Группа изобретений относится к деревообрабатывающей промышленности по производству лущеного шпона и, в частности, к сушилкам роликовым секционным с обогревом отходящими топочными газами.
Известна сушилка роликовая секционная с паровым обогревом, содержащая сопловые короба, привод, механизм загрузки, горячие и холодные секции и механизм выгрузки. При этом внутри горячих и холодных отсеков расположены парные ролики в три этажа по высоте для перемещения между парными роликами мерных листов шпона. Парные ролики расположены горизонтально и параллельно друг другу. Вращение парных роликов осуществляется приводом с механизмом перемещения, через замкнутые цепи. Каждая замкнутая цепь проходит внутри горячих и холодного отсеков с выходом ее за пределы камеры сушки, где она закреплена с двух сторон камеры на колонне с одной стороны и системой натяга замкнутых цепей - с другой. Горячие отсеки камеры сушки объединены в отдельную единую конструкцию, которая вместе с холодными отсеками расположена на фундаменте с выступами вдоль коридоров сушилки и образованием зазора под сопловыми коробами. Определенное количество парных роликов, которые расположены в отсеке вдоль одного горячего отсека сушки и между которыми установлены спаренные сопловые короба, сформированы в нижнюю секцию отсека. Определенное количество парных роликов, которые расположены по высоте нижней секции отсека, соответствует этажности сушки. Все парные ролики, расположенные в одной нижней секции, называются блок роликов отсека. Блоки роликов каждого отсека совмещены по этажам вдоль сушки при помощи направляющих и имеют одинаковую конструкцию во всех горячих отсеках. В верхней секции отсека, расположенной над нижним отсеком, размещены вентиляторы и пластинчатые калориферы. Между ними сверху некоторые секторы имеют патрубки частичного отвода горячего газа. Рабочее колесо вентилятора установлено на удлинителе, проходящем через осевое отверстие малого диаметра конуса внутри верхней секции. С другой стороны удлинитель через клиноременную передачу соединен с двигателем, корпус которого расположен на внешней стенке первой части верхней секции (см., например, автора Стерлина «Сушка в производстве фанеры и древесно-стружечных плит», М., «Лесная промышленность», 1977, стр.73, рис.3.9). Однако пластинчатые калориферы препятствуют свободному прохождению агента сушки в коридоры сушилки и далее в сопловые короба. Для обеспечения процесса сушки шпона необходимо пользоваться мощными электродвигателями привода осевых вентиляторов. Поэтому подобные сушилки имеют малую этажность, не более трех, что влияет на производительность сушилок. В итоге в производстве фанеры применение подобного устройства сушки ведет к удорожанию процесса изготовления фанеры.
Известна принятая за прототип сушилка роликовая секционная с обогревом топочными газами, содержащая механизм загрузки, горячие и холодный секции сушилок. При этом внутри горячих и холодного отсеков расположены парные ролики по высоте для перемещения между парными роликами мерных листов шпона. Парные ролики расположены горизонтально и параллельно друг другу. Вращение парных роликов осуществляется приводом с механизмом перемещения, через замкнутые цепи. Каждая замкнутая цепь проходит внутри горячих и холодного отсеков с выходом ее за пределы камеры сушки, где она закреплена с двух сторон камеры: на колонне с одной стороны и системой натяга замкнутых цепей - с другой. Горячие отсеки камеры сушки объединены в отдельную единую конструкцию, которая вместе с холодным отсеком расположена на фундаменте. Определенное количество парных роликов, которые расположены по высоте, соответствует этажности сушки. Во второй секции сверху установлен патрубок подвода горячего агента, который по боковым вертикальным газоходам поступает в сырой конец сушилки и системой экранов распределяется по этажам сушилки. Из сухого конца сушильной камеры отработанный агент высасывается центробежным вентилятором (см. А.А.Веселов, Л.Г.Галюк и др. «Справочник по производству фанеры», «Лесная промышленность», М., 1984, стр.136, рис.VII.7). В данной конструкции отсутствуют пластинчатые калориферы, которые препятствуют свободному прохождению агента сушки в коридоры сушилки, и сушка производится с участием топочных газов, что позволяет повысить этажность сушилок. Однако эффективность подобных сушилок низкая. Это связано с тем, что каждая поступающая непрерывно порция агента сушки в виде топочного газа, поступая в сырой конец сушилки с температурой 280-320°C, выходит из сухого конца сушильной камеры с температурой 130-150°C и движется в одном направлении со шпоном. При этом система экранов не способна обеспечить равномерное воздействие агента на шпон не только по этажам сушилки, но и по ее длине, снижая качество сушки. Для прокачки агента сушки необходимы мощные вентиляторы. В итоге в производстве фанеры применение подобного устройства сушки ведет к удорожанию процесса изготовления фанеры, что, в конечном счете, сказывается на себестоимости конечного продукта.
Известен сопловой короб, расположенный между парными роликами, выполненный в виде конического короба. Сторона короба, обращенная своей плоскостью к шпону, параллельна плоскости шпона и имеет несколько рядов отверстий по длине короба, а установленные в паре имеют зазор постоянной высоты между сопловыми коробами. При этом перед сопловым коробом установлен один конфузор с расположением узкой части в зазоре между коробами, а второй конфузор расположен за коробами и в большем сечении, расположенном к выходу между коробами имеет высоту, превышающую величину высоты зазора (см. описание к авторскому свидетельству SU №985651 от 26.08.81, опубл. 30.12.82, бюл. №48). Применение в качестве направляющих дополнительно двух конфузоров усложняет конструкцию сушилки, повышает металлоемкость и снижает надежность сушилки. В итоге в производстве фанеры применение подобного устройства сушки ведет к удорожанию процесса изготовления фанеры, что, в конечном счете, сказывается на себестоимости конечного продукта.
Известен сопловой короб, расположенный между парными роликами, выполненный в виде конического короба со скошенным углом по всей длине короба, образующего в паре с другим коробом направляющий раструб для шпона при выходе. Сторона короба, обращенная своей плоскостью к шпону, параллельна плоскости шпона и имеет несколько рядов отверстий по длине короба. Отверстия короба утоплены в воздуховод и выполнены в виде сопла с отбортовкой наружу (см. Проспект фирмы Рауте. «Сушилки шпона модульной конструкции». Технология производства фанеры. «ADFORMA 1». Printed in Finland by Salpausselän Kirjapaino 03.1989). Конструкция такого короба имеет ряд недостатков. Плоская сторона с небольшим скосом, обращенная к шпону, имеет большое количество отверстий со сложной утопленной отбортовкой, которые расположены в ряд как вдоль, так и поперек движения шпона. Изготовление таких отверстий предполагает наличие сложной и дорогостоящей оснастки, что приводит к удорожанию процесса сушки шпона. Отверстия направлены перпендикулярно движению шпона, и поэтому часть потока направлена по движению шпона и менее эффективно воздействует на процесс сушки, т.к. скорость движения части потока и скорость движения шпона совпадают. Ведь не секрет, что чем больше скорость потока воздействует на предмет сушки, тем быстрее производится сушка этого предмета при прочих равных условиях. Скорость потока падает с наличием большего количества отверстий и поэтому необходимо увеличивать мощность вентилятора для поддержания оптимального скоростного режима потока. Это приводит к дополнительным энергетическим затратам и, в итоге, к удорожанию процесса сушки шпона. Сторона короба, обращенная к шпону, имеет по ходу шпона довольно большой плоский участок, параллельный шпону. Поэтому для прохождения волнистого шпона необходимо увеличивать зазор между этими противоположными сторонами, а это повышает риск залома шпона. При заломах шпона возможны изгиб роликов, разрыв приводных цепей, перелом деталей. В газовых роликовых сушилках большие заломы приводят к загоранию шпона.
Известен принятый за прототип сопловой короб, который в паре с другим коробом расположен между парными роликами и выполнен в виде конического короба, суженного в поперечном сечении, образуя в паре направляющую щель в виде конуса для прохождения шпона с большим просветом между коробами при входе шпона и сужением просвета при выходе. Сторона короба, обращенная своей плоскостью к шпону под острым углом (не более четырех градусов), имеет пять рядов отверстий по длине, при этом отверстия среднего ряда смещены относительно проходящих параллельно с двух сторон на одну и ту же величину по длине короба (см. E-mail: omeco @ omeco.com.br, "HI-JET" 6 DECK ROLLER DRYER, стр.6/10, 7/10, 8,10). Конструкция такого короба более проста в реализации. Изготовление отверстий не предполагает наличия сложной и дорогостоящей оснастки. Плоская сторона, обращенная под острым углом к шпону, позволяет повысить эффективность сушки шпона, т.к. в этом случае поток направлен под небольшим углом, но против скорости движения шпона. Но и данной конструкции присущи свои недостатки. Плоская сторона, обращенная под небольшим углом к шпону, не позволяет увеличить этот угол, скажем, в два раза, т.к. с увеличением этого угла в данной конструкции возрастает риск залома шпона с его негативными последствиями из-за отсутствия плоского зазора для прохождения шпона. Большое количество отверстий снижает скорость потока, и поэтому необходимо увеличивать мощность вентилятора для поддержания его оптимального скоростного режима. Это приводит к дополнительным энергетическим затратам и, в итоге, к удорожанию процесса сушки шпона. Сторона короба, обращенная к шпону под углом по ходу шпона, имеет пять рядов отверстий, высота расположения которых над шпоном различна. Максимальная высота - в начале прохождения и минимальная - в конце прохождения участка сушки. Естественно, что при прочих равных условиях сушки, эффективность воздействия потока каждого ряда различна. Поэтому при проектировании сопловых коробов третий ряд отверстий короба делается самым эффективным по воздействию на процесс сушки, а два самых крайних будут менее эффективными. Поэтому сушилка роликовая секционная с этими сопловыми коробами включает минимум восемь горячих отсеков.
Известен привод роликовой сушилки, который содержит электродвигатель с редуктором и клиноременную передачу. На тихоходный выходной вал редуктора установлена ведущая звездочка, передающая вращение через цепную передачу ведомой звездочке, установленной на ведущем валу тяговой колонки. Ведущей вал тяговой колонки расположен симметрично между ведомыми и промежуточными валами, опоры которых с подшипниками расположены на противоположных стенках колонки. Между опор по вертикали расположены шестерни в зацеплении. А на противоположном конце ведущего вала и ведомых валов снаружи колонки консольно расположены тяговые звездочки. Тяговые звездочки расположены по вертикали друг под другом с одинаковым промежутком и в одной вертикальной плоскости. Между ведущей и ведомой звездочкой предусмотрена звездочка натяга цепи (см., например, автора Стерлина «Сушка в производстве фанеры и древесно-стружечных плит», М., «Лесная промышленность», 1977, стр.153-155, рис.9.8. г) Данная конструкция является сложной, металлоемкой и трудоемкой в изготовлении и ремонте привода. Большое количество передаточных отношений приводит к потере КПД установки в целом. Тяговые колонки являются громоздкими и металлоемкими. Изготавливаемые литьем, они требуют специального оборудования, производственных площадей и специально подготовленных специалистов. Требуется специальное оборудование и для обработки посадочных мест. Неудобна при транспортировке заказчику и при обслуживании.
Известен привод роликовой сушилки, который содержит электродвигатель с редуктором и клиноременную передачу. Тихоходный выходной вал редуктора присоединен к тяговой колонке с валами, несущими ведомые звездочки внутри колонки и консольные тяговые звездочки, установленные снаружи. При этом тяговая колонка снабжена двумя параллельными цепными передачами, соединенными с валом редуктора, а ведомые звездочки тяговой колонки расположены в параллельных плоскостях со смещением по высоте в шахматном порядке, причем ведомые звездочки, расположенные в одной плоскости, соединены своей цепной передачей (см. описание к авторскому свидетельству SU №1268917 от 17.06.85, опубл. 30.12.82, бюл. №48). Хотя данная конструкция является менее сложной и менее трудоемкой в изготовлении и ремонте привода, снижено количество передаточных отношений, однако использование подобной тяговой колонки несет в себе все недостатки, присущие аналогу, связанные с изготовлением и эксплуатацией тяговой колонки.
Известен механизм загрузки шпона в сушилку, состоящий из ускоряющихся роликов подачи, распределителя с ускоряющимися подающими роликами и эксцентриком движения распределителя. На конце распределителя расположены направляющие щитки, подающие шпон между парными направляющими роликами подачи. Эти направляющие ролики подачи по щиткам загрузочной этажерки подают шпон в парные ролики камеры. При этом количество парных направляющих роликов и количество щитков соответствуют количеству этажей сушилки. Распределитель, который иногда называют типель, имеет количество положений, соответствующих количеству этажей сушилки. Перемещение, подача и распределение шпона осуществляются за счет двух штанг, совмещенных с соответствующими кулачками, объединенными элементом передачи между собой и передним нижним парным роликом камеры сушилки (см. И.И.Михеев, А.С.Симонов и др. «Производство лущеного и строганого шпона»: Учебное пособие для проф.-тех. училищ. Изд. 3-е, переработ. и доп. М.: «Высшая школа», 1979, стр.166, рис.98). Применение кулачков со штангами в системе подачи и распределения шпона сдерживает увеличение скорости подачи, усложняет процесс изготовления механизма загрузки. Свободное перемещение шпона по щиткам может привести к перекосу расположения листа при поступлении его в горячие отсеки, соприкосновению с рядом идущим, что может привести к залому листов в горячих отсеках сушилки.
Известен принятый за прототип механизм загрузки шпона в сушилку, состоящий из роликов подачи шпона, распределителя с ускоряющимися подающими роликами и эксцентриком движения качающегося механизма. На конце распределителя расположены направляющие щитки, подающие шпон между парными направляющими, тихоходными роликами подачи. Эти направляющие ролики подачи по роликовому конвейеру загрузочной этажерки подают шпон в парные ролики камеры сушки. При этом количество парных направляющих роликов подачи и количество роликовых конвейеров соответствуют количеству этажей сушилки. Перемещение, подача и распределение шпона осуществляются за счет двух штанг, совмещенных с соответствующими кулачками, объединенными элементом передачи между собой и передним нижним роликом роликового конвейера (см. Кириллов А.Н., Карасев Е.И. «Справочник по производству фанеры». Учебник для подготовки рабочих на производстве. Изд. 3-е, переработ. и доп. М.: «Высшая школа», 1976, стр.108, 109, рис.37(б)). Применение роликовой загрузочной этажерки снижает риск перекоса листа при его доставке в горячие отсеки сушилки. Однако применение кулачков со штангами в системе подачи и распределения шпона сдерживает увеличение скорости подачи, усложняет процесс изготовления механизма загрузки. И в случае незначительного разворота листа при поступлении шпона на типель при увеличении скорости подачи может не справиться с приемом листа.
Известен механизм выгрузки шпона из сушилки, состоящий из парных щитков выгрузки, парных роликов с обгонными муфтами и двух парных ускоряющих роликов с узлом укладки шпона на подъемник выгрузки. Парные щитки выгрузки расширены в месте поступления шпона и сужены в месте выхода шпона из них и поступления его между парных роликов с обгонными муфтами и подачи его на щитки выгрузки. При этом количество парных щитков соответствует количеству этажей сушилки и количеству парных роликов с обгонными муфтами, количество щитков разгрузки соответствует количеству этажей. Выгружающиеся листы шпона укладываются на подъемник выгрузки, оснащенный ограничителем, лебедкой и тихоходными роликами (см. И.И.Михеев, А.С.Симонов и др. «Производство лущеного и строганого шпона»: Учебное пособие для проф.-тех. училищ. Изд. 3-е, переработ. и доп. М.: «Высшая школа», 1979, стр.166, рис.98). Свободное перемещение шпона по щиткам может привести к развороту расположения листа при поступлении его из горячего отсека, что может привести к соприкосновению сухих листов и их повреждению. Наличие обгонных муфт и ускоряющих роликов усложняет конструкцию и усугубляет повреждение сухих листов в случае их разворота на предыдущем движении.
Известен принятый за прототип механизм выгрузки шпона из сушилки, состоящий из роликовых конвейеров и ленточного конвейера, расположенного под первыми с образованием между ними острого угла. При этом роликовые конвейеры расположены параллельно друг другу и их количество на единицу меньше количества этажей. Выгружающиеся листы шпона укладываются на подъемник выгрузки, оснащенный ограничителем и тихоходными роликами (см. Кириллов А.Н., Карасев Е.И. «Справочник по производству фанеры»: Учебник для подготовки рабочих на производстве. Изд. 3-е, переработ. и доп. М.: «Высшая школа», 1976, стр.108, рис.38 (а)). Исключение обгонных муфт упрощает конструкцию механизма разгрузки, а наличие ленточного конвейера позволяет ускорить процесс выгрузки. Однако количество роликовых конвейеров вместе с одним ленточным конвейером совпадает с количеством этажей роликовой сушилки и значительно увеличивает количество роликов при повышении этажности, что отрицательно сказывается на надежности механизма выгрузки, его металлоемкости и энергопотреблении. Это в итоге приводит к повышению себестоимости выпускаемой продукции.
Известен ленточный конвейер, включающий тяговый орган, представляющий собой бесконечную несущую ленту, охватывающую конечные барабаны и которая опирается на вспомогательные тяговые ленты, которые в свою очередь охватывают свои конечные барабаны тяговых усилий. Верхние ветви тяговых лент расположены на роликах. Под нижней ветвью несущей ленты расположен другой ряд роликов, которые являются опорами также и для нижних ветвей тяговых лент. Каждый конечный барабан вспомогательных тяговых лент имеет соосную с ним шестерню, а шестерни смежных барабанов связаны между собой промежуточной шестерней (см. описание к авторскому свидетельству SU №275905 от 04.11.64, опубл. 03.07.70, бюл. №22). Такая конструкция позволяет выполнить конвейер большой длины, но такая конструкция является сложной и не может обеспечить высокие скорости движения транспортных лент.
Известен принятый за прототип ленточный конвейер, включающий бесконечную несущую ленту, охватывающую конечные барабаны, один из которых является приводным, а второй - натяжным. Конечные барабаны расположены по концам рамы на опорах, а рама содержит горизонтальные и наклонные направляющие, по которым перемещаются вращающиеся ролики, опирающиеся на горизонтальные направляющие, передвигающиеся под верхней ветвью тяговых лент и скатывающиеся на наклонные направляющие, расположенные под первыми. Приводной барабан сделан с гладкой поверхностью и соединен с приводным механизмом, а на натяжном барабане вдоль образующей сделан паз по всей длине ролика, в который поступает перемещающийся и вращающийся ролик с наклонной направляющей и прижатый лентой в этом пазу перемещается по радиусу на горизонтальные направляющие. В зависимости от диаметра натяжного барабана и вращающихся роликов количество пазов на натяжном барабане может быть несколько (см. описание к авторскому свидетельству SU №542685 от 18.06.75, опубл. 15.01.77, бюл. №2). Хотя данный ленточный конвейер имеет более упрощенную конструкцию и позволяет выполнить конвейер большой длины, но такая конструкция не может обеспечить высокие скорости движения транспортной ленты. Причем он должен иметь большой диаметр натяжного барабана с толстой стенкой, что приводит к инерционности конструкции и быстрому износу лент из-за постоянной ее натяжки. Не исключена возможность попадания вращающихся роликов из-за перекоса не в паз, а между транспортной лентой и наружным диаметром ролика. Что снижает надежность конструкции этого ленточного конвейера
Задачей группы изобретений является создание сушилки такого типа, при котором процесс сушки шпона является эффективным и имеет наибольшую загрузку при меньшем количестве этажности и занимаемой общей площади оборудования под сушку за счет уменьшения количества горячих отсеков. Создание удобств работы при сборке, обслуживания при эксплуатации и профилактических работах.
Технический результат группы изобретений заключается в уменьшении площади, занимаемой под оборудование процесса сушки шпона, при повышении эксплуатационных свойств оборудования, обеспечивающего процесс сушки. Снижение металлоемкости, а также упрощение и улучшение обслуживания оборудования процесса сушки. Что в итоге скажется на снижении себестоимости выпускаемой продукции.
Поставленная цель достигается тем, что сушилка роликовая секционная, включающая привод с замкнутыми цепями, систему натяга, механизмы загрузки и выгрузки, между которыми расположена камера сушки, состоящая из совмещенных горячих отсеков, холодного отсека, при этом внутри камеры сушки расположены парные ролики в несколько этажей, а горячие отсеки состоят из нижней секции с сопловыми коробами между парных роликов и верхней секции с системой подачи агента сушки в сопловые короба, дополнительно имеет переходные отсеки, в верхних и нижних секциях горячего отсека расположены дефлекторы подачи агента сушки по верхним и нижним этажам, а сопловые короба 19 расположены на выступах.
Поставленная цель достигается тем, что сопловые короба, состоящие из двух расположенных друг под другом конических коробов, суженных в поперечном сечении, образующие в паре направляющую щель для шпона с большим просветом между коробами при входе шпона и сужением просвета при выходе, при этом стороны короба, обращенные своей плоскостью к шпону, имеют несколько рядов отверстий, а со стороны короба, обращенные своей плоскостью к шпону, имеют ступенчатый вид, каждая ступень выполнена с отверстием, направленным против движения шпона, а ступень выполнена под углом β к горизонтальной плоскости, при этом три выступа ступеней нижнего и верхнего соплового короба расположены в горизонтальной плоскости, образуют зазор h1, где h1 - расстояние между параллельными горизонтальными плоскостями, образующими зазор для прохождения шпона и в которых расположены выступы ступеней, мм; β - угол наклона ступеней к горизонтальной плоскости, град.
Поставленная цель достигается тем, что привод роликовой сушилки, включающий электродвигатель с редуктором, тяговые, ведомые и ведущие звездочки расположенные на каркасе, при этом тяговые звездочки расположены вертикально и консольно, а ведущие и ведомые звездочки связаны цепной передачей, при этом электродвигатель с редуктором расположены на консолях П-образного каркаса и соединены с валом, на котором установлены ведущие звездочки, а ведомые звездочки расположены с другой стороны каркаса на одном валу с тяговыми звездочками, при этом электродвигатель имеет моментный рычаг.
Поставленная цель достигается тем, что механизм загрузки, включающий подающее устройство с системой щитков, загрузочно-распределительный механизм и загрузочную этажерку с веерным расположением рольгангов, при этом подающее устройство выполнено с двумя вакуумообразователями, а перед распределительным механизмом установлен заградительный щиток, и блок щитков, состоящий из уголков, расположенных между двух вертикальных пластин.
Поставленная цель достигается тем, что механизм выгрузки, включающий два роликовых конвейера и ленточный конвейер, расположенный под ними с образованием острого угла между ними, при этом роликовые конвейеры расположены под острым углом друг к другу, а сам механизм выгрузки расположен на подвижной платформе.
Поставленная цель достигается тем, что ленточный конвейер, включающий два конечных барабана, между которыми расположен бесконечный носитель, и которые расположены на раме с настилом, а лента имеет узел натяга, при этом ведущий барабан выполнен составным из ведущего и ведомого вала с выступами, при этом количество выступов, на которых расположены ленты, соответствует количеству барабанов, а ведомый вал состоит из набора барабанов, установленных на вращающихся кронштейнах, при этом узел натяга снабжен элементами регулирования расположения осей вращения натяжных барабанов.
На фиг.1 представлен общий вид устройства.
На фиг.2 представлен вид сверху. Без вакуумообразователей и двигателей механизма разгрузки.
На фиг.3 - сечение А-А горячего отсека.
На фиг.4 - вид Б, представлен блок роликов с сопловыми коробами нижней секции горячего отсека. Прямыми стрелками показано направление движения шпона.
На фиг.5 - вид В, представлен вид сверху на нижний короб.
На фиг.6 представлен профиль короба. Вид сверху на короб, изображенный на фиг.5.
На фиг.7 представлен общий вид привода роликовой сушилки.
На фиг.8 представлен вид сверху на привод роликовой сушилки.
На фиг.9 представлена принципиальная схема привода роликовой сушилки.
На фиг.10 представлен общий вид механизма загрузки.
На фиг.11 представлен вид механизма загрузки со стороны поступления шпона.
На фиг.12 - вид Г, представлен вид сверху на короб заслонки со снятой сетчатой крышкой.
На фиг.13 представлена принципиальная схема загрузочно-распределительного механизма с типелем.
На фиг.14 представлен пример конструктивного исполнения типеля и установки его на передней силовой раме. Вид сверху без системы щитков и верхних роликов.
На фиг.15 представлен выносной элемент I.
На фиг.16 представлен вид Д, вид под прямым углом на верхний ряд рольгангов загрузочной этажерки.
На фиг.17 представлено сечение Е-Е.
На фиг.18 представлен вид снизу на верхний ряд рольгангов, изображенный на фиг.16.
На фиг.19 представлен общий вид механизма выгрузки без столика выгрузки и ограничителя.
На фиг.20 представлен вид сверху на механизм выгрузки без настила в месте установки узлов натяжения лент транспортера.
На фиг.21 - сечение Ж-Ж, представлена установка ролика механизма выгрузки.
На фиг.22 представлен выносной элемент II. Место установки опоры ведущего вала на треугольной раме.
На фиг.23 представлен выносной элемент III. Место соединения ведущего и ведомого валов.
На фиг.24 представлено сечение И-И. Разрез крайней поперечины с установленным барабаном, набор которых образует нижний вал конвейера.
На фиг.25 представлен выносной элемент IV. Наклонные стойки треугольной рамы с узлом натяжения ленты транспортера.
На фиг.26 представлено сечение К-К, повернуто. Сечение ролика узла натяжения ленты транспортера.
На фиг.27 представлено сечение М-М. Профиль настила.
На фиг.28 представлен вид У на одну из несущих перегородок передней рамы блока роликов без установленных сопловых коробов, роликов и экранов.
На фиг.29 представлен вид Ф. Вид сверху на несущую перегородку с установленным экраном (фрагмент).
На фиг.30 представлено сечение Ц-Ц. Установка парных роликов в Т-образный вырез несущей перегородки и в паз на опорную пластину опорного кронштейна.
На фиг.31 представлен вид Ш. Вид сверху на опору сопловых коробов, установленную на два смежных опорных кронштейна между парными роликами, без установленных сопловых коробов и парных роликов.
На фиг.32 представлено сечение Щ-Щ. Узел соединения каркасных конструкций.
На фиг.33 представлен вид Э. Вид на узел установки парных роликов подачи шпона (без установленных рычагов каркаса типеля).
Сушилка роликовая секционная состоит из механизма загрузки 1 и механизма выгрузки 2, между которыми расположена камера сушки 3, состоящая из совмещенных горячих отсеков 4 и холодного отсека 5. Внутри горячих отсеков 4 и холодного отсека 5 расположены парные ролики 6 в несколько этажей по высоте для перемещения между парными роликами мерных листов шпона. Парные ролики 6 (см. фиг.4) расположены горизонтально и параллельно друг другу. При этом оси парных роликов по этажам расположены в одной вертикальной плоскости. Вращение парных роликов 6 осуществляется приводом 7 (см. фиг.2) с двигателем 8 через замкнутые цепи 9. Каждая замкнутая цепь 9 проходит внутри горячих 4 и холодного 5 отсеков с выходом ее за пределы камеры сушки 3, где она закреплена с одной стороны камеры на П-образном каркасе 10 с тяговыми звездочками 11 (см. фиг.8, 9) и системой натяга 12 (см. фиг.2) замкнутых цепей 9 - с другой. Камера сушки 3 имеет каркасную конструкцию и расположена с воздушным зазором 13 (см. фиг 3) снизу на рамочном основании 14 единой клеточной в плане конструкции. Сверху на основании 14 установлена камера сушки 3, горячие отсеки 4 которой состоят из нижних 15 и верхних 16 секций каркасной конструкции. Каркас нижней секции 15 состоит из параллельных, расположенных горизонтально прямоугольных рам, между которыми по углам периметра расположены вертикальные стойки 17 внешнего контура нижней секции 15 и вертикальные стойки 18 (см. фиг.4) для монтажа на них парных роликов 6 и сопловых коробов 19 между ними. Определенное количество парных роликов 6, которые расположены по высоте нижней секции 15 горячего отсека 4, соответствует этажности сушки. Все парные ролики 6, расположенные внутри одной нижней секции 15, называются блок роликов отсека. Блоки роликов каждого отсека совмещены по этажам вдоль сушки при помощи направляющих 20 и имеют одинаковую конструкцию во всех горячих отсеках 4. В холодном отсеке 5 отсутствуют сопловые короба 19, и расстояние между роликами вдвое меньше, чем в горячих отсеках 4. Вертикальные стойки 18 блока роликов расположены на определенном расстоянии от внешних сторон горячего отсека с образованием зазоров между вертикальными стойками 17 внешнего контура нижней секции 15. Причем зазор между вертикальными стойками 17 внешнего контура и вертикальными стойками 18 со стороны поступления отходящих газов больше, чем со стороны его выхода. На вертикальных стойках 17 с образованием воздушных коридоров 21 вдоль камеры сушки 3 при стыковке горячих отсеков 4 установлены двери 22 или глухие стенки 23. Двери 22 и глухие стенки 23 изготовлены аналогично утепленному полу с прокладкой теплоизолирующих панелей 24 между металлическими листами (см. фиг.4). Сверху на нижнюю секцию установлена верхняя секция 16, к которой сверху подсоединены патрубки подвода 25 горячего газа и патрубки отвода 26 отработанного газа. Верхняя секция 16 представляет собой отдельный коробчатый модуль каркасного типа прямоугольной формы, условно разделенный пополам на две части, левую и правую. В правой части верхней секции 16 под патрубком подвода 25 посередине расположен направляющий аппарат 27 с рабочим колесом вентилятора 28. Направляющий аппарат 27 с рабочим колесом вентилятора 28 отгорожен перегородкой 30 по внешнему периметру обечайки 29 от коридора верхней секции 16, расположенного над коридором 21 нижней секции. С другой стороны обечайка 29 опирается на вертикальные опоры 31. Рабочее колесо вентилятора 28 установлено на удлинителе 32, проходящем через осевое отверстие направляющего аппарата 27 и осевое отверстие малого диаметра усеченного конуса 33, установленного внутри правой части верхней секции 16. С другой стороны удлинитель 32 через муфту 34 соединен с двигателем 35, корпус которого расположен за пределами большого диаметра усеченного конуса 33. Усеченный конус 33 большим диаметром установлен на внешней стенке 36 правой части верхней секции 16 и на дополнительных поперечинах 37, поддерживающих конус 33 со стороны его малого диаметра. Внутри конуса 33 расположен кронштейн 38 с ребром жесткости 39. На кронштейне 38 в корпусах 40 установлены подшипники 41, внутри которых проходит вал удлинителя 32. В левой части верхней секции 16, внутри ее, расположены два дефлектора. Верхний дефлектор 42 с большим радиусом изгиба расположен в углу на верхней и боковой стенках левой части верхней секции 16 на стороне, противоположной внешней стенке 36. Средний дефлектор 43 с двумя малыми радиусами изгиба расположен на прямоугольной рамке 44 и через отгороженную им верхнюю часть левого коридора 21 направляет отходящий топочный газ в сопловые короба 19 верхних этажей сушилки. В коридоре 21 снизу расположен нижний дефлектор 45. Он расположен на левой боковой стенке 23 и на полу коридора на поддерживающей прямоугольной рамке 46. Верхний дефлектор 42 совместно с нижним дефлектором 45 направляют остальную часть потока топочных газов в сопловые короба 19 нижних этажей сушилки.
Сопловые короба 19 расположены между парными роликами 6 и выполнены в виде конического короба, суженного в поперечном сечении (по длине короба), образуя в паре направляющую щель для шпона с большим просветом между коробами при входе шпона и сужением просвета при выходе. Сторона короба, обращенная своей плоскостью к шпону и находящаяся между окончанием раструба и началом сужения просвета при выходе, имеет ступенчатый вид. На каждой ступени 47 (см. фиг.5, 6), выполненной под углом В к горизонтальной плоскости, имеются отверстия 48 по длине короба. Три выступа 49 ступеней 47 нижнего соплового короба 19 расположены в горизонтальной плоскости. Три выступа 49 ступеней 47 верхнего соплового короба 19 расположены в параллельной горизонтальной плоскости. Расстояние между нижней горизонтальной плоскостью и верхней горизонтальной плоскостью образуют зазор h1 (см. фиг.4), в котором перемещается шпон. При этом расстояние l1 больше расстояния l2, где l1 - расстояние между вертикальной плоскостью, проходящей через оси парных роликов, подающих шпон в зазор между коробами, и первым выступом ступени, а l2 - расстояние между последним выступом ступени и вертикальной плоскостью, проходящей через оси парных роликов, принимающих шпон. Причем первые две ступени, расположенные под углом β, шириной l3 шире, чем последняя ступень.
Привод 7 роликовой сушилки содержит электродвигатель 8 (см. фиг.7) с редуктором 50, в отверстии которого установлен удлиненный конец ведущего вала 51 с шестью ведущими звездочками 52 (см. фиг.8), расположенными между опорами 53 ведущего вала 51. Опоры 53 установлены на двух удлиненных консолях 54, расположенных перпендикулярно к двум стойкам 55 с общей верхней перекладиной 56. С противоположной стороны удлиненных консолей 54 перпендикулярно к двум стойкам 55 расположено двенадцать укороченных консолей 57 по шесть на каждой стойке 55. Стойки 55 с перекладиной 56 образуют П-образный каркас 10 привода 7 роликовой сушилки. Укороченные консоли 57 в паре расположены в одной горизонтальной плоскости и служат основанием для опор 58. Между этими опорами 58 на валах 59 установлены ведомые звездочки 60 со смещением в вертикальной плоскости, следы которых совпадают со следами вертикальных плоскостей, в которых расположены ведущие звездочки 52. С одной стороны каждый вал 59 имеет выступающий за опору 58 конец, на котором консольно расположены тяговые звездочки 11. Тяговые звездочки 11 выступают за габариты П-образного каркаса 10 и расположены по вертикали друг под другом. Ведущие звездочки 52 и ведомые звездочки 60, как первой, так и второй половины этажей сушилки, связаны цепной передачей в виде цепей разной длины: длиной цепью 61, средней цепью 62 и короткой цепью 63. Электродвигатель 8 снабжен моментным рычагом 64, конец которого закреплен на выступающем валу одной из стоек 55. Устойчивость привода 7 обеспечивается раскосами 65 и соответствующими фундаментными болтами.
Механизм загрузки 1 состоит из двух подъемных столов 66 (см. фиг.10), подающего устройства 67 с двумя вакуумообразователями 68, загрузочно-распределительного механизма 69 и загрузочной этажерки 70 с веерным расположением рольгангов 71. Подъемный стол 66 состоит из нижней неподвижной рамы 72 и верхней подъемной платформы 73, которые связаны между собой двумя парами рычагов 74 типа «ножниц», образуя подвижные ножки стола. Каждая пара рычагов оснащена гидроцилиндром 75, который установлен на неподвижной раме 72, а шток 76 гидроцилиндра 75 связан шарнирным соединением 77 с одним из пары рычагов 74. При этом концы пар рычагов 74 могут свободно вращаться и перемещаться по горизонтальным пазам нижней неподвижной рамы 72 и верхней подъемной платформы 73 с одной стороны стола, а противоположные их концы - только вращаться. Подающее устройство 67 расположено над подъемным столом 66 со стопой сырого шпона (на чертеже стопа сырого шпона не показана) и состоит из прямоугольного короба 78 (см. фиг.11) переменного сечения с лючками 79. В нижней части прямоугольного короба 78 в горизонтальной плоскости расположены оси роликов 80 (см. фиг.10). Сверху прямоугольный короб 78 (см. фиг.11) имеет квадратное сечение и переходит в короб 81 вакуумообразователя 68 квадратного сечения, внутри которого расположен вентилятор 82 с электродвигателем 83. Сверху короб 81 вакуумообразователя 68 переходит в короб заслонки 84 с лопастями 85 (см. фиг.12), которые перекрывают прямоугольное сечение короба 81 с помощью рычажного механизма 86. Закрытие и открытие прямоугольного сечения короба 81 лопастями 85 производится штоком 87 пневмоцилиндра 88, воздействующего на рычажный механизм 86. Сверху короб заслонки 84 закрыт сетчатой крышкой с ручкой 89 (см. фиг.11).
Загрузочно-распределительный механизм 69 (см. фиг.10) расположен между подающим устройством 67 и загрузочной этажеркой 70 в каркасе 90 прямоугольного типа. Каркас 90 обеспечивает жесткость и надежность конструкции загрузочно-распределительного механизма. Каркас 90 состоит из двух передних вертикальных силовых стоек 91, к которым снаружи с каждой стороны присоединены две укороченные дополнительные стойки 92 (см. фиг.11), и задних вертикальных силовых стоек 93, а также наклонных и горизонтальных поперечин 94 и разнообразных перекладин 95. Эти стойки, перекладины и поперечины образуют переднюю раму, левую и правую боковые рамы и заднюю раму, а также верхнюю и нижнюю прямоугольные рамы каркаса 90. На передней силовой раме сверху размещены два подающих устройства 67 с двумя вакуумообразователями 68. Между нижней плоскостью прямоугольного короба 78 подающего устройства 67 и верхним листом стопы шпона, расположенной на подъемном столе 66, на передней силовой раме каркаса 90 перед парными роликами подачи 96 (см. фиг.13) шпона горизонтально по всей ширине передней силовой рамы установлена направляющая пара щитков. Снизу расположен направляющий щиток 97, |>-образного типа, а сверху - направляющий щиток 98 треугольного сечения. После парных роликов подачи 96 перед принимающим щитком 99 распределительного механизма установлен заградительный щиток 100 с механизмом его подъема или опускания в виде пневмоцилиндров 101. Принимающий щиток 99 состоит из двух пластин, образующих в паре направляющую щель для шпона с большим просветом между пластинами при входе шпона и сужением просвета при выходе.
Распределительный механизм или типель 102 состоит из каркаса типеля 102, расположенного между двух рычагов 103 (см. фиг.14), отстоящих вдоль осей двух парных роликов подачи 96 с двух сторон от каркаса типеля 102 на определенном расстоянии. Рычаги 103 соединены с каркасом типеля 102 при помощи кронштейнов 104. Снизу каркас типеля 102 при помощи шарнирного соединения 105 состыкован со штоком гидроцилиндра 106 (см. фиг.13). Снизу гидроцилиндр 106 установлен на опоре 107 и соединен с опорой шарнирным соединением. Рычаги 103 шарнирно установлены на дополнительных стойках 92, расположенных с двух сторон передней рамы каркаса 90 таким образом, чтобы оси вращения рычагов 103 совпадали с осью вращения нижнего ролика парных роликов подачи 96. Перед узкой частью принимающего щитка 99 (см. фиг.13) на каркасе типеля 102 расположены парные принимающие ролики 108, поддерживающие щитки 109 и парные распределяющие ролики 110. Парные принимающие ролики 108 и парные распределяющие ролики 110 разнесены между собой вдоль линии движения шпона 111 на определенное расстояние. Парные ролики 96, 108 и 110 имеют одинаковую конструкцию. Их нижние ролики являются ведущими и во время работы сушилки постоянно вращаются вокруг своей оси в подшипниках качения, расположенных в опорах (на чертеже не обозначены) каркаса типеля 102. На концы валов ведущих парных роликов 108 и 110 с одной из сторон установлены шестеренки 112, а с другой стороны установлены звездочки 113 и цепи 114 и 115, соединяющие их для придания одинакового вращения ведущим парным роликам и парным роликам подачи 96. Для этого на ведущие парные ролики принимающих роликов 108 и ведущие ролики парных роликов подачи 96 установлены спаренные звездочки 113.
При этом цепь 115 установлена на звездочку ролика 110 и на внутреннюю спаренную звездочку 113, установленную на валу ведущего парного принимающего ролика 108. Внешняя звездочка ведущего парного принимающего ролика 108 соединена цепью 114 с внешней парной звездочкой 113 ведущего парного ролика подачи 96. А внутренняя спаренная звездочка 113 ведущего парного ролика подачи 96 связана цепью 116 (см. фиг.10) со звездочкой 117.
Звездочка 117 вращается вокруг своей оси на валу с подшипником качения, расположенным в опоре на левой передней вертикальной силовой стойке 91, вместе со шкивом 118 (см. фиг.11), которому, в свою очередь, передается вращение от двигателя 119 (см. фиг.10) при помощи ременной передачи 120. Двигатель 119 установлен на регулируемом кронштейне 121 на верхней раме внутри каркаса 90. Верхние или ведомые парные ролики 96, 108 и 110 предназначены для придания движения шпону, поэтому они обрезинены. При этом ведомый парный подающий ролик 96 имеет возможность перемещаться по дуге или вертикально до соприкосновения со шпоном, расположенным на ведущем парном ролике подачи 96. Поддерживающие щитки 109 расположены параллельно в горизонтальной плоскости с образованием щели для прохождения шпона и со стороны поступления шпона имеют отбортовки, сделанные под углом к горизонтальной плоскости с образованием раструба при их установке. На задней силовой раме каркаса 90 симметрично относительно горизонтальной плоскости, проходящей через середину зазора h1 вдоль линии движения шпона 111, перед загрузочной этажеркой 70 расположен блок щитков 122 (см. фиг.10). Блок щитков 122 представляет собой расположенные по вертикали уголки 123 (см. фиг.15), выполненные из листового материала, согнутого под острым углом с радиусом. Основание уголка закрыто П-образным профилем 124, а сбоку с двух сторон уголки 123 закрыты, например, при помощи сварки соответствующими треугольными пластинами 125. Объединены уголки 123 через треугольные пластины 125 с П-образным профилем 124 при помощи вкладышей 126, выполненных из отрезка треугольного профиля. Уголки 123 расположены между двух вертикальных пластин 127 (см. фиг.13) по вертикали под углом, соответствующим этажности сушилки.
Загрузочная этажерка 70 (см. фиг.10) с веерным расположением рольгангов 71 расположена между камерой сушки и блоком щитков 122 загрузочно-распределительного механизма 69. Основные функциональные узлы ее расположены внутри каркаса 128 и состоят из несущих реек 129 (см. фиг.16), установленных под углом, соответствующим этажности, и на которых закреплены концы роликов 130, выполненные в виде вала. Концы роликов 130 установлены в опоры, которые состоят из втулки 131 (см. фиг.17) с подшипником 132, и при помощи шплинта 133 зафиксированы от смещения. Подшипники 132 установлены в обойме 134 с установочной частью и монтируются на параллельных несущих рейках 129 с определенным шагом двумя болтами 135 с гайками 136. На удлиненные концы валов 137 роликов 130 дополнительно установлены звездочки 138, связанные между собой общей цепью 139. Один из роликов 130, расположенный ближе к сушилке, в нашем случае третий, является спаренным за счет расположенного сверху дополнительного обрезиненного ролика 140, установленного на несущих рейках 129 при помощи дополнительного кронштейна 141 с установочной частью 142 в виде поворотного рычага. Верхний этаж, в отличие от остальных этажей имеет дополнительный обрезиненный спаренный ролик 143, расположенный ближе к блоку щитков, в нашем случае второй. Он выполнен и установлен аналогично дополнительному обрезиненному ролику 140, но имеет удлиненные поворотные рычаги 144 (см. фиг.18), направленные в сторону каркаса типеля 102, на которые установлены наконечники 145.
Механизм выгрузки 2 состоит из двух роликовых конвейеров: верхнего 146 (см. фиг.19) и нижнего 147, под которыми расположен ленточный конвейер 148. Ленточный конвейер 148 расположен под роликовыми конвейерами 146 и 147 с образованием между ними острого угла и образованием острого угла между роликовыми конвейерами 146 и 147. При этом количество роликовых конвейеров в три раза меньше количества этажей сушилки. Выгружающиеся сухие листы шпона укладываются на подъемники выгрузки 149 (см. фиг.1 и 2), за которыми установлен ограничитель 150. Ленточный конвейер 148 с роликовыми конвейерами 146 и 147 механизма выгрузки 2 расположены на подвижной платформе, которая состоит из двух параллельно расположенных балок 151 (см. фиг.19, 20) с поперечинами 152 и двух стоек 153 и 154 с каждой стороны, объединенных сверху перекладинами 155. На стойках 153 и 154 установлены несущие рейки 156 и 157 под соответствующим углом, на которые установлены ролики 158 (см. фиг.21) аналогично роликам загрузочно-распределительного механизма 69. Концы роликов 158 установлены в опоры, которые состоят из втулки с подшипником, и при помощи шплинта зафиксированы от смещения. Подшипники установлены в обойме с установочной частью и монтируются на несущие рейки 156 и 157 с определенным шагом. На одной из сторон роликов 158 имеются удлиненные концы валов, на которые дополнительно установлены звездочки 159, связанные между собой общей цепью 160. Как и все цепи сушилки, она снабжена нажимным швеллером 161. Вращение роликов 158 роликовых конвейеров 146 и 147 осуществляется с помощью мотор-редуктора 163 (см. фиг.19), установленного на кронштейне 164 стойки 154.
Ленточный конвейер 148 верхней частью, состоящей из ведущего вала 165 и ведомого вала 166, установлен вверху на наклонной нижней стойке 167 в месте пересечения с верхней наклонной стойкой 168, образуя угол, смещенный в сторону от выхода шпона из камеры сушки 3, и вместе с основанием 169 представляют треугольную раму, установленную вертикально на платформе механизма выгрузки 2. Концы ведущего вала 165 и ведомого вала 166 установлены (см. фиг.22) в опорах 170. Опора 170 представляет собой единый корпус, состоящий из цилиндрической части с подшипником 171 и установочной части прямоугольной формы с одной стороны, для консольного крепления опоры 170 на наклонной нижней стойке 167 болтовым соединением. В цилиндрической части корпуса подшипники 171 при помощи кольца 172 зафиксированы от смещения вдоль оси вала. Опора 170 в месте установки подшипника 171 закрывается через прокладку 173 крышкой 174 с сальниковым уплотнением 175. На конец выходящего из отверстия крышки 174 ведущего вала 165 при помощи шпонки 176 установлена звездочка 177 и фиксируется от смещения вдоль оси. На другой конец ведущего вала 165 и конец ведомого вала 166 установлены звездочки 178 (см. фиг.23), на которые установлена двойная цепь 179. С другого конца ведомый вал 166 в опоре 170 закрыт глухой крышкой. Ленточный конвейер 148 противоположным концом расположен на поперечине 152 (см. фиг.24) и состоит из набора барабанов 180, установленных при помощи вращающихся кронштейнов 181 таким образом, чтобы они имели одну ось вращения, параллельную оси вращения ведущего вала 165 и ведомого вала 166. Вращающийся кронштейн 181 выполнен в виде двух плоских пластин, лежащих друг на друге и имеющих одну общую плоскость соприкосновения. Нижняя неподвижная пластина 182 установлена неподвижно на поперечине 152, а верхняя подвижная пластина 183 имеет возможность вращаться в плоскости, параллельной оси вращения барабанов 180, вокруг оси 184, перпендикулярной общей плоскости соприкосновения. Верхняя подвижная пластина 183 вращается вместе с элементами крепления барабана 180, на которых он расположен, аналогично креплению ведущего вала 165 или ведомого вала 166 с использованием опоры 170 с подшипниками 171, закрытых с двух сторон глухими крышками. Верхняя подвижная пластина 183 со стороны, противоположной оси 184, имеет выступ 185, обращенный к низу. Выступ 185 установлен с зазором к торцу нижней неподвижной пластины 182 и имеет два регулировочных винта 186, установленных в горизонтальной плоскости с упором в поперечину 152. Каждый барабан 180 лентой 187 соединен с каждым выступом 188 (см. фиг.20) ведущего 165 и ведомого вала 166, которые имеют одну общую ось вращения. При этом количество барабанов 180 соответствует количеству выступов 188, имеющих одну общую ось вращения ведущего 165 и ведомого вала 166. Каждая лента 187 (см. фиг.25) имеет снизу узел натяжения ленты, установленный между наклонной нижней стойкой 167 и верхней наклонной стойкой 168 с помощью двух поперечин 189 с выступами 190 для установки узла натяжения ленты. Эти поперечины объединяют все четыре треугольные рамы, на которые в верхнем углу установлены опоры ведущего 165 и ведомого валов 166, и позволяют увеличить прочность и усилить жесткость конструкции каркаса ленточного конвейера 148. Узел натяжения ленты установлен на выступы 190 поперечин 189 с одной стороны с помощью одного осевого соединения, а с другой - двух осевых соединений в опорах 191 и 192 соответственно. Узел натяжения ленты состоит из рамы 193 с двумя установленными перпендикулярно относительно нее и параллельно друг другу петлями 194. На раме 193, которая имеет прямоугольное или квадратное сечение, расположен ползун 195 с двумя установленными перпендикулярно относительно него и параллельно друг другу петлями 196. Петли 194 и петли 196 имеют с одной стороны сквозной паз 197 (см. фиг.26), а с другой - выступ 198, в резьбовое отверстие которого ввернут болт 199 с контргайкой 200 и упором головки 201 болта 199 в конец ступенчатой оси 202. На ступенчатую ось 202 с двух сторон запрессованы подшипники 203, и установлен ролик 204 с запорными кольцами 205.
Между общей осью вращения ведущего 165 и ведомого валов 166, образующих верхний вал вращения, и осью вращения набора барабанов 180, образующих нижний вал вращения, между лентами 187 расположен настил 206 (см. фиг.19, 20), ступенчатый профиль которого изображен на фиг.27. На выступах 207 профиля располагается движущаяся лента 187. Настил 206 (см. фиг.19) расположен на прямоугольной раме 208, периметр которой у верхнего вала вращения закреплен на верхних наклонных стойках 168, а наклонная часть периметра - на стойках 154 и 153 и может быть подкреплена поддерживающей рамой 209. Вращение ведущего 165 и ведомого валов 166 осуществляется двигателем 210, установленным на кронштейне 211. Таким образом, ленточный конвейер 148 представляет собой бесконечную несущую ленту 187, охватывающую конечные барабаны. Конечные барабаны расположены по концам рамы на опорах. Один, конечный барабан является приводным и состоит из ведущего вала 165 и ведомого вала 166, установлен выше другого и расположен в опорах 170 на наклонных нижних стойках 167 треугольных рам каркаса ленточного конвейера 148 в виде призмы с основанием 169. Второй конечный барабан является натяжным и состоит из набора барабанов 180, образующих нижний вал вращения.
Сушилка роликовая секционная изготавливается из разнообразного стального профиля марки Ст.3, в основном труб прямоугольного сечения, уголка, швеллера и листа и представляет собой сварную каркасную конструкцию, основные узлы которой являются быстросъемными, а механизмы и детали, требующие профилактической замены или очистки, легкосъемными, по возможности без применения резьбовых соединений. Это позволяет проводить демонтаж и сборку узлов и деталей, препятствующих профилактическому осмотру и доступу к ним, без применения гаечных ключей и механизмов, их заменяющих. Особенно это относится к основным напряженным узлам сушилки, требующим постоянной профилактической заботы, в частности к горячим отсекам 4 камеры сушки 3. При этом необходимо иметь в виду, что при выходе из строя любого элемента роликовой сушилки, участвующего в передвижении шпона, в итоге останавливается весь процесс сушки, включая механизм загрузки 1 и механизм выгрузки 2, камеру сушки 3 с горячими 4 и холодным отсеками 5.
Изготовление и сборка роликовой сушилки осуществляется следующим образом. Вначале на ровном полу производят разметку рамочного основания клеточной в плане конструкции для камеры сушки. Далее конкретная реализации такой роликовой сушилки будет показана на примере шестиэтажной сушилки роликовой, камера сушки которой включает четыре совмещенных горячих отсека 4 с двумя переходными отсеками 212 (см. фиг.1), расположенными перед первым горячим отсеком 4 и после последнего горячего отсека 4, и один холодный отсек 5. Для такого типа сушилки роликовой периметр рамочного основания для камеры сушки будет длиной 10 700 мм, а шириной 6 000 мм из прямоугольного профиля 60×60. Основание 14 для камеры сушки крепится к полу при помощи закладных элементов. Причем этот прямоугольный профиль расположен как минимум по периметру сушилки и вдоль воздушных коридоров 21 (см. фиг.3) под вертикальными рамами блока роликов. Каркас нижней секции 15 горячего отсека 4 изготавливается из прямоугольного профиля 120×60, который режут длиной 6000 мм и шириной 2000 мм с вычетом двукратной ширины профиля, т.е. 120 мм, и который укладывают его меньшей стороной по разметке снизу, соединяя между собой при помощи сварки. Таким образом, формируются нижняя и верхняя рамы нижней секции 15 горячего отсека 4 с размерами по периметру 2×6 м. Между этими рамами по четырем углам периметра вертикально устанавливают четыре стойки 17 внешнего контура длиной 3000 мм, соединяя их с рамами при помощи сварки. Таким образом, получаются две внешние параллельные рамы с размером по периметру 2×3 м и две внутренние параллельные рамы с размером по периметру 3×6 м. Внутри внутренних параллельных рам с размером по периметру 3×6 м каркаса нижней секции 15 горячего отсека 4 устанавливают по две стойки 18, параллельные внешним рамам с размером по периметру 2×3 м с формированием коридора 21 поступления в нижнюю секцию 15 потока отходящих газов. Там же устанавливают две горизонтальные перекладины, получая переднюю раму блока роликов со стороны поступления в нижнюю секцию 15 потока отходящих газов. Аналогично формируют заднюю раму блока роликов со стороны выхода из нижнего отсека потока отходящих газов, устанавливая среднюю стойку 18 (см. фиг.4). По внутреннему периметру передней рамы блока роликов устанавливаются несущие перегородки 213 (см. фиг.28). Их количество соответствует количеству этажей. В нашем случае шесть несущих перегородок 213. Несущие перегородки 213 изготавливают из листа стали Ст.3 размером 520×2080 мм и толщиной 3.0 мм с отбортовками по 40 мм в одну сторону по длинной горизонтальной стороне и в другую сторону по короткой вертикальной стороне. Затем делают по горизонтали вдоль длинной стороны n Т-образных вырезов 214 и между ними два ряда 2×(n-1) прямоугольных вырезов 215 размером 200.0×150.0 мм, расположенных попарно друг над другом. Т-образный вырез имеет утолщенную и укороченную полку 70.0×70.0 мм, а его стойка равна 50×200 мм. Далее из полосы стального листа шириной 40.0 мм, толщиной 2.0 мм и длиной 700.0 мм изготавливают отрезки прямоугольных труб 216 (см. фиг.29) с периметром в сечении размером 200.0×150.0 мм, сваривая концы полос. Затем прямоугольные отрезки труб 216 вставляют в прямоугольные вырезы 215 со стороны длинной горизонтальной отбортовки заподлицо с лицевой стороны плоскости несущей перегородки 213 и сваривают между собой по периметру. В нашем случае каждая несущая перегородка 213 имеет шесть Т-образных вырезов 214 и десять прямоугольных вырезов 215 с попарным их расположением друг над другом с отрезками прямоугольных труб 216. Эти два типа выреза имеют определенные размеры и расчетное взаимное расположение, подобранные таким образом, чтобы обеспечить расчетные размеры l1, l2 и h1 (см. фиг.4). Несущие перегородки 213 устанавливают между стойками 18 на передней раме блока роликов. Вначале устанавливают нижнюю несущую перегородку 213 прямоугольными отрезками труб 216 вовнутрь блока роликов, соединяя разъемным соединением, например болтовым, вертикальные стойки 18 передней рамы блока роликов с двух сторон с короткими отбортовками и, аналогично, соединяют нижнюю длинную отбортовку с нижней перекладиной передней рамы блока роликов. Затем на первую устанавливают вторую несущую перегородку 213 (см. фиг.30), соединяя разъемным соединением первую и вторую несущие перегородки 213, совмещая между собой длинные отбортовки и крепя короткие к стойкам 18. И так далее, пока последняя, самая верхняя несущая перегородка 213 не будет присоединена к стойкам 18 и состыкована с предпоследней несущей перегородкой 213 нижней отбортовкой и верхней отбортовкой с верхней перекладиной передней рамы блока роликов. К задней раме блока роликов со стороны выхода из нижнего отсека потока отходящих газов с внешней стороны наживляют перекладины в виде швеллера или П-образного профиля 217 с направляющими прямого хода 218 и обратного хода 219. Причем перекладины П-образного профиля 217 в виде швеллера с параллельными гранями полок устанавливают неразъемным соединением, стыкуя его стенкой к трем стойкам 18, и могут быть выполнены в виде двух параллельно расположенных уголков. А с внутренней стороны задней рамы блока роликов устанавливаются перекладины 220 в виде швеллера 220, установкой его стенкой к тем же стойкам 18. Перекладины П-образного профиля 217 и перекладины 220 в виде швеллера устанавливаются под осью вращения ведущего ролика 221, расположенного под ведомым роликом 222 парных роликов 6, в горизонтальной плоскости, параллельной осям вращения этих роликов для каждого этажа сушилки. В нашем случае их шесть. Перекладины 220 в виде швеллера №8 могут быть выполнены и из уголка. На верхнюю полку перекладины 220 устанавливают опорный кронштейн 223 с основанием 224, имеющим два овальных отверстия для его монтажа на верхней полке перекладины 220. Основание 224 изготавливается из стального листа 40.0×120.0 мм и толщиной 5.0 мм. К основанию приваривают две С-образные вертикальные стенки 225 (см. фиг.31), обращенные друг к другу окончаниями с промежутком между ними. При этом в одном из промежутков, расположенным ближе к выходу потока отходящих газов, на основание 224 вертикально установлена опорная пластина 226, в нашем случае прямоугольной формы 15.0×50.0 мм и толщиной 3.0 мм, как и С-образные вертикальные стенки 225, и соединена сваркой с основанием 224 и С-образными вертикальными стенками 225. Причем сварные швы между опорной пластиной 226 и С-образными вертикальными стенками 225 зачищают до толщины стенки и опорной пластины. С противоположной стороны опорной пластины 226 сверху на С-образных вертикальных стенках 225 сделаны пазы 227, параллельные вертикальной плоскости задней рамы блока роликов, глубиной не менее 20.0 мм для установки опоры 228 для верхнего соплового короба 19. Опорный кронштейн 223 можно изготовить и по-другому. Вначале изготавливают основание 224, затем делают из листа толщиной 3.0 мм развертку двух С-образных вертикальных стенок 225 вместе с опорной пластиной 226 с припуском по высоте опорной пластины и расстоянием внутри развертки между С-образными вертикальными стенками. Затем на оправке гнут развертку и тогда две С-образные вертикальные стенки будут сделаны заодно с опорной пластиной 226. Затем полученную таким образом заготовку при помощи сварки соединяют с основанием 224 и снимают припуски с боковых стенок, образуя паз 50.0 мм и опору высотой 15.0 мм. После чего на опорном кронштейне делают пазы 227 для установки в него опоры 228 соплового короба 19. Затем изготовленный опорный кронштейн 223 при помощи двух болтовых соединений устанавливается на верхней полке перекладины 220. Опорный кронштейн 223 устанавливается таким образом, чтобы вертикальные оси симметрии отверстия 214 и вертикальные оси симметрии отверстия между С-образных вертикальных стенок 225 с опорной пластиной 226 находились в одной вертикальной плоскости, перпендикулярной направлению движения шпона. В этой же вертикальной плоскости расположены параллельные оси вращения каждого ведущего ролика 221 по всем этажам. Причем низ стойки нижнего Т-образного выреза 214, являющийся нижней опорой для корпуса подшипника 229 с графитовым вкладышем 230, и верх опорной пластины 226 должны находиться в одной горизонтальной плоскости для каждого ведущего ролика 221. При этом ось вращения каждого ведущего ролика, расположенного на одном этаже, находится тоже в одной горизонтальной плоскости. Когда установлены все несущие перегородки 213 и все опорные кронштейны 223, в нашем случае их тридцать шесть, можно устанавливать ведущие ролики 221, а затем ведомые ролики 222. Конструкции ведущих 221 и ведомых роликов 222 известны для подобного класса сушилок. Диаметр ролика в нашем случае был выбран ⌀102.0 мм, а длина ролика 3900.0 мм. Ведомый ролик 222, как и ведущий ролик 221, с одной стороны вдоль оси имеет вал определенной длины без выступов, а с другой стороны вал имеет выступ на определенном расстоянии от торца ролика. В нашем случае гладкий вал и вал до выступа с другой стороны имеют диаметр ⌀25.0 мм, а от выступа к торцу ролика диаметр вала равен ⌀30.0 мм. На вал диаметром ⌀25.0 мм ведущего и ведомого ролика устанавливают с двух сторон корпуса подшипников 229 с графитовыми вкладышами 230. С одной стороны они устанавливаются до упора в выступ вала. С другой стороны они устанавливаются на определенную длину. При этом при установке ведущего и ведомого роликов должен быть образован гарантированный зазор h3 между выступающим вовнутрь торцом корпуса подшипника и торцом ролика. Корпус подшипника 229 имеет размеры по периметру в плане 64.0×64.0 мм и толщину 40.0 мм, отливается из серого чугуна марки СЧ 20 ГОСТ 1412-85 и по оси симметрии периметра в плане имеет сквозное отверстие диаметром, равным ⌀38.0 мм.
В это отверстие запрессовывается графитовый вкладыш 230 в виде втулки высотой 40.00 мм с внутренним диаметром ⌀25.0 мм. Вкладыш 230 может быть изготовлен не только из графита или материала на графитовой основе, но и наполненного фторопласта марки Ф-4К15М5 и др. Из четырех плоских сторон корпуса подшипника 229, параллельных оси сквозного отверстия, и размерами по периметру 40.0×64.0 мм выбирают базовую сторону, которая будет опираться на низ стойки нижнего Т-образного выреза 214 или на опорную пластину 226 кронштейна 223. Но для того чтобы это осуществить, на двух других сторонах корпуса подшипника 229, размером по периметру 40.0×64.0 мм, в плоскости, перпендикулярной оси сквозного отверстия и базовой стороне, делают два вертикальных и симметричных оси сквозного отверстия паза 231 глубиной и шириной достаточной, чтобы в них вошли края стойки Т-образного выреза 214 и края С-образных вертикальных стенок 225 со стороны опорной пластины 226. Т.е., в нашем случае, расстояние между симметричными пазами 231 должно быть 50.0 мм, а ширина должна быть не меньше толщины листа, из которого делаются несущие перегородки 213, и толщины листа, из которого делаются С-образные вертикальные стенки 225.
Вначале устанавливается ведущий ролик 221 в сборе с двумя подшипниками 229 и запрессованными вкладышами 230 на опорную поверхность Т-образного выреза 214 с одной стороны и на опорную пластину 226 кронштейна 223 с другой стороны. На ведущий ролик 221 и ведомый ролик 222 со стороны выступа с подшипниками 229 впритык к нему устанавливают и шплинтуют шестерни 232, которые, как и корпус подшипника 229, отливаются из серого чугуна марки СЧ 20 ГОСТ 1412-85 и имеют средний диаметр тринадцати зубьев размером ⌀103.0 мм. Ведущий ролик 221 отличается от ведомого ролика 222 удлиненным валом со звездочкой 233 на конце, расположенной симметрично относительно ширины звена цепи 9 и направляющих прямого хода 218, приваренных к П-образному профилю 217 сверху. Звездочка 233, со средним диаметром одиннадцати зубьев, равным 131.0 мм, изготавливается по ГОСТ 591-86 из серого чугуна марки СЧ 20 ГОСТ 1412-85. Она сопрягается с цепью 9, у которой диаметр ролика равен 22,23 мм и шаг равен 38.1 мм. Звездочка 233 после установки фиксируется шплинтом. Установка ведущего ролика 221 и затем ведомого ролика 222 производится со стороны выхода потока отходящих газов из блока роликов шестеренками 232 назад с горизонтальным расположением оси вращения вначале ведущего ролика над опорным кронштейном 223. При этом ось вращения ролика устанавливается в вертикальной плоскости, проходящей по оси симметрии Т-образного выреза 214 и оси симметрии С-образных вертикальных стенок 225 со стороны опорной пластины 226 опорного кронштейна 223. Затем корпус подшипника 229 на гладком валу ролика вставляют в утолщенную и укороченную полку 70.0×70.0 мм Т-образного выреза 214, а корпус подшипника 229 с другой стороны ролика располагается над опорным кронштейном 223. Корпуса подшипников 229 устанавливают таким образом, чтобы их базовые стороны располагались снизу, а пазы 231 - над соответствующими стенками Т-образного выреза 214 и соответствующими стенками опорного кронштейна 223. Затем корпуса подшипников 229 опускают вниз, опуская тем самым ролик в сборе до соприкосновения низа Т-образного выреза 214 и опорной пластины 226 (см. фиг.30, 31) с базовой стороной подшипников 229. В это время выступающие концы стенки Т-образного выреза 214 и стенки опорного кронштейна 223 устанавливаются в пазах 231 корпуса подшипников 229, тем самым препятствуя повороту подшипников 229 вокруг оси сквозного отверстия и смещению подшипников 229 в горизонтальной плоскости. Аналогично устанавливают ведомый ролик 222 в этих же Т-образном вырезе и опорном кронштейне 223 до соприкосновения диаметров ведущего и ведомого роликов. Эти два ролика, установленные друг над другом в вертикальной плоскости в одном Т-образном вырезе 214 и одном опорном кронштейне 223, называются парными роликами 6. Таких парных роликов в одной нижней секции 15 горячего отсека 4 в нашем примере устанавливается тридцать шесть, из них шесть - по горизонтали и шесть - по вертикали. Опоры 228 соплового короба 19 изготавливают из уголка 25×25 мм длиной 248.0 мм с толщиной стенок 4.0 мм. В середине одной из полок уголка просверливают отверстие диаметром 8.0 мм, в которое с внутренней стороны полки вставляют штырь 234 диаметром 8.0 мм и высотой 20.0 мм с головкой на конце диаметром 14.0 мм. Затем приваривают этот штырь 234 по периметру головки снизу к внутренней стороне полки уголка (см. фиг.31), получается штырь, выступающий над внешней стороной уголка на высоту 16.0 мм. Затем с двух сторон к внутренней стороне другой полки этого уголка приваривают платик 235, выполненный в виде пластины размером 20×35 мм с расположением ее длинной стороны вдоль полки уголка и с выпуском за габариты уголка по длине на 15.0 мм с каждой стороны. Толщина платика равна ширине паза 227 (см. фиг.30), куда и вставляются платики 235 (см. фиг.31) опоры 228 штырем 234 кверху между смежными опорными кронштейнами 223 для установки соплового короба 19, расположенного над движущимся шпоном. Затем между парных роликов 6 каждого этажа блока роликов устанавливают сопловые короба 19, которые изготавливаются следующим образом из горячекатаного листа толщиной 1.0 мм и длиной L, равной 3930.0 мм. В нашем случае сопловой короб 19 является составным и состоит из ступенчатой крышки 236 (см. фиг.6) с двумя отбортовками 237 со стороны поступления шпона и 238 со стороны выхода шпона по всей ее длине, конического П-образного сечения желоба, состоящего из основания 239 и боковых стенок 240 и 241, а также двух пластин 242 и 243, согнутых под прямым углом. Один край согнутых пластин 242 и 243 является ступенчатым, повторяет профиль поперечного сечения ступенчатой крышки 236 и расположен у торцов соплового короба, а другой край пластины 242, расположенный со стороны подачи топочного газа, направлен вовнутрь соплового короба и расположен параллельно выступам 49. Другой край пластины 243, расположенный со стороны выхода топочного газа, направлен наружу от соплового короба и расположен параллельно выступам 49. При этом ступенчатый край пластины 243 имеет два отверстия 244 и одно отверстие 245 на другом краю для установки нижнего соплового короба на штырь 246 перекладины 220. Штырь 246 на перекладинах 220 устанавливается симметрично между смежными парными роликами 6. Соединяются элементы соплового короба при помощи сварки. В данном случае описано изготовление нижнего соплового короба. Аналогично изготавливается и верхний сопловой короб. При этой технологии изготовления соплового короба 19 ступенчатая крышка 236, изготовленная последовательным изгибом ступеней по ширине и последующими отбортовками, предполагает применение ее как для нижнего соплового блока, так и для верхнего. Ширина листа для изготовления ступенчатой крышки 236 выбирается из условия необходимости размещения соплового короба 19, имеющего ширину H1, между двумя смежными парными роликами 6 с зазором Δ с двух сторон и зависит не только от конкретной конструкции соплового короба 19, радиуса парных роликов 6 и величины выбранных зазоров Δ, но и, как было показано, от выбранной технологии его изготовления. Математически эта зависимость может быть представлена следующим выражением:
H1=H-(2R+2Δ),
где H1 - ширина соплового короба или ступенчатой крышки в мм;
Н - расстояние между осями двух смежных парных роликов 6 по горизонтали в мм;
R - радиус ведущего или ведомого ролика в мм;
Δ - расстояние между смежными парными роликами 6 и установленным сопловым коробом по горизонтали в мм.
Но, так как сторона, обращенная к шпону, имеет развитую ступенчатую поверхность, то для изготовления ступенчатой крышки 236 с частью направляющего раструба и длины последующих ступеней необходимо привлечь тригонометрические функции с углом наклона направляющего раструба и ступеней, а также учесть радиусы и три высоты ступеней h2. Как бы развернуть ступенчатую поверхность в горизонтальной плоскости, т.е. сделать ее развертку. И тогда при ширине ступенчатой крышки H1=205.0 мм, высоте ступеней h2=8.0 мм с углом наклона ступеней β=8° и углом наклона образующей раструба, равным 30°, ширина листа для изготовления ступенчатой крышки 236 (см. фиг.6) получается равной 270.0 мм с отбортовками 237 со стороны поступления шпона высотой 20.0 мм и 238 со стороны выхода шпона длиной 15.0 мм. При этом разница высот отбортовок 237 и 238 относительно плоскости, в которой находятся выступы 49 ступенчатой крышки 236, компенсируется высотой боковых стенок 240 и 241 конического П-образного сечения желоба. Отверстия 48 диаметром ⌀11.0 мм просверливаются посередине трех ступеней по всей длине ступенчатой крышки 236 с одинаковым шагом и со смещением относительно друг друга всех трех рядов отверстий. Для нашей шестиэтажной сушилки изготавливается тридцать нижних сопловых коробов 19 и тридцать верхних сопловых коробов 19. Вначале устанавливают, скажем, нижний сопловой короб 19, который изображен на фиг.5, ступенчатой стороной кверху на первый этаж сушилки. Для этого его вставляют между двумя смежными опорными кронштейнами 223 со снятой для удобства опорой 228. Затем продвигают нижний сопловой короб 19 далее между парными роликами 6 к первой нижней несущей перегородке 213, надвигая торец соплового короба 19 с пластиной 242 на прямоугольный в сечении отрезок трубы 216, до соприкосновения с несущей стенкой 213. Т.к. прямоугольный в сечении отрезок трубы 216 без зазора вошел в прямоугольное сечение конического П-образного сечения желоба, ограниченное направленной вовнутрь соплового короба стороной пластины 242, то в отверстие 245 пластины 243 входит штырь 246, расположенный на перекладине 220. При этом выступы 49 ступенчатой крышки 236 соплового короба 19 располагаются в нижней горизонтальной плоскости, образующей зазор h1. Аналогично устанавливается верхний сопловой короб 19. Только в этом случае торец верхнего соплового короба 19 с пластиной 242 надвигается на прямоугольные в сечении отрезки труб 216 до соприкосновения с несущей стенкой 213, расположенные выше. А верхние, прямоугольные в сечении отрезки труб 216 без зазора вошли в прямоугольное сечение конического П-образного сечения желоба ограниченно направленной вовнутрь соплового короба стороной пластины 242, тогда после монтажа опоры 228 в отверстие 245 пластины 243 входит другой штырь 234, расположенный на опоре 228. При этом выступы 49 ступенчатой крышки 236 верхнего соплового короба 19 располагаются в верхней горизонтальной плоскости, образующей зазор h1. Таким образом, устанавливают остальные двадцать девять пар сопловых блоков с первого до последнего этажа с образованием зазора h1 по каждому этажу сушилки. Затем устанавливают направляющие 20 с образованием раструбов на выходе прохождения шпоном последних парных роликов 6 и поддержки зазора h1 для совмещения этажности между другими отсеками, включая переходный отсек 212 со стороны холодного отсека 5.
Каркас верхней секции 16 изготавливается и собирается аналогично каркасу нижней секции 15, только делается он составным из двух соединенных вместе одинаковых левого и правого каркасов, соединенных впоследствии вместе. Таким образом, получаются две внешние параллельные рамы с размером по периметру 2×2 м и две внутренние параллельные рамы с размером по периметру 2×6 м, высотой 2000 м. Соединение вместе левого и правого каркасов с получением каркаса верхней секции 16 осуществляется за счет смещенных в сторону стыковки косынок 247 (см. фиг.32) с отверстием, при помощи болтового соединения 248. Косынки 247 изготавливаются утолщенными относительно толщины металла профиля и привариваются к нему по углам для соединения каркасов смежных отсеков. Одновременно эти косынки 247, установленные в углах рам, составляющих каркасы, являются элементами, позволяющими усилить устойчивость каркасов и в целом увеличить жесткость конструкции сушилки. Но перед сборкой и установкой левого и правого каркасов в виде верхней секции 16 внутри правого каркаса устанавливают направляющий аппарат 27 с рабочим колесом вентилятора 28, который отгорожен перегородкой 30 по внешнему периметру обечайки 29 от коридора верхней секции 16, расположенного над коридором 21 нижней секции. Обечайка 29 является составной и изготовлена из двух обечаек диаметром ⌀1000 мм и шириной по 220 мм с уголками по краям для крепления их между собой и перегородкой 30. Перегородка 30 имеет аналогичный уголок для крепления ее с уголком обечайки, в котором расположен направляющий аппарат 27, и имеет вид усеченного конуса высотой 300.0 мм, верхнее сечение которого представляет окружность диаметром ⌀1000 мм с приваренным уголком, а основание имеет квадратное сечение 2×2 м и крепится по периметру сечения к дополнительным поперечинам каркаса верхней секции 16, образующих продолжение коридора 21 нижней секции 15 со стороны выхода потока газа из него. Изготавливается перегородка 30 из стальных листов толщиной 3.0 мм в виде отдельных, сваренных между собой, отрезков ее развертки с приданием им соответствующей формы. Крепится она к дополнительным поперечинам каркаса по периметру прямоугольного сечения при помощи сварки. На нижнюю раму верхней секции 16 над блоком роликов отсека между коридорами устанавливают перекрытие в виде стальных листов толщиной 3.0 мм. Свободная сторона обечайки 29 опирается на вертикальные опоры 31, изготовленные из любого профиля. Поддерживающий конус 33 изготавливается из отрезков прямоугольного профиля 50×50 мм, которые одним концом в виде нескольких образующих, в нашем случае шести, равномерно распределены по окружности с внешним диаметром ⌀900 мм основания, расположенным на внешней стенке 36 правой части верхней секции 16. Другим концом отрезки прямоугольного профиля по окружности усеченной части конуса равномерно распределены по окружности с внешним диаметром ⌀400 мм на диске толщиной 10.0 мм того же диаметра с центральным сквозным отверстием диаметром ⌀50 мм. К этому диску при помощи болтов крепится кронштейн 38 с приваренным ребром жесткости 39. На кронштейн 38 при помощи болтов крепятся два корпуса 40 с установленными подшипниками 41. Подшипники 41 оснащены охлаждающей смазкой (на чертеже не обозначены). Сверху устанавливается фланец для соединения с фланцем патрубка подвода 25 для горячих отсеков 4, расположенных при входе шпона, или с фланцем патрубка подвода 25 и фланцем патрубка отвода 26, расположенных при выходе шпона из горячих отсеков 4. Верхние стенки верхней секции 16 и боковые внешние стенки утеплены при помощи панелей с утеплителем. Отрезки прямоугольного профиля по окружности усеченной части конуса снаружи и изнутри закрыты металлическим листом толщиной 3.0 мм, между ними укладывается утеплитель. Торцевая часть малого диаметра усеченного конуса так же утеплена. Верхняя секция 16 вместе с горячим отсеком 4 окончательно собирается следующим образом. Удлинитель 32 в виде вала с установленными на него подшипниками 41 в корпусах 40, без рабочего колеса вентилятора 28, продвигается через центральное сквозное отверстие диска усеченной части конуса и сквозное отверстие установленного направляющего аппарата 27 фирмы VEZA типа НА ВО-25-118-10. Затем на вдвинутый конец удлинителя 32 устанавливается рабочее колесо вентилятора 28 фирмы VEZA типа РК ВО-25-188-10 таким образом, чтобы оно находилось во второй части обечайки. Корпуса 40 с подшипниками 41, в качестве которых были установлены роликовые радиальные сферические двурядные подшипники №1311, ГОСТ 8545-75 крепятся болтовым соединением через овальные отверстия на кронштейне 38 внутри усеченного конуса 33 с подключением охлаждающей смазки. На свободный конец удлинителя 32 устанавливается муфта 34 типа SGEG 40 М08110 с электродвигателем 35 типа АИР-160 М4 IM2081 с мощностью N=18,5 кВт и числом оборотов n=1500 об/мин. Собранная таким образом верхняя секция 16 устанавливается при помощи подъемного устройства на нижнюю секцию 15, и они стыкуются между собой за счет смещенных в сторону стыковки косынок 247 (см. фиг.32) с отверстием, расположенным в горизонтальной плоскости, при помощи болтовых соединений 248. Затем производится установка системы дефлекторов, которая включает верхний дефлектор 42, средний дефлектор 43 и нижний дефлектор 45. Задача системы дефлекторов состоит в том, чтобы с наименьшими потерями и равным распределением по этажам направить создаваемый поток топочных газов в сопловые короба 19. Они изготавливаются из листа стали соответствующей площади и толщиной, равной 3.0 мм, и затем гнутся по соответствующему радиусу. В нашем случае верхний дефлектор 42 был согнут по радиусу R1, равному 1200 мм. Нижний дефлектор 45 согнут по радиусу R2, равному 1200 мм, только хорда, являющаяся образующей дефлектора 45, короче хорды, образующей дефлектор 43. Концы среднего дефлектора 43 согнуты с двух сторон по радиусу R3 и R4, равными по 350 мм, с плоским участком между ними. Образующие дефлекторы хорды могут иметь и меняющиеся по величине радиусы, скажем, части овалов. Но с точки зрения технологичности нами были изготовлены дефлекторы, у которых R1=R2, а R3=R4. Нижний конец нижнего дефлектора 45 разъемным соединением стыкуется к двухметровой перекладине рамки 46, а вертикальные стойки ее имеют размер по высоте 250 мм и крепятся к полу нижней секции 15 разъемным соединением. Верхний конец среднего дефлектора 43 разъемным соединением стыкуется к двухметровой длине перекладины рамки 44, а вертикальные стойки ее имеют размер по высоте 350 мм и крепятся к полу верхней секции 16 разъемным соединением. Нижний конец среднего дефлектора 43 разъемным соединением состыкован между четвертым и пятым этажами к вертикальным стойкам 18 напротив стыка несущих перегородок 213 четвертого и пятого этажей (см. фиг.30). Верхний дефлектор 42 разъемным соединением стыкуется к двухметровой длине потолка верхней секции 16 и вертикальной лицевой стенке верхней секции 16, закрывая угол, образованный потолком и лицевой стенкой. Двери 22 и стенки 23 лицевой стороны горячих отсеков 4 изготовлены в виде утепленных панелей и устанавливаются с возможностью их быстрого демонтажа.
Изготавливается и собирается привод 7 следующим образом. Из трубы квадратного сечения 120×120 мм изготавливается П-образный каркас высотой, равной 2680 мм, и шириной между стойками 55, равной 300 мм, соединяя их сверху при помощи сварки с перекладиной 56. Снизу к стойкам 55 при помощи сварки крепят прямоугольное основание 249 с вертикальными ребрами 250, приваренными к стойкам 55. Удлиненные консоли 54, как и укороченные консоли 57, изготавливаются из трубы квадратного сечения 120×120 мм и при помощи сварки соединяются со стойками 55. При этом удлиненные консоли длиной 500.0 мм устанавливаются на такой высоте, чтобы при установке ведущего вала 51 ось его располагалась на высоте между первой и второй половиной этажей сушилки в горизонтальной плоскости, т.е. в нашем случае, между третьем и четвертым этажами. А укороченные консоли 57 длиной 270.0 мм располагались таким образом, чтобы оси ведомых валов 59 располагались в горизонтальной плоскости симметрично и по вертикали относительно горизонтальной плоскости расположения ведущего вала 51. При этом оси ведомых валов 59 для каждого этажа сушилки находятся в одной горизонтальной плоскости расположения оси вращения ведущего ролика 221 для каждого этажа сушилки. Так, для первого этажа сушилки ось самого нижнего, первого, ведомого вала 59 находится в одной горизонтальной плоскости расположения осей вращения всех ведущих роликов 221 первого этажа сушилки. Ось второго снизу ведомого вала 59 находится в одной горизонтальной плоскости расположения осей вращения всех ведущих роликов 221 второго этажа сушилки и т.д. Ведущий вал 51 является ступенчатым и изготовлен из стали Ст.45 с наибольшим диаметром, равным ⌀75.0 мм, и общей длиной 800 мм. На наибольший диаметр вала устанавливаются шесть ведущих звездочек 52 со ступицей шириной 40.0 мм и диском звездочки с диаметром делительной окружности, равным ⌀121,5 мм, с тридцатью зубьями. Концевые части выполнены диаметром ⌀70.0 мм и устанавливаются в опорах 53 в виде подшипниковых узлов SYJ70TF фирмы SKF, установленных сверху на удлиненные консоли 54 при помощи болтового соединения. При этом на удлиненный конец ведущего вала 51 надвигается отверстие редуктора 50, который выполнен заодно с двигателем 8 в виде мотор-редуктора KA87DV132HL 4 с мощностью N=9,2 кВт и числом оборотов n=1440 об/мин. Таким образом, редуктор 50 с двигателем 8 «висит» на удлиненном конце ведущего вала 51 и от проворачивания вместе с ведущим валом 51 вокруг его оси снабжен моментным рычагом 64. Моментный рычаг 64 выполнен из прямоугольной трубы 60×120 мм и одним концом широкой стороной состыкован с плоскостью редуктора, а другим концом с противоположной широкой стороны состыкован с верхней частью стойки 55. Моментный рычаг 64 может быть изготовлен и любой другой конструкции, главное, чтобы она противодействовала вращению редуктора 50 с двигателем 8 вокруг оси вращения ведущего вала 51, а также перемещению вдоль этой оси. Ведущие звездочки 52 установлены своими ступицами вплотную друг к другу, а диски смежных звездочек отстоят друг от друга на равном расстоянии, в нашем случае 40.0 мм. При этом ведущие звездочки 52 закреплены на ведущем валу 51 от смещения как вокруг оси вращения, так и вдоль нее. Ведомые валы 59 изготавливаются ступенчатыми аналогично ведущему валу 51 длиной 550.0 мм с наибольшим диаметром, равным ⌀45.0 мм. На наибольший диаметр каждого ведомого вала 59 устанавливается по одной ведомой звездочке 60 со ступицей шириной 60.0 мм и диском звездочки с диаметром делительной окружности, равным ⌀178.0 мм, с сорока четырьмя зубьями. При этом наибольший диаметр каждого ведомого вала 59 с установленной ведомой звездочкой 60 изготовлен со смещением вдоль оси таким образом, чтобы каждый диск ведомой звездочки 60, при установке его в опоры 58, находился в разных вертикальных плоскостях, параллельных направлению движения шпона, и в каждой этой плоскости находилось бы по одному диску ведущей звездочки 52. На удлиненный выступающий конец ведомого вала 59 устанавливают тяговые звездочки 11. Расположение парных в горизонтали опор 58 на укороченных консолях 57 может быть как сверху, так и снизу или чередующимся, как показано на фиг.7. В любом случае установка опор 58 производится при помощи болтового соединения с возможностью их перемещения вдоль направления движения шпона. Для чего на укороченных консолях 57 в местах болтового соединения предусмотрены сквозные продольные пазы вместо отверстий, как для крепления ведущего вала 51. Это позволяет облегчить монтаж цепей 61-63 и обеспечит их натяжку при необходимости натяжения в процессе эксплуатации. Концевые части выполнены диаметром ⌀40.0 мм и устанавливаются в опорах 58 в виде подшипниковых узлов SY40TF фирмы SKF. Опоры 53 и 58 представляют собой корпус с единой цилиндрической и установочной частью, при этом внутри цилиндрической части расположен подшипник, а установочная часть содержит элементы крепления опоры, характер которых зависит от места ее расположения. В данном случае корпус содержит на цилиндрической части два выступа с отверстием, так называемые лапки, для его крепления на горизонтальной плоскости на консолях 54 и 57.
Раскосы 65 изготавливаются из трубы квадратного сечения 80×100 мм и устанавливаются под углом 30°, соединяясь разъемным соединением с П-образным каркасом 10 привода 7 роликовой сушилки через накладки 251, приваренные к двум верхним укороченным консолям 57 с внешней стороны. С внутренней стороны для крепления раскосов 65 к каркасу привода используются упорные пластины 252, установленные между укороченными консолями 57.
Изготовление и сборка механизма загрузки начинаются с изготовления двух каркасов, на которых устанавливаются все основные узлы подающего устройства 67 с двумя вакуумообразователями 68, загрузочно-распределительного механизма 69 и загрузочной этажерки 70 с веерным расположением рольгангов 71. По сути своей подъемный стол 66 состоит тоже из каркаса с движущейся в вертикальном положении верхней рамой за счет движения перекрещивающихся стоек в виде пары рычагов 74, образующих ножки подъемного стола 66. Эти каркасы изготавливаются из материалов и профиля, аналогичных для изготовления каркаса верхней 16 и нижней 15 секций горячих отсеков 4, а также холодного 5 и переходных 212 отсеков сушилки и отличаются габаритами, формой, количеством и расположением поперечин 94 и перекладин 95 и т.д. Так, каркас 90 загрузочно-распределительного механизма 69 по габаритам имеет размеры в плане 1500×4000 мм и высоту, равную 2200 мм. Две укороченные дополнительные стойки 92 имеют высоту 1600 мм, изготовлены из двух совмещенных полок швеллера №16 и присоединены сбоку к стойкам 91 передней рамы каркаса 90 через поперечины 253 с накладками 254 (см. фиг.11) болтовым соединением. При этом ширина передней рамы каркаса 90 в месте установки дополнительных стоек 92 равняется 4600 мм, т.е. увеличилась на 300 мм с каждой стороны. На высоте 1400 мм, между совмещенных полок швеллера дополнительных стоек 92, расположены оси поворота вала 255 рычагов 103, в которых закреплен каркас типеля 102 (см. фиг.14). Каркас типеля 102 представляет собой две вертикально расположенные рамы, изготовленные из прямоугольного профиля 50×100 мм с габаритными размерами 325×1000 мм и с вертикальными перекладинами вдоль длинной стороны, расположенными внутри рамы. При сборке каркаса типеля 102 его рамы располагают в вертикальном положении напротив друг друга на расстоянии, равном 3920 мм, и соединяют перекладинами прямоугольного профиля таким образом, чтобы не перегородить зазор h1 для прохождения шпона вдоль линии движения шпона 111. Рычаги 103 при помощи кронштейнов 104 (см. фиг.10) стыкуются при помощи болтового соединения с внешней стороны корпуса типеля 102 с двух сторон к его вертикальным рамам. Таким образом, каркас типеля 102 приобретает возможность вращения вокруг оси поворота вала 255. Но предварительно каркас типеля 102 насыщают дополнительными узлами и деталями. Изготавливают и устанавливают ведущие и ведомые парные принимающие 108 и распределяющие 110 ролики. Эти ведущие и ведомые ролики имеют размеры и конструкцию, аналогичную парным роликам 6, и отличаются только узлом установки. Так, диаметр ролика равен ⌀102.0 мм, а длина ролика 3900.0 мм. Ведущие ролики как принимающих 108, так и распределяющих 110 парных роликов, с одной и другой стороны вдоль оси имеют вал определенной длины с выступами. В нашем случае вал до выступа имеет диаметр ⌀25.0 мм, а от выступа к торцу ролика диаметр вала равен ⌀30.0 мм. Ведущие и ведомые ролики валом диаметром ⌀30.0 мм устанавливают с двух сторон в опорах, аналогичных опорам 170 (см. фиг.22) с подшипником типа 1205 ГОСТ 5720-75. Опоры устанавливаются до упора его подшипника в выступ вала. На конец вала диаметром ⌀25.0 мм с одной стороны устанавливают звездочку 113 (см. фиг.14), а с другой - шестерню 112. Затем два таких вала в сборе устанавливают таким образом, чтобы расстояние между осями вращения этих роликов было равным 740 мм, и при этом ведущий ролик распределяющих 110 парных роликов выступал за габариты каркаса типеля 102.
Установка роликов осуществляется за счет стыковки прямоугольной части опоры к вертикальным рамам каркаса типеля 102 с внешней стороны болтовым соединением таким образом, чтобы при горизонтальном расположении каркаса типеля 102 оси вращения этих роликов располагались в одной горизонтальной плоскости и перпендикулярно направлению движения шпона. При этом образующая зазор прохождения шпона нижняя плоскость отстоит от этой плоскости на величину, равную радиусу ролика. При установке ведущего ролика распределяющих 110 парных роликов на конец его вала устанавливают звездочку 113. Ведомые ролики как принимающих 108, так и распределяющих 110 парных роликов, с одной стороны, а именно со стороны установки шестерни 112, имеют вал определенной длины с выступами и аналогичный ведущему корпус подшипников. С другой стороны их вал установлен в корпус подшипника с крышкой. Ведомые ролики устанавливаются над ведущими роликами, чтобы в момент соприкосновения оси их вращения находились в одной вертикальной плоскости. В отличие от ведущих роликов, корпуса подшипников ведомых роликов устанавливаются с внешней стороны к вертикальным рамам каркаса типеля 102 не болтовым соединением, а с возможностью подъема оси вращения ведомых роликов, а значит, и самих роликов над ведущим роликом. В нашем случае такой подъем осуществляется по радиусу, большему, чем радиус ролика. Затем изготавливают и устанавливают принимающие 99 и поддерживающие щитки 109, формирующие зазор h1 для прохождения шпона, и входящие в систему щитков механизма загрузки 1. Принимающие 99 и поддерживающие щитки 109 изготавливают из листовой стали толщиной 3.0 мм аналогично направляющим 20 и устанавливают их между вертикальными рамами каркаса типеля 102 при помощи болтового соединения. Для исключения прогиба листа принимающие 99 и поддерживающие щитки 109 имеют рамы или отдельные поперечины, установленные со стороны, обратной прохождению шпона. Снизу при горизонтальном расположении каркаса типеля 102 на расстоянии 1000 мм от лицевой стороны каркаса 90 вертикально и симметрично устанавливаются два гидроцилиндра 106 типа ЦПГ2-50.32.630.16.11.1М3, расстояние между которыми по осям составляет 2000 мм. Гидроцилиндры 106 шарнирными соединениями 105 штоков крепятся к нижней поперечине 256 или к нескольким поперечинам каркаса типеля 102. Опора 107 крепится к фундаменту для предупреждения смещения.
Парные ролики подачи 96 устанавливаются в опорах с подшипниками между двух передних вертикальных силовых стоек 91 каркаса 90. Сами вертикальные силовые стойки 91 могут быть изготовлены составными из двух вертикально установленных швеллеров, в том числе и разного номера, с зазором между ними и полками вовнутрь (см. фиг.33). Опора ведущего ролика и сам ролик изготовлены аналогично ведущим принимающим 108 и распределяющим 110 парным роликам. Опора ведущего ролика с двух сторон расположена в прямоугольном корпусе 257, т.е. цилиндрическая часть корпуса этой опоры расположена симметрично на прямоугольной пластине между двух установочных частей опоры. При этом на свободные концы ведущего ролика с одной стороны установлена звездочка 113, которая соединена цепью 258 с такой же звездочкой 113 и установлена вместе с шестеренкой 259 на консольном валу 260 (см. фиг.14), ось которого расположена параллельно оси вращения роликов подачи 96. Расстояние между этими осями вращения составляет 120.0 мм. С другой стороны на конец вала ведущего ролика устанавливается двойная звездочка 113, которая соединяется цепью 114 с двойной звездочкой 113 ведущего принимающего ролика 108. Расстояние между осями вращения ведущего принимающего ролика 108 и ведущего ролика подачи 96 составляет 550.0 мм. Перед установкой цепи 114 на внешнюю двойную звездочку 113 на внутреннюю двойную звездочку 113 набрасывается цепь 116.
Сверху на ведущий ролик подачи 96 устанавливают ведомый ролик подачи 96 (см. фиг.33). Ведомые ролики устанавливаются над ведущими роликами, чтобы в момент соприкосновения оси их вращения находились в одной вертикальной плоскости с возможностью подъема оси вращения ведомых роликов, а значит, и самих роликов над ведущим роликом. В нашем случае такой подъем осуществляется по радиусу, большему, чем радиус ролика. Для этого концы валов ведомых роликов с двух сторон установлены в подвижные опоры, у которых корпус с цилиндрической частью имеет установочную часть, выполненную в виде рычага 261, ось вращения 262 которого расположена между цилиндрической частью и хвостовой частью рычага 261. Рычаг 261 устанавливается на валу вращения подобному консольному валу 260 (см. фиг.14), ось вращения 262 которого расположена параллельно оси вращения парных роликов подачи 96. При этом после установки рычага 261 на валу с осью вращения 262 на этот вал последовательно надевают шестеренку 259 и звездочку 113 так, чтобы шестерни 259 находились в зацеплении. А звездочку 113 соединяют цепью 258 со звездочкой 113, установленной на валу ведомого ролика подачи. Расстояние между осью вращения ведомого ролика подачи и осью вращения 262 рычага 261 составляет 120.0 мм. Расстояние от оси вращения 262 рычага 261 составляет 100.0 мм до оси установки шарнирного соединения штока пневмоцилиндра 263. Пневмоцилиндр 263 типа 27М2А50А050 фирмы "CAMOZZI" устанавливают шарнирно на кронштейне, расположенном на силовой стойке 91 (на чертеже не показано). Расстояние между осями шестеренок 259 равно 75.0 мм. Эти размеры могут быть принятыми и другими в зависимости от диаметра используемых роликов подачи 96 и наличия шестеренок 259 с другими параметрами. Но в любом случае, зная размеры парных роликов подачи 96 и расстояние между осями вращения шестеренок 259, находящимися в зацеплении, легко рассчитать место расположения осей вращения шестеренок на силовой стойке 91 каркаса 90. Эти размеры рассчитываются из условия, что оси вращения парных роликов подачи 96 при соприкосновении образующих находятся в одной вертикальной плоскости и прямая, их соединяющая, является основанием равнобедренного треугольника, вершина которого находится на пересечении сторон треугольника, проходящих через оси вращения шестеренок 259, а прямая, соединяющая эти оси, является основанием равнобедренного треугольника, подобного первому. Биссектриса или высота этих двух треугольников является следом горизонтальной плоскости, проходящей через середины оснований этих треугольников. Исходя из конкретного размера диаметра выбранных роликов и расстояния между осями вращения шестеренок 259, легко рассчитать место установки осей вращения шестеренок 259 на силовой стойке 91 каркаса 90, применяя тригонометрическую функцию или теорию подобия. Надо заметить, что со стороны стрелки Э узел установки парных роликов подач 96 выглядит так, как он изображен на фиг.33. На противоположной силовой стойке 91, с другой стороны каркаса 90, узел установки парных роликов подачи 96 не содержит на валу с осью вращения 262 рычага 261 шестеренку 259 и звездочку 113, а также вал 256 с элементами его крепления и, соответственно, установленными на нем шестеренкой 259 и звездочкой 113. На противоположной силовой стойке 91, с другой стороны каркаса 90, для установки используют подвижные опоры, у которых корпус с цилиндрической частью имеет установочную часть, выполненную в виде рычага 261, ось вращения 262 которого расположена между цилиндрической частью и хвостовой частью рычага 261. Рычаг 261 устанавливается на валу вращения, подобно консольному валу 260 (см. фиг.14), ось вращения 262 которого расположена параллельно оси вращения парных роликов подачи 96. На хвостовую частью рычага 261 (см. фиг.33) устанавливают второй пневмоцилиндр 263, аналогично, как и первый, с другой стороны каркаса 90 (на чертеже не показано). Ведущий ролик расположен в прямоугольном корпусе 257, при этом на свободный конец ведущего ролика с этой стороны установлена двойная звездочка 113. На внутреннюю двойную звездочку 113 была ранее наброшена цепь 116, которая теперь соединяется с такой же звездочкой 117, расположенной сверху. Цепь 116, как и цепи 258, 114, 115, имеют одинаковые звенья и отличаются только их количеством. Цепи 114, 115 и 116 оснащаются системой их натяга.
Звездочка 117 устанавливается на валу с подшипником качения, расположенным в опоре на левой передней вертикальной силовой стойке 91 со шкивом 118 (см. фиг.11), который при помощи ременной передачи 120 соединяется со шкивом, насаженным на вал двигателя 119 типа А80А63 (см. фиг.10). Двигатель 119 устанавливается на регулируемом кронштейне 121 на верхней раме внутри каркаса 90.
Механизм загрузки 1 оснащен системой щитков, расположенных по ходу движения шпона. Щитки препятствуют выходу шпона из установленного зазора и направляют шпон в определенном порядке в направлении этажей согласно маршруту, заложенному в технологическом процессе сушки. Система щитков включает: два направляющих щитка 97 и 98, принимающий щиток 99, поддерживающие щитки 109 и блок щитков 122. Направляющие щитки 97 и 98 являются съемными, и их изготавливают из листовой стали толщиной 2.0 мм и устанавливают по всей ширине передней рамы каркаса 90 с образованием раструба при входе шпона. В поперечном сечении они могут иметь разнообразные формы гнутого листа, но с целью исключения возможных травм при монтаже и обслуживании в процессе эксплуатации сушилки о края выступающего раструба, эти края сгибают с образованием угла на конце выступающего раструба, например, как показано на фиг.13. Следующие принимающий щиток 99 и поддерживающие щитки 109 устанавливаются на каркасе типеля 102, и их нехитрое изготовление и установка были раскрыты в разделе изготовления типеля 102. Блок щитков 122 устанавливается на задней силовой раме каркаса 90 симметрично относительно горизонтальной плоскости, проходящей через середину зазора h1 вдоль линии движения шпона 111, и имеет габариты 260×1200×4000 мм. Блок щитков 122 представляет собой уголки 123, расположенные между двух вертикальных пластин 127 (см. фиг.13) по вертикали под углом, соответствующим этажности сушилки. Вертикальные пластины 127 изготовлены из листа стали 150×1200 мм толщиной 3 мм и усилены с двух сторон вертикальными уголками, при помощи которых он устанавливается на заднюю раму разъемным соединением. Изготовленные уголки 123 устанавливаются между вертикальных пластин 127 таким образом, чтобы биссектриса угла λ (см. фиг.15) располагалась в плоскости, проходящей через ось вращения нижнего ролика парных роликов 96 в соответствии с этажностью. Где угол λ - острый угол уголка 123 блока щитков 122. В ходе монтажа сушилки положение уголка 123 корректируется с ходом штока пневмоцилиндров 106 за счет овальных отверстий 264 (см. фиг.13) на пластине 127 для крепления этих уголков. Начало организованного движения шпона осуществляется заградительным щитком 100 путем его подъема или опускания двумя пневмоцилиндрами 101 типа 40M2L050A0100 фирмы «CAMOZZI», которые устанавливаются на перекладинах каркаса 90.
Для подающего устройства 67 снизу изготавливается каркас высотой 300 мм, изготовленный из листовой стали толщиной 1.0 мм и усиленный по периметру профилем. Сверху периметр каркаса подающего устройства при помощи сварки соединяют с двумя коробами 78 (см. фиг.11) прямоугольного и переменного по высоте сечения высотой 450 мм. Снизу каждый короб 78 имеет сечение 750×2000 мм и на высоте 450 мм короб 78 имеет прямоугольное сечение 600×600 мм, четыре стороны которого имеют вид равнобедренных трапеций. Две стороны, расположенные напротив друг друга, имеют размеры оснований снизу 2000 мм и сверху 600 мм, а две другие стороны, расположенные между первыми, напротив друг друга имеют размеры оснований снизу 750 мм и сверху 600 мм. На двух последних сторонах на каждом коробе делаются прямоугольные отверстия размером 400×400 мм, которые в дальнейшем закрываются герметично съемными лючками 79. Сверху на короб 78 устанавливается прямоугольный короб 81 вакуумообразователя 68 квадратного сечения размером 400×400 мм и высотой 600 мм. Внутри короба 81 вакуумообразователя 68 вдоль его вертикальной оси на кронштейне с минимальным сечением потоку воздуха устанавливают электродвигатель типа 100Lb с вентилятором 82. Расстояние между осями вентиляторов составляет 1930 мм. Сверху на короб 81 вакуумообразователя 68 крепится прямоугольный короб заслонки 84 с прямоугольной частью, являющейся продолжением короба 81, и боковой частью, в которой устанавливается рычажный механизм 86. В прямоугольной части в горизонтальной плоскости устанавливаются четыре лопасти 85 (см. фиг.12) в виде пластин 150×600 мм. Каждая лопасть 85 крепится болтами к валу 265, имеющему плоскую часть снизу для устойчивого крепления лопасти 85 к валу 265. Концы вала 265 имеют диаметр 30 мм и установлены в опорных отверстиях прямоугольной части 600×6000 мм короба заслонки 84. Один конец вала 265 стыкуется через втулку 266 с рычажным механизмом 86, который при помощи шарнира соединяется со штоком 87 пневмоцилиндра 88 типа 61М2Р063А080 фирмы "CAMOZZI". Сверху прямоугольный короб заслонки 84 закрывается прямоугольной сетчатой крышкой с ручкой 89. Снизу каркаса подающего устройства 67 в прямоугольном сечении размером 750×4000 мм, разделенном посередине на два прямоугольных сечения размером 750×2000 мм, вдоль длинной стороны устанавливаются оси роликов 80 в опорах, аналогичных опоре, изображенной на фиг.17. В нашем случае устанавливают по шесть роликов с одним общим валом, размещенным в опоре посередине. Ролики 80 имеют диаметр, равный 102 мм, и образующая их, расположенная в самом нижнем положении, расположена в горизонтальной плоскости, как минимум, ниже на 1.0 мм, чем параллельная ей плоскость, в которой расположен низ каркаса подающего устройства 67. На один конец вала, расположенный со стороны электродвигателя 267, после монтажа опоры устанавливают звездочки типа 138, которые объединены цепью (на чертеже не показана), которая перемещается от электродвигателя 267. Собранное таким образом подающее устройство 67 устанавливается на высоте горизонтальной плоскости, проходящей через середину зазора h1, вдоль линии движения шпона 111 и крепится разъемным соединением к выступающим элементам, расположенным на лицевой стороне каркаса 90.
Изготовление и сборка загрузочной этажерки 70 (см. фиг.10) начинается с изготовления каркаса 128 и состоит из несущих реек 129 (см. фиг.16), установленных под углом, соответствующим этажности, и на которых закреплены концы валов роликов 130. Каркас высотой, равной 3000 мм, и расстоянием между боковых стоек по периметру, равным 1900 мм, изготавливается из прямоугольного профиля в основном сечения размером 160×160 мм при помощи болтового соединения с образованием передних и задних рам, верхних и нижних, а также боковых. Изнутри, к боковым рамам крепятся параллельно друг к другу и под углами, соответствующим шести этажам блока щитков 122 со стороны поступления шпона и до переходного отсека 212, несущие рейки 129 (см. фиг.16), выполненные из уголка 50×50 мм и расположенные одной полкой вверх и к стойкам рамы, а другой полкой, направленной вовнутрь. На несущие рейки 129 к вертикально расположенной полке снаружи устанавливаются с шагом, равным 240 мм, ролики 130 в сборе с опорами типа двух сложенных вместе проушин с подшипником 132 типа 760805 между ними и звездочками 138. В нашем случае изготовлено и установлено по одиннадцать роликов 130 в каждом ряду с шестью цепями 139. На каждый третий ролик 130 сверху в каждом ряду устанавливают дополнительный обрезиненный ролик 140 с опорой, у которой установочная часть 142 расположена параллельно несущим рейкам 129 в виде поворотного рычага на валу кронштейна 141. На верхний этаж, в отличие от остальных этажей устанавливают дополнительный обрезиненный ролик 143 над вторым роликом 130 от блока щитков 122. Он выполнен и установлен аналогично дополнительному обрезиненному ролику 140, но имеет удлиненные поворотные рычаги 144 (см. фиг.18), направленные в сторону каркаса типеля 102, на которые установлены наконечники 145. Загрузочная этажерка 70 (см. фиг.10) устанавливается между камерой сушки и блоком щитков 122 загрузочно-распределительного механизма 69.
Механизм выгрузки 2 имеет, как и все основные составляющие сушилки, каркасную конструкцию, которая изготавливается в основном из прямоугольного профиля и собирается разъемными соединениями. Из прямоугольного профиля с сечением размером 150×150 мм длиной 5900 мм изготавливают две балки 151 и располагают их параллельно друг другу на расстоянии между ними 3700 мм, соединяя их между собой при помощи болтового соединения тремя поперечинами 152, две из которых расположены сверху на балках 151. Снизу балок 151 установлены вращающиеся катки 268, по три на каждой балке 151, образуя подвижную платформу. Со стороны поступления шпона устанавливаются две стойки 153 высотой, равной 3000 мм, с перекладиной 155, формируя заднюю раму каркаса механизма выгрузки 2, и на расстоянии от нее, равном 2100 мм, устанавливаются две более короткие стойки 154 высотой, равной 1600 мм, с перекладиной 155, формируя среднюю раму каркаса механизма выгрузки 2. Перекладины 155 изготавливаются из прямоугольного профиля с размером сечения 75×150 мм. На две поперечины 152, расположенные сверху на балках 151, накладывают основание 169, выполненное в виде прямоугольной рамы с размерами по периметру 1200×4000 мм из профиля 40×120 мм с поперечинами и крепят ее к ним разъемным соединением. На раму сверху устанавливают в одной вертикальной плоскости, параллельной направлению движения шпона, две наклонные стойки - нижнюю 167 и верхнюю 168, соединяющиеся вверху с образованием угла, выступающего за пределы подвижной платформы таким образом, чтобы сверху на нижней стойке 167 была возможность установить опору 170 с центром вращения подшипника 171 на высоте 1300 мм, и отстоящего от стойки 153 на расстояние, равное 6200 мм. Установленные наклонные стойки 167 и 168 вместе с короткой стороной рамы основания 169 представляют собой треугольную раму, установленную вертикально на платформе механизма выгрузки 2. Такая треугольная рама устанавливается на противоположной стороне основания 169, и между ними посередине устанавливаются еще две спаренные треугольные рамы. Таким образом, треугольные рамы вместе с основанием представляют собой каркас в виде призмы для установки ведущего вала 165 и ведомого вала 166 ленточного конвейера 148.
Роликовые конвейеры 146 и 147 с образованием между ними острого, направленного в сторону выгрузки угла, равного 11°, и расположением верхнего роликового конвейера 146 под углом 15° к горизонтальной плоскости устанавливаются за счет монтажа несущих реек 156 и 157 с этими параметрами на вертикальные стойки 153 и 154. Несущие рейки 156 и 157 вместе с роликами 158 имеют одинаковую конструкцию с несущими рейками 129 и роликами 130 загрузочной этажерки 70 и устанавливаются в опорах одинаковой конструкции. Звездочки 159 на удлиненном конце вала роликов 158 с цепью 160 соответствуют звездочке 138 с цепью 139. Эти цепи отличаются только длиной и количеством звеньев. И хотя на фиг.16 не показаны нажимные швеллеры 161, установленные с помощью четырех кронштейнов 162 (см. фиг.21), они там присутствуют. Количество устанавливаемых роликов 158 зависит от диаметра трубы, из которой они изготавливаются, и расстояния между осями устанавливаемых роликов. В нашем случае диаметр ролика составляет ⌀102 мм, а расстояние между осями может быть 110 мм при поступлении шпона на роликовые конвейеры и может увеличиваться до 300 мм при их схождении с конвейеров. На фиг.19 и 20 их количество и расположение изображены условно. Кронштейн 164 крепится к вертикальной балке 154 и на него устанавливается мотор-редуктор 163 типа 1МПз2-31,5-90-11ОУЗ, удовлетворяющий требованиям ТУ-056-208-82. На выходной вал устанавливается звездочка с параметрами звездочки 159, установленной на конце удлиненного вала ролика 158 (см. фиг.21), и соединяется цепью с внутренней двойной звездочкой, установленной на удлиненном валу ближайшего к валу мотор-редуктора 163 ролика 158 нижнего роликового конвейера 147. А наружная звездочка этого ролика 158 нижнего роликового конвейера 147 соединяется цепью с наружной двойной звездочкой, расположенной на ближайшем конце удлиненного вала ролика 158 верхнего роликового конвейера 146. При этом внутренняя ее двойная звездочка соединяется цепью со всеми другими звездочками 159 верхнего роликового конвейера 146.
Изготовление и установка ленточного конвейера 148 начинаются с изготовления основных узлов и деталей. Вал вращения ленточного конвейера 148 изготавливается аналогично изготовлению ролика 158, но только делают его составным и из двух толстостенных труб с наружным диаметром ⌀160 мм длиной по 1900 мм. Ведущий вал 165 и ведомый вал 166 имеют с двух сторон законцовки в виде вала меньшего диаметра для установки их в опорах 170 с двух сторон таким образом, чтобы ось вращения ведущего вала 165 и ось вращения ведомого вала 166 находились на одной прямой. На ведущем 165 и ведомом валу 166 формируют по четыре выступа 188 длиной 200 мм, делая на токарном станке четыре чередующиеся проточки глубиной 10 мм и длиной 275 мм таким образом, чтобы один конец вала начинался с выступа 188 и кончался проточкой. Для изготовления ведущего вала 165 и ведомого вала 166 можно использовать и тонкостенную трубу с установкой на ней в определенном порядке отрезков труб длиной по 200 мм с внутренним диаметром, равным внешнему диаметру тонкостенной трубы, и последующей их сваркой между собой. Такой способ их изготовления предполагает последующую наружную токарную обработку выступов 188 в размер диаметром ⌀160 мм. Изготовленные таким образом ведущий вал 165 и ведомый вал 166 устанавливаются в опоры 170 на наклонных нижних стойках 167 треугольных рам каркаса ленточного конвейера 148 в виде призмы болтовым соединением. Установку ведущего вала 165 и ведомого вала 166 на наклонных нижних стойках 167 треугольных рам каркаса ленточного конвейера 148 с основанием 169 можно провести отдельно до установки каркаса на платформу, а потом каркас в сборе с валами установить основанием 169 на платформу механизма выгрузки 2. При этом ведущий вал 165 и ведомый вал 166 устанавливают выступами 188 друг к другу, а на удлиненные валы, выступающие за пределы опор 170, вставляются звездочки 178 со шпонками 176 и фиксацией от смещения вдоль оси вращения (см. фиг.23), на которые устанавливается двойная цепь 179 с количеством зубьев, равном 15, и длиной, равной 191, типа 2ПР-12,7-31,8 и соответствующая ГОСТ 15150-75. На другой конец выходящего из отверстия крышки 174 ведущего вала 165 при помощи шпонки 176 устанавливается звездочка 177 и фиксируется от смещения вдоль оси. Узел натяжения ленты располагают между наклонной нижней стойкой 167 и верхней наклонной стойкой 168 на двух поперечинах 189 с выступами 190. При этом одну поперечину 189 располагают горизонтально внутри треугольной рамы на нижних наклонных стойках 167, а вторую поперечину 189 располагают горизонтально снаружи треугольной рамы на верхней наклонной стойкой 168 (см. фиг.25). Эти поперечины 189 с приваренными выступами 190 в виде пластин с отверстием или уголков с отверстиями заранее до монтажа ведущего вала 165 и ведомого вала 166, устанавливают на наклонных стойках 167 и 168, соединяя их с помощью разъемного соединения. Поперечины 189 объединяют все четыре треугольные рамы, что позволяет увеличить прочность и усилить жесткость конструкции каркаса ленточного конвейера 148. Все восемь узлов натяжения лент устанавливаются одинаково, удобнее установить их предварительно, до установки каркаса ленточного конвейера 148 на подвижной платформе механизма выгрузки 2.
Рама 193 узла натяжения ленты изготавливается с помощью сварки из профиля типа швеллера высотой, равной 50.0 мм, и полки которого высотой 16.0 мм расположены вовнутрь. При этом длина рамы 193 имеет размер, равный 600 мм. В поперечном сечении она имеет размеры 50×230 мм. Таким образом, в плане габариты рамы составляют размер 230×600 мм. С внешней стороны к длинной стороне рамы 193 приваривают два опорных уголка 191 с отверстием на свободном конце. Опорные уголки 191 располагают под углом 28° вниз от верхней плоскости рамы с выходом их за габариты периметра рамы 193. С другой стороны рамы 193 просверливают два отверстия для установки опорных уголков 192. Сверху, со стороны опорных уголков 191 на расстоянии 80.0 мм от торца рамы 193, устанавливают с помощью сварки вертикально две петли 194, объединенные между собой снизу пластиной (на чертеже не указана) и рамой. Со стороны отверстий для установки опорных уголков 192 на раму 193 устанавливается ползун 195 длиной 200 м, выполненный в виде обхватывающих с двух сторон и расположенных напротив друг друга П-образных профилей, объединенных сверху и снизу при помощи сварки пластинами шириной 70.0 мм с отбортовками наружу. Эти пластины расположены посередине П-образных профилей, образуя что-то вроде короба, способного перемещаться без зазора вдоль рамы 193. Сверху на пластины шириной 70.0 мм устанавливают с помощью сварки вертикально две петли 196 с расстоянием между ними 230 мм. При этом сквозные пазы 197 петель 194 и 196 направлены в разные стороны друг от друга, и пазы петель 196 расположены ниже пазов петель 194 относительно плоскости рамы 193. К отбортовкам, обращенным наружу, двух пластин шириной 70.0 мм устанавливают вертикальную пластину с отверстием диаметром ⌀22.0 мм по центру с приваренной гайкой М20, имеющих одну общую ось, т.е. ось отверстия совпадает с осью вращения гайки. Вертикальная пластина крепится разъемным соединением к отбортовкам этих пластин, установленных сверху и снизу. В середине торца со стороны установки ползуна 195 в раме 193 высверливается отверстие диаметром ⌀20.0 мм, ось которого совпадает с осью вращения гайки М20, которая на самом деле не вращается. В это отверстие диаметром ⌀20.0 мм вставляется длинный винт 269 с резьбой М20, головка 270 которого сделана под ключ и имеет выступ диаметром ⌀30.0 мм. Когда винт 269 вошел в отверстие диаметром ⌀20.0 мм на него наворачивается гайка 271 с выходом винта 269 из гайки 271 и далее, винт 269 наворачивается на гайку М20, установленную на вертикальной пластине. При этом гайка 271 с зазором от гайки М20 при вращении винта 269 наворачивается на него, пока выступ головки 270 винта 269 не упрется в торец рамы 193. Тогда ползун 195 при дальнейшем вращении винта будет перемещаться в сторону головки винта, пока не упрется в гайку 271. Заворачивая гайку 271 не поворачивая винта, можно затем, поворачивая винт, сдвинуть ползун 195 дальше. Если будем вращать винт 269 в другую сторону, не давая винту перемещаться, то ползун 195 будет перемещаться в другую сторону, пока не упрется в петлю 194. Теперь раму 193 с опорными уголками 191 устанавливают на выступы 190, расположенные на поперечине 189 наклонной стойки 168, совмещая отверстия опорных уголков 191 и выступов 190, и соединяют их при помощи болтовых соединений. Аналогично устанавливают опорные уголки 192, совмещая его нижние отверстия с отверстиями на других выступах 190, а верхние отверстия с отверстиями на раме 193, соединяя их при помощи болтовых соединений. Таким образом, рама 193 может перемещаться за счет отверстий болтовых соединений опорных уголков 191 и 192 при условии, что эти соединения не затянуты. Это позволяет в широких пределах менять плоскость расположения рамы 193 относительно горизонтальной плоскости. Так устанавливаются все узлы натяжения ленты. Барабаны 180, образующие второй конечный барабан с одной общей осью валов вращения, изготавливаются наружным диаметром ⌀140.0 мм со стрелкой выпуклости и длиной 200 мм. Барабаны 180 с двух сторон имеют законцовки в виде вала меньшего диаметра для установки их в опорах с двух сторон таким образом, чтобы ось вращения каждого из восьми барабанов находилась на одной прямой, параллельной оси ведущего конечного барабана, который состоит из собранных вместе ведущего вала 165 и ведомого вала 166. Барабаны 180 устанавливаются аналогично установке ведущего вала 165 или ведомого вала 166 с использованием опоры 170 с подшипниками 171, закрытых с двух сторон глухими крышками. Опоры 170 прямоугольной установочной частью двумя болтами вертикально крепятся к вращающемуся кронштейну 181 и от смещения производится их штифтовка в двух местах. Таким образом крепятся все опоры механизмов подачи и выгрузки. Вращающийся кронштейн 181 представляет собой пластину 183 толщиной 10.0 мм и габаритными размерами 230×250 мм, на которую сверху приварили два отрезка уголка, разнесенные по сторонам, и к которым крепятся опоры барабана 180. Выступ 185 изготавливается из листовой стали Ст.3 толщиной 10.0 мм и габаритными размерами 90×250 мм и приваривается перпендикулярно к пластине 183 так, чтобы узкая сторона пластины, расположенная снизу, была больше, чем другая ее часть, расположенная сверху. Снизу эта пластина выступает на 60,0 мм, а сверху - на 30.0 мм. При этом снизу на пластине выступа 185 делаются два разнесенных по горизонтали резьбовых отверстия под винты M14 с устанавливаемыми контргайками. На противоположной стороне выступа 185 высверливается отверстие под ось 184. Собранные таким образом барабаны 180 в сборе с кронштейном устанавливают на поперечину 152, к которой на месте его установки сверху поперечины 152 приварена пластина 182. Неподвижная пластина 182 отличается от подвижной пластины 183 кронштейна 181 расстоянием от края пластины до оси отверстия под ось 184, которое делается короче на 20.0 мм. Неподвижная пластина 182 располагается на поперечине 152 таким образом, чтобы ее отверстие под ось 184 было направлено в сторону ведущего конечного барабана, а вертикальные оси этих отверстий располагались в одной вертикальной плоскости, проходящей через середину соответствующих выступов 188. При этом отверстие под ось 184 выступает за пределы габаритов сечения поперечины 152, а с другой стороны этих габаритов должны выступать отверстия в виде паза, выполненные по радиусу для крепления подвижной пластины 183 кронштейна 181. У неподвижной пластины 182 и подвижной пластины 183 для их облегчения скошены два смежных угла со стороны отверстия под ось 184.
Между конечными барабанами устанавливают настил 206. Настил 206 изготавливается из стального листа толщиной 1,2 мм, из которого формируют ступенчатый профиль шириной 3960 мм и длиной, перекрывающей расстояние расположения его от одного конца выступов 207, расположенных по касательной к диаметру выступов ведущего вала 165 и ведомого вала 166 без их соприкосновения до другого конца выступов 207, расположенных по касательной к диаметру барабанов 180 без их соприкосновения. В нашем случае под углом 9°. Концы выступов 207 шириной 260.0 мм профиля настила 206 располагаются симметрично и напротив относительно выступов 188 с одной стороны и барабанов 180 с другой. Настил 206 имеет углубления шириной 210.0 мм и глубиной 25.0 мм, которые не доходят до конца выступов 207 со стороны установки ведущего 165 и ведомого валов 166. Вдоль всей длины настила 206 с двух сторон он сделан с отбортовкой вверх высотой 100.0 мм для предупреждения бокового вылета листа шпона с настила, на случай нештатной ситуации. Настил может быть составным со швом, расположенным в углублении. Настил 206 (см. фиг.19) устанавливают на прямоугольную раму 208, сделанную из прямоугольного или треугольного профиля с поперечинами, периметр которой у верхнего вала вращения закреплен на верхних наклонных стойках 168, а наклонная часть периметра на стойках 154 и 153 и подкреплена поддерживающей рамой 209. Далее, закрепляя временно ленту 187 на конце выступа 207, протягивают ее вдоль выступа до барабана 180, формируя несущую ветвь ленты и делая петлю на барабане 180, протягивают ленту в обратном направлении до установленного ролика 204 в пазах петель 196. Потом, снизу вверх, делают петлю вокруг ролика 204, протягивая ленту в обратном направлении. Затем устанавливают ролик 204 в пазах петель 194 и протягивают ленту вокруг второго ролика 204, снизу вверх, делают петлю, притягивая второй ролик 204 в глубину пазов петель 194 и далее, протягивая ленту в обратном направлении до выступа 188. Делают петлю вокруг выступа 188, снизу вверх, протягивая ленту в обратном направлении до закрепленного начала ленты, и соединяют концы механическим соединителем типа Aligator RS62; L=200 мм. Таким образом установлена и нижняя ветвь ленты 187 с образованием бесконечной несущей ленты 187. При установке ленты ползун 195 должен быть сдвинут вправо до упора в неподвижную петлю 194, а раму 193 на опорных уголках 191 и 192 выставляют таким образом, чтобы верхняя плоскость рамы 193 находилась в пределах от плоскости, параллельной плоскости ленты, расположенной сверху узла натяжения до плоскости параллельной плоскости ленты, расположенной сверху узла натяжения. При этом выбранная плоскость установки рам 193 для всех восьми узлов натяжения должна быть одна. После этой операции соединения опорных уголков 191 и 192 рама при помощи болтов закрепляется окончательно, и при помощи поворота головки 270 винта 269 по часовой стрелке ползун 195 перемещают вдоль рамы 193 влево, натягивая ленту. При этом гайку 271 на винте 269 необходимо отвернуть на расстояние, необходимое для натяжения ленты 187, и после натяжения ее завернуть до упора. Со стороны звездочки 177 ведущего вала 165 на наклонных стойках 167 и 168 устанавливается кронштейн 211 с мотор-редуктором 210 типа 1МПз2-31,5-90-11ОУЗ, удовлетворяющий требованиям ТУ-056-208-82, на выходной вал которого устанавливается звездочка с параметрами звездочки 177, которые соединяются цепью. Установка осей вращения роликов 204 параллельно оси вращения ведущего вала 165 осуществляется петлями за счет смещения ступенчатой оси 202 в пазах 197. Для этих целей петли 194 и петли 196 имеют выступы 198 (см. фиг.26), расположенные во внешнюю сторону от ролика 204. В резьбовое отверстие с двух сторон вворачиваются болты 199 с упором головки 201 болта 199 в конец ступенчатой оси 202. При этом ось вращения болта 199 параллельна продольной оси паза 197 и перпендикулярна оси вращения ролика 204. Поэтому, когда мы выворачиваем болт 199 из резьбового отверстия выступа 198, мы тем самым производим смещения ступенчатой оси 202 в пазах 197 с одной стороны. Проделывая эту операцию с другой стороны, производим смещение ступенчатой оси 202 в пазах 197 с другой стороны, пока не добьемся желаемого результата, закрепляя его закручиванием контргайки 200 с одновременным удержанием головки 201 болта 199 от прокручивания. Для установки оси вращения барабанов 180 параллельно оси вращения ведущего вала 165 и ведомого вала 166 используют вращающийся кронштейн 181. Закручивая или откручивая регулировочные винты 186 с упором их в поперечину 152 выставляем указанные оси параллельно, поворачивая подвижную пластину 183 вокруг оси 184, и закрепляем достигнутый результат, заворачивая окончательно гайку на оси 184 и болты крепления подвижной пластины 183 к неподвижной пластине 182.
Сушилка роликовая секционная собирается и работает следующим образом. Начинается сборка с установки поочередно горячих отсеков 4 в ряд на основание 14 и стыковки их между собой за счет смещенных в сторону стыковки косынок 247 (см. фиг.32) с отверстием, расположенных в вертикальной плоскости, перпендикулярной направлению движения шпона, при помощи болтовых соединений 248. При этом косынки расположены в углах внутренних параллельных рам с размером по периметру 3×6 м каркаса нижней секции 15 и в углах внутренних параллельных рам с размером по периметру 2×6 м каркаса верхней секции 16. Аналогично к этим двум отсекам стыкуют третий горячий отсек 4 и четвертый. Горячие отсеки 4 стыкуют таким образом, чтобы коридор 21 со стороны поступления агента сушки был для всех отсеков общим так же, как и коридор 21 со стороны выхода агента сушки из сопловых коробов 19. В этом случае направляющие 20 каждого отсека совмещены по этажам вдоль сушки и заходят выступающими концами по ходу движения в следующий отсек, формируя зазор h1 перед первыми роликами 6 следующего отсека. Затем со стороны первого отсека по ходу движения шпона устанавливают переходный отсек 212 шириной 380.0 мм и габаритами в поперечном сечении размером по периметру 3×6 м, соответствующими нижней секции 15, и имеющий каркас, аналогичный каркасу нижней секции 15. Т.е. вдоль сушилки передняя и задняя рамы имеют габаритные размеры 380×3000 мм. Внутри переходного отсека 212 расположен один ряд парных роликов 6 с направляющими 20. Направляющие 20 расположены с двух сторон парных роликов 6 для формирования зазора h1 перед парными роликами 6 переходного отсека 212 и перед первыми парными роликами 6 следующего первого горячего отсека 4. Переходный отсек 212 со стороны горячего отсека 4 изнутри оборудован теплозащитными экранами разнообразной конструкции, препятствующими свободному прохождению теплового потока в переходный отсек 212. Передняя и задняя стенка закрыты теплозащитными экранами, а также пол и потолок. Стыкуется переходный отсек 212 с горячим отсеком 4 при помощи косынок 247. Аналогично изготовлен и установлен переходный отсек 212 со стороны последнего горячего отсека 4. Только в этом случае переходный отсек 212 не имеет направляющих 20 перед парными роликами 6 переходного отсека 212, теплозащитные экраны расположены изнутри со стороны холодного отсека 5. Далее к этому переходному отсеку стыкуется холодный отсек 5, который отличается от горячего отсека 4 высотой верхней секции и отсутствием сопловых коробов 19. При этом холодный воздух поступает из атмосферы по трубе 272 и выходит из трубы 273. На фундаменте с внешней стороны первого горячего отсека 4 вдоль расположения звездочек 233 устанавливают привод 7, расположенный на П-образном каркасе 10 с тяговыми звездочками 11 (см. фиг.8, 9), так, чтобы тяговые звездочки 11 располагались в одной вертикальной плоскости со звездочками 233, а раскосы 65 были направлены в сторону горячих камер 4. На тяговые звездочки 11 и звездочки 233 с направляющими прямого хода 218 каждого одноименного этажа горячих, переходных и холодного отсеков, а также на звездочки системы натяга 12 (см. фиг.2) устанавливают замкнутые цепи 9 с дальнейшим расположением ее на направляющих прямого хода 219. При этом замкнутая цепь 9, благодаря подвешенному грузу системы натяга 12, постоянно поддерживает ее в натянутом состоянии. Система натяга 12 расположена на своем каркасе, устойчивость которого обеспечивается раскосами и соответствующими фундаментными болтами. Со стороны холодного отсека 5 устанавливается механизм разгрузки 2. При этом вертикальные стойки 153 отстоят от холодного отсека 5 на расстоянии 50.0 мм. Правильная установка механизма разгрузки 2 относительно холодного отсека 5 фиксируется ограничителями перемещения механизма разгрузки 2. На расстоянии 150.0 мм от края механизма разгрузки 2 по ходу движения шпона установлены два подъемника выгрузки 149 для приема сухого шпона, который укладывается на поддон в виде листа многослойной фанеры, лежащей на платформах подъемника выгрузки 149. За подъемником выгрузки 149 на расстоянии 1900 мм установлен ограничитель 150. Со стороны поступления шпона в горячую камеру 4 перед переходным отсеком 212 устанавливается механизм загрузки 1. Причем вертикальные каркасы 128 загрузочной этажерки 70 отстоят от переходного отсека 212 на расстоянии 50.0 мм. Правильная установка механизма загрузки 1 относительно переходного отсека 212 фиксируется соответствующими фундаментными болтами. При этом цепь 139 (см. фиг.16) каждого ряда этажерки 70 находится в зацеплении с такой же звездочкой, расположенной на удлиненном конце вала ведущего ролика переходного отсека 212. Т.е. ведущие ролики всех этажей переходного отсека 212 имеют звездочки с двух сторон.
Сушка шпона производится следующим образом. Две стопы сырого шпона поступают на поддонах к подъемным столам 66 и укладываются на платформы 73, находящиеся в крайнем нижнем положении. Гидроцилиндрами 75 платформы 73 одновременно поднимают стопы сырого шпона до уровня, обеспечивающего отрыв одного листа шпона от стопы каждого стола подающим устройством 67. Включается электродвигатель 83, вращается вентилятор 82, создавая местное разряжение. В это время лопасти 85 перекрывают короб заслонки 84. На пневмоцилиндры 88 подается давление, и шток 87 воздействует на рычажный механизм 86, который выставляет лопатки в вертикальное положение, открывая короб заслонки 84. В это время электродвигатель 267 вращает ролики 80, понуждая прижатые к ним первые два листа шпона двигаться в сторону опущенного заградительного щитка 100. Теперь электродвигатель 267 работает постоянно и вращает ролики 80. Вращающийся верхний ролик подачи 96 поднят над нижним вращающимся роликом подачи 96. Нижний ролик подачи 96 вращается потому, что включен двигатель 119 (см. фиг.10), от которого в конечном итоге вращаются двойная шестеренка 113 нижнего ролика подачи 96 и через цепь 114 вращаются парные ролики типеля 102. А верхний ролик подачи 96 вращается потому, что вращаются от цепочки 258 шестеренки 259 (см. фиг.33), аналогичное сцепление передает верхнему ролику подачи 96 нужное вращение. Теперь электродвигатель 119 работает постоянно и вращает постоянно парные ролики подачи 96, парные принимающие ролики 108 и парные распределяющие ролики 110. Пройдя между роликами подачи 96, листы шпона упираются в опущенный заградительный щиток 100, и, проскальзывая по вращающимся роликам 80 и нижнему ролику подачи 96, заградительный щиток 100 выставляет торцы листов в одну линию. В это время от обратного давления пневмоцилиндр 88 двигает шток 87 в исходное положение, и рычажный механизм 86 закрывает лопатками 85 сечение короба заслонки 84. Листы шпона уже не прижимаются к роликам 80, а давление, одновременно поданное на два пневмоцилиндра 263, воздействует на рычаги 261, поворачивая их вокруг оси 262, и опускает вращающийся верхний ролик подачи 96 на вращающийся нижний ролик подачи 96. Одновременно подается давление на два пневмоцилиндра 101, благодаря чему поднимается заградительный щиток 100, освобождая проход шпона через принимающие щитки 99 в промежуток между парными принимающими роликами 108 типеля 102. И как только листы шпона размером 1620×1620 мм проходят 1620 мм от вращающихся парных роликов подачи 96, подается команда на два пневмоцилиндра 263, которые воздействует на рычаги 261, поворачивая их вокруг оси 262, и поднимается вращающийся верхний ролик подачи 96. Одновременно подается команда на два пневмоцилиндра 101, которые опускают заградительный щиток 100, перекрывая проход шпона через принимающие щитки 99. Вместе с этой командой на пневмоцилиндр 88 подается давление, и шток 87 воздействует на рычажный механизм 86, который опять выставляет лопатки в вертикальное положение, открывая короб заслонки 84. Создается местное разряжение и следующая пара листов отрывается от стопы, прижимается к вращающимся роликам 80, понуждая прижатые к ним вторые два листа шпона двигаться в сторону опущенного заградительного щитка 100. Пройдя между роликами подачи 96, листы шпона упираются в опущенный заградительный щиток 100, и, проскальзывая по вращающимся роликам 80 и нижнему ролику подачи 96, вторые листы шпона выставляют свои торцы в одну линию. В это время от обратного давления пневмоцилиндр 88 двигает шток 87 в исходное положение, и рычажный механизм 86 закрывает лопатками 85 сечение короба заслонки 84. Листы шпона уже не прижимаются к роликам 80, а давление, одновременно поданное на два пневмоцилиндра 263, воздействует на рычаги 261, поворачивая их вокруг оси 262, и опускает вращающийся верхний ролик подачи 96 на вращающийся нижний ролик подачи 96. Одновременно подается давление на два пневмоцилиндра 101, благодаря чему поднимается заградительный щиток 100, освобождая проход шпона вторых листов через принимающие щитки 99 в промежуток между парными принимающими роликами 108 типеля 102.
В это время расстояние между движущимися первыми листами и движущимися вторыми листами составляет 200.0 мм. И как только вторые листы шпона размером 1620×1620 мм проходят 1620 мм от вращающихся парных роликов подачи 96, подается команда на два пневмоцилиндра 263, которые воздействует на рычаги 261, поворачивая их вокруг оси 262, и поднимается вращающийся верхний ролик подачи 96. Одновременно подается команда на два пневмоцилиндра 101, которые опускают заградительный щиток 100, перекрывая проход шпона через принимающие щитки 99. И далее команды повторяются для подачи третьей пары листов и т.д. А первые листы за это время проходят 1820 мм и оказываются между первым и вторым вращающимися роликами 130, расположенными на несущих рейках 129 первого этаже рольгангов 71 загрузочной этажерки 70. В это время включается электродвигатель 8 (см. фиг.7), который через редуктор 50 вращает ведущий вал 51 с шестью ведущими звездочками 52 (см. фиг.8). Ведущие звездочки 52 через ведомые звездочки 60 вращают валы 59, на выступающих концах которых установлены тяговые звездочки 11. Тяговые звездочки 11 приводят в движение замкнутые цепи 9, которые заставляют вращаться ряды звездочек 233, расположенных на всех этажах состыкованных переходного, горячего и холодного отсеков 212, а вместе с ними через спаренные шестерни 232 вращаются все ведущие 221 и все ведомые 222 (см. фиг.30) ролики, расположенные в них. Так как на противоположных концах всех ведущих роликов переходного отсека 212, расположенного перед механизмом загрузки 1, установлены звездочки 138, то они через цепи 139 (см. фиг.16) вращают все ролики 130, расположенные на несущих рейках 129. Поэтому первые листы шпона, проходя в зазоре h1 между поддерживающих щитков 109, попадают между вращающимися парными распределяющими роликами 110. В это время типель 102 расположен в крайнем нижнем положении, соответствующем подаче первой пары шпона через блок щитков 122, и, проходя между первым и вторым снизу уголками 123 (см. фиг.13), поступает на первый этаж вращающихся рольгангов 71 загрузочной этажерки 70. На фиг.11 показана наклоненная линия движения первых листов шпона 111, проходящая от касательной к нижнему подающему ролику 96 до середины смежных уголков 123, определяющих положение типеля 102 для подачи их на первый этаж вращающихся рольгангов 71 загрузочной этажерки 70. Первые листы шпона за счет вращения парных распределяющих роликов 110 и вращающихся рольгангов 71 первого этажа движутся по направлению вниз к первому этажу расположения вращающихся парных роликов 6. На расстоянии 1500 мм от вращающихся парных распределяющих роликов 110 они попадают между вращающимися роликами - дополнительным обрезиненным роликом 140 и роликом 130, расположенными на несущих рейках 129 (см. фиг.16) первого этажа. Первые листы шпона, продвигаясь по вращающимся рольгангам 71 первого этажа, выходят из-под воздействия вращающихся парных распределяющих роликов 110, а значит, и каркаса типеля 102. Вторые листы шпона в это время находятся в типеле 102, который под воздействием двух гидроцилиндров 106 поднимает его до уровня третьего этажа, в данном случае располагает его горизонтально, и вторые листы шпона, проходя через блок щитков 122, проходят между третьим и четвертым снизу уголками 123 (см. фиг.13), поступают на третий этаж вращающихся рольгангов 71 загрузочной этажерки 70. Подъем гидроцилиндрами 106 каркаса типеля 102 осуществляется за счет поворота рычагов 103 вокруг оси поворота вала 255 (см. фиг.14). Когда вторые листы шпона за счет вращения парных распределяющих роликов 110 и вращающихся рольгангов 71 третьего этажа движутся по направлению вниз к третьему этажу расположения вращающихся парных роликов 6, на расстоянии 1500 мм от вращающихся парных распределяющих роликов 110 они попадают между вращающимися роликами - дополнительным обрезиненным роликом 140 и роликом 130, расположенными на несущих рейках 129 (см. фиг.16) третьего этажа. Вторые листы шпона, продвигаясь по вращающимся рольгангам 71 третьего этажа, выходят из-под воздействия вращающихся парных распределяющих роликов 110, а значит, и каркаса типеля 102. Третьи листы шпона в это время находятся в типеле 102, который под воздействием двух гидроцилиндров 106 поднимает его до уровня пятого этажа и располагает его и третьи листы шпона между пятым и шестым снизу уголками 123 (см. фиг.13), которые поступают на пятый этаж вращающихся рольгангов 71 загрузочной этажерки 70. Когда третьи листы шпона за счет вращения парных распределяющих роликов 110 и вращающихся рольгангов 71 пятого этажа движутся по направлению вверх к пятому этажу расположения вращающихся парных роликов 6, на расстоянии 1500 мм от вращающихся парных распределяющих роликов 110 они попадают между вращающимися роликами - дополнительным обрезиненным роликом 140 и роликом 130, расположенных на несущих рейках 129 (см. фиг.16) пятого этажа. Третьи листы шпона, продвигаясь по вращающимся рольгангам 71 пятого этажа, выходят из-под воздействия вращающихся парных распределяющих роликов 110, а значит, и каркаса типеля 102. Четвертые листы шпона в это время находятся в типеле 102, который под воздействием двух гидроцилиндров 106 поднимает его до уровня шестого этажа и располагает его и четвертые листы шпона над последним шестым снизу уголком 123 (см. фиг.13), которые поступают на шестой этаж вращающихся рольгангов 71 загрузочной этажерки 70. При этом каркас типеля 102, соприкасаясь с наконечниками 145, приподнимает рычаги 144, а вместе с ними приподнимает и дополнительный обрезиненный ролик 143, расположенный при опущенном рычаге 144 на первом вращающемся ролике 130. Когда четвертые листы шпона за счет вращения парных распределяющих роликов 110 и вращающихся рольгангов 71 шестого этажа движутся по направлению вверх к шестому этажу расположения вращающихся парных роликов 6, листы проходят под дополнительным обрезиненным роликом 143 и роликом 130, расположенным первым на несущих рейках 129 (см. фиг.16) шестого этажа. Далее они, как и все парные листы шпона, продвигаясь далее по вращающимся рольгангам 71 шестого этажа за счет вращающихся парных распределяющих роликов 110, на расстоянии 1500 мм от вращающихся парных распределяющих роликов 110 попадают между вращающимися роликами 140 и 130, расположенными на несущих рейках 129 (см. фиг.16) шестого этажа и выходят из-под воздействия вращающихся парных распределяющих роликов 110. В это время типель 102 под воздействием двух гидроцилиндров 106 опускается до уровня четвертого этажа вместе с пятыми листами шпона. Рычаги 144 опускаются, и дополнительный обрезиненный ролик 143 опускается на листы шпона, находящиеся на вращающемся ролике 130. И они вместе с вращающимися роликами 140 и 130 продвигают четвертые листы шпона к шестому этажу расположения вращающихся парных роликов 6. Таким образом, получается следующая последовательность поступления парного шпона между вращающимися парными роликами 6 по этажам переходного, горячего и холодного отсеков. Первые листы шпона поступают на первый этаж вращающихся парных роликов 6. Вторые листы шпона поступают на третий этаж вращающихся парных роликов 6. Третьи листы шпона поступают на пятый этаж вращающихся парных роликов 6. Четвертые листы шпона поступают на шестой этаж вращающихся парных роликов 6. Пятые листы шпона поступают на четвертый этаж вращающихся парных роликов 6. Шестые листы шпона поступают на четвертый этаж вращающихся парных роликов 6. Таким образом, на каждый этаж было отправлено по одному листу. Далее идет отправка вторых листов в той же последовательности. Т.е. седьмые листы шпона поступают на первый этаж вращающихся парных роликов 6. Восьмые листы шпона поступают на третий этаж вращающихся парных роликов 6. Девятые листы шпона поступают на пятый этаж вращающихся парных роликов 6 и т.д. Можно показать расположение их в отсеках по времени их движения, но это неважно. Важно, что все они пройдут последовательно все отсеки и будут поступать на механизм выгрузки 2 в той последовательности, как они покидали механизм загрузки 1. И все они подвергнутся одному и тому же воздействию за время перемещения от механизма загрузки 1 до механизма выгрузки 2, независимо от того, по какому этажу они перемещаются. Проходя переходный отсек 212, задача которого максимально затруднить выход тепла за пределы горячих отсеков 4, листы шпона поступают в первый горячий отсек 4 и последовательно проходят все четыре горячих отсека 4, в которых происходит сушка сырого шпона под воздействием агента сушки, которым является отходящий топочный газ, в том числе при производстве фанеры. Агент сушки с температурой 230-250°C поступает через патрубок 25 в верхнюю секцию 16 горячего отсека 4. Двигателем 35 вращается рабочее колесо вентилятора 28 с направляющим аппаратом 27, и агент сушки, проходя верхнюю секцию 16 с верхним дефлектором 42 и средним дефлектором 43, поступает в коридор 21 распределенным потоком. Первый поток, наибольший поток, агента сушки поступает с первого по четвертый этажи, а меньший поток поступает на пятый и шестой этажи нижней секции 15 горячего отсека 4, где эти потоки поступают в расширенную часть сопловых коробов 19. Чтобы потоки агента сушки не поступали через Т-образные вырезы 214 и не грели напрямую корпуса подшипников 229 и парные ролики 6, Т-образные вырезы закрываются кожухом 274 (см. фиг.29) с ручками для удобства их нехитрой установки. Один такой короб закрывает все шесть этажей Т-образных вырезов, расположенных по вертикали. Тем самым, агент сушки напрямую попадает только в прямоугольные отверстия соплового короба 19 с наименьшими потерями. В каждом горячем отсеке 4 устанавливается по шесть кожухов 274. Поступая в сопловые короба 19, которые в паре образуют ступенчатую щель, выступы которых находятся в горизонтальной плоскости и образуют зазор для прохождения шпона, агент сушки с двух сторон через отверстия 48 воздействует на шпон, движущийся навстречу потоку агента сушки. Благодаря этому повышается эффективность процесса сушки. При этом агент сушки может делать не один оборот, поступая с другой стороны коридора в верхнюю секцию 16. Аналогично производится процесс сушки во втором, третьем и четвертом горячих отсеках 4. В третьем и четвертом горячих отсеках 4, наряду с входными патрубками 25, установлены выходные патрубки 26. Такое расположение патрубков позволяет агенту сушки не только вращаться по спирали, т.е. не только вокруг отсека, но и двигаться в направлении движения шпона. Поэтому из выходных патрубков 26 агент сушки выходит с температурой 160-180°C и используется затем для смешения отходящих газов более высокой температурой с ним, доводя ее до рабочей 230-250°C. Патрубки 25 и 26 по ходу сечения имеют заслонки для регулировки исходящих и входящих газов в процессе пусконаладочных работ. В горячих отсеках 4 обязательно устанавливается система пожаротушения 275 (см. фиг.3). После прохождения всех горячих отсеков 4 листы шпона через переходный отсек 212 поступают в холодный отсек 5. Там холодный воздух из атмосферы по трубе 272 нагнетается в обратном направлении и направляется в коридор, откуда он распределяется по этажам и движется со стороны расположения звездочек и шестеренок вдоль роликов и шпона к противоположному коридору, поднимаясь по этому коридору вверх, выходит из трубы 273 обратно в атмосферу. За время прохождения холодного отсека лист шпона полностью обтекается потоками холодного воздуха и, остывший, выходит из камеры сушки 3, а затем поступает на транспортные средства механизма разгрузки в следующем порядке, который соответствует порядку поступления сырого шпона в камеру сушки 3. Первая пара листов с первого этажа камеры сушки 3 поступает на ленточный конвейер 148, со скоростью V=0,9 м/сек она движется к подъемникам выгрузки 149 с поддонами на платформах и, соприкасаясь со стенкой ограничителя 150, укладывается на поддонах, при этом каждый лист шпона укладывается на свой поддон. Вторая пара листов с третьего этажа камеры сушки 3 поступает на роликовый конвейер 147 и со скоростью V=0,9 м/сек движется к ленточному конвейеру 148, который подхватывает ее с той же скоростью V=0,9 м/сек, и она движется к подъемникам выгрузки 149 с поддонами на платформе, и, соприкасаясь со стенкой ограничителя 150, листы этой пары укладываются на первые листы шпона.
Третья пара листов с пятого этажа камеры сушки 3 поступает на второй роликовый конвейер 146 и со скоростью V=0,9 м/сек движется к ленточному конвейеру 148, который подхватывает ее с той же скоростью V=0,9 м/сек, и она движется к подъемникам выгрузки 149 с поддонами на платформе, и, соприкасаясь со стенкой ограничителя 150, листы этой пары укладываются на вторые листы шпона.
Четвертая пара листов с шестого этажа камеры сушки 3 поступает на второй роликовый конвейер 146 и со скоростью V=0,9 м/сек движется к ленточному конвейеру 148, который подхватывает ее с той же скоростью V=0,9 м/сек, и она движется к подъемникам выгрузки 149 с поддонами на платформе, и, соприкасаясь со стенкой ограничителя 150, листы этой пары укладываются на третьи листы шпона. И т.д.
Таким образом, формируются две стопы шпона, и по мере увеличения стопы платформа подъемника выгрузки 149 автоматически опускается, тогда как в механизме загрузки 2 по мере разгрузки платформ подъемных столов 66 платформа автоматически поднимается гидроцилиндрами 75.
Расчет углов установки роликовых конвейеров и ленточного конвейера производится из условия, как можно более, равного прохождения расстояния сухим шпоном от камеры сушки до места укладки листов шпона в стопу.
Таким образом, благодаря группе изобретений была создана сушилка, в которой процесс сушки шпона является эффективным, и при наибольшей загрузке имеет не только оптимальную этажность, но и меньшую занимаемую площадь, меньшее количество горячих отсеков. Созданы условия для оптимального использования потока агента сушки, благоприятные условия для работы при сборке, обслуживании и эксплуатации в процессе профилактических работах.
Это приводит к более рациональному использованию площади, занимаемой под оборудование процесса сушки шпона, при повышении эксплуатационных свойств оборудования, обеспечивающего процесс сушки, снижению металлоемкости, а также упрощению и улучшению обслуживания оборудования процесса сушки, что в итоге сказывается на снижении себестоимости выпускаемой продукции.
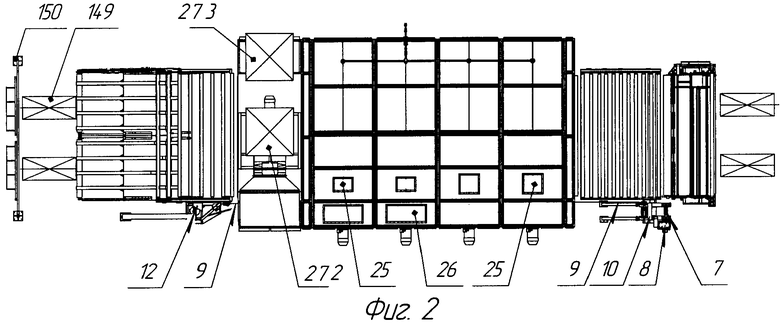
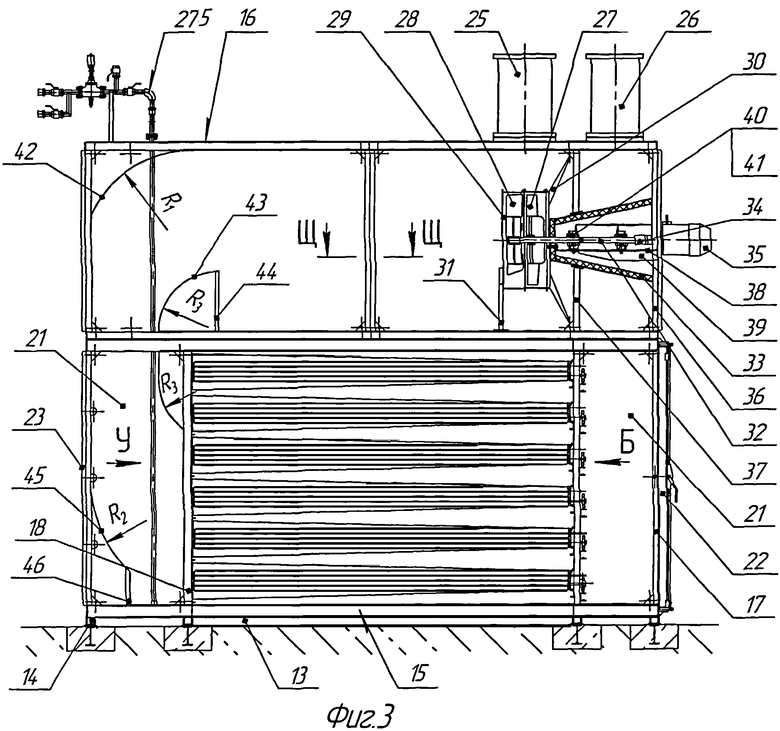

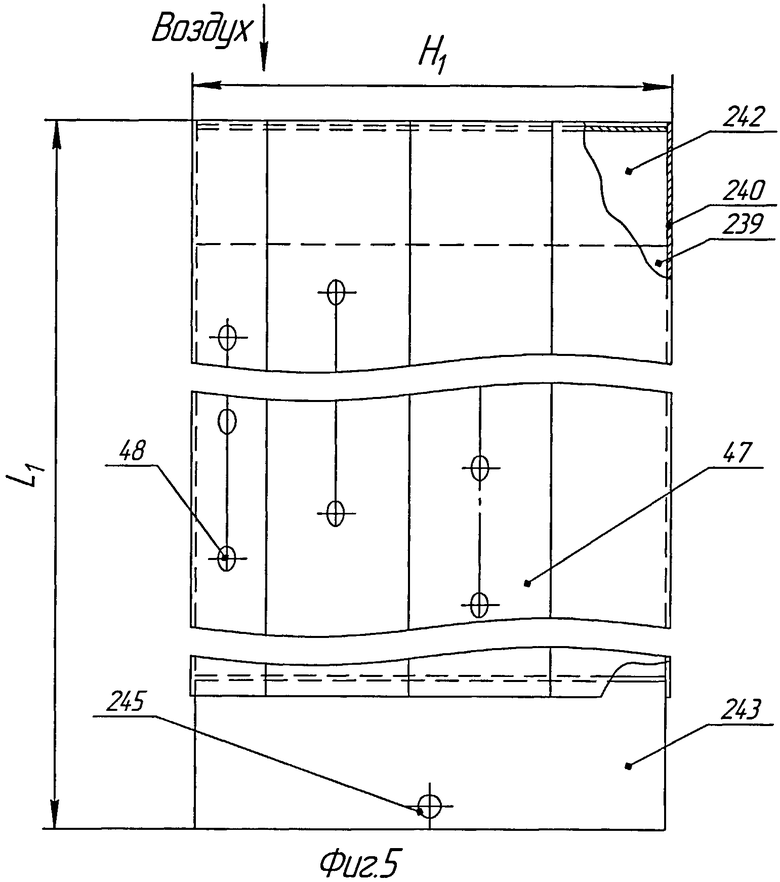

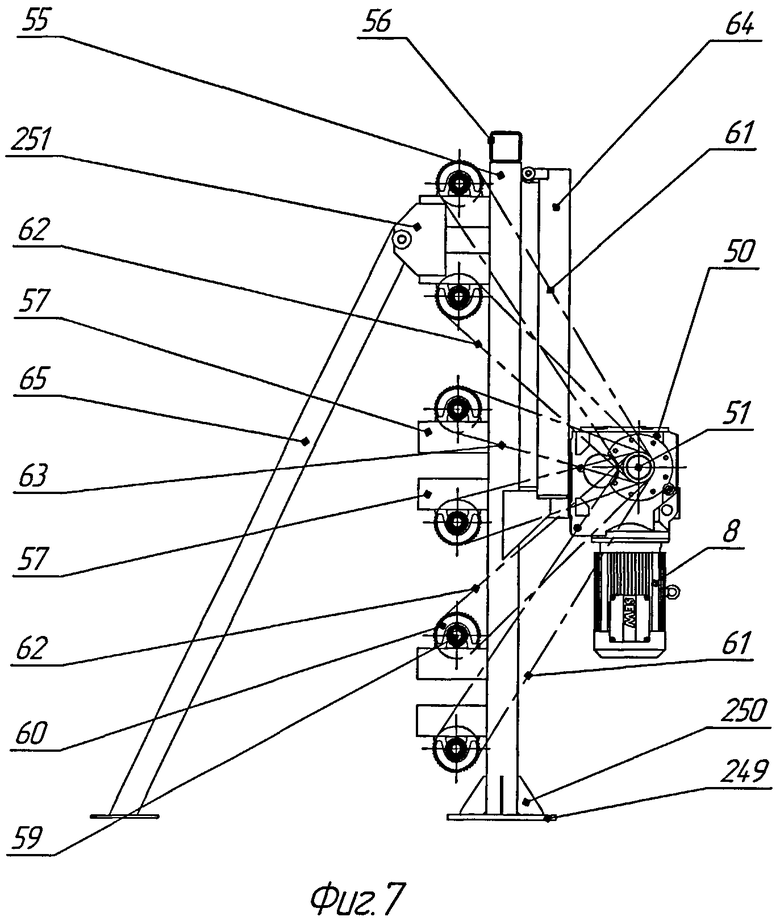
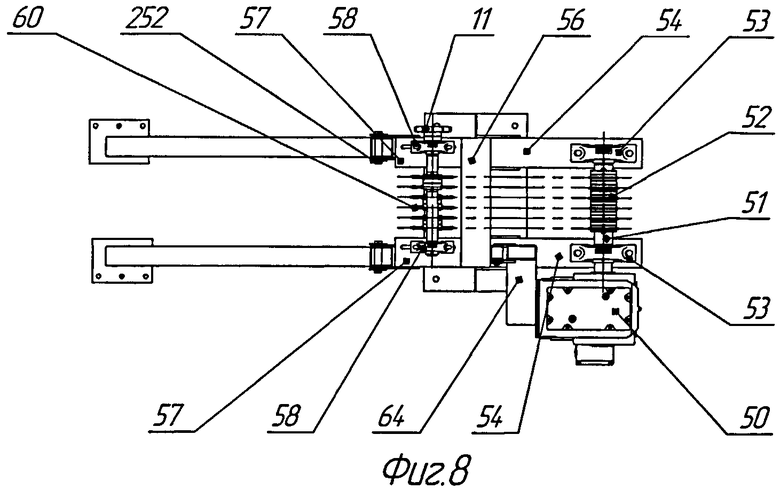
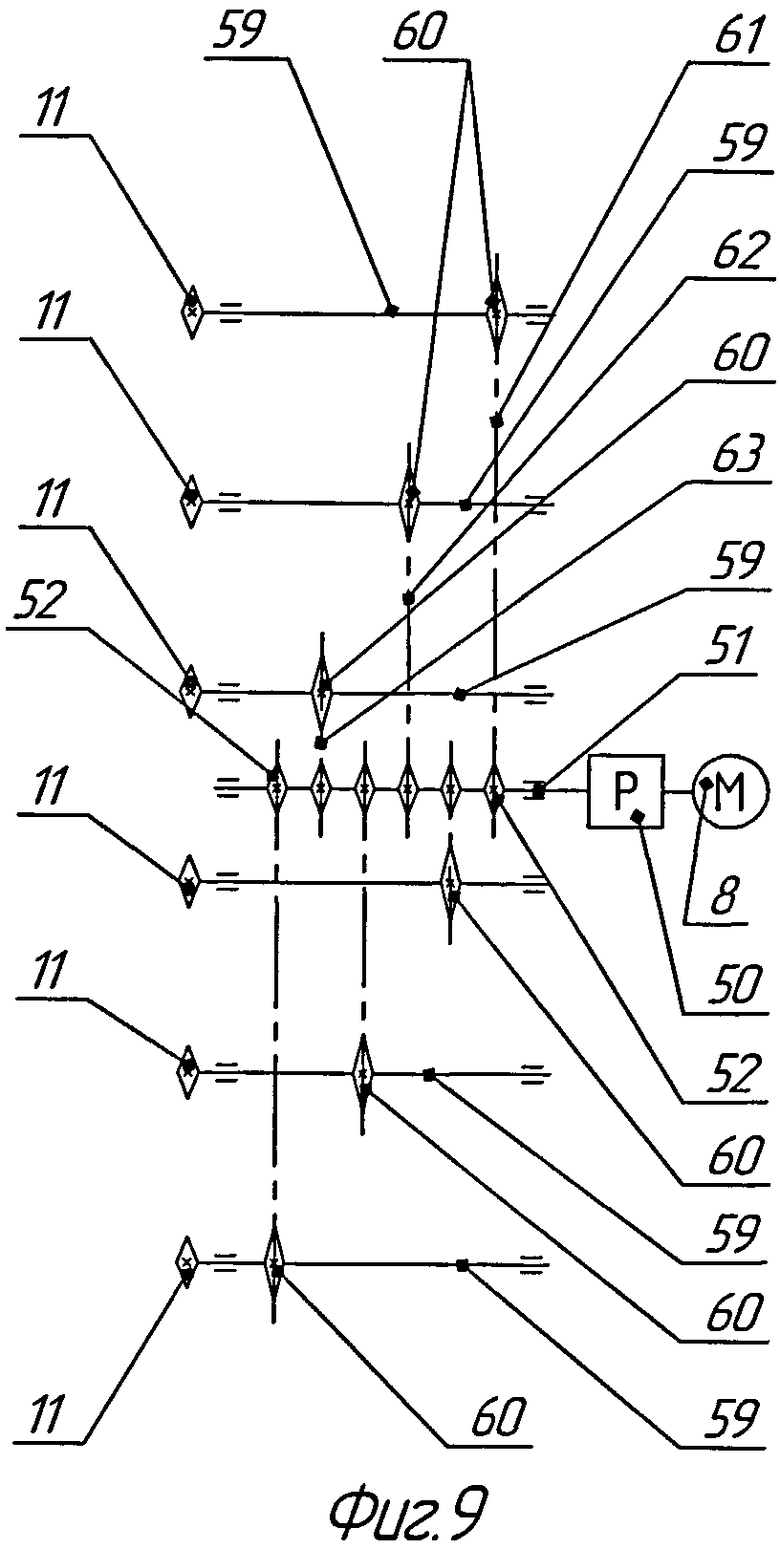

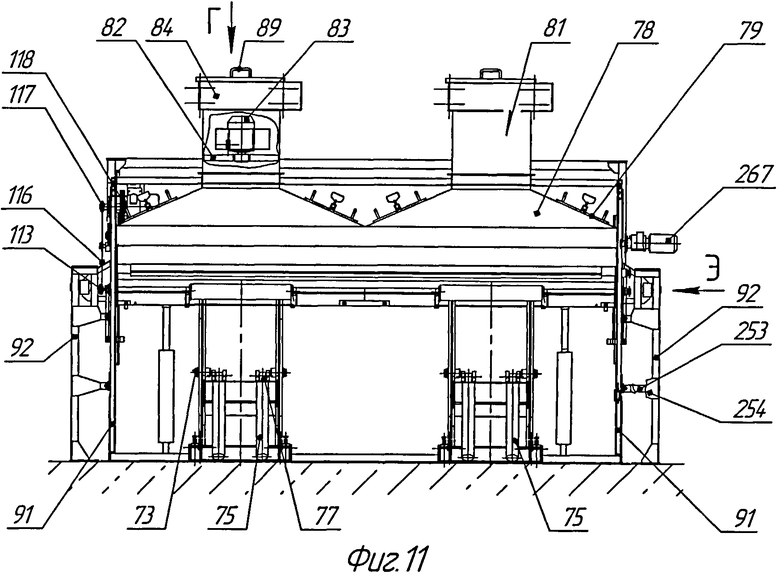
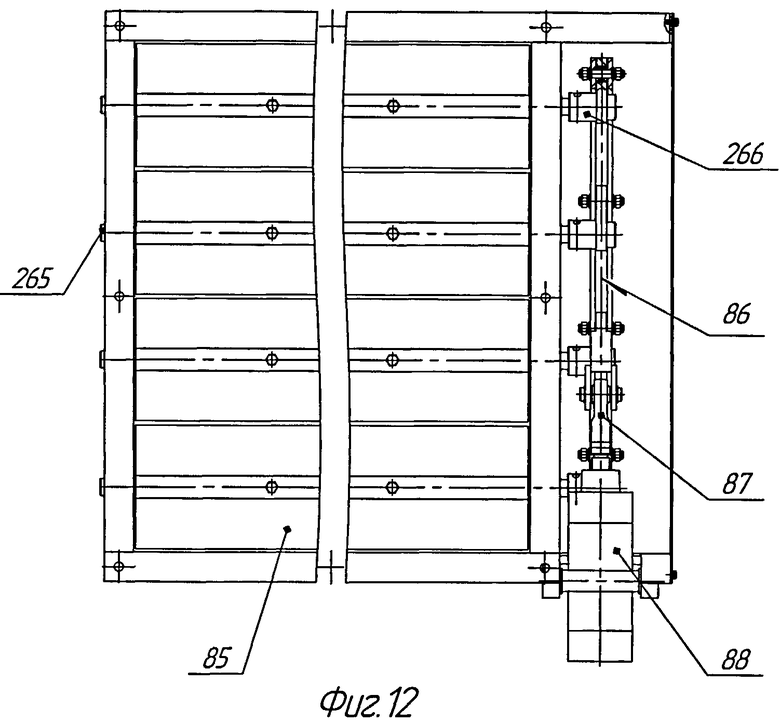
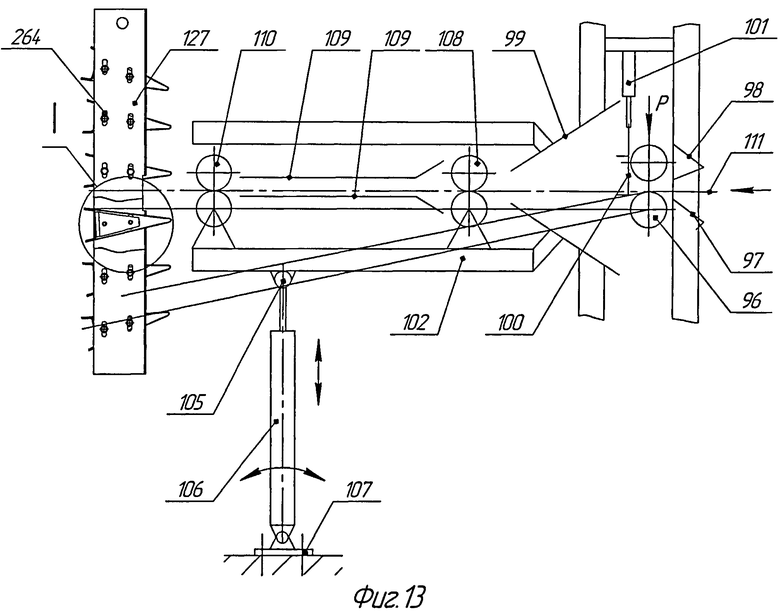

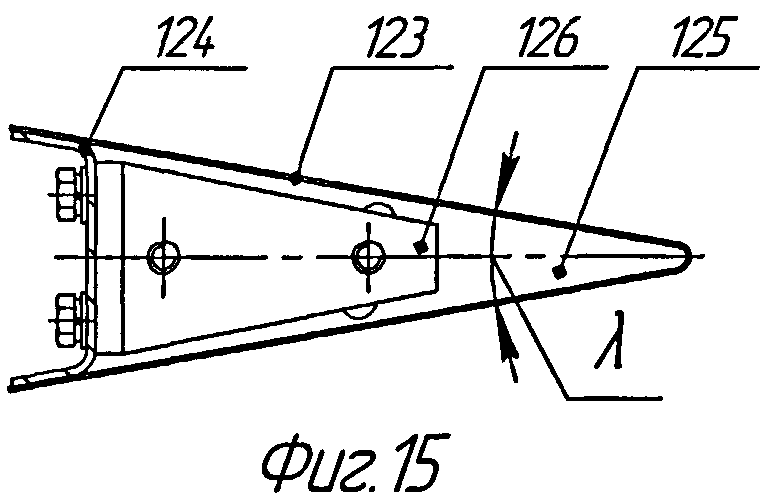
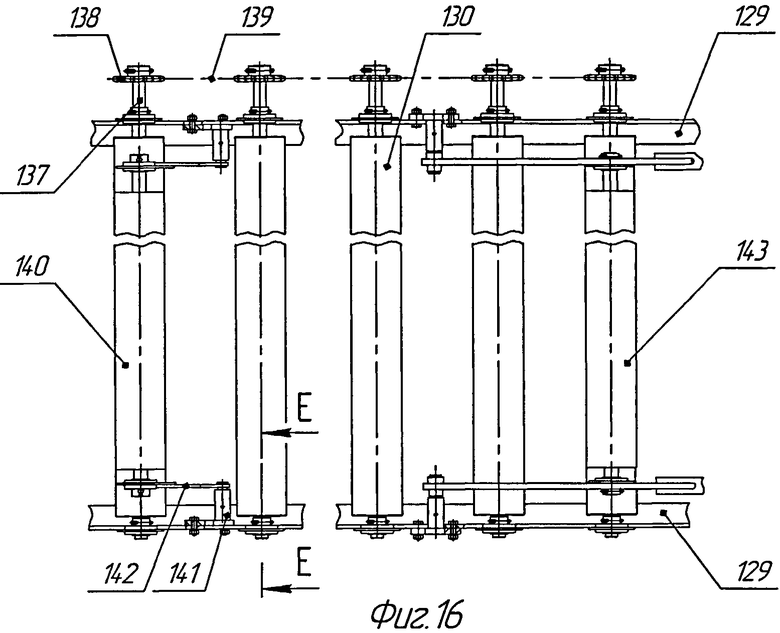
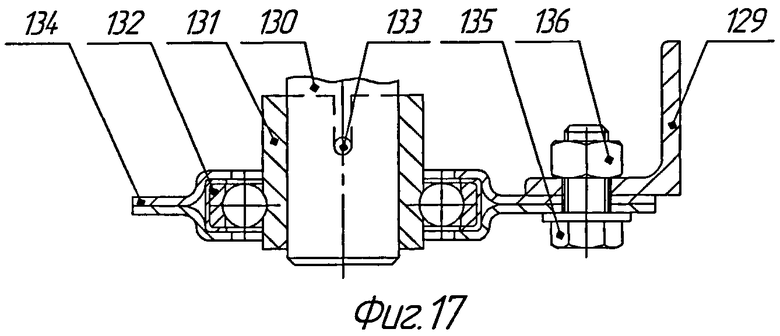
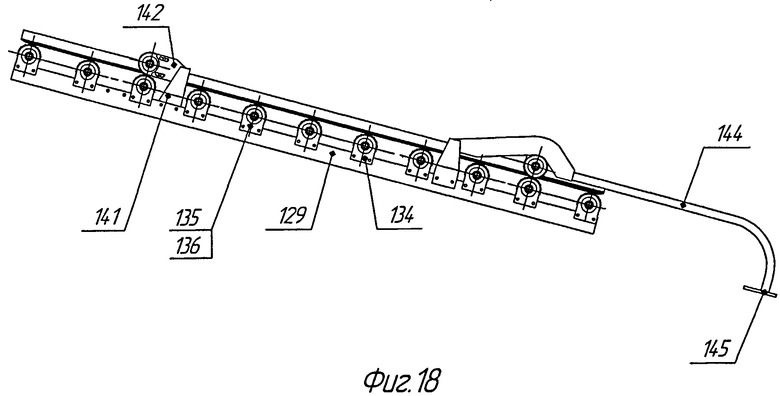
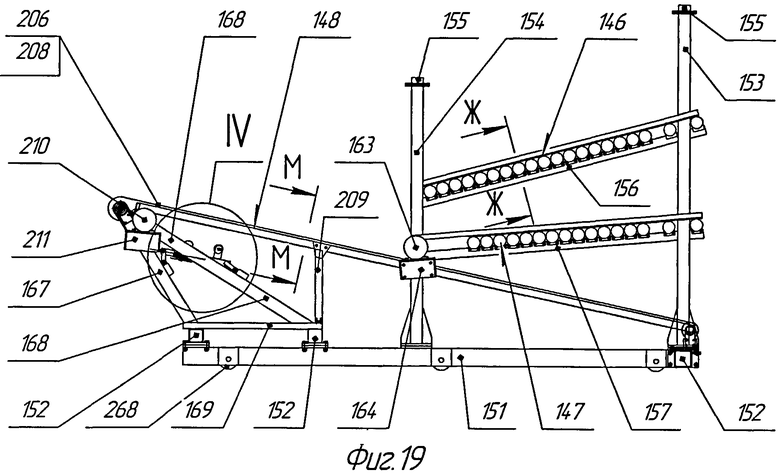
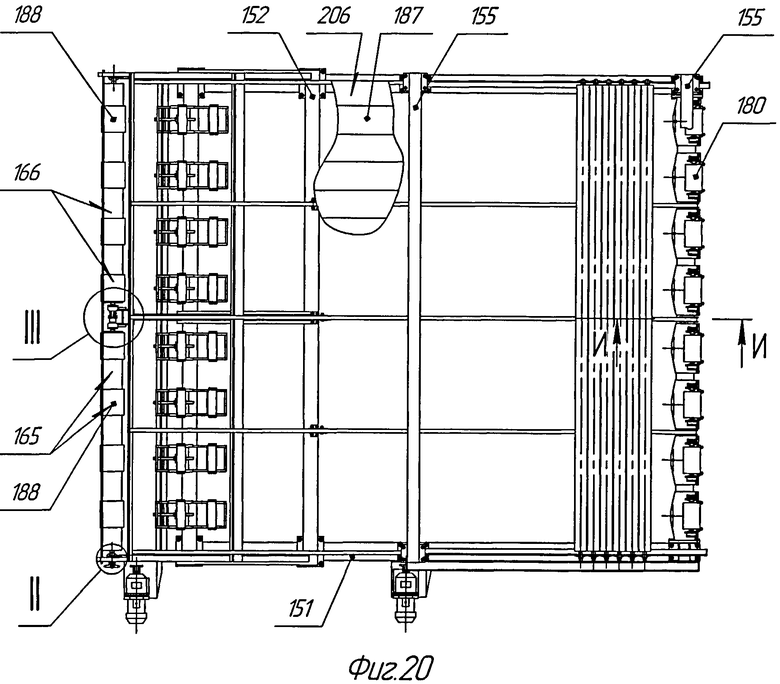
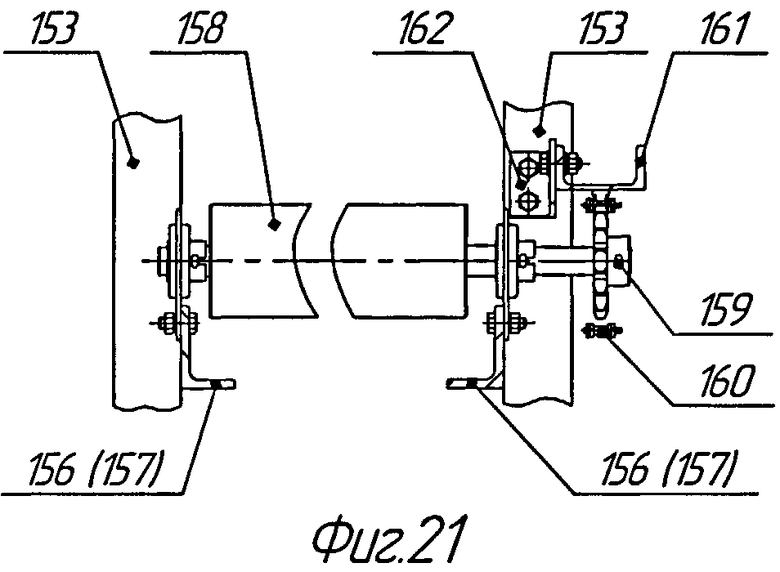
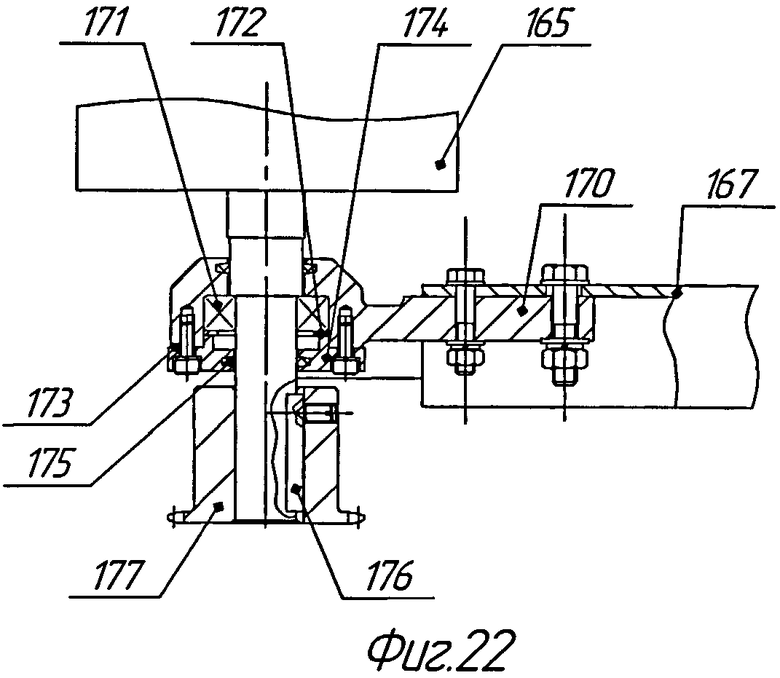
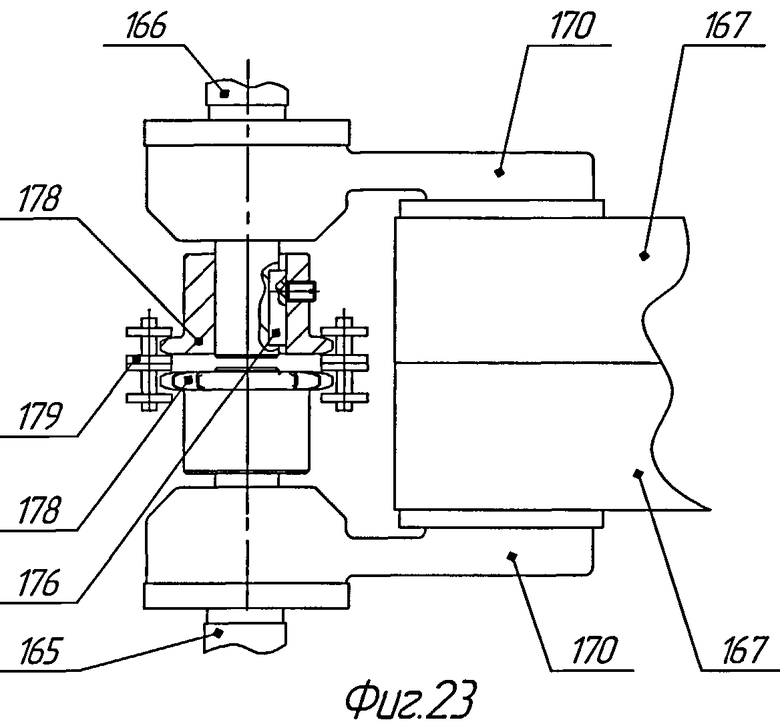

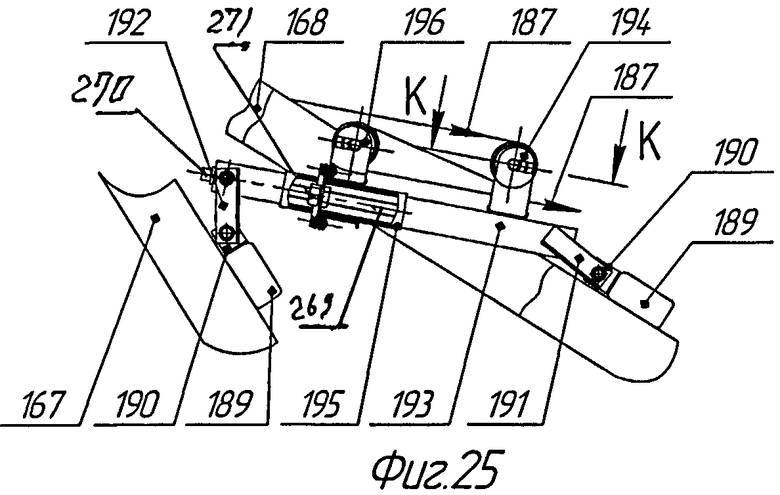
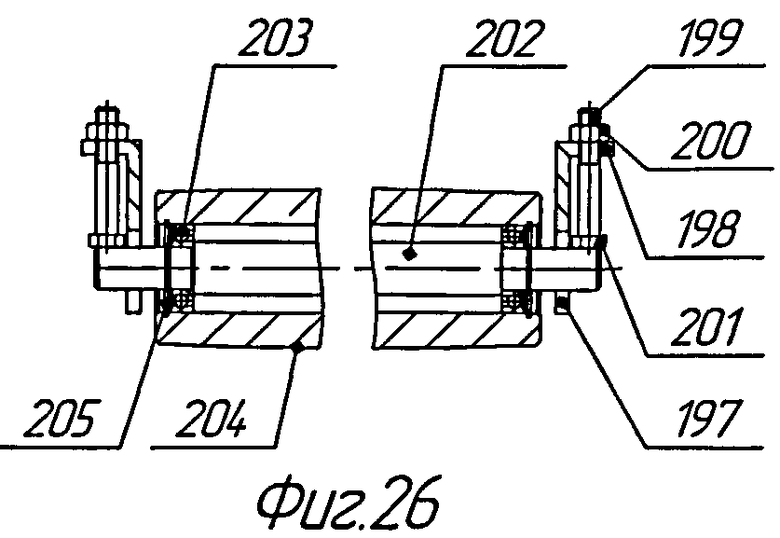
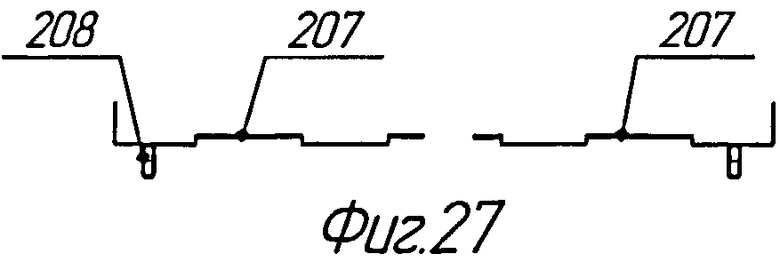
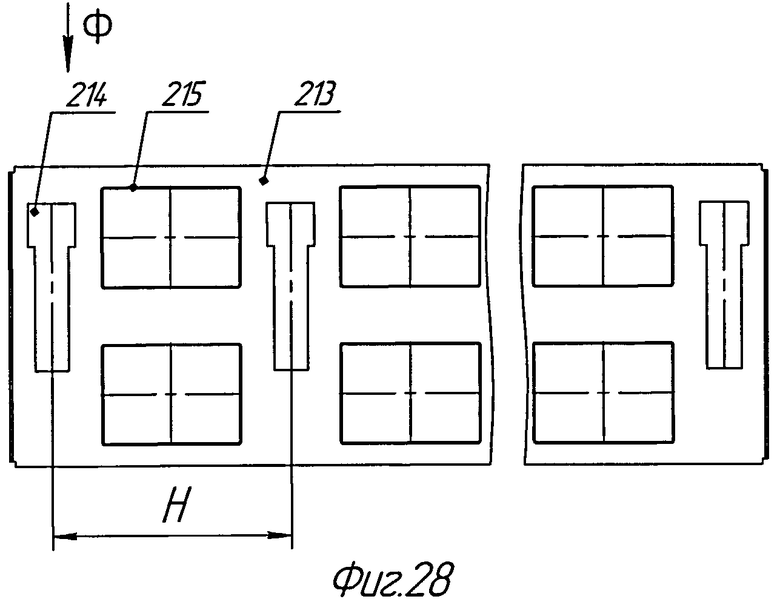
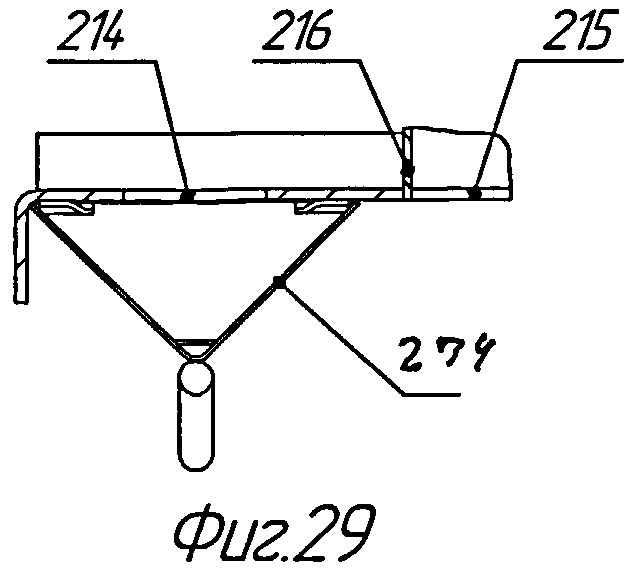




Группа изобретений относится к деревообрабатывающей промышленности по производству лущеного шпона и, в частности, к сушилкам роликовым секционным с обогревом отходящими топочными газами. Техническим результатом является уменьшение площади, занимаемой оборудованием для сушки, повышение эксплуатационных свойств оборудования, снижение металлоемкости, а также упрощение обслуживания. Сушилка роликовая секционная включает привод с замкнутыми цепями, систему натяга, механизмы загрузки и выгрузки, между которыми расположена камера сушки, состоящая из совмещенных горячих отсеков, холодного отсека. Внутри камеры сушки расположены парные ролики в несколько этажей. Горячие отсеки состоят из нижней секции с сопловыми коробами между парных роликов и верхней секции с системой подачи агента сушки в сопловые короба. Сушилка имеет переходные отсеки. В верхних и нижних секциях горячего отсека расположены дефлекторы распределения агента сушки по верхним и нижним этажам. Один верхний дефлектор расположен в углу верхней секции горячего отсека. Второй нижний дефлектор расположен в углу снизу на боковой стенке и полу нижней секции горячего отсека. Третий средний дефлектор расположен при помощи рамы на полу верхней секции горячего отсека и передней раме блока роликов нижней секции горячего отсека. Сопловые короба, расположенные со стороны передней рамы блока роликов, установлены на прямоугольные отрезки труб несущих перегородок, а с другой стороны блока роликов они расположены на штырях задней рамы этого блока. Также группой изобретений охарактеризована конкретная конструкция сопловых коробов сушилки роликовой секционной, ее привода, механизма загрузки и выгрузки, а также ленточного конвейера сушилки роликовой секционной. 6 н.п. ф-лы, 33 ил.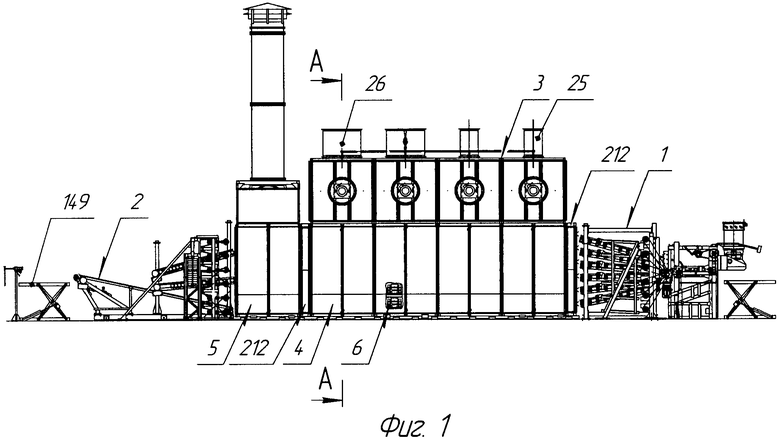
1. Сушилка роликовая секционная, включающая привод с замкнутыми цепями, систему натяга, механизмы загрузки и выгрузки, между которыми расположена камера сушки, состоящая из совмещенных горячих отсеков, холодного отсека, при этом внутри камеры сушки расположены парные ролики в несколько этажей, а горячие отсеки состоят из нижней секции с сопловыми коробами между парных роликов и верхней секции с системой подачи агента сушки в сопловые короба, сушилка имеет переходные отсеки, отличающаяся тем, что в верхних и нижних секциях горячего отсека расположены дефлекторы распределения агента сушки по верхним и нижним этажам, при этом один верхний дефлектор расположен в углу верхней секции горячего отсека, второй нижний дефлектор расположен в углу снизу на боковой стенке и полу нижней секции горячего отсека, а третий средний дефлектор расположен при помощи рамы на полу верхней секции горячего отсека и передней раме блока роликов нижней секции горячего отсека, а сопловые короба, расположенные со стороны передней рамы блока роликов, установлены на прямоугольные отрезки труб несущих перегородок, а с другой стороны блока роликов они расположены на штырях задней рамы этого блока.
2. Сопловые короба сушилки роликовой секционной, состоящие из двух расположенных друг под другом конических коробов, суженных в поперечном сечении, образующие в паре направляющую щель для шпона с большим просветом между коробами при входе шпона и сужением просвета при выходе, стороны короба, обращенные своей плоскостью к шпону, имеют несколько рядов отверстий, отличающиеся тем, что стороны короба, обращенные своей плоскостью к шпону, имеют ступенчатый вид, каждая ступень имеет ряд отверстий, направленных против движения шпона, ступень выполнена под углом к горизонтальной плоскости, при этом три выступа ступеней нижнего и верхнего соплового короба расположены в горизонтальной плоскости и образуют зазор для прохождения шпона - расстояние между параллельными горизонтальными плоскостями.
3. Привод сушилки роликовой секционной, включающий электродвигатель с редуктором, тяговые, ведомые и ведущие звездочки, расположенные на каркасе и связанные цепной передачей, отличающийся тем, что электродвигатель с редуктором расположен на консолях П-образного каркаса и соединен с валом, на которых установлены ведущие звездочки, а ведомые звездочки расположены с другой стороны каркаса на одном валу с тяговыми звездочками на консолях и по вертикали, при этом электродвигатель имеет моментный рычаг.
4. Механизм загрузки сушилки роликовой секционной, включающий подающее устройство, загрузочно-распределительный механизм с системой щитков и загрузочную этажерку с веерным расположением рольгангов, при этом система щитков содержит направляющие щитки перед подающим устройством и блок щитков, состоящий из уголков перед распределительным механизмом, отличающийся тем, что подающее устройство выполнено с двумя вакуумобразователями, установлено над стопой сырого шпона и состоит из прямоугольного короба переменного сечения с лючками, а в нижней части прямоугольного короба в горизонтальной плоскости расположены вращающиеся от электродвигателя ролики, вверху прямоугольный короб переходит в короб вакуумобразователя, внутри которого расположен вентилятор с электродвигателем, а сверху каждый короб вакуумобразователя переходит в короб заслонки с лопастями для перекрытия сечения короба с помощью рычажного механизма и пневмоцилиндра, при этом система щитков дополнительно имеет принимающие и поддерживающие щитки, а блок щитков представляет собой расположенные по вертикали уголки, одинаковые по форме и размерам, выполненные из листового материала, согнутого под острым углом с радиусом, а основание уголка закрыто П-образным профилем, а с боков уголки закрыты соответствующими треугольными пластинами с вкладышами.
5. Механизм выгрузки сушилки роликовой секционной, включающий совокупность роликовых конвейеров и ленточный конвейер, расположенный под ними с образованием острого угла между ними, отличающийся тем, что роликовые конвейеры расположены под острым углом друг к другу, направленным в сторону выгрузки, а расстояние между осями роликов увеличивается по мере поступления шпона на них, при этом роликовые конвейеры вместе с ленточным конвейером расположены на подвижной платформе, состоящей из двух параллельно расположенных балок с поперечинами, а снизу балок установлены вращающиеся катки.
6. Ленточный конвейер сушилки роликовой секционной, включающий два конечных барабана: верхний и нижний, между которыми расположен бесконечный носитель в виде ленты, расположенный под углом к горизонтальной плоскости и имеющий узел натяжения ленты, отличающийся тем, что верхний конечный барабан выполнен составным из ведущего и ведомого вала с выступами, а нижний конечный барабан состоит из набора отдельных натяжных барабанов, установленных на вращающихся кронштейнах, и снабжен элементами регулирования расположения осей вращения натяжных барабанов, а узел натяжения лент расположен на нижней части бесконечной ленты в виде двух параллельных роликов, установленных с элементами регулирования и фиксации, при этом каждый натяжной барабан соединен лентой с каждым выступом ведущего и ведомого вала, причем между конечными барабанами сверху установлен ступенчатый профиль, на выступах которого расположена верхняя часть бесконечной ленты.
| US 5603168 A, 18.02.1997 | |||
| US 4121350 A, 24.10.1978 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Электронно-лучевой осциллограф | 1985 |
|
SU1308904A1 |
| СТЕРЛИН Д.М | |||
| Сушка в производстве фанеры и древесностружечных плит | |||
| - М.: Лесная промышленность, 1968 | |||
| US 4146973 А, 03.04.1979 | |||
| Устройство для выгрузки шпона из многоэтажных роликовых сушилок | 1980 |
|
SU950631A1 |

