Изобретение относится к способам изготовления перегородок для зданий, выполненных из сравнительно тонких элементов, и может применяться для производства панелей, обеспечивающих быстрое возведение составных межкомнатных перегородок в зданиях.
Из уровня техники известен способ изготовления каркаса для перегородки (RU2270301C2, МПК E04B 2/76, опубл. 20.02.2006), состоящего из горизонтальных и вертикальных элементов, при этом каркас включает в себя стеновой держатель П-образной в сечении формы для прикрепления к стене, и/или полу, и/или потолку помещения, декоративный угловой профиль для внешних углов помещения и расположенные перпендикулярно к стеновому держателю и соединенные с ним посредством закладных элементов, по меньшей мере, одну стойку, имеющую замкнутое сечение, образованную четырьмя стенками.
Недостатком известного технического решения является длительность монтажа с помощью способа длинномерных перегородок внутри зданий. Кроме того, способ обладает низкой технологичностью, вследствие необходимости выполнения большого числа монтажных операций.
Наиболее близким техническим решением к заявленному изобретению и выбранным в качестве прототипа признан способ изготовления многослойной строительной панели (RU63821U1, МПК E04B 2/00, опубл. 10.06.2007). Способ предусматривает размещение на гладкой поверхности листа стружечной плиты и нанесение на нее слоя клея в виде волнообразных дорожек. При этом на слой клея укладывают плиту пенополистирола, а сверху на нее наносят слой клей по упомянутой схеме, затем укладывают еще один лист стружечной плиты той же толщины, что и первый. Взаимоперпендикулярные пазы в торцах панели образуют обшивками, размеры которых подбирают так, чтобы их листы выступали за пределы плиты полистирола, при этом в эти пазы на клею устанавливают деревянные брусья.
Недостатком известного способа является сложность его адаптации для изготовления элементов перегородок, устанавливаемых внутри зданий, кроме того известный способ нельзя использовать для изготовления пустотелых панелей.
Технической задачей, на решение которой направлено заявленное изобретение, является разработка способа изготовления панели для монтажа составной перегородки внутри зданий.
Указанная задача решена тем, что способ изготовления панели для монтажа составной перегородки включает изготовление левой и правой стенок, упора, шипа и двух вставок. При этом первоначально изготовляют развертки стенок, перегородки и шипа, в которых выполняют парные продольные V-образные пазы с углом стенок друг относительно друга составляющим 90° с образованием W-образных профилей. При сборке панели формируют упор и шип, выполняя гибку их разверток по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой; между разверток стенок в их левых частях устанавливают вставки, прижимая первую из них к левой стенке, а вторую к правой; в правой части разверток стенок устанавливают упор, затем выполняют гибку левой и правой стенок по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой, формируя в правой части панели паз, а в левой – продольное прямоугольное отверстие, в которое на последнем этапе сборки закрепляют шип.
Положительным техническим результатом, обеспечиваемым раскрытой выше совокупностью признаков способа, является возможность изготовления универсальной панели из длинномерных заготовок из листового материала для быстрого монтажа составной перегородки, обладающей толщиной стенок в два раза превышающей толщину исходных заготовок.
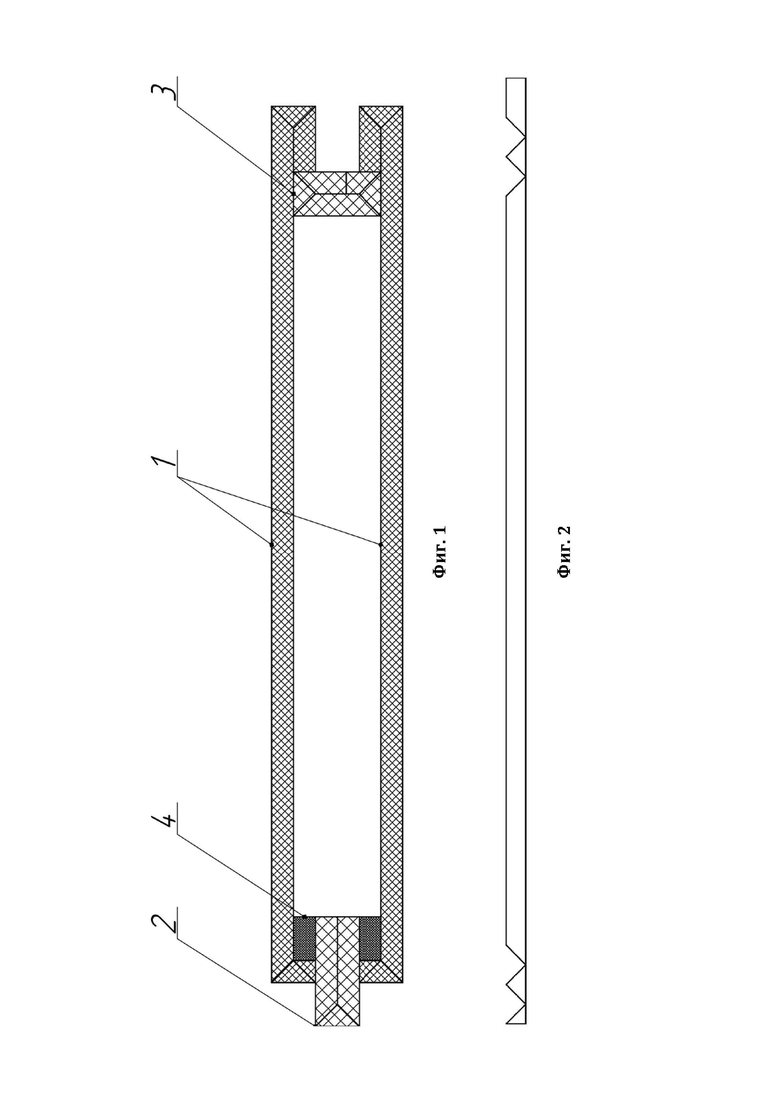
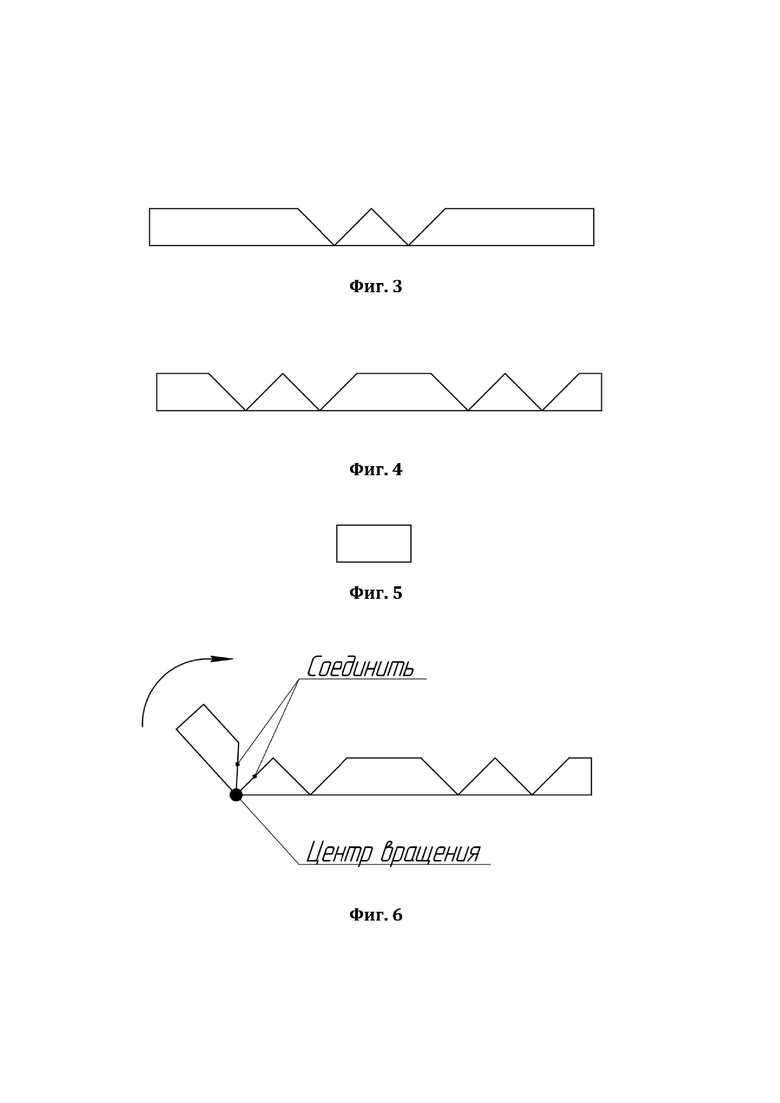
Изобретение поясняется чертежами, где на фиг. 1 представлен профиль панели в сборе в разрезе, на фиг. 2 приведен внешний вид развертки левой и правой стенки; на фиг. 3 приведен внешний вид развертки шипа; на фиг. 4 приведен внешний вид развертки упора; на фиг. 5 приведен внешний вид вставки; на фиг. 6 приведена схема гибки разверток на примере развертки упора; на фиг. 7 приведен внешний вид перегородки смонтированной из панелей.
Панель для монтажа составной перегородки состоит из следующих деталей: левой и правой стенок 1, шипа 2, упора 3 и вставки 4.
Способ изготовления панели осуществляют следующим образом.
Первоначально изготавливают заготовки левой и правой стенок, упора, шипа и вставки из длинномерного материала, предпочтительно из листового гипсокартона или фанеры толщиной 12,5 мм, выполняя в них продольные парные пазы V-образной формы с углом стенок пазов друг относительно друга составляющим 90°. Обработку производят с помощью конусной фрезы или диска с неполным прорезанием листов, при этом в сечении заготовки принимают форму разверток деталей, представленных на фиг. 2, 3, 4, с характерными W-образными профилями.
На приведенных чертежах разверток расстояние между центрами V-образных пазов для всех деталей составляет 25 мм.
Длина разверток левой и правой стенок составляет 600 мм. Расстояние от левого края разверток стенок до центра первого V-образного паза составляет 12,5 мм. Расстояние от левого края разверток стенок до третьего V-образного паза составляет 537,5 мм. Длина развертки шипа составляет 150 мм. Расстояние от левого края развертки шипа до центра первого V-образного паза составляет 62,5 мм. Длина развертки упора составляет 150 мм. Расстояние от левого края развертки упора до центра первого V-образного паза составляет 30 мм. Расстояние от левого края развертки упора до третьего V-образного паза составляет 105 мм. Длина вставки составляет 25 мм.
На втором этапе изготавливают шип и упор, осуществляя гибку (свертку) их разверток по схеме, приведенной на фиг. 6, при этом каждый из элементов W-образных профилей разверток поворачивают по часовой стрелке на 90°, а центрами вращения служит дно V-образных пазов; парные поверхности W-образных профилей соединяют между собой клеевым способом. После выполнения операций гибки получившиеся в результате свертки представляют собой готовые детали для сборки панели.
Далее располагают развертки левой и правой стенок зеркально между собой, затем в их левых частях устанавливают вставки, прижимая первую из них к левой стенке, а вторую к правой; в правой части разверток стенок устанавливают упор, затем выполняют гибку левой и правой стенок по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой клеевым способом, формируя в правой части панели паз, а в левой – продольное прямоугольное отверстие, в которое на последнем этапе сборки с натягом устанавливают шип. При соединении парных поверхностей W-образных профилей всех деталей, а также при установке вставок, упора и шипа целесообразно применение клея ПВА для упрочнения соединения деталей.
Монтаж составной перегородки с помощью панелей осуществляют совмещением шипа предыдущей панели с пазом следующей. Такой способ позволяет получать перегородки практически неограниченной длины. Например, на фиг. 7 приведена стеновая перегородка, состоящая из 27 панелей, занимающих площадь 27 м2, общая длина которой составляет 10000 мм.
Таким образом, рассмотренный в настоящей заявке способ изготовления стеновой панели позволяет решить при строительстве ряд важных задач, а именно уменьшить стоимость работ и материалов, сократить сроки возведения составных межкомнатных перегородок, минимизировать затраты труда на строительство.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОНТАЖА СТЕНЫ ИЗ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 2012 |
|
RU2505648C1 |
| Перегородка составная | 2020 |
|
RU2766108C2 |
| МОДУЛЬНОЕ УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ ШКАФОВ, СОДЕРЖАЩИХ ПЛАСТИКОВУЮ КОНСТРУКЦИЮ | 2012 |
|
RU2589438C2 |
| Сборно-разборный контейнер | 2022 |
|
RU2802381C1 |
| СТРОИТЕЛЬНЫЙ ЭЛЕМЕНТ (ВАРИАНТЫ) | 2023 |
|
RU2819558C1 |
| КАРКАС СТЕНОВОЙ ПАНЕЛИ | 2024 |
|
RU2828140C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ КОЛЬЧУЖНОГО ПОЛОТНА | 2005 |
|
RU2296031C2 |
| УГЛОВОЕ СОЕДИНЕНИЕ КАРКАСОВ СТЕНОВЫХ ПАНЕЛЕЙ (ВАРИАНТЫ) | 2024 |
|
RU2828715C1 |
| Деревянная большепролетная ферма | 1979 |
|
SU838043A1 |
| СУШИЛКА РОЛИКОВАЯ СЕКЦИОННАЯ С СОПЛОВЫМИ КОРОБАМИ, ПРИВОДОМ И МЕХАНИЗМАМИ ЗАГРУЗКИ И ВЫГРУЗКИ С ЛЕНТОЧНЫМ КОНВЕЙЕРОМ | 2009 |
|
RU2430004C1 |

Изобретение относится к способам изготовления перегородок для зданий, выполненных из сравнительно тонких элементов. Технической задачей изобретения, совпадающей с положительным результатом от его применения, является возможность изготовления универсальной панели из длинномерных заготовок из листового материала для быстрого монтажа составной перегородки, обладающей толщиной стенок, в два раза превышающей толщину исходных заготовок. Способ включает в себя изготовление левой и правой стенок, упора, шипа и двух вставок. При этом первоначально изготавливают развертки стенок, упора и шипа, в которых выполняют парные продольные V-образные пазы под углом 90° с образованием W-образных профилей. При сборке панели формируют упор и шип, выполняя гибку их разверток по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой; между стенок в левой части панели устанавливают вставки, прижимая первую из них к левой стенке, а вторую к правой; в правой части панели устанавливают упор, затем выполняют гибку левой и правой стенок по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой, формируя в правой части панели паз, а в левой – продольное прямоугольное отверстие, в которое на последнем этапе сборки с натягом устанавливают шип. 5 з.п. ф-лы, 7 ил.
1. Способ изготовления панели для монтажа составной перегородки, включающий изготовление левой и правой стенок, упора, шипа и двух вставок, отличающийся тем, что первоначально изготавливают развертки стенок, перегородки и шипа, в которых выполняют парные продольные V-образные пазы с углом стенок друг относительно друга, составляющим 90° с образованием W-образных профилей; при сборке панели формируют упор и шип, выполняя гибку их разверток по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой; между разверток стенок в их левых частях устанавливают вставки, прижимая первую из них к левой стенке, а вторую к правой; в правой части разверток стенок устанавливают упор, затем выполняют гибку левой и правой стенок по центрам V-образных пазов, соединяя парные поверхности их W-образных профилей между собой, формируя в правой части панели паз, а в левой – продольное прямоугольное отверстие, в которое на последнем этапе сборки закрепляют шип.
2. Способ по п.1, отличающийся тем, что V-образные пазы выполняют конусной фрезой.
3. Способ по п.1, отличающийся тем, что развертки левой и правой стенки, упора, шипа и вставки изготавливают из листового гипсокартона.
4. Способ по п.1, отличающийся тем, что соединение парных поверхностей их W-образных профилей между собой осуществляют клеевым способом.
5. Способ по п.1, отличающийся тем, что шип в продольное прямоугольное отверстие устанавливают с натягом клеевым способом.
6. Способ по любому из пп. 4, 5, отличающийся тем, что в качестве клея используют клей ПВА.
| Захватное приспособление рамочного типа к подъемным кранам | 1941 |
|
SU63821A1 |
| СКЛАДЫВАЕМЫЙ КОНСТРУКТИВНЫЙ ЛИСТОВОЙ ЭЛЕМЕНТ | 2014 |
|
RU2660955C2 |
| СТРОИТЕЛЬНАЯ ПАНЕЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2447242C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ | 2003 |
|
RU2238845C1 |
| Строительный элемент из гипса и способ его изготовления | 1980 |
|
SU978740A3 |
| DE 3138380 A1, 07.04.1983 | |||
| US 7690158 B2, 06.04.2010 | |||
| WO 2008012854 A1, 31.01.2008. | |||

