ПЕРЕКРЕСТНЫЕ ССЫЛКИ
[0001] В настоящей заявке испрашивается приоритет по предварительной заявке на патент США №62/968,253, поданной 31 января 2020 года, предварительной заявке на патент США №63/067,306, поданной 18 августа 2020 года, а также предварительной заявке на патент США №63/068,295, поданной 20 августа 2020 года, и эти заявки включены в настоящий документ посредством ссылки в полном объеме для всех целей.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
[0002] Сталь может представлять собой сплав железа и прочих элементов, включая углерод. Когда основным легирующим элементом является углерод, его содержание в стали может колебаться от 0,002 до 2,1% по массе. Помимо прочего, в стали могут присутствовать следующие элементы: углерод, марганец, фосфор, сера, кремний, кислород, азот и алюминий. Легирующие элементы, добавляемые для изменения характеристик стали, могут включать в себя, помимо прочего: марганец, никель, хром, молибден, бор, титан, ванадий и ниобий.
[0003] Конкретная композиция из стали может быть изменена в зависимости от выбранной области применения для оптимизации химических, механических, электрических или других свойств. Определенные композиции из стали могут быть использованы там, где их свойства приносят положительный эффект.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0004] В настоящем документе признается необходимость в наличии композиций из металла с улучшенными электрическими и механическими свойствами. Желательным является получение композиций из металла, например, электросталей со сниженными потерями в сердечнике вследствие магнитной индукции в сравнении со стандартными композициями из металла. Предпочтительно, чтобы потери в сердечнике композиций из металла вследствие магнитной индукции были минимальными, а также чтобы они обладали способностью к формованию, что позволило бы механическим способом сформовать размер этих композиций из металла. В настоящем документе предлагаются способы формирования композиций из металла, которые обеспечивают улучшенные электрические и/или магнитные свойства, в то же время сохраняя механические свойства, позволяющие механическим способом уменьшить их размер.
[0005] В определенных вариантах осуществления в настоящем документе предлагается способ формирования подложки с улучшенными магнитными свойствами, включающий отжиг подложки. Подложка может включать элементарное соединение для получения отожженной подложки, включающей такое соединение. В некоторых вариантах осуществления отожженная подложка включает слой (например, прилегающий к его поверхности) с элементарным соединением. Способы могут дополнительно включать формование отожженной подложки механическим способом для формирования подложки с улучшенными магнитными свойствами. Отожженная подложка может быть сформована механическим способом относительно исходной подложки.
[0006] В определенных вариантах осуществления в настоящем документе предлагается способ формирования подложки с улучшенными магнитными свойствами, включающий применение шликера к поверхности подложки для получения подложки, покрытой шликером. Шликер может не включать элементарное соединение. В некоторых вариантах осуществления подложка включает элементарное соединение. Эти способы могут дополнительно включать отжиг подложки, покрытой шликером, для получения отожженной подложки. В некоторых вариантах осуществления отожженная подложка включает слой (например, прилегающий к поверхности подложки) с элементарным соединением. Отожженная подложка может быть дополнительно сформована механическим способом как минимум в одной плоскости относительно подложки для формирования подложки с улучшенными магнитными свойствами.
[0007] В определенных вариантах осуществления в настоящем документе предлагается способ формирования подложки с улучшенными магнитными свойствами, который включает:
a. нанесение шликера, включающего легирующую присадку, на поверхность подложки для получения подложки, покрытой шликером, которая включает легирующую присадку или ее производное вещество, причем эта присадка содержит элементарное соединение;
b. отжиг подложки, покрытой шликером, для получения отожженной подложки, включающей слой с элементарным соединением, прилегающий к поверхности этой подложки; и
c. формование отожженной подложки механическим способом как минимум в одной плоскости относительно подложки для формирования подложки с улучшенными магнитными свойствами.
[0008] В определенных вариантах осуществления в настоящем документе предлагается способ формирования подложки с улучшенными магнитными свойствами, который включает:
формование отожженной подложки механическим способом как минимум в одной плоскости относительно подложки для формирования подложки с улучшенными магнитными свойствами,
причем отожженная подложка была получена путем отжига подложки, покрытой шликером, которая, в свою очередь, была получена путем нанесения шликера на поверхность подложки, и при этом:
шликер включает легирующую присадку с элементарным соединением; подложка, покрытая шликером, включает легирующую присадку или ее производное вещество; и
отожженная подложка включает слой с элементарным соединением, прилегающий к поверхности подложки.
[0009] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами подложка включает слой покрытия, содержащий метал или оксид металла, подбираемый из числа кобальта, никеля, кремния, алюминия, их оксидов и сочетаний.
[0010] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами слой покрытия подложки включает алюминий. В некоторых вариантах осуществления слой покрытия подложки включает кремний. В некоторых вариантах осуществления слой покрытия подложки включает кремний и алюминий В некоторых вариантах осуществления слой покрытия подложки включает никель. В некоторых вариантах осуществления слой покрытия подложки включает кобальт. В некоторых вариантах осуществления слой покрытия подложки включает кремний, кобальт и никель. В некоторых вариантах осуществления слой покрытия подложки был нанесен на нее гальваническим способом или способом погружения в расплав.
[0011] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами подложка включает металл, оксид металла или металлический сплав. В некоторых вариантах осуществления подложка включает медь, олово, хром, никель, молибден, алюминий, марганец, железо, углерод, азот, серу, кремний или их сочетание. В некоторых вариантах осуществления подложка включает железо, углерод, азот, серу, кремний, алюминий, хром или их сочетание. В некоторых вариантах осуществления подложка включает углерод, азот или серу.
[0012] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами подложка включает сталь. В некоторых вариантах осуществления сталь включает углерод с массовой долей максимум 0,01, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001, 0,0009, 0,0008, 0,0007, 0,0006 или 0,000 5%. В некоторых вариантах осуществления сталь включает углерод с массовой долей от около 0,0005 до около 0,006%. В некоторых вариантах осуществления сталь включает кремний с массовой долей максимум 3,5, 3, 2,5, 2, 1,5, 1 или 0,5%. В некоторых вариантах осуществления сталь включает серу с массовой долей от около 0,0001 до около 0,01%.
[0013] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средняя толщина подложки составляет максимум 0,063, 0,057, 0,051, 0,047, 0,045, 0,040, 0,036, 0,032, 0,031, 0,028, 0,025, 0,023, 0,02, 0,01 или 0,004 дюйма.
[0014] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами элементарное соединение подбирается из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия, серы, хрома и фосфора. В некоторых вариантах осуществления элементарное соединение включает кремний. В некоторых вариантах осуществления элементарное соединение включает никель. В некоторых вариантах осуществления элементарное соединение включает кобальт. В некоторых вариантах осуществления элементарное соединение включает алюминий.
[0015] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами легирующая присадка включает несколько элементарных соединений. В некоторых вариантах осуществления несколько элементарных соединений включают как минимум два элементарных соединения, подбираемые из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления несколько элементарных соединений включают кремний и алюминий.
[0016] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер включает кремний с массовой долей максимум 80, 70, 60 или 50%. В некоторых вариантах осуществления шликер включает кремний с массовой долей как минимум 5, 10, 15, 20 или 25%. В некоторых вариантах осуществления шликер включает кремний с массовой долей от около 10 до около 80%, от около 20 до около 80%, от около 25 до около 80%, от около 30 до около 80%, от около 10 до около 70%, от около 20 до около 70%, от около 20 до около 60%. В некоторых вариантах осуществления шликер включает алюминий с массовой долей максимум около 80, 70, 60 или 50%. В некоторых вариантах осуществления шликер включает алюминий с массовой долей как минимум 5, 10, 15, 20 или 25%. В некоторых вариантах осуществления шликер включает алюминий с массовой долей от около 10 до около 80%, от около 20 до около 80%, от около 25 до около 80%, от около 30 до около 80%, от около 10 до около 70%, от около 20 до около 70%, от около 20 до около 60%. В некоторых вариантах осуществления шликер включает оксид металла.
[0017] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами оксид металла включает оксид титана, оксид алюминия, оксид кремния или оксид магния. В некоторых вариантах осуществления оксид металла включает оксид кремния. В некоторых вариантах осуществления оксид металла включает оксид алюминия. В некоторых вариантах осуществления оксид металла включает оксид титана.
[0018] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер включает несколько оксидов металла. В некоторых вариантах осуществления несколько оксидов металла включают два таких оксида. В некоторых вариантах осуществления два оксида металла представлены оксидом кремния и оксидом алюминия. В некоторых вариантах осуществления массовое соотношение двух оксидов металла составляет около 1:1, 1:5 или 1:10.
[0019] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер включает оксид металла, (i) термодинамическая устойчивость которого ниже, чем у элементарного соединения шликера, и (ii) который способен вступать в реакцию металлотермического восстановления (например, in situ) с элементарными соединениями шликера для формирования соответствующего металла. В некоторых вариантах осуществления элементарное соединение шликера, способное вступать в реакцию металлотермического восстановления, включает алюминий или его сплав (например, ферроалюминий). В некоторых вариантах осуществления шликер включает оксид металла, (i) термодинамическая устойчивость которого ниже, чем у элементарного соединения подложки, и (ii) который способен вступать в реакцию металлотермического восстановления (например, in situ) с элементарными соединениями подложки для формирования продукта восстановления. В некоторых вариантах осуществления элементарное соединение подложки, способное вступать в реакцию металлотермического восстановления, включает серу, азот или углерод. В некоторых вариантах осуществления продукт восстановления включает соответствующие сульфид металла, нитрид металла или карбид металла.
[0020] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами оксид металла включает инертное соединение.
[0021] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами легирующая присадка включает ферросплав. В некоторых вариантах осуществления ферросплав включает ферросилиций, ферроалюминий, ферроникель, феррокобальт, ферромарганец или их сочетание. В некоторых вариантах осуществления ферросплав включает как минимум около 15% масс. кремния, алюминия, никеля, кобальта или марганца. В некоторых вариантах осуществления ферросплав включает максимум около 85% алюминия.
[0022] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средний размер частиц легирующей присадки составляет менее чем около 200, 100, 40, 10 или 1 микрометра (-ов) (мкм).
[0023] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер не включает активатор галогенида металла.
[0024] В различных вариантах способа формирования подложки с улучшенными магнитными свойствами легирующая присадка предназначена для вступления в реакцию с газообразным водородом для формирования гидрида, способного осуществлять перенос в подложку. В некоторых вариантах осуществления легирующая присадка, предназначенная для вступления в реакцию с газообразным водородом, подбирается из числа алюминия, кремния или марганца.
[0025] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер включает вяжущее вещество, и в некоторых случаях вяжущее вещество включает ацетат магния, лимонную кислоту, полипропиленкарбонат, полиэтиленоксид или их сочетание.
[0026] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами шликер включает растворитель. В некоторых вариантах осуществления растворитель представлен водой. В некоторых вариантах осуществления растворитель представлен неводным растворителем. В некоторых вариантах осуществления растворитель включает спирт. В некоторых вариантах осуществления растворитель представлен изопропанолом.
[0027] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами подложка, покрытия шликером, включает шликерное покрытие, средняя толщина которого не превышает среднюю толщину подложки. В некоторых вариантах осуществления средняя толщина шликерного покрытия не превышает около 500, 400, 300, 200, 100, 90, 80, 70, 60, 50, 30, 10 или 20 микрометров (мкм).
[0028] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами отжиг (b) осуществляется при температуре от около 600 до около 1200 градусов Цельсия (°С), от около 600 до около 1100°С, от около 600 до около 1000°С, от около 800 до около 1000°С или от около 800 до около 900°С. В некоторых вариантах осуществления отжиг (b) осуществляется в среде, содержащей газообразный водород. В некоторых вариантах осуществления среда включает газообразный водород, смешанный с инертным газом.
[0029] В различных вариантах способа формирования подложки с улучшенными магнитными свойствами газообразный водород вступает в реакцию с элементарным соединением в шликере для формирования гидрида, способного осуществлять перенос в подложку.
[0030] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами элементарное соединение, с которым реагирует газообразный водород, подбирается из числа алюминия, кремния и марганца.
[0031] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами гидрид подбирается из числа гидрида алюминия, гидрида кремния и гидрида марганца.
[0032] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами этот способ дополнительно включает охлаждение отожженной подложки со скоростью как минимум 30 градусов Цельсия (°С) в секунду.
[0033] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами отожженная подложка обладает повышенной трещиностойкостью в сравнении с исходной подложкой. В некоторых вариантах осуществления выполняется формование как минимум в одной плоскости механическим способом в течение одного процесса механического формования. В некоторых вариантах осуществления выполняется формование как минимум в одной плоскости механическим способом в течение нескольких процессов механического формования. В некоторых вариантах осуществления несколько процессов механического формования включают первый и второй процессы механического формования. В некоторых вариантах осуществления каждый процесс механического формования по отдельности является процессом, подбираемым из числа обтяжки, правки растяжением, термоправки, формирования вытягиванием, правки поковок, штамповки, ротационного выдавливания, профилировки, гидравлической вытяжки, формования с помощью ЧПУ, отбортовки, обжатия, зафланцовки, горячей штамповки, экструзии и их сочетания. В некоторых вариантах осуществления размер как минимум в одной плоскости представлен средней толщиной подложки.
[0034] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами подложка, сформованная механическим способом по окончании процесса механического формования, отжигается при температуре от около 600 до около 1200 градусов Цельсия (°С), от около 600 до около 1100°С, от около 600 до около 1000°С, от около 800 до около 1000°С или от около 800 до около 900°С.
[0035] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами такая подложка подвергается отжигу в течение определенного времени по достижении ферритной фазы. В некоторых вариантах осуществления продолжительность составляет как минимум 10, 20, 30, 40, 50 с, 1, 30 минут, 1, 2, 3, 4 или 5 часов. В некоторых вариантах осуществления как минимум 99 или 100% об. ферритной фазы включают одну или несколько ферритовых микроструктур.
[0036] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами последняя включает металлический диффузионный слой, причем последний включает диффузионную границу, прилегающую к нему, которая образуется в подложке. В некоторых вариантах осуществления металлический диффузионный слой проходит через менее чем 50, 45, 40, 35 или 30% средней толщины подложки с улучшенными магнитными свойствами. В некоторых вариантах осуществления металлический диффузионный слой проходит через 50% средней толщины подложки с улучшенными магнитными свойствами или глубже. В некоторых вариантах осуществления металлический диффузионный слой проходит через около 50% средней толщины подложки с улучшенными магнитными свойствами.
[0037] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами диффузионная граница характеризуется составом, существенно аналогичным составу исходной подложки. В некоторых вариантах осуществления средняя концентрация кремния в диффузионной границе составляет от 90 до 110% или от 95 до 115% от концентрации кремния в исходной подложке. В некоторых вариантах осуществления средняя концентрация алюминия в диффузионной границе составляет от 90 до 110 % или от 95 до 115% от концентрации алюминия в исходной подложке. В некоторых вариантах осуществления диффузионная граница характеризуется составом, отличным от состава исходной подложки.
[0038] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средняя концентрация кремния на поверхности этой подложки составляет максимум около 10, 9, 8, 7, 6,5, 6, 5, 4,5, 4 или 3% масс.
[0039] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средняя концентрация алюминия на поверхности этой подложки составляет 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1% масс. В некоторых вариантах осуществления (i) средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 10% масс., a (ii) средняя концентрация алюминия на поверхности максимум около 6% масс. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет максимум 50, 40, 30, 20, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1% масс. В некоторых вариантах осуществления средняя концентрация никеля на поверхности подложки с улучшенными магнитными свойствами составляет максимум 50, 40, 30, 20, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1% масс. В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы.
[0040] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами концентрационный профиль кремния понижается со степенью от около 0,001% масс. до около 1% масс. на микрометр (мкм). В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1 до около 5% масс. или от около 2 до около 3% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне.
[0041] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами алюминий в такой подложке имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы. В некоторых вариантах осуществления концентрационный профиль алюминия понижается со степенью от около 0,001 до 1% масс. на микрометр (мкм). В некоторых вариантах осуществления алюминий в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль алюминия составляет от около 1 до около 10% масс. или от около 2 до около 8% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне.
[0042] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средняя концентрация на поверхности или концентрационный профиль определяются посредством энергодисперсионной рентгеновской спектроскопии (ЭДС), масс-спектрометрии тлеющего разряда, оптической эмиссионной спектроскопии тлеющего разряда или их сочетания.
[0043] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами средняя толщина такой подложки до механического формования составляет от около 30 до около 90%, от около 40 до около 90%, от около 40 до около 85% или от около 50 до около 85% соответствующей толщины подложки. В некоторых вариантах осуществления средняя толщина подложки формуется механическим способом до значений максимум около 0,02, 0,018, 0,016, 0,014, 0,013, 0,011, 0,01, 0,0089, 0,008, 0,0071, 0,0063, 0,0056, 0,005, 0,0045 или 0,004, 0,001, 0,0001, или 0,00001 дюйма (-ов).
[0044] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами такая подложка имеет измененную зернистость в сопоставлении с исходной подложкой. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами имеет увеличенную текстуру в сопоставлении с исходной подложкой. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами имеет уменьшенную текстуру в сопоставлении с исходной подложкой. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами имеет текстуру, отличную от текстуры исходной подложки. В некоторых вариантах осуществления потери в сердечнике на поверхности подложки с улучшенными магнитными свойствами как минимум на 5% меньше, чем на поверхности исходной подложки. В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами составляют максимум 3,0, 2,0, 1,0 или 0,5 Ватт на килограмм в условиях магнитного поля W 10/60. В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами составляют максимум 750 Ватт на килограмм в условиях магнитного поля W 10/5 000.
[0045] В различных вариантах осуществления способа формирования подложки с улучшенными магнитными свойствами такая подложка обладает повышенной трещиностойкостью в сравнении с исходной подложкой. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью как минимум около 20, 40, 60 или 80 мегапаскаль-метр .
.
[0046] В некоторых вариантах осуществления в настоящем документе предлагается подложка с улучшенными магнитными свойствами, включающая слой, металлургическим способом связанный с подложкой через металлический диффузионный слой, который включает диффузионную границу, прилегающую к нему, которая образуется в подложке, причем (i) измеренные потери в сердечнике подложки составляют максимум около 2,0 Ватт на килограмм в условиях магнитного поля W 10/60, a (ii) измеренные потери в сердечнике - максимум 750 Ватт на килограмм в условиях магнитного поля W 10/5000.
[0047] В некоторых вариантах осуществления в настоящем документе предлагается магнитное или электрическое устройство, включающее подложку с улучшенными магнитными свойствами.
[0048] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит через менее чем 50, 45, 40, 35 или 30% средней толщины подложки с улучшенными магнитными свойствами. В некоторых вариантах осуществления металлический диффузионный слой проходит через 50% средней толщины подложки с улучшенными магнитными свойствами или глубже. В некоторых вариантах осуществления металлический диффузионный слой проходит через около 50% средней толщины подложки с улучшенными магнитными свойствами.
[0049] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами диффузионная граница характеризуется составом, существенно аналогичным составу исходной подложки. В некоторых вариантах осуществления средняя концентрация кремния в диффузионной границе составляет от 90 до 110% или от 95 до 115% от концентрации кремния в исходной подложке. В некоторых вариантах осуществления средняя концентрация алюминия в диффузионной границе составляет от 90 до 110% или от 95 до 115% от концентрации алюминия в исходной подложке. В некоторых вариантах осуществления диффузионная граница характеризуется составом, отличным от состава исходной подложки.
[0050] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка включает металл, оксид металла или сплав металла. В некоторых вариантах осуществления подложка включает железо, углерод, азот, кремний или их сочетание. В некоторых вариантах осуществления подложка включает углерод или азот, а в других - сталь.
[0051] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами сталь включает углерод с массовой долей максимум около 0,5, 0,4, 0,3, 0,2, 0,1, 0,08, 0,06, 0,04 или 0,02%. В некоторых вариантах осуществления сталь включает кремний с массовой долей от около 0,1 до около 5%, от около 1 до около 5% или от около 2 до около 3%.
[0052] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами как минимум 90 или 95% от ее объема включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000 градусов Цельсия (°С). В некоторых вариантах осуществления средняя толщина подложки составляет максимум около 0,063, 0,02, 0,01, 0,001 или 0,0001 дюйма.
[0053] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина металлического диффузионного слоя составляет максимум около 100, 20, 10 или 5 микрометров (мкм). В некоторых вариантах осуществления металлический диффузионный слой включает элементарное соединение, подбираемое из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора.
[0054] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарные соединения подбираются из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия, серы, хрома и фосфора. В некоторых вариантах осуществления элементарное соединение представлено кремнием. В некоторых вариантах осуществления элементарное соединение представлено никелем. В некоторых вариантах осуществления элементарное соединение представлено кобальтом. В некоторых вариантах осуществления элементарное соединение представлено алюминием.
[0055] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой включает несколько элементарных соединений. В некоторых вариантах осуществления несколько элементарных соединений включают как минимум два элементарных соединения, подбираемые из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления несколько элементарных соединений включают кремний и алюминий.
[0056] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация кремния на поверхности этой подложки составляет максимум около 10, 6,5 или 4,5% масс. В некоторых вариантах осуществления средняя концентрация алюминия на поверхности подложки с улучшенными магнитными свойствами составляет максимум 12, 10, 8, 6, 4 или 2% масс. В некоторых вариантах осуществления (i) средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 10% масс., a (ii) средняя концентрация алюминия на поверхности - максимум около 6% масс. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 50% масс. В некоторых вариантах осуществления средняя концентрация никеля на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 50% масс.
[0057] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами кремний в этой подложке имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы.
[0058] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль кремния понижается со степенью от около 0,001% масс. до около 1% масс. на микрометр (мкм). В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1 до около 5% масс. или от около 2 до около 3% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления алюминий в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы. В некоторых вариантах осуществления концентрационный профиль алюминия понижается со степенью от около 0,001 до 1% масс. на микрометр (мкм). В некоторых вариантах осуществления алюминий в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль алюминия составляет от около 1 до около 10% масс. или от около 2 до около 8% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления средняя концентрация на поверхности или концентрационный профиль определяется посредством энергодисперсионной рентгеновской спектроскопии (ЭДС).
[0059] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка дополнительно включает изоляционный материал, прилегающий к поверхностному или металлическому диффузионному слою. В некоторых вариантах осуществления изоляционный материал включает оксид металла. В некоторых вариантах осуществления оксид металла включает оксид титана, оксид алюминия, оксид магния или их сочетание. В некоторых вариантах осуществления изоляционный материал включает несколько оксидов металла.
[0060] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами потери в сердечнике этой подложки составляют максимум 1,0 или 0,5 Ватт на килограмм в условиях магнитного поля W 10/60. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью как минимум около 20, 40, 60 или 80 мегапаскаль-метр. В некоторых вариантах осуществления как минимум 90 или 95% от объема подложки с улучшенными магнитными свойствами включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000 градусов Цельсия (°С).
[0061] Из последующего подробного описания, в котором представлены только иллюстративные варианты осуществления настоящего изобретения, специалисту в этой области техники станут очевидны дополнительные аспекты и преимущества настоящего изобретения. Станет очевидным факт, что настоящее изобретение может быть реализовано в других и отличающихся вариантах осуществления, и некоторые из его частей (очевидно) могут быть изменены в различном виде без отступления от сущности настоящего изобретения. Соответственно, чертежи и описание надлежит воспринимать как иллюстративные, а не ограничивающие.
ВКЛЮЧЕНИЕ ПОСРЕДСТВОМ ССЫЛКИ
[0062] Все публикации и заявки на патенты, указанные в настоящем описании, включены в настоящую заявку посредством ссылки в одинаковом объеме, как если бы каждая публикация, патент или заявка на патент были особым образом и отдельно указаны для включения в настоящую заявку посредством ссылки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0063] Далее в прилагаемых пунктах формулы изобретения будут подробно приведены признаки новизны изобретения. Лучшее понимание признаков и преимуществ настоящего изобретения будет обеспечено за счет ссылки на следующее подробное описание, в котором приводятся иллюстративные варианты осуществления, в которых используются принципы настоящего изобретения, а также прилагаемые чертежи (в настоящем документе также обозначенные как «фигура» и «ФИГ.»), в числе которых:
[0064] На ФИГ. 1 представлена концептуальная схема процесса формирования металлического слоя (или металлического диффузионного слоя).
[0065] На ФИГ. 2 представлена концептуальная схема процесса формирования второго металлического слоя (или металлического диффузионного слоя).
[0066] На ФИГ. 3 представлен пример внутренней гранулярной структуры
поверхностного оптимизированного диффузионного сплава (ПОДС).
[0067] На ФИГ. 4 представлена схема примерной компьютерной системы.
[0068] На ФИГ. 5 представлено сопоставление потерь в сердечнике в примере композиции ПОДС из стали и промышленной кремнийсодержащей стали.
[0069] На ФИГ. 6 представлен пример микрофотографии поперечного сечения кремнийсодержащего ПОДС.
[0070] На ФИГ. 7A-7F представлен пример концентрационных профилей различных элементарных соединений, которые могут развиться в процессе нанесения металлического (или диффузионного металлического) слоя.
[0071] На ФИГ. 8А представлен пример микрофотографии поперечного сечения кремнийсодержащего ПОДС.
[0072] На ФИГ. 8А представлен пример данных о деформации вследствие напряжения относительно кремнийсодержащего ПОДС на ФИГ. 8А.
[0073] На ФИГ. 8С представлена концентрация кремния в виде функции глубины относительно ПОДС на ФИГ. 8А согласно некоторым вариантам осуществления.
[0074] На ФИГ. 9 представлен пример поперечного сечения кремнийсодержащего ПОДС после проката до тонкого состояния согласно некоторым вариантам осуществления.
[0075] На ФИГ. 10 представлены данные по отношению коэффициента заполнения сердечника к толщине слоев для электросталей согласно некоторым вариантам осуществления.
[0076] На ФИГ. 11А представлена микрофотография ПОДС, сформированного нанесением шликера в количестве 0,033 г/дюйм, согласно некоторым вариантам осуществления.
[0077] На ФИГ. 11В представлена микрофотография ПОДС, сформированного нанесением шликера в количестве 0,019 г/дюйм, согласно некоторым вариантам осуществления.
[0078] На ФИГ. 11С представлена микрофотография ПОДС, сформированного нанесением шликера в количестве 0,033 г/дюйм согласно некоторым вариантам осуществления.
[0079] На ФИГ. 12 представлена микрофотография ПОДС, подвергшегося разрушению со стороны подложки при легировании, согласно некоторым вариантам осуществления.
[0080] На ФИГ. 13А представлена микрофотография ПОДС после отжига при температуре 925°С согласно некоторым вариантам осуществления.
[0081] На ФИГ. 13В представлена микрофотография ПОДС после отжига при температуре 900°С согласно некоторым вариантам осуществления.
[0082] На ФИГ. 13С представлена микрофотография ПОДС после отжига при температуре 875°С согласно некоторым вариантам осуществления.
[0083] На ФИГ. 13D представлена микрофотография ПОДС после отжига при температуре 850°С согласно некоторым вариантам осуществления.
[0084] На ФИГ. 14А представлена микрофотография ПОДС после отжига в течение 5 часов согласно некоторым вариантам осуществления.
[0085] На ФИГ. 14В представлена микрофотография ПОДС после отжига в течение 10 часов согласно некоторым вариантам осуществления.
[0086] На ФИГ. 14С представлена микрофотография ПОДС после отжига в течение 20 часов согласно некоторым вариантам осуществления.
[0087] На ФИГ. 15А представлена микрофотография ПОДС после отжига в среде с содержанием H2 35% согласно некоторым вариантам осуществления.
[0088] На ФИГ. 15В представлена микрофотография ПОДС после отжига в среде с содержанием H2 100% согласно некоторым вариантам осуществления.
[0089] На ФИГ. 16А представлена микрофотография ПОДС, сформированного с использованием FeSi в качестве легирующей присадки, согласно некоторым вариантам осуществления.
[0090] На ФИГ. 16В представлена микрофотография ПОДС, сформированного с использованием Si в качестве легирующей присадки, согласно некоторым вариантам осуществления.
[0091] На ФИГ. 17 представлены кривые с данными по потерям в сердечнике ПОДС в виде функции различных условий обработки согласно некоторым вариантам осуществления.
[0092] На ФИГ. 18A-18D представлены микрофотографии и механические свойства различных ПОДС согласно некоторым вариантам осуществления.
[0093] На ФИГ. 18Е графически представлены данные о пределе текучести композиций ПОДС на ФИГ. 18A-18D согласно некоторым вариантам осуществления.
[0094] На ФИГ. 19 представлено сопоставление данных об электрических свойствах промышленных электросталей и ПОДС согласно некоторым вариантам осуществления.
[0095] На ФИГ. 20А представлен схематический вид концентрационного профиля кремния в ПОДС с содержанием кремния 4,5%.
[0096] На ФИГ. 20В представлен пример результатов ЭДС относительно кремнийсодержащего ПОДС с содержанием кремния 4,5%.
[0097] На ФИГ. 21А представлен пример микрофотографии вследствие применения сканирующей растровой микроскопии ПОДС с нанесенным слоем алюминия.
[0098] На ФИГ. 21В представлен пример линейного сканирования при сканирующей растровой микроскопии концентрации алюминия в виде функции глубины относительно ПОДС с нанесенным слоем алюминия.
[0099] На ФИГ. 22 представлен график предполагаемого коэффициента R для разного времени диффузии согласно некоторым вариантам осуществления.
[00100] На ФИГ. 23 представлены значения потерь в сердечнике на двух примерах электросталей согласно некоторым вариантам осуществления.
ПОДРОБНОЕ ОПИСАНИЕ
[00101] Несмотря на то, что в настоящем документе были показаны и описаны различные варианты осуществления настоящего изобретения, специалистам в данной области техники будет очевидно, что такие варианты осуществления представлены только в качестве примера. Для специалистов в данной области техники будут очевидны многочисленные вариации, изменения и замены без отступления от изобретения. Следует понимать, что могут использоваться различные альтернативы для вариантов осуществления изобретения, описываемые в настоящем документе.
[00102] Термин «шликер» в контексте настоящего документа в целом относится к раствору, включающему жидкую и твердую фазы. Твердая фаза может располагаться в жидкой. Шликер может иметь одну или несколько жидких фаз, а также одну или несколько твердых фаз.
[00103] Термин «прилегающий» или «прилегающий к» в контексте настоящего документа в целом имеет смысл «находящийся напротив», «примыкающий», «контактирующий с» и «вблизи от». В некоторых примерах термин «прилегающий к» может означать «расположенный над» или «расположенный под». Первый слой, прилегающий ко второму слою, может непосредственно контактировать со вторым слоем, или же между первым и вторым слоями могут располагаться промежуточные слои.
[00104] Всякий раз, когда термины «как минимум», «более» или «более или равно» предшествуют первому числовому значению в ряду из двух или нескольких таких значений, термины «как минимум», «более» или «более или равно» применяются к каждому числовому значению в этом ряду. Например, более или равно 1, 2 или 3 эквивалентно более или равно 1, более или равно 2 или более или равно 3.
[00105] Всякий раз, когда термины «максимум», «менее» или «менее или равно» предшествуют первому числовому значению в ряду из двух или нескольких таких значений, термины «максимум», «менее» или «менее или равно» применяются к каждому числовому значению в этом ряду. Например, менее или равно 3, 2 или 1 эквивалентно менее или равно 3, менее или равно 2 или менее или равно 1.
[00106] В контексте настоящего документа термин «магнитный» или «магнитным способом» при использовании относительно материала или композиции предназначен для общего указания на твердые или мягкие магнитные материалы (или на все из них) или композиции, их свойства или способы применения.
[00107] Согласно настоящему изобретению предлагаются детали, изделия или предметы (например, листы, трубки или проволока), покрытые одним или несколькими слоями металла (или металлическими диффузионными слоями). Деталь может представлять собой как минимум часть предмета или же весь предмет целиком. Металлический слой (или металлический диффузионный слой) может быть представлен одним или несколькими видами металлов. В некоторых случаях подложка может быть покрыта металлическим слоем (или металлическими диффузионными слоями). Это покрытие может включать легирующую присадку, в которой имеется как минимум один элементарный металл. За счет нанесения шликера, включающего легирующую присадку с как минимум одним элементарным металлом, может быть получена подложка, покрытая шликером. Подложка, покрытая легирующей присадкой, может быть подвержена отжигу для получения на выходе металлического слоя (или металлического диффузионного слоя), прилегающего к этой подложке. Металлический слой (или металлический диффузионный слой) может быть соединен с подложкой с помощью диффузионного слоя между металлическим слоем (или металлическим диффузионным слоем) и подложкой.
[00108] На подложках может образовываться слой из сплава толщиной >50 микрометров (мкм) (т.е., 1 микрометр = 10-6 метров) с сохранением мелкой зернистости (зернистость >7 ASTM) этой подложки. Марки, проработанные и представленные выше, представляют собой марки, которые не обязательно могут быть стандартными. Марки могут пригодиться при высокотемпературном отжиге или в вариантах применения при высокой температуре, не относящихся к процессам металлизации.
[00109] В настоящем документе предлагаются композиции стальных подложек с улучшенными электрическими и/или магнитными, и/или механическими свойствами. Улучшенные стальные подложки могут обладать улучшенными электрическими свойствами, такими как сниженные потери в сердечнике, в сравнении с другими промышленными электросталями. Улучшенные стальные подложки также могут обладать улучшенными механическими свойствами, такими как пониженная хрупкость, в сравнении с другими промышленными электросталями. В некоторых случаях улучшенные механические свойства могут позволить формирование стальных подложек малой толщины с оптимизированными электрическими свойствами. Стальные подложки с улучшенными электрическими и/или магнитными, и/или механическими свойствами могут использоваться для любого потенциального способа применения, например, в качестве обмотки для сердечников электродвигателей.
[00110] Стальная подложка с улучшенными свойствами может быть получена путем формирования металлических слоев (или металлических диффузных слоев) на одной или нескольких поверхностях этой подложки. Металлические слои (или металлические диффузионные слои) могут быть сформированы путем диффузии одного или нескольких элементарных соединений в подложке. В некоторых случаях элементарные соединения, диффундированные в стальную подложку, могут быть представлены кремнием или алюминием. В некоторых случаях в стальную подложку могут быть совместно диффундированы два или несколько элементарных соединений. Концентрация и/или градиент концентрации одного или нескольких элементарных соединений (или металлического диффузионного слоя) на одной или нескольких поверхностях стальной подложки может быть оптимизирована для обеспечения улучшенных электрических свойств.
[00111] В настоящем документе также предлагаются способы получения стальных подложек с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях металлические слои (или металлические диффузионные слои), включающие одно или несколько элементарных соединений, могут быть нанесены способом покрытия шликером. Такие свойства металлического слоя (или металлического диффузионного слоя), как толщина, концентрация элементарных соединений и градиент концентрации последних, могут регулироваться за счет различных параметров обработки, включая температуру и время отжига. В некоторых случаях нанесение слоя кремния может регулироваться посредством использования кремнийсодержащего соединения, такого как кремнистый водород или FeSi. Нанесение слоя кремния также может регулироваться за счет использования разных сред обработки, таких как газообразный водород (H2) или смесь H2/инертный газ.
[00112] В настоящем документе также предлагаются способы получения стальных подложек с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях стальная подложка может подвергаться процессу формования (например, холодному прокату) до заключительного формирования металлического слоя (или металлического диффузионного слоя) на одной или нескольких поверхностях этой подложки. В некоторых случаях размер или толщина стальной подложки может быть уменьшен до заключительного формирования металлического слоя. В некоторых случаях отжиг металлического слоя (или металлического диффузионного слоя) может осуществляться до и после процесса формования для получения металлического слоя (или металлического диффузионного слоя) на одной или нескольких поверхностях подложки с оптимизированными свойствами. Композиции из электросталей по настоящему изобретению могут обладать лучшей способностью к формованию, чем электростали, получаемые иными способами.
Подложки
[00113] В настоящем изобретении предлагаются подложки и способы, в отношении которых задействуется нанесение металлических слоев (или металлических диффузионных слоев), прилегающих к подложкам. Такие подложки могут включать в себя, например, один или несколько следующих элементов: углерод, марганец, кремний, ванадий, титан, никель, хром, молибден, бор и ниобий. Подложки могут включать в себя любой материал, который может сформировать диффузионный слой посредством реакции с диффундирующим элементарным соединением. Подложки могут включать в себя металлы, оксиды металлов, керамику, композиты и легированные металлы. В некоторых случаях подложка может быть представлена какой-либо сталью. В некоторых случаях подложка может включать одну или несколько примесей, таких как углерод, азот или сера. К примерам подложек относятся, помимо прочего, чугун, углеродистая сталь, нержавеющая сталь, кремнистая сталь, электросталь и сталь, устойчивая к шуму, вибрации и неплавности движения.
[00114] Подложка может быть представлена в виде спирали, витой сетки, проволоки, трубы, трубки, плиты, сетки, фасонной детали с покрытием, фольги, пластины, проволочного троса, стержня или резьбовой шпильки с нанесением резьбы по любому отрезку по ее длине или толщине, листом или плоской поверхностью. Подложка может включать в себя различные поверхности или характерные особенности, включая, помимо прочего, плоские, вогнутые, выпуклые поверхности, кривые, изгибы, отверстия, углубления, каналы, вырезы, канавки, пазы, заусенцы, иголки, шипы, колонки, столбы и резьбы. Подложка может характеризоваться любой конкретной длиной, шириной, глубиной, диаметром, толщиной или размером. Измеренный размер подложки может фактическим или номинальным (например, номинальным трубным размером, NPT). Средняя или фактическая длина, ширина, глубина, диаметр, толщина или размер подложки может составлять как минимум около 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,25, 0,375, 0,5, 0,625, 075, 0,875, 1, 1,25, 1,5, 1,75, 2, 3, 4, 5, 6 дюймов или больше, где 1 дюйм равен 2,54 сантиметра. Например, лист может обладать толщиной от 0,001 до 6 дюймов. Средняя толщина или размер подложки может составлять от около 0,004 до 0,063 дюйма. Средняя толщина или размер подложки может составлять от около 0,004 до около 0,01 дюйма, от около 0,004 до около 0,02 дюйма, от около 0,004 до около 0,025 дюйма, от около 0,004 до около 0,03 дюйма, от около 0,004 до около 0,035 дюйма, от около 0,004 до около 0,04 дюйма, от около 0,004 до около 0,045 дюйма, от около 0,004 до около 0,05 дюйма, от около 0,004 до около 0,055 дюйма, от около 0,004 до около 0,06 дюйма, от около 0,004 до около 0,063 дюйма, от около 0,01 до около 0,02 дюйма, от около 0,01 до около 0,025 дюйма, от около 0,01 до около 0,03 дюйма, от около 0,01 до около 0,035 дюйма, от около 0,01 до около 0,04 дюйма, от около 0,01 до около 0,045 дюйма, от около 0,01 до около 0,05 дюйма, от около 0,01 до около 0,055 дюйма, от около 0,01 до около 0,06 дюйма, от около 0,01 до около 0,063 дюйма, от около 0,02 до около 0,025 дюйма, от около 0,02 до около 0,03 дюйма, от около 0,02 до около 0,035 дюйма, от около 0,02 до около 0,04 дюйма, от около 0,02 до около 0,045 дюйма, от около 0,02 до около 0,05 дюйма, от около 0,02 до около 0,055 дюйма, от около 0,02 до около 0,06 дюйма, от около 0,02 до около 0,063 дюйма, от около 0,025 до около 0,03 дюйма, от около 0,025 до около 0,035 дюйма, от около 0,025 до около 0,04 дюйма, от около 0,025 до около 0,045 дюйма, от около 0,025 до около 0,05 дюйма, от около 0,025 до около 0,055 дюйма, от около 0,025 до около 0,06 дюйма, от около 0,025 до около 0,063 дюйма, от около 0,03 до около 0,035 дюйма, от около 0,03 до около 0,04 дюйма, от около 0,03 до около 0,045 дюйма, от около 0,03 до около 0,05 дюйма, от около 0,03 до около 0,055 дюйма, от около 0,03 до около 0,06 дюйма, от около 0,03 до около 0,063 дюйма, от около 0,035 до около 0,04 дюйма, от около 0,035 до около 0,045 дюйма, от около 0,035 до около 0,05 дюйма, от около 0,035 до около 0,055 дюйма, от около 0,035 до около 0,06 дюйма, от около 0,035 до около 0,063 дюйма, от около 0,04 до около 0,045 дюйма, от около 0,04 до около 0,05 дюйма, от около 0,04 до около 0,055 дюйма, от около 0,04 до около 0,06 дюйма, от около 0,04 до около 0,063 дюйма, от около 0,045 до около 0,05 дюйма, от около 0,045 до около 0,055 дюйма, от около 0,045 до около 0,06 дюйма, от около 0,045 до около 0,063 дюйма, от около 0,05 до около 0,055 дюйма, от около 0,05 до около 0,06 дюйма, от около 0,05 до около 0,063 дюйма, от около 0,055 до около 0,06 дюйма, от около 0,055 до около 0,063 дюйма или от около 0,06 дюйма до около 0,063 дюйма. Средняя толщина или размер подложки может составлять около 0,004, 0,01, 0,02, 0,025, 0,03, 0,035, 0,04, 0,045, 0,05, 0,055, 0,06 или около 0,063 дюйма. Средняя толщина или размер подложки может составлять как минимум около 0,004 дюйма, 0,01, 0,02, 0,025, 0,03, 0,035, около 0,04, 0,045, 0,05, 0,055 или около 0,06 дюйма. Средняя толщина или размер подложки может составлять максимум около 0,01, 0,02, 0,025, 0,03, 0,035, 0,04, 0,045, 0,05, 0,055, 0,06 или около 0,063 дюйма.
[00115] Подложка может подвергаться одному или нескольким процессам формования механическим способом до формирования металлического слоя (или металлического диффузионного слоя) на подложке или в месте прилегания к ней. Подложка может быть подвергнута любой обработке до, во время и/или после нанесения металлического слоя. Примеры процессов могут включать, помимо прочего, формовку, обработку мягких и твердых деталей, крепление, а также защиту швов или кромок срезов. Примеры процессов формовки, обработки мягких или твердых деталей могут включать формование путем холодной вытяжки или растяжения, правку, штамповку, ротационное выдавливание, профилировку, гидравлическую вытяжку, формование с ЧПУ, отбортовку, обжим, загиб кромок, горячую штамповку, выдавливание и ковку. Примеры процессов крепления могут включать запирание кривошипно-шатунного типа, крепление дюбелями, точечную сварку, пайку, сварку защищенной дугой, электродуговую сварку, дуговую сварку металлическим электродом в среде инертного газа, газовольфрамовую дуговую сварку, ацетиленовую газосварку, сварку электросопротивлением, ультразвуковую сварку, сварку трением, лазерную сварку, плазменную сварку, фальцевание, клепку, горячую ковку и химическую адгезию (например, соединение с помощью клея или смолы). Примеры процессов защиты швов или кромок срезов могут включать горячее цинкование, электролитическое цинкование, покрытие или металлизацию алюминием, алюмосилицирование, холодное напыление (например, алюминия, нержавеющей стали всех марок, цинка, гальванического покрытия, никеля), горячее напыление или покрытие плазменным напылением (например, алюминия, нержавеющей стали всех марок, цинка, гальванического покрытия, никеля, меди, бронзы), плакировку и нанесение жидких покрытий (например, красок, покрытий, затвердевающих под действием УФ лучей, полимерных красок). Подложка включает слой покрытия, содержащий метал или оксид металла, подбираемый из числа кобальта, никеля, кремния, алюминия, их оксидов и/или сочетаний. В некоторых случаях слой покрытия может включать алюминий, кремний или их сочетание. В некоторых случаях слой покрытия может включать никель. Слой покрытия может включать кобальт. В некоторых случаях слой покрытия может включать никель и кобальт. Слой покрытия подложки может быть нанесен на подложку гальваническим способом или способом погружения в расплав.
[00116] Подложка может быть механическим способом сформована в виде одной или нескольких частей, деталей или компонентов. Часть, деталь или компонент, включенные в подложку, могут быть механическим способом сформированы до, во время или после нанесения металлического слоя (или металлического диффузионного слоя) на подложку. Деталь, часть или компонент, входящие в подложку, могут быть использованы для любого подходящего варианта применения, включая, помимо прочего, автомобильную, авиационную отрасли, сферу транспортировки, морскую отрасль, сферы бытового оборудования, строительства, промышленность, сферу электрооборудования, биомедицины, военную сферу, сферы потребительских товаров, декорирования, электронного оборудования и конструкционных материалов. Варианты применения в автомобильной отрасли могут включать топливные баки, открытые панели кузова (например, двери, капоты и бамперы), компоненты выхлопной системы (например, глушители, корпуса каталитических конвертеров, выхлопные трубы, теплозащита), а также закрытые панели кузова (например, приборные панели, внутренние части дверей, внутренние части колесных арок). Варианты применения в сфере бытового оборудования могут включать открытые панели (например, наружные части дверей, колпаки вытяжек, брызговики) и закрытые панели (например, внутренние панели посудомоечных машин, баки водонагревателей). Варианты применения в сфере строительства и конструкций могут включать архитектурные облицовочные материалы, эксплуатационные колонны, трубопроводы, балки, шарниры, пластины и крепежи. Варианты применения в сфере электрооборудования могут включать наборы пластин для электродвигателей, электрических генераторов и сердечников электротрансформаторов.
[00117] Подложка может включать соединение, представленное переходным металлом, неметаллическим элементом, оксидом металла, карбидом металла, сульфидом металла, металлом-восстановителем, галогенидом металла, активатором, полуметаллом или их сочетанием (например, несколькими элементарными металлами). Подложка может включать переходный металл. Подложка может включать неметаллический элемент. Подложка может включать полуметалл. Подложка может включать полупроводник. Подложка может включать элементарное соединение, подобранное из числа, например, хрома, никеля, алюминия, кремния, ванадия, титана, бора, вольфрама, молибдена, кобальта, марганца, циркония, ниобия, углерода, азота, серы, кислорода, фосфора, меди, олова, кальция, мышьяка, свинца, сурьмы, тантала, цинка, кремния или любого их сочетания. В некоторых вариантах осуществления элементарное соединение может включать кремний. В некоторых вариантах осуществления элементарное соединение может включать никель. В некоторых вариантах осуществления элементарное соединение может включать кобальт. В некоторых вариантах осуществления элементарное соединение может включать алюминий. Подложка может включать элементарное соединение, предназначенное для применения в качестве металла-восстановителя. Металл-восстановитель может включать алюминий, титан, цирконий, кремний или марганец. Подложка может включать такой несущий растворитель, как вода, изопропанол или метилэтилкетон. Подложка может включать железо, углерод, азот, кремний или их сочетание. Подложка может включать углерод или азот.
[00118] Подложка может включать такой металл, как железо, медь, алюминий или любое их сочетание. Подложка может включать сплав металлов и/или неметаллов. Сплав может включать в себя примеси. Сплав может включать сталь. Подложка может быть представлена стальной подложкой. Подложка может включать керамику. В подложке может отсутствовать свободный углерод. Подложка может быть изготовлена из расплавленной фазы. Подложка может быть холоднокатаной, в состоянии полной твердости (например, без прохождения отжига после холодной прокатки) или горячекатаной с травлением.
[00119] Подложка может включать оксид металла. Оксид металла может включать, помимо прочего, Cr2O3, TiO2, FeCr2O4, SiO2, Ta2O5 или MgCr2O4, или же их сочетание. Оксид металла может быть добавлен непосредственно в подложку. Оксид металла может быть сформирован в подложке путем реакции металлотермического восстановления между элементарными металлами и термодинамически менее стабильной окисью металла. Реакция металлотермического восстановления может произойти спонтанно. Реакция металлотермического восстановления может произойти в присутствии активатора, такого как галогенид металла. Оксид металла может включать вещество в виде порошка.
[00120] В некоторых вариантах осуществления оксид металла может обладать меньшей термодинамической устойчивостью, чем элементарное соединение шликера, а также может быть способен вступать в реакцию металлотермического восстановления (например, in situ) с элементарными соединениями шликера для формирования соответствующего металла. Например, реакция металлотермического восстановления может включать использование SiO2 или Al2O3 в качестве химического источника и более стабильного металла в шликере, который может отличаться от подложки, для кислородного обмена с кремнием или алюминием, что позволяет нанести слой. В некоторых вариантах осуществления элементарное соединение, способное вступать в реакцию металлотермического восстановления, может включать алюминий или его сплав (например, ферроалюминий). В некоторых вариантах осуществления элементарное соединение, способное вступать в реакцию металлотермического восстановления, может включать серу, азот или углерод. В некоторых вариантах осуществления продукт восстановления может включать соответствующие сульфид металла, нитрид металла или карбид металла. Например, Al или FeAl могут обеспечить восстановление TiO2 до Ti, который, в свою очередь, может образовать нитрид или карбид титана. В некоторых вариантах осуществления оксид металла может включать инертное соединение. Например, инертное соединение может быть представлено стабильным оксидом металла, таким как кремнекислота (SiO2), окись алюминия (Al2O3), диоксид титана (TiO2), оксид магния (MgO) или оксид кальция (СаО), или же их сочетанием.
[00121] Конкретные элементарные соединения могут присутствовать в подложке с подобранной концентрацией. Концентрация одного или нескольких конкретных элементарных соединений в подложке может быть подобрана для оптимизации химических, механических, электрических или иных свойств этой подложки. Концентрация одного или нескольких конкретных элементарных соединений в подложке может быть подобрана для оптимизации характеристик металлического слоя (или металлического диффузионного слоя), образующегося на подложке. Подложка может включать железо, углерод, азот, серу, кремний, алюминий, хром или их сочетание.
[00122] Подложка может включать как минимум 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20 или большее количество элементарных соединений. Подложка может включать как минимум два из приведенных далее элементов: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк. Подложка может включать как минимум три из приведенных далее элементов: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк. Подложка может включать как минимум четыре из приведенных далее элементов: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк.
[00123] Подложка может включать несколько элементов. Подложка может включать хром с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать хром с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать хром с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0.8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать хром с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00124] Подложка может включать никель с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать никель с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0.8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать никель с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать никель с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00125] Подложка может включать алюминий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать алюминий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать алюминий с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1,0,05, 0,01, 0,005,0,004,0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать алюминий с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00126] Подложка может включать кремний с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать кремний с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать кремний с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 3,5, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать кремний с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00127] Подложка может включать ванадий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать ванадий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0.8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать ванадий с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0.8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать ванадий с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00128] Подложка может включать титан с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать титан с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать титан с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать титан с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00129] Подложка может включать бор с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать бор с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать бор с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать бор с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00130] Подложка может включать вольфрам с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать вольфрам с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать вольфрам с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1,0,05, 0,01, 0,005,0,004,0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать вольфрам с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00131] Подложка может включать молибден с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать молибден с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать молибден с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1,0,05, 0,01, 0,005,0,004,0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать молибден с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00132] Подложка может включать кобальт с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать кобальт с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать кобальт с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать кобальт с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00133] Подложка может включать марганец с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать марганец с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать марганец с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать марганец с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00134] Подложка может включать цирконий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать цирконий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать цирконий с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1,0,05, 0,01, 0,005,0,004,0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать цирконий с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00135] Подложка может включать ниобий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать ниобий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать ниобий с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать ниобий с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00136] Подложка может включать углерод с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001, 0,0009, 0,0008, 0,0007, 0,0006, 0,0005 или 0,0001%, или же меньше. Подложка может включать углерод с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,0006, 0,0007, 0,0008, 0,0009, 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать углерод с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать углерод с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%. Подложка может включать углерод с массовой долей или атомным процентным содержанием от около 0,0005 до около 0,006%.
[00137] Подложка может включать азот с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать азот с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать азот с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать азот с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00138] Подложка может включать серу с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать серу с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать серу с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать серу с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00139] Подложка может включать кислород с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать кислород с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать кислород с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать кислород с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00140] Подложка может включать фосфор с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать фосфор с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать фосфор с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать фосфор с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00141] Подложка может включать медь с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать медь с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать медь с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать медь с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00142] Подложка может включать олово с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать олово с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать олово с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать олово с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00143] Подложка может включать кальций с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать кальций с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать кальций с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать кальций с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00144] Подложка может включать мышьяк с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1.4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать мышьяк с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать мышьяк с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать мышьяк с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%. Подложка может включать свинец с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20%, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать свинец с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать свинец с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2.5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать свинец с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00145] Подложка может включать сурьму с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать сурьму с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать сурьму с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать сурьму с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00146] Подложка может включать тантал с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать тантал с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать тантал с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать тантал с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00147] Подложка может включать цинк с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Подложка может включать цинк с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8%, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше. Подложка может включать цинк с массовой долей или атомным процентным содержанием около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же в диапазоне между (включительно) любыми двумя из вышеизложенных значений. Подложка может включать цинк с массовой долей или атомным процентным содержанием от около 0,0001 до около 40%, от около 0,0001 до около 0,01%, от около 0,0001 до около 0,1%, от около 0,0001 до около 1%, от около 0,0001 до около 10%, от около 0,0001 до около 40%, от около 0,01 до около 0,1%, от около 0,01 до около 1%, от около 0,01 до около 10%, от около 0,01 до около 40%, от около 0,1 до около 1%, от около 0,1 до около 10%, от около 0,1 до около 40%, от около 1 до около 10%, от около 1 до около 40% или от около 10 до около 40%.
[00148] В процессе формирования подложки могут присутствовать свободные промежуточные элементы, такие как азот, углерод и сера. Ниобий в подложке может быть связан с этими свободными промежуточными элементами (например, азотом, углеродом и серой) в подложке. Добавление ниобия может предотвратить зернограничные выделения, например, хрома. В результате снижения зернограничных выделений можно получить улучшение коррозионных характеристик, что может являться необходимым свойством подложки. На ФИГ. 3 представлена стальная подложка после нанесения металлического слоя (или металлического диффузионного слоя), при этом зернограничные выделения хрома наблюдаются.
[00149] Массовая доля одного или нескольких элементов на поверхности подложки может быть измерена. Массовая доля элементов на поверхности может быть определена для подложки с покрытием или без покрытия. В некоторых вариантах осуществления средняя массовая доля одного или нескольких элементов на поверхности подложки может превышать 1, 5, 10%, 15, 20, 25, 30, 35, 40, 45 или 50%, или же больше. Средняя массовая доля одного или нескольких элементов на поверхности подложки может составлять максимум 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или 1%, или же меньше. Средняя массовая доля одного или нескольких элементов на поверхности подложки после нанесения металлического слоя (или металлического диффузионного слоя) может быть больше или меньше приблизительной массовой доли одного или нескольких элементов на поверхности подложки до нанесения металлического слоя.
[00150] Подложки могут быть закуплены у поставщика. Металлический слой (или металлический диффузионный слой) может быть нанесен на подложки в тот же день, когда завершается подготовка подложки. Подложки могут подготавливаться в течение более 2, 3 дней, 1 недели, 1 месяца или 1 года, или больше до нанесения металлического слоя. Подложки могут подготавливаться в течение максимум 1 года, 1 месяца, 1 недели, 3, 2, 1 дня или меньше до нанесения металлического слоя. При этом их зернистость может быть измеряемой. Зернистость подложки может быть измеряемой. Зернистость подложки может быть измерена до, во время или после нанесения металлического слоя (или металлического диффузионного слоя) на нее. Зернистость подложки может быть измерена до, во время или после проведения процессов формования, выполняемых относительно нее. Зернистость может быть измерена и зарегистрирована в соответствии со стандартом Американского общества по испытанию материалов (ASTM). Средняя зернистость подложки в единицах ASTM может быть больше 000, 00, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 39 или 30, или же больше. Средняя зернистость подложки в единицах ASTM может составлять около 30, 29, 28, 27, 26, 25, 24, 23, 22, 21, 20, 19, 18, 17, 16, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2, 1, 0, 00, 000 или меньше. В некоторых вариантах осуществления средняя зернистость подложки может составлять от около 000 до около 30 единиц по ASTM, от около 5 до около 16 единиц по ASTM, от около 6 до около 14 единиц по ASTM или от около 8 до около 12 единиц по ASTM. Средняя зернистость подложки может составлять от около 7 до 9 единиц по ASTM. Зернистость подложки может составлять около 7 единиц по ASTM.
[00151] Измерение предела текучести относительно подложки, металлического слоя (или металлического диффузионного слоя) или подложки с нанесенным металлическим слоем (или металлическим диффузионным слоем) может выполняться до, во время или после нанесения металлического слоя. Предел текучести подложки, металлического слоя (или металлического диффузионного слоя) или подложки с нанесенным металлическим слоем (или металлическим диффузионным слоем) до, во время или после нанесения металлического слоя (или металлического диффузионного слоя) может быть более около 100 фунтов/кв. дюйм, 1 кфунта/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа), 2, 5, 10, 15, 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30 или 35 кфунтов/кв. дюйм, или же больше. Предел текучести подложки может быть более 20, 21, 22, 23, 24, 25, 26, 27, 28, 29, 30 или около 50 кфунтов/кв. дюйм. Предел текучести подложки до, во время или после нанесения металлического слоя (или металлического диффузионного слоя может составлять максимум 50, 30, 29, 28, 27, 26, 25, 24, 23, 22, 21, 20, 15, 10, 5, 2, 1 или 100 кфунтов/кв. дюйм, или же меньше.
[00152] Измерение предельной прочности относительно подложки, металлического слоя (или металлического диффузионного слоя) или подложки с нанесенным металлическим слоем (или металлическим диффузионным слоем) может выполняться до, во время или после нанесения металлического слоя (или металлического диффузионного слоя). Предельная прочность подложки, металлического слоя (или металлического диффузионного слоя) или подложки с нанесенным металлическим слоем (или металлическим диффузионным слоем) до, во время или после нанесения металлического слоя (или металлического диффузионного слоя) может быть более около 30 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа)), 35, 40, 45, 46, 47, 48, 49, 50, 51, 52, 53, 54, 55, 56, 57, 58, 59, 60, 70, 80, 90, 100 кфунтов/кв. дюйм, или же больше. Предельная прочность подложки до, во время или после нанесения металлического слоя (или металлического диффузионного слоя) может составлять максимум 59, 58, 57, 56, 55, 54, 53, 52, 51, 50, 49, 48, 47, 46, 45, 40, 35 или 30 кфунтов/кв. дюйм, или же меньше.
[00153] Подложка, металлический слой (или металлический диффузионный слой) или подложка с нанесенным металлическим (или металлическим диффузионным слоем) может демонстрировать характеристики относительного удлинения (значения максимального удлинения калибра, деленного на его исходную длину, или разности расстояний растрескивания перед нанесением металлического покрытия на эту подложку и после него). Относительное удлинение может составлять около 5, 10, 20, 30, 40, 50, 60, 70, 80, 90 или 100%. Относительное удлинение может составлять как минимум около 5, 10, 20, 30, 40, 50, 60, 70, 80, 90 или 100%, или же более. Относительное удлинение может составлять максимум около 100, 90, 80, 70, 60, 50, 40, 30, 20, 10 или 5%, или же менее. В некоторых вариантах осуществления относительное удлинение может составлять около 30, 31, 32, 33, 34, 35, 36, 37, 38, 39 или 40%.
[00154] Подложка может быть подвергнута предварительной обработке до нанесения шликера на нее. Подложка может быть подвергнута предварительной обработке химическими веществами для изменения ее поверхности таким образом, чтобы увеличить адгезию металлического слоя (или металлического диффузионного слоя) к ней. Примеры таких химических веществ включают в себя хроматы и фосфаты.
[00155] Поверхность подложки может не содержать технологических оксидов. Этого можно достичь путем травления общепринятым способом. Поверхность подложки может в разумном объеме не содержать органических материалов. Поверхность подложки может в разумном объеме не содержать органических материалов после обработки коммерчески доступными чистящими средствами.
[00156] Частицы, фиксирующие зерна, могут быть добавлены в подложку, удалены или извлечены из нее во время подготовки подложки, чтобы контролировать ее зернистость. Например, фиксаторы зерен могут быть добавлены в подложку для того, чтобы сохранить небольшой размер зерен, и чтобы сформировать фиксирующие точки. По другому примеру, фиксаторы зерен могут быть извлечены из подложки, чтобы дать возможность зернам расти, а также для соблюдения требований по производству пластин двигателей. Фиксаторы зерен могут быть нерастворимыми при температурах отжига.
[00157] Среди примеров частиц, фиксирующих зерна, выделяются интерметаллид, нитрид, карбид, карбонитрид титана, алюминия, ниобия, ванадия и их любое сочетание. Среди неограничивающих примеров частиц, фиксирующих зерна, выделяются нитрид титана (TiN), карбид титана (TiC) и нитрид титана (AIN).
[00158] Подложка может обладать прочностью при растяжении. В некоторых случаях прочность подложки при растяжении может составлять как минимум около 10 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт = 6,8947572932 мегапаскаль (МПа)), 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях прочность подложки при растяжении может составлять максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 или меньше.
[00159] Подложка может обладать пределом текучести. В некоторых случаях предел текучести подложки может составлять как минимум около 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях предел текучести подложки может составлять максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 кфунтов/кв. дюйм или меньше.
[00160] Подложка может обладать характеристикой удлинения или напряжения при деформации до разрушения. В некоторых случаях относительное удлинение или напряжение подложки может составлять около 1, 2, 2,5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%. В некоторых случаях удлинение или напряжение подложки может составлять как минимум около 1, 2, 2,5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%, или же больше. В некоторых случаях удлинение или напряжение подложки может составлять максимум около 100, 75, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 4, 3, 2,5, 2, 1% или меньше.
Шликеры
[00161] Согласно настоящему изобретению предлагаются способы формирования металлического слоя (или металлического диффузионного слоя), прилегающего к подложке. Металлический слой (или металлический диффузионный слой) может быть сформирован путем нанесения шликера таким образом, чтобы он прилегал к подложке. Напыление шликера таким образом, чтобы он прилегал к подложке, может сформировать металлсодержащий слой, прилегающий к подложке. Шликер может включать различные компоненты, включая легирующие присадки или элементарные металлы, галогенид или активаторы галогенидов металлов, оксиды металлов, инертные компоненты, вяжущие вещества и добавки, улучшающие реологические свойства. В некоторых случаях шликер может включать легирующую присадку, активатор, инертное соединение и растворитель. Легирующая присадка может включать метал, подлежащий нанесению в качестве металлического слоя.
[00162] В некоторых случаях шликер может включать один или несколько компонентов в порошкообразной форме. Порошкообразные компоненты могут включать в себя легирующие присадки, инертные соединения, активаторы, оксиды металлов и прочие компоненты или их сочетания, порошкообразные компоненты могут добавляться в шликер отдельно или могут быть смешаны перед формированием шликера.
[00163] Порошок (например, с содержанием металла, оксида металла, галогенида металла или другого компонента шликера) может включать в себя отдельные частицы с размером (например, средним размером частиц) от около 0,1 до 500 микрометров (мкм). Средний размер отдельных частиц может составлять от 0,01 до 0,1 мкм, от 0,01 до 1 мкм, 0,01 до 20 мкм, от 0,01 до 30 мкм, от 0,01 до 50 мкм, от 0,01 до 100 мкм, от 0,01 до 250 мкм, от 0,01 до 500 мкм, от 0,01 до 1 мм, от 0,1 до 1 мкм, от 0,1 до 20 мкм, от 0,1 до 30 мкм, от 0,1 до 50 мкм, от 0,1 до 100 мкм, от 0,1 до 250 мкм, от 0,1 до 500 мкм, от 0,1 до 1 мм, от 1 до 20 мкм, от 1 до 30 мкм, от 1 до 50 мкм, от 1 до 100 мкм, от 1 до 250 мкм, от 1 до 500 мкм, от 1 мкм до 1 мм, от 10 до 100 мкм, от 10 до 250 мкм, от 10 до 500 мкм, от 10 до 1 мм, от 100 до 250 мкм, от 100 до 500 мкм, от 100 мкм до 1 мм, от 250 до 500 мкм, от 250 мкм до 1 мм или от 500 мкм до 1 мм. В порошке могут присутствовать отдельные части со средним размером как минимум около 0,01, 0,1, 1, 5 мкм, 10, 20, 30, 40, 50, 60, 70, 80, 90,100, 150, 200, 250, 300, 400, 500 мкм, 1 мм или больше. В порошке могут присутствовать отдельные частицы со средним размером максимум 1 миллиметр (мм), 500, 400, 300, 250, 200, 150,100, 90, 80, 70, 60, 50, 40, 30, 20, 10, 5, 1, 0,1 или 0,01 мкм, или же меньше. В порошке могут содержаться частицы, проходящие через сито с размером ячеек как минимум 4, 5, 6, 7, 8, 10, 12, 14, 16, 18, 20, 25, 30, 35, 40, 45, 50, 60,70, 80, 100, 120, 140, 170, 200, 230, 270, 325 400, 450, 500, 635 или меньше. В порошке могут содержаться частицы, проходящие через сито с размером ячеек максимум 635, 500, 450, 400, 325, 270, 200, 170, 140, 120, 100, 80, 70, 60, 50, 45, 40, 35, 30, 25, 20, 18, 16, 14, 12, 10, 8, 7, 6, 5 или 4, или же больше. Наличие более крупных частиц (например, от около 40 до 200 мкм) в шликере обеспечивает меньшую шероховатость конечного продукта после формирования металлического слоя. В некоторых случаях более крупный размер частиц может снижать способность легирующей присадки образовывать слой, за счет чего уменьшается шероховатость поверхности вследствие разрушения со стороны подложки. Наличие менее крупных частиц (например, менее около 10 мкм или менее около 1 мкм) может повысить однородность наслоения легирующей присадки при формировании металлического слоя (или металлического диффузионного слоя) за счет повышения однородности сухой пленки покрытия из шликера.
[00164] Порошок, содержащий один или несколько компонентов шликера, может включать частицы с конкретной степенью измельчения. В некоторых случаях порошок, включающий один или несколько компонентов шликера, может иметь мономодальное, двумодальное, тримодальное и многомодальное распределение частиц по размерам. Степень измельчения частиц порошка может выражаться в процентном отношении частиц в пределах конкретного диапазона размеров. Например, порошок может быть охарактеризован как на 50% состоящий из частиц в диапазоне размеров от 100 до 500 мкм. В некоторых случаях порошок может быть охарактеризован как на не менее чем на 1, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95 или 99%, или же в большей степени состоящий из частиц в пределах конкретного диапазона размеров. В некоторых случаях порошок может быть охарактеризован как на не более чем на 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или 1%, или же в меньшей степени состоящий из частиц в пределах конкретного диапазона размеров.
[00165] Шликер может включать легирующую присадку. Легирующая присадка может включать элементарный металл или элементарное соединение. В некоторых случаях элементарный металл может включать один или несколько из следующих элементов: железо, хром, никель, кремний, ванадий, титан, бор, вольфрам, алюминий, молибден, кобальт, марганец, цирконий, ниобий и их сочетания. В некоторых вариантах осуществления элементарное соединение может включать кремний. В некоторых вариантах осуществления элементарное соединение может включать никель. В некоторых вариантах осуществления элементарное соединение может включать кобальт. В некоторых вариантах осуществления элементарное соединение может включать алюминий. В некоторых вариантах осуществления легирующая присадка может включать несколько элементарных соединений. В некоторых вариантах осуществления несколько элементарных соединений могут включать как минимум два элементарных соединения, подбираемых из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления несколько элементарных соединений могут включать кремний и алюминий.
[00166] В некоторых случаях шликер не содержит легирующую присадку. В некоторых вариантах осуществления шликер не включает элементарное соединение, подбираемое из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора.
[00167] Шликер может включать кремний с массовой долей от около 5 до около 80%. Массовая доля шликера может составлять от около 10 до около 20%, от около 10 до около 30%, от около 10 до около 40%, от около 10 до около 50%, от около 10 до около 60%, от около 10 до около 70%, от около 10 до около 80%, от около 20 до около 30%, от около 20 до около 40%, от около 20 до около 50%, от около 20 до около 60%, от около 20 до около 70%, от около 20 до около 80%, от около 30 до около 40%, от около 30 до около 50%, от около 30 до около 60%, от около 30 до около 70%, от около 30 до около 80%, от около 40 до около 50%, от около 40 до около 60%, от около 40 до около 70%, от около 40 до около 80%, от около 50 до около 60%, от около 50 до около 70%, от около 50 до около 80%, от около 60 до около 70%, от около 60 до около 80% или от около 70 до около 80%. Шликер может включать кремний с массовой долей максимум около 80, 60, 50, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5% или меньше. Шликер может включать кремний с массовой долей максимум около 80, 70, 60 или 50%. Шликер может включать кремний с массовой долей как минимум около 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80% или больше. Шликер может включать кремний с массовой долей как минимум около 5, 10, 15, 20 или 25%. В некоторых вариантах осуществления шликер может включать кремний с массовой долей от около 10 до около 80%, от около 20 до около 80%, от около 25 до около 80%, от около 30 до около 80%, от около 10 до около 70%, от около 20 до около 70%, от около 20 до около 60%.
[00168] Шликер может включать алюминий с массовой долей от около 5 до около 80%. Массовая доля шликера может составлять от около 10 до около 20%, от около 10 до около 30%, от около 10 до около 40%, от около 10 до около 50%, от около 10 до около 60%, от около 10 до около 70%, от около 10 до около 80%, от около 20 до около 30%, от около 20 до около 40%, от около 20 до около 50%, от около 20 до около 60%, от около 20 до около 70%, от около 20 до около 80%, от около 30 до около 40%, от около 30 до около 50%, от около 30 до около 60%, от около 30 до около 70%, от около 30 до около 80%, от около 40 до около 50%, от около 40 до около 60%, от около 40 до около 70%, от около 40 до около 80%, от около 50 до около 60%, от около 50 до около 70%, от около 50 до около 80%, от около 60 до около 70%, от около 60 до около 80% или от около 70 до около 80%. Шликер может включать алюминий с массовой долей максимум около 80, 60, 50, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5% или меньше. Шликер может включать алюминий с массовой долей максимум около 80, 70, 60 или 50%. Шликер может включать алюминий с массовой долей как минимум около 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80% или больше. Шликер может включать алюминий с массовой долей как минимум около 5, 10, 15, 20 или 25%. В некоторых вариантах осуществления шликер может включать алюминий с массовой долей от около 10 до около 80%, от около 20 до около 80%, от около 25 до около 80%, от около 30 до около 80%, от около 10 до около 70%, от около 20 до около 70%, от около 20 до около 60%.
[00169] Средний размер частиц легирующей присадки может составлять от около 200 мкм. Средний размер частиц легирующей присадки может составлять от около 1 до около 10 мкм, от около 1 до около 40 мкм, от около 1 до около 100 мкм, от около 1 до около 200 мкм, от около 10 до около 40 мкм, от около 10 до около 100 мкм, от около 10 до около 200 мкм, от около 40 до около 100 мкм, от около 40 до около 200 мкм или от около 100 до около 200 мкм. Средний размер частиц легирующей присадки может составлять около 1, 10, 40, 100 или 200 мкм. Средний размер частиц легирующей присадки может составлять как минимум около 1, 10, 40 или 100 мкм. Средний размер частиц легирующей присадки может составлять максимум около 10, 40, 100 или 200 мкм.
[00170] В некоторых вариантах осуществления легирующая присадка может быть представлена многоатомным соединением, таким как ферросилиций (FeSi), феррохром (FeCr), ферроалюминий (FeAl), ферроникель (FeNi), феррокобальт (FeCo), ферромарганец (FeMn), прочие ферросплавы, хромом и/или его сочетаниями. Шликер может включать легирующую присадку с массовой долей как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95%, или же больше от общей массы шликера. Легирующая присадка может составлять максимум около 95, 90, 85, 80, 75%, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1%, или же меньше от общей массы шликера. Легирующая присадка может составлять от около 1 до около 95, от около 1 до около 85, от около 1 до около 75, от около 1 до около 60, от около 1 до около 50, от около 1 до около 40, от около 1 до около 30, от около 1 до около 20, от около 1 до около 10, от около 5 до около 95, от около 5 до около 85, от около 5 до около 75, от около 5 до около 60, от около 5 до около 50, от около 5 до около 40, от около 5 до около 30, от около 5 до около 20, от около 5 до около 10, от около 10 до около 95, от около 10 до около 85, от около 10 до около 75, от около 10 до около 60, от около 10 до около 50, от около 10 до около 40, от около 10 до около 30, от около 10 до около 20, от около 20 до около 95, от около 20 до около 85, от около 20 до около 75, от около 20 до около 60, от около 20 до около 50, от около 20 до около 40, от около 20 до около 30, от около 30 до около 85, от около 30 до около 75, от около 30 до около 60, от около 30 до около 50, от около 30 до около 40, от около 1 до около 95, от около 40 до около 85, от около 40 до около 75, от около 40 до около 60, от около 40 до около 50, от около 50 до около 95, от около 50 до около 85, от около 50 до около 75 или от около 50 до около 60% масс. от общей массы шликера. Легирующая присадка может обладать конкретной чистотой. Чистота легирующей присадки может составлять как минимум около 50, 55, 60, 65, 70, 75, 80, 85, 90, 91, 92, 93%, 94, 95, 96, 97, 98, 99, 99,9% или больше в весовом или молярном отношении. Чистота легирующей присадки может составлять максимум около 99,9, 99, 98, 97, 96, 95, 94, 93, 92, 91, 90, 85, 80, 75, 70, 65, 60, 55 или 50%, или же меньше в весовом или молярном отношении. Легирующая присадка может быть добавлена в шликер в виде порошка.
[00171] Шликер может включать более одной легирующей присадки. В некоторых случаях легирующие присадки могут быть представлены в виде отдельных элементарных соединений. В некоторых случаях легирующие присадки могут быть представлены в виде легированных соединений (например, бронзой). В некоторых случаях наличие элементарных соединений в легирующей присадке может быть ограничено. В некоторых случаях наличие элементарных соединений может быть ограничено за счет применения такого соединения в виде ферросплава. Шликер может включать около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 или больше 10 легирующих присадок. Шликер может включать как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10 или больше 10 легирующих присадок. Шликер может включать максимум около 10, 9, 8, 7, 6, 5, 4, 3, 2 или меньше 2 легирующих присадок. Конкретное элементарное соединение может включать конкретное процентное отношение от общего количества имеющейся легирующей присадки в весовом или молярном отношении. В некоторых случаях элементарное соединение может составлять около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50%, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99% от общего количества имеющейся легирующей присадки в весовом или молярном отношении. В некоторых случаях элементарное соединение может включать как минимум около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99% от общего количества имеющейся легирующей присадки в весовом или молярном отношении. В некоторых случаях элементарное соединение может включать максимум около 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или максимум 5% от общего количества имеющейся легирующей присадки в весовом или молярном отношении. В некоторых вариантах осуществления массовая доля алюминия в ферросплаве может составлять максимум 85%.
[00172] Шликер может включать соединение-активатор. Соединение-активатор может способствовать диффузии одной или нескольких легирующих присадок в металлическом слое. В некоторых случаях шликер может включать активатор галогенида. Активатор галогенида может включать галогенид металла. Активатор галогенида может быть представлен неметаллическим активатором галогенида. В некоторых случаях в шликере может отсутствовать какой-либо активатор галогенида. В некоторых случаях активатор галогенида металла включает в себя одновалентный металл, двухвалентный металл или трехвалентный металл. В некоторых случаях активатор галогенида подбирается из числа хлорида магния (MgCl2), хлорида железа (II) (FeCl2), хлорида кальция (CaCl2), хлорида циркония (IV) (ZrCl4), хлорида титана (IV) (TiCl4), хлорида ниобия (V) (NbCl5), хлорида титана (III) (TiCl3), четыреххлористого кремния (SiCl4), хлорида ванадия (III) (VCl3), хлорида хрома (III) (CrCl3), кремнехлороформа (SiHCl3), хлорида марганца (II) (MnCl2), хлорида хрома (II) (CrCl=), хлорида кобальта (II) (CoCl2), хлорида меди (II) (CuCl2), хлорида никеля (II) (NiCl2), хлорида ванадия (II) (VCl2), хлорида аммония (NH4Cl), хлорида натрия (NaCl) или хлорида калия (KCl) и их сочетаний. В некоторых случаях активатор может включать сульфидное соединение, такое как сульфид молибдена (MoS), сульфид марганца (MnS), дисульфид железа (FeS2), сульфид хрома (CrS), сульфид железа (FeS), сульфид меди (CuS), сульфид никеля (NiS) и их сочетания. В некоторых вариантах осуществления галоидный активатор подвергается гидратации. В некоторых вариантах осуществления активатор галогенида подбирается из числа тетрагидрата хлорида железа (FeCl2 4Н2О), гексагидрата хлорида железа (FeCl2 6Н2О) и гексагидрата хлорида марганца (MgCl2 6Н2О). В некоторых вариантах осуществления галоидный активатор подвергается гидратации. В некоторых вариантах осуществления активатор галогенида подбирается из числа тетрагидрата хлорида железа(FeCl24H2O), гексагидрата хлорида железа (FeCl26H2O) и гексагидрата хлорида марганца (MgCl26H2O). В некоторых случаях в шликере может отсутствовать какой-либо активатор галогенида или сульфида. В некоторых случаях активатор галогенида может действовать как вяжущее вещество в отсутствие растворителя.
[00173] Шликерная смесь может включать активатор в количестве как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95%, или же больше от общей массы шликера. Активатор может составлять максимум около 95, 90, 85, 80, 75%, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1%, или же меньше от общей массы шликера. Активатор может составлять от около 1 до около 95, от около 1 до около 85, от около 1 до около 75, от около 1 до около 60, от около 1 до около 50, от около 1 до около 40, от около 1 до около 30, от около 1 до около 20, от около 1 до около 10, от около 5 до около 95, от около 5 до около 85, от около 5 до около 75, от около 5 до около 60, от около 5 до около 50, от около 5 до около 40, от около 5 до около 30, от около 5 до около 20, от около 5 до около 10, от около 10 до около 95, от около 10 до около 85, от около 10 до около 75, от около 10 до около 60, от около 10 до около 50, от около 10 до около 40, от около 10 до около 30, от около 10 до около 20, от около 20 до около 95, от около 20 до около 85, от около 20 до около 75, от около 20 до около 60, от около 20 до около 50, от около 20 до около 40, от около 20 до около 30, от около 30 до около 85, от около 30 до около 75, от около 30 до около 60, от около 30 до около 50, от около 30 до около 40, от около 1 до около 95, от около 40 до около 85, от около 40 до около 75, от около 40 до около 60, от около 40 до около 50, от около 50 до около 95, от около 50 до около 85, от около 50 до около 75 или от около 50 до около 60% масс. от общей массы шликера. Активатор может обладать конкретной чистотой. Чистота активатора может составлять как минимум около 50, 55, 60, 65, 70, 75, 80, 85, 90, 91, 92, 93%, 94, 95, 96, 97, 98, 99, 99,9% или больше в весовом или молярном отношении. Чистота активатора может составлять максимум около 99,9, 99, 98, 97, 96, 95, 94, 93, 92, 91, 90, 85, 80, 75, 70, 65, 60, 55 или 50%, или же меньше в весовом или молярном отношении. Активатор может быть добавлен в шликер в виде порошка. Активатор может быть получен посредством реакции реактивного элементарного металлического соединения с менее стабильным оксидом металла, за счет чего образуются более стабильные металлическое элементарное соединение и оксид металла. Активатор может быть добавлен в шликер в виде порошка.
[00174] Шликер может включать инертное соединение или оксид металла. Инертное соединение может быть подобрано так, чтобы обеспечивалась оптимизация реологических свойств в шликере. Инертное соединение может быть подобрано так, чтобы в процессе диффузии, при котором формируется металлический слой, обеспечивалась оптимизация разделения частиц легирующих присадок и активаторов. В некоторых случаях инертное соединение может быть представлено стабильным оксидом металла, таким как кремнекислота (SiO2), окись алюминия (Al2O3), диоксид титана (TiO2), оксид магния (MgO) или оксид кальция (СаО), или же их сочетанием. В некоторых случаях оксид металла может быть представлен реактивным соединением, которое вступает в реакцию с микроэлементом в подложке, например, серой или азотом. В некоторых случаях инертное соединение может быть представлено минеральным или керамическим соединением. В некоторых вариантах осуществления инертное соединение может быть представлено глиной, например, бентонитовой, черепичной, каолиновой или их сочетанием. В некоторых вариантах осуществления инертное соединение образует водородное соединение само с собой и/или активатором галогенида металла в шликере. В некоторых вариантах осуществления размер частиц инертного соединения меньше или равен около 140 меш. Инертное соединение может быть добавлено в шликер в виде порошка. В некоторых случаях шликер может включать более одного инертного соединения или оксида металла.
[00175] Шликерная смесь может включать инертное соединение или оксид металла в количестве как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95%, или же больше от общей массы шликера. Инертное соединение может составлять максимум около 95, 90, 85, 80, 75%, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1%, или же меньше от общей массы шликера. Инертное соединение может составлять от около 1 до около 95, от около 1 до около 85, от около 1 до около 75, от около 1 до около 60, от около 1 до около 50, от около 1 до около 40, от около 1 до около 30, от около 1 до около 20, от около 1 до около 10, от около 5 до около 95, от около 5 до около 85, от около 5 до около 75, от около 5 до около 60, от около 5 до около 50, от около 5 до около 40, от около 5 до около 30, от около 5 до около 20, от около 5 до около 10, от около 10 до около 95, от около 10 до около 85, от около 10 до около 75, от около 10 до около 60, от около 10 до около 50, от около 10 до около 40, от около 10 до около 30, от около 10 до около 20, от около 20 до около 95, от около 20 до около 85, от около 20 до около 75, от около 20 до около 60, от около 20 до около 50, от около 20 до около 40, от около 20 до около 30, от около 30 до около 85, от около 30 до около 75, от около 30 до около 60, от около 30 до около 50, от около 30 до около 40, от около 1 до около 95, от около 40 до около 85, от около 40 до около 75, от около 40 до около 60, от около 40 до около 50, от около 50 до около 95, от около 50 до около 85, от около 50 до около 75 или от около 50 до около 60% масс. от общей массы шликера. Инертное соединение может обладать конкретной чистотой. Чистота инертного соединения может составлять как минимум около 50, 55, 60, 65, 70, 75, 80, 85, 90, 91, 92, 93%, 94, 95, 96, 97, 98, 99, 99,9% или больше в весовом или молярном отношении. Чистота инертного соединения может составлять максимум около 99,9, 99, 98, 97, 96, 95, 94, 93, 92, 91, 90, 85, 80, 75, 70, 65, 60, 55 или 50%, или же меньше в весовом или молярном отношении.
[00176] В некоторых случаях шликер включает растворитель. Растворитель может быть представлен водным или неводным растворителем. В некоторых вариантах осуществления растворитель представляет собой органический растворитель. В некоторых случаях органический растворитель подбирается из числа спирта (например, изопропанола), углеводорода, кетона и их сочетаний. В некоторых вариантах осуществления спирт представлен спиртами от С1 до С8. В некоторых случаях растворитель включает воду. Точка кипения (или температура кипения) растворителя может быть ниже или равна около 200, 190, 180, 170, 160, 150, 140, 130, 120, 110, 100, 80, 60°С или ниже. Точка кипения растворителя может быть как минимум около 60, 80, 100, 110, 120, 130, 140, 150, 160, 170, 180, 190, 200°С или выше.
[00177] Время высыхания шликера может быть достаточно долгим, так что шликер остается влажным во время нанесения покрытия валиком и не высыхает до тех пор, пока шликер не будет нанесен на подложку. Шликер может не высохнуть при комнатной температуре. Шликер может стать сухим на ощупь после помещения в зону сушки линии нанесения покрытия валиком для нагрева в течение приблизительно десяти секунд. Температура нагрева может составлять приблизительно 120°С.
[00178] Шликерная смесь может включать растворитель в количестве как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90 или 95%, или же больше от общей массы шликера. Растворитель может составлять максимум около 95, 90, 85, 80, 75%, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1%, или же меньше от общей массы шликера. Растворитель может составлять от около 1 до около 95, от около 1 до около 85, от около 1 до около 75, от около 1 до около 60, от около 1 до около 50, от около 1 до около 40, от около 1 до около 30, от около 1 до около 20, от около 1 до около 10, от около 5 до около 95, от около 5 до около 85, от около 5 до около 75, от около 5 до около 60, от около 5 до около 50, от около 5 до около 40, от около 5 до около 30, от около 5 до около 20, от около 5 до около 10, от около 10 до около 95, от около 10 до около 85, от около 10 до около 75, от около 10 до около 60, от около 10 до около 50, от около 10 до около 40, от около 10 до около 30, от около 10 до около 20, от около 20 до около 95, от около 20 до около 85, от около 20 до около 75, от около 20 до около 60, от около 20 до около 50, от около 20 до около 40, от около 20 до около 30, от около 30 до около 85, от около 30 до около 75, от около 30 до около 60, от около 30 до около 50, от около 30 до около 40, от около 1 до около 95, от около 40 до около 85, от около 40 до около 75, от около 40 до около 60, от около 40 до около 50, от около 50 до около 95, от около 50 до около 85, от около 50 до около 75 или от около 50 до около 60% масс. от общей массы шликера. Растворитель может обладать конкретной чистотой. Чистота растворителя может составлять как минимум около 50, 55, 60, 65, 70, 75, 80, 85, 90, 91, 92, 93%, 94, 95, 96, 97, 98, 99, 99,9% или больше в весовом или молярном отношении. Чистота растворителя может составлять максимум около 99,9, 99, 98, 97, 96, 95, 94, 93, 92, 91, 90, 85, 80, 75, 70, 65, 60, 55 или 50%, или же меньше в весовом или молярном отношении.
[00179] В некоторых случаях шликер включает вяжущее вещество. Шликер может включать органическое или неорганическое вяжущее вещество. В некоторых случаях неорганическое вяжущее вещество представлено силикатом натрия. В некоторых случаях шликер включает органическое вяжущее вещество. В некоторых вариантах осуществления органическое вяжущее вещество представляет собой альгинат натрия, метилцеллюлозу, лимонную кислоту, полипропиленкарбонат или полиэтиленоксид (ПЭО). В некоторых случаях в шликере отсутствует какое-либо органическое вяжущее вещество. В некоторых случаях активатор галогенида действует как вяжущее вещество при высыхании шликера. Шликер может содержать вяжущее вещество в количестве около 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 6, 7, 8, 9 или 10% масс. Шликер может содержать вяжущее вещество в количестве как минимум около 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4.5, 5, 6, 7, 8, 9 или 10% масс., или же больше. Шликер может содержать вяжущее вещество в количестве максимум около 10, 9, 8, 7, 6, 5, 4,5, 4, 3,5, 3, 2,5, 2, 1,5, 1, 0,5% масс. или меньше.
[00180] Шликер может быть предназначен для обеспечения реологических свойств, обладающих большими преимуществами, для применения относительно подложки. Шликер может быть оптимизирован на основании используемого процесса, который применяется для его нанесения на подложку (например, нанесение покрытия валиком или распылением). Шликер может быть оптимизирован на основании его характеристик после нанесения на подложку (например, стабильности при конкретной толщине).
[00181] Шликер может обладать характеристикой вязкости. Вязкость может быть измерена любым способом, известным на данном уровне техники, включая ротационные, вибрационные и пузырьковые вискозиметры. Вязкость шликера может составлять как минимум около 1, 10, 50, 100, 200, 300, 400, 500, 1000, 2000, 3000, 4000, 5000, 10000, 50000, 100000, 250000, 500000 или 1000000 сантипуаз (сП). Вязкость шликера может составлять максимум около 1000000, 500000, 250000, 100000, 50000, 10000, 5000, 4000, 3000, 2000, 1000, 500, 400, 300, 200, 100, 50, 10, 1 сП или меньше.
[00182] Реологические характеристики шликера могут зависеть от его скорости сдвига. Шликер может быть ньютоновским или неньютоновским. В шликере может наблюдаться увеличение или уменьшение вязкости при сдвиге. Шликер может демонстрировать тиксотропное поведение. Характеристики вязкости шликера могут быть определены при скорости сдвига как минимум около 1, 10, 100, 1000, 10000 или 100000 с-1, или же больше. Характеристики вязкости шликера могут быть определены при скорости сдвига максимум около 100000, 10000, 1000, 100, 10, 1 с-1 или меньше. Индекс разжижения шликера при сдвиге может составлять около 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10. Индекс разжижения шликера при сдвиге может составлять как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10, или же больше. Индекс разжижения шликера при сдвиге может составлять максимум около 10, 9, 8, 7, 6, 5, 4, 3, 2, 1 или меньше.
[00183] Шликер может быть сконфигурирован так, чтобы обладать конкретной удельной плотностью. Удельная плотность шликера может составлять как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20 или больше. Удельная плотность шликера может составлять максимум около 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2, 1 или меньше. Шликер может быть кислотным, нейтральным или щелочным. Значение рН шликера может составлять около, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 или 14, или же быть в диапазоне из любых двух вышеприведенных значений (включительно). Значение рН шликера может составлять как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13 или 14. Значение рН шликера может составлять максимум около 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2, 1 или меньше.
[00184] Для смешивания компонентов шликера в процессе его формирования или после него может быть использована лопатка. Лопатка, используемая для смешивания компонентов металлсодержащего слоя, может иметь форму венчика, вилки или лопасти. Для смешивания компонентов шликера может использоваться более одной лопатки. Все лопатки могут иметь разные формы или одну форму. Сухие ингредиенты могут быть добавлены в растворитель в регулируемых количествах, чтобы предотвратить комкование. Может использоваться высокая скорость сдвига, чтобы способствовать контролю вязкости. Частицы хрома в шликере могут быть большего размера, чем прочие, и могут быть взвешены без добавок высокомолекулярных полимеров.
[00185] Свойства шликера могут представлять собой функцию одного или нескольких параметров для формирования шликера, его поддержания или осаждения. Такие свойства могут включать в себя вязкость, индекс разжижения при сдвиге и предел текучести. Такие свойства могут включать в себя число Рейнольдса, вязкость, рН и концентрацию компонентов шликера. Параметры, способные повлиять на свойства шликера, могут включать в себя содержание воды, название и содержание элементарного соединения, температуру, скорость сдвига и время смешивания.
[00186] Скорость сдвига шликера может быть измерена на различных приборах. Скорость сдвига может быть измерена, например, на вискозиметре DHR-2 ТА Instruments. Скорость сдвига может отличаться в зависимости от прибора, используемого для выполнения измерения. Уровень текучести шликера может быть измерен путем испытания наклоном. Испытание наклоном может представлять собой определение предела текучести и вязкости. В альтернативном варианте, для измерения уровня текучести шликера может использоваться вискозиметр.
[00187] Для получения целевой или заданной вязкости смешивание может проводиться в течение срока около 1, 5, 10, 15, 30 минут, 1, 1,5, 2, 3 или 6 часов. Смешивание шликера может проводиться в течение срока как минимум около 1, 5, 10, 15, 30 минут, 1, 1,5, 2, 3 или 6 часов, или же больше. Смешивание шликера может проводиться в течение срока максимум около 6, 3, 2, 1,5, 1 часа, 30, 15, 10, 5 или 1 минуты, или же меньше. Чем дольше шликер перемешивается, тем ниже может становиться его вязкость. Время смешивания может соответствовать периоду времени гомогенизации шликера.
[00188] Надлежащим образом смешанное состояние может представлять собой состояние, в котором шликер не имеет воды на поверхности. Надлежащим образом смешанное состояние может представлять собой состояние, в котором на днище сосуда нет твердых частиц. Шликер может иметь однородные цвет и текстуру.
[00189] Скорость оседания шликера может оставаться стабильной для разделения или седиментации в течение более одной минуты, 15 минут, 1 часа, 1 дня, 1 месяца или более 1 года. Скорость оседания шликера может соответствовать периоду времени, в течение которого шликер может сохранять устойчивость, без смешивания, до тех пор, пока не произойдет оседание, или до тех пор, пока вязкость не возрастет до значений, которые не подходят для нанесения покрытия валиком. Аналогичным образом, срок хранения шликера может соответствовать периоду времени, в течение которого шликер может сохранять устойчивость, без смешивания, до тех пор, пока шликер не загустеет до степени, не подходящей для нанесения покрытия валиком. Даже если шликер осядет и загустеет, он может быть повторно перемешен до изначальной вязкости. Тиксотропный индекс шликера может быть стабильным, так что шликер не загустевает до неприемлемых уровней в мертвых точках поддона устройства для нанесения покрытия валиком.
[00190] Вязкость шликера можно регулировать, контролируя объем водородной связи, добавляя кислоту в шликер во время перемешивания. Кроме того, кислота или основа могут быть добавлены в шликер во время перемешивания для контроля уровня рН в шликере. Значение рН шликера может составлять от около 3 до около 12. Значение рН шликера может составлять от около 5 до около 8. Значение рН шликера может составлять около 3, 4, 5, 6, 7, 8, 9, 10, 11 или 12. Уровень рН шликера может меняться с тем, как шликер оседает. Повторное смешивание шликера после того, как шликер осядет, может вернуть уровень рН шликера к исходным значениям. В шликер могут быть добавлены различные уровни вяжущего вещества, например, ацетата металла для увеличения прочности прессовки шликера.
[00191] В некоторых случаях шликер включает инертное соединение. Шликер может быть сформирован путем смешивания различных компонентов в смесительной камере (или сосуде). Различные компоненты могут быть смешаны одновременно или последовательно. Например, в камеру помещается растворитель, а затем добавляется элементарное соединение. Во избежание комкования, в растворитель могут быть добавлены сухие ингредиенты в регулируемых количествах. Некоторые элементарные металлы могут иметь форму сухого порошка.
[00192] Время высыхания шликера может быть достаточно долгим, так что шликер остается влажным во время нанесения покрытия валиком и не высыхает до тех пор, пока шликер не будет нанесен на подложку. Шликер может не высохнуть при комнатной температуре. Шликер может стать сухим на ощупь после помещения в зону сушки линии нанесения покрытия валиком для нагрева в течение приблизительно десяти секунд. Температура нагрева может составлять приблизительно 120°С.
[00193] Прочность прессовки шликера может быть такой, что шликер сохраняет свою устойчивость при нанесении покрытия валиком, и подложка, на которую наносится шликер, не подвергается повреждениям. Например, сухая пленка шликера, высушенного после нанесения валиком в сушильной печи рядом с камерой покраски, может иметь прочность прессовки, позволяющую пленке выдерживать усилие, сгибающее пленку, двадцать раз, в попеременных отрицательных и положительных направлениях, до дуги диаметром около 20 дюймов. Прочность прессовки сухой пленки шликера может в дальнейшем позволить пленке пройти испытание методом клейкой ленты с незначительным объемом пыления. Испытание методом клейкой ленты может предполагать контакт части ленты с поверхностью покрытого материала. Пленка после удаления с поверхности покрытого материала может быть достаточно прозрачной для того, чтобы можно было увидеть на ней какие-либо следы пыли, приклеившейся к ленте.
[00194] Шликер может быть нанесен на подложку до формирования металлического слоя (или металлического диффузионного слоя) на подложке. Шликер может быть нанесен с однородной толщиной по поверхности. Шликер может быть нанесен с разной толщиной по поверхности. Средняя толщина нанесенного шликерного покрытия может составлять около 0,0001, 0,0005, 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0.08, 0,09, 0,1, 0,125, 0,25, 0,5 дюйма, причем 1 дюйм равен 2,54 сантиметра. Средняя толщина нанесенного шликерного покрытия может составлять как минимум около 0,0001, 0,0005, 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,1, 0,125, 0,25, 0,5 дюйма или больше. Средняя толщина нанесенного шликерного покрытия может составлять максимум 0,5, 0,25, 0,125, 0,1, 0,09, 0,08, 0,07, 0,06, 0,05, 0,04, 0,03, 0,02, 0,01, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001, 0,0005, 0,0001 дюйма или меньше.
[00195] Шликер может быть нанесен таким образом, чтобы он прилегал к одной или нескольким поверхностям подложки с конкретной толщиной. Толщина нанесенного шликерного покрытия может быть относительно равномерной по поверхности или быть разной. Толщина нанесенного шликерного покрытия может отличаться между поверхностями подложки. Толщина нанесенного шликерного покрытия, прилегающего к подложке, может быть измерена в любое время, в том числе сразу после нанесения, при высыхании или после удаления растворителя. Нанесенное шликерное покрытие можно считать в целом однородным, если 90, 95, 99% или более поверхности подложки имеет шликерное покрытие, отклонение которого не превышает 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19 или 20% средней толщины нанесенного шликерного покрытия.
[00196] Шликерное покрытие, нанесенное с прилеганием к одной или нескольким поверхностям подложки, может иметь среднюю толщину нанесения до или после высыхания около 5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90, 100, 150, 200, 250, 300, 400, 500, 600, 700, 800, 900 мкм, 1, 2, 5 мм или около 1 см. Шликерное покрытие, нанесенное с прилеганием к одной или нескольким поверхностям подложки, может иметь среднюю толщину нанесения до или после высыхания как минимум около 5, 10, 15, 20, 25, 30, 40, 50, 60, 70, 80, 90, 100, 150, 200, 250, 300, 400, 500, 600, 700, 800, 900 мкм, 1, 2, 5 мм или около 1 см. Шликерное покрытие, нанесенное с прилеганием к одной или нескольким поверхностям подложки, может иметь среднюю толщину нанесения до или после высыхания максимум около 1 см, 5, 2 1 мм 900, 800, 700, 600, 500, 400, 300, 250, 200, 150, 100, 90, 80, 70, 60, 50, 40, 30, 25, 20, 15, 10 или 5 мкм, или же меньше. Шликерное покрытие, нанесенное с прилеганием к одной или нескольким поверхностям подложки, может иметь среднюю толщину нанесения до или после высыхания от около 20 до около 500, от около 20 до около 50, от около 20 до около 100, от около 20 до около 200, от около 20 до около 500, от около 50 до около 100, от около 50 до около 200, от около 50 до около 500, от около 100 до около 200, от около 100 до около 500 или от около 200 до около 500 мкм.
Отожженная подложка
[00197] Согласно настоящему изобретению предлагаются подложки, покрытые шликером, для получения отожженной подложки, включающей металлический слой. В сравнении с исходной подложкой отожженная подложка может обладать другими механическими или электрическими свойствами. В сравнении с исходной подложкой отожженная подложка может обладать улучшенными механическими и электрическими свойствами. В сравнении с исходной подложкой в некоторых вариантах осуществления отожженная подложка может обладать повышенной трещиностойкостью. В сравнении с исходной подложкой в некоторых вариантах осуществления отожженная подложка может обладать улучшенными магнитными свойствами. В сравнении с исходной подложкой отожженная подложка может обладать улучшенными магнитными свойствами как минимум в одной плоскости.
Металлические слои (или металлические диффузионные слои)
[00198] Согласно настоящему изобретению предлагаются подложки, покрытые одним или несколькими металлическими слоями (или металлическими диффузионными слоями). В некоторых случаях подложка может быть покрыта как минимум одним металлическим слоем (или металлическим диффузионным слоем). Подложка может иметь покрытие с около 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10 металлическими слоями (или металлическими диффузионными слоями). Подложка может иметь покрытие как минимум с 1, 2, 3, 4, 5, 6, 7, 8, 9 или 10, или же с большим количеством металлических слоев (металлических диффузионных слоев). Подложка может иметь покрытие с максимум 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1 металлическим слоем. Металлический слой (или металлический диффузионный слой) могут быть сформированы посредством диффузии соединения с легирующей присадкой, содержащей как минимум один элементарный металл. Металлический слой (или металлический диффузионный слой) может быть соединен с подложкой с помощью диффузионного слоя между металлическим слоем (или металлическим диффузионным слоем) и подложкой.
[00199] Металлический слой (или металлический диффузионный слой) может обладать средней толщиной более 1, 10, 100, 500 нанометров, 1, 5, 10, 25, 50, 60, 70, 80, 90 или 100 микрометров (т.е., 1 микрометр = 10-6 метров), или же больше. Металлический слой (или металлический диффузионный слой) может обладать средней толщиной максимум 100, 90, 80, 70, 60, 50, 40, 30, 20, 10, 5, 1 мкм, 500, 100, 10, 1 нанометр или меньше. Толщина металлического слоя (или металлического диффузионного слоя) может быть больше моноатомного слоя. Толщина может образовываться за счет одного металлического слоя. Толщина может образовываться за счет многослойности. Толщина на одном или нескольких участках подложки может изменяться.
[00200] Элементарные соединения в легирующей присадке могут диффундировать с подложкой или в нее в соответствии с градиентом концентрации. Например, концентрация элементарных соединений в металлсодержащем слое может быть наивысшей на поверхности подложки и уменьшаться в соответствии с градиентом по глубине подложки. Концентрация элементарных соединений может увеличиваться от поверхности до диффузионной границы или точки наибольшего проникновения диффундирующих соединений. Уменьшение в концентрации может быть линейным, нелинейным, параболическим, гауссовым или представлять собой их сочетание. Концентрация элементарных соединений в металлсодержащем слое может быть подобрана по требуемой толщине слоя из сплава, который предполагается сформировать с прилеганием к подложке.
[00201] Элементарные соединения в шликере могут повлиять на адгезию металлсодержащего слоя к подложке. Кроме того, элементарные соединения могут повлиять на вязкость состава металлсодержащего слоя. Кроме того, элементарные соединения могут повлиять на прочность прессовки подложки с покрытием из металлсодержащего слоя. Прочность прессовки в целом соответствует способности подложки с покрытием из металлсодержащего слоя выдерживать манипуляции или механическую обработку до полного отверждения металлсодержащего слоя. Соответственно, элементарные соединения могут быть подобраны по требуемой степени адгезии металлсодержащего слоя к подложке, требуемой вязкости металлсодержащего слоя и способности элементарных соединений увеличивать прочность прессовки подложки с покрытием из металлсодержащего слоя. Кроме того, некоторые металлсодержащие галогениды могут демонстрировать коррозионную реакцию на компоненты устройства нанесения металлсодержащего слоя на подложку валиком. Такая коррозионная реакция может быть нежелательной. Элементарное соединение может предотвратить образование пор Киркендалла на граничной поверхности соприкосновения металлсодержащего слоя и подложки. После нагрева, элементарное соединение может разложиться на кислород. Кроме того, после отжига элементарное соединение может стать инертным. Концентрация различных элементарных соединений может различаться.
[00202] Металлический слой (или металлический диффузионный слой) может включать как минимум около 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20 или больше элементарных соединений. Металлический слой (или металлический диффузионный слой) может включать как минимум два элементарных соединения из числа следующих: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк. Металлический слой (или металлический диффузионный слой) может включать как минимум три элемента из числа следующих: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк. Металлический слой (или металлический диффузионный слой) может включать как минимум четыре элементарных соединения из числа следующих: хром, никель, алюминий, кремний, ванадий, титан, бор, вольфрам, молибден, кобальт, марганец, цирконий, ниобий, углерод, азот, сера, кислород, фосфор, медь, олово, кальций, мышьяк, свинец, сурьма, тантал или цинк.
[00203] Металлический слой (или металлический диффузионный слой) может включать несколько элементов. Металлический слой (или металлический диффузионный слой) может включать хром с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать хром с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40, или же больше.
[00204] Металлический слой (или металлический диффузионный слой) может включать никель с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать никель с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше.
[00205] Металлический слой (или металлический диффузионный слой) может включать алюминий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать алюминий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2,2,5,3,5,7, 10, 15, 20, 30 или 40, или же больше.
[00206] Металлический слой (или металлический диффузионный слой) может включать кремний с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать кремний с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00207] Металлический слой (или металлический диффузионный слой) может включать ванадий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать ванадий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше [00208] Металлический слой (или металлический диффузионный слой) может включать титан с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать титан с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00209] Металлический слой (или металлический диффузионный слой) может включать бор с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать бор с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00210] Металлический слой (или металлический диффузионный слой) может включать вольфрам с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать вольфрам с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00211] Металлический слой (или металлический диффузионный слой) может включать молибден с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать молибден с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00212] Металлический слой (или металлический диффузионный слой) может включать кобальт с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать кобальт с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00213] Металлический слой (или металлический диффузионный слой) может включать марганец с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать марганец с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00214] Металлический слой (или металлический диффузионный слой) может включать цирконий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать цирконий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00215] Металлический слой (или металлический диффузионный слой) может включать ниобий с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать ниобий с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00216] Металлический слой (или металлический диффузионный слой) может включать углерод с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать углерод с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00217] Металлический слой (или металлический диффузионный слой) может включать азот с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать азот с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00218] Металлический слой (или металлический диффузионный слой) может включать серу с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать серу с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00219] Металлический слой (или металлический диффузионный слой) может включать кислород с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать кислород с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00220] Металлический слой (или металлический диффузионный слой) может включать фосфор с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать фосфор с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00221] Металлический слой (или металлический диффузионный слой) может включать медь с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать медь с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00222] Металлический слой (или металлический диффузионный слой) может включать олово с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать олово с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00223] Металлический слой (или металлический диффузионный слой) может включать кальций с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать кальций с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00224] Металлический слой (или металлический диффузионный слой) может включать мышьяк с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать мышьяк с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00225] Металлический слой (или металлический диффузионный слой) может включать свинец с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать свинец с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00226] Металлический слой (или металлический диффузионный слой) может включать сурьму с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать сурьму с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00227] Металлический слой (или металлический диффузионный слой) может включать тантал с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать тантал с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00228] Металлический слой (или металлический диффузионный слой) может включать цинк с массовой долей или атомным процентным содержанием меньше или равным около 40, 30, 20, 15, 10, 7, 5, 3, 2,5, 2, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,05, 0,01, 0,005, 0,004, 0,002, 0,001, 0,0005 или 0,0001%, или же меньше. Металлический слой (или металлический диффузионный слой) может включать цинк с массовой долей или атомным процентным содержанием больше или равным около 0,0001, 0,0005, 0,001, 0,002, 0,004, 0,005, 0,01, 0,05, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2, 2,5, 3, 5, 7, 10, 15, 20, 30 или 40%, или же больше
[00229] Концентрация атомных частиц в металлическом слое (или металлическом диффузионном слое) может изменяться в зависимости от глубины этого слоя. Концентрация атомных частиц в металлическом слое (или металлическом диффузионном слое) может изменяться в зависимости от участка поверхности подложки. Концентрация атомных частиц в металлическом слое (или металлическом диффузионном слое) может быть однородной или практически однородной. Практически однородная концентрация атомных частиц может быть представлена частицами, концентрация которых составляет максимум 0, 29, 28, 27, 26, 25, 24, 23, 22, 21, 20, 19, 18, 17, 16, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2 или около 1% по толщине металлического слоя. Концентрация двух или нескольких атомных частиц в металлическом слое (или металлическом диффузионном слое) может изменяться в зависимости от градиентов концентрации в этом слое. Например, в металлическом слое (или металлическом диффузионном слое), включающем кремний и магний, концентрация кремния может увеличиваться на 10% по толщине этого слоя, в то время как концентрация магния уменьшается на 30% по той же толщине.
[00230] Содержание элементарного металла в металлическом слое (или металлическом диффузионном слое) на подложке может изменяться в зависимости от глубины. Содержание элементарного металла в металлическом слое (или металлическом диффузионном слое) может изменяться в зависимости от глубины с определенной скоростью, например, как минимум около ±0,0001, ±-0,001, ±-0,01, ±-0,05, ±-0,1, ±-0,5, ±-1,0, ±-3,0, ±-5,0, ±-7,0 или ±-9,0%/микрометр, или же больше. Содержание элементарного металла в металлическом слое может изменяться в зависимости от глубины с определенной скоростью, например, максимум около ±-9,0, ±-7,0, ±-5,0, ±-3,0, ±-1,0, ±-0,5, ±-0,1, ±-0,05, ±-0,01, ±-0,001 или ±-0,0001%/микрометр, или же менее. Содержание элементарного металла в металлическом слое (металлическом диффузионном слое) может изменяться в зависимости от глубины от около -0,01 до -5,0% на микрометр или с -0,01 до -3,0%/микрометр.
[00231] Содержание элементарного металла в металлическом слое (или металлическом диффузионном слое) может изменяться в зависимости от глубины с определенной скоростью, например, максимум около -0,01, -0,01, -0,01, -0,05, -0,1, -0,5, -1,0, -3,0, -5,0, -7,0 или -9,0%/микрометр.
[00232] Концентрация элементарного металла может составлять как минимум около 5% масс. на глубине менее или равной 100 микрометрам, около 5% масс. на глубине менее или равной 50 микрометрам, около 10% масс. на глубине менее или равной 50 микрометрам, около 10% масс. на глубине менее или равной 40 микрометрам, около 10% масс. на глубине менее или равной 30 микрометрам, около 15% масс. на глубине менее или равной 50 микрометрам, около 15% масс. на глубине менее или равной 40 микрометрам, около 15% масс. на глубине менее или равной 30 микрометрам или около 15% масс. на глубине менее или равной 10 микрометрам от поверхности подложки. Концентрация элементарного металла может составлять максимум около 5% масс. на глубине менее или равной 100 микрометрам, около 5% масс. на глубине менее или равной 50 микрометрам, около 10% масс. на глубине менее или равной 50 микрометрам, около 10% масс. на глубине менее или равной 40 микрометрам, около 10% масс. на глубине менее или равной 30 микрометрам, около 15% масс. на глубине менее или равной 50 микрометрам, около 15% масс. на глубине менее или равной 40 микрометрам, около 15% масс. на глубине менее или равной 30 микрометрам или около 15% масс. на глубине менее или равной 10 микрометрам от поверхности подложки.
[00233] Для измерения состава подложки, шликера, компонентов шликера или металлического слоя могут применяться любые подходящие аналитические методики. Измерения могут включать в себя объемы, концентрации или содержание по массе, изменения в зависимости от глубины, а также зернистость. В качестве примера аналитические методики могут включать в себя, помимо прочего, масс-спектрометрию с тлеющим разрядом, микрозондирование, измерения с помощью потенциостата, растровую электронную микроскопию, рентгеновскую фотоэлектронную спектроскопию, энергодисперсионную спектроскопию, а также спектроскопию характеристических потерь энергии электронов, и они могут быть использованы для измерения таких изменений объемов, концентрации или содержания по массе в зависимости от глубины.
[00234] Подложка может содержать связующий слой, прилегающий к слою металла. Концентрация элементарного соединения в связующем слое может снизиться менее чем на 1,0% масс. Слой металла или слой из сплава может быть однородным по внешнему виду. Металлический или легированный слой может быть ровным, неизменным, гладким, равномерным и однородным по внешнему виду, массе и толщине по поверхности по меньшей мере части слоя. Металлический или легированный слой может иметь видимые зернограничные выделения. В качестве альтернативного варианта металлический или легированный слой, сформированный с помощью композиции или описанным здесь способом, может иметь небольшое количество зернограничных выделений, которые видны при 10-кратном, 50-кратном, 100-кратном, 250-кратном, 500-кратном, 1000-кратном или большем увеличении.
[00235] После процесса отжига на подложке может остаться осадок. Определенные компоненты металлического слоя (или металлического диффузионного слоя) могут быть поглощены или утеряны (например, они могут осесть на стенках муфельной печи), или же их концентрация может понижаться из-за диффузии с подложкой или в нее. При этом после отжига на подложке может оставаться осадок другого вида, например, порошок. Этот осадок может включать инертный материал из металлсодержащего слоя. Перед последующей обработкой (например, дрессировкой листов) осадок можно удалить. Для остановки реакции можно выполнить продувку газообразным HCl. Продувка газообразным HCl может обеспечить образование плоского профиля.
[00236] После образования металлического слоя (или металлического диффузионного слоя), прилегающего к подложке, у последней можно измерить зернистость. Зернистость может быть измерена и зарегистрирована в соответствии со стандартом Американского общества по испытанию материалов (ASTM). Средняя зернистость металлического слоя (или металлического диффузионного слоя) в единицах ASTM может быть более около 000, 00, 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 26, 27, 28, 39 или 30, или же больше. Средняя зернистость металлического слоя (или металлического диффузионного слоя) в единицах ASTM может быть менее около 30, 29, 28, 27, 26, 25, 24, 23, 22, 21, 20, 19, 18, 17, 16, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2, 1, 0, 00 или 000, или же меньше. В некоторых вариантах осуществления зернистость металлического слоя (или металлического диффузионного слоя) может составлять от около 000 до около 30 единиц по ASTM, от около 5 до около 16 единиц по ASTM, от около 6 до около 14 единиц по ASTM или от около 8 до около 12 единиц по ASTM. Зернистость металлического слоя (или металлического диффузионного слоя) может составлять от около 7 до около 9 единиц по ASTM. Зернистость металлического слоя (или металлического диффузионного слоя) может составлять около 7 единиц по ASTM. Зернистость металлического слоя (или металлического диффузионного слоя) может составлять около 7 единиц по ASTM.
[00237] Элементарное соединение в шликере может приводить к снижению температуры перехода из модификации в виде аустенита в модификацию в виде феррита. Элементарное соединение в подложке может приводить к снижению температуры перехода из модификации в виде аустенита в модификацию в виде феррита. Элементарное соединение может не приводить к существенному изменению температуры перехода из модификации в виде аустенита в модификацию в виде феррита. В некоторых вариантах осуществления элементарное соединение может приводить к повышению температуры перехода из модификации в виде аустенита в модификацию в виде феррита. Элементарное соединение, которое может приводить к снижению температуры перехода из модификации в виде аустенита в модификацию в виде феррита, может быть представлено марганцем, азотом, медью или золотом.
[00238] Зернистость модификаций в виде аустенита и в виде феррита может быть измерена. Отношение зернистости модификации в виде аустенита к зернистости модификации в виде феррита может превышать около 0,1, 0,5, 1, 2, 5 или 10, или же больше. Отношение зернистости модификации в виде аустенита к зернистости модификации в виде феррита может составлять около 0,1, 0,5 1, 2,5 или 10. Отношение зернистости модификации в виде аустенита к зернистости модификации в виде феррита может составлять около 1. Отношение зернистости модификации в виде аустенита к зернистости модификации в виде феррита может быть вычислено согласно следующему уравнению:
Dγ/Dα=1+(0,0026+0,053% масс. С + 0,006% масс. Mn + 0,009% Nb + 4,23% масс.V*N - 0,081% масс.Ti)*(1,5+α1/2)*Dγ
где Dγ - зернистость модификации в виде аустенита в мкм, Dα зернистость модификации в виде феррита в мкм, α - скорость охлаждения в градусах Цельсия (°С) в секунду (°С/с). В некоторых вариантах осуществления скорость охлаждения может составлять как минимум около 30°С/с. [*Прим.: указан только один диапазон скорости охлаждения?]
[00239] Объем карбидообразования титановых эквивалентов может быть вычислен согласно следующему уравнению:
Карбидообразование эквивалентов Ti=% масс. Ti - 3,42*% масс. N - 1,49% масс. S - 4% масс. С + 0,516 % масс. Nb.
[00240] Не ограничиваясь теорией, карбидообразование с некоторым количеством титановых (Ti) эквивалентов в металлическом слое может подниматься в сторону слоя, более устойчивого к выделениям по границам зерен. Металлический слой (или металлический диффузионный слой) металла может содержать как минимум 0,001, 0,005, 0,01, 0,015, 0,017, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09 или большее количество титановых эквивалентов.
[00241] Подложка, включающая металлический слой (или металлический диффузионный слой), может обладать характеристиками прочности при растяжении. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать прочностью при растяжении как минимум около 10 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа), 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать прочностью при растяжении максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 кфунтов/кв. дюйм или меньше.
[00242] Подложка, включающая металлический слой (или металлический диффузионный слой), может обладать характеристиками предела текучести. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать пределом текучести как минимум около 10 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа), 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать пределом текучести максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 кфунтов/кв. дюйм или меньше.
[00243] Подложка, включающая металлический слой (металлический диффузионный слой), может обладать характеристиками удлинения или напряжения при деформации до разрушения. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать характеристиками удлинения или напряжения около 1, 2, 2.5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать характеристиками удлинения или напряжения как минимум около 1, 2, 2.5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%, или же больше. В некоторых случаях подложка, включающая металлический слой (или металлический диффузионный слой), может обладать характеристиками удлинения или напряжения максимум около 100, 75, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 4, 3, 2.5, 2, 1% или меньше.
[00244] Композиция, включающая металлический слой (или металлический диффузионный слой), может подвергаться одному или нескольким процессам механического формования до или после формирования металлического слоя (металлического диффузионного слоя) на подложке или в прилегании к ней. Подложка может быть подвергнута любой обработке до, во время и/или после нанесения металлического слоя. Примеры процессов могут включать, помимо прочего, формовку, обработку мягких и твердых деталей, крепление, а также защиту швов или кромок срезов. Примеры процессов формовки, обработки мягких или твердых деталей могут включать формование путем холодной вытяжки или растяжения, правку, штамповку, ротационное выдавливание, профилировку, гидравлическую вытяжку, формование с ЧПУ, отбортовку, обжим, загиб кромок, горячую штамповку, выдавливание и ковку. Примеры процессов крепления могут включать запирание кривошипно-шатунного типа, крепление дюбелями, точечную сварку, пайку, сварку защищенной дугой, электродуговую сварку, дуговую сварку металлическим электродом в среде инертного газа, газовольфрамовую дуговую сварку, ацетиленовую газосварку, сварку электросопротивлением, ультразвуковую сварку, сварку трением, лазерную сварку, плазменную сварку, фальцевание, клепку, горячую ковку и химическую адгезию (например, соединение с помощью клея или смолы). Примеры процессов защиты швов или кромок срезов могут включать горячее цинкование, электролитическое цинкование, покрытие или металлизацию алюминием, алюмосилицирование, холодное напыление (например, алюминия, нержавеющей стали всех марок, цинка, гальванического покрытия, никеля), горячее напыление или покрытие плазменным напылением (например, алюминия, нержавеющей стали всех марок, цинка, гальванического покрытия, никеля, меди, бронзы), плакировку и нанесение жидких покрытий (например, красок, покрытий, затвердевающих под действием УФ лучей, полимерных красок).
[00245] Подложка или композиция, включающая металлический слой (или металлический диффузионный слой), может иметь форму одной или нескольких деталей, частей или компонентов. Деталь, часть или компонент, включающий металлический слой (или металлический диффузионный слой), может быть сформован механическим способом до, во время или после нанесения этого слоя на подложку. Деталь, часть или компонент, включающий композицию, содержащую металлический слой, могут быть использованы для любого подходящего варианта применения, включая, помимо прочего, автомобильную, авиационную отрасли, сферу транспортировки, морскую отрасль, сферы бытового оборудования, строительства, промышленность, сферу электрооборудования, биомедицины, военную сферу, сферы потребительских товаров, декорирования, электронного оборудования и конструкционных материалов. Варианты применения в автомобильной отрасли могут включать топливные баки, открытые панели кузова (например, двери, капоты и бамперы), компоненты выхлопной системы (например, глушители, корпуса каталитических конвертеров, выхлопные трубы, теплозащита), а также закрытые панели кузова (например, приборные панели, внутренние части дверей, внутренние части колесных арок). Варианты применения в сфере бытового оборудования могут включать открытые панели (например, наружные части дверей, колпаки вытяжек, брызговики) и закрытые панели (например, внутренние панели посудомоечных машин, баки водонагревателей). Варианты применения в сфере строительства и конструкций могут включать архитектурные облицовочные материалы, эксплуатационные колонны, трубопроводы, балки, шарниры, пластины и крепежи. Варианты применения в сфере электрооборудования могут включать наборы пластин для электродвигателей, электрических генераторов и сердечников электротрансформаторов.
Формирование металлических слоев (или металлических диффузионных слоев), прилегающих к подложкам
[00246] Шликер может быть нанесен или напылен таким образом, чтобы он прилегал к подложке и образовывал металлический слой (или металлический диффузионный слой), прилегающий к поверхности. Металлический слой (или металлический диффузионный слой) может быть отожжен, чтобы сформировать слой, прилегающий к подложке. Шликер может быть нанесен при помощи валика, раздельно, методом центрифугирования, с помощью щелевой головки, поливом, обливом, экструзией, окраской, окраской распылением, с помощью электростатических механизмов, печатью (например, 2-мерной печати, 3-х мерной печати, трафаретной печати, печати с использованием шаблона), вакуумным напылением (например, химическим вакуумным напылением), электромеханическим напылением, напылением шликера, погружением, распылением или посредством любого их сочетания или любого другого подходящего способа.
[00247] В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает нанесение или напыление шликера, прилегающего к подложке. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает отжиг такого слоя. В некоторых вариантах осуществления нанесение шликера включает нанесение при помощи валика, раздельно, методом центрифугирования, с помощью щелевой головки, поливом, обливом, экструзией, окраской, окраской распылением, с помощью электростатических механизмов, печатью (например, 2-мерной печати, 3-х мерной печати, трафаретной печати, печати с использованием шаблона), вакуумным напылением (например, химическим вакуумным напылением), электромеханическим напылением, напылением шликера, погружением, распылением или посредством любого их сочетания или любого другого подходящего способа.
[00248] Шликер может быть нанесен валиком. Процесс нанесения покрытия валиком может начинаться с расположения подложки, например, стальной подложки. В некоторых случаях подложка может представлять собой предварительно сформованную подложку, например, проволочную спиральную подложку. В некоторых случаях подложка может быть изменена для напыления металлического слоя. Например, спиральная подложка может быть размотана. Подложка может быть помещена на станок для нанесения покрытия валиком, способный наносить металлсодержащий шликер на одну или несколько поверхностей подложки. Далее станок для нанесения покрытия валиком может быть задействован так, чтобы на одну или несколько поверхностей подложки наносилось покрытие с металлсодержащим шликером с прилеганием к этой подложке. Подложка может подаваться через станок для нанесения покрытия валиком в течение нескольких циклов, чтобы металлсодержащий шликер был нанесен с прилеганием к подложке несколько раз. В зависимости от свойств металлсодержащего шликера может требоваться нанесение на подложку нескольких покрытий. Металлсодержащий шликер может быть нанесен несколько раз для того, чтобы подложка достигла требуемой толщины шликера. В некоторых случаях станок для нанесения покрытия валиком может быть настроен так, чтобы на одну или несколько поверхностей подложки обеспечивалось нанесение шликерного покрытия с разной толщиной. В каждом покрытии могут использоваться различные составы и металлсодержащие шликеры. Металлсодержащий шликер может быть нанесен таким образом, чтобы сформировать шаблон на подложке. Шаблон может иметь форму, например, решетки, полос, точек, сварочной маркировки или их сочетания. Несколько покрытий на одной и той же подложке могут формировать раздельное покрытие.
[00249] В некоторых вариантах осуществления нанесение шликера включает нанесение покрытия валиком. Процесс нанесения покрытия валиком может начинаться с расположения подложки, например, стальной подложки. В некоторых случаях подложка может представлять собой предварительно сформованную подложку, например, проволочную спиральную подложку.
[00250] В некоторых случаях формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает изменение подложки для нанесения металлического слоя. Например, формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает разматывание спиральной подложки. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает наличие подложки для формирования такого слоя. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает задействование станка для нанесения покрытия валиком так, чтобы одна или несколько поверхностей подложки были покрыты металлсодержащим шликером, прилегающим к этой подложке. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает прохождение подложки через станок для нанесения покрытия валиком в течение нескольких циклов так, чтобы металлсодержащий шликер наносился с прилеганием к подложке несколько раз. В зависимости от свойств металлсодержащего шликера может требоваться нанесение на подложку нескольких покрытий. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает нанесение нескольких слоев металлсодержащего шликера на подложку для получения необходимой толщины шликера. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает настройку станка для нанесения покрытия валиком так, чтобы на одну или несколько поверхностей подложки обеспечивалось нанесение шликерного покрытия с разной толщиной. В каждом покрытии могут использоваться различные составы и металлсодержащие шликеры. В некоторых вариантах осуществления формирование металлического слоя (или металлического диффузионного слоя), прилегающего к поверхности, включает нанесение металлсодержащего шликера таким образом, чтобы на подложке сформировался шаблон. Шаблон может иметь форму, например, решетки, полос, точек, сварочной маркировки или их сочетания. Несколько покрытий на одной и той же подложке могут формировать раздельное покрытие.
[00251] На ФИГ. 1 представлено изображение способа формирования металлического слоя (или металлического диффузионного слоя), прилегающего к подложке. В операции 110 представлены подложка и шликер, содержащий элементарное соединение. Затем, при выполнении операции 120, на подложку может быть нанесен шликер из смесительного сосуда с последующей тепловой или вакуумной сушкой для формирования металлсодержащего слоя. При выполнении операции 130 металлический слой (или металлический диффузионный слой) может быть отожжен с прилеганием к подложке для диффундирования элементарных соединений с последней. При выполнении операции 140 с поверхности подложки может быть удален любой остаточный материал.
[00252] На ФИГ. 2 представлено изображение альтернативного способа формирования металлического слоя (или металлического диффузионного слоя), прилегающего к подложке. В операции 210 представлены подложка и шликер, содержащий элементарное соединение. Затем, при выполнении операции 220, на подложку может быть нанесен шликер из смесительного сосуда с последующей тепловой или вакуумной сушкой для формирования металлсодержащего слоя. При выполнении операции 230 металлический слой (или металлический диффузионный слой) может быть отожжен с прилеганием к подложке для диффундирования элементарных соединений с последней. При выполнении операции 240 подложка может быть подвергнута процессу формования механическим способом, такому как прокат, для изменения ее морфологии или размера. При выполнении операции 250 подложка может быть подвергнута последующему этапу отжига для дальнейшего улучшения распределения элементарных соединений и удаления любых остаточных материалов с поверхности.
[00253] Шликер может быть нанесен, напылен или отожжен таким образом, чтобы он прилегал к подложке. Шликер может быть нанесен при температуре как минимум около 0, 25, 50, 75, 100, 200, 300, 400, 500, 600, 700, 800, 900 или 1000°С, или же больше. Шликер может быть нанесен при температуре максимум около 1000, 900, 800, 700, 600, 500, 400, 300, 200, 100, 75, 50, 25 или 10°С, или же меньше. Шликер может быть нанесен при температуре от около 100 до 500°С. Шликер может быть нанесен при температуре от около 500 до 1000°С.
[00254] Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с относительной влажностью меньше или около 90, 80, 70, 60, 50, 40, 30, 20 или 10%, или же меньше. Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с относительной влажностью больше или около 10, 20, 30, 40, 50, 60, 70, 80, 90% или больше. Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с абсолютным давлением водяного столба меньше или около 100, 50, 20, 10, 5, 2, 1 или 0,5 торр, или же меньше, причем 1 торр равен 133,322 паскаля. Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с абсолютным давлением водяного столба больше или около 0,5 1, 2, 5, 10, 20, 50, 100 торр или больше. В некоторых вариантах осуществления относительная влажность составляет около 50% во время нанесения металлсодержащего шликера.
[00255] Отжиг шликера с прилеганием к подложке может осуществляться в среде с относительной влажностью меньше или около 90, 80, 70, 60, 50, 40, 30, 20 или 10%, или же меньше. Отжиг шликера с прилеганием к подложке может осуществляться в среде с относительной влажностью больше или около 10, 20, 30, 40, 50, 60, 70, 80, 90% или больше. Отжиг шликера с прилеганием к подложке может осуществляться в среде с абсолютным давлением водяного столба меньше или около 100 торр (1 торр = 133,322 паскаля), 50, 20, 10, 5, 2, 1 или 0,5 торр, или же меньше. Отжиг шликера с прилеганием к подложке может осуществляться в среде с абсолютным давлением водяного столба больше или около 0,5 1, 2, 5, 10, 20, 50, 100 торр или больше.
[00256] Металлсодержащий шликер может быть нанесен с прилеганием к подложке или на нее в среде с малым содержанием кислорода или бескислородной среде. Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с содержанием кислорода меньше или около 20, 10, 5, 2, 1, 0,5, 0,1, 0,05, 0,01, 0,005 или 0,001 торр, или же меньше. Нанесение шликера с прилеганием к подложке или на нее может осуществляться в среде с содержанием кислорода больше или около 0,001, 0,005, 0,01, 0,05, 0,1, 0,5, 1, 2, 5, 10, 20 торр или больше. Сушка шликера на подложке может осуществляться в бескислородной среде, среде с низким содержанием кислорода или в условиях окружающего воздуха.
[00257] Отжиг подложки, покрытой металлсодержащим шликером, может осуществляться в среде с низким содержанием кислорода или бескислородной среде. Отжиг подложки, покрытой металлсодержащим шликером, может осуществляться в среде с содержанием кислорода меньше или около 20 торр (1 торр = 133,322 паскаля), 10, 5, 2, 1, 0,5, 0,1, 0,05, 0,01, 0,005 или 0,001 торр, или же меньше. Отжиг подложки, покрытой металлсодержащим шликером, может осуществляться в среде с содержанием кислорода больше или около 0,001, 0,005, 0,01, 0,05, 0,1, 0,5, 1, 2, 5, 10, 20 торр или больше.
[00258] В настоящем изобретении предлагаются способы получения подложки с улучшенными магнитными свойствами, включающие нанесение шликера на поверхность подложки для получения подложки, покрытой шликером. Шликер может включать легирующую присадку. Подложка, покрытая шликером, может включать легирующую присадку или ее производное вещество, причем эта присадка может включать элементарное соединение. Эти способы могут дополнительно включать отжиг подложки, покрытой шликером, для получения отожженной подложки. Отожженная подложка может включать слой, который может содержать элементарное соединение, прилегающий к поверхности этой подложки. Отожженная подложка может быть дополнительно сформована механическим способом как минимум в одной плоскости относительно подложки для формирования подложки с улучшенными магнитными свойствами.
[00259] В настоящем изобретении предлагаются способы получения подложки с улучшенными магнитными свойствами, включающие получение подложки, покрытой шликером, посредством нанесения шликера на поверхность этой подложки. Далее следует получение отожженной подложки путем отжига подложки, покрытой шликером. Способы могут дополнительно включать механическое формование размеров отожженной подложки для получения подложки с улучшенными магнитными свойствами. Отожженная подложка может быть сформована механическим способом относительно исходной подложки. Шликер, который может быть использован в качестве покрытия для подложки для получения подложки, покрытой шликером, может включать первую легирующую присадку. Легирующая присадка может включать элементарное соединение. Подложка, покрытая шликером, может включать вторую легирующую присадку. Вторая легирующая присадка может быть аналогична первой. Вторая легирующая присадка может быть производным веществом первой присадки. Отожженная подложка может включать слой, содержащий элементарное соединение, прилегающий к поверхности этой подложки.
[00260] Согласно настоящему изобретению также предлагаются способы получения подложки с улучшенными магнитными свойствами, включающие отжиг подложки. Подложка может включать элементарное соединение для получения отожженной подложки, включающей такое соединение. В некоторых вариантах осуществления отожженная подложка включает слой (например, прилегающий к его поверхности) с элементарным соединением. Способы могут дополнительно включать формование отожженной подложки механическим способом для формирования подложки с улучшенными магнитными свойствами. Отожженная подложка может быть сформована механическим способом относительно исходной подложки.
[00261] Согласно настоящему изобретению предлагаются способы получения подложки с улучшенными магнитными свойствами, включающие нанесение шликера на поверхность подложки для получения подложки, покрытой шликером. Шликер может не включать элементарное соединение. В некоторых вариантах осуществления подложка включает элементарное соединение. Эти способы могут дополнительно включать отжиг подложки, покрытой шликером, для получения отожженной подложки. В некоторых вариантах осуществления отожженная подложка включает слой (например, прилегающий к поверхности подложки) с элементарным соединением. Отожженная подложка может быть дополнительно сформована механическим способом как минимум в одной плоскости относительно подложки для формирования подложки с улучшенными магнитными свойствами.
[00262] В различных вариантах осуществления способов, описываемых согласно настоящему изобретению, как минимум одна плоскость подложки может быть сформована в процессе механического формования. Процесс механического формования может включать один или несколько таких процессов. В некоторых вариантах осуществления процесс механического формования подложки может включать прокат (например, холодный прокат). В некоторых вариантах осуществления несколько процессов механического формования могут включать первый и второй процессы такого формования. Первый и второй процессы механического формования могут быть отдельно подобраны из числа формования путем холодной вытяжки, правки растяжением, растяжения, правки, штамповки, ротационного выдавливания, профилировки, гидравлической вытяжки, формования с ЧПУ, отбортовки, обжима, загиба кромок, горячей штамповки, выдавливания и/или их сочетания.
[00263] В различных вариантах осуществления способа получения подложки с улучшенными магнитными свойствами механически сформованная плоскость подложки может быть тоньше средней толщины подложки до механического формования. В некоторых вариантах осуществления средняя толщина подложки после механического формования (например, подложки с улучшенными магнитными свойствами) может составлять от около 30 до около 90%, от около 30 до около 35%, от около 30 до около 40%, от около 30 до около 45%, от около 30 до около 50%, от около 30 до около 55%, от около 30 до около 60%, от около 30 до около 65%, от около 30 до около 70%, от около 30 до около 75%, от около 30 до около 80%, от около 30 до около 85%, от около 30 до около 90%, от около 35 до около 40%, от около 35 до около 45%, от около 35 до около 50%, от около 35 до около 55%, от около 35 до около 60%, от около 35 до около 65%, от около 35 до около 70%, от около 35 до около 75%, от около 35 до около 80%, от около 35 до около 85%, от около 35 до около 90%, от около 40 до около 45%, от около 40 до около 50%, от около 40 до около 55%, от около 40 до около 60%, от около 40 до около 65%, от около 40 до около 70%, от около 40 до около 75%, от около 40 до около 80%, от около 40 до около 85%, от около 40 до около 90%, от около 45 до около 50%, от около 45 до около 55%, от около 45 до около 60%, от около 45 до около 65%, от около 45 до около 70%, от около 45 до около 75%, от около 45 до около 80%, от около 45 до около 85%, от около 45 до около 90%, от около 50 до около 55%, от около 50 до около 60%, от около 50 до около 65%, от около 50 до около 70%, от около 50 до около 75%, от около 50 до около 80%, от около 50 до около 85%, от около 50 до около 90%, от около 55 до около 60%, от около 55 до около 65%, от около 55 до около 70%, от около 55 до около 75%, от около 55 до около 80%, от около 55 до около 85%, от около 55 до около 90%, от около 60 до около 65%, от около 60 до около 70%, от около 60 до около 75%, от около 60 до около 80%, от около 60 до около 85%, от около 60 до около 90%, от около 65 до около 70%, от около 65 до около 75%, от около 65 до около 80%, от около 65 до около 85%, от около 65 до около 90%, от около 70 до около 75%, от около 70 до около 80%, от около 70 до около 85%, от около 70 до около 90%, от около 75 до около 80%, от около 75 до около 85%, от около 75 до около 90%, от около 80 до около 85%, от около 80 до около 90% или от около 85 до около 90% соответствующей средней толщины подложки до механического формования. Средняя толщина подложки (например, подложки с улучшенными магнитными свойствами) может составлять как минимум около 30, около 35, около 40, около 45, около 50, около 55, около 60, около 65, около 70, около 75, около 80, около 85, около 90% или больше соответствующей средней толщины подложки до механического формования. Средняя толщина подложки (например, подложки с улучшенными магнитными свойствами) может составлять максимум около 90, около 85, около 80, около 75, около 70, около 65, около 60, около 55, около 50, около 45, около 40, около 35, около 30% или меньше соответствующей средней толщины подложки до механического формования.
[00264] В различных вариантах осуществления механически сформованная плоскость подложки может иметь размер от около 0,00001 до около 0,02 дюйма, причем 1 дюйм равен 2,54 сантиметра. Механически сформованная плоскость подложки может иметь размер от около 0,00001 до около 0,0001 дюйма, от около 0,00001 до около 0,001 дюйма, от около 0,00001 до около 0,003 дюйма, от около 0,00001 до около 0,005 дюйма, от около 0,00001 до около 0,007 дюйма, от около 0,00001 до около 0,009 дюйма, от около 0,00001 до около 0,011 дюйма, от около 0,00001 до около 0,013 дюйма, от около 0,00001 до около 0,015 дюйма, от около 0,00001 до около 0,017 дюйма, от около 0,00001 до около 0,02 дюйма, от около 0,0001 до около 0,001 дюйма, от около 0,0001 до около 0,003 дюйма, от около 0,0001 до около 0,005 дюйма, от около 0,0001 до около 0,007 дюйма, от около 0,0001 до около 0,009 дюйма, от около 0,0001 до около 0,011 дюйма, от около 0,0001 до около 0,013 дюйма, от около 0,0001 до около 0,015 дюйма, от около 0,0001 до около 0,017 дюйма, от около 0,0001 до около 0,02 дюйма, от около 0,001 до около 0,003 дюйма, от около 0,001 до около 0,005 дюйма, от около 0,001 до около 0,007 дюйма, от около 0,001 до около 0,009 дюйма, от около 0,001 до около 0,011 дюйма, от около 0,001 до около 0,013 дюйма, от около 0,001 до около 0,015 дюйма, от около 0,001 до около 0,017 дюйма, от около 0,001 до около 0,02 дюйма, от около 0,003 до около 0,005 дюйма, от около 0,003 до около 0,007 дюйма, от около 0,003 до около 0,009 дюйма, от около 0,003 до около 0,011 дюйма, от около 0,003 до около 0,013 дюйма, от около 0,003 до около 0,015 дюйма, от около 0,003 до около 0,017 дюйма, от около 0,003 до около 0,02 дюйма, от около 0,005 до около 0,007 дюйма, от около 0,005 до около 0,009 дюйма, от около 0,005 до около 0,011 дюйма, от около 0,005 до около 0,013 дюйма, от около 0,005 до около 0,015 дюйма, от около 0,005 до около 0,017 дюйма, от около 0,005 до около 0,02 дюйма, от около 0,007 до около 0,009 дюйма, от около 0,007 до около 0,011 дюйма, от около 0,007 до около 0,013 дюйма, от около 0,007 до около 0,015 дюйма, от около 0,007 до около 0,017 дюйма, от около 0,007 до около 0,02 дюйма, от около 0,009 до около 0,011 дюйма, от около 0,009 до около 0,013 дюйма, от около 0,009 до около 0,015 дюйма, от около 0,009 до около 0,017 дюйма, от около 0,009 до около 0,02 дюйма, от около 0,011 до около 0,013 дюйма, от около 0,011 до около 0,015 дюйма, от около 0,011 до около 0,017 дюйма, от около 0,011 до около 0,02 дюйма, от около 0,013 до около 0,015 дюйма, от около 0,013 до около 0,017 дюйма, от около 0,013 до около 0,02 дюйма, от около 0,015 до около 0,017 дюйма, от около 0,015 до около 0,02 дюйма или от около 0,017 до около 0,02 дюйма. Механически сформованная плоскость подложки может иметь размер около 0,00001, около 0,0001, около 0,001, около 0,003, около 0,005, около 0,007, около 0,009, около 0,011, около 0,013, около 0,015, около 0,017 или около 0,02 дюйма. Механически сформованная плоскость подложки может иметь размер как минимум около 0,00001, около 0,0001, около 0,001, около 0,003, около 0,005, около 0,007, от около 0,009, около 0,011, около 0,013, около 0,015, 0,017, 0,02 дюйма или больше. Механически сформованная плоскость подложки может иметь размер максимум около 0,02, около 0,017, около 0,015, около 0,013, около 0,011, около 0,009, около 0,007, около 0,005, около 0,003, около 0,001, около 0,0001, около 0,00001 дюйма или меньше.
[00265] Металлический слой (или металлический диффузионный слой) может быть нанесен на поверхность подложки с использованием легирующей присадки, которая была образована in situ из одного или нескольких оксидов металла с использованием реакции металлотермического восстановления (или восстановления). Не ограничиваясь теорией, реакция металлотермического восстановления может происходить, когда термодинамически менее стабильный оксид металла вводится в присутствии металла-восстановителя, в результате чего образуется более термодинамически стабильный оксид металла. В различных вариантах осуществления реакция металлотермического восстановления может быть инициирована или усилена соединением-активатором. Соединение металла-восстановителя может быть выбрано таким образом, чтобы его свободная энергия формирования Гиббса для соответствующего оксида металла была относительно большой, например, алюминий в оксид алюминия. Такие металлы-восстановители могут служить эффективными поглотителями кислорода и воды, тем самым устраняя окисляющие соединения, которые будут препятствовать прямой реакции оксида металла с соединением активатора. Пример общей реакции металлотермического восстановления может включать реакцию оксида хрома с металлическим алюминием, например:
1) Cr2O3+3Н2 →2Cr°+3H2O
2) 2Al°+3H2O →Al2O3+3Н2
[00266] при этом описанная выше реакция может быть источником осаждения хрома в металлическом слое (или металлическом диффузионном слое) на поверхности подложки. Использование оксидов металлов в качестве исходного материала для осаждения может исключить использование дополнительных инертных порошков при реакции, которые действуют как основы для металлического слоя (или металлического диффузионного слоя) и как сепараторы для порошков легирующего металла во время процессов спекания. Степень дефектности полученного металлического слоя (или металлического диффузионного слоя) может быть уменьшена, например, путем включения вторичного элементарного вещества в виде порошка или легирования восстанавливающего элемента соединениями, что повышает температуру плавления восстанавливающего элемента до температуры выше значения, используемого для осаждения. Оксид металла, полученный в результате реакции с металлом-восстановителем, может быть удален более простым образом с помощью процесса очистки после термической обработки. Металлсодержащий слой, прилегающий к поверхности подложки, может включать шликер, нанесенный на поверхность подложки. Шликер может содержать порошок оксида металла, металл-восстановитель, прекурсор галогенида металла или растворитель. Шликер, который содержит порошок оксида металла, может оптимизироваться по химическим и реологическим свойствам. Повышенный реологический контроль может обеспечить более равномерное покрытие, включая уменьшение нежелательных реологических эффектов, таких как ребристость, каскадный эффект или другие дефекты, а также увеличенное поверхностное покрытие на поверхности подложки, и может привести к увеличению степени использования металла. Состав шликера, содержащего оксид металла, можно регулировать как минимум на основании относительных концентраций компонентов, размера частиц компонентов, рН, ионной силы, сниженной седиментации, предела текучести шликера, вязкости шликера и любых других свойств, которые могут влиять на характеристики шликера в качестве источника для осаждения металлического слоя (или металлического диффузионного слоя) на поверхность подложки.
[00267] Высыхание металлсодержащего шликера, прилегающего к подложке или нанесенного на нее, может осуществляться в среде с абсолютным давлением водорода меньше или около 0,1, 0,05, 0,01, 0,005 или 0.001 торр (1 торр = 133,322 паскаля), или же меньше. Высыхание металлсодержащего шликера, прилегающего к подложке или нанесенного на нее, может осуществляться в среде с абсолютным давлением водорода больше или около 0,001, 0,005, 0,01, 0,05, 0,1 торр или больше. Отжиг металлсодержащего слоя, прилегающего к подложке или нанесенного на нее, может происходить в среде чистого водорода, чистого аргона, чистого азота, чистого гелия или смеси водорода и инертного газа, такого как аргон. В некоторых случаях смесь газообразного водорода может включать около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99% водорода в весовом или молярном отношении. В некоторых случаях смесь газообразного водорода может включать как минимум около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99% водорода в весовом или молярном отношении. В некоторых случаях смесь газообразного водорода может включать максимум около 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или максимум 5% водорода в весовом или молярном отношении.
[00268] После нанесения шликера с прилеганием к подложке растворитель в металлсодержащем шликере может быть удален путем нагревания, испарения, вакуумирования или любого их сочетания. После удаления растворителя подложка может быть сформована или переформована, например, может быть выполнено заматывание ранее размотанной проволочной подложки. Подложку, покрытую шликером, можно инкубировать или хранить в вакууме или в атмосферных условиях после осаждения и перед отжигом. Это происходит перед отжигом и может быть полезно для удаления остаточных загрязнений с покрытия, например, растворителя или связующего, оставшихся после процесса нанесения покрытия. Инкубационный период может длиться от около 10 секунд до около 5 минут, или же он может длиться больше 5 минут. Инкубационный период может представлять собой период времени между нанесением покрытия и отжигом, и может быть периодом времени, используемым для транспортировки изделия с покрытием к установке или оборудованию для термической обработки. Например, инкубационный период может длиться около 10, 30 секунд, 1, 2, 3, 4 или 5 минут. Инкубационный период может длиться как минимум около 10, 30 секунд, 1, 2, 3, 4 или 5 минут, или же больше. Инкубационный период может длиться максимум около 5, 4, 3, 2, 1 минуты, 30 или 10 секунд, или же меньше. Температура инкубации может варьироваться от около 50 до около 300°С. Например, температура инкубации может составлять больше около 50, 75, 100, 125, 150, 175, 200, 225, 250, 275 или 300°С, или же больше. Температура инкубации может быть меньше около 300, 275, 250, 200, 175, 150, 125, 100, 75 или около 50°С, или же меньше. После инкубации и перед отжигом сухая пленка шликера на подложке может сохраняться в условиях вакуума. Покрытие может быть сухим на ощупь сразу после этапа сушки после процесса нанесения покрытия валиком. Абсорбированная вода или другие загрязнения могут присутствовать в покрытии в любое время между нанесением покрытия валиком и отжигом.
[00269] Подложка, покрытая шликером, может быть расположена в муфельной печи и подвергнута воздействию регулируемой среды во время термической обработки. Вода может быть удалена. Вакуум может быть создан, чтобы вытеснить водород между намоткой. Процесс отжига может осуществляться посредством отжига для тугосмотанной или слабосмотанной катушки. Отжиг подложки, покрытой слоем шликера, может обеспечить диффундирование элементарных соединений в шликере в подложку или через нее. Более около 5, 10, 20, 30, 40, 50, 60, 70, 80, 90 или 90% масс. элементарных соединений, или же больше может диффундировать с подложкой или в нее после отжига. Менее 100, 90, 80, 70, 60, 50, 40, 30, 20, 10 или 5% масс. элементарных соединений, или же меньше может диффундировать с подложкой или в нее после отжига. Определенные условия процесса могут обеспечить около 1-5% элементарных соединений, диффундирующих от покрытия в подложку. Диффузия элементарных соединений с подложкой может осуществляться с помощью компонента в слое шликера. Процесс отжига может представлять собой процесс непрерывного отжига. Процесс отжига может представлять собой процесс непостоянного отжига.
[00270] Подложка, покрытая шликером, может нагреваться со скоростью более 0,01, 0,1, 1, 5, 10, 15, 20, 25 или 30°С в секунду, или же больше. Подложка, покрытая шликером, может нагреваться со скоростью максимум 30, 25, 20, 15, 10, 5, 1, 0,1, 0,01°С в секунду или меньше.
[00271] Отжиг подложки, покрытой шликером, может выполняться при температуре как минимум около 0, 25, 50, 75, 100, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 1100, 1200 или 1 300°С, или же больше. Отжиг подложки, покрытой шликером, может осуществляться при температуре максимум около 1300, 1200, 1100, 1000, 900, 800, 700, 600, 500, 400, 300, 200, 100, 75, 50, 25 или 0°С, или же меньше. Температура отжига может составлять около 800, 900, 1000, 1100, 1200 или 1300°С. Температура нагрева при отжиге может составлять от около 800 до около 1300°С, например, от около 900 до около 1000°С. Температура отжига может составлять около 900, 925, 950 или 1000°С. Отжиг может проводиться при более чем одном значении температуры, например, при 900°С в течение одного заданного времени, а затем - при 1000°С в течение второго заданного времени.
[00272] Во время нагрева железо в подложке или металлическом слое (или металлическом диффузионном слое) может переходить из модификации в виде феррита в модификацию в виде аустенита. Температура, при которой происходит переход, может быть названа температурой перехода из модификации в виде феррита в модификацию в виде аустенита. Температура перехода из модификации в виде феррита в модификацию в виде аустенита для подложки, металлсодержащего шликера или металлического слоя (или металлического диффузионного слоя) может составлять более около 500, 600, 700, 800, 900, 1000, 1100, 1200, 1300, 1400, 1500 или 1600°С, или же больше. Температура перехода из модификации в виде феррита в модификацию в виде аустенита для подложки, металлсодержащего шликера или металлического слоя (или металлического диффузионного слоя) может составлять менее около 1600, 1500, 1400, 1300, 1200, 1100, 1000, 900, 800, 700, 600 или 500°С, или же меньше. Температура перехода из модификации в виде феррита в модификацию в виде аустенита для подложки, металлсодержащего шликера или металлического слоя (или металлического диффузионного слоя) может составлять около 900, 1000, 1100, 1200 или 1300. Температура перехода из модификации в виде феррита в модификацию в виде аустенита для подложки, металлсодержащего шликера или металлического слоя (или металлического диффузионного слоя) может составлять от около 900 до 1300°С, от около 1000 до 1200°С или от около 1100 до 1200°С.
[00273] Общее время отжига, включая нагрев, может варьироваться от около 5 до около 200 часов. Например, общее время отжига может составлять более около 5, 20, 40, 60, 80, 100, 120, 140, 160, 180 или 200 часов, или же больше. Общее время отжига может составлять менее около 200, 180, 160, 140, 120, 100, 80, 60, 40, 20, 10 или 5 часов, или же меньше. Максимальная температура в процессе отжига может быть достигнута в течение от около 1 до около 100 часов. Максимальная температура в процессе отжига может быть достигнута как минимум за около 1, 10, 20, 30, 40, 50, 60, 70, 80, 90 или 100 часов.
[00274] В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 950°С как минимум в течение 5 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 950°С как минимум в течение 20 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 950°С как минимум в течение 40 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 900°С как минимум в течение 20 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 900°С как минимум в течение 40 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 900°С как минимум в течение 60 часов. В некоторых вариантах осуществления отжиг подложки может выполняться при температуре около 900°С как минимум в течение 80 часов.
[00275] Процесс отжига может включать более одного этапа или цикла. Каждый этап или цикл в процессе отжига может осуществляться при одинаковой или разной температуре. Каждый этап или цикл в процессе отжига может включать в себя непосредственный переход к новой температуре отжига или цикл охлаждения для понижения температуры между этапами или циклами. Время отжига для каждого этапа или цикла может быть больше около 30 минут, 1, 2, 5, 20, 40, 60, 80, 100, 120, 140, 160, 180 или 200 часов, или же больше. Время отжига для каждого этапа и цикла может быть меньше около 200, 180, 160, 140, 120, 100, 80, 60, 40, 20 или 5, 2, 1 часа, 30 минут или меньше.
[00276] Процесс отжига может включать в себя один или несколько этапов охлаждения или закалки. Подложка, покрытая шликером, может быть охлаждена или закалена со скоростью больше около 0,001, 0,1, 1, 5, 10, 15, 20, 25 или 30°С/секунду, 40, 50, 75, 100°С/секунду или больше. Подложка, покрытая шликером, может нагреваться со скоростью максимум 100, 75, 50, 40, 30, 25, 20, 15, 10, 5, 1, 0,1, 0,01°С/секунду или меньше.
[00277] Среда для отжига может включать инертный газ, например, азот, гелий или аргон. Среда для отжига может включать восстановительный газ, такой как сероводород или углекислый газ. Среда для отжига может включать газообразный водород, смешанный с инертным газом. В различных вариантах осуществления газообразный водород может вступать в реакцию с элементарным соединением (например, алюминием, кремнием, марганцем) в шликере для образования гидридного соединения, которое может обеспечивать перенос в подложку. В некоторых вариантах осуществления элементарное соединение в шликере, с которым может вступать в реакцию газообразный водород, может подбираться из числа алюминия, кремния и марганца. В некоторых вариантах осуществления гидрид, получаемый путем указанной реакции, может быть представлен одним из следующих веществ: гидрид алюминия, гидрид кремния и гидрид марганца. Средой отжига может быть вакуум. Во избежание потери элементарных соединений во время отжига к газу для отжига может быть добавлено такое соединение, как соляная кислота. Сведение к минимуму парциального давления компонента в металлсодержащем шликере в реакторе при высоких температурах может поддерживать низкую интенсивность осаждения, которая важна для сведения к минимуму или прекращения образования пор Киркендалла. Добавление слишком большого количества кислотного компонента в металлический слой (или металлический диффузионный слой) также может вызвать коррозию оборудования для нанесения покрытий или подложки.
[00278] После отжига подложка с покрытием из металлического слоя (или металлического диффузионного слоя) может быть подвергнута сушке. Сушка подложки с покрытием из металлического слоя (или металлического диффузионного слоя) может происходить в вакууме или в среде, близкой к вакууму. Сушка подложки с покрытием из металлического слоя (или металлического диффузионного слоя) может происходить в среде инертного газа. Примеры инертного газа включают водород, гелий, аргон, азот или их любое сочетание.
[00279] Подложка может охлаждаться в течение определенного периода времени после отжига. Охлаждение подложки может осуществляться активно путем снижения температуры в печи для отжига. Охлаждение подложки может осуществляться пассивно путем ее помещения в окружающую среду. Охлаждение подложки может осуществляться в среде с регулируемой влажностью или концентрацией кислорода. Время охлаждения может варьироваться от около 1 до около 100 часов. Например, время охлаждения может составлять больше около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 15, 20, 25, 30, 35, 40, 50, 60, 70, 80, 90 или 100 часов, или же больше. Время охлаждения может составлять меньше около 100, 90, 80, 70, 60, 50, 40, 35, 30, 25, 20, 15, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1 часа, или же меньше. Например, время охлаждения может составлять от около 1 до около 100 часов, от около 5 до около 50 часов или от около 10 до около 20 часов.
[00280] Во время термической обработки крупные изделия могут иметь горячие или холодные точки, при этом на изделие покрытие может быть нанесено равномерно при неравномерном нагреве. Горячие или холодные точки могут быть обозначены для контроля диффузии легирующего элемента в изделие как можно более равномерно.
[00281] Свойства подложки могут быть измерены после нанесения металлического слоя (или металлического диффузионного слоя). Свойства подложки включают в себя, например, химический состав, предел текучести, предельную прочность при растяжении и относительное удлинение.
[00282] После отжига на подложке могут преимущественно отсутствовать поры Киркендалла. Слой может передавать подложке характеристики, которыми она ранее не обладала. Например, слой может придавать подложке большие твердость, износоустойчивость, эстетичность, увеличенное, уменьшенное электрическое сопротивление, повышенную, пониженную теплопроводимость или любое сочетание вышеперечисленного. Помимо этого, слой может ускорять или замедлять скорость звука в подложке.
[00283] С описанием прочих свойств подложек, покрытых металлическими слоями (или металлическими диффузионными слоями), можно ознакомиться, например, в публикации патента США №2013/0171471; публикации патента США №2013/0309410; публикации патента США №2013/0252022; публикации патента США №2015/0167131; публикациях патентов США №№2015/0345041, 2015/0345041, 2016/0230284, каждая из которых включена в настоящий документ посредством ссылки в полном объеме. [00284] В различных вариантах осуществления способ включает изменение химического состава стали. Для расширения свойств и характеристик формования материала при холодной вытяжке, растяжении или обоих процессах химический состав стали может быть изменен. Способность стали к формованию может быть измерена в виде коэффициента пластической деформации, зачастую именуемого коэффициентом Ланкфорда, величиной нормальной анизотропии, rm, в настоящем документе именуемой r-величиной. r-величину можно определить как отношение пластической деформации в плоскости листа к пластической деформации калибра или толщины листа, r-величину можно вычислить следующим образом:
где R0, R45 и R90 - коэффициент пластической деформации по направлению листа.
[00285] r-величина стали может быть изменена за счет манипуляций с химическим составом и компонентами стали для получения композиции из стали с высокой способностью к формовке, r-величина стандартной стали с небольшим количеством металлических включений может составлять от 1,4 до 1,8 единиц, r-величина стали с измененными свойствами может быть выше около 2 единиц. В некоторых вариантах осуществления r-величина стали может составлять более около 2,2, 2,4, 2,6, 2,8, 3,0, 3,2, 3,4, 3,6, 3,8 или 4,0 единиц, или же больше.
[00286] Для увеличения r-величины композиции из стали с высокой способностью к формовке могут быть использованы несколько химических составов. Химический состав стали может быть подобран для повышения общего встраивания частиц, фиксирующих зерна, до отжига стали. В различных вариантах осуществления наличие частиц, фиксирующих зерна, приводит к затруднению формовки зерен, увеличивающихся в размере при отжиге. Можно использовать избыток против стехиометрии в отношении титана (Ti). Такой избыток Ti может обеспечить возможность образования TiC при повышенных температурах. TiC может служить для фиксации зерен при повышенных температурах. В сталях с небольшим количеством металлических включений также может использоваться марганец с малым количеством TiN, AIN, NbC, NbN или других компонентов, которые могут выступать как в качестве фиксаторов зерен, так и связующих элементов внедрения при повышенных температурах.
[00287] Способ получения композиции из стали с высокой способностью к формовке может включать несколько промежуточных процессов. Состав стали может быть подобран из вышеописанных элементов. Сталь с малым количеством металлических включений может быть подвергнута обработке по технологии изготовления мелкозернистой стали с целью получения изначально мелких зерен. Для обеспечения гладкой отделки и контроля размера зерен может использоваться холодная прокатка. После холодной прокатки последующий этап обработки может включать способ высокотемпературного отжига. В некоторых вариантах осуществления способ получения стали с высокой способностью к формовке включает получение композиции из стали с вышеприведенным химическим составом. В некоторых вариантах осуществления способ получения стали с высокой способностью к формовке включает обработку стали с небольшим количеством металлических включений по технологии изготовления мелкозернистой стали с целью получения изначально мелких зерен. В некоторых вариантах осуществления способ получения стали с высокой способностью к формованию включает использование холодной прокатки для обеспечения гладкой отделки и контроля размера зерен. В некоторых вариантах осуществления последующий этап обработки после холодной прокатки согласно способу получения стали с высокой способностью к формованию включает способ высокотемпературного отжига. Высокотемпературный отжиг может включать отжиг при температуре более 900°С. Температура отжига может превышать около 950, 1000, 1050, 1100, 1150, 1200, 1250, 1300, 1350, 1400, 1500°С или больше. Температура отжига может обеспечивать возможность перехода из ферритной фазы в аустенитную. Подбор химического состава стали с малым количеством металлических включений может препятствовать увеличению зернистости. Марки с карбидообразованием могут обеспечивать предотвращение деформационного старения, а также могут повысить способность стали к формовке для последующей обработки.
Композиции из электросталей и способы, связанные с ними
[00288] В настоящей заявке предлагаются композиции электросталей из поверхностного оптимизированных диффузионных сплавов (ПОДС), на которые могут быть нанесены и диффузионно легированы в подложку с преимущественными содержанием железа кремний, алюминий, марганец, никель, кобальт, молибден, медь, цирконий, бор и/или фосфор, которые, однако, скорее сплавляются с одним или несколькими из вышеприведенных элементов, равно как и с углеродом, азотом и другими распространенными элементами, присутствующими в стали. Легированные поверхностные элементы на поверхности стального изделия могут обладать повышенной или эквивалентной концентрацией в сравнении с диффузионной границей (также именуемой накладкой). За самой глубокой точкой действия диффузии располагается зона сердечника изделия, номинально состоящая из тех же легирующих элементов, которые присутствуют в материале до диффузионного легирования. Химический и металлургический составы изделия являются главными факторами, определяющими электромагнитные (ЭМ) и физические свойства материала, и за счет пространственной оптимизации составов изделия могут быть получены уникальные характеристики для улучшения обработки, геометрических структурных факторов, а также ЭМ параметров изделия.
[00289] Промышленные электростали, в основном содержащие железо и кремний, но зачастую также до некоторой степени алюминий и марганец, известны своей достаточно высокой магнитной индукцией (также именуемой плотностью магнитного потока) и относительно низкими потерями в сердечнике. По этой причине они широко применяются в таких сферах, как электродвигатели и трансформаторы. В некоторых случаях листовая электросталь производится и путем намотки или штамповки устанавливается в трансформатор, катушку индуктивности или сердечник электродвигателя. Однако, по мере увеличения добавок в виде кремния (и/или алюминия) в литую сталь могут возникать проблемы уменьшения в размере и окисления. По этой причине концентрация кремния в электросталях, изготавливаемых стандартными способами, зачастую не превышает 3,5% масс. Например, относительно сталей с концентрацией кремния более 4,5% масс. наблюдается крайне резкое падение характеристик прочности при растяжении и предела текучести.
[00290] Относительно промышленных электросталей, а особенно тех, которые используются в системах с повышенными частотами, наблюдается существенное снижение потерь в сердечнике (таким образом, улучшение электропроизводительности) за счет снижения размера пластины (листа). По мере увеличения рабочей частоты вследствие вихревых токов (помимо других механизмов) возрастают потери в сердечнике. Не ограничиваясь теорией, потери из-за вихревых токов могут возникать по мере изменения магнитного поля на поверхности электростали. Согласно закону Ленца эти вихревые токи могут быть локализованы. Если магнитный материал разделен на изолированные слои (например, при замене одной изолированной пластины толщиной 0,50 мм пятью пластинами толщиной 0,10 мм), индуктивное напряжение и вихревые токи могут распространяться по пятикратно возросшей площади, за счет чего снижаются общие потери в сердечнике. По этой причине во многих вариантах применения предпочтительны тонкие пластины.
[00291] Кроме того, при концентрации кремния 6,5% масс. в промышленных электросталях начинают проявляться оптимальные ЭМ свойства с одновременным ухудшением механических свойств, делающих материал непригодным для большинства вариантов применения, связанных с массовым производством. Несмотря на ухудшенные механические свойства, были разработаны дорогостоящие процессы непрерывного химического осаждения в паровой фазе и диффузии с применением четыреххлористого кремния.
[00292] Помимо ухудшенных механических свойств также имеются несколько недостатков при обработке сталей с концентрацией кремния 6,5% масс., изготовленных посредством задействования процессов химического осаждения в паровой фазе. Они могут быть изготовлены только при условии малой толщины, поскольку материал может быть изготовлен в непрерывном процессе, зависящим от диффузии. Эти материалы могут быть получены на подложках толщиной 0,10 и 0,20 мм и не подлежат прокату до меньшей толщины. Поскольку стали с содержанием кремния 6,5% масс. необходимо изготавливать с очень малой толщиной, мировое производство этого материала крайне невелико, а поскольку спрос велик, также велика и его стоимость. Вследствие высокой стоимости в большинстве вариантов применения этот материал не учитывается, за счет чего сокращаются масштабы рынка. Согласно настоящему изобретению раскрываются способы получения композиций из электросталей с улучшенными свойствами при значительном снижении стоимости в сравнении с современными промышленными альтернативными вариантами.
[00293] В настоящей заявке предлагаются способы нанесения одной или нескольких легирующих присадок или элементарных соединений, прилегающих к подложке, для получения композиций с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях на подложку с прилеганием могут быть совместно нанесены два или несколько элементарных соединений для получения композиций с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях легирующая присадка или элементарное соединение может быть нанесено в процессе диффузионного покрытия. В некоторых случаях в процессе диффузии на подложку может быть нанесена легирующая присадка или элементарное соединение в отсутствие активатора галогенида. В одном конкретном случае в качестве активатора для нанесения легирующей присадки или элементарного соединения с прилеганием к подложке может выступать газообразный водород. В некоторых случаях на подложку с прилеганием могут быть совместно нанесены две или несколько легирующих присадок или элементарных соединений в отсутствие активатора галогенида. В одном конкретном случае в качестве активатора для нанесения двух или нескольких легирующих присадок или элементарных соединений с прилеганием к подложке может выступать газообразный водород.
[00294] В настоящей заявке предлагаются способы нанесения кремнийсодержащей легирующей присадки, прилегающей к подложке, для получения композиций с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях кремнийсодержащая легирующая присадка и одна или несколько дополнительных легирующих присадок или элементарных соединений (таких как алюминий, марганец, никель, кобальт, молибден, медь, цирконий, бор и/или фосфор) могут быть совместно с прилеганием нанесены на подложку для получения композицией с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях кремнийсодержащая легирующая присадка может быть нанесена в процессе диффузионного покрытия. В некоторых случаях в процессе диффузии на подложку с прилеганием может быть нанесена кремнийсодержащая легирующая присадка в отсутствие активатора галогенида. В одном конкретном случае в качестве активатора для нанесения кремнийсодержащей легирующей присадки с прилеганием к подложке может выступать газообразный водород. В некоторых случаях легирующая кремнийсодержащая присадка и одна или несколько дополнительных легирующих присадок или элементарных соединений (таких как алюминий, марганец, никель, кобальт, молибден, медь, цирконий, бор и/или фосфор) могут быть совместно с прилеганием нанесены на подложку в отсутствие активатора галогенида. В одном конкретном случае в качестве активатора для нанесения легирующей кремнийсодержащей присадки и одной или нескольких дополнительных легирующих присадок с прилеганием к подложке может выступать газообразный водород.
[00295] В настоящей заявке предлагаются способы нанесения кремний- и алюминийсодержащей легирующей присадки, прилегающей к подложке, для получения композиций с улучшенными электрическими и/или магнитными, и/или механическими свойствами. В некоторых случаях на подложку с прилеганием может быть совместно нанесена кремний- и алюминийсодержащая легирующая присадка в отсутствие активатора галогенида. В одном конкретном случае в качестве активатора для совместного нанесения кремния и алюминия с прилеганием к подложке может выступать газообразный водород.
[00296] В настоящей заявке приводится описание способов нанесения кремния с массовой долей до 6,5% масс. или больше с прилеганием к подложкам с разными химическими составами (включая подложки с содержанием кремния менее 0,1% масс. и подложки с содержанием кремния более 1,5% масс.) и разного размера с использованием технологии ПОДС, включающей новое шликерное покрытие с содержанием легирующих элементов, описание стандартных методик стального проката для нанесения шликерного покрытия на поверхность металлического изделия с последующими термообработкой и диффузией легирующих элементов в изделие, а также варианта обработки по толщине или других процессов после проведения обжига. На ФИГ. 6 представлена микрофотография поперечного сечения примера кремнийсодержащего ПОДС, на которой изображены кремнийсодержащий металлический слой (или металлический диффузионный слой) на поверхностях и 99% железного сердечника. Относительно ПОДС наблюдается практически линейное уменьшение концентрации кремния от поверхности с высокой концентрацией до диффузионной границы.
[00297] В настоящей заявке приводится описание способов совместного нанесения кремния и одного или нескольких дополнительных элементарных соединений с прилеганием к подложке. В некоторых случаях кремний может быть осажден с прилеганием к подложке или в нее в количестве до 6,5% масс. или больше без увеличения хрупкости подложки или выкрашивания поверхности нанесенного кремнийсодержащего металлического слоя. В некоторых случаях кремний может быть осажден с прилеганием к подложке или в нее в количестве до более 6,5% масс. без увеличения хрупкости подложки или выкрашивания поверхности нанесенного кремнийсодержащего металлического слоя (или металлического диффузионного слоя) при совместном осаждении одного или нескольких дополнительных элементарных соединений с прилеганием к подложке или в нее.
[00298] В настоящей заявке приводится описание способов совместного нанесения кремния и алюминия с прилеганием к подложке. В некоторых случаях кремний может быть осажден с прилеганием к подложке или в нее в количестве до 6,5% масс. или больше без увеличения хрупкости подложки или выкрашивания поверхности нанесенного кремнийсодержащего металлического слоя (или металлического диффузионного слоя) с совместным осаждением алюминия с прилеганием к подложке или в нее. В некоторых случаях кремний может быть осажден с прилеганием к подложке или в нее в количестве до 10% масс. или больше без увеличения хрупкости подложки или выкрашивания поверхности нанесенного кремнийсодержащего металлического слоя (или металлического диффузионного слоя) при совместном осаждении алюминия с прилеганием к подложке или в нее. В некоторых случаях кремний может быть осажден с прилеганием к подложке или в нее в количестве до 10% масс. или больше без увеличения хрупкости подложки или выкрашивания поверхности нанесенного кремнийсодержащего металлического слоя (или металлического диффузионного слоя) при совместном осаждении алюминия в количестве до 6% масс. или больше с прилеганием к подложке или в нее.
[00299] В настоящей заявке также приводится описание подложек с улучшенными магнитными свойствами, включающих металлический диффузионный слой, который включает диффузионную границу, прилегающую к нему, которая образуется в подложке.
[00300] В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют около 2,0, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0.1, 0,05 ватт на килограмм или укладываются в любой диапазон вышеприведенных значений в условиях магнитного поля W 10/60. В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют максимум около 2,0, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0.1, 0,05 ватт на килограмм в условиях магнитного поля W 10/60. В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют как минимум 2,0, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0.1, 0,05 ватт на килограмм в условиях магнитного поля W 10/60.
[00301] В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют около 750, 700, 650, 600, 550, 500, 450, 400, 350, 300, 250, 200, 150, 100, 50, 25, 10, 5 ватт на килограмм или укладываются в любой диапазон вышеприведенных значений в условиях магнитного поля W 10/5 000. В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют максимум около 750, 700, 650, 600, 550, 500, 450, 400, 350, 300, 250, 200, 150, 100, 50, 25, 10, 5 ватт на килограмм в условиях магнитного поля W 10/5 000. В некоторых вариантах осуществления измеренные потери в сердечнике подложки с улучшенными магнитными свойствами составляют как минимум 750, 700, 650, 600, 550, 500, 450, 400, 350, 300, 250, 200, 150, 100, 50, 25, 10, 5 ватт на килограмм в условиях магнитного поля W 10/5 000.
[00302] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит через около 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% средней толщины этой подложки или любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит менее чем через около 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% средней толщины этой подложки. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит более чем через около 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% средней толщины этой подложки.
[00303] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит через около 50, 55, 60, 65, 70, 75, 80, 85, 90% средней толщины этой подложки или любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит через около 50, 55, 60, 65, 70, 75, 80, 85, 90% средней толщины этой подложки или больше. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой проходит через около 50, 55, 60, 65, 70, 75, 80, 85, 90% средней толщины этой подложки или меньше.
[00304] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами диффузионная граница характеризуется составом, существенно аналогичным составу исходной подложки, описанной выше.
[00305] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация кремния в диффузионной границе составляет от около 90 до около 95%, от около 90 до около 100%, от около 90 до около 105%, от около 90 до около 110%, от около 90 до около 115%, от около 95 до около 100%, от около 95 до около 105%, от около 95 до около 110%, от около 95 до около 115%, от около 100 до около 105%, от около 100 до около 110%, от около 105 до около 110% концентрации кремния в исходной подложке. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация кремния в диффузионной границе составляет около 90, 95, 100, 105, 110% концентрации кремния в исходной подложке или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация кремния в диффузионной границе составляет как минимум 90, 95, 100, 105, 110% концентрации кремния в исходной подложке. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация кремния в диффузионной границе составляет максимум 90, 95, 100, 105, 110% концентрации кремния в исходной подложке.
[00306] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация алюминия в диффузионной границе составляет от около 90 до около 95%, от около 90 до около 100%, от около 90 до около 105%, от около 90 до около 110%, от около 90 до около 115%, от около 95 до около 100%, от около 95 до около 105%, от около 95 до около 110%, от около 95 до около 115%, от около 100 до около 105%, от около 100 до около 110%, от около 105 до около 110% концентрации кремния в исходной подложке. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация алюминия в диффузионной границе составляет около 90, 95, 100, 105, 110% концентрации кремния в исходной подложке или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация алюминия в диффузионной границе составляет как минимум 90, 95, 100, 105, 110% концентрации кремния в исходной подложке. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация алюминия в диффузионной границе составляет максимум 90, 95, 100, 105, 110% концентрации кремния в исходной подложке.
[00307] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами диффузионная граница характеризуется составом, отличным от состава исходной подложки.
[00308] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка включает металл, оксид металла или сплав металла. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка включает железо, углерод, азот, кремний или их сочетание. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка включает углерод или азот. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами эта подложка включает сталь.
[00309] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля углерода в стали составляет около 0,5, 0,4, 0,3, 0,2, 0,1, 0,08, 0,06, 0,04, 0,02% или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля углерода в стали составляет максимум около 0,5, 0,4, 0,3, 0,2, 0,1, 0,08, 0,06, 0,04 или 0,02%. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля углерода в стали составляет как минимум около 0,5, 0,4, 0,3, 0,2, 0.1, 0,08, 0,06, 0,04 или 0,02%.
[00310] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля кремния в стали составляет от около 0,1 до около 5%, от около 0,1 до около 0,5%, от около 0,1 до около 1%, от около 1 до около 2%, от около 1 до около 3%, от около 1 до около 5%, от около 2 до около 3%, от около 2 до около 5% или от около 3 до около 5%. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля кремния в стали составляет около 0,1, 0,2, 0,5, 1, 1,5%, 2, 2,5, 3, 3,5, 4, 4,5, 5% или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля кремния в стали составляет максимум около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4.5 или 5%. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами массовая доля кремния в стали составляет как минимум около 0.1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4.5 или 5%.
[00311] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами около 90, 91, 92, 93, 94, 95, 96, 97, 98, 99% или любой диапазон вышеприведенных значений от объема подложки включает одну или несколько ферритных микроструктур при температуре от около 100 до около 1000 градусов Цельсия (°С), от около 200 до около 1000°С, от около 500 до около 1000°С, от около 100 до около 500°С или от около 200 до около 500°С. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами как минимум около 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99% от объема подложки включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000°С, от около 200 до около 1000, от около 500 до около 1000°С, от около 100 до около 500°С или от около 200 до около 500°С. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами максимум около 90, 91, 92, 93, 94, 95, 96, 97, 98 или 99% от объема подложки включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000°С, от около 200 до около 1000°С, от около 500 до около 1000°С, от около 100 до около 500°С или от около 200 до около 500°С.
[00312] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина подложки составляет около 0,063, 0,05, 0,03, 0,02, 0,01, 0,001, 0,0001 дюйма или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина подложки составляет максимум около 0,063, 0,05, 0,03, 0,02, 0,01, 0,001 или 0,0001 дюйма. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина подложки составляет как минимум около 0,063, 0,05, 0,03, 0,02, 0,01, 0,001 или 0,0001 дюйма.
[00313] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина металлического диффузионного слоя составляет около 100, 90, 80, 70, 60, 50, 40, 30, 20, 10, 5 микрометров (мкм) или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина металлического диффузионного слоя составляет максимум около 100, 90, 80, 70, 60, 50, 40, 30, 20, 10 или 5 микрометров (мкм). В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя толщина металлического диффузионного слоя составляет как минимум около 100, 90, 80, 70, 60, 50, 40, 30, 20, 10 или 5 микрометров (мкм).
[00314] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой включает элементарное соединение, подбираемое из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления элементарное соединение представлено кремнием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено никелем. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено кобальтом. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено алюминием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено марганцем. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено кобальтом. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено кобальтом. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено алюминием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено молибденом. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено медью. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено алюминием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено алюминием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено молибденом. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено медью. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено бором. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено алюминием. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено медью. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами элементарное соединение представлено фосфором.
[00315] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами металлический диффузионный слой включает несколько элементарных соединений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами несколько элементарных соединений включают два, три, четыре, пять, шесть, семь, восемь, девять или десять элементарных соединений, подбираемых из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами несколько элементарных соединений включают как минимум два, три, четыре, пять, шесть, семь, восемь, девять или десять элементарных соединений, подбираемых из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами несколько элементарных соединений включают максимум два, три, четыре, пять, шесть, семь, восемь, девять или десять элементарных соединений, подбираемых из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами несколько элементарных соединений включают кремний и алюминий.
[00316] В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет около 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5, 4.5% масс. или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5, или 4,5% масс. В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5 или 4,5% масс.
[00317] В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет около 10, 9, 8, 7, 6, 5, 4, 3, 2, 1% масс. или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1% масс. В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1% масс.
[00318] В некоторых вариантах осуществления средняя концентрация алюминия на поверхности подложки с улучшенными магнитными свойствами составляет около 6, 5, 4, 3, 2, 1% масс. или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления средняя концентрация алюминия на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 6, 5, 4, 3, 2 или % масс. В некоторых вариантах осуществления средняя концентрация алюминия на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 6, 5, 4, 3, 2 или 1% масс.
[00319] В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 50, 40, 30, 20, 10% масс. или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 50, 40, 30, 3, 20 или 10% масс. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 50, 40, 30, 3, 20 или 10% масс.
[00320] В некоторых вариантах осуществления средняя концентрация никеля на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 50, 40, 30, 20, 10% масс. или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления средняя концентрация никеля на поверхности подложки с улучшенными магнитными свойствами составляет максимум около 50, 40, 30, 20 или 10% масс. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки с улучшенными магнитными свойствами составляет как минимум около 50, 40, 30, 20 или 10% масс.
[00321] В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы. В некоторых вариантах осуществления концентрационный профиль кремния понижается со степенью от около 0,001 до около 1% масс., от около 0,001 до около 0.1% масс., от около 0,001 до около 0,01% масс., от около 0,01 до около 1% масс., от около 0,01 до около 0,1% масс., от около 0,1 до около 1% масс. на микрометр (мкм) (т.е., 1 микрометр = 10-6 метров). В некоторых вариантах осуществления концентрационный профиль кремния понижается со степенью около 0,001, 0,01, 0,1, 1% масс./мкм или в любом диапазоне вышеприведенных значений. В некоторых вариантах осуществления концентрационный профиль кремния понижается со степенью максимум около 0,001, 0,01, 0,1 или 1% масс./мкм. В некоторых вариантах осуществления концентрационный профиль кремния понижается со степенью как минимум около 0,001, 0,01, 0,1 или 1% масс./мкм.
[00322] В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1 до около 5% масс., от около 2 до около 5% масс., от около 1 до около 3% масс., от около 3 до около 5% масс. или от около 2 до около 3% масс., и это значение варьируется на величину около 1, 0,5, 0,1, 0,05, 0,01% масс. или в любом диапазоне вышеприведенных значений.
[00323] В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1 до около 5% масс., от около 2 до около 5% масс., от около 1 до около 3% масс., от около 3 до около 5% масс. или от около 2 до около 3% масс. и это значение варьируется в пределах около 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1, 2, 3, 4, 5% масс. или укладывается в любой диапазон вышеприведенных значений, и это значение варьируется на величину менее около 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль кремния составляет от около 1 до около 5% масс., от около 2 до около 5% масс., от около 1 до около 3% масс., от около 3 до около 5% масс., или от около 2 до около 3% масс., и это значение варьируется на величину более около 1, 0,5, 0,1, 0,05 или 0,01% масс., во всем диапазоне. В некоторых вариантах осуществления концентрационный профиль кремния составляет как минимум около 1, 2, 3, 4 или 5% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления концентрационный профиль кремния составляет максимум около 1, 2, 3, 4 или 5% масс., и эта величина варьируется на менее чем 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне.
[00324] В некоторых вариантах осуществления алюминий в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия понижается со степенью от около 0,001% масс. до около 1% масс./мкм. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия понижается со степенью около 0,001, 0,01, 0,1, 1% масс./мкм или в любом диапазоне вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия понижается со степенью максимум около 0,001, 0,01, 0,1 или 1% масс./мкм. В некоторых вариантах осуществления концентрационный профиль алюминия понижается со степенью как минимум около 0,001, 0,01, 0,1 или 1% масс./мкм.
[00325] В некоторых вариантах осуществления алюминий в подложке с улучшенными магнитными свойствами имеет концентрационный профиль, преимущественно равномерно распределенный по ней. В некоторых вариантах осуществления концентрационный профиль алюминия составляет от около 1 до около 10% масс. или от около 2 до около 8% масс., и это значение варьируется на величину менее 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия составляет от около 1 до около 10% масс. или от около 2 до около 8% масс., и это значение варьируется на величину около 1, 0,5, 0,1, 0,05, 0,01% масс. или в любом диапазоне вышеприведенных значений. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия составляет от около 1 до около 10% масс. или от около 2 до около 8% масс., и это значение варьируется на величину более около 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль кремния составляет около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10% масс. или укладывается в любой диапазон вышеприведенных значений, и это значение варьируется на величину менее около 1, 0,5, 0, 1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия составляет как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10% масс. или укладывается в любой диапазон вышеприведенных значений, и это значение варьируется на величину менее около 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами концентрационный профиль алюминия составляет максимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10% масс. или укладывается в любой диапазон вышеприведенных значений, и это значение варьируется на величину менее около 1, 0,5, 0,1, 0,05 или 0,01% масс. во всем диапазоне.
[00326] В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами средняя концентрация на поверхности или концентрационный профиль определяется посредством энергодисперсионной рентгеновской спектроскопии (ЭДС).
[00327] В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами дополнительно включает изоляционный материал, прилегающий к поверхностному слою или металлическому диффузионного слою. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами этот изоляционный материал включает оксид металла. В некоторых вариантах осуществления оксид металла включает оксид титана, оксид алюминия, оксид магния или их сочетание. В некоторых вариантах осуществления подложки с улучшенными магнитными свойствами изоляционный материал включает несколько оксидов металла.
[00328] В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами составляют около 1,0, 0,9, 0,8, 0,7, 0,6, 0,5 ватт на килограмм или укладываются в любой диапазон вышеприведенных значений в условиях магнитного поля W 10/60. В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами составляют максимум около 1,0, 0,9, 0,8, 0,7, 0,6 или 0,5 ватт на килограмм в условиях магнитного поля W 10/60. В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами составляют как минимум 1,0, 0,9, 0,8, 0,7, 0,6 или 0,5 ватт на килограмм в условиях магнитного поля W 10/60.
[00329] В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью около 20, 30, 40, 50, 60, 70, 80 мегапаскаль-метр или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью как минимум около 20, 30, 40, 50, 60, 70 или 80 мегапаскаль-метр. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью максимум около 20, 30, 40, 50, 60, 70 или 80 мегапаскаль-метр.
или укладывается в любой диапазон вышеприведенных значений. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью как минимум около 20, 30, 40, 50, 60, 70 или 80 мегапаскаль-метр. В некоторых вариантах осуществления подложка с улучшенными магнитными свойствами обладает трещиностойкостью максимум около 20, 30, 40, 50, 60, 70 или 80 мегапаскаль-метр.
[00330] В некоторых вариантах осуществления около 90, 91, 92, 93, 94, 95% или любой диапазон вышеприведенных значений от объема подложки с улучшенными магнитными свойствами включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000 градусов Цельсия (°С). В некоторых вариантах осуществления как минимум около 90, 91, 92, 93, 94 или 95% от объема подложки с улучшенными магнитными свойствами включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000 градусов Цельсия (°С). В некоторых вариантах осуществления максимум 90, 91, 92, 93, 94 или 95% от объема подложки с улучшенными магнитными свойствами включают одну или несколько ферритных микроструктур при температуре от около 100 до около 1000°С. В некоторых вариантах осуществления как минимум около 90, 91, 92, 93, 94 или 95% или любой диапазон вышеприведенных значений от объема подложки включают одну или несколько ферритных микроструктур при температуре около 100, 200, 300, 500, 700, 800, 1000°С.
[00331] При диффузионном легировании концентрация легированных элементарных соединений на поверхности может быть равной или больше концентрации легированных элементарных соединений на диффузионной границе. Диффузионную границу можно определить как глубину от поверхности подложки, при которой концентрация элементарных соединений представлена концентрацией исходного состояния подложки. В некоторых вариантах осуществления диффузионная граница может характеризоваться составом, существенно аналогичным составу исходной подложки. Что касается сплавов, получаемых с помощью кремния, это значит, что концентрация кремния на поверхности сплава может составлять 6,5% масс., а концентрация на границе при необходимости может составлять меньше 0,5% масс. В некоторых вариантах осуществления средняя концентрация кремния на диффузионной границе может составлять от около 90 до 110%, от 95 до 115%, от 90 до 105%, от 95 до 110% или от 95 до 105% концентрации кремния в исходной подложке. В некоторых вариантах осуществления диффузионная граница может характеризоваться составом, отличным от состава исходной подложки. На ФИГ. 7A-7F представлены различные поперечные сечения концентрационного профиля для ПОДС, полученных с помощью кремния в качестве элементарного соединения. На ФИГ. 7А-7С представлено повышенное проникновение диффузионной границы в сердечник. На ФИГ. 7D представлена композиция с ненулевой концентрацией кремния в сердечнике и более высокой его концентрацией на поверхности. На ФИГ. 7F представлен ПОДС с равномерной концентрацией кремния по всему поперечному сечению. На ФИГ. 7Е представлен концентрационный профиль ПОДС с двумя совместно нанесенными элементарными соединениями. Поскольку переход от концентрации кремния 6,5% масс. к другой его концентрации на диффузионной границе сплава постепенный, а содержание кремния или другого легирующего элемента сильно влияет на прочность при растяжении и предел текучести стали, напряжения между поверхностью с высоким содержанием кремния и сердечником с низким его содержанием могут быть уменьшены так, чтобы толщину листов с такой конфигурацией легирования можно было уменьшить прокатом без разрушения штрипса или слоя сплава. Что касается высокочастотных вариантов применения (например, при 5000 Гц), когда большая часть глубины поверхностного слоя вихревых токов может фокусироваться в пределах десятков микрометров от поверхности, для ограничения потерь в сердечнике не важно, состоит ли он из стали, легированной кремнием или нет. Относительно среднечастотных вариантов применения нелегированная или кремнийсодержащая сталь с ПОДС может быть использована для изготовления электросталей с улучшенными характеристиками. С помощью ПОДС также возможно осуществить легирование через толщину нелегированной стали для получения стандартной конфигурации легирования. В некоторых случаях равномерная концентрация легированных элементарных соединений может быть окончательно обеспечена после проката подложки или ее вытяжки для уменьшения толщины.
[00332] В некоторых вариантах осуществления металлический диффузионный слой, включающий диффузионную границу, может проходить вглубь подложки (например, подложки с улучшенными магнитными свойствами) на около 10-70% средней толщины этой подложки. В некоторых вариантах осуществления металлический диффузионный слой может проходить вглубь подложки на менее чем 70, 60, 50, 45, 40, 35, 30, 20 или 10% ее средней толщины. Металлический диффузионный слой может проходить вглубь подложки на более чем 70, 60, 50, 45, 40, 35, 30, 20 или 10% ее средней толщины. Металлический диффузионный слой может проходить вглубь подложки (например, подложки с улучшенными магнитными свойствами) на 70, 60, 50, 45, 40, 35, 30, 20 или 10% ее средней толщины. Металлический диффузионный слой может проходить вглубь подложки с улучшенными магнитными свойствами на 50% или больше.
[00333] Кроме того, имеется возможность легирования электросталей, содержащих другие легирующие элементы, важные для ЭМ характеристик, такие как кремний, алюминий, кобальт и никель, марганец и другие. С учетом механической прочности, сообщаемой этими легирующими элементами, представляется целесообразным оставить часть кремния и подобных элементов вне сплава, чтобы прокатом можно было уменьшить его толщину. На фигуре 3е гипотетическая легированная композиция X (потенциально содержащая элементы Si, Al, Со, Ni, Mn и т.п. в виде некоторого сочетания в α%) может быть легирована с кремнием или другими элементами, важными для ЭМ характеристик, для дополнительного улучшения ЭМ свойств, таких как плотность магнитного потока, потери в сердечнике, или механических свойств, например, прочности при растяжении и предела текучести.
[00334] В некоторых вариантах осуществления средняя концентрация алюминия на диффузионной границе может составлять от около 90 до 110%, от 95 до 115%, от 90 до 105%, от 95 до 110% или от 95 до 105% концентрации алюминия в исходной подложке. В некоторых вариантах осуществления средняя концентрация кобальта на диффузионной границе может составлять от около 90 до 110%, от 95 до 115%, от 90 до 105%, от 95 до 110% или от 95 до 105% концентрации кобальта в исходной подложке. В некоторых вариантах осуществления средняя концентрация никеля на диффузионной границе может составлять от около 90 до 110%, от 95 до 115%, от 90 до 105%, от 95 до 110% или от 95 до 105% концентрации никеля в исходной подложке. В некоторых вариантах осуществления средняя концентрация марганца на диффузионной границе может составлять от около 90 до 110%, от 95 до 115%, от 90 до 105%, от 95 до 110% или от 95 до 105% концентрации марганца в исходной подложке.
[00335] Композиции из электросталей могут быть получены с помощью различных стальных подложек. Стальная подложка может подбираться на основании состава или других физических свойств, которые могут обеспечивать оптимизацию нанесения металлического слоя (или металлического диффузионного слоя). Стальная подложка может подбираться на основании свойств, благодаря которым потери в сердечнике конечного продукта сводятся к минимуму. В некоторых случаях в процессе нанесения металлического слоя (или металлического диффузионного слоя) может быть задействована стальная подложка с элементами внедрения и/или элементами замещения ниже пороговой концентрации. В некоторых случаях стальная подложка может быть использована, если концентрация С, N, О, S и/или Р в ней ниже, чем в стандартных марках стали, не содержащих элементов внедрения, и/или с низким содержанием углерода. В некоторых случаях стальная подложка может быть представлена маркой дегазированной стали и/или преимущественно не включать осажденные керамические частицы. К примерам стальных подложек могут относиться промышленные стали, такие как стали без элементов внедрения, эмалированные и/или низкоуглеродистые стали. Подробное описание дополнительных свойств стальных подложек приведено выше.
[00336] Подложка может иметь конкретный калибр или толщину. Средняя толщина или калибр подложки может составлять как минимум около 0,00001, 0,00001, 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,010, 0,011, 0,012, 0,013, 0,014, 0,015, 0,016, 0,017, 0,018, 0,019, 0,020, 0,025, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,1, 0,125, 0,15, 0,2, 0,25, 0,375, 0,5, 0,625, 0,75, 1 дюйм или больше, причем 1 дюйм равен 2,54 сантиметра. Средняя толщина или калибр подложки может составлять максимум 1, 0,75, 0,625, 0,5, 0,375, 0,25, 0,2, 0,15, 0,125, 0,1, 0,09, 0,08, 0,07, 0,06, 0,05, 0,04, 0,03, 0,025, 0,020, 0,019, 0,018, 0,017, 0,016, 0,015, 0,014, 0,013, 0,012, 0,011, 0,010, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001, 0,00001, 0,000001 дюйма или меньше.
[00337] Композиции из электросталей могут быть получены путем нанесения элементарных соединений на одну или несколько поверхностей стальной подложки. Элементарные соединения могут быть нанесены на одну или несколько поверхностей стальной подложки посредством нанесения шликерного покрытия, включающего легирующий элемент, содержащий несколько элементарных соединений. Шликер может включать любое сочетание компонентов, включая элементарные соединения, активаторы галогенидов, растворители, вяжущие вещества и инертные частицы. В некоторых случаях активаторы галогенидов или вяжущие вещества в шликере могут отсутствовать. Подробное описание шликеров по настоящему изобретению приведено выше. В некоторых случаях шликер может включать от около 1 до около 90% масс. легирующей присадки. В некоторых случаях шликер может включать от около 0,5 до около 90% масс. растворителя, такого как вода или органический растворитель. В некоторых случаях шликер может включать от около 0 до около 20% масс. активатора галогенида металла. В некоторых случаях шликер может включать от около 0 до около 20% масс. органического или неорганического вяжущего вещества, такого как ацетат магния.
[00338] Металлические слои (или металлические диффузионные слои) по настоящему изобретению могут быть сформированы путем нанесения одного или нескольких элементарных соединений, подбираемых из числа кремния, алюминия, марганца, никеля, кобальта, молибдена, меди, циркония, бора или фосфора, ферросплава любого из этих элементов, оксидов любого из этих элементов или их сочетания. Шликеры могут включать элементарные соединения, такие как кремний и/или алюминий, в порошковой или аэрозольной форме. Элементарные соединения могут вноситься в шликер при среднем размере порошковых или аэрозольных частиц как минимум около 500 нанометров (нм), 1, 3, 5, 10, 15, 20, 25, 30, 35, 40, 44, 45, 50, 100 мкм или больше. Элементарные соединения могут вноситься в шликер при среднем размере порошковых или аэрозольных частиц максимум 100, 50, 45, 44, 40, 35, 30, 25, 20, 15, 10, 5, 3, 1 мкм, 500 нм или меньше. Элементарные соединения могут вноситься в шликер при среднем размере порошковых или аэрозольных частиц в диапазоне от около 500 нм до 10 мкм, от 500 нм до 25 мкм, от 500 нм до 50 мкм, от 500 нм до 100 мкм, от 10 до 25 мкм, от 10 до 50 мкм, от 10 до 100 мкм, от 25 до 50 мкм, от 25 до 100 мкм или от около 50 до 100 мкм. В некоторых случаях элементарные соединения могут вноситься в шликер при размере порошковых или аэрозольных частиц в диапазоне от около 3 до 44 мкм. Элементарные соединения могут вноситься в шликер при среднем размере порошковых или аэрозольных частиц менее чем около 50, 100, 150, 200, 250, 300, 325, 350, 400, 500 меш или меньше. Элементарные соединения могут вноситься в шликер при среднем размере порошковых или аэрозольных частиц как минимум около 500, 400, 350, 325, 300, 250, 200, 150, 100, 50 меш или больше. В некоторых случаях размер порошковых или аэрозольных частиц может подбираться на основании реологических характеристик шликера, например, по легкости суспендирования и гладкости затвердевшей сухой пленки. Для предотвращения спекания и содействия суспендированию порошкообразного кремния или алюминия в шликер может быть введен инертный порошок.
[00339] В некоторых случаях количество доступных элементарных соединений (например, кремния) может быть изменено для увеличения или уменьшения количества элементарных соединений, наносимых на подложку. В некоторых случаях шликер может быть получен с использованием увеличенной или уменьшенной дозировки легирующей присадки, или же может быть увеличена или уменьшена масса сухого шликерного покрытия на площадь поверхности подложки. В некоторых случаях большее количество легирующей присадки (например, кремния, алюминия и т.д.) в шликере или увеличенная масса сухой пленки на площадь поверхности подложки может привести к ускоренному и/или полному нанесению элементарных соединений. В некоторых случаях меньшее количество легирующей присадки (например, кремния, алюминия) в шликере или уменьшенная масса сухой пленки на площадь поверхности подложки может привести к замедленному и/или минимальному нанесению элементарных соединений. В некоторых случаях присадки к шликеру (такие как вторичные элементарные соединения, активаторы, вяжущие вещества или инертные соединения) могут приводить к снижению коэффициента R', причем значение R' может быть определено как интенсивность осаждения элементарных соединений в процессе легирования, поделенная на интенсивность истощения этих соединений в течение этого процесса. Не ограничиваясь теорией, регулировка значения R' может дать возможность контроля нанесения элементарных соединений так, чтобы в начале процесса легирования предотвращался переход в хрупкие агрегатные состояния. Значение R' может поддерживаться на достаточном уровне так, чтобы к окончанию процесса легирования обеспечивалась необходимая концентрация элементарных соединений в химическом составе поверхностного сплава. Шликерные присадки могут обеспечивать лучший контроль процесса легирования, как представлено на ФИГ. 22. На ФИГ. 22 линии бета и гамма представляют состав шликера, применяемый относительно разной толщины сухой пленки (бета большая толщина, а гамма меньшая). Исходное значение R' для линии бета приведет к увеличению концентрации элементарных соединений в сплава на поверхности, что, вероятно, спровоцирует проявление хрупкости этой поверхности и/или ее выкрашивание в процессе легирования. По завершении процесса на основании целевой концентрации концентрация элементарных соединений в сплаве с шероховатой (вследствие выкрашивания) поверхностью может быть достаточной. Исходное значение R' для линии гамма может не привести к увеличению концентрации элементарных соединений, за счет чего в процессе легирования выкрашивание будет снижено, сведено к минимуму, устранено или смягчено. При использовании такого способа по завершении процесса легирования не будет обеспечиваться достаточно высокая концентрация на поверхности сплава. Линей альфа обозначается применяемый состав шликера с присадками, которые изменяют интенсивность осаждения элементарных соединений так, что при заданной интенсивности истощения исходное значение R' может в достаточной степени подавляться для предотвращения перехода в хрупкие агрегатные состояния, а конечное значение R' может оставаться достаточно высоким, чтобы обеспечивалось соответствие целевому составу на поверхности сплава. В некоторых случаях, когда шликер включает углеродсодержащее вяжущее вещество, такие вещества могут выгорать и/или удаляться до или после наступления этапа формирования металлического слоя (или металлического диффузионного слоя). Относительные показатели компонентов шликера также могут дополнительно изменяться для получения необходимых реологических профилей и показателей прочности прессовки после высыхания, заданных требованиями к обработке.
[00340] В некоторых случаях шликер может быть получен с помощью компонентов, которые удаляют из подложки микроэлементы, такие как сера и азот. Не ограничиваясь теорией, сера представляет собой известную примесь, имеющую тенденцию к оседанию в виде сульфида марганца, сульфида меди или смеси этих двух соединений. Другой известной примесью является азот, который может образовывать такие преципитаты, как нитрид титана (TiN), нитрид алюминия (AlN) и нитрид ниобия (NbN) или смеси этих трех нитридов с аналогичными карбидами, оксидами и сульфидами металлов. Углерод и кислород в электросталях также являются примесями, известными тем, что они оказывают пагубное влияние на механические и магнитные свойства. В некоторых случаях для способствования удалению микроэлементов из подложки в шликер в различных количествах могут добавляться, среди прочих, основные оксиды, например, оксид кальция (СаО), оксид магния (MgO) и оксид титана (TiOx). В некоторых случаях во время термообработки растворенная сера и/или азот может переходить на поверхность при наличии кислорода и образовывать сероводород (H2S) или аммиак (NH3), которые представляют собой летучие соединения. В других случаях, когда шликер включает основной оксид, сера и/или другие элементы могут быть изолированы в виде сульфидов или нитридов металла, благодаря чему они удаляются из паровой фазы и равновесия с подложкой, тем самым обеспечивая снижение общего содержания серы и/или азота в последней. Пониженное содержание серы приводит к уменьшению количества и размера серосодержащих преципитатов. В некоторых случаях, вследствие высокой стабильности нитридов металла, для изоляции в наличии может быть меньшее количество азота, если только в подложке не обеспечивается крайне низкое содержание Ti, Al и Nb. В некоторых случаях, когда для изоляции микроэлементов используется основной оксид, определенные компоненты шликера могут не использоваться. Например, шликер, содержащий и MgO, и гексагидрат хлорида магния, будет вступать в спонтанные реакции для образования цемента и, следовательно, в шликере, содержащем активатор хлорида, MgO может не использоваться.
[00341] В некоторых случаях шликер для получения композиции из электростали может включать одно или несколько инертных соединений. В некоторых случаях инертное соединение может включать оксид металла, например, стабильный оксид металла. В некоторых вариантах осуществления оксид металла может включать оксид титана, оксид алюминия, оксид кремния или оксид магния. В некоторых случаях оксид металла может включать оксид алюминия. В некоторых случаях оксид металла может включать оксид титана. В некоторых случаях оксид металла может включать оксид кремния. В некоторых случаях наличие оксида металла при формировании металлического слоя (или металлического диффузионного слоя) может обеспечить улучшение отделки поверхности такого слоя, улучшение электрических и/или магнитных, и/или механических свойств композиции из электростали или же улучшение контроля нанесения одного или нескольких элементарных соединений при формировании металлического слоя. Не ограничиваясь теорией, оксид металла может служить донором кислорода для системы формирования металлического слоя (например, при введении воды, смесей СО/СО2 для фиксации концентраций О2 и т.д.). В некоторых случаях шликер может включать несколько оксидов металла. В некоторых случаях шликер может включать два или несколько инертных соединений. Например, он может включать смесь оксидов титана и алюминия. В некоторых случаях шликер может включать два оксида металла. Например, он может включать оксиды кремния и алюминия. Инертные соединения (например, оксиды металлов) могут быть введены в шликер с соблюдением конкретных массовых или молярных соотношений. В некоторых случаях инертные соединения (например, оксиды металлов) могут быть введены в шликер с массовым или молярным соотношением около 1:1, 1:2, 1:3, 1:4, 1:5, 1:6, 1:7, 1:8, 1:9, 1:10, 1:15, 1:20, 1:25 или 1:50. В некоторых случаях инертные соединения могут быть введены в шликер с массовым или молярным соотношением как минимум около 1:1, 1:2, 1:3, 1:4, 1:5, 1:6, 1:7, 1:8, 1:9, 1:10, 1:15, 1:20, 1:25, 1:50 или больше 1:50.
[00342] Выбор состава шликера и способ обработки для получения электростали могут изменяться в зависимости от конкретных необходимых свойств конечного продукта. Например, лист электростали, поставленный производителю электродвигателей, может быть достаточно прочным, чтобы выдерживать эксплуатационные нагрузки, с легкостью режется, и его толщина может быть такой, чтобы обеспечивалась оптимизация производительности электродвигателя и затрат на производство. В некоторых случаях более тонкий лист обеспечивает лучшие характеристики, но он дороже в производстве вследствие количества пластин, которые необходимо подготовить и сложить вместе для сборки сердечника. Кроме того, воздушный зазор, свойственный дефектным пластинам, может уменьшить потоковую пропускную способность сердечника. Таким образом, большее количество более тонких пластин в сердечнике может привести к соответствующему снижению потоковой пропускной способности сердечника. В некоторых случаях может быть выполнена оценка коэффициента заполнения при заданной толщине пластин:

[00343] На ФИГ. 10 представлен графический вид уравнения, предлагаемого для выполнения оценки коэффициента заполнения при заданной толщине. Важно отметить, что фактический коэффициент заполнения может отклоняться от данного уравнения с учетом реалий производства (условий штамповки, наличия заусенцев, условия обращения и заполнения сердечника или обмотки). В некоторых случаях, в то время как улучшение показателей потерь в сердечнике можно обеспечить простым уменьшением толщины, чтобы оно стало по-настоящему целесообразным, его масштаб должен превосходить указанные ограничения по эффективности.
[00344] После выбора подложки и шликера может потребоваться определить массу сухой пленки шликера на единицу площади поверхности подложки, температуру и время отжига. С практической точки зрения подложка из листовой стали может быть покрыта влажным шликером необходимой толщины. После этого шликер может быть высушен, а также может быть выполнено сворачивание в спираль или стопку листов. Затем данная масса стального проката или пластин может быть помещена в высокотемпературную печь и подвергнута отжигу в регулируемой среде для обеспечения возможности запуска процесса формирования металлического слоя (или металлического диффузионного слоя). Условия отжига могут провоцировать улетучивание, осаждение и перенос элементарных соединений (например, кремния, алюминия) в стальную подложку. После отжига отработанный шликер может быть удален, после чего остается конечная легированная стальная подложка (например, с содержанием кремния, алюминия).
[00345] Перед приготовлением шликера необходимо определить дозировку элементарных соединений для получения электростали. Общее количество элементарных соединений (например, кремния, алюминия), наносимых на подложку, не может превышать количество элементарных соединений, вводимых в систему посредством шликера. Это необходимо учитывать прежде всего при определении правильного количества элементарных соединений для получения необходимого легированного слоя. На основании количества элементарных соединений в шликере и толщины шликера, наносимого на поверхность подложки, может быть достигнута целевая масса сухой пленки (МСП) элементарных соединений. Масса сухой пленки может быть определена как масса нежидкостных компонентов шликера на единицу длины или единицу площади, наносимых на поверхность подложки. В некоторых случаях масса сухой пленки составляет как минимум около 0,005, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,10, 0,11, 0,12, 0,13, 0,14, 0,15, 0,16, 0,17, 0,18, 0,19, 0,20, 0,25, 0,30 г/дюйм или больше. В некоторых случаях масса сухой пленки составляет максимум около 0,30, 0,25, 0,20, 0,19, 0,18, 0,17, 0,16, 0,15, 0,14, 0,13, 0,12, 0,11, 0,10, 0,09, 0,08, 0,07, 0,06, 0,05, 0,04, 0,03, 0,02, 0,01 или 0,005 г/дюйм, или же меньше. В некоторых случаях количество элементарных соединений, наличествующих в составе шликера, может ограничиваться значением ниже предельного количества для предотвращения, сведения к минимуму или смягчения разрушения со стороны подложки вследствие отслаивания хрупких фаз, образующихся возле поверхности подложки в процессе формирования металлического слоя (или металлического диффузионного слоя). В некоторых случаях легирующая присадка может быть введена в шликер для оказания воздействия на оптимальную поверхностную концентрацию для сведения разрушения со стороны подложки, итоговой шероховатости поверхности или потерь подложки по толщине к минимуму.
[00346] Температура отжига наносимого шликера при формировании металлического слоя (или металлического диффузионного слоя) может быть подобрана на основании необходимой глубины диффузии относительно элементарных соединений и необходимой поверхностной концентрации элементарных соединений в подложке. В некоторых случаях при повышенной температуре могут достигаться ускоренный перенос и немного повышаться поверхностная концентрация элементарных соединений (например, кремний, алюминий) в сплаве для заданной глубины диффузии. В некоторых случаях температура и/или время отжига могут подбираться для оптимизации текстуры металлического слоя (или металлического диффузионного слоя), прилегающего к подложке или нанесенного на нее. В некоторых случаях процесс отжига может привести к уплотнению текстуры металлического слоя (или металлического диффузионного слоя) в сравнении с исходной или итоговой текстурой подложки. Текстура может измеряться посредством интерпретации дифракционной картины электронов при измерении методом обратнорассеянной дифракции, проводимой в отношении поверхности или поперечного сечения листа. Температура отжига для получения композиции из электростали может составлять около 700, 725, 750, 775, 800, 825, 850, 875, 900, 925, 950, 975, 1000, 1025, 1050, 1075, 1100, 1125, 1150, 1175, 1200, 1225, 1250, 1275, 1300, 1350, 1400, 1450 или 1500°С. Температура отжига для получения композиции из электростали может составлять как минимум около 700, 725, 75, 775, 800, 825, 850, 875, 900, 925, 950, 975, 1000, 1025, 1050, 1075, 1100, 1125, 1150, 1175, 1200, 1225, 1250, 1275, 1300, 1350, 1400, 1450 или 1500°С, или же больше. Температура отжига для получения композиции из электростали может составлять максимум 1500, 1450, 1400, 1350, 1300, 1275, 1250, 1225, 1200, 1175, 1150, 1125, 1100, 1075, 1050, 1025, 1000, 975, 950, 925, 900, 875, 850, 825, 800, 775, 750, 725, 700°С или меньше. В некоторых вариантах осуществления температура отжига для нанесения алюминия может составлять около 850°С.
[00347] При любой температуре отжига увеличение продолжительности такого отжига может привести к увеличению общего количества элементарных соединений (например, кремния, алюминия), осаждаемых на подложку. В некоторых случаях, если легирующая присадка в шликере не была полностью исчерпана, в подложке может быть осаждено большее количество элементарных соединений. Время отжига для получения композиции из электростали может составлять около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 30, 40, 48, 50, 60, 70, 72, 80, 90 или 100 ч. Время отжига для получения композиции из электростали может составлять как минимум около 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 21, 22, 23, 24, 25, 30, 40, 48, 50, 60, 70, 72, 80, 90 или 100 ч, или же больше. Время отжига для получения композиции из электростали может составлять максимум около 100, 90, 80, 72, 70, 60, 50, 48, 40, 30, 25, 24, 23, 22, 21, 20, 19, 18, 17, 16, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4, 3, 2 или 1 ч, или же меньше.
[00348] Толщина наносимого слоя может не зависеть от исходного калибра или толщины подложки. Например, относительно подложки 0,5 мм может обеспечиваться возможность получения металлического слоя (или металлического диффузионного слоя), перекрывающего полную толщину подложки при повышенных температурах. Также дополнительно может обеспечиваться возможность использования более тонкой подложки для получения легированного слоя, включающего большую толщину подложки в процентном отношении, при разных условиях нанесения. В некоторых случаях шликеры по настоящему изобретению могут быть приготовлены с возможностью обеспечения слоя из оксида металла на поверхности. В некоторых случаях покрытие из оксида металла на поверхности может выступать в качестве изоляционного материала. В некоторых вариантах осуществления изолирующий слой может оставаться на поверхности подложки по завершении процесса формирования металлического (или металлического диффузионного слоя).
[00349] Наносимые элементарные соединения могут обладать конкретной поверхностной концентрацией в металлическом слое (или металлическом диффузионном слое), формируемом на одной или нескольких поверхностях подложки (например, подложка с улучшенными магнитными свойствами). Концентрация элементарных соединений на поверхности может составлять около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений на поверхности может составлять как минимум около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений на поверхности может составлять максимум около 20, 15, 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5, 4,5, 4, 3,5, 3, 2,5, 2, 1,5, 1, 0,5, 0,2, 0,1% масс. или меньше. В некоторых вариантах осуществления средняя концентрация кремния на поверхности подложки (например, подложки с улучшенными магнитными свойствами) может составлять около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10% масс. Средняя концентрация кремния на поверхности подложки может составлять максимум около 10, 9, 8, 7, 6,5, 6, 5, 4,5, 4, 3, 2, 1,5, 1% масс. или меньше. Средняя концентрация кремния на поверхности подложки может составлять как минимум около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10% масс. или больше. В некоторых вариантах осуществления средняя концентрация алюминия на поверхности подложки (например, подложки с улучшенными магнитными свойствами) может составлять около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20% масс. Средняя концентрация алюминия на поверхности подложки может составлять максимум около 20, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6,5, 6, 5, 4,5, 4, 3, 2, 1,5, 1% масс. или меньше. Средняя концентрация алюминия на поверхности подложки может составлять как минимум 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20% масс. или больше. В некоторых вариантах осуществления средняя концентрация кобальта на поверхности подложки (например, подложки с улучшенными магнитными свойствами) может составлять около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35, 40, 50, 55, 60% масс. Средняя концентрация кобальта на поверхности подложки может составлять максимум около 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6,5, 6, 5, 4,5, 4, 3, 2, 1,5, 1% масс. или меньше. Средняя концентрация кобальта на поверхности подложки может составлять как минимум около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35, 40, 50, 55, 60% масс. или больше. В некоторых вариантах осуществления средняя концентрация никеля на поверхности подложки (например, подложки с улучшенными магнитными свойствами)может составлять около 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35, 40, 50, 55, 60% масс. Средняя концентрация никеля на поверхности подложки может составлять максимум около 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 14, 13, 12, 11, 10, 9, 8, 7, 6,5, 6, 5, 4,5, 4, 3, 2, 1,5, 1% масс. или меньше. Средняя концентрация никеля на поверхности подложки может составлять как минимум 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 11, 12, 13, 14, 15, 20, 25, 30, 35, 40, 50, 55, 60% масс. или больше.
[00350] Концентрация элементарных соединений на диффузионной границе может составлять около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений на диффузионной границе может составлять как минимум около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений на диффузионной границе может составлять максимум около 20, 15, 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5, 4,5, 4, 3,5, 3, 2,5, 2, 1,5, 1, 0,5, 0,2, 0,1% масс. или меньше. Концентрация элементарных соединений внутри сердечника может составлять около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений внутри сердечника может составлять как минимум около 0,1, 0,2, 0,5, 1, 1,5, 2, 2,5, 3, 3,5, 4, 4,5, 5, 5,5, 6, 6,5, 7, 7,5, 8, 8,5, 9, 9,5, 10, 15, 20% масс. или больше. Концентрация элементарных соединений внутри сердечника может составлять максимум около 20, 15, 10, 9,5, 9, 8,5, 8, 7,5, 7, 6,5, 6, 5,5, 5, 4,5, 4, 3,5, 3, 2,5, 2, 1,5, 1, 0,5, 0,2, 0,1% масс. или меньше.
[00351] Концентрация элементарных соединений (например, кремния, алюминия, никеля или кобальта) может преимущественно линейно понижаться от поверхности этой подложки (например, подложки с улучшенными магнитными свойствами), проходя через металлический диффузионный слой, до диффузионной границы. В некоторых вариантах осуществления кремний в подложке с улучшенными магнитными свойствами может иметь концентрационный профиль, который преимущественно линейно понижается от поверхности этой подложки, проходя через металлический диффузионный слой, до диффузионной границы со степенью от около 0,001 до около 1% масс. на микрометр (мкм) (т.е., 1 микрометр = 10-6 метров). Концентрация кремния может понижаться со степенью от около 0,001 до около 0,005% масс., от около 0,001 до около 0,01% масс., от около 0,001 до около 0,05% масс., от около 0,001 до около 0,1% масс., от около 0,001 до около 0,5% масс., от около 0,001 до около 1% масс., от около 0,005 до около 0,01% масс., от около 0,005 до около 0,05% масс., от около 0,005 до около 0,1% масс., от около 0,005 до около 0,5% масс., от около 0,005 до около 1% масс., от около 0,01 до около 0,05% масс., от около 0,01 до около 0,1% масс., от около 0,01 до около 0,5% масс., от около 0,01 до около 1% масс., от около 0,05 до около 0,1% масс., от около 0,05 до около 0,5% масс., от около 0,05 до около 1% масс., от около 0,1 до около 0,5% масс., от около 0,1 до около 1% масс. или от около 0,5 до около 1% масс. Концентрационный профиль кремния в подложке с улучшенными магнитными свойствами может понижаться со степенью около 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1% масс.,/мкм. Степень изменения концентрационного профиля кремния в подложке с улучшенными магнитными свойствами может составлять как минимум около 0,001, 0,002, 0,003, 0,004, 0,005, 0,006, 0,007, 0,008, 0,009, 0,01, 0,02, 0,03, 0,04, 0,05, 0,06, 0,07, 0,08, 0,09, 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1% масс./мкм или больше. Степень изменения концентрационного профиля кремния в подложке с улучшенными магнитными свойствами может составлять максимум около 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1, 0,09, 0,08, 0,07, 0,06, 0,05, 0,04, 0,03, 0,02, 0,01, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001% масс./мкм или меньше
[00352] Профиль концентрации элементарных соединений (например, кремния, алюминия, никеля или кобальта) в подложке с улучшенными магнитными свойствами может быть преимущественно равномерным. В некоторых вариантах осуществления концентрационный профиль кремния может составлять от около 1 до около 5% масс., от около 1 до около 2% масс., от около 1 до около 3% масс., от около 1 до около 4% масс., от около 1 до около 5% масс., от около 2 до около 3% масс., от около 2 до около 4% масс., от около 2 до около 5% масс., от около 3 до около 4% масс., от около 3 до около 5% масс. или от около 4 до около 5% масс. Изменение верхнего и нижнего пределов диапазона концентрационного профиля может составлять максимум около 1, 0,5, 0,1, 0,05 или 0,01% масс. В некоторых вариантах осуществления концентрация элементарных соединений (например, концентрация на поверхности или концентрационный профиль) в подложке (например, подложке с улучшенными магнитными свойствами) может быть определена посредством энергодисперсионной рентгеновской спектроскопии (ЭДС), масс-спектрометрии с тлеющим разрядом, оптической эмиссионной спектроскопии тлеющего разряда или их сочетания.
[00353] В некоторых случаях два элементарных соединения (например, кремний и алюминий) могут быть совместно осаждены в металлический слой (или металлический диффузионный слой) с прилеганием к подложке и соблюдением конкретной концентрации на поверхности или концентрации на диффузионной границе. Например, кремний может быть нанесен с выдержкой концентрации на поверхности 10% масс., а алюминий может быть нанесен совместно с выдержкой концентрации на поверхности 6% масс. В некоторых случаях концентрации или градиенты концентрации совместно наносимых элементарных соединений могут отличаться. В некоторых случаях посредством нескольких этапов нанесения шликерного покрытия и отжига могут быть нанесены несколько элементарных соединений. Например, кремний и алюминий могут быть совместно нанесены путем нанесения сначала кремния во время первого процесса покрытия шликером и отжига, а затем - алюминия во время второго процесса нанесения шликера и отжига.
[00354] Как ни странно, было установлено, что высокая активность элементарных соединений, например, кремния при нанесении в действительности не оказывает положительное воздействие на формирование качественных электросталей. В некоторых случаях при нанесении слишком большого количества и избыточном повышении процентного соотношения элементарных соединений на поверхности может возникать разрушение со стороны подложки. Это может привести к образованию меньшего количества магнитных носителей для прохождения магнитного поля и его усиления, что приводит к повышенным потерям в сердечнике и меньшей проницаемости. Разрушение со стороны подложки в целом может привести к эффекту увеличения общего объема воздушных зазоров между пластинами. Для воздействия на локальную активность элементарных соединений с целью снижения интенсивности осаждения и, тем самым, предотвращения избыточного осаждения элементарных соединений на ранних этапах с одновременным достижением оптимальных концентраций элементарных соединений в металлическом слое имеются несколько способов.
[00355] В некоторых случаях активность или наличие элементарных соединений может регулироваться за счет осаждения этих соединений в отсутствие активатора галогенида. В некоторых случаях активность или наличие элементарных соединений может регулироваться за счет осаждения этих соединений при наличии среды, включающей газообразный водород. В некоторых случаях газообразный водород может выступать в качестве активатора для содействия переносу элементарных соединений в металлический слой (или металлический диффузионный слой), прилегающий к подложке. Не ограничиваясь теорией, газообразный водород может содействовать переносу элементарных соединений в металлический слой (или металлический диффузионный слой), прилегающий к подложке, посредством образования гидридов. Например, элементарные металлические соединения могут диффундировать в металлический слой (или металлический диффузионный слой) путем образования газообразных гидридов металлов, например, гидрида кремния, гидрида алюминия, гидрида никеля, гидрида кобальта или гидрида марганца. Перенос гидридных соединений может регулировать количество металла, способного диффундировать в металлический слой (или металлический диффузионный слой), прилегающий к подложке. Например, легирующая присадка может быть предназначена для вступления в реакцию с газообразным водородом для образования гидридного соединения, способного переноситься в подложку. В некоторых вариантах осуществления легирующая присадка, предназначенная для вступления в реакцию с газообразным водородом, может быть подобрана из числа алюминия, кремния и/или марганца.
[00356] Например, в случае осаждения кремния в металлический слой (или металлический диффузионный слой) эти способы могут предназначаться для снижения количества кремния, готового к осаждению, на основании следующих уравнений:
[00357] Si+Н2 → SiHx
[00358] SiHx+Fesub → Fe(Si)+H2
[00359] SiHx+Fe(Si) → FexSiy+H2
[00360] Когда кремний является исходным источником, водород активирует его переход к образованию летучего гидрида, такого как кремнистый водород. В вышеприведенных уравнения SiHx представляет собой эти летучие соединения кремния, Feподл. - стальную подложку, Fe(Si) - стальную подложку, легированную кремнием, a FexSiy - различные интерметаллические фазы, которые могут пагубно воздействовать на итоговые характеристики. В некоторых случаях снижение количества летучих соединений кремния посредством уменьшения активности кремния и концентрации водорода может привести к увеличению количества образующихся интерметаллических соединений. В некоторых случаях элементарное соединение (например, кремний или алюминий) может быть осаждено в металлический слой (или металлический диффузионный слой) в водородной среде или среде в виде смеси водорода и инертного газа. Смесь газов может включать около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95 или 99% водорода. Смесь газов может включать как минимум около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99% водорода. Смесь газов может включать как минимум около 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или менее 5% водорода. Инертный газ в смеси газов может представлять собой азот, гелий или аргон.
[00361] Осаждение таких элементарных соединений, как кремний, при наличии газов, отличных от водорода, может повлиять на уменьшение интенсивности перехода кремния на поверхность, а также на предотвращение образования хрупких силицидных фаз, которые выкрашиваются. Разрушение также можно регулировать посредством учета МСП и общей массы панелей с покрытием в отношении к общей печной среде.
[00362] В некоторых случаях может обеспечиваться возможность уменьшения интенсивности осаждения элементарных соединений посредством приготовления шликера с одним или несколькими соединениями, ограничивающими интенсивность переноса элементарных соединений. В некоторых случаях шликер может быть приготовлен с использованием легированных элементарных соединений, таких как ферросплавы (FeSi, FeNi, FeCo, FeAl, FeMn). В других случаях шликер может быть получен путем включения в его состав порошкообразного железа, которое может поглощать исходные атомы кремния, которые подложка не сможет вместить без выкрашивания. В некоторых случаях легированные соединения, такие как ферросплавы, могут содержать элементарные соединения (например, Si, Al, Со, Ni, Mn) с конкретным массовым или молярным соотношением. Легированное соединение может включать конкретное элементарное соединение с массовым или молярным соотношением около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95 или 99%. Легированное соединение может включать конкретное элементарное соединение с массовым или молярным соотношением как минимум около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 99 или более 99%. Легированное соединение может включать конкретное элементарное соединение с массовым или молярным соотношением максимум около 99, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5 или менее 5%.
[00363] Композиция из электростали может быть механическим способом изменена или сформована до, во время или после проведения процесса нанесения металлического слоя (или металлического диффузионного слоя). В некоторых случаях подложка может быть, например, подвергнуться прокату до меньшей толщины до нанесения металлического слоя (или металлического диффузионного слоя) на одну или несколько поверхностей подложки. В других случаях на подложку может быть сначала нанесен металлический слой (или металлический диффузионный слой), после чего она может быть сформована, например, путем проката до меньшей толщины. Изменение подложки может осуществляться в одной или нескольких плоскостях, включая увеличение или уменьшение толщины подложки до или после нанесения. На ФИГ. 9 представлен вид ПОДС в поперечном разрезе после проката с толщины 0,020 дюйма до толщины 0,008 дюйма и после нанесения металлического слоя с содержанием кремния 6,5%. В некоторых случаях подложка может подвергаться формованию до отжига металлического слоя. Например, в некоторых случаях из листа могут быть вырезаны части, на которые наносится шликер, который может быть подвержен отжигу для образования металлического слоя. В других случаях шликер может быть нанесен на лист до вырезания частей и формирования металлического слоя (или металлического диффузионного слоя).
[00364] Способ нанесения металлического слоя (или металлического диффузионного слоя) для получения композиции из электростали может включать более одного цикла отжига. Например, оптимальным вариантом может быть формирование начального металлического слоя (или металлического диффузионного слоя) на первом этапе отжига, а затем - механическое формование отожженной подложки (например, путем проката до меньшей толщины). В различных вариантах осуществления способов, описываемых согласно настоящему изобретению, как минимум одна плоскость подложки может быть сформована в течение одного процесса механического формования. В различных вариантах осуществления способов, описываемых согласно настоящему изобретению, как минимум одна плоскость подложки может быть сформована в течение нескольких процессов механического формования. В некоторых вариантах осуществления процесс механического формования подложки может включать прокат (например, холодный прокат). В некоторых вариантах осуществления несколько процессов механического формования могут включать первый и второй процессы такого формования. Первый и второй процессы механического формования могут быть отдельно подобраны из числа формования путем холодной вытяжки, правки растяжением, растяжения, правки, штамповки, ротационного выдавливания, профилировки, гидравлической вытяжки, формования с ЧПУ, отбортовки, обжима, загиба кромок, горячей штамповки, выдавливания и/или их сочетания. В некоторых вариантах осуществления механически сформованная плоскость подложки может быть тоньше средней толщины подложки. После формования подложки (например, механического формования как минимум одной плоскости) она может подвергнуться последующему этапу отжига при аналогичных или иных условиях отжига для дополнительного изменения концентрационного профиля осаждаемых элементарных соединений. В некоторых случаях один или несколько последовательных циклов отжига могут привести к увеличению проникновения элементарных соединений в сердечник подложки. В некоторых случаях при одном или нескольких последовательных циклах отжига может обеспечиваться однородная или практически однородная концентрация осаждаемых элементарных соединений по всей подложке, особенно в случае материалов малой толщины.
[00365] В некоторых вариантах осуществления механически сформованная подложка может подвергаться последовательному этапу отжига при температуре от около 500 до около 1 400°С. Температура последовательного этапа отжига может составлять от около 500 до около 600°С, от около 500 до около 700°С, от около 500 до около 800°С, от около 500 до около 900°С, от около 500 до около 1000°С, от около 500 до около 1100°С, от около 500 до около 1200°С, от около 500 до около 1300°С, от около 500 до около 1400°С, от около 600 до около 700°С, от около 600 до около 800°С, от около 600 до около 900°С, от около 600 до около 1000°С, от около 600 до около 1100°С, от около 600 до около 1200°С, от около 600 до около 1300°С, от около 600 до около 1400°С, от около 700 до около 800°С, от около 700 до около 900°С, от около 700 до около 1000°С, от около 700 до около 1100°С, от около 700 до около 1200°С, от около 700 до около 1300°С, от около 700 до около 1400°С, от около 800 до около 900°С, от около 800 до около 1000°С, от около 800 до около 1100°С, от около 800 до около 1200°С, от около 800 до около 1300°С, от около 800 до около 1400°С, от около 900 до около 1000°С, от около 900 до около 1100°С, от около 900 до около 1200°С, от около 900 до около 1300°С, от около 900 до около 1400°С, от около 1000 до около 1100°С, от около 1000 до около 1200°С, от около 1000 до около 1300°С, от около 1000 до около 1400°С, от около 1100 до около 1200°С, от около 1100 до около 1300°С, от около 1100 до около 1400°С, от около 1200 до около 1300°С, от около 1200 до около 1400°С или от около 1 300 до около 1400°С. Температура последующего отжига может составлять около 500, 600, 700, 800, 900, 1000, 1100, 1200, 1300 или 1400°С. Температура последующего отжига может составлять как минимум 500, 600, 700, 800, 900, 1000, 1100, 1200, 1300, 1400°С или больше. Температура последующего отжига может составлять максимум около 1400, 1300, 1200, 1110, 100, 900, 800, 700, 600, 500°С или меньше.
[00366] Подложка (например, подложка с улучшенными магнитными свойствами) может быть подвергнута процессу отжига, следующего за процессом механического формования, для достижения ферритной фазы и ее сохранения в течение определенного времени. Время, в течение которого подложка может подвергаться отжигу при достижении ферритной фазы, может составлять от около 10 секунд (с) до около 5 часов. Продолжительность может составлять как минимум около 10, 20, 30, 40, 50 с, 1, 30 мин, 1, 2, 3, 4, 5 ч или больше. Продолжительность может составлять максимум около 5, 4, 3, 2, 1 ч, 30, 1 мин, 50, 40, 30, 20, 10 с или меньше. Продолжительность может составлять около 10, 20, 30, 40, 50 с, 1, 30 мин, 1, 2, 3, 4 или 5 ч. В ферритной фазе как минимум 99% от объема подложки могут включать одну или несколько ферритных микроструктур. В ферритной фазе 100% подложки могут включать одну или несколько ферритных микроструктур. В ферритной фазе от 99 до 100% от объема подложки могут включать одну или несколько ферритных микроструктур.
[00367] Получение из подложки композиции из электростали может привести к изменению электрических и/или магнитных, и/или механических свойств исходной подложки. Измененные электрические и/или магнитные свойства могут включать в себя электропроводность, электрическое сопротивление, магнитные проницаемость и восприимчивость. Измененные механические свойства могут включать в себя прочность при растяжении, предел текучести, максимальное напряжение и трещиностойкость. Электрические и/или магнитные, и/или механические свойства композиции из электростали могут иметь равномерные показатели по всей поверхности этой композиции или могут варьироваться как функция глубины от ее поверхности. Изменение электрических и/или магнитных, и/или механических свойств может быть измерено относительно начальных свойств исходной подложки. Значения измененных свойств могут увеличиваться или уменьшаться путем формирования одного или нескольких металлических слоев (или металлических диффузионных слоев) на поверхности подложки или с прилеганием к ней. Значения свойств могут варьироваться при изменении температуры или применяемого магнитного и/или электрического поля.
[00368] Композиция из электростали может обладать конкретной электроповодимостью. Электропроводимость может быть измерена у поверхности композиции или как объемная характеристика. Композиция из электростали может обладать электропроводимостью как минимум около 1×106, 5×106, 10×106, 15×106, 20×106, 25×106, 30×106, 35×106, 40×106, 45×106, 50×106, 55×106, 60×106, 65×106, 70×106, 75×106, 80×106, 85×106, 90×106, 95×106, 100×106 Сименс на метр (См/м) или больше. Композиция из электростали может обладать электропроводимостью максимум около 100×106, 95×106, 90×106, 85×106, 80×106, 75×106, 70×106, 65×106, 60×106, 55×106, 50×106, 45×106, 40×106, 35×106, 30×106, 25×106, 20×106, 15×106, 10×106, 5×106, 1×106 Сименс на метр (См/м) или меньше. Электропроводимость может измеряться любым известным способом, например, с помощью омметра.
[00369] Электропроводимость подложки может быть увеличена или уменьшена в зависимости от параметров формирования композиции из электростали. Электропроводимость подложки может быть увеличена или уменьшена на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Электропроводимость подложки может быть увеличена или уменьшена на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00370] Композиция из электростали может обладать конкретной относительной магнитной проницаемостью. Относительная магнитная проницаемость может быть определена как отношение магнитной проницаемость вещества к магнитной проницаемости пустого пространства. Магнитная проницаемость может варьироваться в результате изменений температуры, напряженности или частоты магнитного поля. Относительная магнитная проницаемость может быть измерена у поверхности композиции или как объемная характеристика. Относительная магнитная проницаемость композиции из электростали может составлять как минимум около 1, 10, 50, 100, 500, 1000, 2000, 3000, 4000, 5000, 6000, 7000, 8000, 9000, 10000, 15000, 20000, 30000, 40000, 50000, 100000, 500000, 1000000 или больше. Относительная магнитная проницаемость композиции из электростали может составлять максимум около 1000000, 500000, 100000, 50000, 40000, 30000, 20000, 15000, 10000, 9000, 8000, 7000, 6000, 5000, 4000, 3000, 2000, 1000, 500, 100, 50, 10, 1 или меньше.
[00371] Относительная магнитная проницаемость подложки может быть увеличена или уменьшена в зависимости от параметров формирования композиции из электростали. Относительная магнитная проницаемость подложки может быть увеличена или уменьшена на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали, относительная магнитная проницаемость подложки может быть увеличена или уменьшена на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00372] Композиция из электростали по настоящему изобретению может обладать конкретными характеристиками потерь в сердечнике, потери в сердечнике могут быть измерены у поверхности композиции или как объемная характеристика. В некоторых случаях потери в сердечнике могут составлять около 15,0, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5, 4,9, 4,8, 4,7, 4,6, 4,5, 4,4, 4,3, 4,2, 4,1, 4,0, 3,9, 3,8, 3,7, 3,6, 3,5, 3,4, 3,3, 3,2, 3,1, 3,0, 2,9, 2,8, 2,7, 2,6, 2,5, 2,4, 2,3, 2,2, 2,1, 2,0, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2 или 0,1 Ватт на килограмм (Вт/кг). В некоторых случаях потери в сердечнике могут составлять максимум около 15,0, 14, 13, 12, 11, 10, 9, 8, 7, 6, 5,0, 4,9, 4,8, 4,7, 4,6, 4,5, 4,4, 4,3, 4,2, 4,1, 4,0, 3,9, 3,8, 3,7, 3,6, 3,5, 3,4, 3,3, 3,2, 3,1, 3,0, 2,9, 2,8, 2,7, 2,6, 2,5, 2,4, 2,3, 2,2, 2,1, 2,0, 1,9, 1,8, 1,7, 1,6, 1,5, 1,4, 1,3, 1,2, 1,1, 1,0, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2 или 0,1 Вт/кг, или же меньше. В некоторых случаях потери в сердечнике могут составлять как минимум около 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0,9, 1,0, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2,0, 2,1, 2,2, 2,3, 2,4, 2,5, 2,6, 2,7, 2,8, 2,9, 3,0, 3,1, 3,2, 3,3, 3,4, 3,5, 3,6, 3,7, 3,8, 3,9, 4,0, 4,1, 4,2, 4,3, 4,4, 4,5, 4,6, 4,7, 4,8, 4,9, 5,0, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15 Вт/кг или больше. Потери в сердечнике могут быть измерены любым способом, известным на этом уровне техники, таким как испытание слоев по методу Эпштейна, проверка одного листа двойным и одинарным ярмом.
[00373] Относительная магнитная проницаемость и/или потери в сердечнике могут быть измерены в условиях напряженности магнитного поля, составляющей как минимум около 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,7, 0,8, 0.9, 1, 1,5, 2 Т или больше. Относительная магнитная проницаемость и/или потери в сердечнике могут быть измерены в условиях напряженности магнитного поля, составляющей максимум около 2, 1,5, 1, 0,9, 0,8, 0,7, 0,6, 0,5, 0,4, 0,3, 0,2, 0,1 Т или меньше. Относительная магнитная проницаемость и/или потери в сердечнике могут быть измерены при частоте как минимум около 10, 50, 60, 100, 200, 300, 400, 500, 600, 700, 800, 900, 1000, 1 500, 2 000, 2 500, 3 000, 3 500, 4 000, 4 500, 5 000, 10000, 20000 Гц или больше. Относительная магнитная проницаемость и/или потери в сердечнике могут быть измерены при частоте максимум около 20000, 10000, 5000, 4500, 4000, 3500, 3000, 2500, 2000, 1500, 1000, 900, 800, 700, 600, 500, 400, 300, 200, 100, 60, 50 или меньше. В некоторых случаях увеличение температуры и продолжительности отжига может обеспечить уменьшение потерь в сердечнике. В некоторых случаях отжиг тонкого материала при высоких температурах в течение длительного времени может обеспечить получение электростали с крайне низкими потерями в сердечнике. Композиция из электростали может характеризоваться индукцией при 400 А/м, равной как минимум около 1, 1,1, 1,2, 1,3, 1,4, 1,5, 1,6, 1,7, 1,8, 1,9, 2,0 тесла (Т), или больше. Композиция из электростали может характеризоваться индукцией при 5000 А/м, равной как минимум около 1, 1.1, 1.2, 1.3, 1.4, 1.5, 1.6, 1.66, 1.7, 1.8, 1.9, 2.0 Тесла (Т), или больше. Магнитная проницаемость и/или потери в сердечнике могут быть измерены при конкретных условиях поля, таких как W10/50, W10/60, W10/400, W10/1000, W10/1500, W10/2500, W10/5000, W2/10000 или W0,5/20000. В данном обозначении первая цифра указывает на напряженность магнитного поля в тесла, умноженную на десять, а вторая - на частоту магнитного поля. Например, состояние поля при 0,1 Тесла и 1000 Гц будет обозначаться как W1/1000.
[00374] Потери в сердечнике подложки могут быть увеличены или уменьшены в зависимости от параметров формирования композиции из электростали. Потери в сердечнике подложки могут быть увеличены или уменьшены на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Потери в сердечнике подложки могут быть увеличены или уменьшены на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00375] Механические свойства композиции из электростали, включающей нанесенный металлический слой (металлический диффузионный слой) могут регулироваться за счет процедуры нанесения. Необходимые механические свойства композиции из электростали могут включать в себя прочность при растяжении, предел текучести, трещиностойкость и удлинение. Механические свойства композиции из электростали могут измеряться относительно конкретного калибра или толщины подложки с нанесенным металлическим слоем. В некоторых случаях толщина обработанной подложки при проведении испытаний на механические свойства может составлять около 0,001, 0,005, 0,009, 0,010, 0,011, 0,012, 0,015, 0,02, 0,05, 0,1, 0,125, 0,25, или 0,5 дюйма (1 дюйм равен 2,54 сантиметра). В некоторых случаях толщина обработанной подложки при проведении испытаний на механические свойства может составлять как минимум около 0,001, 0,005, 0,009, 0,010, 0,011, 0,012, 0,015, 0,02, 0,05, 0,1, 0,125, 0,25 или 0,5 дюйма, или же больше. В некоторых случаях толщина обработанной подложки при проведении испытаний на механические свойства может составлять максимум около 0,5, 0,25 0,2 0,125 0,1 0,05 0,02 0,015 0,012 0,011 0,010 0,009 0,005, 0,001 дюйма или меньше. На механические свойства может влиять количество элементарных соединений, осажденных в металлическом слое. Регулирование глубины и количества элементарных соединений в подложке может позволить осуществить оптимизацию электрических и механических свойств для разных вариантов применения. Например, к вращающимся электродвигателям предъявляются гораздо более строгие требования к прочности, чтобы они не разорвались, в то время как такое требование не распространяется на трансформаторы.
[00376] Композиция из электростали может обладать характеристикой прочности при растяжении. В некоторых случаях композиция из электростали может обладать прочностью на растяжение как минимум около 10 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа), 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях композиция из электростали может обладать прочностью при растяжении максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 кфунтов/кв. дюйм или меньше.
[00377] Прочность подложки при растяжении может быть увеличена или уменьшена в зависимости от параметров формирования композиции из электростали. Прочность подложки на растяжение может быть увеличена или уменьшена на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Прочность подложки на растяжение может быть увеличена или уменьшена на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00378] Композиция из электростали может обладать характеристикой предела текучести. В некоторых случаях композиция из электростали может обладать пределом текучести как минимум около 10 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа), 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 кфунтов/кв. дюйм или больше. В некоторых случаях композиция из электростали может обладать пределом текучести максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10 кфунтов/кв. дюйм или меньше.
[00379] Предел текучести подложки может быть увеличен или уменьшен в зависимости от параметров формирования композиции из электростали. Предел текучести подложки может быть увеличен или уменьшен на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Предел текучести подложки может быть увеличен или уменьшен на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00380] Композиция из электростали может обладать характеристикой удлинения или напряжения при деформации до разрушения. В некоторых случаях композиция из электростали может обладать характеристиками удлинения или напряжения около 1, 2, 2.5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%. В некоторых случаях композиция из электростали может обладать характеристиками удлинения или напряжения как минимум около 1, 2, 2.5, 3, 4, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 75 или 100%, или же больше. В некоторых случаях композиция из электростали может обладать характеристиками удлинения или напряжения максимум около 100, 75, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 4, 3, 2.5, 2, 1% или меньше.
[00381] Удлинение или напряжение подложки при деформации до разрушения может быть увеличено или уменьшено в зависимости от параметров формирования композиции из электростали. Удлинение или напряжение подложки может быть увеличено или уменьшено на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Удлинение или напряжение подложки может быть увеличено или уменьшено на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00382] Композиция из электростали может обладать конкретной трещиностойкостью. Трещиностойкость может представлять собой стойкость к хрупкому разрушению в таком материале, как электросталь. Трещиностойкость может измеряться как количество энергии, необходимое для распространения разрушения. Трещиностойкость композиции из электростали может составлять как минимум около 1 мегапаскаль-метр (МПа-м), 2, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 МПа-м или больше. Трещиностойкость композиции из электростали может составлять максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 2, 1 МПа-м или меньше. Трещиностойкость может быть измерена любым способом, известным на этом уровне техники, таким как испытание на ударный изгиб по Шарпи.
(МПа-м), 2, 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100 МПа-м или больше. Трещиностойкость композиции из электростали может составлять максимум около 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5, 2, 1 МПа-м или меньше. Трещиностойкость может быть измерена любым способом, известным на этом уровне техники, таким как испытание на ударный изгиб по Шарпи.
[00383] Трещиностойкость подложки может быть увеличена или уменьшена в зависимости от параметров формирования композиции из электростали. Трещиностойкость композиции из электростали с конкретной концентрацией элементарных соединений на поверхности может быть увеличена или уменьшена относительно подложки с однородной концентрацией аналогичных элементарных соединений по всему объему этой подложки. Например, композиция из электростали с концентрацией кремния на поверхности, равной 6,5% масс. и концентрацией кремния в сердечнике, равной 0% масс. может обладать повышенной трещиностойкостью в сравнении с подложкой с однородной концентрацией кремния на поверхности 6,5% масс. Трещиностойкость подложки может быть увеличена или уменьшена на около 5, 10, 15, 20, 25, 30, 35, 40, 45, 50, 55, 60, 65, 70, 75, 80, 85, 90, 95, 100, 125, 150, 200, 300, 400, 500% или больше в зависимости от параметров формирования композиции из электростали. Трещиностойкость подложки может быть увеличена или уменьшена на максимум около 500, 400, 300, 200, 150, 125, 100, 95, 90, 85, 80, 75, 70, 65, 60, 55, 50, 45, 40, 35, 30, 25, 20, 15, 10, 5% или меньше в зависимости от параметров формирования композиции из электростали.
[00384] Ухудшение электромагнитных и механических свойств может быть устранено с помощью легированных композиций, производимых нестандартными способами. Например, алюминий с концентрацией 5% масс. в стали обладает относительно низким пределом текучести, равным 45 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаль (МПа)) и легко формуется до малой толщины, но по показателям потерь в сердечнике сравним со сталью с концентрацией кремния, равной 3,0% масс. которую очень сложно сформовать до малой толщины. При использовании стандартных способов сталь с концентрацией алюминия 5% масс. очень сложно поддается литью, а вследствие увеличения количества кислорода при горячем прокате ее сложно штамповать без износа штампов. Диффузионные сплавы, такие как приведенные выше, демонстрировали показатели с концентрацией алюминия в стали 12% масс. без образования существенных интерметаллических фаз. Увеличенную концентрацию совместно нанесенных элементарных соединений, таких как алюминий, марганец, кобальт, никель и другие легирующие элементы с полезными магнитными свойствами, можно использовать для обеспечения конкретного предела текучести или прочности при растяжении без наличия хрупкости, которая возникает при добавлении кремния в количестве более 4%, в то же время обеспечивая получение таких же улучшенных свойств потерь в сердечнике. Сочетания легирующих элементов, таких как алюминий и кремний, могут обеспечивать наличие свойств, суммарно превосходящих их части. Например, сплав, включающий 6% алюминия, 84% железа и 10% кремния, может обладать проницаемостью гораздо большей, чем сплавы железа с эквивалентным содержанием кремния или алюминия. На ФИГ. 21А представлена микрофотография вследствие применения сканирующей растровой микроскопии алюминийсодержащей подложки с нанесенным металлическим слоем (или металлическим диффузионным слоем), включающей существенно повышенную концентрацию алюминия на поверхности. На ФИГ. 21В приведен график данных линейного сканирования с применением ЭДС композиции на ФИГ. 21А, на котором концентрация алюминия представлена в виде функции глубины. Из листа, соответствующего данному требованию, потенциально можно получить материал с электромагнитными свойствами, сильно превосходящими свойства изделий, имеющихся в настоящий момент.
[00385] Микроструктуры предлагаемых композиций из электростали могут обладать лучшими характеристиками при повышенных частотах, а также могут найти лучшее применение в этих сферах. Кроме того, при завершающем гомогенизирующем отжиге этих листов электростали также могут быть обеспечены исключительные характеристики и при пониженных частотах. Концентрация осажденных элементарных соединений в предлагаемых композициях из электростали может быть высока с одновременным сохранением пластичности и способности к формованию. Это может быть обеспечено благодаря низкому содержанию элементарных соединений (например, кремния или алюминия) в сердечнике материала, а также материалу может сообщаться способность к формованию до малой толщины. Существуют несколько процедур обработки, при которых раскрываются преимущества предлагаемых способов получения электросталей, описание которых приводится далее: 1) нанесение на подлодку большой толщины (например, 0,5 мм) так, чтобы обеспечивалось низкое содержание элементарных соединений в сердечнике, прокат до малой толщины (например, 0,1, 0,02 мм), что представляет сложность с монолитными сплавами с высоким содержанием кремния, с последующим нагревом стали для рекристаллизации зерен или даже нормализации содержания кремния по всей толщине; 2) на подложку малой толщины (например, 0,1, 0,02 мм), получение которой представляет сложность с монолитными сталями, может быть нанесен кремний, и она может использоваться в состоянии, как есть, 3) для штампованных деталей может использоваться подложка, покрытая шликером, которая после штамповки подлежит обжигу для получения сплава в готовой детали.
[00386] Зернистость подложки с улучшенными магнитными свойствами может отличаться от зернистости подложки до обработки с целью получения подложки с улучшенными магнитными свойствами. Изменение зернистости может привести к изменению свойств подложки (например, подложки с улучшенными магнитными свойствами или электростали). Например, уменьшенная зернистость может привести к увеличению прочности и стойкости материала, к примеру, трещиностойкости. В некоторых вариантах осуществления процесс получения подложки (например, подложки с улучшенными магнитными свойствами) может спровоцировать изменение зернистости этой подложки.
[00387] В некоторых вариантах осуществления способы получения подложки (например, подложки с улучшенными магнитными свойствами), раскрытые в настоящей заявке, могут спровоцировать изменение текстуры этой подложки. Например, подложка с улучшенными магнитными свойствами может иметь увеличенную текстуру в сопоставлении с исходной подложкой. В некоторых вариантах осуществления текстура может быть изменена путем нагрева, отжига, охлаждения или проката (например, холодного проката). Измененная текстура может спровоцировать изменение свойств подложки (например, электростали). Прокат (например, холодный прокат) может спровоцировать изменение свойств подложки для получения оптимальных свойств по направлению проката. Текстура, измененная путем применения способов, описанных в настоящей заявке, может привести к улучшению магнитных свойств (например, потерь в сердечнике) подложки. Например, потери в сердечнике на поверхности подложки с улучшенными магнитными свойствами могут быть как минимум на 5% меньше, чем на поверхности этой подложки до получения подложки с улучшенными магнитными свойствами.
[00388] В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами (например, электростали) могут быть от около 5 до около 40% меньшими, чем потери в сердечнике на поверхности подложки до получения подложки с улучшенными магнитными свойствами. Потери в сердечнике подложки с улучшенными магнитными свойствами (например, электростали) могут быть от около 5 до около 7%, от около 5 до около 9%, от около 5 до около 11%, от около 5 до около 13%, от около 5 до около 15%, от около 5 до около 17%, от около 5 до около 20%, от около 5 до около 25%, от около 5 до около 30%, от около 5 до около 35%, от около 5 до около 40%, от около 7 до около 9%, от около 7 до около 11%, от около 7 до около 13%, от около 7 до около 15%, от около 7 до около 17%, от около 7 до около 20%, от около 7 до около 25%, от около 7 до около 30%, от около 7 до около 35%, от около 7 до около 40%, от около 9 до около 11%, от около 9 до около 13%, от около 9 до около 15%, от около 9 до около 17%, от около 9 до около 20%, от около 9 до около 25%, от около 9 до около 30%, от около 9 до около 35%, от около 9 до около 40%, от около 11 до около 13%, от около 11 до около 15%, от около 11 до около 17%, от около 11 до около 20%, от около 11 до около 25%, от около 11 до около 30%, от около 11 до около 35%, от около 11 до около 40%, от около 13 до около 15%, от около 13 до около 17%, от около 13 до около 20%, от около 13 до около 25%, от около 13 до около 30%, от около 13 до около 35%, от около 13 до около 40%, от около 15 до около 17%, от около 15 до около 20%, от около 15 до около 25%, от около 15 до около 30%, от около 15 до около 35%, от около 15 до около 40%, от около 17 до около 20%, от около 17 до около 25%, от около 17 до около 30%, от около 17 до около 35%, от около 17 до около 40%, от около 20 до около 25%, от около 20 до около 30%, от около 20 до около 35%, от около 20 до около 40%, от около 25 до около 30%, от около 25 до около 35%, от около 25 до около 40%, от около 30 до около 35%, от около 30 до около 40% или от около 35 до около 40% меньшими, чем потери в сердечнике на поверхности подложки до получения подложки с улучшенными магнитными свойствами. Потери в сердечнике подложки с улучшенными магнитными свойствами (например, электростали) могут быть на около 5, 7, 9, 11, 13, 15, 17, 20, 25, 30, 35 или 40% меньшими, чем потери в сердечнике на поверхности подложки до получения подложки с улучшенными магнитными свойствами. Потери в сердечнике подложки с улучшенными магнитными свойствами (например, электростали) могут быть как минимум на около 5, 7, 9, 11, 13, 15, 17, 20, 25, 30, 35 или 40% меньшими, чем потери в сердечнике на поверхности подложки до получения подложки с улучшенными магнитными свойствами, или же еще меньше. Потери в сердечнике подложки с улучшенными магнитными свойствами (например, электростали) могут быть максимум на около 40, 35, 30, 25, 20, 17, 15, 13, 11, 9, 7, 5% меньшими, чем потери в сердечнике на поверхности подложки до получения подложки с улучшенными магнитными свойствами, или же еще меньше.
[00389] В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять от около 0,4 до около 4 Ватт на килограмм (Вт/кг) в условиях магнитного поля W10/60. Потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять от около 0,4 до около 0,5 Вт/кг, от около 0,4 до около 0,7 Вт/кг, от около 0,4 до около 1 Вт/кг, от около 0,4 до около 1,5 Вт/кг, от около 0,4 до около 2 Вт/кг, от около 0,4 до около 2,5 Вт/кг, от около 0,4 до около 3 Вт/кг, от около 0,4 до около 3,5 Вт/кг, от около 0,4 до около 4 Вт/кг, от около 0,5 до около 0,7 Вт/кг, от около 0,5 до около 1 Вт/кг, от около 0,5 до около 1,5 Вт/кг, от около 0,5 до около 2 Вт/кг, от около 0,5 до около 2,5 Вт/кг, от около 0,5 до около 3 Вт/кг, от около 0,5 до около 3,5 Вт/кг, от около 0,5 до около 4 Вт/кг, от около 0,7 до около 1 Вт/кг, от около 0,7 до около 1,5 Вт/кг, от около 0,7 до около 2 Вт/кг, от около 0,7 до около 2,5 Вт/кг, от около 0,7 до около 3 Вт/кг, от около 0,7 до около 3,5 Вт/кг, от около 0,7 до около 4 Вт/кг, от около 1 до около 1,5 Вт/кг, от около 1 до около 2 Вт/кг, от около 1 до около 2,5 Вт/кг, от около 1 до около 3 Вт/кг, от около 1 до около 3,5 Вт/кг, от около 1 до около 4 Вт/кг, от около 1,5 до около 2 Вт/кг, от около 1,5 до около 2,5 Вт/кг, от около 1,5 до около 3 Вт/кг, от около 1,5 до около 3,5 Вт/кг, от около 1,5 до около 4 Вт/кг, от около 2 до около 2,5 Вт/кг, от около 2 до около 3 Вт/кг, от около 2 до около 3,5 Вт/кг, от около 2 до около 4 Вт/кг, от около 2,5 до около 3 Вт/кг, от около 2,5 до около 3,5 Вт/кг, от около 2,5 до около 4 Вт/кг, от около 3 до около 3,5 Вт/кг, от около 3 до около 4 Вт/кг или от около 3,5 до около 4 Вт/кг в условиях магнитного поля W10/60, Потери в сердечнике могут составлять около 0,4, 0,5, 0,7, 1, 1,5, 2, 2,5, 3, 3,5 или 4 Вт/кг в условиях магнитного поля W10/60. Потери в сердечнике могут составлять максимум около 3,5, 3, 2,5, 2, 1,5, 1, 0,7, 0,5, 0,4 Вт/кг или меньше в условиях магнитного поля W10/60. Потери в сердечнике могут составлять как минимум около 0,4, 0,5, 0,7, 1, 1,5, 2, 2,5, 3, 3,5 Вт/кг или больше в условиях магнитного поля W10/60.
[00390] В некоторых вариантах осуществления потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять от около 350 до около 1 500 Ватт на килограмм (Вт/кг) в условиях магнитного поля W10/5 000. Потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять от около 300 до около 400 Вт/кг, от около 300 до около 500 Вт/кг, от около 300 до около 600 Вт/кг, от около 300 до около 750 Вт/кг, от около 300 до около 900 Вт/кг, от около 300 до около 1100 Вт/кг, от около 300 до около 1300 Вт/кг, от около 300 до около 1500 Вт/кг, от около 400 до около 500 Вт/кг, от около 400 до около 600 Вт/кг, от около 400 до около 750 Вт/кг, от около 400 до около 900 Вт/кг, от около 400 до около 1100 Вт/кг, от около 400 до около 1300 Вт/кг, от около 400 до около 1500 Вт/кг, от около 500 до около 600 Вт/кг, от около 500 до около 750 Вт/кг, от около 500 до около 900 Вт/кг, от около 500 до около 1100 Вт/кг, от около 500 до около 1300 Вт/кг, от около 500 до около 1500 Вт/кг, от около 600 до около 750 Вт/кг, от около 600 до около 900 Вт/кг, от около 600 до около 1100 Вт/кг, от около 600 до около 1 300 Вт/кг, от около 600 до около 1500 Вт/кг, от около 750 до около 900 Вт/кг, от около 750 до около 1100 Вт/кг, от около 750 до около 1300 Вт/кг, от около 750 до около 1500 Вт/кг, от около 900 до около 1100 Вт/кг, от около 900 до около 1300 Вт/кг, от около 900 до около 1500 Вт/кг, от около 1100 Вт/кг до около 1300 Вт/кг, от около 1100 до около 1500 Вт/кг или от около 1300 до около 1500 Вт/кг в условиях магнитного поля W10/5000. Потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять около 300, 400, 500, 600, 750, 900, 1100, 1300 или 1500 Вт/кг в условиях магнитного поля W10/5000. Потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять как минимум около 300, 400, 500, 600, 750, 900, 1100, 1300 или больше в условиях магнитного поля W10/5000. Потери в сердечнике подложки с улучшенными магнитными свойствами могут составлять максимум около 1300, 1100, 900, 750, 600, 500, 400, 300 или меньше в условиях магнитного поля W10/5000.
[00391] В некоторых вариантах осуществления трещиностойкость подложки (например, подложки с улучшенными магнитными свойствами или электростали) может составлять от около 10 до около 20 МПа-м1/2, от около 10 до около 30 МПа-м1/2, от около 10 до около 40 МПа-м1/2, от около 10 до около 50 МПа-м1/2, от около 10 до около 60 МПа-м1/2, от около 10 до около 70 МПа-м1/2, от около 10 до около 80 МПа-м1/2, от около 10 до около 90 МПа-м1/2, от около 10 до около 100 МПа-м1/2, от около 10 до около 110 МПа-м1/2, от около 10 до около 120 МПа-м1/2, от около 20 до около 30 МПа-м1/2, от около 20 до около 40 МПа-м1/2, от около 20 до около 50 МПа-м1/2, от около 20 до около 60 МПа-м1/2, от около 20 до около 70 МПа-м1/2, от около 20 до около 80 МПа-м1/2, от около 20 до около 90 МПа-м1/2, от около 20 до около 100 МПа-м1/2, от около 20 до около ПО МПа-м1/2, от около 20 до около 120 МПа-м1/2, от около 30 до около 40 МПа-м1/2, от около 30 до около 50 МПа-м1/2, от около 30 до около 60 МПа-м1/2, от около 30 до около 70 МПа-м1/2, от около 30 до около 80 МПа-м1/2, от около 30 до около 90 МПа-м1/2, от около 30 до около 100 МПа-м1/2, от около 30 до около 110 МПа-м1/2, от около 30 до около 120 МПа-м1/2, от около 40 до около 50 МПа-м1/2, от около 40 до около 60 МПа-м1/2, от около 40 до около 70 МПа-м1/2, от около 40 до около 80 МПа-м1/2, от около 40 до около 90 МПа-м1/2, от около 40 до около 100 МПа-м1/2, от около 40 до около ПО МПа-м1/2, от около 40 до около 120 МПа-м1/2, от около 50 до около 60 МПа-м1/2, от около 50 до около 70 МПа-м1/2, от около 50 до около 80 МПа-м1/2, от около 50 до около 90 МПа-м1/2, от около 50 до около 100 МПа-м1/2, от около 50 до около 110 МПа-м1/2, от около 50 до около 120 МПа-м1/2, от около 60 до около 70 МПа-м1/2, от около 60 до около 80 МПа-м1/2, от около 60 до около 90 МПа-м1/2, от около 60 до около 100 МПа-м1/2, от около 60 до около 110 МПа-м1/2, от около 60 до около 120 МПа-м1/2, от около 70 до около 80 МПа-м1/2, от около 70 до около 90 МПа-м1/2, от около 70 до около 100 МПа-м1/2, от около 70 до около 110 МПа-м1/2, от около 70 до около 120 МПа-м1/2, от около 80 до около 90 МПа-м1/2, от около 80 до около 100 МПа-м1/2, от около 80 до около 110 МПа-м1/2, от около 80 до около 120 МПа-м1/2, от около 90 до около 100 МПа-м1/2, от около 90 до около 110 МПа-м1/2, от около 90 до около 120 МПа-м1/2, от около 100 до около 110 МПа-м1/2, от около 100 до около 120 МПа-м1/2 или от около 110 до около 120 МПа-м1/2. Трещиностойкость подложки (например, подложки с улучшенными магнитными свойствами или электростали) может составлять 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 110 или 120 МПа-м1/2. Трещиностойкость подложки (например, подложки с улучшенными магнитными свойствами или электростали) может составлять как минимум 10, 20, 30, 40, 50, 60, 70, 80, 90, 100, 110 или больше. Трещиностойкость подложки (например, подложки с улучшенными магнитными свойствами или электростали) может составлять максимум 110, 100, 90, 80, 70, 60, 50, 40, 30, 20, 10 МПа-м1/2 или меньше. Компьютерные системы
[00392] Согласно настоящему изобретению предлагаются компьютерные системы, запрограммированные на реализацию способов согласно настоящему изобретению. На ФИГ. 4 представлена компьютерная система управления 401, запрограммированная или иным образом настроенная на получение шликера и/или нанесения шликерного покрытия на подложку. Компьютерная система управления 401 может регулировать различные аспекты относительно способов по настоящему изобретению, например, такие как способы получения шликера и нанесения шликерного покрытия на подложку. Компьютерная система управления 401 может быть внедрена на пользовательском электронном устройстве или компьютерной системе, находящейся на удалении от электронного устройства. Электронное устройство может быть представлено мобильным электронным устройством.
[00393] Компьютерная система 401 включает в себя центральный процессор (ЦП, в настоящем документе также именуемый «процессор» и «компьютерный процессор») 405, который может быть представлен одно- или многоядерным процессором, или же несколько процессоров для параллельной обработки. Компьютерная система управления 401 также включает в себя запоминающее устройство или область памяти 410 (например, оперативное запоминающее устройство, постоянное запоминающее устройство, флэш-память), электронную ячейку памяти 415 (например, жесткий диск), интерфейс связи 420 (например, сетевой адаптер) для обмена данными с одной или несколькими другими системами, и периферийные устройства 425, такие как кэш-память, другие запоминающие устройства, хранилище данных и/или адаптеры электронного дисплея. Запоминающее устройство 410, ячейка памяти 415, интерфейс 420 и периферийные устройства 425 связаны с ЦП 405 посредством шины связи (непрерывных линий), такой как материнская плата. Ячейка памяти 415 может представлять собой блок хранения данных (или архив данных) для хранения информации. Компьютерная система управления 401 может быть быстро подключена к компьютерной сети (далее - сеть) 430 с помощью интерфейса связи 420. Сеть 430 может быть представлена Интернетом, который представлен собственно Интернетом и/или внешней сетью или внутренней и/или внешней сетью с Интернет-подключением. Сеть 430 в некоторых случаях представлена телекоммуникационной сетью и/или сетью передачи данных. Сеть 430 может включать в себя один или несколько компьютерных серверов, которые могут обеспечивать распределенную обработку данных, такую как облачная обработка данных. Сеть 430 может (в некоторых случаях с помощью компьютерной системы 401) обеспечивать реализацию одноуровневой сети, которая может обеспечивать работу устройств, сопряженных с компьютерной системой 401, в качестве клиента или сервера.
[00394] ЦП 405 может выполнять ряд машиночитаемых команд, которые могут быть воплощены в виде программы или программного обеспечения. Команды могут храниться в области памяти, такой как запоминающее устройство 410. Команды могут направляться на ЦП 405, который впоследствии может осуществлять программирование или настройку ЦП 405 иным образом для реализации способов по настоящему изобретению. Примерами операций, выполняемых ЦП 405, могут служить «вызов», «дешифровка», «выполнение» и «обратная запись».
[00395] ЦП 405 может являться частью схемы, такой как интегральная микросхема. В схему может быть включен один или несколько других компонентов системы 401. В некоторых случаях схема представлена специализированной микросхемой (ASIC).
[00396] В ячейке памяти 415 могут храниться такие файлы, как драйверы, библиотеки и сохраненные программы. В ячейке памяти 415 могут храниться такие пользовательские данные, как пользовательские настройки и программы. В некоторых случаях компьютерная система 401 может включать в себя один или несколько дополнительных блоков хранения данных, являющихся внешними по отношению к этой системе, например, блоки, расположенные на удаленном сервере, связанном с компьютерной системой 401 посредством внутренней сети или через Интернет.
[00397] Компьютерная система 401 может обмениваться данными с одной или несколькими удаленными компьютерными системами посредством сети 430. Например, компьютерная система 401 может обмениваться данными с удаленной компьютерной системой пользователя (например, пользователя, контролирующего изготовление подложки с шликерным покрытием). Примерами удаленных компьютерных систем служат персональные компьютеры (например, портативные ПК), компактные и стандартные планшетные ПК (например, Apple® iPad, Samsung® Galaxy Tab), телефоны, смартфоны (например, Apple® iPhone, устройства на платформе Android, Blackberry®) или карманные компьютеры. Посредством сети 430 пользователь может получать доступ к компьютерной системе 401.
[00398] Способы, описанные в настоящем документе, могут быть реализованы посредством набора команд, исполнимого машиной (например, компьютерным процессором), хранимым на электронном запоминающем устройстве компьютерной системы 401, например, такой как запоминающее устройство 410 или электронная ячейка памяти 415. Набор команд, исполнимый машиной, или машиночитаемый код могут быть представлены в виде программного обеспечения. При использовании набор команд может быть выполнен процессором 405. В некоторых случаях набор команд может быть получен из ячейки памяти 415 и сохранен на запоминающем устройстве 410 для получения быстрого доступа процессором 405. В некоторых ситуациях работа электронной ячейки памяти 415 может быть нарушена, и команды, исполнимые машиной, будут храниться на запоминающем устройстве 410.
[00399] Набор команд может быть предварительно скомпилирован и сконфигурирован для использования на машине с процессором, приспособленным для выполнения этого набора команд, либо же компиляция может выполняться во время работы. Набор команд может быть составлен на языке программирования, который может быть подобран исходя из необходимости выполнения этого набора в предварительно скомпилированном или компилируемом виде.
[00400] Аспекты систем и способов, предлагаемых в настоящем документе, такие как компьютерная система 401, могут быть осуществлены путем программирования. Различные аспекты настоящей технологии можно понимать как «продукты» или «изделия», как правило, в виде набора команд, исполнимого машиной (или процессором), и/или связанных данных, которые выполняются или осуществляются на машиночитаемом носителе данных какого-либо вида. Набор команд, исполнимый машиной, может храниться в электронной ячейке памяти, такой как запоминающее устройство (например, постоянное запоминающее устройство, оперативное запоминающее устройство, флэш-память) или жесткий диск. Запоминающий носитель может включать в себя любой или все материальные запоминающие устройства компьютеров, процессоров и подобных им устройств или связанных с ними модулей, таких как различные полупроводниковые запоминающие устройства, ленточные накопители, дисковые накопители и т.п., которые могут обеспечивать долговременное хранение информации в любой момент времени для составления программного обеспечения. Программное обеспечение целиком или частично может время от времени обмениваться данными через Интернет или различные телекоммуникационные сети. Такой обмен данными может, например, обеспечить возможность загрузки программного обеспечения с одного компьютера на другой компьютер или процессор, например, с сервера управления или хост-компьютера на компьютерную платформу сервера приложений. Таким образом, другой вид носителя, который может вмещать элементы программного обеспечения, включает в себя использование оптических, электрических и электромагнитных волн, например, используемых в физических интерфейсах локальных устройств, при помощи проводных и оптических наземных сетей связи и различных воздушных линий связи. В качестве носителей программного обеспечения также могут быть рассмотрены физические элементы, несущие такие волны, например, проводные или беспроводные, оптические линии связи или т.п. В контексте применения в настоящем документе такие термины как «носитель, читаемый компьютером», или «машиночитаемый носитель», относятся к любому носителю, участвующему в передаче команд на процессор для исполнения, если такой носитель не ограничивается материальным носителем для долговременного хранения информации.
[00401] Таким образом, машиночитаемый носитель, такой как набор команд, исполнимых компьютером, может принимать многие формы, включая, помимо прочего, материальный носитель данных, носитель с несущими частотами или физическую среду передачи данных. Энергонезависимые носители данных включают в себя, например, оптические или магнитные диски, например, подобные запоминающим устройствам на любом компьютере или т.п., которые могут быть использованы для реализации баз данных, представленных на чертежах, и т.д. Энергозависимые носители данных включают в себя динамическую память, такую как основное запоминающее устройство какой-либо компьютерной платформы. Материальные среды передачи данных включают в себя коаксиальные кабели из медных проводов или оптоволокна, включая провода, предполагающие наличие шины в компьютерной системе. Среды передачи данных с несущими частотами могут иметь вид электрических или электромагнитных сигналов или же звуковых или световых волн по типу тех, которые генерируются при радиочастотном (РЧ) и инфракрасном (ИК) обмене данными. Таким образом, распространенные виды машиночитаемых носителей данных включают в себя, например: дискету, гибкий диск, жесткий диск, магнитную ленту, любой иной магнитный носитель данных, CD-ROM, DVD или DVD-ROM, любой другой оптический носитель данных, перфокарты, перфоленту, любые другие физические носители данных с образами или отверстиями, RAM, ROM, PROM и EPROM, FLASH-EPROM, любую другую схему памяти или картридж, несущую волну для передачи данных или команд, кабели или линии связи, передающие такую несущую волну, или любой другой носитель данных, с которого компьютер может считывать программный код и/или данные. Многие из этих форм машиночитаемых носителей данных могут быть задействованы для передачи одной или нескольких последовательностей одной или нескольких команд на процессор для выполнения.
[00402] Компьютерная система 401 может включать в себя или быть подключенной к электронному дисплею 435, который, в свою очередь, включает пользовательский интерфейс (UI) 440 для выдачи, например, параметров для получения шликера и/или нанесения этого шликера на подложку. Примеры UI включают в себя, помимо прочего, графический интерфейс пользователя (GUI) и пользовательский веб-интерфейс.
[00403] Способы и системы по настоящему изобретению могут быть реализованы посредством одного или нескольких алгоритмов. Алгоритм может быть реализован посредством программного обеспечения после выполнения центральным процессором 405. Например, алгоритм может регулировать скорость сдвига при перемешивании шликера, количество каждого ингредиента, добавляемого в шликерную смесь, и порядок добавления этих ингредиентов в нее. В качестве другого примера алгоритм может регулировать скорость, с которой шликер наносится на подложку, и количество слоев, наносимых на нее.
ПРИМЕРЫ
Пример 1
[00404] Подложка была обработана шликером, включающим кремний, для получения кремнийсодержащего металлического слоя. На ФИГ. 11А-11С представлена глубина, достигаемая при дозировках 0,033, 0,019 и 0,11 г/дюйм по массе сухой пленки (МСП) соответственно для состава шликера №4 в таблице 1 после отжига при 950 градусах С в течение 10 часов. Выделенные рамкой линейные сканирования при проведении энергодисперсионной спектроскопии (ЭДС) красного цвета показывают массовую долю кремния в виде функции глубины проникновения в слой диффузионного сплава. Очевидно, что при меньших дозировках глубина уменьшается, а концентрация кремния на поверхности поступательно снижается как функция общего количества кремния, вводимого в систему, по начальной массе покрытия.
[00405] Было установлено, что увеличенная дозировка обеспечивает осаждение кремния в большем объеме, но при повышении дозировки регулярно возникало ухудшение характеристик. Регулярно повторяющийся объект представлен на ФИГ. 12 (0,078 г/дюйм МСП при использовании состава шликера №4), согласно которому видно, что концентрация кремния на поверхности повышена, но наблюдается недостаточная толщина подложки во многих местах вследствие разрушения со стороны подложки. Такое разрушение со стороны подложки возникает вследствие образования повышенной концентрации кремниевых фаз, обладающих хрупкостью и строением кристаллической решетки, существенно отличающимся от ферритной стали. Предполагается, что такая разница в составе и фазе приводит к отслоению участков с повышенным содержанием кремния, проявляющемуся в виде локальных потерь в объеме подложки. Действительно, в этих областях разрушения четко считывается сигнал о повышенном содержании кремния при ЭДС. Важно оптимизировать количество осаждаемого кремния с учетом объема разрушения со стороны подложки, которое будет происходить при нанесении кремния. При оптимальном нанесении будет обеспечиваться максимальная возможная концентрация кремния на поверхности без серьезного воздействия на шероховатость поверхности подложки.
Пример 2
[00406] На стальные подложки был нанесен шликер, включающий кремний, при различных температурах отжига. При повышенной температуре были достигнуты ускоренная диффузия и небольшое повышение концентрации кремнистого сплава на поверхности для заданной глубины диффузии. На ФИГ. 13A-13D представлена глубина легированного слоя на основании температуры отжига в течение двадцати часов при температуре 925, 900, 875 и 850°С соответственно.
[00407] Толщина наносимого металлического слоя (или металлического диффузионного слоя) не зависела от исходной толщины подложки. Относительно подложки 0,5 мм, представленной выше, можно обеспечить легированный слой, проходящий по всей толщине при повышенных температурах. Также дополнительно может обеспечиваться возможность использования более тонкой подложки для получения легированного слоя, включающего большую толщину подложки в процентном отношении. Пример 3
[00408] На стальные подложки был нанесен шликер, включающий кремний, при различном времени отжига. При любой температуре отжига увеличение продолжительности такого отжига приводило к увеличению общего количества кремния, осаждаемого на подложку. Особенно это проявлялось при условии, что кремний в шликере не был истощен. На ФИГ. 14А-14С представлена глубина сплава и профиль кремния при ЭДС в виде функции времени отжига при температуре 925 градусов С в течение 5, 10 и 20 часов соответственно.
[00409] Данные легированные слои увеличивались со скоростью, приблизительно равной квадратному корню значения времени, обусловленному законом диффузии. Характеристики глубины диффузии могут существенно отклоняться на более тонкой стороне по мере снижения активности кремния на поверхности подложки, из-за чего показатели при ранних дозировках и той же продолжительности и времени демонстрируют уменьшенную глубину. Пример 4
[00410] На стальные подложки был нанесен шликер, включающий кремний, в различных средах. На ФИГ. 15А представлено формирование металлического слоя (или металлического диффузионного слоя) в смеси водорода 35% с аргоном. На ФИГ. 15В представлено формирование металлического слоя (или металлического диффузионного слоя) среде чистого водорода. Разрушение со стороны подложки может быть уменьшено больше при использовании смеси водорода и аргона, чем чистого аргона.
[00411] На стальные подложки был нанесен шликер, включающий кремний в виде порошкообразного ферросилиция, а не чистого кремния. На ФИГ. 16А представлен металлический слой (или металлический диффузионный слой), формируемые с помощью шликера, содержащего ферросилиций. На ФИГ. 16В представлен металлический слой (или металлический диффузионный слой), формируемые с помощью шликера, содержащего кремний. Использование ферросилиция привело к снижению разрушения со стороны подложки, благодаря чему уменьшилась шероховатость поверхности.
Пример 5
[00412] Для определения влияния условий обработки на электрические характеристики получаемых композиций из электростали в отношении стальных подложек были проведены измерения потерь в сердечнике в различных условиях.
[00413] Было установлено, что исходное нанесение обеспечивает характеристики потерь в сердечнике в условия W10/60, которые могут быть оценены на основании подбора по вышеприведенному набору данных в JMP. Подбор данных в JMP представлен на ФИГ. 17.
[00414] Эти данные показывают, что надлежащий химический состав подложки, активность источника кремния и толщина являются важными факторами при выборе условий формирования металлического слоя (или металлического диффузионного слоя). Кроме того, увеличение температуры и продолжительности отжига обеспечивают уменьшение потерь в сердечнике. Очевидно, что при отжиге материалов малой толщины при высоких температурах в течение длительного периода времени может обеспечиваться получение материалов с крайне низкими потерями в сердечнике.
Пример 6
[00415] Еще одним важным набором свойств, которые могут в значительно степени регулироваться за счет процедуры нанесения, являют механические свойства листовой стали. Эти свойства представлены в виде функции условий отжига на ФИГ. 18A-18D. На ФИГ. 18Е представлен график измеряемого предела текучести в виде функции % глубины проникновения диффузионной границы в подложку. Предел текучести существенно уменьшается при увеличении концентрации кремния в сердечнике подложки.
[00416] Исходя из этих данных, очевидно, что количество наносимого кремния может оказывать существенное воздействие на механические свойства. Регулирование этой глубины и количества кремния в подложке может позволить осуществить оптимизацию электрических и механических свойств для разных вариантов применения.
Пример 7
[00417] Данные на ФИГ. 19 отражают характеристики электросталей, полученных разными способами, а также демонстрируют положительные эффекты разных глубин легирования и концентраций для подложек разной толщины. Исходя из этих данных, делается вывод о том, что листы из электростали с использованием ПОДС демонстрируют пропорционально лучшие характеристики при повышенных частотах в сравнении с их эквивалентами в монолитном исполнении. Кроме того, очевидно, что листы из электростали имеют лучшие показатели, чем сталь аналогичной толщины, а также что увеличение легирования приводит к еще большему уменьшению потерь в сердечнике.
Пример 8
[00418] Была измерена зависимость деформации от напряжения в отношении ПОДС с содержанием кремния 6,5% толщиной 0,020 дюйма. На ФИГ. 8А представлена микрофотография вследствие применения сканирующей растровой микроскопии поперечного сечения ПОДС. На ФИГ. 9С представлены измерения вследствие сканирующей растровой микроскопии концентрации кремния в виде функции глубины в ПОДС, представленном на ФИГ. 8А. На ФИГ. 8В представлены измерения зависимости деформации от напряжения относительно ПОДС, представленного на ФИГ. 8А. ПОДС демонстрирует прочность при растяжении более 40 кфунтов/кв. дюйм (килофунтов на квадратный дюйм) (причем 1 кфунт/кв. дюйм = 6,8947572932 мегапаскаля (МПа)) при удлинении 13%.
Пример 9
[00419] ПОДС был синтезирован с концентрацией кремния на поверхности подложки 4,5% масс. причем исходная композиция включала 2,25% масс. кремния и 1,7% масс. алюминия по всему ее объему. На ФИГ. 20А представлен схематический вид концентрации кремния в подложке, а на ФИГ. 20В представлены измерения при линейном сканировании в процессе ЭДС концентрации кремния в ПОДС в виде функции глубины после нанесения металлического слоя. Были измерены потери в сердечнике относительно ПОДС с содержанием кремния 4,5% масс. и промышленной кремнийсодержащей электростали в ряде условий магнитного поля. Напряженность магнитного поля варьировалась от 0,05 до 1,0 Т. Частота магнитного поля варьировалась от 50 до 20000 Гц. По результатам измерений потери в сердечнике композиции из ПОДС были меньше во всех условиях магнитного поля в сравнении с промышленной кремнийсодержащей сталью.
Пример 10
[00420] Осуществляется получение композиций из ПОДС посредством совместного нанесения кремния и алюминия на подложку при исходной композиции, содержащей 2,25% масс. кремния и 1,7% масс. алюминия. Композиция из ПОДС получают так, чтобы концентрация кремния на поверхности составляла либо 2,25 (без внесения кремния в легирующую присадку), 4,5, 6,5, либо 10% масс. Композиция из ПОДС получают так, чтобы концентрация алюминия на поверхности составляла либо 1,7 (без внесения алюминия в легирующую присадку), 3, 4,5, либо 6% масс. Композиции из ПОДС испытываются на потери в сердечнике и трещиностойкость с образцами неизмененных подложек и промышленной стали с содержанием кремния 3% масс. в качестве контрольных образцов. Композиции из ПОДС демонстрируют как минимум на 5% меньшие потери в сердечнике, чем неизмененные подложки и промышленные кремнийсодержащие стали, причем потери в сердечнике уменьшаются при увеличении содержания кремния. Композиции из ПОДС также демонстрируют как минимум на 5% большую трещиностойкость, чем неизмененные подложки и промышленные кремнийсодержащие стали, причем трещиностойкость увеличивается при увеличении содержания алюминия.
Пример 11
[00421] В данном примере представлены характеристики потерь в сердечнике подложек с улучшенными магнитными свойствами, полученных согласно способам, описываемым в настоящей заявке. На ФИГ. 23 представлены потери в сердечнике двух примеров электросталей (2301 и 2302). Марка электростали 2301 имеет толщину 0,004 дюйма, или 0,10 мм, и потери в сердечнике в ней составляют 10 Вт/кг при 1 Тесла и 400 Гц с одновременным сохранением индукции более 1,71 Т при напряженности поля 5000 А/м (не представлено). Марка электростали 2302 имеет толщину 0,007 дюйма, или 0,18 мм, и потери в сердечнике в ней составляют 11 Вт/кг при 1 Тесла и 400 Гц с одновременным сохранением магнитной индукции более 1,75 Т при напряженности поля 5000 А/м (не представлено).
[00422] Несмотря на то, что в настоящем документе были показаны и описаны предпочтительные варианты осуществления настоящего изобретения, специалистам в данной области техники будет очевидно, что такие варианты осуществления представлены только в качестве примера. Не предполагается, чтобы изобретение ограничивалось конкретными примерами, приводимыми в спецификации. В то время как изобретение было описано со ссылкой на спецификацию выше, описания и иллюстративные примеры вариантов осуществления в настоящем документе не предназначены для толкования в ограничивающем смысле. Для специалистов в данной области техники будут очевидны многочисленные вариации, изменения и замены без отступления от изобретения. Кроме того, следует понимать, что все аспекты изобретения не ограничиваются конкретными описаниями, конфигурациями или относительными долями, приводимыми в настоящем документе, которые зависят от множества условий и переменных. Следует понимать, что различные альтернативы для вариантов осуществления изобретения, описываемые в настоящем документе, могут использоваться при практическом применении изобретения. Таким образом, предполагается, что изобретение также охватывает любые такие альтернативы, модификации, вариации или эквиваленты. Предполагается, что в нижеследующей формуле изобретения определяется объем изобретения, и что способы и структуры в рамках формулы изобретения и их эквиваленты полностью укладываются в этот объем.







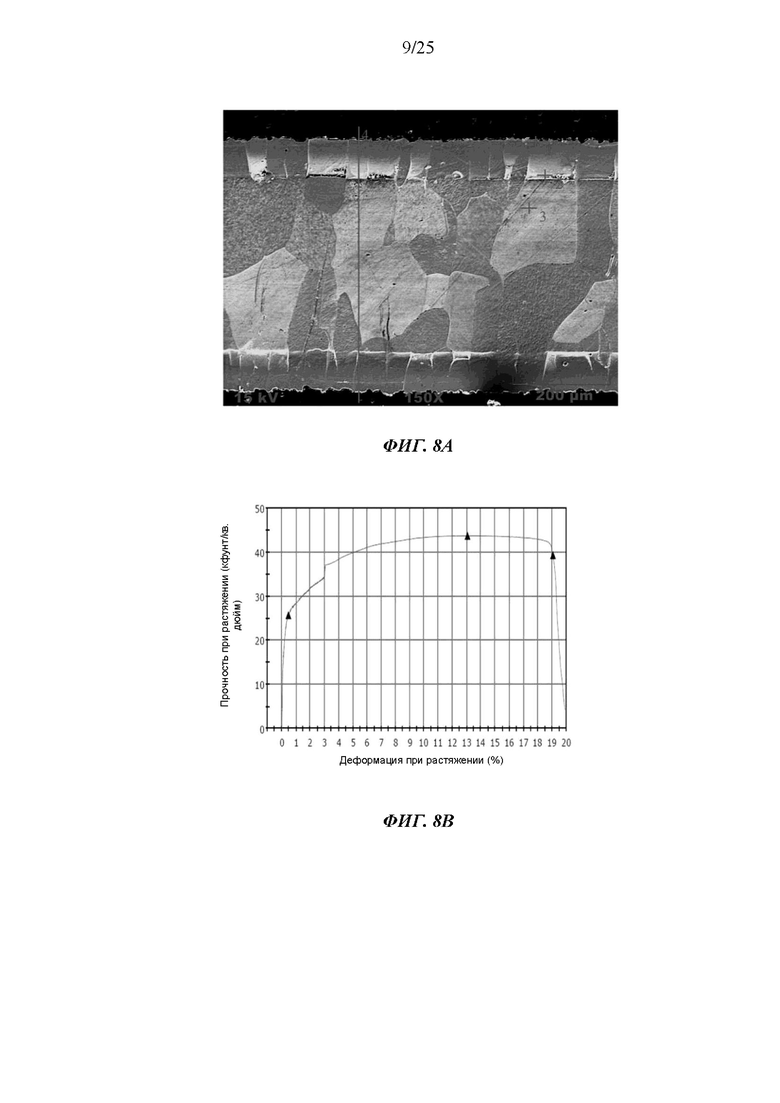


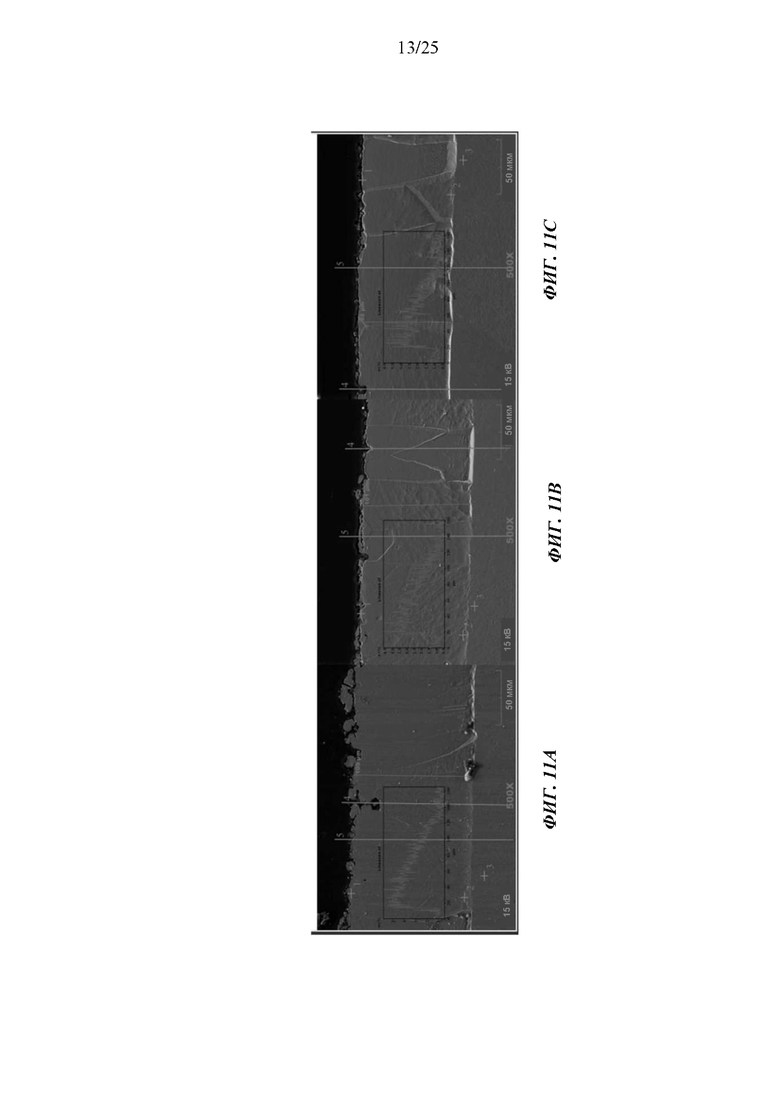
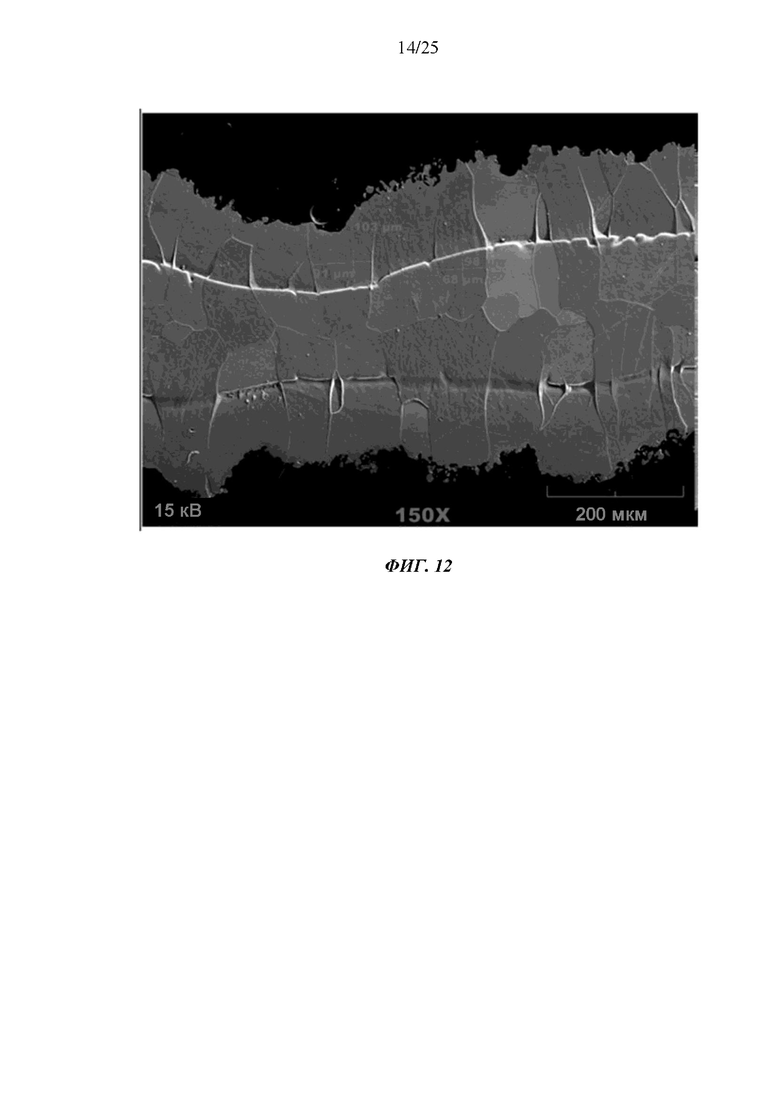

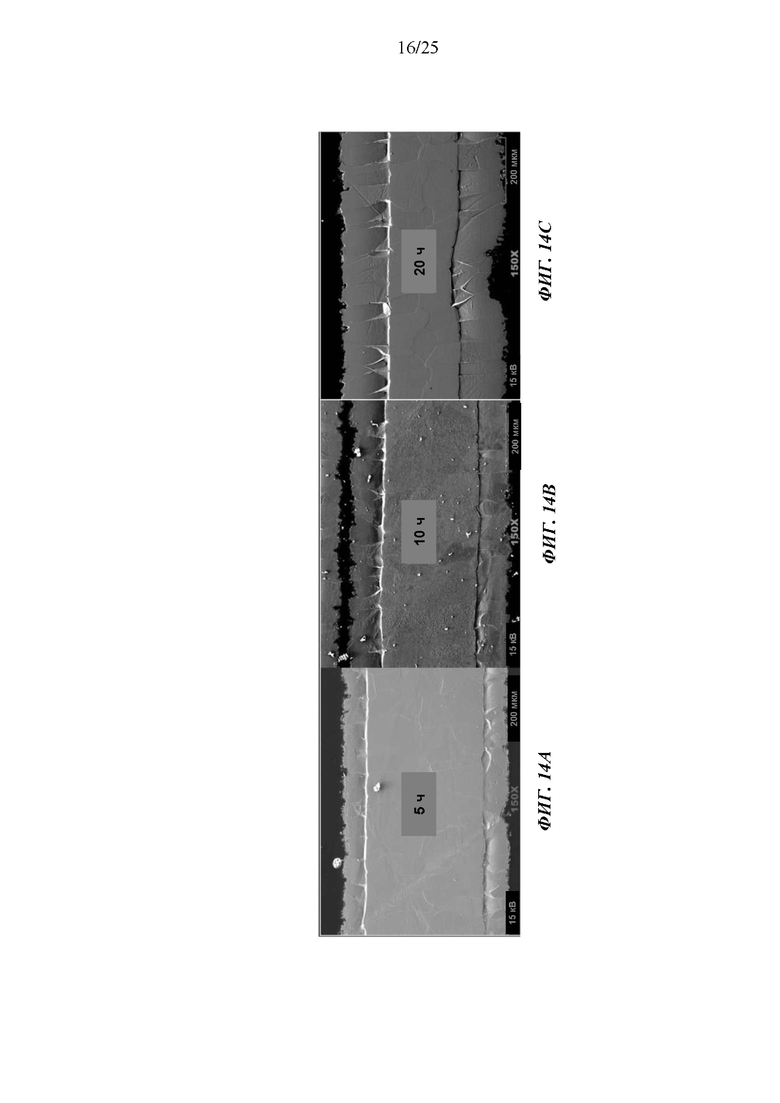


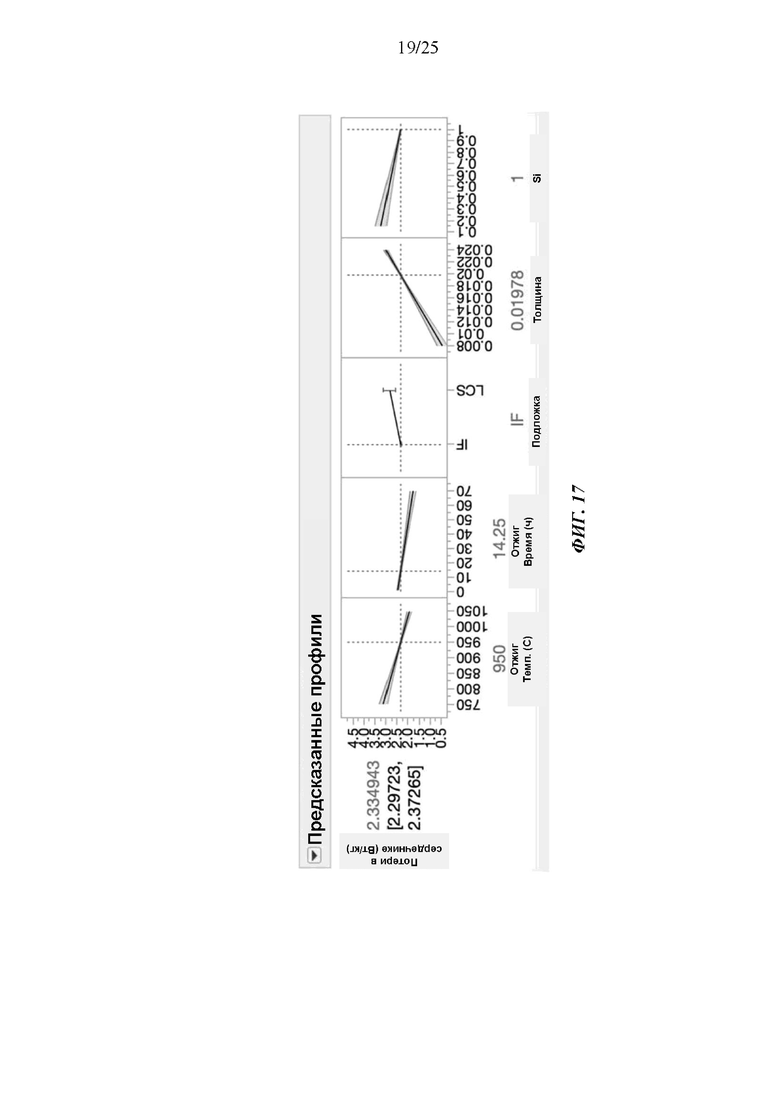

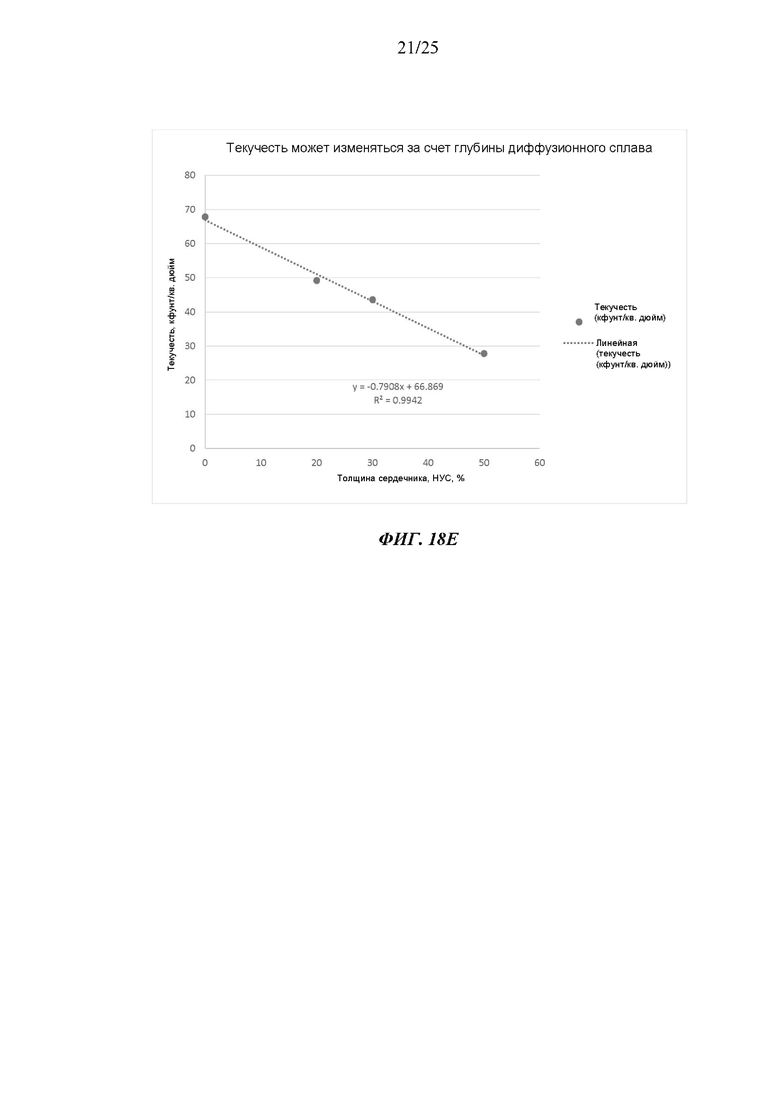
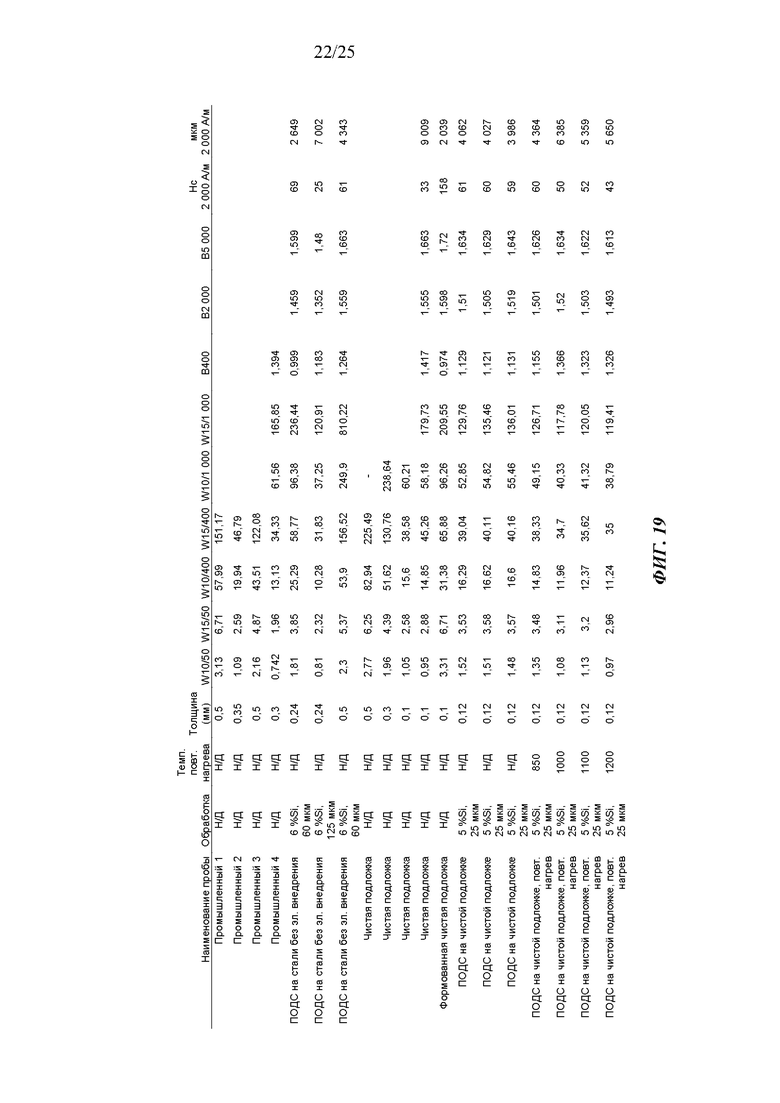


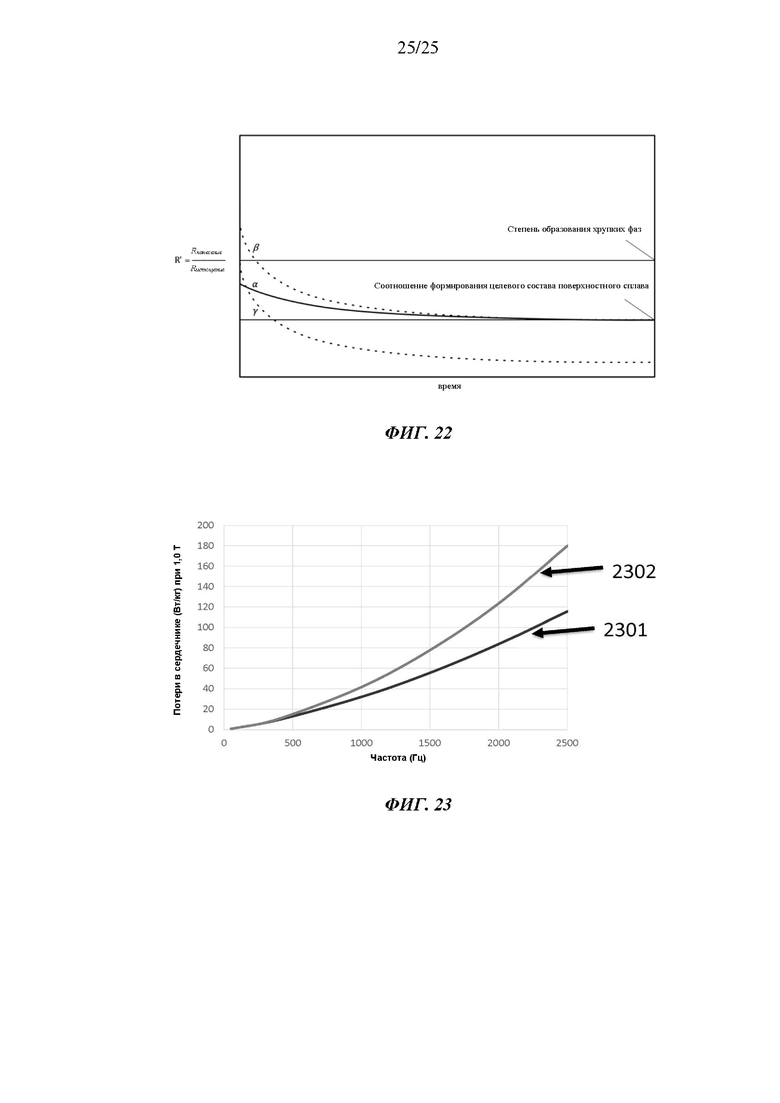
Изобретение относится к металлургии, в частности к получению подложки из электротехнической стали. Для получения подложки из электротехнической стали получают отожженную подложку, на поверхности которой находится слой элементарных веществ, и охлаждают ее со скоростью как минимум 30 °C в секунду. После чего по меньшей мере один линейный размер указанной отожженной подложки механически уменьшают относительно исходной подложки и подвергают отжигу при температуре от 600 до 1200 °C. Предварительно на поверхность исходной подложки может быть нанесен шликер, содержащий легирующую присадку, обеспечивающий формирование на поверхности подложки диффузионно-легированного слоя. Обеспечивается улучшение магнитных и электрических свойств при сохранении уровня механических свойств. 7 н. и 63 з.п. ф-лы, 23 ил., 11 пр.
1. Способ получения подложки из электротехнической стали, включающий:
а) получение отожженной подложки, на поверхности которой находится слой элементарных веществ, с помощью отжига с охлаждением отожженной подложки со скоростью как минимум 30 °C в секунду и
b) механическое уменьшение по меньшей мере одного линейного размера указанной отожженной подложки относительно исходной подложки
и последующий отжиг механически сформованной подложки, получаемой после процесса механического формования, при температуре от 600 до 1200 °C, от 600 до 1100°C, от 600 до 1000°C, от 800 до 1000°C или от 800 до 900°C
для получения подложки из электротехнической стали.
2. Способ получения подложки из электротехнической стали, включающий:
a) нанесение шликера на поверхность подложки для получения подложки, покрытой шликером, отличающийся тем, что указанная подложка включает элементарные вещества, а шликер – нет;
b) отжиг подложки, покрытой шликером, для получения отожженной подложки, например, включающей слой с элементарными веществами, например, прилегающий к поверхности этой подложки, с охлаждением отожженной подложки со скоростью как минимум 30 °C в секунду; и
с) механическое уменьшение по меньшей мере одного линейного размера указанной отожженной подложки относительно исходной подложки
и последующий отжиг механически сформованной подложки, получаемой после процесса механического формования, при температуре от 600 до 1200 °C, от 600 до 1100°C, от 600 до 1000°C, от 800 до 1000°C или от 800 до 900°C
для получения подложки из электротехнической стали.
3. Способ получения подложки из электротехнической стали, включающий:
а) нанесение шликера, включающего легирующую присадку, на поверхность подложки для получения подложки, покрытой шликером, которая включает легирующую присадку в виде элементарного металла, или многоатомного соединения, или легированного соединения, отличающийся тем, что эта присадка содержит элементарные вещества или ферросплав;
b) отжиг подложки, покрытой шликером, для получения отожженной подложки, включающей слой с элементарными веществами, прилегающий к поверхности этой подложки, с охлаждением отожженной подложки со скоростью как минимум 30 °C в секунду; и
с) механическое уменьшение по меньшей мере одного линейного размера указанной отожженной подложки относительно исходной подложки
и последующий отжиг механически сформованной подложки, получаемой после процесса механического формования, при температуре от 600 до 1200 °C, от 600 до 1100°C, от 600 до 1000°C, от 800 до 1000°C или от 800 до 900°C для получения подложки из электротехнической стали,
причем средний размер частиц легирующей присадки составляет менее чем 200, 100, 40, 10 или 1 мкм.
4. Способ получения подложки из электротехнической стали, включающий:
механическое уменьшение по меньшей мере одного линейного размера отожженной подложки относительно исходной подложки для получения подложки из электротехнической стали,
отличающийся тем, что отожженная подложка была получена путем отжига подложки, покрытой шликером, которая, в свою очередь, была получена путем нанесения шликера на поверхность указанной подложки, а также тем, что:
шликер включает легирующую присадку с элементарными веществами или ферросплавом;
подложка покрыта шликером, включает легирующую присадку в виде элементарного металла, или многоатомного соединения, или легированного соединения; и
отожженная подложка включает слой, содержащий элементарные вещества, прилегающий к поверхности этой подложки,
средний размер частиц легирующей присадки составляет менее чем 200, 100, 40, 10 или 1 мкм,
а охлаждение отожженной подложки осуществляют со скоростью как минимум 30 °C в секунду.
5. Способ по любому из пп. 1-4, отличающийся тем, что подложка включает слой покрытия, содержащий вещество, подбираемое из числа кобальта, никеля, кремния, алюминия, или оксид указанного вещества, или их сочетание.
6. Способ по п. 5, отличающийся тем, что слой покрытия подложки включает алюминий.
7. Способ по п. 5, отличающийся тем, что слой покрытия подложки включает кремний.
8. Способ по п. 5, отличающийся тем, что слой покрытия подложки включает кремний и алюминий.
9. Способ по любому из пп. 5-8, отличающийся тем, что слой покрытия подложки включает никель.
10. Способ по любому из пп. 5-8, отличающийся тем, что слой покрытия подложки включает кобальт.
11. Способ по любому из пп. 5-8, отличающийся тем, что слой покрытия подложки включает кобальт и никель.
12. Способ по любому из пп. 1-11, отличающийся тем, что слой покрытия наносят на подложку гальваническим способом или способом погружения в расплав.
13 Способ по любому из пп. 1-12, отличающийся тем, что подложка включает медь, олово, хром, никель, молибден, алюминий, марганец, железо, углерод, азот, серу или кремний.
14. Способ по п. 13, отличающийся тем, что сталь включает углерод с массовой долей 0,01, 0,009, 0,008, 0,007, 0,006, 0,005, 0,004, 0,003, 0,002, 0,001, 0,0009, 0,0008, 0,0007, 0,0006 или 0,0005 %.
15. Способ по любому из пп. 1-14, отличающийся тем, что сталь включает кремний с массовой долей 3,5, 3, 2,5, 2, 1,5, 1 или 0,5 %.
16. Способ по любому из пп. 13-15, отличающийся тем, что сталь включает серу с массовой долей от 0,0001 до 0,01 %.
17. Способ по любому из пп. 14-16, отличающийся тем, что средняя толщина подложки составляет максимум 0,063, 0,057, 0,051, 0,047, 0,045, 0,040, 0,036, 0,032, 0,031, 0,028, 0,025, 0,023, 0,02, 0,01 или 0,004 дюйма.
18. Способ по любому из пп. 1-17, отличающийся тем, что элементарное вещество подбирается из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия, серы, хрома и фосфора.
19. Способ по п. 18, отличающийся тем, что элементарное вещество включает кремний.
20. Способ по п. 18, отличающийся тем, что элементарное вещество включает никель.
21. Способ по п. 3 или 4, отличающийся тем, что легирующая присадка включает как минимум два элементарных вещества, подбираемых из числа кремния, марганца, никеля, кобальта, молибдена, меди, циркония, бора, алюминия и фосфора.
22. Способ по п. 21, отличающийся тем, что как минимум два элементарных вещества включают кремний и алюминий.
23. Способ по любому из пп. 1-22, отличающийся тем, что шликер включает кремний с массовой долей максимум 80, 70, 60 или 50 %.
24. Способ по любому из пп. 1-23, отличающийся тем, что шликер включает кремний с массовой долей как минимум 5, 10, 15, 20 или 25 %.
25. Способ по любому из пп. 1-24, отличающийся тем, что шликер включает кремний с массовой долей от 10 до 80 %, от 20 до 80 %, от 25 до 80 %, от 30 до 80 %, от 10 до 70 %, от 20 до 70 % или от 20 до 60 %.
26. Способ по любому из пп. 1-25, отличающийся тем, что шликер включает алюминий с массовой долей максимум 80, 70, 60 или 50 %.
27. Способ по любому из пп. 1-26, отличающийся тем, что шликер включает алюминий с массовой долей как минимум 5, 10, 15, 20 или 25 %.
28. Способ по любому из пп. 1-27, отличающийся тем, что шликер включает алюминий с массовой долей от 10 до 80 %, от 20 до 80 %, от 25 до 80 %, от 30 до 80 %, от 10 до 70 %, от 20 до 70 % или от 20 до 60 %.
29. Способ по любому из пп. 1-28, отличающийся тем, что шликер включает оксиды металла.
30. Способ по п. 29, отличающийся тем, что оксид металла включает оксид титана, оксид алюминия или оксид магния.
31. Способ по любому из пп. 1-30, отличающийся тем, что шликер содержит оксид кремния.
32. Способ по п. 30 или 31, отличающийся тем, что оксид металла включает оксид алюминия.
33. Способ по любому из пп. 30-32, отличающийся тем, что оксид металла включает оксид титана.
34. Способ по п. 29, отличающийся тем, что шликер включает как минимум два оксида металла.
35. Способ по п. 29, отличающийся тем, что шликер включает два оксида металла.
36. Способ по п. 34 или 35, отличающийся тем, что массовое соотношение двух оксидов металла составляет 1:1, 1:5 или 1:10.
37. Способ по любому из пп. 1-36, отличающийся тем, что шликер включает соединения оксида металла, (i) термодинамическая устойчивость которых ниже, чем у элементарных веществ или соединений шликера, и (ii) который способен вступать в реакцию металлотермического восстановления, например in situ, с элементарными веществами или соединениями шликера для формирования соответствующего металла.
38. Способ по п. 37, отличающийся тем, что элементарное вещество и соединение шликера, способного вступать в реакцию металлотермического восстановления, включает соответственно алюминий и его сплав (например, ферроалюминий).
39. Способ по любому из пп. 1-38, отличающийся тем, что шликер включает соединения оксида металла, (i) термодинамическая устойчивость которых ниже, чем у элементарного вещества подложки, и (ii) который способен вступать в реакцию металлотермического восстановления, например in situ, с элементарными соединениями подложки для формирования продукта восстановления.
40. Способ по п. 39, отличающийся тем, что элементарное вещество подложки, способной вступать в реакцию металлотермического восстановления, включает серу, азот или углерод.
41. Способ по п. 39 или 40, отличающийся тем, что продукт восстановления включает соответствующий сульфид металла, соответствующий нитрид металла или соответствующий карбид металла.
42. Способ по любому из пп. 1-41, отличающийся тем, что указанные соединения оксида металла включают инертные соединения.
43. Способ по любому из пп. 3-42, отличающийся тем, что ферросплав включает ферросилиций, ферроалюминий, ферроникель, феррокобальт, ферромарганец или их сочетание.
44. Способ по п. 43, отличающийся тем, что ферросплав включает как минимум 15 мас. % кремния, алюминия, никеля, кобальта или марганца.
45. Способ по любому из пп. 43, 44, отличающийся тем, что массовая доля алюминия в ферросплаве составляет максимум 85 %.
46. Способ по любому из пп. 1-45, отличающийся тем, что в шликере отсутствует активатор галогенида.
47. Способ по п. 46, отличающийся тем, что легирующая присадка предназначена для вступления в реакцию с газообразным водородом для образования гидридного соединения, способного переноситься в подложку.
48. Способ по п. 47, отличающийся тем, что легирующая присадка, предназначенная для вступления в реакцию с газообразным водородом, подбирается из числа алюминия, кремния и марганца.
49. Способ по любому из пп. 1-48, отличающийся тем, что шликер включает вяжущее вещество, а также дополнительно отличающийся тем, что вяжущее вещество включает ацетат магния, лимонную кислоту, полипропиленкарбонат, полиэтиленоксид или их сочетание.
50. Способ по любому из пп. 1-49, отличающийся тем, что шликер включает растворитель.
51. Способ по п. 50, отличающийся тем, что растворитель включает воду.
52. Способ по п. 50, отличающийся тем, что растворитель включает неводный растворитель.
53. Способ по п. 50 или 52, отличающийся тем, что растворитель включает спирт, например изопропанол.
54. Способ по любому из пп. 1-53, отличающийся тем, что подложка, покрытая шликером, включает шликерное покрытие, средняя толщина которого не превышает среднюю толщину этой подложки.
55. Способ по п. 54, отличающийся тем, что средняя толщина шликерного покрытия составляет максимум 500, 400, 300, 200, 100, 90, 80, 70, 60, 50, 30, 10 или 20 мкм.
56. Способ по любому из пп. 1-55, отличающийся тем, что отжиг (b) осуществляется при температуре от 600 до 1200 °C, от 600 до 1100°C, от 600 до 1000°C, от 800 до 1000°C или от 800 до 900°C.
57. Способ по любому из пп. 1-56, отличающийся тем, что отжиг (b) осуществляют в среде, включающей газообразный водород.
58. Способ по п. 57, отличающийся тем, что среда включает газообразный водород, смешанный с инертным газом.
59. Способ по п. 57 или 58, отличающийся тем, что газообразный водород вступает в реакцию с элементарным веществом в шликере для образования гидридного соединения, которое может обеспечивать перенос в подложку.
60. Способ по п. 59, отличающийся тем, что элементарное вещество, с которым вступает в реакцию газообразный водород, подбирают из числа алюминия, кремния и марганца.
61. Способ по п. 59 или 60, отличающийся тем, что гидрид подбирают из числа гидрида алюминия, гидрида кремния и гидрида марганца.
62. Способ по любому из пп. 1-61, отличающийся тем, что отожженная подложка обладает повышенной трещиностойкостью относительно исходной подложки.
63. Способ по любому из пп. 1-62, отличающийся тем, что как минимум один линейный размер подложки уменьшают за одну процедуру механического процесса.
64. Способ по любому из пп. 1-63, отличающийся тем, что как минимум одну плоскость подложки уменьшают в течение механических процессов.
65. Способ по п. 64, отличающийся тем, что процессы механического уменьшения включают первый и второй процессы такого уменьшения.
66. Способ по любому из пп. 1-65, отличающийся тем, что первый и второй процессы механического уменьшения отдельно подбирают из числа уменьшения путем холодной вытяжки, правки растяжением, растяжения, правки, штамповки, ротационного выдавливания, профилировки, гидравлической вытяжки, формования с ЧПУ, отбортовки, обжима, загиба кромок, горячей штамповки, выдавливания и их сочетания.
67. Способ по любому из пп. 1-66, отличающийся тем, что размер как минимум в одной плоскости представлен средней толщиной подложки.
68. Подложка из электротехнической стали, включающая слой, связанный с подложкой с помощью металлического диффузионного слоя, полученного в результате осуществления отжига, который включает диффузионную границу, прилегающую к нему, которая образуется в подложке, отличающаяся тем, что (i) измеренные потери в сердечнике подложки составляют максимум 2,0 Вт на килограмм в условиях магнитного поля W 10/60, а (ii) измеренные потери в сердечнике – максимум 750 Вт на килограмм в условиях магнитного поля W 10/5000.
69. Магнитное устройство, включающее подложку из электротехнической стали по п. 68.
70. Электрическое устройство, включающее подложку из электротехнической стали по п. 68.
| US 2016111182 A1, 21.04.2016 | |||
| US 6569265 B1, 27.05.2003 | |||
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 2018023180 A1, 25.01.2018 | |||
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО КОМПОНЕНТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ, ОБЕСПЕЧИВАЮЩИМ ЗАЩИТУ ОТ КОРРОЗИИ, И СТАЛЬНОЙ КОМПОНЕНТ | 2010 |
|
RU2496887C1 |

