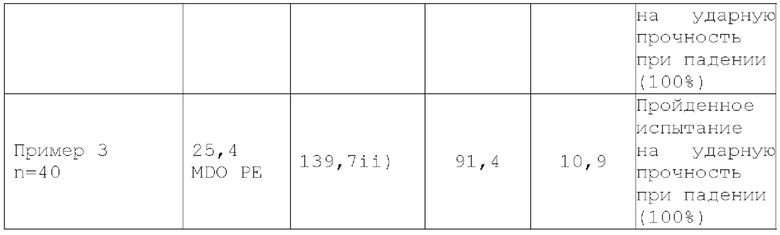
[69] Описанные в данном документе четырехшовные пакеты демонстрируют повышенную прочность при падении. Четырехшовные пакеты могут содержать различные сухие продукты, упакованные в пакет, которые могут предусматривать относительно большие значения веса продукта, например, от приблизительно 1,4 кг до приблизительно 22,7 кг (например, от приблизительно 3 фунтов до приблизительно 50 фунтов). Четырехшовные пакеты могут подвергаться неправильному обращению в цепочке поставок, например, их могут ронять или бросать, а также они могут упасть с полки, например, в местах розничной торговли. Последствия падений пакета включают утечку или высыпание продукта из-за разрушения или разрыва шва, растрескивания пленки, разрыва пленки, расслоения пленки или прорыва пленки под действием движущей силы массы содержащегося в ней продукта при контакте пакета с поверхностью, на которую он упал. Для определения характеристик падения четырехшовных пакетов могут быть использованы испытания на ударную прочность при падении согласно процедуре испытания А2.2.1 в соответствии с ASTM D 5276-98. Четырехшовные пакеты согласно настоящему изобретению демонстрируют улучшенные или сопоставимые показатели прохождения испытаний на ударную прочность при падении по сравнению с пакетами, не содержащими перерабатываемую упаковочную пленку, описанную в данном документе. Пройденный результат испытания на ударную прочность при падении показывает, что четырехшовный пакет выдерживает разрыв при высоте падения 91,4 см (36 дюймов) на нижнюю панель. Термин «разрыв», в контексте данного документа, относится к размеру прореза (например, отверстие в пленке, разрыв пленки, растрескивание пленки, разрыв шва, прорез в шве), который позволяет продукту свободно выходить из четырехшовного пакета и обеспечивает возможность проникновения насекомых и вредителей.
[70] Четырехшовные пакеты, описанные в данном документе, имеют явное преимущество, состоящее в возможности переработки для вторичного использования в потоке переработки полиэтилена или полиолефина. Это преимущество достигается при сохранении превосходной долговечности и превосходной прочности при падении.
[71] Как описано в данном документе «общий состав» пакета относится ко всем компонентам, включая панели, молнию и любые другие дополнительные компоненты. Общий состав может содержать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав пакета составляет более 90% или более 95% материалов на основе полиэтилена по весу.
[72] Перерабатываемая упаковочная пленка
[73] Четырехшовные пакеты, описанные в данном документе, содержат панели, образованные из перерабатываемой упаковочной пленки. В контексте данного документа, термин «перерабатываемый» относится к обработке или процессам, применяемым к использованным материалам, чтобы сделать эти материалы пригодными для повторного использования. В некоторых случаях термин «перерабатываемый» предназначен для отражения того, что материал может быть легко обработан в процессе рециклизации, который принимает изделия «целиком из полиэтилена» или изделия «целиком из полиолефина». В других случаях термин «перерабатываемый» предназначен для отражения того, что материал соответствует стандартам материалов вторичной переработки, установленным организациями (например, «Ассоциация переработчиков пластмасс» или «Стандарт материалов из вторичного сырья»). Как правило, эти процессы переработки могут допускать низкие уровни содержания некоторых загрязняющих материалов. Таким образом, «перерабатываемый» дополнительно отражает упаковочную пленку с очень высокими уровнями содержания полиэтилена и низкими уровнями содержания приемлемых загрязняющих веществ. Общий состав, определенный по весу материалов, определяет возможность переработки для вторичного использования упаковочной пленки. Как описано в данном документе «общий состав» перерабатываемой упаковочной пленки относится ко всем материалам, входящим в ее состав. Общий состав упаковочной пленка может содержать от 90% до 99% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав перерабатываемой упаковочной пленки составляет более 90% или более 95% материалов на основе полиэтилена по весу.
[74] В контексте данного документа, термин «на основе полиэтилена» относится к изделию (т.е. пакету, пленке, слою и т.д.), которое содержит высокие уровни полимеров на основе полиэтилена. В некоторых случаях, изделие на основе полиэтилена имеет по меньшей мере 50% полимеров на основе полиэтилена по весу. Или, изделие на основе полиэтилена может иметь по меньшей мере 60%, по меньшей мере 70%, по меньшей мере 80%, по меньшей мере 90% или по меньшей мере 95% полимеров на основе полиэтилена по весу. В некоторых случаях, изделие на основе полиэтилена состоит из полимеров на основе полиэтилена.
[75] В контексте данного документа, термин «полимер на основе полиэтилена» относится к полимеру, обладающему этиленовыми связями и поддерживающим температуру перехода в стеклообразное состояние ниже 50°С. Полимер может быть гомополимером этилена или сополимером на основе этилена и других мономеров. Примеры полимеров на основе полиэтилена включают, но без ограничения, полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), линейный полиэтилен низкой плотности (LLPDE), линейный полиэтилен низкой плотности, полученный посредством металлоцен-катализируемой полимеризации (mLLDPE), сополимер на основе этилена и винилацетата (EVA), циклические сополимеры олефинов (СОС), и полиэтилен с привитым малеиновым ангидридом (МАН-РЕ). В контексте данного документа, «на основе полиэтилена» не включает сополимеры на основе этилена и винилового спирта (т.е. EVOH, омыленный или гидролизованный сополимер на основе этилена и винилацетата или сополимер на основе винилового спирта с сомономером этилена), так как этот материал принимается во внимание отдельно.
[76] Термин «с высоким содержанием полиэтилена», в контексте данного документа, относится к изделию (например, пакету, пленке, слою и т.д.), содержащему очень высокие уровни полимеров на основе полиэтилена. В некоторых случаях изделие с высоким содержанием полиэтилена содержит по меньшей мере 90% полимеров на основе полиэтилена по весу. Или же изделие с высоким содержанием полиэтилена может содержать по меньшей мере 92%, по меньшей мере 94%, по меньшей мере 96%, по меньшей мере 98% или 100% полимеров на основе полиэтилена по весу. В некоторых случаях изделие с высоким содержанием полиэтилена состоит из полимеров на основе полиэтилена.
[77] Перерабатываемая упаковочная пленка, используемая для панелей четырехшовного пакета, может содержать EVOH для повышения газонепроницаемых свойств, если это необходимо для конкретного применения упаковки. EVOH не рассматривается как полимер на основе полиэтилена, как описано в данном документе, поскольку это может привести к проблемам в потоке переработки полиэтилена или полиолефина. Общий состав перерабатываемой пленки может предусматривать от 0% до 5% сополимера на основе этилена и винилового спирта по весу.
[78] В контексте данного документа, «слой» представляет собой однородный структурный блок пленок. Слои могут быть непрерывными или прерывистыми (т.е. узорчатыми) по длине и ширине пленки. В контексте данного документа, термин «пленка» представляет собой однослойное или многослойное полотно, которое имеет незначительный размер в направлении z (толщина) по сравнению с размерами в направлениях х и у (длина и ширина), напоминающее лист бумаги. В целом считается, что пленки имеют две основные поверхности, расположенные друг напротив друга, расширяющиеся в направлениях длины и ширины. Пленки могут быть выполнены из неограниченного количества пленок и/или слоев, причем пленки и/или слои могут быть соединены между собой с образованием композитного изделия, например, панели.
[79] В контексте данного документа, термин «внешний» используется для описания пленки, слоя или поверхности, которая находится в таком положении, что она расположена в окружающей среде или вблизи нее, когда пленка используется при применении упаковки. В контексте данного документа, термин «внутренний» используется для описания пленки, слоя или поверхности, которая находится в таком положении, что она расположена на упакованном продукте или рядом с ним, когда пленка используется при применении упаковки. В контексте данного документа, термин «внутренний» используется для описания пленки или слоя, который не расположен на поверхности пленки, в которой он содержится. Внутренний слой пленки смежный с другим слоем той же пленки с обеих сторон. Другими словами, слои пленки, которые находятся на поверхности этой пленки, не являются внутренними слоями.
[80] Вариант осуществления перерабатываемой упаковочной пленки показан на фиг. 9. В данном случае перерабатываемая упаковочная пленка 100 содержит внешнюю пленку 110 с высоким содержанием полиэтилена, ориентированную в машинном направлении. При использовании для образования четырехшовного пакета внешняя пленка 110 расположена таким образом, что она находится в контакте со средой, окружающей упаковку. Перерабатываемая упаковочная пленка 100 содержит внутреннюю пленку 120 на основе полиэтилена. При использовании для образования четырехшовного пакета внутренняя пленка 120 расположена таким образом, что она находится в контакте с внутренним пространством упаковки и/или продуктом в упаковке. Внешняя пленка 110 и внутренняя пленка 120 соединены друг с другом любым способом, известным специалистам в данной области техники преобразования упаковочной пленки.
[81] Другой вариант осуществления перерабатываемой упаковочной пленки показан на фиг. 10. Перерабатываемая упаковочная пленка 1500 содержит внешний слой 1510, который содержит поверхность 1514 наслоения и открытую поверхность 1512, которая содержит термостойкий надпечатный лак 1540. Слой 1550 краски, который содержит напечатанную графику, расположенную на поверхности 1514 наслоения внешней пленки 1510. Внутренняя пленка 1520 содержит первый наружный слой 1522, второй наружный слой 1528 и первый внутренний слой 1524. Первый наружный слой 1522 содержит уплотняющую поверхность 1521. Второй наружный слой 1528 содержит поверхность 1529 наслоения. Внешняя пленка 1510 и внутренняя пленка 1520 соединены друг с другом посредством клеевого слоя 1530, при этом слой 1550 краски расположен между поверхностью 1514 наслоения внешней пленки 1510 и клеевым слоем 1530. В некоторых вариантах осуществления первый внутренний слой содержит белый пигмент.
[82] Необязательно открытая поверхность внешней пленки покрыта термостойкими надпечатными лаком или лакокрасочным материалом. Надпечатный лак может покрывать всю открытую поверхность внешней пленки или он может быть узорчатым. Предпочтительно, чтобы этот слой лака был прозрачным и очень тонким, практически не придавая дополнительной жесткости всей конструкции. В некоторых случаях надпечатный лак или лакокрасочный материал могут предусматривать матовую отделку (например, тусклую, плоскую, с низким или отсутствующим блеском, с низким или отсутствующим глянцем) на открытой поверхности внешней пленки.
[83] Дополнительно, на внешнюю пленку может быть нанесена печать как на одну, так и на обе поверхности (т.е. поверхность наслоения или открытую поверхность), что обеспечивает графику для всей пленки и пакета. В одном варианте осуществления на внешней пленке печать нанесена на поверхности наслоения таким образом, что печатная графика находится между внешней пленкой и клеевым слоем.
[84] В другом варианте осуществления перерабатываемой упаковочной пленки, показанном на фиг. 11, упаковочная пленка 1100 имеет внешнюю пленку 1110 и внутреннюю пленку 1120, соединенные друг с другом посредством клеевого слоя 1130. Внешняя пленка имеет открытую поверхность 1112 и поверхность 1114 наслоения. Внутренняя пленка имеет первый наружный слой 1122, имеющий уплотняющую поверхность 1121, второй наружный слой 1128, имеющий поверхность 1129 наслоения. Внутренняя пленка имеет первый внутренний слой 1124 и второй внутренний слой 1126. Второй внутренний слой 1126 находится в относительно внешнем положении по сравнению с первым внутренним слоем 1124. Другими словами, второй внутренний слой 1126 находится между первым внутренним слоем 1124 внутренней пленки 1120 и внешней пленкой 1110. В некоторых вариантах осуществления первый внутренний слой 1124 содержит белый пигмент, а второй внутренний слой 1126 содержит EVOH. Перерабатываемая упаковочная пленка 1100 также может содержать термостойкий надпечатный лак 1140, расположенный на открытой поверхности 1112 внешней пленки 1110. В различных вариантах осуществления внутренняя пленка может содержать несколько внутренних слоев, один внутренний слой или не содержать внутреннего слоя.
[85] Скорость пропускания кислорода перерабатываемой упаковочной пленкой, когда в состав перерабатываемой упаковочной пленки входит кислородонепроницаемый материал, такой как EVOH, может составлять менее 1,0 см3/м2 в день, или от 0,1 см3/м2 в день до 1,5 см3/м2 в день, или от 0,5 см3/м2 в день до 1,0 см3/м2 в день, при измерении при 23°С и относительной влажности 50% по стандарту ASTM F1927. Скорость пропускания кислорода перерабатываемой упаковочной пленкой может составлять менее 2,0 см3/м2 в день, или от 0,5 см3/м2 в день до 5,0 см3/м2 в день, или от 1,0 см3/м2 в день до 2,0 см3/м2 в день, при измерении при 23°С и относительной влажности 70% по стандарту ASTM F1927. Скорость пропускания влаги перерабатываемой упаковочной пленкой может составлять менее 1,0 г/м2 в день или от 0,1 г/м2 в день до 1,0 г/м2 в день, или от 0,3 г/м2 в день до 1,0 г/м2 в день при измерении при 23°С по стандарту ASTM F1249. Без кислородонепроницаемого материала, такого как EVOH, скорость пропускания кислорода перерабатываемой упаковочной пленкой может предусматривать от 200 см3/м2 в день до 900 см3/м2 в день. Скорость пропускания влаги перерабатываемой упаковочной пленкой может составлять менее 5,0 г/м2 в день или от 1,0 г/м2 в день до 5,0 г/м2 в день, или от 1,5 г/м2 в день до 4,0 г/м2 в день при измерении при 38°С по стандарту ASTM F1249.
[86] Внешняя пленка перерабатываемой упаковочной пленки имеет высокое содержание полиэтилена. Внешняя пленка может состоять из одного или более полимеров на основе полиэтилена. Внешняя пленка может состоять из очень высоких уровней полимеров на основе полиэтилена, содержащих только малые количества технологических добавок не на основе полиэтилене (т.е. антиблокировочных, скользящих и т.д.). Общий состав внешней пленки может предусматривать от 90% до 100% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав внешней пленки составляет более 90% или более 95% материалов на основе полиэтилена по весу.
[87] Внешняя пленка может быть однослойной или многослойной и может быть произведена любым известным способом преобразования пленки.
[88] Внешняя пленка перерабатываемой упаковочной пленки может быть ориентирована в машинном направлении. Несмотря на то, что внешняя пленка ориентирована, целесообразно, чтобы пленка имела свободную усадку в машинном направлении менее 5% или предпочтительно менее 3% после нагревания неограниченного образца пленки в печи при 100°С в течение 15 минут. Материалы с более высокой усадкой оказывают негативное влияние при использовании в производстве пауча, так как усадочная пленка в областях термосварных швов создает более высокий разброс в повторяемости печати и обрабатываемости. Если внешняя пленка перерабатываемой упаковочной пленки имеет низкую усадку в условиях нагрева, то деформация швов и графики значительно меньше.
[89] В контексте данного документа, термины «ориентированная в машинном направлении» и «MDO» указывают, что пленка была нагрета до температуры ниже температуры плавления материала и растянута в по меньшей мере 2Х раза в машинном направлении. Как правило, это достигается процессом MDO с использованием нагретых валков. Обычный процесс получения пленки экструзией с раздувом действительно обеспечивает некоторое растяжение пленки, но не настолько, чтобы считать ее ориентированной, как описано в данном документе. Ориентированная пленка после ориентации также может быть подвержена термической усадке (т.е. отжигу), что обеспечивает стабильность ее размеров при условиях повышенной температуры, которые могут возникнуть при преобразовании пленки (т.е. при печати или наслоении) или при использовании упаковочной пленки (т.е. при термосварке). Пленка может быть произведена с использованием конкретных полимеров и может быть ориентирована с использованием конкретных условий, которые оптимизируют термостойкость пленки.
[90] Внешняя пленка перерабатываемой упаковочной пленки может иметь толщину от 10 микрон до 100 микрон, предпочтительно от 20 микрон до 50 микрон. Внешняя пленка может иметь среднюю плотность менее 0,97 г/см3 и более 0,88 г/см3.
[91] Внешняя пленка может иметь удлинение при разрыве в поперечном направлении превышающее 500% при испытании в соответствии с ASTM D882. Наличие удлинения при разрыве на этом уровне приводит к более прочному паучу в целом, способному выдерживать серьезное воздействие, такое как испытание на ударную прочность при падении.
[92] Внутренняя пленка перерабатываемой упаковочной пленки выполнена на основе полиэтилена. Внутренняя пленка является многослойной и может содержать один или более полимеров на основе полиэтилена. Общий состав внутренней пленки может содержать от 50% до 100% материалов на основе полиэтилена по весу. В некоторых вариантах осуществления общий состав внутренней пленки составляет более 90% или более 95% материалов на основе полиэтилена по весу. Общий состав внутренней пленки может предусматривать от 0% до 10% EVOH по весу. В некоторых вариантах осуществления общий состав внутренней пленки составляет менее 5% или менее 4% EVOH по весу.
[93] Как обсуждалось, внутренняя пленка может содержать первый наружный слой, который создает уплотняющую поверхность. Этот слой расположен ближе всего к внутренней стороне упаковки, когда перерабатываемая упаковочная пленка преобразуется в четырехшовный пакет. Первый наружный слой содержит полимеры на основе полиэтилена, которые могут достигать низких температур начала термосварки для легкого запечатывания и уплотнения тройных точек пакета. Термин «прочность шва», в контексте данного документа, означает прочность термосварного шва при температуре окружающей среды после образования шва. Перерабатываемые упаковочные пленки, описанные в данном документе, предусматривают состав первого наружного слоя, обеспечивающий прочность шва в диапазоне от 3500 гм/25,4 мм (7,7 фунта/дюйм) до 7500 гм/25,4 мм (16,5 фунта/дюйм) или даже более 7500 гм/25,4, когда пленка приваривается сама к себе при температуре в диапазоне от 77°С до 138°С (170°F-280°F) под давлением 30 фунтов на квадратный дюйм и временем выдержки в одну секунду.
[94] Термин «температура начала сварки», в контексте данного документа, означает первую температуру выше температуры окружающей среды, при которой может образоваться шов при приложении заданной температуры и давления на упаковочную пленку заданной толщины в течение заданной продолжительности времени. Например, первый наружный слой может предусматривать температуру начала сварки, которая составляет менее 82°С (180°F), 99°С (210°F), 115°С (240°F) или менее 138°С (280°F).
[95] Кроме того, первый наружный слой, содержащий полимеры на основе полиэтилена, обладает прочностью горячего слипания. Термосварные швы являются наиболее прочными после охлаждения до температуры окружающей среды. Однако для функционирования в коммерчески приемлемом темпе упаковки могут быть образованы и обработаны до того, как термосварные швы успеют полностью остыть. На этой стадии термосварные швы еще не полностью затвердели (или рекристаллизовались), что, в целом, снижает максимальную прочность шва. Термин «горячее слипание», в контексте данного документа, касается прочности сварного шва сразу после операции сварки и перед его остыванием и достижением его максимальной прочности шва. Хотя важно, чтобы пленки обладали достаточным горячим слипанием для сохранения целостности шва, также важно, чтобы пленки не прилипали сами к себе или к упаковочному оборудованию в процессе образования упаковки. В некоторых вариантах осуществления горячее слипание перерабатываемой упаковочной пленки должно составлять более 1 фунта на дюйм при 110°С (230°F) или ниже при испытании в соответствии с ASTM F88 под давлением 30 фунтов на квадратный дюйм, времени выдержки, составляющем одну секунду, и времени охлаждения, составляющем 0,2 секунды.
[96] Дополнительно, уплотняющая поверхность внутренней пленки должна иметь минимальный статический коэффициент трения (COF) 0,45 (уплотняющий материал к уплотняющему материалу), измеренный по стандарту ASTM 1894.
[97] Как обсуждалось, внутренняя пленка может предусматривать внутренний слой, содержащий белый пигмент. Белый концентрат способствует улучшению эстетического вида пакета и уровня непрозрачности. Белый концентрат может придавать внутренней пленке диффузную оптическую плотность от 0,30 до 0,50 единиц при измерении с использованием денситометра для измерения в проходящем свете.
[98] Как обсуждалось, внутренняя пленка может содержать второй наружный слой, который создает поверхность наслоения. В некоторых вариантах осуществления поверхность наслоения содержит полиэтилен, который предусматривает температуру плавления более 115°F (240°F).
[99] Как обсуждалось, внутренняя пленка может содержать первый наружный слой, который создает уплотняющую поверхность. В некоторых вариантах осуществления уплотняющая поверхность содержит полиэтилен, который предусматривает температуру плавления, которая на по меньшей мере -6,67°С (20°F) ниже температуры плавления поверхности наслоения.
[100] В некоторых вариантах осуществления изобретения внутренняя пленка содержит поверхность наслоения, которая предусматривает температуру плавления более 115°F (240°F), и уплотняющую поверхность, которая предусматривает температуру плавления, которая на по меньшей мере -6,67°С (20°F) ниже, чем температура плавления поверхности наслоения.
[101] Авторы настоящего изобретения преимущественно обнаружили, что градиент температур плавления между поверхностью наслоения и уплотняющей поверхностью, как указано в данном документе, позволяет внутренней пленке оставаться неповрежденной в области шва при образовании термосварных швов. Например, в процессе формирования шва швы практически не подвержены вытеканию расплавленных полимеров внутренней пленки. Соответственно, четырехшовный пакет демонстрирует улучшенные характеристики при испытании на ударную прочность при падении благодаря тому, что материалы внутренней пленки полностью или почти полностью присутствуют в швах перерабатываемой упаковочной пленки. Кроме того, при испытании на ударную прочность при падении было замечено, что разрушение четырехшовного пакета происходит из-за удлинения и последующего разрыва внутренней пленки, а не из-за разрушения самого шва, как это наблюдалось в упаковках предыдущего уровня техники. Разрушение вследствие удлинения внутренней пленки является еще одним показателем того, что внутренняя пленка остается неповрежденной в шве.
[102] Внутренняя пленка предусматривает значение разрыва в машинном направлении (MD) и значение разрыва в поперечном направлении (CD) более 17000 мН (26,3 фунт-сила) в соответствии с ASTM D1922-09, как описано в данном документе. Высокие значения MD и CD разрыва могут указывать на то, что внутренняя пленка имеет такую эластичность, что наиболее часто наблюдаемый вид разрушения при испытании на ударную прочность при падении представляет собой удлинение до точки разрыва, а не разрушение шва.
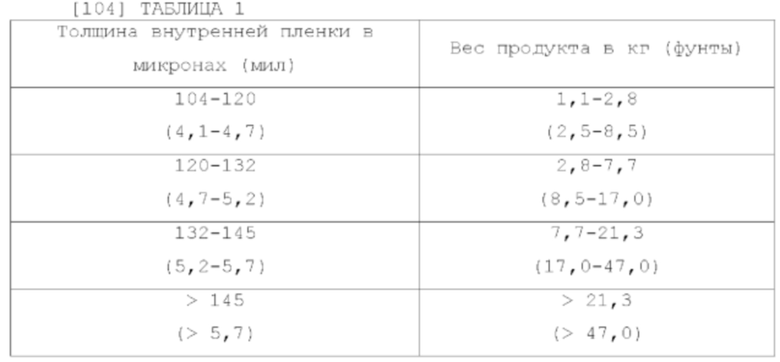
[103] Внутренняя пленка может иметь толщину от 25 микрон до 200 микрон, от 50 микрон до 150 микрон и, более конкретно, от 114 микрон до 140 микрон. В некоторых вариантах осуществления толщина внутренней пленки может быть выбрана с учетом веса продукта, который будет содержаться в четырехшовном пакете. В некоторых вариантах осуществления толщина внутренней пленки может быть выбрана, как указано в таблице 1, в которой показана толщина внутренней пленки для соответствующих значений веса продуктов.
[105] Внешняя пленка и внутренняя пленка могут быть наслоены с помощью термического воздействия, экструзии или клея. Например, клеевой слой перерабатываемой упаковочной пленки может содержать одно- или двухкомпонентный клей для наслоения. В этих видах клея, как правило, используются полиуретановые, акриловые или эпоксидные химические соединения аминного типа. В варианте осуществления клеевой слой может представлять собой двухкомпонентный клей на основе полиуретана. Особое внимание следует уделить аспектам наслоения, в том числе выбору средства для наслоения, поскольку перерабатываемая упаковочная пленка должна обладать жесткостью, обеспечивающей хорошую обрабатываемость. Термины «хорошая обрабатываемость», «хорошо поддается обработке на оборудовании», в контексте данного документа, касается перерабатываемой упаковочной пленки, имеющей достаточную жесткость, позволяющей перерабатываемой упаковочной пленке передвигаться на требуемых скоростях машины для образования четырехшовного пакета.
[106] Перерабатываемая упаковочная пленка может иметь удлинение при разрыве в поперечном направлении более 500% при испытании в соответствии с ASTM D882. Наличие удлинения при разрыве на этом уровне приводит к более прочному паучу в целом, способному выдерживать серьезное воздействие, такое как испытание на ударную прочность при падении.
[107] Авторы настоящего изобретения неожиданно создали перерабатываемую упаковочную пленку, обладающую такими свойствами, как хорошая обрабатываемость и выдерживание испытания на ударную прочность при падении четырехшовной упаковки. Было обнаружено, что такие переменные, как те, что известны специалисту в данной области для улучшения обрабатываемости или показателей прохождения испытаний на ударную прочность при падении, негативно влияют на желаемые уровни каждого из этих свойств. Например, специалисту в данной области техники в целом известно, что биаксиально ориентированные внешние пленки улучшают жесткость слоистой пленки и общую стабильность размеров пленки. Однако было обнаружено, что биаксиально ориентированные пленки, используемые в качестве внешней пленки в объеме настоящего изобретения, не прошли испытания на ударную прочность при падении по сравнению с моноаксиально ориентированными (т.е. ориентированными в машинном направлении) внешними пленками, раскрытыми в данном документе. Дополнительно, специалист в данной области техники может ожидать, что уплотняющий слой, предусматривающий низкий SIT, обеспечит достаточные швы и улучшит показатели прохождения испытания на ударную прочность при падении. Было обнаружено, что для прохождения испытаний на ударную прочность при падении уплотняющие слои в объеме настоящего изобретения требуют не только низкого SIT, но также подходящего горячего слипания. В другом примере в качестве внешней пленки использовалась неориентированная пленка. Было обнаружено, что неориентированная пленка, использованная в качестве внешней пленки, прошла испытания на ударную прочность при падении, но плохо поддавалась обработке на оборудовании, используемом для изготовления пакетов четырехшовного формата.
[108] Перерабатываемая упаковочная пленка демонстрирует хорошую термостойкость. В некоторых вариантах осуществления термостойкость перерабатываемой упаковочной пленки может быть равна или более приблизительно 138°С. Другими словами, перерабатываемая упаковочная пленка может быть термостойкой при температуре по меньшей мере приблизительно 138°С. В некоторых вариантах осуществления термостойкость перерабатываемой упаковочной пленки может быть равна 140°С или более, равна 150°С или более, равна 160°С или более, равна 170°С или более, равна 180°С или более, равна 190°С или более, равна 200°С или более.
[109] Способы испытаний
[110] Значение разрыва: Использовали способ на разрыв по Элмендорфу в соответствии с ASTM D1922-09 с применением прибора для испытания на разрыв Лоренцена и Веттре, модель 09ED (SE009ED, №прибора 989/221). Параметры испытания включали радиус разрыва 43 мм, предварительный разрез в образцах и маятник В.
[111] Температура начала сварки: Перерабатываемые упаковочные пленки подвергались термосварке сами с собой (первый наружный слой с первым наружным слоем) при различных температурах под давлением 30 фунтов на квадратный дюйм и времени выдержки, составляющем одну секунду, после чего им давали остыть до температуры окружающей среды. Значения прочности шва или усилие, необходимое для отслаивания запаянных пленок под углом 90 градусов, измерялось с помощью прибора для испытания прочности на разрыв компании Instron в соответствии с ASTM F88.
[112] Шов горячего слипания: Перерабатываемые упаковочные пленки подвергались термосварке сами с собой (первый наружный слой с первым наружным слоем) при различных температурах под давлением 30 фунтов на квадратный дюйм, времени выдержки, составляющем одну секунду, после чего им давали остыть 0,2 секунды. Значения прочности шва или усилие, необходимое для отслаивания запаянных пленок под углом 90 градусов, измерялось с помощью прибора для испытания прочности на разрыв компании Instron в соответствии с ASTM F88. Были зафиксированы значения горячего слипания при различных температурах.
[113] Испытание на ударную прочность при падении: ASTM D 5276-98, процедура испытания А2.2.1:
Значения высоты падения: 50,8, 60,9, 76,2, 91,4, 106,7, 121,9 и 132,1 см (20, 24, 30, 36, 42, 48 и 54 дюйма).
Количество испытываемых паучей на высоту: варьируется и в соответствии с таблицами 1 и 2.
Падение на нижнюю часть: четырехшовный пакет сбрасывали с конкретной высоты таким образом, чтобы при падении нижняя часть пакета была параллельна поверхности приземления.
Максимальная высота падения: наибольшая, при которой проходит 100% размера образца.
Результат прохождения испытания на ударную прочность при падении: 91,4 см (36 дюймов) или более.
[114] Термостойкость и характеристики уплотняющего материала: Внутреннюю пленку каждого из примеров и сравнительных примеров внутренней пленки сваривали с самой собой, помещая упаковочную пленку в прибор для запечатывания, в котором верхний зажим (например, запаивающая пластина) нагревался путем воздействия металла (т.е. оголенного металла, без антипригарного покрытия) на нижний зажим (например, запаивающую пластину), содержащий антипригарное покрытие (например, покрытие TEFLON) и установленный на отраженную температуру. Температура испытания при первоначальном запечатывании составляла приблизительно 104°С при давлении приблизительно 0,276 МПа и времени выдержки, составляющем 1 секунду. Температуру повышали с шагом приблизительно 5°С-6°С (10°F), при этом давление и время выдержки оставались постоянными. После каждого повышения температуры образцы пленки подвергали визуальному осмотру на предмет деформации пленки и определяли обозначение шва (например, отслоение, Норм.) при извлечении образца из прибора для запечатывания и оценке в ручном режиме усилия, составляющего 2500 г/25,4 мм или менее. Для каждой температуры размер образца составлял 2. Записывали значения температуры и характеристики шва, при которых образовывали швы.
[115] Расход воздуха в элементе для вентиляции: Использовали прибор для испытания прочности швов Carleton Series 2000 (модель F100-2600-3) и цифровой расходомер Cole-Parmer модель 32908-75. Параметры испытания включали: расход = 1, чувствительность = 5, предварительное заполнение = Y, единицы измерения = дюймы H2O, давление = 25, время = 30 и настройку панели управления = стандартное испытание на ползучесть. Прорез пустого пакета закреплен вокруг сопла для подачи воздуха таким образом, что воздух может выходить только из элемента для вентиляции. Обеспечивается возможность достижения давлением стабильного входного давления 25 +/- 1 единиц дюймов H2O. Поддерживается давление в течение 30 секунд и от 20 до 30 секунд, регистрируется скорость потока воздуха на основании расходомера в литрах/минута (л/мин).
[116] Примеры
[117] Перерабатываемая упаковочная пленка была получена путем наслоения ориентированной в машинном направлении пленки на основе полиэтилена толщиной приблизительно 25 мкм (плотность 0,96 г/см3) (внешняя пленка) на пленку, полученную экструзией с раздувом, на основе полиэтилена (внутренняя пленка) с использованием двухкомпонентного клея на основе полиуретана. Полиэтиленовая внешняя пленка имела измеренные в соответствии с ASTM D 882 секущий модуль упругости в машинном направлении приблизительно 1600 Н/мм2, секущий модуль упругости в поперечном направлении приблизительно 1100 Н/мм2 и удлинение при разрыве в поперечном направлении приблизительно 600%. Свободная усадка внешней пленки составила приблизительно 2,5% в машинном направлении при хранении без ограничений в печи при 100°С в течение 15 минут. Внутренняя пленка на основе полиэтилена имела следующую структуру: слой наслоения (т.е. второй наружный слой) / слой белого пигмента (т.е. второй внутренний слой) / уплотняющий слой (т.е. первый внешний слой). Поверхность наслоения внутренней пленки содержит полиэтилен, который предусматривает температуру плавления более 115,5°С, при этом уплотняющий слой внутренней пленки содержит полиэтилен, который предусматривает температуру плавления, которая на по меньшей мере -6,67°С (20°F) ниже температуры плавления поверхности наслоения.
[118] Пленки из сравнительного примера были получены путем наслоения внешней пленки, как указано ниже, на внутреннюю пленку с помощью двухкомпонентного клея на основе полиуретана. Внутренняя пленка имела следующую структуру: слой наслоения (т.е. второй наружный слой) / слой белого пигмента (т.е. второй внутренний слой) / уплотняющий слой (т.е. первый наружный слой). Внутренняя пленка указана ниже и представляла собой либо i) пленку, полученную экструзией с раздувом, на основе полиэтилена, либо ii) пленку, полученную экструзией с раздувом, на основе полиэтилена, которая содержит поверхность наслоения, предусматривающую температуру плавления более 115,5°С, и уплотняющий слой, предусматривающий температуру плавления, которая на по меньшей мере -6,67°С (20°F) ниже, чем температура плавления поверхности наслоения.
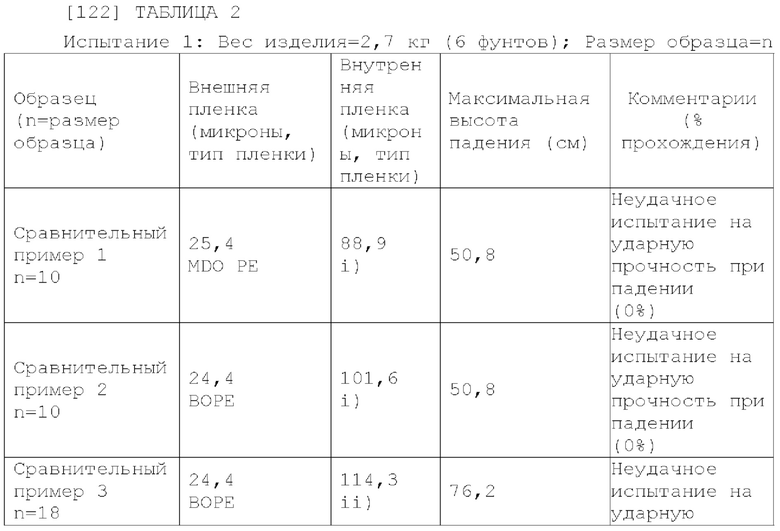
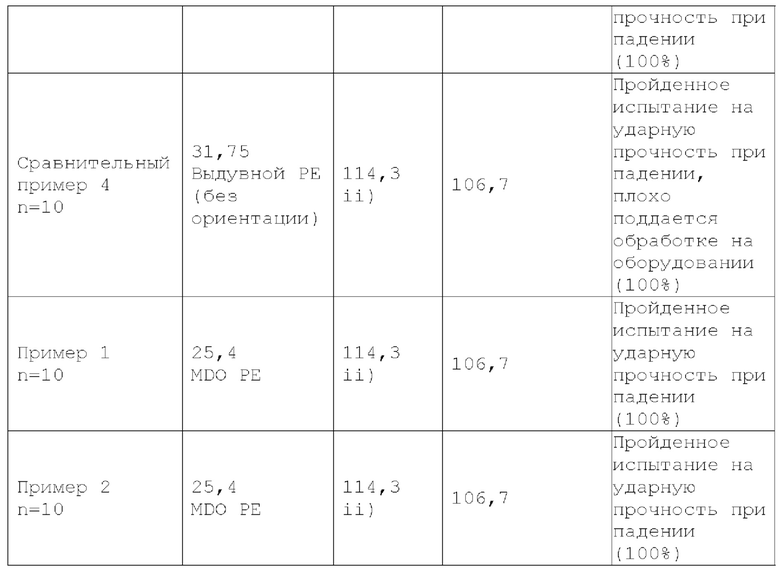
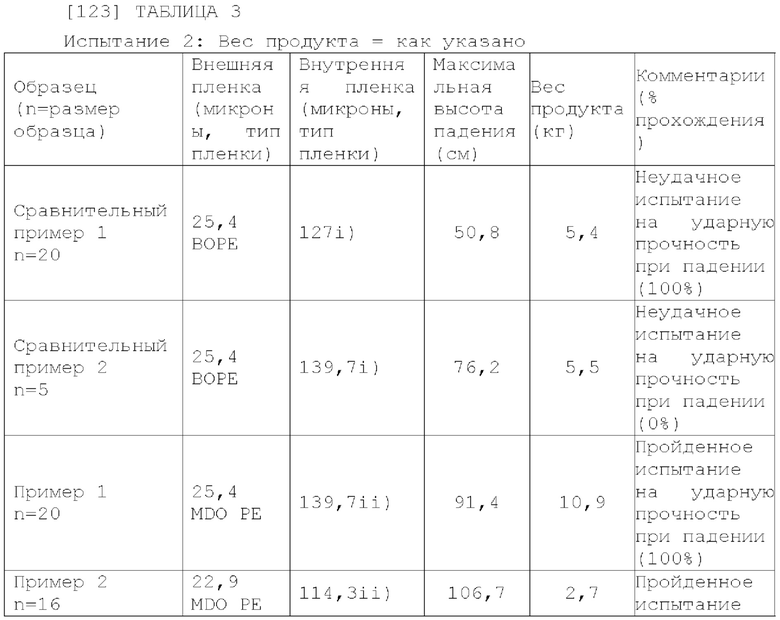
[119] Перерабатываемая упаковочная пленка и пленка из сравнительного примера были образованы в четырехшовные пакеты, имеющие переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель и нижнюю панель, как описано в данном документе. Пакет был заполнен кормом для собак с различными значениями веса и герметично закрыт без каких-либо протечек в тройных точках. Пакеты, включенные в таблицу 2, предусматривали элемент для вентиляции, обеспечивающий скорость потока воздуха минимум 3 л/мин.
[120] Пакет сбрасывали с разных типов высоты и записывали максимальную высоту падения, при которой все пакеты прошли испытание на ударную прочность при падении, т.е. без разрыва пакета.
[121] Для каждого испытания:
MDO РЕ = ориентированная в машинном направлении полиэтиленовая пленка
ВОРЕ = биаксиально ориентированная полиэтиленовая пленка
Выдувной РЕ = неориентированная полиэтиленовая пленка
[124] В таблице 4 показаны термостойкость и характеристики шва сравнительных примеров 1-4 и примера 1 пленок в соответствии с таблицей 2. В таблице 5 показаны термостойкость и характеристики шва сравнительного примера 2 и примера 1 пленок в соответствии с таблицей 3. В таблицах 4 и 5 представлены пять этапов сравнительного примера и примера пленок, подвергнутых измерению термостойкости. Пять этапов находились под визуальным наблюдением при различных температурах во время измерения термостойкости. Пять этапов были следующими
Отсутствие/незначительна деформация
Небольшая деформация
Средняя деформация
Высокая деформация
Разрушение
[125] Кроме того, уплотняющие характеристики внутренней пленки оценивались в соответствии со следующими двумя категориями:
Отслаивание: материал изначально был прикреплен, но не выдержал и отслоился.
ОК: шов скреплен

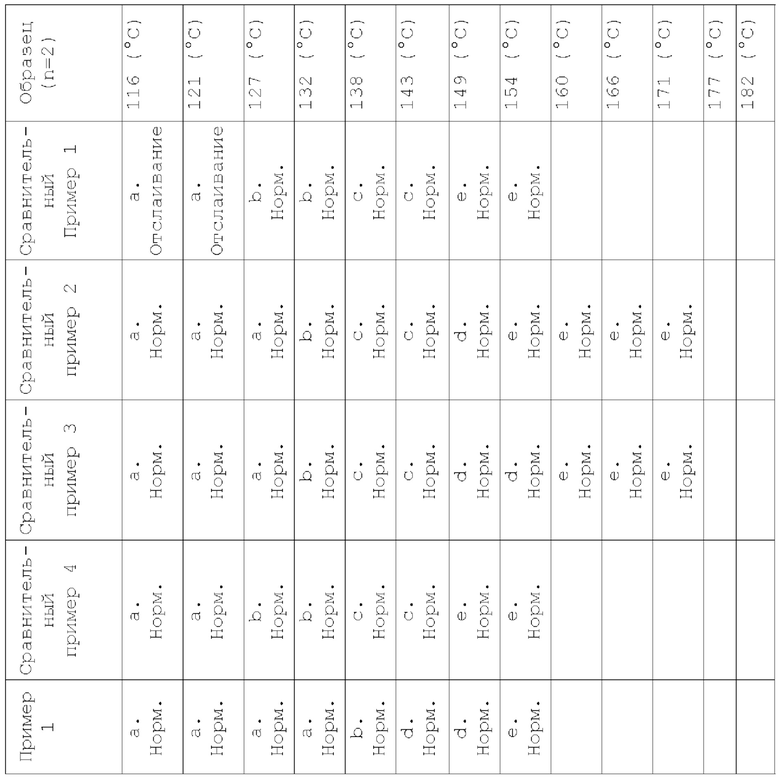
[127] Как показано в таблице 4, пример 1 показал отсутствие/незначительную деформацию не более приблизительно 132°С, небольшую деформацию от приблизительно 132°С до приблизительно 138°С, высокую деформацию от приблизительно 138°С до приблизительно 149°С и разрушение после приблизительно 149°С. Пример 1 образовывал швы, которые оставались герметичными при всех температурах (т.е. ОК). Сравнительный пример 1 показал отсутствие/незначительную деформацию не более приблизительно 121°С, небольшую деформацию от приблизительно 121°С до приблизительно 132°С, среднюю деформацию от приблизительно 132°С до приблизительно 149°С и разрушение после приблизительно 149°С. Швы сравнительного примера 1 не оставались герметичными от 116°С до приблизительно 127°С; швы оставались неповрежденными выше приблизительно 127°С. Сравнительный пример 2 показал отсутствие/незначительную деформацию не более приблизительно 132°С, небольшую деформацию от приблизительно 132°С до приблизительно 138°С, среднюю деформацию от приблизительно 138°С до приблизительно 149°С, высокую деформацию от приблизительно 149°С до приблизительно 154°С и разрушение после приблизительно 154°С. Сравнительный пример 2 образовывал швы, которые оставались герметичными при всех температурах. Сравнительный пример 3 показал отсутствие/незначительную деформацию не более приблизительно 132°С, небольшую деформацию от приблизительно 132°С до приблизительно 138°С, среднюю деформацию от приблизительно 138°С до приблизительно 149°С, высокую деформацию от приблизительно 149°С до приблизительно 160°С и разрушение после приблизительно 160°С. Сравнительный пример 3 образовывал швы, которые оставались герметичными при всех температурах. Сравнительный пример 4 показал отсутствие/незначительную деформацию не более приблизительно 127°С, небольшую деформацию от приблизительно 127°С до приблизительно 138°С, среднюю деформацию от приблизительно 138°С до приблизительно 149°С, высокую деформацию от приблизительно 149°С до приблизительно 154°С и разрушение после приблизительно 154°С. Сравнительный пример 4 образовывал швы, которые оставались герметичными при всех температурах. Пример 1 продемонстрировал минимальную деформацию пленки при температурах не более приблизительно 143°С по сравнению со сравнительными примерами 1-4, которые продемонстрировали минимальную деформацию пленки при температурах от 116°С до приблизительно 138°С. Пример 1 продемонстрировал лучшие характеристики шва (т.е. ОК) при тех же температурах, от приблизительно 116°С до приблизительно 121°С, чем сравнительный пример 1 (т.е. отслоение). Пример 1 в целом демонстрирует более широкое окно запечатывания от приблизительно 116°С до приблизительно 143°С на основе деформации пленки и сохранении швов герметичными, чем окно запечатывания сравнительных примеров 1-4, которое составляет от приблизительно 116°С до приблизительно 138°С. Следует отметить, что швы не образуются ниже 116°С.

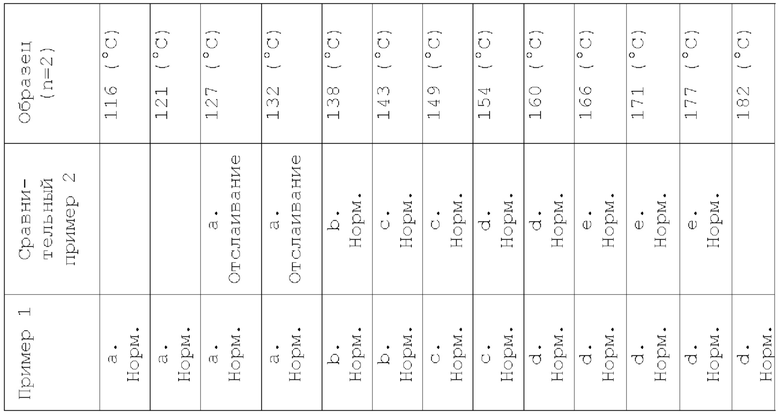
[129] Как показано в таблице 5, пример 1 показал отсутствие/незначительную деформацию не более приблизительно 138°С, небольшую деформацию от приблизительно 138°С до приблизительно 149°С, среднюю деформацию от приблизительно 149°С до приблизительно 160°С и высокую деформацию после приблизительно 160°С. Пример 1 образовывал швы, которые оставались герметичными при всех температурах (т.е. ОК). Сравнительный пример 2 показал отсутствие/незначительную деформацию не более приблизительно 138°С, небольшую деформацию от приблизительно 138°С до приблизительно 143°С, среднюю деформацию от приблизительно 143°С до приблизительно 154°С, высокую деформацию от приблизительно 154°С до приблизительно 166°С и разрушение после приблизительно 166°С. Швы сравнительного примера 2 не оставались герметичными от приблизительно 127°С до приблизительно 138°С; швы оставались неповрежденными выше приблизительно 138°С. Пример 1 продемонстрировал минимальную деформацию пленки при температурах не более приблизительно 143°С по сравнению со сравнительными примерами 1-4, которые продемонстрировали минимальную деформацию пленки при температурах от приблизительно 116°С до приблизительно 149°С. Пример 1 продемонстрировал лучшие характеристики шва (т.е. ОК) при тех же температурах, от приблизительно 116°С до приблизительно 138°С, чем сравнительный пример 1 (т.е. отслоение). Пример 1 в целом демонстрирует более широкое окно запечатывания от приблизительно 116°С до приблизительно 149°С на основе деформации пленки и сохранении швов герметичными, чем окно запечатывания сравнительного примера 2, которое составляет от приблизительно 138°С до приблизительно 143°С.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕРАБАТЫВАЕМЫЙ ПАКЕТ | 2021 |
|
RU2822351C2 |
| СПОСОБ ПРОИЗВОДСТВА СТЕРИЛИЗОВАННОГО УПАКОВАННОГО ПРОДУКТА | 2006 |
|
RU2393960C2 |
| СТЕРИЛЬНЫЕ УПАКОВОЧНЫЕ СИСТЕМЫ ДЛЯ МЕДИЦИНСКИХ УСТРОЙСТВ | 2017 |
|
RU2719019C1 |
| УПАКОВОЧНЫЙ ПАКЕТ ИЗ ПЛЕНКИ | 2007 |
|
RU2422342C1 |
| ТАРА С ПЛОСКИМ ШВОМ | 2016 |
|
RU2700958C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| РАЗРЫВНОЙ ПАКЕТ С НЕОТДЕЛЯЕМОЙ ОТРЫВНОЙ ЧАСТЬЮ ПОСЛЕ ВСКРЫТИЯ | 2021 |
|
RU2822348C1 |
| ЭЛАСТИЧНАЯ ЕМКОСТЬ С УКУПОРОЧНЫМ СРЕДСТВОМ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2015 |
|
RU2683722C1 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С УВЕЛИЧЕННЫМИ РЕЗИНКАМИ ДЛЯ НОГ | 2017 |
|
RU2709772C1 |
Изобретение относится к пакетам с четырехшовной конструкцией и перерабатываемым пленочным структурам, используемым для производства пакетов. Четырехшовная упаковка имеет переднюю панель, заднюю панель, первую боковую панель и вторую боковую панель, образованную из перерабатываемой упаковочной пленки. Перерабатываемая упаковочная пленка содержит внешнюю пленку с высоким содержанием полиэтилена, ориентированную в машинном направлении, и внутреннюю пленку на основе полиэтилена. Четырехшовная упаковка, содержащая гранулированный продукт, выдерживает разрыв при падении согласно процедуре испытания A2.2.1 в соответствии с ASTM D5276-98 в нижней части упаковки при высоте падения 91,4 см (36 дюймов). Технический результат заключается в обеспечении отличной прочности при падении и защиты продукта. 8 з.п. ф-лы, 14 ил., 5 табл.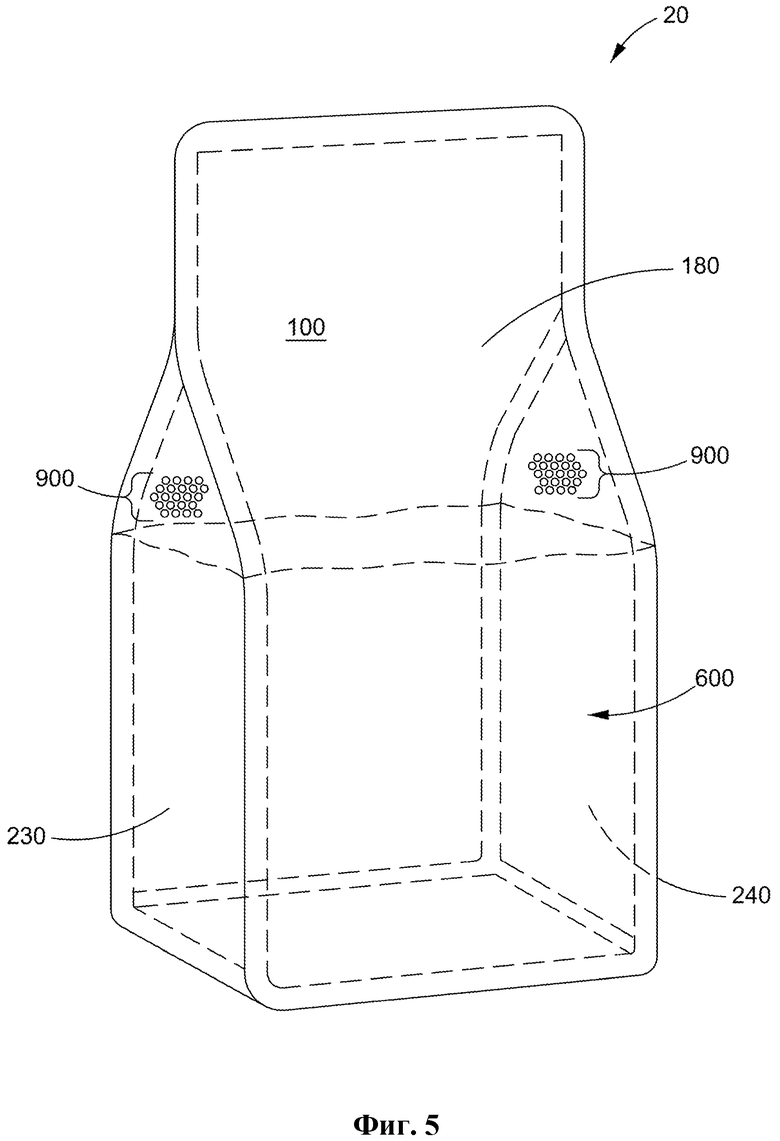
1. Упакованный продукт, содержащий:
гранулированный продукт; и
пакет, вмещающий упомянутый гранулированный продукт, причем пакет содержит переднюю панель, заднюю панель, первую боковую панель, вторую боковую панель, верхний шов, первый боковой шов, второй боковой шов и нижний шов; при этом
первый боковой шов содержит часть в виде передней опоры, соединяющую переднюю панель с первой боковой панелью, и часть в виде задней опоры, соединяющую заднюю панель с первой боковой панелью;
второй боковой шов содержит часть в виде передней опоры, соединяющую переднюю панель со второй боковой панелью, и часть в виде задней опоры, соединяющую заднюю панель со второй боковой панелью;
причем первый боковой шов дополнительно содержит верхнюю часть, соединяющую переднюю панель с задней панелью, а второй боковой шов дополнительно содержит верхнюю часть, соединяющую переднюю панель с задней панелью;
каждая из передней панели, задней панели, первой боковой панели и второй боковой панели содержит перерабатываемую упаковочную пленку, содержащую ориентированную внешнюю пленку с высоким содержанием полиэтилена, внутреннюю пленку на основе полиэтилена и клеевой слой, соединяющий внешнюю пленку с внутренней пленкой;
при этом внутренняя пленка содержит уплотняющую поверхность, содержащую первый наружный слой внутренней пленки, который может быть открыт для гранулированного продукта; и
внутренняя пленка содержит поверхность наслоения, которая содержит второй наружный слой внутренней пленки, открытый для клеевого слоя;
при этом пакет содержит верхнюю часть и нижнюю часть и упакованный продукт устойчив к разрыву при падении согласно процедуре испытания А2.2.1 в соответствии с ASTM D5276-98 в нижней части пакета при высоте падения 91,44 см (36 дюймов).
2. Упакованный продукт по п. 1, в котором поверхность наслоения внутренней пленки содержит полиэтилен, имеющий температуру плавления более 115,5°С (240°F).
3. Упакованный продукт по п. 1 или 2, в котором пакет дополнительно содержит нижнюю панель, изготовленную из перерабатываемой упаковочной пленки, при этом нижний шов содержит переднюю часть, соединяющую переднюю панель с нижней панелью, заднюю часть, соединяющую заднюю панель с нижней панелью, первую боковую часть, соединяющую первую боковую панель с нижней панелью, и вторую боковую часть, соединяющую вторую боковую панель с нижней панелью.
4. Упакованный продукт по п. 1 или 2, в котором нижний шов соединяет переднюю панель с задней панелью.
5. Упакованный продукт по любому из пп. 1-4, в котором по меньшей мере одна из передней панели, задней панели, первой боковой панели и второй боковой панели содержит элемент для вентиляции.
6. Упакованный продукт по любому из пп. 1-5, дополнительно содержащий застежку-молнию.
7. Упакованный продукт по любому из пп. 1-6, в котором гранулированный продукт предусматривает массу от 1,36 кг до 22,68 кг (от 3 фунтов до 50 фунтов).
8. Упакованный продукт по любому из пп. 1-7, в котором пакет предусматривает толщину внутренней пленки от 104 мкм до 145 мкм (от 4,1 мил до 5,7 мил).
9. Упакованный продукт по любому из пп. 1-8, в котором внешняя пленка ориентирована в машинном направлении и содержит по меньшей мере 95% материалов на основе полиэтилена.
| US 2010150479 A1, 17.06.2010 | |||
| US 2013004627 A1, 03.01.2013 | |||
| US 4147291 A, 03.04.1979 | |||
| US 20060104550 A1, 18.05.2006 | |||
| US2011150368 A1, 23.06.2011 | |||
| US 2014151260 A1, 05.06.2014. |

