Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к способу демонтажа теплообменника.
Уровень техники
[0002]
Модернизация или вывод из эксплуатации оборудования ядерной энергетической установки включает в себя удаление аппаратов, например, бака выдержки и теплообменника системы выдержки. Эти аппараты загрязнены радиоактивными веществами. Удаление загрязненной радиоактивным веществом части, а также применение в качестве металлического вторсырья или чего-либо подобного не загрязненной радиоактивным веществом части или пригодной к дезактивации незначительно загрязненной радиоактивными веществами части позволяет уменьшить количество радиоактивных отходов.
[0003]
В случае теплообменника, радиоактивными веществами могут быть загрязнены внутренние стороны водяной камеры и теплообменной трубки, прикрепленной к трубной доске. При этом загрязняющие радиоактивные вещества находятся только на поверхности трубной доски, в связи с чем их можно легко удалить. В этом случае, трубная доска пригодна для вторичного использования, если удалить теплообменную трубку.
[0004]
В качестве методики удаления теплообменной трубки, известен способ демонтажа теплообменника, включающий в себя этапы, на которых: удаляют дугообразную часть теплообменной трубки; затем режут соединение между прямолинейными частями теплообменной трубки и трубной доской; и извлекают прямолинейные части теплообменной трубки из корпуса теплообменника в том направлении, в котором проходят прямолинейные части (см. непрошедшую экспертизу заявку на патент Японии, Публикация №2014-59149).
[0005]
В раскрытом в вышеуказанной публикации теплообменнике, теплообменная трубка содержит дугообразную часть и прямолинейные части, каждая из которых проходит от одного из двух концов дугообразной части, вставлена во множество опорных трубных решеток с опиранием на них и прикреплена к корпусу посредством трубной доски. Согласно раскрытому в вышеуказанной публикации способу демонтажа теплообменника, теплообменную трубку удаляют в следующем порядке. Сначала срезают дугообразную часть теплообменной трубки и краевые со стороны трубной доски участки прямолинейных частей, прикрепленных к трубной доске. Оставшиеся после срезания прямолинейные части теплообменной трубки напрямую вставлены в опорные трубные решетки с опиранием на них, при этом эти части можно перемещать по направлению оси корпуса теплообменника. Далее, со стороны, с которой была удалена дугообразная часть теплообменной трубки, извлекают прямолинейные части из корпуса по направлению, в котором проходят прямолинейные части (направлению оси), при этом сохраняя их прямолинейную форму.
Противопоставленные документы
Патентные документы
[0006]
Патентный документ 1: Непрошедшая экспертизу заявка на патент Японии, Публикация №2014-59149
Сущность изобретения
Задачи, решаемые изобретением
[0007]
Согласно раскрытому в вышеуказанной публикации способу демонтажа теплообменника, краевые со стороны трубной доски участки прямолинейных частей теплообменной трубки, прикрепленной к трубной доске, срезают. Теплообменник обычно содержит множество теплообменных трубок; поэтому нужно срезать отдельные теплообменные трубки, что может потребовать времени и усилий и сделает сложным обеспечение достаточного снижения дозы облучения во время работ.
[0008]
Кроме того, согласно раскрытому в вышеуказанной публикации способу демонтажа теплообменника, теплообменную трубку оставляют в трубной доске. Если трубная доска предназначена для вторичного использования, трубную доску переплавляют в плавильной печи и перерабатывают с получением того или иного продукта; при этом, в случае вторичного использования трубной доски с оставленной в ней теплообменной трубкой, если внутренняя сторона теплообменной трубки загрязнена радиоактивным веществом, то в результате можно получить загрязненный продукт вторичного использования. В случае непосредственной переплавки трубной доски и теплообменной трубки, выполненных из разных материалов, происходит смешивание этих материалов, что может привести к ухудшению качества полученного продукта вторичного использования.
[0009]
С учетом вышесказанного, было создано настоящее изобретение, цель которого состоит в создании способа демонтажа теплообменника, обладающего превосходной технологичностью и позволяющего дополнительно уменьшить дозу облучения и беспрепятственно использовать трубную доску в качестве вторичного металла.
Средства решения задач
[0010]
Способ демонтажа теплообменника по одному из вариантов осуществления изобретения представляет собой способ демонтажа теплообменника, при этом теплообменник предназначен для применения в ядерной энергетической установке и содержит: теплообменную трубку; трубную доску, к которой прикреплена теплообменная трубка; и цилиндрический корпус, вмещающий теплообменную трубку и трубную доску, причем теплообменная трубка содержит: дугообразную часть; и прямолинейные части трубки, каждая из которых проходит от одного из обоих концов дугообразной части так, что прямолинейные части трубки параллельны относительно центральной оси корпуса, и проходят сквозь трубную доску от ее лицевой поверхности до ее тыльной поверхности, причем прямолинейные части трубки приварены к трубной доске со стороны тыльной поверхности трубной доски, при этом способ демонтажа включает этапы, на которых: удаляют дугообразную часть теплообменной трубки; удаляют приварную часть, на которой прямолинейные части трубки приварены к трубной доске, путем срезания с трубной доски, при этом срезание осуществляют параллельно поверхности трубной доски; и извлекают прямолинейные части трубки после удаления дугообразной части и удаления приварной части.
[0011]
Согласно способу демонтажа теплообменника, приварную часть, на которой прямолинейные части трубки приварены к трубной доске, удаляют путем срезания с трубной доски параллельным образом. Так можно обеспечить возможность снятия всех прямолинейных частей трубки одним разрезом независимо от числа теплообменных трубок. Кроме того, согласно способу демонтажа теплообменника, поскольку прямолинейные части трубки извлекают после удаления приварной части, то прямолинейные части трубки в трубной доске также извлекают одновременно. Поэтому трубную доску, из которой извлечены прямолинейные части трубки, можно использовать непосредственно в качестве вторичного металла. Таким образом, способ демонтажа теплообменника обладает превосходной технологичностью, позволяет дополнительно уменьшить дозу облучения и беспрепятственно использовать трубную доску в качестве вторичного металла.
[0012]
На этапе извлечения, прямолинейные части трубки предпочтительно извлекают со стороны тыльной поверхности трубной доски. Прямолинейные части трубки, проходящие от трубной доски к стороне дугообразной части, обычно относительно длинные. На этапе извлечения, благодаря тому, что прямолинейные части трубки извлекают со стороны тыльной поверхности трубной доски, прямолинейные части трубки до самого конца оперты на трубную доску, что обеспечивает устойчивость при извлечении длинных прямолинейных частей трубки.
[0013]
Прямолинейные части трубки предпочтительно больше в диаметре на проходимом насквозь участке трубной доски и сцеплены с трубной доской, при этом способ демонтажа теплообменника дополнительно включает этап, на котором обрабатывают увеличенные в диаметре участки прямолинейных частей трубки после удаления приварной части. Если теплообменные трубки прочно сцеплены с трубной доской из-за того, что трубки были развальцованы и т.п.во время строительства, извлечение прямолинейных частей трубки просто путем удаления приварной части может не быть возможно. Если прямолинейные части трубки уширены в диаметре на проходимом насквозь участке трубной доски и сцеплены с трубной доской, возможность легкого извлечения прямолинейных частей трубки обеспечивает способ демонтажа теплообменника, дополнительно включающий в себя этап, на котором обрабатывают увеличенные в диаметре участки прямолинейных частей трубки после удаления приварной части.
[0014]
Обработку увеличенных в диаметре участков предпочтительно выполняют путем резки стенки прямолинейных частей трубки. Выполнение обработки увеличенных в диаметре участков путем резки стенки прямолинейных частей трубки позволяет наверняка удалить участки сцепления трубной доски с теплообменной трубкой и, тем самым, облегчить извлечение прямолинейных частей трубки.
[0015]
Обработку увеличенных в диаметре участков предпочтительно выполняют путем уменьшения прочности сцепления прямолинейных частей трубки с трубной доской. Выполнение обработки увеличенных в диаметре участков путем уменьшения прочности сцепления прямолинейных частей трубки с трубной доской позволяет удалять увеличенные в диаметре участки одновременно с извлечением прямолинейных частей трубки и, тем самым, повысить технологичность.
[0016]
Одна из методик уменьшения прочности сцепления состоит в том, что часть стенки прямолинейных частей трубки предпочтительно срезают в направлении по толщине трубной доски. Срезание части стенки прямолинейных частей трубки в направлении по толщине трубной доски в качестве одной из методик уменьшения прочности сцепления позволяет легко извлекать прямолинейные части трубки с относительно небольшим объемом резки. Так можно уменьшить количество загрязненной радиоактивным веществом пыли, образующейся во время резки, и, тем самым, дополнительно уменьшить дозу облучения.
[0017]
Одна из методик уменьшения прочности сцепления состоит в том, что по меньшей мере трубную доску предпочтительно нагревают и охлаждают. Нагревание и охлаждение по меньшей мере трубной доски в качестве одной из методик уменьшения прочности сцепления позволяет извлекать прямолинейные части трубки без резки теплообменной трубки.
Эффекты изобретения
[0018]
Как раскрыто выше, предложенный способ демонтажа теплообменника обладает превосходной технологичностью, позволяет дополнительно уменьшить дозу облучения и беспрепятственно использовать трубную доску в качестве вторичного металла.
Краткое описание чертежей
[0019]
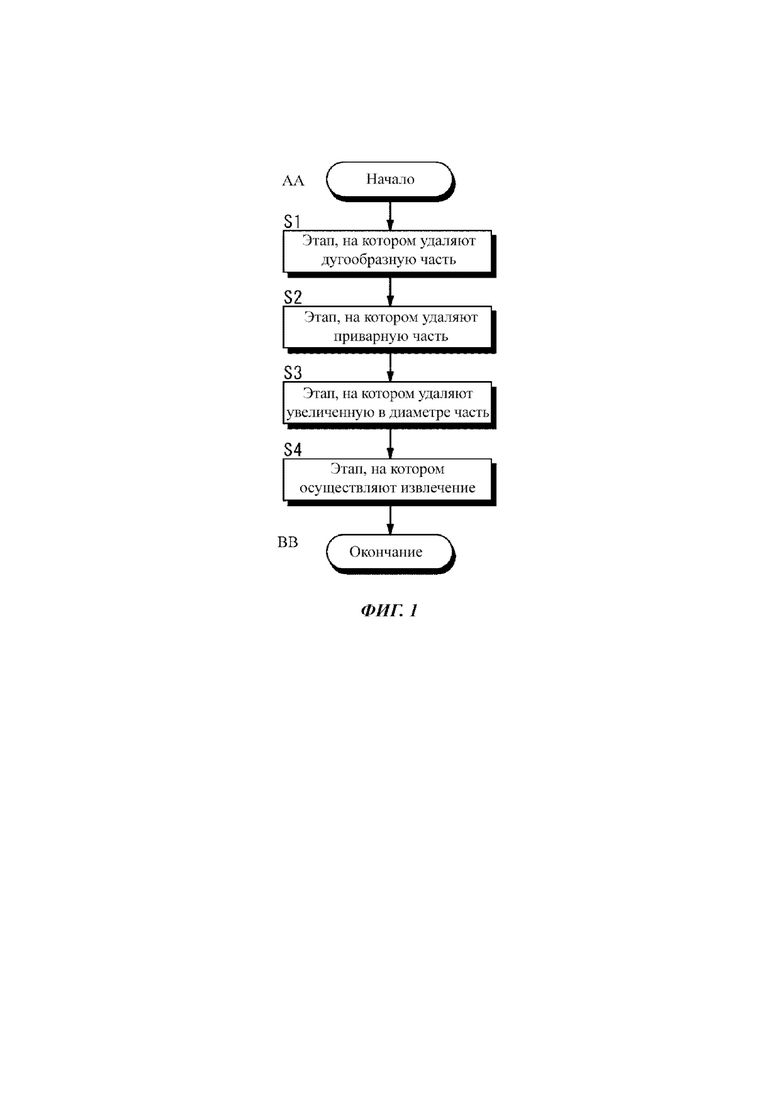
Фиг. 1 - блок-схема способа демонтажа теплообменника по одному из вариантов осуществления изобретения;
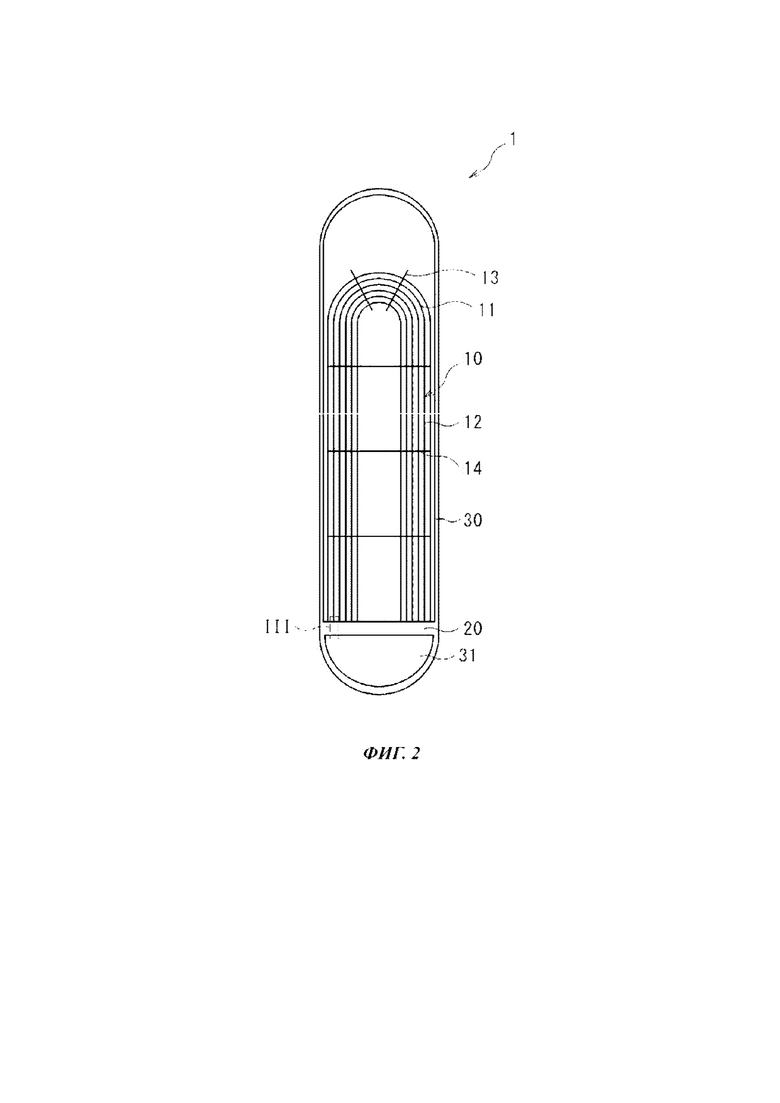
Фиг. 2 - схематический вид в поперечном разрезе теплообменника, подлежащего демонтажу способом демонтажа теплообменника на Фиг. 1;
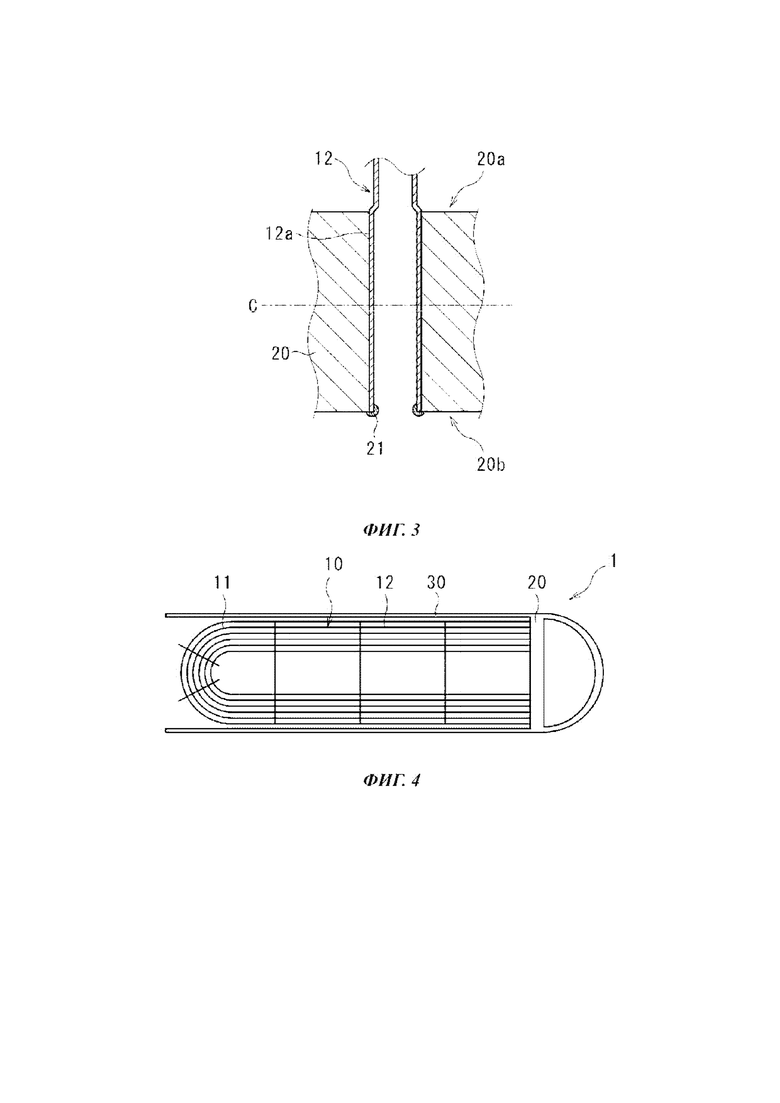
Фиг. 3 - схематический увеличенный вид в поперечном разрезе участка III на Фиг. 2;
Фиг. 4 - схематический вид, иллюстрирующий состояние, в котором удалена головная часть теплообменника;
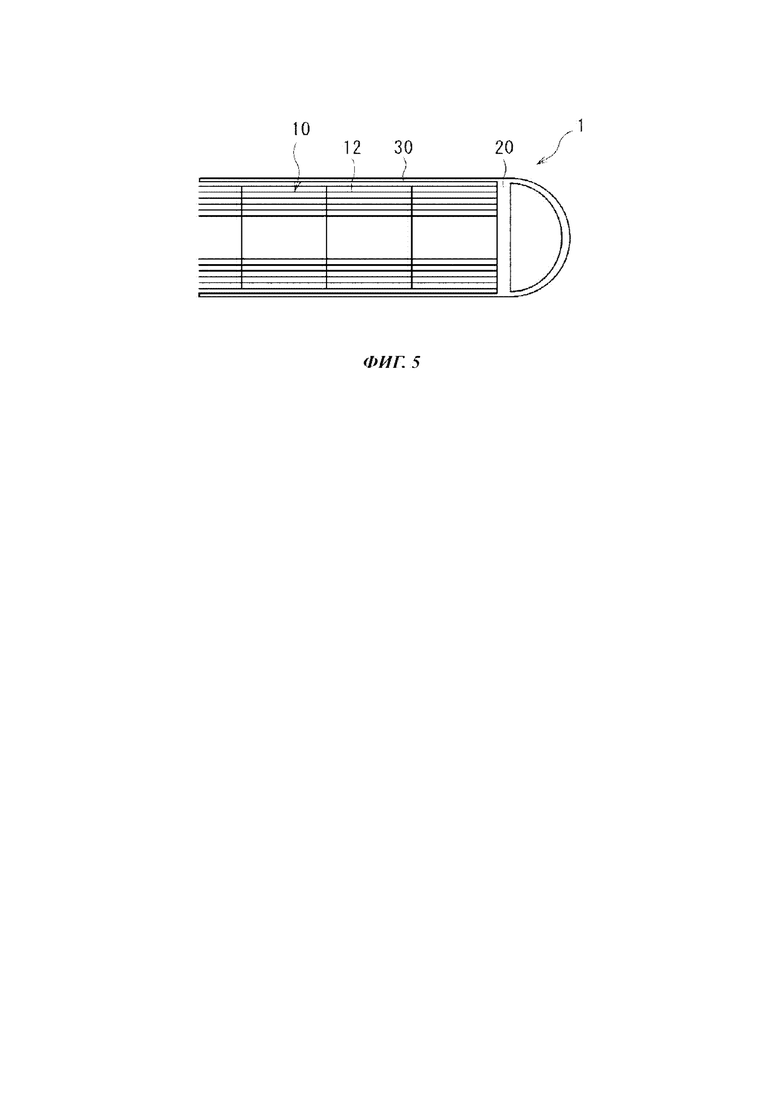
Фиг. 5 - схематический вид, иллюстрирующий состояние, в котором удалена дугообразная часть теплообменника;
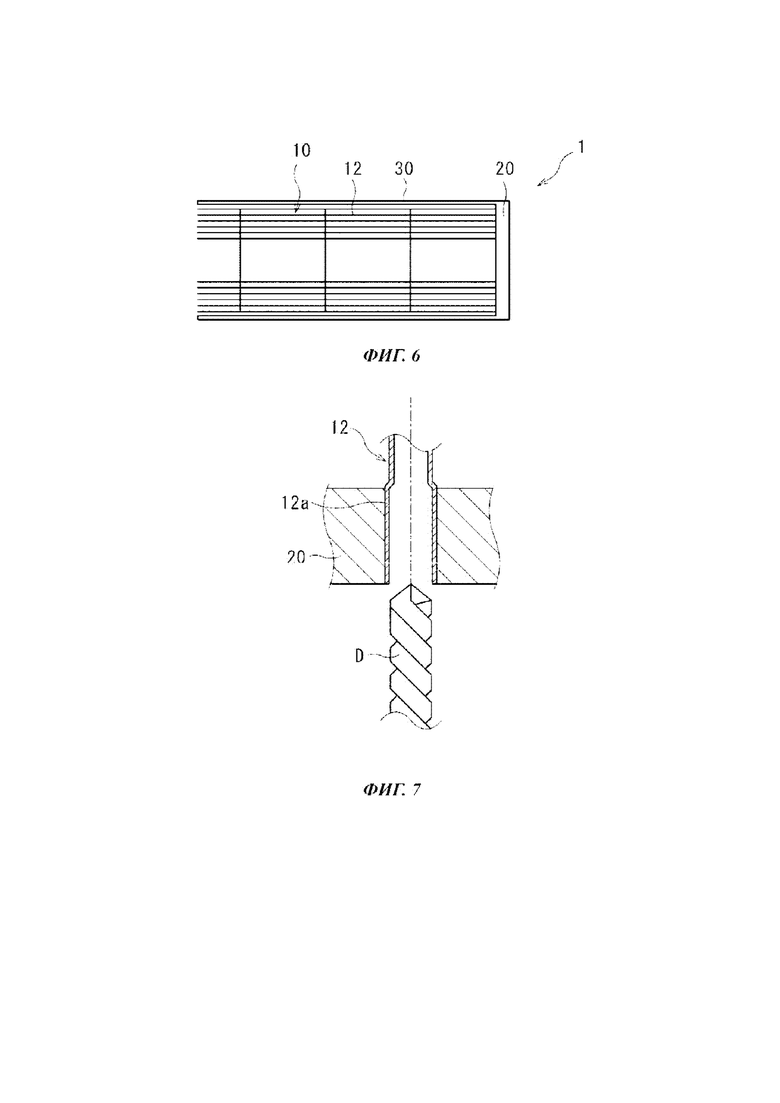
Фиг. 6 - схематический вид, иллюстрирующий состояние, в котором срезана трубная доска теплообменника;
Фиг. 7 - схематический вид в поперечном разрезе, иллюстрирующий пример методики обработки увеличенного в диаметре участка путем резки; и
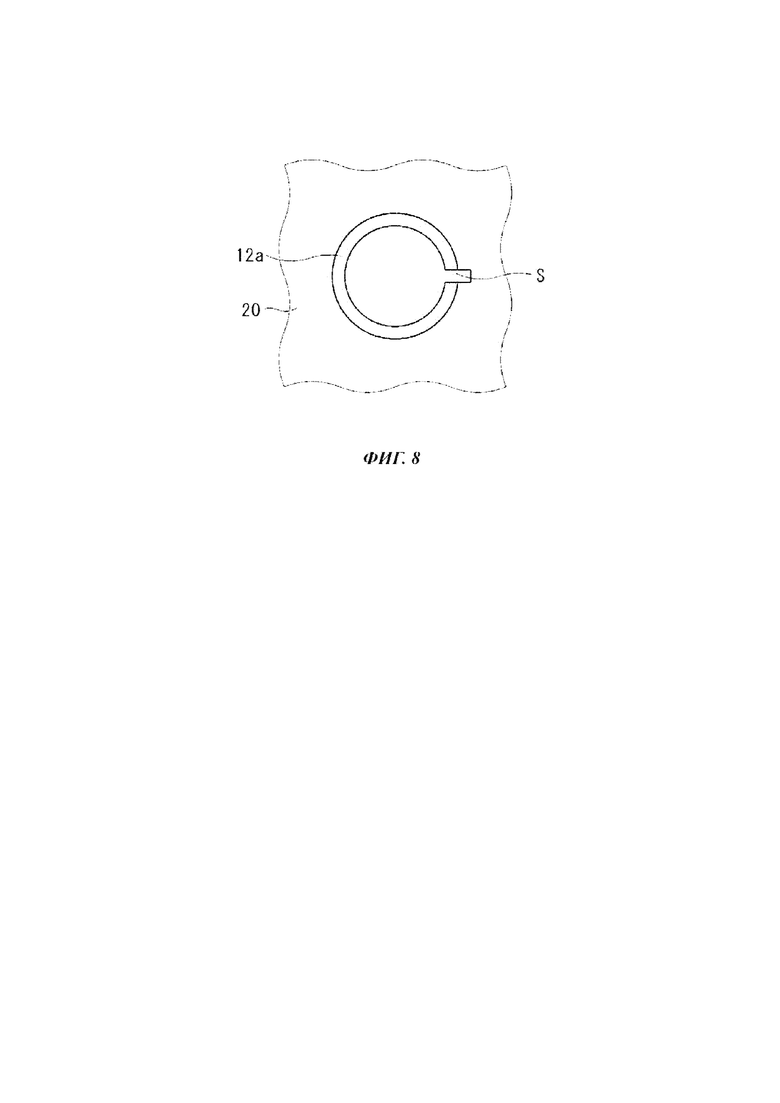
Фиг. 8 - схематический вид сверху, иллюстрирующий пример методики обработки увеличенного в диаметре участка путем уменьшения прочности сцепления.
Осуществление изобретения
[0020]
Далее будут детально раскрыты варианты осуществления настоящего изобретения на примерах соответствующих чертежей.
[0021]
Способ демонтажа теплообменника, проиллюстрированный на Фиг. 1, представляет собой способ демонтажа теплообменника, при этом теплообменник предназначен для применения в ядерной энергетической установке, включающий в себя этапы: этап S1, на котором удаляют дугообразную часть; этап S2, на котором удаляют приварную часть; этап S3, на котором обрабатывают увеличенные в диаметре участки; и этап S4, на котором осуществляют извлечение.
[0022]
Теплообменник
Фиг. 2 иллюстрирует конструкцию теплообменника 1, подлежащего демонтажу способом демонтажа теплообменника. Теплообменник 1 содержит: множество теплообменных трубок 10; трубную доску 20, в которой закреплены теплообменные трубки 10; и цилиндрический корпус 30, вмещающий теплообменные трубки 10 и трубную доску 20.
[0023]
Теплообменная трубка
Каждая из теплообменных трубок 10 содержит: дугообразную часть 11; и прямолинейные части 12 трубки, каждая из которых проходит от одного из обоих концов дугообразной части 11 так, что прямолинейные части 12 трубки параллельны относительно центральной оси корпуса 30. Положения множества теплообменных трубок 10 на Фиг. 2 в корпусе 30 регулируют посредством клинового зажима 13 и опорной трубной решетки 14. Следует отметить, что теплообменные трубки 10 не прикреплены ни к клиновому зажиму 13, ни к опорной трубной решетке 14, при этом теплообменные трубки 10 зафиксированы с возможностью перемещения.
[0024]
Трубная доска
Трубная доска 20 представляет собой пластину для закрепления концевых участков прямолинейных частей 12 трубки, при этом концевые участки расположены напротив дугообразной части 11. Трубная доска 20 расположена у нижней концевой части корпуса 30 так, что поверхность трубной доски 20 ортогональна центральной оси корпуса 30, тем самым зонируя корпус 30 на верхнюю секцию и нижнюю секцию.
[0025]
На Фиг. 3 проиллюстрировано, что каждая из прямолинейных частей 12 трубки проходит сквозь трубную доску 20 от ее лицевой поверхности 20а к ее тыльной поверхности 20b. Каждая из прямолинейных частей 12 трубки приварена к трубной доске 20 на стороне тыльной поверхности трубной доски 20 (приварная часть 21 на Фиг. 3). Кроме того, каждая из прямолинейных частей 12 трубки содержит увеличенный в диаметре участок 12а, который больше в диаметре на проходимом насквозь участке трубной доски 20, и сцеплена с трубной доски 20 увеличенным в диаметре участком 12а.
[0026]
Корпус
Трубная доска 20 зонирует корпус 30 на верхнюю секцию и нижнюю секцию, при этом водяная камера 31, в которую поступает теплоноситель и из которой выходит теплоноситель, образована в нижней секции. Кроме того, корпус 30 выполнен с возможностью подачи охлажденного теплоносителя (например, воды) в верхнюю секцию, отделенную трубной доской 20, для погружения теплообменных трубок 10 в охлажденный теплоноситель.
[0027]
Работа
В теплообменнике 1 нагретый в ядерном реакторе до высокой температуры теплоноситель первого контура поступает в водяную камеру 31. Теплоноситель первого контура течет внутри теплообменных трубок 10, поступает обратно в водяную камеру 31 и выходит из водяной камеры 31.
[0028]
В это время, пространство по окружности теплообменных трубок 10 заполнено охлажденным теплоносителем, за счет которого происходит теплообмен. В результате, происходит снижение температуры отводимого теплоносителя первого контура. Далее теплоноситель первого контура со сниженной температурой вновь подвергается нагреву в ядерном реакторе и поступает в водяную камеру 31.
[0029]
При этом охлажденный теплоноситель, нагретый в результате теплообмена, извлекают из теплообменника 1, а тепловую энергию охлажденного теплоносителя утилизируют.
[0030]
Поскольку теплообменник 1 применяют в ядерной энергетической установке, возможно прохождение радиоактивных веществ внутри теплообменных трубок 10 и/или водяной камеры 31. Поэтому, с высокой вероятностью, радиоактивные вещества будут содержаться, главным образом, в теплообменных трубках 10 и водяной камере 31 и не будут содержаться или будут содержаться в ничтожных количествах в других частях.
[0031]
С учетом вышеизложенного, ниже раскрыты этапы способа демонтажа теплообменника.
[0032]
Удаление дугообразной части
На этапе S1, на котором удаляют дугообразную часть, удаляют дугообразную часть 11 каждой из теплообменных трубок 10.
[0033]
В частности, данный этап выполняют в следующем порядке. Сначала удаляют головную часть теплообменника 1 путем резки каким-либо режущим инструментом или чем-либо подобным. В это время, как проиллюстрировано на Фиг. 4, теплообменные трубки 10 не режут. Герметизация обрезанной части не нужна, т.к. выход радиоактивных веществ на наружную сторону маловероятен, если резка теплообменных трубок 10 не будет производиться.
[0034]
Далее удаляют дугообразную часть 11. Когда дугообразная часть 11 будет удалена, внутренняя сторона каждой из теплообменных трубок 10 будет открыта, в связи с чем возможен выход радиоактивных веществ на наружную сторону. Поэтому дугообразную часть 11 удаляют в демонтажной камере, которая может предотвращать утечку радиоактивных веществ. Следует отметить, что последующие этапы выполняют в таком состоянии, в котором внутренняя сторона каждой из теплообменных трубок 10 открыта, т.е. в демонтажной камере до тех пор, пока демонтаж не будет завершен.
[0035]
Дугообразную часть 11 можно удалять, например, по какой-либо известной методике. Например, удаляют часть корпуса 30 и часть, окружающую дугообразную часть 11 по периметру, для открытия дугообразной части 11, после чего осуществляют резку дугообразной части 11 с помощью резательной машины, например, режущего инструмента, лазера или чего-либо подобного, и извлекают ее. Так как извлеченная таким образом дугообразная часть 11 загрязнена радиоактивными веществами, дугообразную часть 11 удаляют в отходы как радиоактивное вещество.
[0036]
Таким образом, как проиллюстрировано на Фиг. 5, теплообменник 1 демонтируют до состояния, в котором только множество прямолинейных частей 12 трубки выступают из трубной доски 20.
[0037]
Этап, на котором удаляют приварную часть
На этапе S2, на котором удаляют приварную часть, приварную часть 21, на которой прямолинейные части 12 трубки приварены к трубной доске 20, удаляют путем срезания с трубной доски 20, при этом срезание осуществляют параллельно поверхности трубной доски 20.
[0038]
В частности, например, резку осуществляют с помощью ножевой резательной машины в положении С резки на Фиг. 3.
[0039]
Положение С резки не ограничено каким-либо конкретным положением. Если удаляемая часть трубной доски с приварной частью 21, удаляемой срезанием, предназначена для вторичного использования, предпочтительно, чтобы положение С резки было ближе к стороне лицевой поверхности трубной доски 20, так как в этом случае сопротивление трения, возникающее при прохождении прямолинейных частей 12 трубки сквозь нее, будет меньше.
[0040]
В противном случае, если удаляемая часть трубной доски не предназначена для вторичного использования, предпочтительно, чтобы положение С резки было ближе к стороне тыльной поверхности трубной доски 20, поскольку так можно гарантировать величину трубной доски 20, предназначенной для вторичного использования.
[0041]
Следует отметить, что удаляемую часть трубной доски удаляют вместе с водяной камерой 31 путем срезания, при этом, как проиллюстрировано на Фиг. 6, трубную доску 20, из которой удалена приварная часть (далее по тексту, трубная доска, из которой удалена приварная часть, все также будет именоваться «трубная доска»), и прямолинейные части 12 трубки оставляют.
[0042]
Этап, на котором обрабатывают увеличенные в диаметре участки На этапе S3, на котором обрабатывают увеличенные в диаметре участки, обрабатывают увеличенный в диаметре участок 12а каждой из прямолинейных частей 12 трубки после выполнения этапа S2, на котором удаляют приварную часть.
[0043]
Прямолинейные части 12 трубки можно извлечь без обработки увеличенного в диаметре участка 12а; при этом, если теплообменные трубки 10 прочно сцеплены с трубной доской 20 из-за того, что трубки были развальцованы и т.п.во время сборки, как прямолинейная часть 12 трубки, проиллюстрированная на Фиг. 3, удаление прямолинейных частей 12 трубки просто путем удаления приварной части 21 может быть невозможно. Если прямолинейные части 12 трубки уширены в диаметре на проходимом насквозь участке трубной доски 20 и сцеплены с трубной доской 20, возможность легкого извлечения прямолинейных частей трубки обеспечивает способ демонтажа теплообменника, дополнительно включающий в себя этап, на котором обрабатывают увеличенные в диаметре участки 12а прямолинейных частей 12 трубки, после выполнения этапа S2, на котором удаляют приварную часть.
[0044]
В число примеров методики обработки увеличенных в диаметре участков 12а входят резка, уменьшение прочности сцепления и т.п.
[0045]
Резка
При применении методики резки, этап S3, на котором обрабатывают увеличенные в диаметре участки, выполняют путем резки стенки прямолинейных частей 12 трубки.
[0046]
В частности, например, увеличенный в диаметре участок 12а срезают со стороны тыльной поверхности трубной доски 20 с помощью резательной машины, например, сверла D, проиллюстрированного на Фиг. 7. Увеличенный в диаметре участок 12а можно срезать с помощью сверла D, при этом диаметр сверла равен наружному диаметру увеличенного в диаметре участка 12а или немного больше него. Несмотря на то, что на Фиг. 7 показано сверло D, возможно применение другой точильной машины, например, расточного или подобного приспособления, функционирующего аналогичным образом. Следует отметить, что увеличенный в диаметре участок 12а необязательно срезать полностью, при этом резку можно выполнять в пределах, необходимых для легкого извлечения прямолинейных частей 12 трубки. В этом случае, прямолинейные части 12 трубки, оставшиеся в трубной доске 20, извлекают из трубной доски 20 на этапе S4, на котором осуществляют извлечение.
[0047]
Выполнение на этапе S3, на котором обрабатывают увеличенные в диаметре участки путем резки стенки прямолинейных частей 12 трубки, позволяет наверняка удалить участки сцепления трубной доски 20 с теплообменными трубками 10 и, тем самым, облегчить извлечение прямолинейных частей 12 трубки.
[0048]
Уменьшение прочности сцепления
Согласно данной методике, этап S3, на котором обрабатывают увеличенные в диаметре участки, выполняют путем уменьшения прочности сцепления прямолинейных частей 12 трубки с трубной доской 20. Согласно данной методике, после того, как прочность сцепления прямолинейных частей 12 трубки с трубной доской 20 будет уменьшена, увеличенный в диаметре участок 12а можно будет удалить одновременно с извлечением прямолинейных частей 12 трубки на раскрытом ниже этапе S4, на котором осуществляют извлечение. Это позволяет повысить технологичность.
[0049]
Одна из методик уменьшения прочности сцепления состоит в том, что часть стенки прямолинейных частей 12 трубки предпочтительно срезают в направлении по толщине трубной доски 20.
[0050]
А именно, как проиллюстрировано на Фиг. 8, часть стенки прямолинейных частей 12 трубки срезают в направлении по толщине трубной доски 20 с возможностью создания С-образного поперечного сечения. Иначе говоря, часть стенки прямолинейных частей 12 трубки содержит щель S, проходящую в направлении по толщине трубной доски 20. Если изменить форму увеличенного в диаметре участка 12а так, чтобы сузить щель S, можно уменьшить диаметр увеличенного в диаметре участка 12а. Это позволяет уменьшить прочность сцепления прямолинейных частей 12 трубки с трубной доской 20.
[0051]
Щель S можно сформировать, например, известным способом шлицевания. Следует отметить, что при применении способа шлицевания, можно срезать только часть стенки прямолинейных частей 12 трубки; при этом предпочтительно вместе с ней отрезать часть трубной доски 20, как проиллюстрировано на Фиг. 8. Отрезав также часть трубной доски 20, можно наверняка создать щель S в части стенки прямолинейных частей 12 трубки.
[0052]
Отрезание части стенки прямолинейных частей 12 трубки в направлении по толщине трубной доски 20 в качестве одной из методик уменьшения прочности сцепления позволяет легко извлечь прямолинейные части 12 трубки с относительно небольшим объемом резки. Это позволяет уменьшить количество загрязненной радиоактивным веществом пыли, образующейся во время резки, и, тем самым, дополнительно уменьшить дозу облучения.
[0053]
Еще одна возможная методика уменьшения прочности сцепления состоит в нагревании и охлаждении по меньшей мере трубной доски 20.
[0054]
Согласно данной методике, с целью уменьшения прочности сцепления за счет применения разности коэффициентов термического расширения, нагревают и охлаждают только трубную доску 20 или трубную доску 20 и увеличенный в диаметре участок 12а. В этом случае, нагревание и охлаждение предпочтительно осуществляют быстро, в частности, быстро осуществляют охлаждение. Быстрое охлаждение обеспечивает возможность уменьшения прочности сцепления. Нагревание и охлаждение также можно осуществлять множество раз.
[0055]
Нагревание и охлаждение по меньшей мере трубной доски 20 в качестве одной из методик уменьшения прочности сцепления позволяет извлечь прямолинейные части 12 трубки без резки теплообменных трубок 10.
[0056]
Этап, на котором осуществляют извлечение
На этапе S4, на котором осуществляют извлечение, прямолинейные части 12 трубки извлекают после выполнения этапа S1, на котором удаляют дугообразную часть, этапа S2, на котором удаляют приварную часть, и этапа S3, на котором обрабатывают увеличенные в диаметре участки.
[0057]
А именно, множество прямолинейных частей 12 трубки одну за другой извлекают из трубной доски 20. Прямолинейные части 12 трубки оперты на трубную доску 20 и опорную трубную решетку 14 с сохранением ориентации прямолинейных частей 12 трубки в направлении, перпендикулярном трубной доске 20; это позволяет относительно легко извлечь прямолинейные части 12 трубки.
[0058]
В данном случае прямолинейные части 12 трубки оперты на трубную доску 20 в той степени, при которой не происходит перемещение прямолинейных частей 12 трубки в направлении, перпендикулярном центральной оси; при этом прямолинейные части 12 трубки не закреплены в опорной трубной решетке 14 в той степени, при которой перемещение прямолинейных частей 12 трубки было бы невозможно. Кроме того, прямолинейные части 12 трубки обычно относительно длинные. Когда прямолинейные части 12 трубки извлекают со стороны лицевой поверхности, сначала происходит отделение прямолинейных частей 12 трубки от трубной доски 20. В этом случае, прямолинейные части 12 трубки извлекают только через опорную трубную решетку 14; при этом, поскольку прямолинейные части 12 трубки не закреплены в опорной трубной решетке 14 в той степени, при которой перемещение прямолинейных частей 12 трубки было бы невозможно в направлении, перпендикулярном центральной оси, трудно сохранять ориентацию прямолинейных частей 12 трубки, в связи с чем прямолинейные части 12 трубки могут застрять в опорной трубной решетке 14.
[0059]
Поэтому на этапе S4, на котором осуществляют извлечение, прямолинейные части 12 трубки предпочтительно извлекают со стороны тыльной поверхности трубной доски 20. Благодаря тому, что прямолинейные части трубки извлекают 12 со стороны тыльной поверхности трубной доски 20 на этапе S4, на котором осуществляют извлечение, прямолинейные части 12 трубки оперты на трубную доску 20 до самого конца, что обеспечивает устойчивость при извлечении длинных прямолинейных частей 12 трубки.
[0060]
Так как извлеченные прямолинейные части 12 трубки загрязнены радиоактивными веществами, прямолинейные части 12 трубки удаляют в отходы как радиоактивное вещество. При этом, даже в случае наличия радиоактивных веществ, загрязняющих трубную доску 20, из которой извлекают прямолинейные части 12 трубки, эти радиоактивные вещества можно легко физически удалить; поэтому трубную доску 20 можно использовать непосредственно в качестве вторичного металла.
[0061]
Прочее
Если удаляемая часть трубной доски предназначена для вторичного использования, способ демонтажа теплообменника предпочтительно дополнительно включает в себя этап, на котором удаляют проходящие насквозь части прямолинейных частей 12 трубки из удаляемой части трубной доски. Проходящие насквозь части прямолинейных частей 12 трубки можно удалять из удаляемой части трубной доски согласно методике, схожей с применяемой на этапе S3, на котором обрабатывают увеличенные в диаметре участки.
[0062]
Преимущества
Согласно способу демонтажа теплообменника, приварную часть 21, на которой прямолинейные части 12 трубки приварены к трубной доске 20, удаляют путем срезания с трубной доски 20 параллельным образом. Так можно обеспечить возможность снятия всех прямолинейных частей 12 трубки одним разрезом независимо от числа теплообменных трубок 10. Кроме того, согласно способу демонтажа теплообменника, поскольку прямолинейные части 12 трубки извлекают после выполнения этапа S2, на котором удаляют приварную часть, прямолинейные части 12 трубки в трубной доске 20 также извлекают одновременно. Поэтому трубную доску 20, из которой извлечены прямолинейные части 12 трубки, можно использовать непосредственно в качестве вторичного металла. Таким образом, способ демонтажа теплообменника обладает превосходной технологичностью и позволяет беспрепятственно использовать трубную доску в качестве вторичного металла.
[0063]
Другие варианты осуществления
Следует отметить, что настоящее изобретение не ограничено раскрытыми выше вариантами осуществления.
[0064]
Несмотря на то, что раскрытый выше вариант осуществления способа демонтажа теплообменника включает в себя этап, на котором обрабатывают увеличенные в диаметре участки, указанный этап не является обязательным и может быть опущен, например, в случае применения теплообменной трубки без увеличенного в диаметре участка.
[0065]
Несмотря на то, что в раскрытом выше варианте этап, на котором удаляют дугообразную часть, и этап, на котором удаляют приварную часть, выполняют в таком порядке, их можно выполнять в измененном порядке, т.е. этап, на котором удаляют дугообразную часть, можно выполнять после этапа, на котором удаляют приварную часть. Следует отметить, что в случае выполнения указанных этапов в измененном порядке, этап, на котором осуществляют извлечение, выполняют после этапа, на котором удаляют дугообразную часть, т.е. в качестве завершающего этапа.
Промышленная применимость
[0066]
Предложенный способ демонтажа теплообменника обладает превосходной технологичностью, позволяет дополнительно уменьшить дозу облучения и беспрепятственно использовать трубную доску в качестве вторичного металла.
Экспликация условных обозначений
[0067]
1 Теплообменник
10 Теплообменная трубка
11 Дугообразная часть
12 Прямолинейная часть трубки
12а Увеличенный в диаметре участок
13 Клиновой зажим
14 Опорная трубная решетка
20 Трубная доска
20а Лицевая поверхность
20b Тыльная поверхность
21 Приварная часть
30 Корпус
31 Водяная камера
С Положение резки
D Сверло
S Щель
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разборки теплообменника | 2021 |
|
RU2833210C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ТРУБ ТЕПЛООБМЕННИКОВ ОТ АБРАЗИВНОГО ЗОЛОВОГО ИЗНОСА | 2019 |
|
RU2758960C2 |
| ТЕПЛООБМЕННЫЙ ЭЛЕМЕНТ КОЖУХОТРУБНЫХ ТЕПЛООБМЕННИКОВ | 2015 |
|
RU2596910C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 1999 |
|
RU2154864C1 |
| СПОСОБ ДЕМОНТАЖА ДЕФЕКТНЫХ ОТРАБОТАВШИХ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2003 |
|
RU2253158C1 |
| Трубная доска теплообменника | 1979 |
|
SU964427A1 |
| ДРОССЕЛЬ | 2008 |
|
RU2386894C1 |
| КОТЕЛЬНАЯ УСТАНОВКА, ПРЯМОТОЧНЫЙ ПАРОВОЙ КОТЕЛ И ТЕПЛООБМЕННИК АКТИВНОЙ ЗОНЫ КОТЛА | 2001 |
|
RU2250412C2 |
| Теплообменник для гидрогенизационных установок вторичной переработки нефти | 2023 |
|
RU2828249C1 |
| ТЕПЛООБМЕННИК ДЛЯ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ЛЕТАТЕЛЬНЫХ АППАРАТОВ | 1967 |
|
SU203703A1 |
Изобретение предназначено для демонтажа теплообменника. Теплообменник предназначен для применения в ядерной энергетической установке и содержит теплообменную трубку, трубную доску, к которой прикреплена теплообменная трубка, и цилиндрический корпус, вмещающий теплообменную трубку и трубную доску. Теплообменная трубка содержит дугообразную часть и прямолинейные части трубки, каждая из которых проходит от одного из обоих концов дугообразной части так, что прямолинейные части трубки параллельны относительно центральной оси корпуса и проходят сквозь трубную доску от ее лицевой поверхности до ее тыльной поверхности, причем прямолинейные части трубки приварены к трубной доске со стороны тыльной поверхности трубной доски. Способ демонтажа включает этапы, на которых удаляют дугообразную часть теплообменной трубки, удаляют приварную часть, на которой прямолинейные части трубки приварены к трубной доске, путем срезания с трубной доски, при этом срезание осуществляют параллельно поверхности трубной доски, и извлекают прямолинейные части трубки после удаления дугообразной части и удаления приварной части. Технический результат: превосходная технологичность, уменьшение дозы облучения, возможность беспрепятственно использовать трубную доску в качестве вторичного металла. 6 з.п. ф-лы, 8 ил.
1. Способ демонтажа теплообменника,
при этом теплообменник предназначен для применения в ядерной энергетической установке и содержит:
теплообменную трубку;
трубную доску, к которой прикреплена теплообменная трубка; и
цилиндрический корпус, вмещающий теплообменную трубку и трубную доску,
при этом теплообменная трубка содержит:
дугообразную часть и
прямолинейные части трубки, каждая из которых проходит от одного из обоих концов дугообразной части так, что прямолинейные части трубки параллельны относительно центральной оси корпуса и проходят сквозь трубную доску от ее лицевой поверхности до ее тыльной поверхности, причем
прямолинейные части трубки приварены к трубной доске со стороны тыльной поверхности трубной доски, причем
способ демонтажа теплообменника включает этапы, на которых:
удаляют дугообразную часть теплообменной трубки;
удаляют приварную часть, на которой прямолинейные части трубки приварены к трубной доске, путем срезания с трубной доски, при этом срезание осуществляют параллельно поверхности трубной доски; и
извлекают прямолинейные части трубки после удаления дугообразной части и удаления приварной части.
2. Способ демонтажа теплообменника по п. 1, в котором на этапе извлечения прямолинейные части трубки извлекают со стороны тыльной поверхности трубной доски.
3. Способ демонтажа теплообменника по п. 1 или 2, в котором прямолинейные части трубки больше в диаметре на проходимом насквозь участке трубной доски и сцеплены с трубной доской, причем
способ демонтажа теплообменника включает этап, на котором обрабатывают увеличенные в диаметре участки прямолинейных частей трубки после удаления приварной части.
4. Способ демонтажа теплообменника по п. 3, в котором обработку увеличенных в диаметре участков выполняют путем резки стенки прямолинейных частей трубки.
5. Способ демонтажа теплообменника по п. 3, в котором обработку увеличенных в диаметре участков выполняют путем уменьшения прочности сцепления прямолинейных частей трубки с трубной доской.
6. Способ демонтажа теплообменника по п. 5, в котором в качестве одной из методик уменьшения прочности сцепления часть стенки прямолинейных частей трубки срезают в направлении по толщине трубной доски.
7. Способ демонтажа теплообменника по п. 5, в котором, в качестве одной из методик уменьшения прочности сцепления нагревают и охлаждают по меньшей мере трубную доску.
| JP 2014059149 A, 03.04.2014 | |||
| ТЕПЛООБМЕННИК РАЗБОРНЫЙ | 2014 |
|
RU2557154C1 |
| Реактор | 1988 |
|
SU1627241A1 |
| JP 2014055747 A, 27.03.2014 | |||
| JP 2014106048 A, 09.06.2014. | |||

