Настоящее изобретение относится к способу производства сварной стальной заготовки, к сварной стальной заготовке, полученной таким образом, к способу производства сварной, формованной в горячем прессе и охлажденной стальной детали из сварной стальной заготовки и к сварной, формованной в горячем прессе и охлажденной стальной детали, полученной таким образом.
Способы изготовления сварных деталей из листовых сталей, характеризующихся различными композициями и/или толщинами, которые получают в результате стыковой сварки друг с другом, на предшествующем уровне техники известны. Говоря более конкретно, сварные заготовки обычно подвергают нагреванию до температуры, делающей возможной аустенитизацию стали, а после этого горячей формовке и охлаждению в формовочном устройстве горячего пресса. Композиция стали может быть выбрана как для проведения последующих возможных операций нагревания и формовки, так и для придания сварной стальной детали высокой механической прочности, высокой ударной вязкости и хорошей противокоррозионной стойкости.
Стальные детали, относящиеся к данному типу, используются, в частности, в автомобильной отрасли промышленности, а, говоря более конкретно, для изготовления деталей систем противодействия несанкционированному проникновению, конструкционных деталей или деталей, которые вносят свой вклад в безопасность механических транспортных средств.
В целях предотвращения возникновения корродирования на листовые стали предварительно наносят предварительно нанесенное покрытие на алюминиевой основе, проводя нанесение покрытия в результате погружения в расплав в алюминийсодержащей ванне. В случае сваривания листовых сталей без проведения какой-либо предшествующей подготовки предварительно нанесенное покрытие на алюминиевой основе будет разбавляться стальной подложкой в расплавленном металле во время проведения операции сварки. В диапазоне уровней содержания алюминия в предварительно нанесенном покрытии после этого могут иметь место два явления.
В случае локально высокого уровня содержания алюминия в расплавленном металле в сварном соединении образуются интерметаллические соединения, что представляет собой результат разбавления части предварительно нанесенного покрытия в расплавленном металле и легирования, которое имеет место во время проведения последующего нагревания сварного соединения до проведения стадии горячей формовки. Данные интерметаллические соединения представляют собой центры, где наиболее вероятным является возникновение зарождающейся трещины.
Кроме того, алюминий имеет тенденцию к увеличению температуры аустенитизации (Ас3) сварного соединения, и данное модифицирование аустенитного домена будет приобретать все большее значение по мере увеличения уровня содержания алюминия в сварном соединении. В некоторых случаях это может предотвратить прохождение полной аустенитизации сварного соединения, которое должно иметь место после проведения нагревания до формовки и представляет собой первую стадию, требуемую для горячей штамповки и получения мартенситной структуры в сварном соединении после проведения формовки в горячем прессе и охлаждения.
Помимо этого, алюминий также оказывает неблагоприятное воздействие на закаливаемость сварного соединения, поскольку он увеличивает критическую скорость охлаждения, необходимую для получения мартенситных или бейнитных структур в сварном соединении во время проведения охлаждения.
Следовательно, во время проведения охлаждения после горячей формовки больше уже невозможно получить мартенсит или бейнит, и, таким образом, полученное сварное соединение будет содержать феррит. После этого сварное соединение демонстрирует твердость и механическую прочность, которые являются меньшими, чем соответствующие характеристики двух примыкающих листов, и поэтому представляет собой наиболее непрочную область детали.
В публикации ЕР2007545 описывается решение, которое заключается в удалении поверхностного слоя металлического сплава на границе внешней поверхности сварочного шва для листовых сталей с предварительно нанесенными покрытиями, которая предполагается включаемой по меньшей мере частично в зону металла сварочного шва. Удаление может быть проведено в результате крацевания или при использовании лазерного пучка. Слой интерметаллического сплава сохраняют в целях гарантированного наличия противокоррозионной стойкости и предотвращения возникновения явлений обезуглероживания и окисления во время проведения термической обработки, которая предшествует проведению операции формовки. После этого воздействие алюминия радикально уменьшают в результате локального исключения поверхностного слоя покрытия.
Однако удаление предварительного покрытия представляет собой дополнительную стадию и поэтому увеличивает производственную себестоимость.
В публикациях ЕР 2 737 971, US 2016/0144456 и WO 2014075824 пытаются преодолеть данное затруднение в результате предложения способа, при котором листы с предварительно нанесенными покрытиями сваривают при использовании присадочной проволоки, содержащей стабилизирующие аустенит элементы, такие как углерод, марганец или никель, с целью получения полностью мартенситной структуры в сварном соединении после проведения формовки в горячем прессе и охлаждения несмотря на присутствие алюминия в сварочном шве, представляющего собой результат плавления предварительно нанесенного покрытия.
Однако, данные способы являются не совершенно удовлетворительными, поскольку они имеют дело только с одной из проблем, относящихся к присутствию алюминия в сварочной ванне: компенсация температуры аустенитизации (Ас3), а в некоторых случаях использование высокоуглеродистых присадочных проволок могут индуцировать возникновение ликвации в сварном соединении. Действительно, как это установили изобретатели настоящего изобретения, способы, раскрытые в вышеупомянутых документах, не дают возможности получения удовлетворительных механических свойств в деталях, полученных после проведения формовки в горячем прессе и охлаждения, в частности, для уровней содержания алюминия, больших или равных 0,7% (масс.), в сварном соединении, и тем более для уровней содержания алюминия, больших или равных 2,1%. В частности, для таких деталей имеет место высокий риск разрушения в сварном соединении при проведении испытаний на растяжение в направлении, поперечном направлению сварочного шва.
Способы, раскрытые в публикации WO 2015/086781 и ЕР 2 942 143, также имеют дело с данным затруднением, и в данном случае описываются способы, при которых листовые стали с предварительно нанесенными покрытиями сваривают при использовании конкретных способов сварки, использующих конкретные присадочные материалы.
Говоря более конкретно, в публикации WO 2015/086781 предлагается использование двойной точечной контактной лазерной сварки при одновременной подаче присадочного материала в форме порошкообразного металла, характеризующегося следующей далее композицией, при выражении через уровень массового процентного содержания: С: 0 – 0,03% (масс.), Мо: 2,0 – 3,0% (масс.), Ni: 10 – 14% (масс.), Mn: 1,0 – 2,0% (масс.), Cr: 16 – 18% (масс.) и Si: 0,0 – 1,0% (масс.), при этом остаток представляет собой железо.
В публикации ЕР 2 942 143 предлагается использование гибридной лазерно/дуговой сварки, использующей горелку для дуговой сварки, расположенную перед лазерным пучком, при одновременной подаче присадочного материала в форме присадочной проволоки, характеризующейся следующей далее композицией: С: 0 – 0,3% (масс.), Мо: 0 – 0,4% (масс.), Ni: 6 – 20% (масс.), Mn: 0,5 – 7% (масс.), Cr: 5 – 22% (масс.) и Si: 0 – 1,3% (масс.), Nb: 0 – 0,7% (масс.), при этом остаток представляет собой железо.
Данные способы также не являются удовлетворительными. Действительно, согласно наблюдениям изобретателей настоящего изобретения использование присадочных проволок, описанных в данном документе, в результате приводит к возникновению большого риска разрушения детали после проведения формовки в горячем прессе и охлаждения в зоне, непосредственно примыкающей к сварочному шву.
Кроме того, использование гибридной лазерно-дуговой сварки является нежелательным, поскольку гибридная лазерно/дуговая сварка не дает возможности достигать тех же самых скоростей сварки, что и в случае лазерной сварки, и поэтому в результате приводит к получению уменьшенной общей производительности технологического процесса.
Помимо этого, добавление порошка в общем случае является более труднореализуемым в крупномасштабных промышленных установках в сопоставлении с тем, что имеет место для присадочных проволок.
Во всех способах на основе добавления присадочного материала, упомянутых выше в настоящем документе, указывают только на диапазоны химического состава для присадочного материала, и поскольку параметры и условия сварки оказывают воздействие на скорость подачи присадочного материала, одна единственная присадочная проволока может индуцировать возникновение очень разных химических составов в сварном соединении. Поэтому одно только описание композиции присадочной проволоки, по-видимому, является недостаточным для разрешения вышеупомянутых проблем.
Поэтому одна цель изобретения заключается в предложении способа производства сварной стальной заготовки из двух таких листов с предварительно нанесенными покрытиями, что делает возможным получение, после проведения формовки в горячем прессе и охлаждения, детали, демонстрирующей удовлетворительные характеристики безопасности при столкновении, даже для относительно высоких уровней содержания алюминия в сварном соединении, при относительно низкой стоимости.
Для данной цели желательным является, чтобы сварное соединение не представляло бы собой наиболее непрочную зону детали, полученной после проведения формовки в горячем прессе и охлаждения сварной заготовки. Поэтому такая деталь не должна разрушаться в сварном соединении или в области, примыкающей к сварному соединению и соответствующей зоне термического воздействия, представляющей собой результат проведения операции сварки, под воздействием натяжения в направлении, перпендикулярном сварному соединению.
Для данной цели изобретение относится к способу производства сварной стальной заготовки, включающему последовательные стадии:
- обеспечения наличия двух листов с предварительно нанесенными покрытиями, при этом каждый лист с предварительно нанесенным покрытием включает стальную подложку, имеющую предварительно нанесенное покрытие по меньшей мере на одной из своих основных лицевых поверхностей, причем предварительно нанесенное покрытие включает слой интерметаллического сплава, содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава, простирающийся поверх слоя интерметаллического сплава, при этом слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе,
- стыковой сварки листов с предварительно нанесенными покрытиями при использовании присадочной проволоки таким образом, чтобы было бы получено сварное соединение в месте примыкания между листами с предварительно нанесенными покрытиями, при этом предварительно нанесенное покрытие полностью покрывает по меньшей мере одну основную лицевую поверхность каждого листа с предварительно нанесенным покрытием во время проведения стыковой сварки,
где:
- упомянутая присадочная проволока характеризуется уровнем содержания углерода, заключенным в пределах диапазона между 0,01% (масс.) и 0,45% (масс.), (критерий С1),
- композицию присадочной проволоки и долю присадочной проволоки, добавленной в сварочную ванну, выбирают таким образом, чтобы тем самым полученное сварное соединение характеризовалось бы:
(а) фактором закалки FTWJ сварного соединения таким образом, чтобы FTWJ – 0,9FTBM ≥ 0, (критерий С2),
где:
- FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки в числе стальных подложек двух листов с предварительно нанесенными покрытиями, и
- факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553 × C + 55 × Mn + 267 × Si + 49 × Ni + 5 × Cr – 79 × Al – 2 × Ni2 – 1532 × C2 – 5 × Mn2 – 127 × Si2 – 40 × C × Ni – 4 × Ni × Mn, где Al, Cr, Ni, C, Mn и Si, соответственно, представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область будет представлять собой сварное соединение в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении, составляющим строго менее, чем 0,15% (масс.), или в случае уровня содержания углерода CWJ в сварном соединении, большего или равного 0,15% (масс.), фактором размягчения FAWJ сварного соединения таким образом, чтобы FAWJ > 5000, (критерий С3), где фактор размягчения FAWJ сварного соединения рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении, при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1 × Mo + 3676,9Si – 522,64 × Al – 2221,2 × Cr – 118,11 × Ni – 1565,1 × C – 246,67 × Mn.
В соответствии с конкретными вариантами осуществления способ может включать один или несколько следующих далее признаков, взятых индивидуально или в соответствии с любой технически возможной комбинацией:
- уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении является таким, чтобы 1,25 × СВМ(most hardenable) – СWJ ≥ 0, (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой подложке в числе подложек двух листов с предварительно нанесенными покрытиями,
- уровень содержания никеля NiWJ в сварном соединении заключен в пределах диапазона между 2,0% (масс.) и 11,0% (масс.) (критерий С5),
- листы с предварительно нанесенными покрытиями, наличие которых было обеспечено на стадии обеспечения наличия, имеют предварительно нанесенное покрытие на обеих своих основных лицевых поверхностях,
- во время проведения стыковой сварки предварительно нанесенное покрытие остается целостным на обеих основных лицевых поверхностях по меньшей мере одного из листов с предварительно нанесенными покрытиями, а предпочтительно двух листов с предварительно нанесенными покрытиями,
- способ, кроме того, включает до проведения стыковой сварки подготовку границы внешней поверхности сварочного шва по меньшей мере одного из листов с предварительно нанесенными покрытиями, которая предполагается включаемой по меньшей мере частично в сварное соединение при использовании по меньшей мере одной из следующих далее технологических стадий: крацевание, механическая машинная обработка, скашивание кромки, снятие фаски и/или удаление по меньшей мере части предварительно нанесенного покрытия, при этом подготовку проводят таким образом, чтобы предварительно нанесенное покрытие оставалось бы целостным на по меньшей мере одной основной лицевой поверхности каждого из двух листов с предварительно нанесенными покрытиями,
- стадию сварки проводят при использовании лазерного пучка,
- для по меньшей мере одного из листов с предварительно нанесенными покрытиями сталь подложки содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- для по меньшей мере одного из листов с предварительно нанесенными покрытиями сталь подложки содержит, при выражении через массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- для по меньшей мере одного из листов с предварительно нанесенными покрытиями сталь подложки содержит, при выражении через массу:
0,040% ≤ С ≤ 0,100%,
0,80% ≤ Mn ≤ 2,00%,
Si ≤ 0,30%,
S ≤ 0,005%,
Р ≤ 0,030%,
0,010% ≤ Al ≤ 0,070%,
0,015% ≤ Nb ≤ 0,100%,
Ti ≤ 0,080%,
N ≤ 0,009%,
Cu ≤ 0,100%,
Ni ≤ 0,100%,
Cr ≤ 0,100%,
Mo ≤ 0,100%,
Ca ≤ 0,006%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- для по меньшей мере одного из листов с предварительно нанесенными покрытиями сталь подложки содержит, при выражении через массу:
0,24% ≤ С ≤ 0,38%,
0,40% ≤ Mn ≤ 3%,
0,10% ≤ Si ≤ 0,70%,
0,015% ≤ Al ≤ 0,070%,
0% ≤ Cr ≤ 2%,
0,25% ≤ Ni ≤ 2%,
0,015% ≤ Ti ≤ 0,10%,
0% ≤ Nb ≤ 0,060%,
0,0005% ≤ B ≤ 0,0040%,
0,003% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,005%,
0,0001% ≤ P ≤ 0,025%,
где уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
а уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Mo ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Ca ≤ 0,005%,
причем остаток представляет собой железо и примеси, неизбежно представляющие собой результат изготовления, и
- сварку проводят при использовании защитного газа, в частности, гелия и/или аргона.
Изобретение, кроме того, относится к способу производства сварной, формованной в горячем прессе и охлажденной стальной детали, включающему последовательные стадии:
- осуществления способа, который соответствует представленному выше описанию изобретения, в целях получения сварной стальной заготовки;
- нагревания сварной стальной заготовки таким образом, чтобы была бы получена полностью аустенитная структура в подложках листов с предварительно нанесенными покрытиями;
- формовки в горячем прессе сварной стальной заготовки в прессующем устройстве для получения стальной детали; и
- охлаждения стальной детали в прессующем устройстве.
В соответствии с одним конкретным вариантом осуществления способа производства сварной, формованной в горячем прессе и охлажденной стальной детали во время проведения стадии охлаждения скорость охлаждения является большей или равной скорости бейнитного или мартенситного охлаждения наиболее прокаливаемой в числе подложек листов с предварительно нанесенными покрытиями.
Изобретение также относится к сварной стальной заготовке, включающей два листа с предварительно нанесенными покрытиями, при этом каждый лист с предварительно нанесенным покрытием включает стальную подложку, имеющую предварительно нанесенное покрытие на по меньшей мере одной из своих основных лицевых поверхностей, причем предварительно нанесенное покрытие включает слой интерметаллического сплава, содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава, простирающийся поверх слоя интерметаллического сплава, при этом слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе, причем листы с предварительно нанесенными покрытиями соединяют при использовании сварного соединения, при этом сварное соединение характеризуется:
(а) фактором закалки FTWJ сварного соединения таким образом, чтобы FTWJ – 0,9FTBM ≥ 0, (критерий С2),
где:
- FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки в числе стальных подложек двух листов с предварительно нанесенными покрытиями, и
- факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553 × C + 55 × Mn + 267 × Si + 49 × Ni + 5 × Cr – 79 × Al – 2 × Ni2 – 1532 × C2 – 5 × Mn2 – 127 × Si2 – 40 × C × Ni – 4 × Ni × Mn, где Al, Cr, Ni, C, Mn и Si, соответственно, представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область будет представлять собой сварное соединение в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении, составляющим строго менее, чем 0,15% (масс.), или в случае уровня содержания углерода CWJ в сварном соединении, большего или равного 0,15% (масс.), фактором размягчения FAWJ сварного соединения таким образом, чтобы FAWJ > 5000, (критерий С3), где фактор размягчения FAWJ сварного соединения рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении, при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1 × Mo + 3676,9Si – 522,64 × Al – 2221,2 × Cr – 118,11 × Ni – 1565,1 × C – 246,67 × Mn,
и сварное соединение является таким, что после проведения формовки в горячем прессе и охлаждения максимальная вариация твердости ΔHV(WJ) по сварному соединению является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения.
В соответствии с конкретными вариантами осуществления стальной заготовки, где уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении является таким, что 1,25 × СВМ(most hardenable) – СWJ ≥ 0, (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой стальной подложке в числе стальных подложек двух листов с предварительно нанесенными покрытиями, и уровень содержания никеля NiWJ в сварном соединении заключен в пределах диапазона между 2,0% (масс.) и 11,0% (масс.) (критерий С5).
Изобретение, кроме того, относится к сварной, формованной в горячем прессе и охлажденной стальной детали, включающей первую часть детали из стали с нанесенным покрытием и вторую часть детали из стали с нанесенным покрытием, при этом каждая часть детали из стали с нанесенным покрытием включает стальную подложку, имеющую на по меньшей мере одной из своих основных лицевых поверхностей покрытие, содержащее по меньшей мере железо и алюминий, причем первая и вторая части детали из стали с нанесенным покрытием соединяют при использовании сварного соединения, при этом сварное соединение характеризуется:
(а) фактором закалки FTWJ сварного соединения таким образом, чтобы FTWJ – 0,9FTBM ≥ 0, (критерий С2),
где:
- FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки в числе стальных подложек двух листов с предварительно нанесенными покрытиями, и
- факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553 × C + 55 × Mn + 267 × Si + 49 × Ni + 5 × Cr – 79 × Al – 2 × Ni2 – 1532 × C2 – 5 × Mn2 – 127 × Si2 – 40 × C × Ni – 4 × Ni × Mn, где Al, Cr, Ni, C, Mn и Si, соответственно, представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область будет представлять собой сварное соединение в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении, составляющим строго менее чем 0,15% (масс.), или в случае уровня содержания углерода CWJ в сварном соединении, большего или равного 0,15% (масс.), фактором размягчения FAWJ сварного соединения таким образом, чтобы FAWJ > 5000, (критерий С3), где фактор размягчения FAWJ сварного соединения рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении, при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1 × Mo + 3676,9 × Si – 522,64 × Al – 2221,2 × Cr – 118,11 × Ni – 1565,1 × C – 246,67 × Mn,
и максимальная вариация твердости ΔHV(WJ) по сварному соединению является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения.
В соответствии с конкретными вариантами осуществления сварная, формованная в горячем прессе и охлажденная стальная деталь может включать один или несколько следующих далее признаков, взятых индивидуально или в соответствии с любой возможной комбинацией:
- падение твердости в зоне термического воздействия по отношению к базовому металлу первой и второй частей детали из стали с нанесенным покрытием, примыкающих к ней, является меньшим или равным 8%,
- средняя твердость HVmean(WJ) в сварном соединении является меньшей или равной 600 HV,
- уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении является таким, что 1,25 × СВМ – СWJ ≥ 0, (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой стальной подложке в числе стальных подложек первой и второй частей детали из стали с нанесенным покрытием,
- уровень содержания никеля NiWJ в сварном соединении заключен в пределах диапазона между 2,0% (масс.) и 11,0% (масс.) (критерий С5),
- сталь подложки по меньшей мере одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- сталь подложки по меньшей мере одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- сталь подложки по меньшей мере одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,040% ≤ С ≤ 0,100%,
0,80% ≤ Mn ≤ 2,00%,
Si ≤ 0,30%,
S ≤ 0,005%,
Р ≤ 0,030%,
0,010% ≤ Al ≤ 0,070%,
0,015% ≤ Nb ≤ 0,100%,
Ti ≤ 0,080%,
N ≤ 0,009%,
Cu ≤ 0,100%,
Ni ≤ 0,100%,
Cr ≤ 0,100%,
Mo ≤ 0,100%,
Ca ≤ 0,006%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления,
- сталь подложки по меньшей мере одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,24% ≤ С ≤ 0,38%,
0,40% ≤ Mn ≤ 3%,
0,10% ≤ Si ≤ 0,70%,
0,015% ≤ Al ≤ 0,070%,
0% ≤ Cr ≤ 2%,
0,25% ≤ Ni ≤ 2%,
0,015% ≤ Ti ≤ 0,10%,
0% ≤ Nb ≤ 0,060%,
0,0005% ≤ B ≤ 0,0040%,
0,003% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,005%,
0,0001% ≤ P ≤ 0,025%,
где уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
а уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Mo ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Ca ≤ 0,005%,
причем остаток представляет собой железо и примеси, неизбежно представляющие собой результат изготовления.
Изобретение, кроме того, относится к использованию сварной, формованной в горячем прессе и охлажденной стальной детали, которая соответствует представленному выше описанию изобретения, для производства детали системы противодействия несанкционированному проникновению или энергопоглощающей детали у механического транспортного средства.
Изобретение будет лучше понятным после прочтения следующего далее описания изобретения, представленного только в порядке примера и при обращении к прилагающимся чертежам, где:
- Фигура 1 представляет собой изображение вида в перспективе для листа с предварительно нанесенным покрытием;
- Фигура 2 представляет собой изображение вида в перспективе для листа с предварительно нанесенным покрытием, включающего зону удаления в предварительно нанесенном покрытии на периферии листа;
- Фигура 3 представляет собой схематическое изображение вида в разрезе для начала проведения стадии сварки в способе, соответствующем изобретению,
- Фигура 4 представляет собой схематическое изображение вида в разрезе для конца проведения стадии сварки в способе, соответствующем изобретению, и
- Фигура 5 является схематическим представлением местоположений для проведения испытания, используемых при проведении испытания на твердость.
Во всей патентной заявке уровни содержания элементов выражаются через уровни массового процентного содержания (% (масс.)).
В контексте изобретения выражение «зона термического воздействия» используется для обозначения зоны термического воздействия, созданной в результате проведения операции сварки в сварной стальной заготовке, но также и в порядке расширительного толкования для обозначения в сварной, формованной в горячем прессе и охлажденной стальной детали зоны, полученной в результате формовки в горячем прессе и охлаждения зоны термического воздействия сварной стальной заготовки.
Зона термического воздействия простирается на каждой стороне сварного соединения от сварного соединения, например, на ширину, заключенную в пределах диапазона между 150 и 500 микрометрами.
Базовый металл представляет собой часть подложек листов с предварительно нанесенными покрытиями или части детали из стали с нанесенным покрытием, расположенные в примыкании к зоне термического воздействия, созданной в результате проведения операции сварки.
Изобретение относится к способу производства сварной стальной заготовки 1.
Способ включает первую стадию обеспечения наличия двух листов с предварительно нанесенными покрытиями 2.
Как это продемонстрировано на фигуре 1, каждый лист с предварительно нанесенным покрытием 2 включает две основные лицевые поверхности 4 и по меньшей мере одну боковую лицевую поверхность 13, простирающуюся между двумя основными лицевыми поверхностями 4 от одной основной лицевой поверхности 4 до другой. В примере, продемонстрированном на фигуре 1, лист с предварительно нанесенным покрытием 2 включает четыре боковые лицевые поверхности 13. Например, боковые лицевые поверхности 13 образуют угол, заключенный в пределах диапазона между 60° и 90°, с одной из основных лицевых поверхностей 4.
Каждый лист с предварительно нанесенным покрытием 2 включает металлическую подложку 3, имеющую на по меньшей мере одной из своих основных лицевых поверхностей предварительно нанесенное покрытие 5. Предварительно нанесенное покрытие 5 накладывается на подложку 3 и находится с ней в контакте.
Металлическая подложка 3, говоря более конкретно, является стальной подложкой.
Сталь подложки 3, говоря более конкретно, является сталью, обладающей ферритно-перлитной микроструктурой.
Предпочтительно подложку 3 изготавливают из стали, предназначенной для проведения термической обработки, говоря более конкретно, стали, закаливаемой под прессом, и, например, борсодержащей марганцовистой стали, такой как, например, сталь, относящаяся к типу 22MnB5.
В соответствии с одним вариантом осуществления сталь подложки 3 содержит нижеследующее и, например, состоит из него, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления.
Говоря более конкретно, сталь подложки 3 содержит, при выражении через массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления.
В соответствии с одним альтернативным вариантом, сталь подложки 3 содержит нижеследующее и, например, состоит из него, при выражении через массу:
0,040% ≤ С ≤ 0,100%,
0,80% ≤ Mn ≤ 2,00%,
Si ≤ 0,30%,
S ≤ 0,005%,
Р ≤ 0,030%,
0,010% ≤ Al ≤ 0,070%,
0,015% ≤ Nb ≤ 0,100%,
Ti ≤ 0,080%,
N ≤ 0,009%,
Cu ≤ 0,100%,
Ni ≤ 0,100%,
Cr ≤ 0,100%,
Mo ≤ 0,100%,
Ca ≤ 0,006%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления.
В соответствии с одним альтернативным вариантом сталь подложки 3 содержит нижеследующее и, например, состоит из него, при выражении через массу:
0,24% ≤ С ≤ 0,38%,
0,40% ≤ Mn ≤ 3%,
0,10% ≤ Si ≤ 0,70%,
0,015% ≤ Al ≤ 0,070%,
0% ≤ Cr ≤ 2%,
0,25% ≤ Ni ≤ 2%,
0,015% ≤ Ti ≤ 0,10%,
0% ≤ Nb ≤ 0,060%,
0,0005% ≤ B ≤ 0,0040%,
0,003% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,005%,
0,0001% ≤ P ≤ 0,025%,
где уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
а уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Mo ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Ca ≤ 0,005%,
причем остаток представляет собой железо и примеси, неизбежно представляющие собой результат изготовления.
В соответствии с одним примером подложки 3 двух листов с предварительно нанесенными покрытиями 2 характеризуются одной и той же композицией.
В соответствии с еще одним примером подложки 3 двух листов с предварительно нанесенными покрытиями 2 характеризуются различными композициями. В частности, две подложки 3 характеризуются различными композициями, при этом каждую из них выбирают из числа четырех вышеупомянутых композиций. Например, сталь подложки 3 одного листа с предварительно нанесенным покрытием 2 характеризуется первой вышеупомянутой композицией, в то время как сталь подложки 3 другого листа с предварительно нанесенным покрытием 2 характеризуется композицией, выбираемой из числа второй, третьей или четвертой вышеупомянутых композиций.
Подложка 3 может быть получена в зависимости от ее желательной толщины в результате проведения горячей прокатки и/или холодной прокатки со следующим далее отжигом или при использовании любого другого надлежащего способа.
Подложка 3 в выгодном случае имеет толщину, заключенную в пределах диапазона между 0,8 мм и 5 мм, а, говоря более конкретно, заключенную в пределах диапазона между 1,0 мм и 2,5 мм.
Предварительно нанесенное покрытие 5 получают при нанесении покрытия в результате погружения в расплав, то есть, в результате окунания подложки 3 в ванну расплавленного металла.
Предварительно нанесенное покрытие 5 включает по меньшей мере слой интерметаллического сплава 9, находящийся в контакте с подложкой 3. Слой интерметаллического сплава 9 содержит по меньшей мере железо и алюминий. Слой интерметаллического сплава 9, в частности, получают в результате проведения реакции между подложкой 3 и расплавленным металлом ванны. Говоря более конкретно, слой интерметаллического сплава 9 содержит интерметаллические соединения, относящиеся к типу Fex-Aly, а, говоря более конкретно, Fe2Al5.
В примере, продемонстрированном на фигуре 1, предварительно нанесенное покрытие 5, кроме того, включает слой металлического сплава 11, простирающийся поверх слоя интерметаллического сплава 9. Слой металлического сплава 11 характеризуется композицией, которая близка к композиции расплавленного металла в ванне. Он формируется расплавленным металлом, уносимым листом по мере его перемещения через ванну расплавленного металла во время нанесения покрытия в результате погружения в расплав. Слой металлического сплава 11 является слоем алюминия или слоем алюминиевого сплава или слоем сплава на алюминиевой основе.
В данном контексте термин «алюминиевый сплав» относится к сплаву, содержащему более, чем 50% (масс.) алюминия. Сплав на алюминиевой основе является сплавом, в котором алюминий представляет собой основной элемент, при выражении через массу.
Например, слой металлического сплава 11 является слоем алюминиевого сплава, содержащим, кроме того, кремний. Говоря более конкретно, слой металлического сплава 11 содержит, при выражении через массу:
- 8% ≤ Si ≤ 11%,
- 2% ≤ Fe ≤ 4%,
при этом остаток представляет собой алюминий и возможные примеси.
Слой металлического сплава 11 имеет, например, толщину, заключенную в пределах диапазона между 19 мкм и 33 мкм или между 10 мкм и 20 мкм.
В примере, продемонстрированном на фигуре 1, где предварительно нанесенное покрытие 1 включает слой металлического сплава 11, толщина слоя интерметаллического сплава 9 в общем случае имеет порядок нескольких микрометров. В частности, средняя толщина обычно заключена в пределах диапазона между 2 и 8 микрометров.
Конкретная структура предварительно нанесенного покрытия 5, включающего слой интерметаллического сплава 9 и слой металлического сплава 11 и полученного при нанесении покрытия в результате погружения в расплав, раскрывается, в частности, в патенте ЕР 2 007 545.
В соответствии с еще одним вариантом осуществления предварительно нанесенное покрытие 5 включает только слой интерметаллического сплава 9, который соответствует представленному выше описанию изобретения. В данном случае толщина слоя интерметаллического сплава 9, например, заключена в пределах диапазона между 10 мкм и 40 мкм. Такое предварительно нанесенное покрытие 5, состоящее из интерметаллического сплава 9, может, например, быть получено в результате проведения для предварительно нанесенного покрытия 5, включающего слой интерметаллического сплава 9 и слой металлического сплава 11, которые соответствуют представленному выше раскрытию изобретения, предварительной легирующей обработки. Такую предварительную легирующую обработку проводят при температуре и на протяжении времени выдерживания таким образом, чтобы было бы обеспечено легирование предварительно нанесенного покрытия 5 под воздействием подложки 3 на протяжении по меньшей мере доли толщины предварительно нанесенного покрытия 5. Говоря более конкретно, предварительная легирующая обработка может включать следующие далее стадии: нагревание листа до температуры предварительного легирования, заключенной в пределах диапазона между 700°С и 900°С, и выдерживание предварительно легированного листа при данной температуре на протяжении времени, заключенного в пределах диапазона между 2 минутами и 200 часами. В данном случае слой интерметаллического сплава 9 может быть образован из различных интерметаллических подслоев, таких как подслои Fe2Al5, FeAl3, FeAl, Fe6Al12Si5 и FeAl3.
В выгодном случае, как это проиллюстрировано на фигуре 1, подложка 3 имеет предварительно нанесенное покрытие 5, которое соответствует представленному выше описанию изобретения, на обеих из своих основных лицевых поверхностей.
Необязательно, как это проиллюстрировано на фигуре 2, способ, кроме того, включает стадию получения границы внешней поверхности сварочного шва 14 по меньшей мере одного из листов с предварительно нанесенными покрытиями 2 и, например, обоих листов с предварительно нанесенными покрытиями 2.
Граница внешней поверхности сварочного шва 14 включает периферийную часть листа с предварительно нанесенным покрытием 2, которая предназначена для по меньшей мере частичного включения в сварное соединение 22 во время проведения стыковой сварки. Говоря более конкретно, граница внешней поверхности сварочного шва 14 включает боковую лицевую поверхность 13 и часть листа с предварительно нанесенным покрытием 2, простирающуюся от данной боковой лицевой поверхности 13 и включающую часть предварительно нанесенного покрытия 5 и часть подложки 3.
Говоря более конкретно, подготовка границы внешней поверхности сварочного шва 14 может включать по меньшей мере одну из следующих далее технологических стадий:
- удаление по меньшей мере части предварительно нанесенного покрытия 5 на границе внешней поверхности сварочного шва 14 поверх зоны удаления 18, как это продемонстрировано на фигуре 2,
- крацевание границы внешней поверхности сварочного шва 14,
- механическая машинная обработка границы внешней поверхности сварочного шва 14,
- скашивание кромки на границе внешней поверхности сварочного шва 14 и/или
- снятие фаски с границы внешней поверхности сварочного шва 14.
На фигуре 2 продемонстрирован один пример листа с предварительно нанесенным покрытием 2, включающего зону удаления 18. Удаление по меньшей мере одной части предварительно нанесенного покрытия 5 на границе внешней поверхности сварочного шва 14 предпочтительно проводят при использовании лазерного пучка.
Зона удаления 18 может простираться по ширине, заключенной в пределах диапазона между 0,5 мм и 2 мм, от боковой лицевой поверхности 13 листа 2.
В выгодном случае, в зоне удаления 18 удаляют слой металлического сплава 11, в то время как слой интерметаллического сплава 9 остается на по меньшей мере доле его толщины. В данном случае остающийся слой интерметаллического сплава 9 защищает области сварной заготовки 1, непосредственно примыкающие к сварному соединению 22, от окисления и обезуглероживания во время проведения последующих стадий формовки в горячем прессе и от корродирования на протяжении эксплуатационного ресурса.
В соответствии с одним вариантом осуществления во время проведения стадии удаления слой интерметаллического сплава 9 остается при сохранении своей целостности или сохраняется только на доле своей первоначальной толщины таким образом, как, например, только на 60%, 80% или 90% от своей первоначальной толщины.
В соответствии с одним вариантом осуществления во время проведения стадии подготовки подготовку для границы внешней поверхности сварочного шва 14 проводят таким образом, что предварительно нанесенное покрытие 5 остается полностью на по меньшей мере одной основной лицевой поверхности 4 каждого из двух листов с предварительно нанесенными покрытиями 2.
В частности, подготовку границы внешней поверхности сварочного шва 14 проводят таким образом, чтобы сварное соединение 22, полученное в результате соединения двух листов с предварительно нанесенными покрытиями 2 при использовании стыковой сварки, характеризовалось бы уровнем содержания алюминия, большим или равным 0,7% (масс.), а, говоря более конкретно, большим или равным 1,0% (масс.), говоря еще более конкретно, большим или равным 1,5% (масс.) и, например, большим или равным 2,0% (масс.) или большим или равным 2,1% (масс.).
Например, для предварительно нанесенного покрытия 5, содержащего слой алюминиевого слава в качестве слоя металлического сплава 11 и имеющего толщину, большую или равную 25 мкм, и для обычных ширин сварочного шва (заключенных в пределах диапазона между 0,8 мм и 1,8 мм) уровень содержания алюминия в сварном соединении 22 будет большим или равным 0,7% (масс.) в случае сохранения, после проведения подготовки, предварительно нанесенного покрытия 5 полностью на по меньшей мере одной лицевой поверхности 4 каждого из двух листов с предварительно нанесенными покрытиями 2.
Стадия крацевания делает возможным по меньшей мере частичное удаление следовых количеств предварительно нанесенного покрытия 5 на границе внешней поверхности сварочного шва 14 и, говоря более конкретно, на боковой лицевой поверхности 13, представляющей собой результат проведения операций механической резки и/или возможного удаления предварительно нанесенного покрытия 5 на границе внешней поверхности сварочного шва 14.
Скашивание кромки или снятие фаски для границы внешней поверхности сварочного шва 14 делают возможным увеличение количества добавленного присадочного материала без получения в результате чрезмерной толщины в сварном соединении 22.
Механическую машинную обработку границы внешней поверхности сварочного шва 14 будут проводить в случае недостаточной прямизны профиля границы внешней поверхности сварочного шва 14 до проведения механической машинной обработки с точки зрения проведения лазерной резки.
Способ, кроме того, включает стадию стыковой сварки листов с предварительно нанесенными покрытиями 2 после проведения необязательной подготовки границы внешней поверхности сварочного шва 14 при использовании присадочной проволоки 20 таким образом, чтобы была бы получена сварная стальная заготовка 1.
На фигурах 3 и 4 иллюстрируются две ступени стадии сварки для получения сварной стальной заготовки 1.
В примере, продемонстрированном на фигурах 3 и 4, листы с предварительно нанесенными покрытиями 2 не подвергали воздействию какого-либо удаления их предварительно нанесенного покрытия 5 до проведения сварки. В данном примере предварительно нанесенное покрытие 5 остается целостным на обеих основных лицевых поверхностях 4 листов с предварительно нанесенными покрытиями 2 до проведения сварки. В данном примере две основные лицевые поверхности листов с предварительно нанесенными покрытиями 2 являются полностью покрытыми предварительно нанесенным покрытием 5 во время проведения стыковой сварки.
Операция сварки приводит в результате к формированию зоны расплавленного металла на месте примыкания между двумя листами 2, которая впоследствии затвердевает, формируя сварное соединение 22.
Стадия сварки, в частности, является стадией лазерной сварки, при которой лазерный пучок 24 направляют на место примыкания между двумя листами 2. Данный лазерный пучок 24 конфигурируют для плавления присадочной проволоки 20 в точке падения 26 лазерного пучка 24.
Стадию лазерной сварки, например, проводят при использовании углекислотного лазера или твердотельного лазера.
Источник лазерного излучения предпочтительно является источником лазерного излучения с высокой выходной мощностью. Он, например, может быть выбран из углекислотного лазера, характеризующегося длиной волны, составляющей приблизительно 10 микрометров, твердотельного источника лазерного излучения, характеризующегося длиной волны, составляющей приблизительно 1 микрометр, или полупроводникового источника лазерного излучения, например, диодного лазера, характеризующегося длиной волны, заключенной в пределах диапазона приблизительно между 0,8 и 1 микрометра.
Мощность источника лазерного излучения выбирают в зависимости от толщины листов 2. В частности, мощность выбирают таким образом, чтобы были бы обеспечены плавление присадочной проволоки 20 и границ внешней поверхности сварочного шва 14 листов 2, а также достаточное смешивание в сварном соединении 22. Для углекислотного лазера мощность лазера, например, заключена в пределах диапазона между 3 кВт и 12 кВт. Для твердотельного лазера или полупроводникового лазера мощность лазера, например, заключена в пределах диапазона между 2 кВт и 8 кВт.
Диаметр лазерного пучка 24 в точке его падения 26 на листах 2 может быть равным приблизительно 600 мкм для обоих типов источников лазерного излучения.
Во время проведения стадии сварки сварку, например, проводят в защитной атмосфере. Такая защитная атмосфера, в частности, предотвращает окисление и обезуглероживание области, где проводят сварку, образование нитрида бора в сварном соединении 22 и возможное холодное растрескивание вследствие поглощения водорода.
Защитная атмосфера, например, представляет собой инертный газ или смесь из инертных газов. Инертные газы могут представлять собой гелий или аргон или смесь из данных газов.
Во время проведения данной стадии сварки расстояние между обращенными друг к другу боковыми лицевыми поверхностями 13 двух листов 1 является, например, меньшим или равным 0,3 мм, а, говоря более конкретно, меньшим или равным 0,1 мм. Обеспечение наличия такого просвета между обращенными друг к другу боковыми лицевыми поверхностями 13 двух листов 1 промотирует осаждение присадочного металла во время проведения операции сварки и предотвращает формирование чрезмерной толщины в сварном соединении 22. Осаждение присадочного металла и предотвращение возникновения чрезмерной толщины также будут улучшены в случае производства скошенной кромки или снятой фаски во время проведения стадии подготовки на границах внешней поверхности сварочного шва 14 листов 2.
Во время проведения стадии сварки доля присадочной проволоки 20, добавленной к сварочной ванне, заключена, например, в пределах диапазона между 10% и 50%, а, говоря более конкретно, между 10% и 40%.
В соответствии с изобретением присадочная проволока 20 характеризуется уровнем содержания углерода, заключенным в пределах диапазона между 0,01% (масс.) и 0,45% (масс.), (критерий С1).
Кроме того, композицию присадочной проволоки 20 и долю присадочной проволоки 20, добавленной к сварочной ванне, выбирают таким образом, чтобы тем самым полученное сварное соединение 22 характеризовалось бы:
(а) фактором закалки FTWJ сварного соединения 22 таким образом, чтобы FTWJ – 0,9FTBM ≥ 0, (критерий С2),
где:
- FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки 3 в числе стальных подложек 3 двух листов с предварительно нанесенными покрытиями 2, и
- факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553 × C + 55 × Mn + 267 × Si + 49 × Ni + 5 × Cr – 79 × Al – 2 × Ni2 – 1532 × C2 – 5 × Mn2 – 127 × Si2 – 40 × C × Ni – 4 × Ni × Mn, где Al, Cr, Ni, C, Mn и Si, соответственно, представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область будет представлять собой сварное соединение 22 в случае FTWJ и наименее прокаливаемую подложку 3 в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении 22, составляющим строго менее, чем 0,15% (масс.), или в случае уровня содержания углерода CWJ в сварном соединении 22, большего или равного 0,15% (масс.), фактором размягчения FAWJ сварного соединения 22 таким образом, чтобы FAWJ > 5000, (критерий С3),
где фактор размягчения FAWJ сварного соединения 22 рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении 22, при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1 × Mo + 3676,9 × Si – 522,64 × Al – 2221,2 × Cr – 118,11 × Ni – 1565,1 × C – 246,67 × Mn.
Наименее прокаливаемая подложка 3 в числе подложек 3 листов с предварительно нанесенными покрытиями 2 является подложкой 3, характеризующейся наименьшим уровнем содержания углерода.
Действительно, как это удивительным образом установили изобретатели настоящего изобретения, в случае удовлетворения вышеупомянутых критериев С1, С2 и С3 деталь, полученная из такой сварной стальной заготовки 1 после проведения термической обработки, включающей стадию аустенитизации (формовку в горячем прессе и охлаждение в прессующем устройстве), будет демонстрировать металлургическую гарантию неразрушения в сварном соединении 22 или в зоне термического воздействия, примыкающей к сварному соединению 22, при проведении испытания на растяжение перпендикулярно сварному соединению 22 даже в случае демонстрации сварным соединением 22 уровня содержания алюминия, большего или равного 0,7% (масс.) и даже большего или равного 2,1%.
Поэтому при использовании способа, соответствующего изобретению, является возможным получение детали, демонстрирующей удовлетворительные характеристики безопасности при столкновении при относительно низкой стоимости, несмотря на возможно относительно высокий уровень содержания алюминия в сварном соединении 22.
В частности, производственная себестоимость уменьшается в сопоставлении с тем, что имеет место для способов, делающих необходимым удаление предварительно нанесенного покрытия 5 на обеих основных лицевых поверхностях 4 листов с предварительно нанесенными покрытиями 2, поскольку больше уже нет необходимости в удалении предварительно нанесенного покрытия 5 на обеих лицевых поверхностях листов с предварительно нанесенными покрытиями 2. Скорее, для листа 2 с нанесенными покрытиями на обеих основных лицевых поверхностях 4 удовлетворительные свойства могут быть получены при удалении предварительно нанесенного покрытия 5 на только одной основной лицевой поверхности 4 листов с предварительно нанесенными покрытиями 2 или даже без удаления предварительно нанесенного покрытия 5 на любой из основных лицевых поверхностей 4 листов с предварительно нанесенными покрытиями 2.
Говоря более конкретно, как это удивительным образом установили изобретатели настоящего изобретения, использование присадочной проволоки 20, характеризующейся уровнем содержания углерода, заключенным в пределах диапазона между 0,01% (масс.) и 0,45% (масс.), (критерий С1) делает возможным предотвращение возникновения ликваций углерода и, следовательно, пиков твердости в сварном соединении 22 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве, в особенности в присутствии существенных количеств алюминия в сварном соединении 22. Поэтому использование такой присадочной проволоки 20 уменьшает хрупкость сварного соединения 22 и участвует в избегании разрушения в сварном соединении 22 детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве под воздействием натяжения, перпендикулярного сварному соединению 22. В частности, согласно наблюдениям изобретателей настоящего изобретения в случае использования присадочной проволоки 20, характеризующейся уровнем содержания углерода, заключенным в пределах диапазона между 0,01% (масс.) и 0,45% (масс.), максимальная вариация твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения 22. Говоря другими словами, ΔHV(WJ)/HVmean(WJ) × 100 ≤ 20%, где ΔHV(WJ) представляет собой разность между максимальной и минимальной твердостями, измеренными в сварном соединении 22, а HVmean(WJ) представляет собой среднюю твердость, измеренную в сварном соединении 22.
Кроме того, как это также удивительным образом установили изобретатели настоящего изобретения, в случае удовлетворения композиции сварного соединения 22 критерию С2 минимальная твердость HVmin(WJ) в сварном соединении 22 после формовки в горячем прессе и охлаждения в прессующем устройстве будет большей или равной в сопоставлении со средней твердостью HVmean(ВМleast hardenable) наименее прокаливаемой в числе двух подложек 3 листов с предварительно нанесенными покрытиями 2. Поэтому в случае удовлетворения критерия С2 и в предположении гомогенного смешивания в сварном соединении 22 невероятным будет возникновение разрушения в сварном соединении 22 под воздействием натяжения в направлении, перпендикулярном сварному соединению 22 детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве.
В заключение, как это удивительным образом наблюдали изобретатели, в случае уровня содержания CWJ в сварном соединении 22, составляющего строго менее чем 0,15% (масс.), (критерий С3, первый альтернативный вариант) в зоне термического воздействия детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве, будет иметь место падение твердости, меньшее или равное 8% в сопоставлении с тем, что имеет место для базового металла, примыкающего к ней.
В случае уровня содержания углерода CWJ в сварном соединении 22, большего или равного 0,15% (масс.), при факторе размягчения FAWJ, меньшем или равном 5000, согласно наблюдениям изобретателей имело место падение твердости, большее или равное 10%, в зоне термического воздействия в сопоставлении с тем, что имеет место для базового металла, примыкающего к ней, в детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве. Наоборот, в случае фактора размягчения FAWJ сварного соединения 22, составляющего строго более чем 5000, (критерий С3, второй альтернативный вариант) согласно наблюдениям изобретателей в детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве падение твердости в зоне термического воздействия по отношению к тому, что имеет место для базового металла, примыкающего к ней, будет меньшим или равным 8%.
В данном контексте падение твердости определяют следующим далее образом: (HVmean(BM) – HVmin(HAZ))/HVmean(BM) × 100.
В контексте настоящего изобретения желательным является избегание падений твердости, составляющих строго более чем 8%, в зоне термического воздействия по отношению к тому, что имеет место для базового металла, примыкающего к ней, в детали, полученной после формовки в горячем прессе и охлаждения в прессующем устройстве, поскольку такое падение твердости увеличивает риск разрушения в зоне термического воздействия под воздействием растяжения, перпендикулярного сварному соединению.
Поэтому в случае удовлетворения критерия С3 значительно уменьшится риск разрушения в зоне термического воздействия.
Как следствие в случае способа, соответствующего изобретению, при котором совокупно удовлетворяются критерии С1, С2 и С3, в зоне термического воздействия или в сварном соединении 22 вряд ли произойдет разрушение под воздействием натяжения, перпендикулярного сварному соединению 22.
В выгодном случае уровень содержания алюминия в сварном соединении 22 является большим или равным 0,7% (масс.), говоря более конкретно, большим или равным 1,0% (масс.), говоря более конкретно, большим или равным 1,5%, а, говоря еще более конкретно, большим или равным 2,0% (масс.) и, например, большим или равным 2,1% (масс.).
В выгодном случае, композицию присадочной проволоки 20 и долю присадочной проволоки 20, добавленной в сварочную ванну, выбирают, кроме того, таким образом, чтобы уровень содержания углерода CWJ в сварном соединении 22 был бы строго меньшим или равным 1,25-кратному уровню содержания СВМ в наиболее прокаливаемой подложке 3 в числе подложек 3 листов с предварительно нанесенными покрытиями 2, формирующих сварную заготовку 1, (критерий С4). Говоря другими словами, 1,25 × СВМ(most hardenable) – СWJ ≥ 0.
Наиболее прокаливаемой в числе подложек 3 листов с предварительно нанесенными покрытиями 2, формирующих сварную заготовку 1, является подложка 3, характеризующаяся наибольшим уровнем содержания углерода.
Действительно, как это установили изобретатели настоящего изобретения, в случае соблюдения данного критерия С4 еще больше уменьшится риск разрушения в сварном соединении 22 после проведения термической обработки.
Предпочтительно композицию присадочной проволоки 20 и долю присадочной проволоки 20, добавленной в сварочную ванну, выбирают, кроме того, таким образом, что уровень содержания никеля NiWJ в сварном соединении 22 заключен в пределах диапазона между 2,0% (масс.) и 11,0% (масс.), (критерий С5).
Действительно, согласно наблюдениям изобретателей твердость в сварном соединении 22 после проведения термической обработки будет в особенности стабильной в случае удовлетворения критерия С5. Говоря более конкретно, в данном случае наблюдают разность твердости ΔHV(WJ), меньшую или равную 80 HV, по сварному соединению 22 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве, даже для уровней содержания углерода в сварном соединении 22, больших или равных 0,15% (масс.). Такая улучшенная стабильность является выгодной, поскольку это еще более уменьшает риск разрушения в сварном соединении 22 вследствие более равномерного перераспределения деформации при приложении усилий растяжения.
Например, присадочная проволока 20 характеризуется следующей далее композицией, при выражении через массу:
0,001% ≤ C ≤ 0,45%, а, говоря более конкретно, 0,02% ≤ C ≤ 0,45%,
0,001% ≤ Mn ≤ 30%, а, говоря более конкретно, 0,05% ≤ Mn ≤ 20%,
0,001% ≤ Si ≤ 1%,
0,001% ≤ Ni ≤ 56%,
0,001% ≤ Cr ≤ 30%,
0,001% ≤ Mo ≤ 5%,
0,001% ≤ Al ≤ 0,30%,
0,001% ≤ Cu ≤ 1,80%,
0,001% ≤ Nb ≤ 1,50%,
0,001% ≤ Ti ≤ 0,30%,
0,001% ≤ N ≤ 10%,
0,001% ≤ V ≤ 0,1%,
0,001% ≤ Co ≤ 0,20%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления.
Например, присадочная проволока 20 состоит из вышеупомянутых элементов.
В соответствии с одним примером присадочная проволока 20 характеризуется композицией, которая соответствует представленному выше определению изобретения, и уровнем содержания никеля, заключенным в пределах диапазона между 0,001% и 7% (масс.).
В соответствии с одним альтернативным примером присадочная проволока 20 характеризуется композицией, которая соответствует представленному выше определению изобретения, и уровнем содержания никеля, заключенным в пределах диапазона между 7% и 56% (масс.).
В соответствии с одним конкретным примером присадочная проволока 20 характеризуется следующей далее композицией, при выражении через массу:
0,02% ≤ C ≤ 0,45%,
0,05% ≤ Mn ≤ 20%,
0,001% ≤ Si ≤ 1%,
7% ≤ Ni ≤ 56%,
0,001% ≤ Cr ≤ 30%,
0,001% ≤ Mo ≤ 5%,
0,001% ≤ Al ≤ 0,30%,
0,001% ≤ Cu ≤ 1,80%,
0,001% ≤ Nb ≤ 1,50%,
0,001% ≤ Ti ≤ 0,30%,
0,001% ≤ N ≤ 10%,
0,001% ≤ V ≤ 0,1%,
0,001% ≤ Co ≤ 0,20%,
при этом остаток представляет собой железо и примеси, представляющие собой результат изготовления.
Например, присадочная проволока 20 состоит из вышеупомянутых элементов.
Присадочная проволока 20 является, например, сплошной проволокой или присадочной проволокой с флюсовым сердечником.
Изобретение также относится к сварной стальной заготовке 1, которая может быть получена при использовании вышеупомянутого способа.
Такая сварная стальная заготовка 1 включает два листа с предварительно нанесенными покрытиями 2, при этом каждый лист с предварительно нанесенным покрытием 2 включает стальную подложку 3, имеющую предварительно нанесенное покрытие 5 по меньшей мере на одной из своих основных лицевых поверхностей 4, причем предварительно нанесенное покрытие 5 включает слой интерметаллического сплава 9, содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава 11, простирающийся поверх слоя интерметаллического сплава 9, при этом слой металлического сплава 11 является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе, причем листы с предварительно нанесенными покрытиями 2 соединяют при использовании сварного соединения 22.
Листы с предварительно нанесенными покрытиями 2 и сварное соединение 22 характеризуются признаками, раскрытыми выше по отношению к способу производства сварной стальной заготовки 1.
В частности, сварное соединение 22 является таким, что после проведения формовки в горячем прессе и охлаждения в прессующем устройстве максимальная вариация твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения 22. Говоря другими словами, ΔHV(WJ)/HVmean(WJ) × 100 ≤ 20%.
Сварное соединение 22, кроме того, является таким, что минимальная твердость HVmin(WJ) в сварном соединении 22 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве является большей или равной средней твердости HVmean(BMleast hardenable) наименее прокаливаемой в числе двух подложек 3 листов с предварительно нанесенными покрытиями 2 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве.
Сварное соединение 22, кроме того, является таким, что после проведения формовки в горячем прессе и охлаждения в прессующем устройстве падение твердости в зоне термического воздействия по отношению к базовому металлу, примыкающему к ней, является меньшим или равным 8%. Говоря другими словами, (HVmean(BM) – HVmin(HAZ))/HVmean(BM) × 100 ≤ 8%.
В выгодном случае, сварное соединение 22 является таким, что после проведения формовки в горячем прессе и охлаждения в прессующем устройстве разность твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 80 HV.
В выгодном случае, сварное соединение 22 является таким, что средняя твердость HVmean(WJ) в сварном соединении 22 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве является меньшей или равной 600 HV.
Изобретение также относится к способу производства сварной, формованной в горячем прессе и охлажденной стальной детали, включающему:
- производство сварной стальной заготовки 1 при использовании способа, который соответствует представленному выше описанию изобретения;
- нагревание сварной стальной заготовки 1 таким образом, чтобы была бы получена полностью аустенитная структура в подложках 3 листов с предварительно нанесенными покрытиями 2, составляющих сварную заготовку 1;
- формовку в горячем прессе для сварной стальной заготовки 1 в прессующем устройстве в целях получения стальной детали; и
- охлаждение стальной детали в прессующем устройстве.
Говоря более конкретно, во время проведения стадии нагревания сварную стальную заготовку 1 нагревают до температуры аустенитизации. После этого ее выдерживают при температуре аустенитизации на протяжении времени выдерживания, зависящего от толщины листов 2, формирующих сварную стальную заготовку 1. Время выдерживания выбирают в зависимости от температуры аустенитизации таким образом, чтобы сварная заготовка 1 подверглась бы аустенитизации, и таким образом, чтобы легированный интерметаллический слой, имеющий предварительно определенную толщину, был бы сформирован в результате легирования между подложками 3 и предварительно нанесенным покрытием 5. Например, время выдерживания является равным приблизительно 5 минутам.
До проведения формовки в горячем прессе таким образом нагретую сварную стальную заготовку 1 переводят в горячее формующее прессующее устройство. Время перевода в выгодном случае заключено в пределах диапазона между 5 и 10 секундами. Время перевода выбирают по возможности наиболее коротким в целях избегания металлургических превращений в сварной стальной заготовке 1 до проведения формовки в горячем прессе.
Во время проведения стадии охлаждения скорость охлаждения является большей или равной в сопоставлении с критической скоростью мартенситного или бейнитного охлаждения по меньшей мере одной из подложек 3 двух листовых сталей 2 и, например, наиболее прокаливаемой листовой стали 1, то есть, листовой стали, характеризующейся наименьшей критической скоростью охлаждения.
Изобретение также относится к сварной, прессованной в горячем прессе и охлажденной стальной детали, полученной при использовании описанного выше способа.
Говоря более конкретно, данная стальная деталь включает первую часть детали из стали с нанесенным покрытием и вторую часть детали из стали с нанесенным покрытием, соответственно, представляющие собой результат проведения формовки в горячем прессе и охлаждения в прессующем устройстве двух листовых сталей с предварительно нанесенными покрытиями 2.
Говоря более конкретно, каждая часть детали из стали с нанесенным покрытием включает стальную подложку, имеющую на по меньшей мере одной из своих основных лицевых поверхностей покрытие, содержащее железо и алюминий, при этом первую и вторую части стальной детали соединяют при использовании сварного соединения 22, которое соответствует представленному выше описанию изобретения.
В частности, покрытие первой и второй частей стальной детали представляет собой результат по меньшей мере частичного легирования предварительно нанесенного покрытия 5 во время проведения формовки в горячем прессе.
Подложки первой и второй частей стальной детали характеризуются композициями, описанными выше для листов с предварительно нанесенными покрытиями 2. Они представляют собой результат формовки в горячем прессе и охлаждения подложек 3 листов с предварительно нанесенными покрытиями 2.
Сварное соединение 22 является таким, что максимальная вариация твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения 22. Говоря другими словами, ΔHV(WJ)/HVmean(WJ) × 100 ≤ 20%.
Минимальная твердость HVmin(WJ) в сварном соединении 22 является большей или равной средней твердости HVmean(BMleast hardenable) наименее прокаливаемой в числе двух подложек 3 листов с предварительно нанесенными покрытиями 2 после проведения формовки в горячем прессе и охлаждения в прессующем устройстве.
Кроме того, для каждой из первой и второй частей детали из стали с нанесенным покрытием падение твердости в зоне термического воздействия по отношению к базовому металлу, примыкающему к ней, является меньшим или равным 8%. Говоря другими словами, (HVmean(BM) – HVmin(HAZ))/HVmean(BM) × 100 ≤ 8%.
В выгодном случае, разность твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 80 HV.
В выгодном случае, средняя твердость HVmean(WJ) в сварном соединении 22 является меньшей или равной 600 HV.
Изобретатели настоящего изобретения провели эксперименты, в которых производили сварные стальные заготовки 1 в результате проведения стыковой лазерной сварки друг с другом двух листов с предварительно нанесенными покрытиями А и В при использовании присадочной проволоки W.
В представленной ниже таблице 1 перечисляются экспериментальные условия для каждого из проведенных экспериментов от Е1 до Е21.
Листы с предварительно нанесенными покрытиями А и В, наличие которых первоначально было обеспечено, имели предварительно нанесенное покрытие 5 на обеих из своих основных лицевых поверхностей 4, имеющее толщину, составляющую приблизительно 25 микрометров.
Для всех из подвергнутых испытанию листов с предварительно нанесенными покрытиями А и В предварительно нанесенное покрытие 5 получали при нанесении покрытия в результате погружения в расплав в ванне из расплавленного металла и формировали из слоя металлического сплава 11 и слоя интерметаллического сплава 9.
Слой металлического сплава 11 предварительно нанесенного покрытия 5 содержал, при выражении через массу:
Si: 9%,
Fe: 3%,
при этом остаток состоит из алюминия и возможных примесей, представляющих собой результат разработки.
Слой металлического сплава 11 характеризовался средней совокупной толщиной 20 мкм.
Слой интерметаллического сплава 9 содержал интерметаллические соединения, относящиеся к типу Fex-Aly, и, в первую очередь, Fe2Al3, Fe2Al5 и FexAlySiz. Он имеет среднюю толщину 5 мкм.
Как это можно видеть, в столбце, озаглавленном «Удаление предварительно нанесенного покрытия на границе внешней поверхности сварочного шва» в таблице 1, некоторые из сварных заготовок 1 получали после удаления слоя металлического сплава 11 предварительно нанесенного покрытия 5 на одной из основных лицевых поверхностей 4 каждого из листов с предварительно нанесенными покрытиями А и В до проведения стыковой сварки («Удаление для одной лицевой поверхности»), а некоторые получали в результате проведения сварки листов с предварительно нанесенными покрытиями 2 при сохранении их предварительно нанесенного покрытия 5 неповрежденным на обеих из их основных лицевых поверхностей 4 («Нет»). Удаление проводили при использовании лазерной абляции, использующей способ, раскрытый в предшествующей заявке WO 2007/1189392007/118939.
Таблица 1. Перечень экспериментальных условий
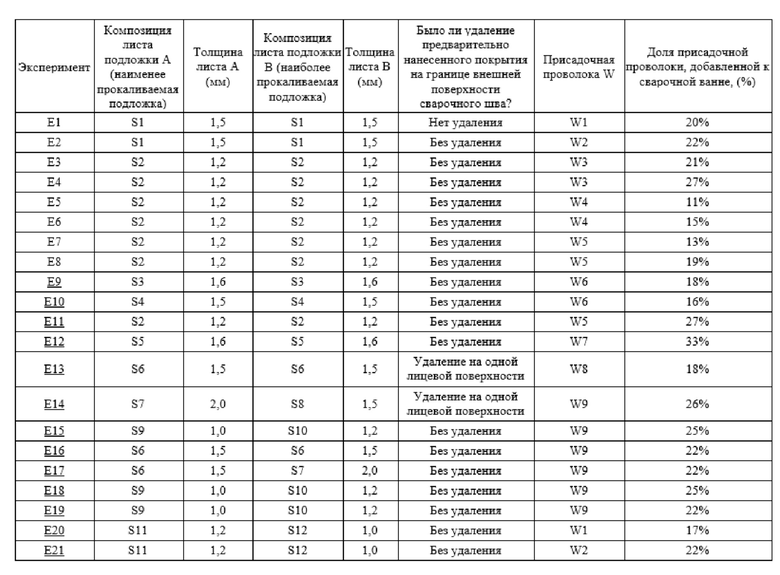
В представленной выше таблице эксперименты, которые не соответствуют изобретению, подчеркнуты.
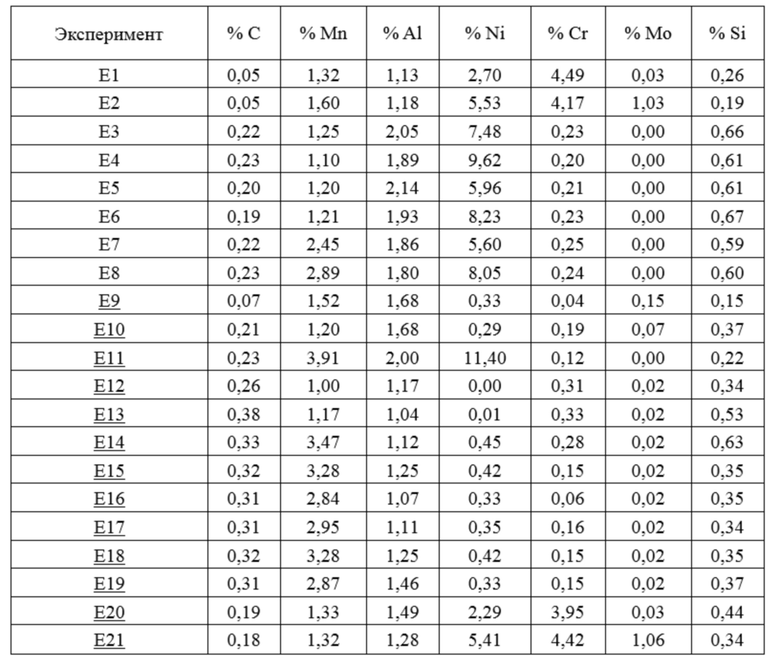
Стальные подложки, использованные в различных экспериментах, упомянутых в таблице 1, характеризуются композициями, перечисленными в представленной ниже таблице 2, при этом уровни содержания выражаются в (масс.).
Таблица 2. Состав подложек
Для всех подложек остаток композиции представляет собой железо, возможные примеси и неизбежные элементы, представляющие собой результат изготовления.
В представленной выше таблице 2 «-» обозначает содержание в подложке, самое большее, следовых количеств рассматриваемого элемента.
Присадочные проволоки W, использованные в различных экспериментах, упомянутых в таблице 1, характеризуются композициями, перечисленными в представленной ниже таблице 3, при этом уровни содержания выражаются в % (масс.).
Таблица 3. Состав присадочных проволок W
Для всех сварочных проволок остаток композиции представляет собой железо, возможные примеси и неизбежные элементы, представляющие собой результат изготовления.
После этого изобретатели измерили для каждого эксперимента от Е1 до Е21 композицию полученного сварного соединения 22 при использовании обычных методов измерения.
Уровни содержания марганца, алюминия, никеля, хрома, молибдена и кремния в сварном соединении 22 определяли на поперечном сечении образцов, отобранных перпендикулярно сварному соединению 22, при использовании детектора энергодисперсионной спектроскопии, встроенного в сканирующий электронный микроскоп. Уровень содержания углерода определяли при использовании электронного микрозонда Castaing на поперечном сечении образцов, отобранных перпендикулярно сварному соединению 22. Результаты данных измерений указываются в представленной ниже таблице 4.
Таблица 4. Измеренные уровни содержания в сварных соединениях
На основании данных результатов измерений изобретатели определили для каждой из сварных стальных заготовок 1, соответствующих экспериментам от Е1 до Е21, удовлетворяются или нет критерии С1, С2, С3, соответствующие изобретению, и необязательные дополнительные критерии С4 и С5. Результаты данного определения обобщенно представлены в представленной ниже таблице 5.
Таблица 5. Значения критериев в сварных соединениях
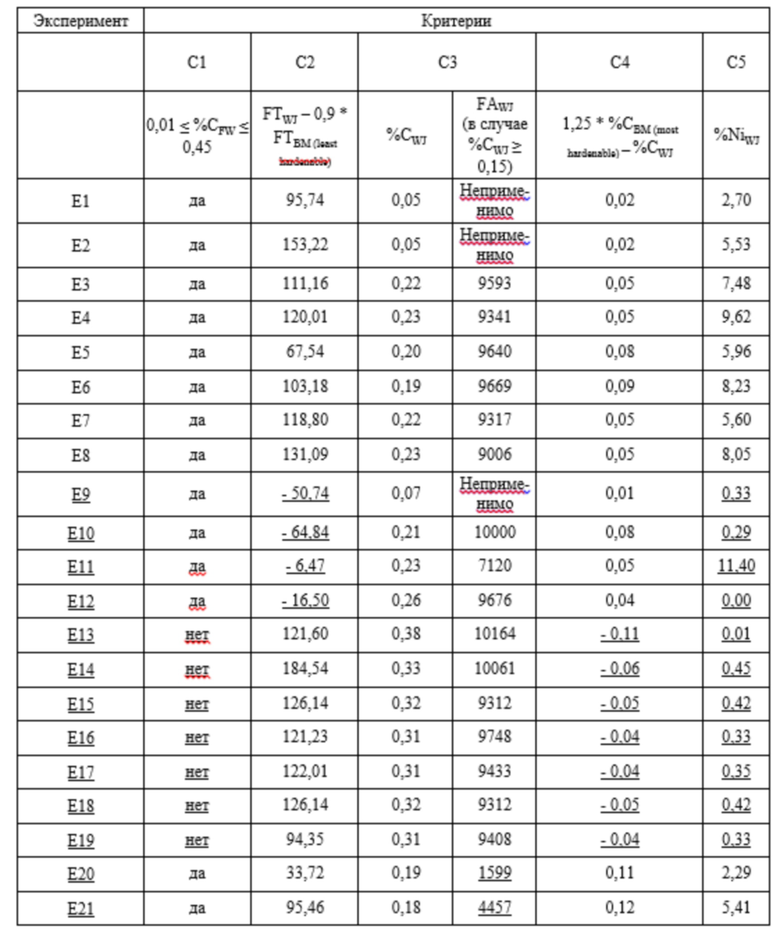
Подчеркнутые значения: не соответствуют изобретению
Как это можно видеть исходя из таблицы 5, эксперименты, указанные обозначениями от Е1 до Е8, представляют собой примеры, соответствующие изобретению: в данных экспериментах удовлетворяются критерии от С1 до С3.
Наоборот, эксперименты, указанные обозначениями от Е9 до Е21, не соответствуют изобретению: в данных экспериментах не удовлетворяется по меньшей мере один критерий из числа критериев от С1 до С3.
В заключение, изобретатели подвергали таким образом произведенные сварные стальные заготовки 1 воздействию термической обработки, включающей аустенитизацию, со следующим далее быстрым охлаждением таким образом, чтобы были бы получены термообработанные детали. Такие термообработанные детали обладают теми же самыми свойствами, что и формованные в горячем прессе и охлажденные детали. После этого изобретатели проводили измерения для определения механических свойств данных деталей. Результаты данных измерений продемонстрированы в представленной ниже таблице 6.
Таблица 6. Результаты измерений твердости после проведения термической обработки
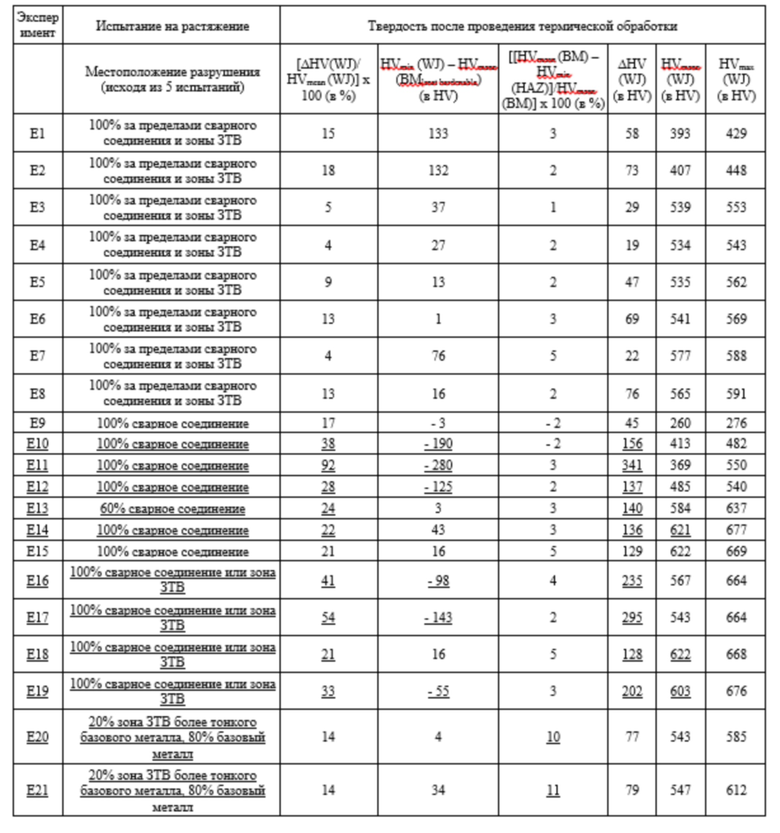
Подчеркнутые значения: не соответствуют изобретению
Испытания на растяжение проводили при температуре окружающей среды (приблизительно 20°С) при использовании метода, раскрытого в следующих далее стандартах: NF EN ISO 4136 и NF ISO 6892-1, в отношении поперечно сварного образца для испытаний на растяжение, относящегося к типу EN 12.5 × 50 (240 × 30 мм) и извлеченного перпендикулярно направлению лазерного сварочного шва. Для каждого эксперимента (от Е1 до Е21) проводили пять испытаний на растяжение. Процентные доли, указанные в столбце, озаглавленном «Местоположение разрушения», соответствуют для каждого эксперимента (от Е1 до Е21) процентной доле испытаний на растяжение, при которых разрушение имело место в упомянутой области (базовый металл, зона ЗТВ или сварное соединение).
Твердость измеряли при использовании испытания на твердость по Виккерсу в соответствии со стандартом NF EN ISO 6507-1. Испытания проводили поперечно сварному соединению при использовании усилия при испытании 0,5 кГс (HV0.5). Местоположения для измерения твердости у каждой термообработанной детали демонстрируются на фигуре 5. Как это можно видеть исходя из данной фигуры, твердость измеряли вдоль трех линий, расположенных, соответственно, в позициях на 1/4, 1/2 и 3/4 толщины термообработанной детали. Для каждой линии измерения проводили при наличии регулярной стадии в соответствии со стандартом NF EN ISO 6507-1, начиная от центральной оси сварного соединения 22.
Локализацию точек для испытания в сварном соединении 22 или в базовом металле идентифицировали в результате металлографического рассмотрения поверхности для испытания после проведения декапирования при использовании ниталя, который представляет собой реагент, известный сам по себе. Зону термического воздействия идентифицировали с областью, включающей по трем линиям для испытания две точки для испытания, непосредственно примыкающие к сварному соединению 22.
Минимальная твердость в сварном соединении HVmin(WJ) соответствует наименьшему значению твердости, измеренному в сварном соединении 22.
Максимальная твердость в сварном соединении HVmax(WJ) соответствует наибольшему значению твердости, измеренному в сварном соединении 22.
Средняя твердость в сварном соединении HVmean(WJ) соответствует среднему значению для всех значений твердости, измеренных в сварном соединении 22.
Минимальная твердость в зоне термического воздействия HVmin(HAZ) соответствует наименьшему значению твердости, измеренному в зоне термического воздействия.
Средняя твердость в базовом металле HVmean(BM) соответствует среднему значению для всех значений твердости, измеренных в базовом металле.
Как это можно видеть исходя из представленной выше таблицы 6, в экспериментах от Е1 до Е8, в которых удовлетворяются критерии от С1 до С3, во время проведения испытания на растяжение 100% разрушений происходило за пределами сварного соединения 22 или зоны термического воздействия.
Помимо этого:
- максимальная вариация твердости ΔHV(WJ) по сварному соединению 22 является меньшей или равной 20% от средней твердости HVmean(WJ) сварного соединения 22;
- минимальная твердость HVmin(WJ) в сварном соединении 22 является большей или равной средней твердости HVmean(BMleast hardenable) наименее прокаливаемого базового металла; и
- падение твердости в зоне термического воздействия по отношению к базовому металлу является меньшим или равным 8%.
Наоборот, в экспериментах от Е9 до Е21, которые не соответствуют изобретению, вследствие неудовлетворения по меньшей мере одного из числа критериев от С1 до С3 разрушения происходят либо в сварном соединении 22, либо в зоне термического воздействия.
Говоря более конкретно, в случае неудовлетворения критерия С1 при одновременном удовлетворении критериев С2 и С3 (эксперименты от Е13 до Е19) максимальная вариация твердости ΔHV(WJ) по сварному соединению 22 составит строго более, чем 20% от средней твердости HVmean(WJ) сварного соединения 22. Поэтому в данном случае сварное соединение 22 включает локализованные области пиков твердости, которые поэтому являются менее тягучими и увеличивают риск разрушения в сварном соединении 22.
Кроме того, в случае неудовлетворения критерия С2 при одновременном удовлетворении критериев С1 и С3 (эксперименты от Е9 до Е12) минимальная твердость HVmin(WJ) в сварном соединении 22 будет строго меньшей, чем средняя твердость HVmean(BM least hardenable) наименее прокаливаемого базового металла. В данном случае 100% разрушений происходили в сварном соединении 22.
В заключение, в случае неудовлетворения критерия С3 при одновременном удовлетворении критериев С1 и С2 (эксперименты Е20 и Е21) падение твердости в зоне термического воздействия по отношению к базовому металлу составит строго более, чем 8%. В данном случае по меньшей мере 20% разрушений происходило в зоне термического воздействия. Данные результаты подтверждают увеличение риска разрушения в зоне термического воздействия при неудовлетворении критерия С3.
Кроме того, согласно наблюдениям в экспериментах, в которых удовлетворяется критерий С5, вариация твердости в сварном соединении ΔHV(WJ) будет меньшей или равной 80 HV (эксперименты от Е1 до Е8 и Е19 и Е20) даже в случае уровня содержания углерода в сварном соединении 22, большего или равного 0,15%. Наоборот, в случае неудовлетворения критерия С5 для уровней содержания углерода в сварном соединении 22, больших или равных 0,15% (масс.), вариация твердости в сварном соединении ΔHV(WJ) составит строго более, чем 80 HV (эксперименты от Е10 до Е18).
Поэтому способ, соответствующий изобретению, является в особенности выгодным, поскольку он делает возможным получение после проведения формовки в горячем прессе и охлаждения в прессующем устройстве детали, обладающей превосходными механическими свойствами, в том числе в сварном соединении 22, и при отсутствии необходимости удаления предварительно нанесенного покрытия 5 до проведения сварки.
Поэтому он является в особенности хорошо адаптированным для изготовления деталей систем противодействия несанкционированному проникновению, конструкционных деталей или энергопоглощающих деталей, которые вносят свой вклад в безопасность механических транспортных средств.
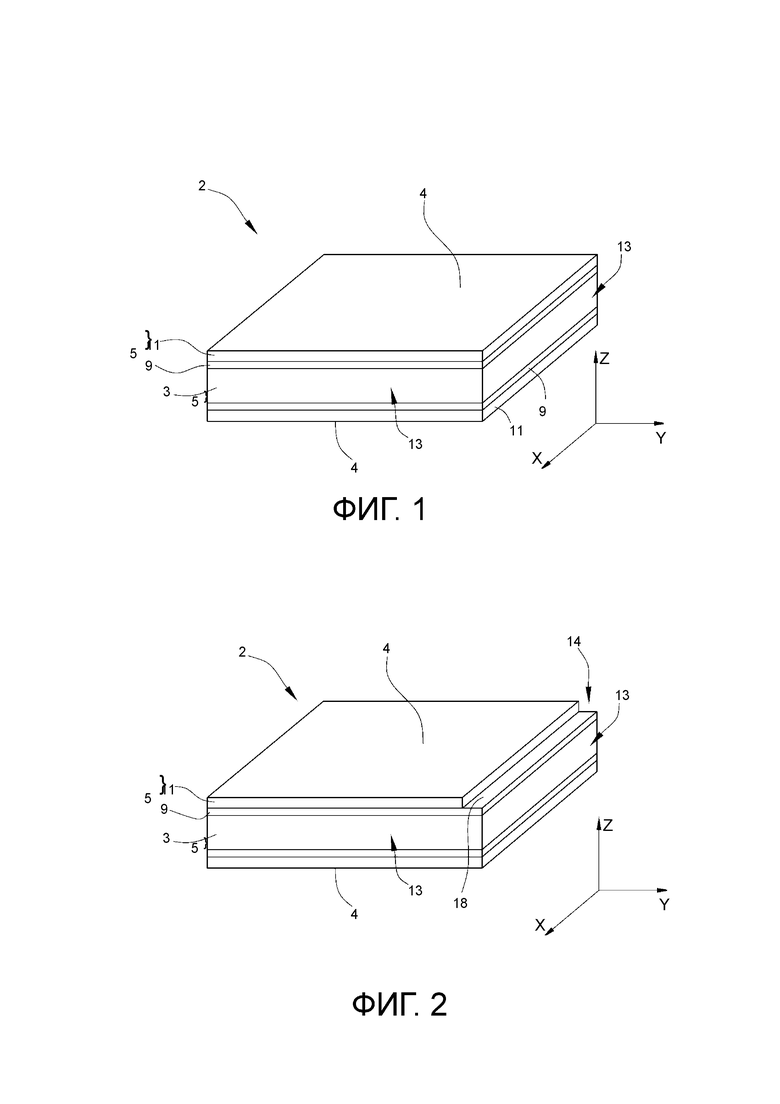
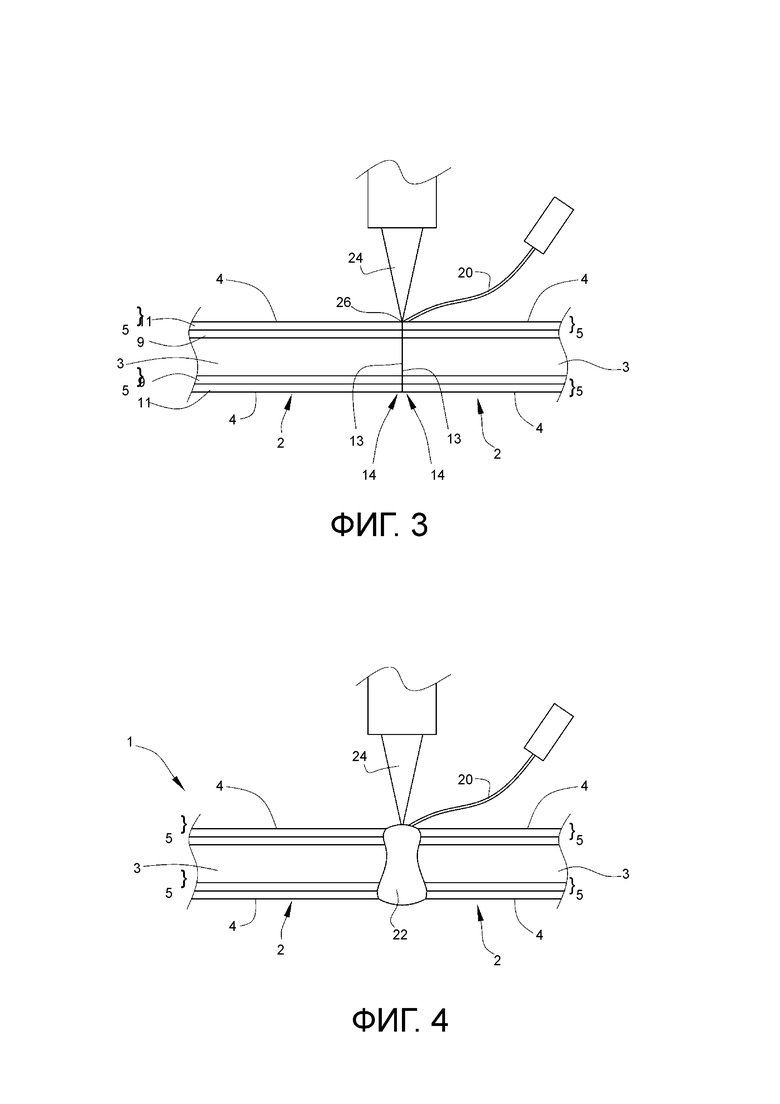
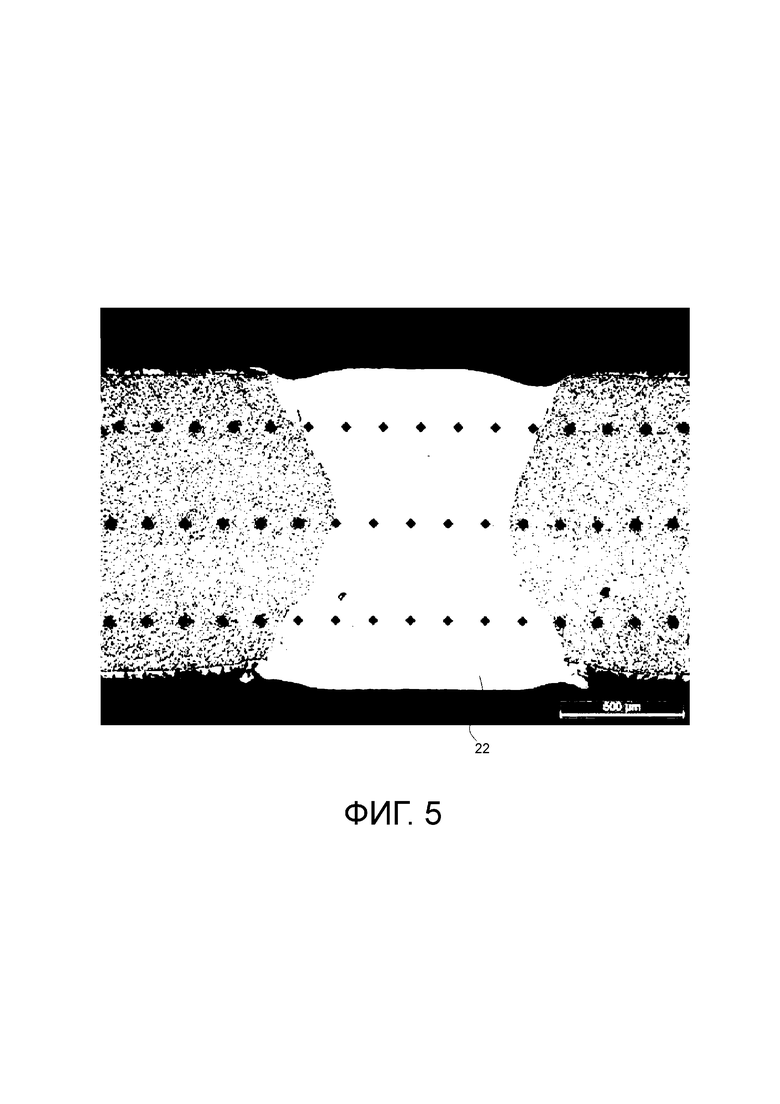
Изобретение относится к области сварки, а именно к получению сварной стальной заготовки, используемой для производства деталей системы противодействия несанкционированному проникновению или энергопоглощающих деталей механического транспортного средства. Для получения сварной заготовки используют два листа с предварительно нанесенным покрытием. Каждый из упомянутых листов содержит стальную подложку, имеющую предварительно нанесенное покрытие на по меньшей мере одной из своих основных лицевых поверхностей. Предварительно нанесенное покрытие содержит слой интерметаллического сплава, содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава, простирающийся поверх слоя интерметаллического сплава. Слой металлического сплава является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе, а подложка выполнена из закаливаемой под прессом стали. Сталь подложки по меньшей мере одного из упомянутых листов содержит, мас.%: 0,10≤С≤0,5, 0,5≤Mn≤3, 0,1≤Si≤1, 0,01≤Сr≤1, Ti≤0,2, Al≤0,1, S≤0,05, P≤0,1, B≤0,010, остальное - железо и неизбежные примеси. Осуществляют стыковую сварку упомянутых листов с использованием присадочной проволоки, содержащей 0,01-0,45 мас.% углерода, для получения сварного соединения в месте примыкания между упомянутыми листами. Во время проведения стыковой сварки предварительно нанесенное покрытие полностью покрывает по меньшей мере одну основную лицевую поверхность каждого листа. Состав присадочной проволоки и долю присадочной проволоки, добавленной в сварочную ванну, выбирают таким образом, чтобы получаемое сварное соединение характеризовалось фактором закалки FTWJ сварного соединения и уровнем содержания углерода CWJ в сварном соединении. Фактор закалки FTWJ определяют исходя из выражения: FTWJ – 0,9FTBM ≥ 0, где FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки, при этом факторы закалки FTWJ и FTBM определяют по следующему выражению: FT=128 + 1553×C + 55×Mn + 267×Si + 49×Ni + 5×Cr – 79×Al – 2×Ni2 – 1532×C2 – 5×Mn2 – 127×Si2 – 40×C×Ni – 4×Ni×Mn. Уровень содержания углерода CWJ составляет строго менее 0,15 мас.%, а в случае уровня содержания углерода CWJ в сварном соединении 0,15 мас.% или более оно характеризуется фактором размягчения FAWJ сварного соединения, составляющим > 5000, где фактор размягчения FAWJ сварного соединения (22) рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении по следующему выражению: FA = 10291 + 4384,1×Mo + 3676,9Si – 522,64×Al – 2221,2×Cr – 118,11×Ni – 1565,1×C – 246,67×Mn. Обеспечивается производство детали, полученной формовкой в горячем прессе и охлаждением сварной стальной заготовки из двух листов с предварительно нанесенными покрытиями, обладающей требуемыми характеристиками безопасности при столкновении транспортных средств. 5 н. и 20 з.п. ф-лы, 6 табл., 5 ил.
1. Способ производства сварной стальной заготовки (1), включающий следующие последовательные стадии:
обеспечение двух листов (2) с предварительно нанесенным покрытием, при этом каждый лист (2) с предварительно нанесенным покрытием содержит стальную подложку (3), имеющую предварительно нанесенное покрытие (5) на по меньшей мере одной из своих основных лицевых поверхностей (4), причем предварительно нанесенное покрытие (5) содержит слой интерметаллического сплава (9), содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава (11), простирающийся поверх слоя интерметаллического сплава (9), при этом слой металлического сплава (11) является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе, причем подложка (3) выполнена из закаливаемой под прессом стали,
при этом для по меньшей мере одного из листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, мас.%:
0,10 ≤ С ≤ 0,5,
0,5 ≤ Mn ≤ 3,
0,1 ≤ Si ≤ 1,
0,01 ≤ Сr ≤ 1,
Ti ≤ 0,2,
Al ≤ 0,1,
S ≤ 0,05,
P ≤ 0,1,
B ≤ 0,010,
при этом остаток представляет собой железо и неизбежные примеси,
стыковую сварку листов (2) с предварительно нанесенным покрытием при использовании присадочной проволоки (20) таким образом, чтобы было бы получено сварное соединение (22) в месте примыкания между листами (2) с предварительно нанесенным покрытием, при этом предварительно нанесенное покрытие (5) полностью покрывает по меньшей мере одну основную лицевую поверхность (4) каждого листа (2) с предварительно нанесенным покрытием во время проведения стыковой сварки,
отличающийся тем, что:
упомянутая присадочная проволока (20) характеризуется уровнем содержания углерода, заключенным в пределах диапазона между 0,01 мас.% и 0,45 мас.% (критерий С1),
состав присадочной проволоки (20) и долю присадочной проволоки (20), добавленной в сварочную ванну, выбирают таким образом, чтобы тем самым полученное сварное соединение (22) характеризовалось бы:
(а) фактором закалки FTWJ сварного соединения (22) таким образом, чтобы FTWJ – 0,9FTBM ≥ 0 (критерий С2),
где FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки (3) в числе стальных подложек (3) двух листов (2) с предварительно нанесенным покрытием, и
факторы закалки FTWJ и FTBM определяются при использовании следующей далее формулы: FT = 128 + 1553×C + 55×Mn + 267×Si + 49×Ni + 5×Cr – 79×Al – 2×Ni2 – 1532×C2 – 5×Mn2 – 127×Si2 – 40×C×Ni – 4×Ni×Mn, где Al, Cr, Ni, C, Mn и Si соответственно представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область представляет собой сварное соединение (22) в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении (22), составляющим строго менее чем 0,15 мас.%, или в случае уровня содержания углерода CWJ в сварном соединении (22), большего или равного 0,15 мас.%, фактором размягчения FAWJ сварного соединения (22) таким образом, чтобы FAWJ > 5000 (критерий С3), где фактор размягчения FAWJ сварного соединения (22) рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении (22), при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1×Mo + 3676,9Si – 522,64×Al – 2221,2×Cr – 118,11×Ni – 1565,1×C – 246,67×Mn.
2. Способ по п. 1, в котором уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении (22) является таким, чтобы 1,25 × СВМ(most hardenable) – СWJ ≥ 0 (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой подложке (3) в числе подложек (3) двух листов (2) с предварительно нанесенным покрытием.
3. Способ по п. 1 или 2, в котором уровень содержания никеля NiWJ в сварном соединении (22) заключен в пределах диапазона между 2,0 мас.% и 11,0 мас.% (критерий С5).
4. Способ по любому из пп. 1-3, в котором листы (2) с предварительно нанесенным покрытием, наличие которых было обеспечено на стадии обеспечения, имеют предварительно нанесенное покрытие (5) на обеих своих основных лицевых поверхностях (4).
5. Способ по п. 4, в котором во время проведения стыковой сварки предварительно нанесенное покрытие (5) остается целостным на обеих основных лицевых поверхностях (4) по меньшей мере одного из листов (2) с предварительно нанесенным покрытием.
6. Способ по любому из пп. 1-5, также включающий до проведения стыковой сварки подготовку границы внешней поверхности сварочного шва (14) по меньшей мере одного из листов (2) с предварительно нанесенным покрытием, которая по меньшей мере частично предназначена для нахождения в составе сварного соединения (22), при использовании по меньшей мере одной из следующих далее технологических стадий: крацевание, механическая машинная обработка, скашивание кромки, снятие фаски и/или удаление по меньшей мере части предварительно нанесенного покрытия (5), при этом подготовку проводят таким образом, чтобы предварительно нанесенное покрытие (5) оставалось бы целостным на по меньшей мере одной основной лицевой поверхности (4) каждого из двух листов (2) с предварительно нанесенным покрытием.
7. Способ по любому из пп. 1-6, в котором стадию сварки проводят при использовании лазерного пучка.
8. Способ по любому из пп. 1-7, в котором для по меньшей мере одного из листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, при выражении через массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и неизбежные примеси.
9. Способ по любому из пп. 1-7, в котором для одного из листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и неизбежные примеси,
причем для другого из указанных листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, мас.%:
0,040 ≤ С ≤ 0,100,
0,80 ≤ Mn ≤ 2,00,
Si ≤ 0,30,
S ≤ 0,005,
Р ≤ 0,030,
0,010 ≤ Al ≤ 0,070,
0,015 ≤ Nb ≤ 0,100,
Ti ≤ 0,080,
N ≤ 0,009,
Cu ≤ 0,100,
Ni ≤ 0,100,
Cr ≤ 0,100,
Mo ≤ 0,100,
Ca ≤ 0,006,
при этом остаток представляет собой железо и неизбежные примеси.
10. Способ по любому из пп. 1-7, в котором для одного из листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и неизбежные примеси,
причем для другого из указанных листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, мас.%:
0,24 ≤ С ≤ 0,38,
0,40 ≤ Mn ≤ 3,
0,10 ≤ Si ≤ 0,70,
0,015 ≤ Al ≤ 0,070,
0 ≤ Cr ≤ 2,
0,25 ≤ Ni ≤ 2,
0,015 ≤ Ti ≤ 0,10,
0 ≤ Nb ≤ 0,060,
0,0005 ≤ B ≤ 0,0040,
0,003 ≤ N ≤ 0,010,
0,0001 ≤ S ≤ 0,005,
0,0001 ≤ P ≤ 0,025,
при этом уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
а уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Mo ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Ca ≤ 0,005%,
причем остаток представляет собой железо и неизбежные примеси.
11. Способ по любому из пп. 1-10, в котором сварку проводят при использовании защитного газа, в частности гелия и/или аргона.
12. Способ производства сварной и затем формованной в горячем прессе и охлажденной стальной детали, включающий следующие последовательные стадии:
осуществление способа по любому из пп. 1-11 для получения сварной стальной заготовки (1);
нагрев сварной стальной заготовки (1) таким образом, чтобы была бы получена полностью аустенитная структура в подложках (3) листов (2) с предварительно нанесенным покрытием;
формовка в горячем прессе сварной стальной заготовки (1) в прессующем устройстве для получения стальной детали; и
охлаждение стальной детали в прессующем устройстве.
13. Способ по п. 12, в котором во время проведения стадии охлаждения скорость охлаждения является большей или равной скорости бейнитного или мартенситного охлаждения наиболее прокаливаемой из подложек (3) листов (2) с предварительно нанесенным покрытием.
14. Сварная стальная заготовка (1), содержащая два листа (2) с предварительно нанесенным покрытием, причем каждый лист (2) с предварительно нанесенным покрытием содержит стальную подложку (3), имеющую предварительно нанесенное покрытие (5) на по меньшей мере одной из своих основных лицевых поверхностей (4), причем предварительно нанесенное покрытие (5) содержит слой интерметаллического сплава (9), содержащий по меньшей мере железо и алюминий, и необязательно слой металлического сплава (11), простирающийся поверх слоя интерметаллического сплава (9), при этом слой металлического сплава (11) является слоем алюминия, слоем алюминиевого сплава или слоем сплава на алюминиевой основе, причем подложка (3) выполнена из закаливаемой под прессом стали,
при этом для по меньшей мере одного из листов (2) с предварительно нанесенным покрытием сталь подложки (3) содержит, мас.%:
0,10 ≤ С ≤ 0,5,
0,5 ≤ Mn ≤ 3,
0,1 ≤ Si ≤ 1,
0,01 ≤ Сr ≤ 1,
Ti ≤ 0,2,
Al ≤ 0,1,
S ≤ 0,05,
P ≤ 0,1,
B ≤ 0,010,
при этом остаток представляет собой железо и неизбежные примеси,
причем листы (2) с предварительно нанесенным покрытием соединены посредством сварного соединения (22), причем сварное соединение (22) характеризуется:
(а) фактором закалки FTWJ сварного соединения (22) таким образом, чтобы FTWJ – 0,9FTBM ≥ 0 (критерий С2),
где FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки (3) в числе стальных подложек (3) двух листов (2) с предварительно нанесенным покрытием, а
факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553×C + 55×Mn + 267×Si + 49×Ni + 5×Cr – 79×Al – 2×Ni2 – 1532×C2 – 5×Mn2 – 127×Si2 – 40×C×Ni – 4×Ni×Mn, где Al, Cr, Ni, C, Mn и Si соответственно представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область представляет собой сварное соединение (22) в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении (22), составляющим строго менее чем 0,15 мас.%, или в случае уровня содержания углерода CWJ в сварном соединении (22), большего или равного 0,15 мас.%, фактором размягчения FAWJ сварного соединения (22) таким образом, чтобы FAWJ > 5000 (критерий С3), где фактор размягчения FAWJ сварного соединения (22) рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении (22), при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1×Mo + 3676,9Si – 522,64×Al – 2221,2×Cr – 118,11×Ni – 1565,1×C – 246,67×Mn,
при этом сварное соединение (22) является таким, что после проведения формовки в горячем прессе и охлаждения максимальное изменение твердости ΔHV(WJ) по сварному соединению (22) является меньшим или равным 20% от средней твердости HVmean(WJ) сварного соединения (22).
15. Сварная заготовка (1) по п. 14, в которой уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении (22) является таким, что 1,25 × СВМ(most hardenable) – СWJ ≥ 0 (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой стальной подложке (3) из стальных подложек (3) двух листов (2) с предварительно нанесенным покрытием.
16. Сварная заготовка (1) по п. 14 или 15, в которой уровень содержания никеля NiWJ в сварном соединении (22) заключен в пределах диапазона между 2,0 мас.% и 11,0 мас.% (критерий С5).
17. Сварная, формованная в горячем прессе и охлажденная стальная деталь, содержащая первую часть детали из стали с нанесенным покрытием и вторую часть детали из стали с нанесенным покрытием, при этом каждая часть детали из стали с нанесенным покрытием содержит стальную подложку (3), имеющую на по меньшей мере одной из своих основных лицевых поверхностей покрытие, содержащее по меньшей мере железо и алюминий, причем подложка (3) выполнена из закаливаемой под прессом стали,
при этом сталь подложки (3) по меньшей мере одной из первой и второй частей детали из стали с нанесенным покрытием содержит, мас.%:
0,10 ≤ С ≤ 0,5,
0,5 ≤ Mn ≤ 3,
0,1 ≤ Si ≤ 1,
0,01 ≤ Сr ≤ 1,
Ti ≤ 0,2,
Al ≤ 0,1,
S ≤ 0,05,
P ≤ 0,1,
B ≤ 0,010,
при этом остаток представляет собой железо и неизбежные примеси,
причем первая и вторая части детали из стали с нанесенным покрытием соединены посредством сварного соединения (22), причем сварное соединение (22) характеризуется:
(а) фактором закалки FTWJ сварного соединения (22) таким образом, чтобы FTWJ – 0,9FTBM ≥ 0 (критерий С2),
где FTBM представляет собой фактор закалки для наименее прокаливаемой стальной подложки (3) в числе стальных подложек (3) двух листов (2) с предварительно нанесенным покрытием, и
факторы закалки FTWJ и FTBM определяют при использовании следующей далее формулы: FT = 128 + 1553×C + 55×Mn + 267×Si + 49×Ni + 5×Cr – 79×Al – 2×Ni2 – 1532×C2 – 5×Mn2 – 127×Si2 – 40×C×Ni – 4×Ni×Mn, где Al, Cr, Ni, C, Mn и Si соответственно представляют собой средний уровень содержания алюминия, хрома, никеля, углерода, марганца и кремния, при выражении в массовых процентах, в области, фактор закалки которой должен быть определен, при этом данная область представляет собой сварное соединение (22) в случае FTWJ и наименее прокаливаемую подложку в случае FTBM, и
(b) уровнем содержания углерода CWJ в сварном соединении (22), составляющим строго менее чем 0,15 мас.%, или в случае уровня содержания углерода CWJ в сварном соединении (22), большего или равного 0,15 мас.%, фактором размягчения FAWJ сварного соединения (22) таким образом, чтобы FAWJ > 5000 (критерий С3), где фактор размягчения FAWJ сварного соединения (22) рассчитывают в зависимости от среднего уровня содержания алюминия, хрома, никеля, молибдена, углерода, марганца и кремния в сварном соединении (22), при выражении в массовых процентах, при использовании следующей далее формулы:
FA = 10291 + 4384,1×Mo + 3676,9×Si – 522,64×Al – 2221,2×Cr – 118,11×Ni – 1565,1×C – 246,67×Mn,
при этом максимальное изменение твердости ΔHV(WJ) по сварному соединению (22) является меньшим или равным 20% от средней твердости HVmean(WJ) сварного соединения (22).
18. Сварная деталь по п. 17, в которой падение твердости в зоне термического воздействия по отношению к базовому металлу первой и второй частей детали из стали с нанесенным покрытием, примыкающих к ней, является меньшим или равным 8%.
19. Сварная деталь по п. 17 или 18, в которой средняя твердость HVmean(WJ) в сварном соединении (22) является меньшей или равной 600 HV.
20. Сварная деталь по любому из пп. 17-19, в которой уровень содержания углерода CWJ, при выражении в массовых процентах, в сварном соединении (22) является таким, что 1,25 × СВМ – СWJ ≥ 0 (критерий С4), где СВМ представляет собой уровень содержания углерода, при выражении в массовых процентах, в наиболее прокаливаемой стальной подложке (3) из стальных подложек (3) первой и второй частей детали из стали с нанесенным покрытием.
21. Сварная деталь по любому из пп. 17-20, в которой уровень содержания никеля NiWJ в сварном соединении (22) заключен в пределах диапазона между 2,0 мас.% и 11,0 мас.% (критерий С5).
22. Сварная деталь по любому из пп. 17-21, в которой сталь подложки (3) по меньшей мере одной из первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,15% ≤ С ≤ 0,25%,
0,8% ≤ Mn ≤ 1,8%,
0,1% ≤ Si ≤ 0,35%,
0,01% ≤ Сr ≤ 0,5%,
Ti ≤ 0,1%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,005%,
при этом остаток представляет собой железо и неизбежные примеси.
23. Сварная деталь по любому из пп. 17-21, в которой сталь подложки (3) одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и неизбежные примеси,
причем сталь подложки (3) другой из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,040% ≤ С ≤ 0,100%,
0,80% ≤ Mn ≤ 2,00%,
Si ≤ 0,30%,
S ≤ 0,005%,
Р ≤ 0,030%,
0,010% ≤ Al ≤ 0,070%,
0,015% ≤ Nb ≤ 0,100%,
Ti ≤ 0,080%,
N ≤ 0,009%,
Cu ≤ 0,100%,
Ni ≤ 0,100%,
Cr ≤ 0,100%,
Mo ≤ 0,100%,
Ca ≤ 0,006%,
при этом остаток представляет собой железо и неизбежные примеси.
24. Сварная деталь по любому из пп. 17-21, в которой сталь подложки (3) одной из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,10% ≤ С ≤ 0,5%,
0,5% ≤ Mn ≤ 3%,
0,1% ≤ Si ≤ 1%,
0,01% ≤ Сr ≤ 1%,
Ti ≤ 0,2%,
Al ≤ 0,1%,
S ≤ 0,05%,
P ≤ 0,1%,
B ≤ 0,010%,
при этом остаток представляет собой железо и неизбежные примеси,
причем сталь подложки (3) другой из числа первой и второй частей детали из стали с нанесенным покрытием содержит, при выражении через массу:
0,24% ≤ С ≤ 0,38%,
0,40% ≤ Mn ≤ 3%,
0,10% ≤ Si ≤ 0,70%,
0,015% ≤ Al ≤ 0,070%,
0% ≤ Cr ≤ 2%,
0,25% ≤ Ni ≤ 2%,
0,015% ≤ Ti ≤ 0,10%,
0% ≤ Nb ≤ 0,060%,
0,0005% ≤ B ≤ 0,0040%,
0,003% ≤ N ≤ 0,010%,
0,0001% ≤ S ≤ 0,005%,
0,0001% ≤ P ≤ 0,025%,
при этом уровни содержания титана и азота удовлетворяют следующему далее соотношению:
Ti/N > 3,42,
а уровни содержания углерода, марганца, хрома и кремния удовлетворяют следующему далее соотношению:
2,6С + Mn/5,3 + Cr/13 + Si/15 ≥ 1,1%,
при этом сталь необязательно содержит один или несколько следующих далее элементов:
0,05% ≤ Mo ≤ 0,65%,
0,001% ≤ W ≤ 0,30%,
0,0005% ≤ Ca ≤ 0,005%,
причем остаток представляет собой железо и неизбежные примеси.
25. Применение сварной, формованной в горячем прессе и охлажденной стальной детали по любому из пп. 17-24 для производства детали системы противодействия несанкционированному проникновению или энергопоглощающей детали механического транспортного средства.
| KR 20160033541 A, 28.03.2016 | |||
| СПОСОБ ДЛЯ ЛАЗЕРНОЙ СВАРКИ ВСТЫК ОДНОЙ ИЛИ НЕСКОЛЬКИХ ЗАГОТОВОК ИЗ ОТВЕРЖДАЕМОЙ СТАЛИ С ПРИМЕНЕНИЕМ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2013 |
|
RU2635050C2 |
| ЛИСТОВАЯ СВАРНАЯ ЗАГОТОВКА ДЛЯ ГОРЯЧЕЙ ШТАМПОВКИ, ГОРЯЧЕШТАМПОВАННЫЙ ЭЛЕМЕНТ И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2013 |
|
RU2594766C9 |
| СВАРНОЕ СОЕДИНЕНИЕ, ОБРАЗОВАННОЕ МЕТАЛЛОМ СВАРНОГО ШВА НА ОСНОВЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ СВАРИВАНИЯ СТАЛЬНОГО ЛИСТА, ИМЕЮЩЕГО ПОКРЫТИЕ ИЗ СПЛАВА НА ОСНОВЕ ЦИНКА | 2006 |
|
RU2410221C2 |
| DE 102015115915 A1, 23.03.2017 | |||
| WO 2015150892 A1, 08.10.2015 | |||
| КОМПОЗИЦИЯ ДЛЯ ПРОФИЛАКТИКИ И ЛЕЧЕНИЯ ИНФЕКЦИИ MYCOPLASMA HYORHINIS И СПОСОБ ПОЛУЧЕНИЯ УКАЗАННОЙ КОМПОЗИЦИИ | 2020 |
|
RU2737971C1 |

