Изобретение относится к литейному производству в области металлургии, в частности к модифицированию литейных алюминиевых сплавов.
Известен «Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода» [Патент RU 2624272, B22F5/12, д.п. 10.11.2015]. Способ изготовления модификатора для литейных алюминиевых сплавов в виде прутка с запрессованным рассыпчатым модификатором на основе наноуглерода, заключается в том, что пруток изготавливают путем раскатки алюминиевой пластины до толщины 0,2-0,3 мм, рекристаллизации полученной алюминиевой ленты при температуре 200-300°С, нанесения на нее рассыпчатого модификатора на основе наноуглерода и последующей запрессовки ленты с модификатором в пруток.
Недостатком способа является:
1) Пруток запрессовывается с двух сторон и нанодисперсный порошок модификатор находится в рассыпчатом состоянии внутри прутка.
2) При большом объеме нанодисперсного порошка в прутке, весь модификатор не успевает проникнуть в расплав в момент ввода прутка и создает границу между нанопорошком и расплавом, что при дальнейшем вводе прутка приводит к выталкиванию модификатора на поверхность расплава.
Известен «Способ изготовления модификатора для доэвтектических алюминиево-кремниевых сплавов» [Патент CN 101538666 А, C22C 1/00, д.п. 05.05.2009 г.]. В графитовый тигель, нагретый в электрической печи сопротивления до 450-550°C, загружается чушковый алюминий, затем насыпается слой сухого покровного агента, содержащего, вес.%: 50% NaCl и 50% KCl. Производится нагрев до 760-800°C, после чего в расплавленный алюминий вводятся поочередно: чушка сурьмы, вес составляет 5-15% от веса всего модификатора, чушка иттрия, вес составляет 1-2% от веса всего модификатора и чушка магния, вес составляет 1-2% от веса всего модификатора, после чего жидкий металл выдерживается при этой температуре 20-30 минут. Потом его перемешивают графитовым прутком высокой чистоты, затем, в течение 2-5 мин вводят аргон в положении на 8-15 мм от донной части жидкого металла, при скорости потока 8-20 мл/сек; очищают металл и заливают его в металлическую форму, где он охлаждается до комнатной температуры.
Недостатки способа:
1) Длительный процесс получения модификатора.
2) Высокая температура плавления иттрия (+1528°C).
3) Невозможность точного соблюдения расстояния ввода аргона.
4) Применение флюса 50% NaCl и 50% KCl негативно влияет на тигель.
Технический результат выражается в том, что при модифицировании алюминиевым слоеным прутком происходит полное внедрение и усвоение модификатора сплавом, тем самым - повышение механических и эксплуатационных характеристик отливок, изготавливаемых из этих сплавов, за счет уменьшения размеров дендритов алюминия, α-твердого раствора, эвтектики и первичных кристаллов кремния.
Технический результат достигается тем, что в способе изготовления модификатора для литейных алюминиевых сплавов, в котором алюминиевую ленту рекристаллизуют при температуре 200-300°C, загибают по краям, засыпают модификатор в виде рассыпчатого нанодисперсного порошка на основе наноуглерода, запечатывают все края алюминиевой ленты при этом используют алюминиевую ленту толщиной 2-3 мм, перед засыпанием модификатора делают углубление для пластин, при этом на дно ленты и между пластинами засыпают упомянутый модификатор и пропускают многослойную ленту через вальцы, под воздействием которых впрессовывают в алюминиевую ленту и пластины модификатор для получения модификатора в виде алюминиевого многослойного стержня.
Изобретение поясняется фигурами.
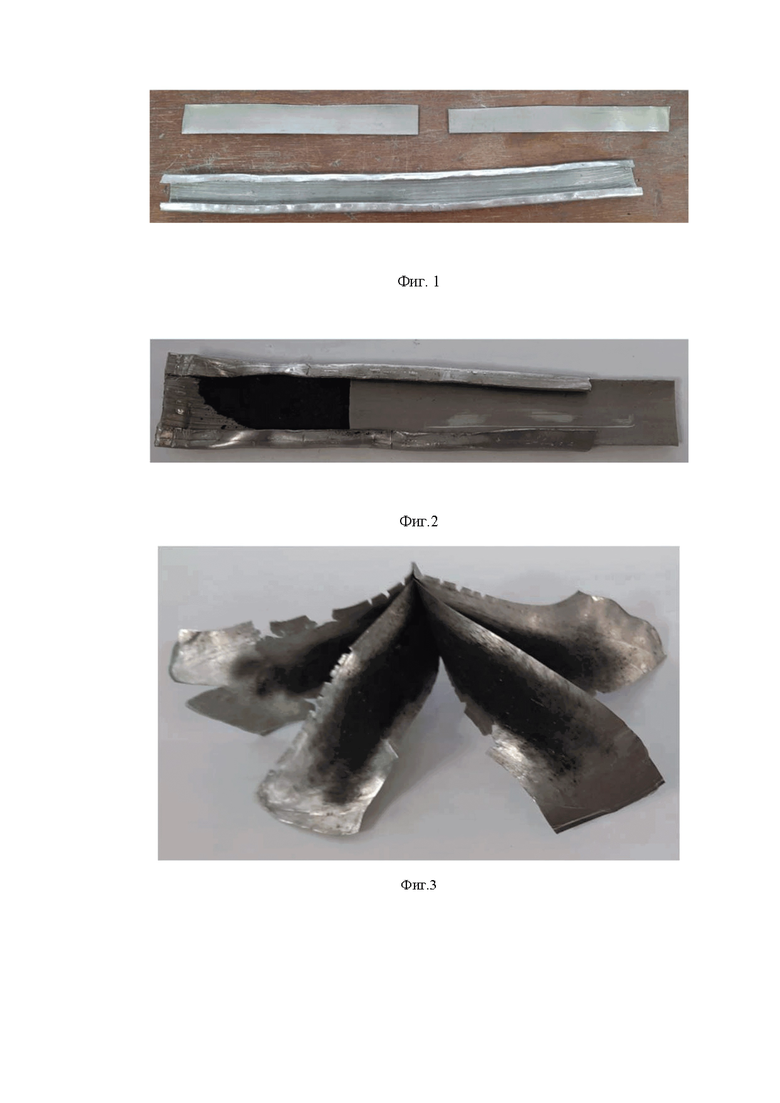
Фиг. 1 - Заготовка для стержня.
Фиг. 2 - Заготовка с модификатором.
Фиг. 3 - Модификатор в стержне.
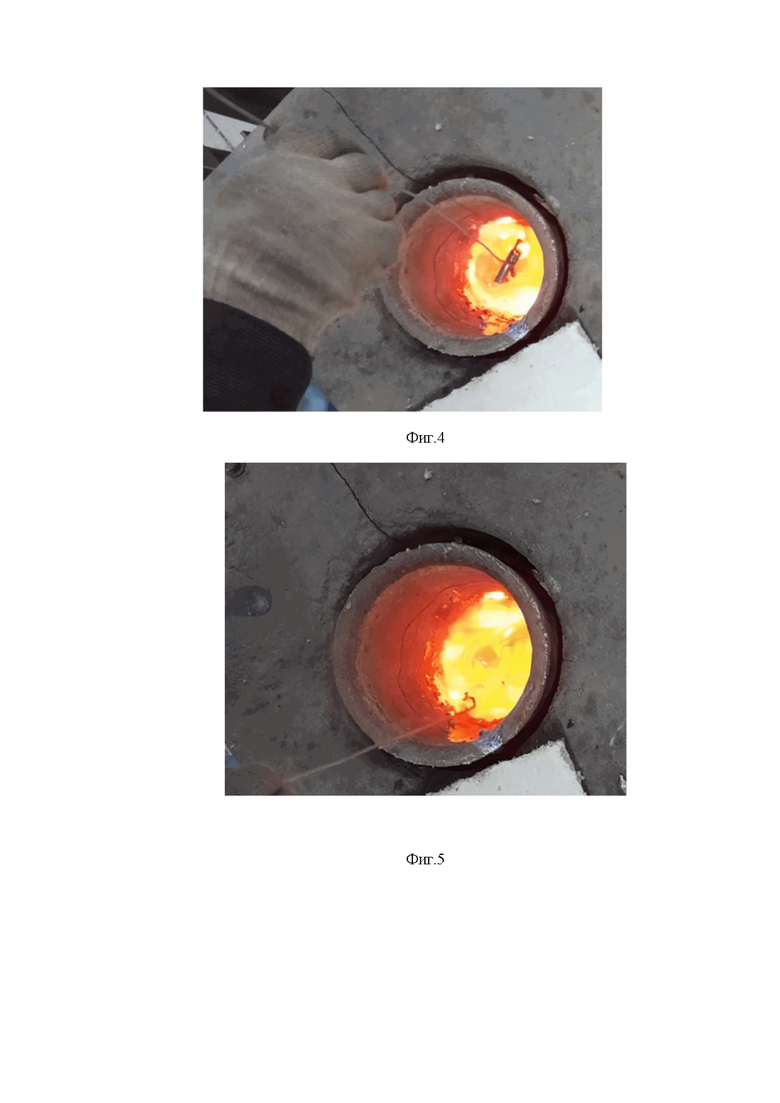
Фиг. 4 - Ввод стержня в расплав.
Фиг.5 - Ввод стержня в расплав при отсутствии выбросов модификатора на стенки тигля.
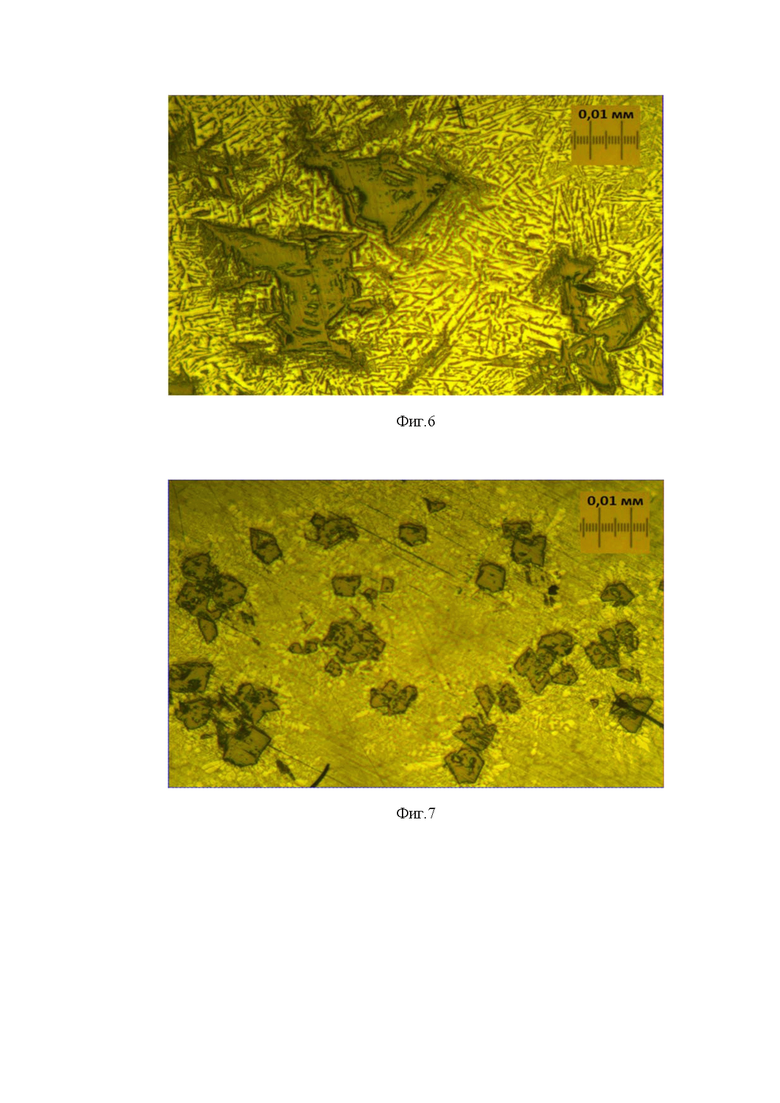
Фиг. 6 - Расплав необработанный - эталонный образец.
Фиг. 7 - Расплав модифицированный.
Способ изготовления модификатора для литейных алюминиевых сплавов осуществляется следующим образом.
1) Алюминиевую ленту толщиной 2-3 мм рекристаллизуют при температуре 200-300°C.
2) Загибают по краям, делая углубление для нескольких пластин (Фиг.1).
3) На дно и между пластинами засыпают нужное количество модификатора (Фиг.2).
4) Запрессовывают все края ленты с модификатором.
5) Пропускают многослойную ленту с модификатором через вальцы.
6) Получают алюминиевый слоеный стержень с модификатором внутри (Фиг. 3).
Отличительной особенностью применения данного способа является то, что модификатор впрессовывается в алюминиевую ленту. Это не позволяет модификатору находиться в свободном состоянии при вводе алюминиевого слоеного стержня вглубь расплава. Модификатор не создает зону между расплавом и проникающим вглубь расплава стержнем. Тем самым модификатор попадает в расплав в момент расплавления слоеного стержня и находится внутри, под зеркалом расплава.
Экспериментальные работы получения сплавов из алюминия и алюминиево-кремниевых сплавов показали, что при вводе модификатора на основе наноуглерода с использованием алюминиевого слоеного стержня, наблюдается:
1) При плавлении слоеного стержня модификатор не создает границу между расплавом и стержнем, и не выталкивает модификатор на поверхность расплава (фиг. 4).
2) Отсутствие выбросов модификатора на стенки тигля (фиг. 5).
3) Отсутствие остатков модификатора на остаточной чаше.
4) При металлографическом анализе наблюдается измельчение α-твердого раствора, эвтектики и измельчение первичных кристаллов кремния в заэвтектическтом силумине (фиг. 7).
В качестве примера можно привести структуру заэвтектического алюминиево-кремниевого сплава А99, АК18 и АК21М2.5Н2.5, полученного при вводе модификатора с помощью многослойного стержня. После ввода стержня в сплав наблюдается измельчение первичных кристаллов кремния, эвтектики и α-твердого раствора. Измельчение составило 2-2.5 раза, по сравнению с эталонным образцом (фиг. 6). После слития расплава в остаточную чашу, модификатор в свободном состоянии не наблюдается.
Применение способа ввода модификатора в многослойном стержне приводит к усвояемости всего объема модификатора в сплаве. В результате наблюдается модифицирующий эффект как на чистых алюминиевых сплавах, так и на всех группах алюминиево-кремниевых сплавов (силуминах).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДИФИКАТОРА ДЛЯ ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ В ВИДЕ ПРУТКА С ЗАПРЕССОВАННЫМ РАССЫПЧАТЫМ МОДИФИКАТОРОМ НА ОСНОВЕ НАНОУГЛЕРОДА | 2015 |
|
RU2624272C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЯ И АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ (СИЛУМИНОВ) УГЛЕРОДОМ | 2013 |
|
RU2538850C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАГОТОВОК ИЗ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 2006 |
|
RU2334588C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ ДОЭВТЕКТИЧЕСКИХ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2475334C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 2021 |
|
RU2757879C1 |
| Способ модифицирования алюминиево-кремниевых сплавов | 2020 |
|
RU2743945C1 |
| Способ модифицирования алюминиево-кремниевых сплавов | 2015 |
|
RU2623966C2 |
| Способ модифицирования алюминия и его сплавов | 2017 |
|
RU2674553C1 |
| ХОЛОДНОТВЕРДЕЮЩАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМ И СТЕРЖНЕЙ | 2014 |
|
RU2576289C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ СПЛАВОВ НА ОСНОВЕ АЛЮМИНИЯ И ОТЛИВКА, ПОЛУЧЕННАЯ С ИСПОЛЬЗОВАНИЕМ ЭТОГО СПОСОБА | 2007 |
|
RU2334804C1 |
Изобретение относится к литейному производству в области металлургии, в частности к модифицированию литейных алюминиевых сплавов. Алюминиевую ленту рекристаллизуют при температуре 200-300°C, загибают по краям, засыпают модификатор в виде рассыпчатого нанодисперсного порошка на основе наноуглерода, запечатывают все края алюминиевой ленты. Используют алюминиевую ленту толщиной 2-3 мм, перед засыпанием модификатора делают углубление для пластин, при этом на дно ленты и между пластинами засыпают упомянутый модификатор и пропускают многослойную ленту через вальцы, под воздействием которых впрессовывают в алюминиевую ленту и пластины модификатор для получения модификатора в виде алюминиевого многослойного стержня. Изобретение позволяет полностью усваивать модификатор сплавом и повышать механические и эксплуатационные характеристики отливок, изготавливаемых из этих сплавов, за счет уменьшения размеров дендритов алюминия, α-твердого раствора, эвтектики и первичных кристаллов кремния. 7 ил.
Способ изготовления модификатора для литейных алюминиевых сплавов, в котором алюминиевую ленту рекристаллизуют при температуре 200-300°C, загибают по краям, засыпают модификатор в виде рассыпчатого нанодисперсного порошка на основе наноуглерода, запечатывают все края алюминиевой ленты, отличающийся тем, что используют алюминиевую ленту толщиной 2-3 мм, перед засыпанием модификатора делают углубление для пластин, при этом на дно ленты и между пластинами засыпают упомянутый модификатор и пропускают многослойную ленту через вальцы, под воздействием которых впрессовывают в алюминиевую ленту и пластины модификатор для получения модификатора в виде алюминиевого многослойного стержня.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДИФИКАТОРА ДЛЯ ЛИТЕЙНЫХ АЛЮМИНИЕВЫХ СПЛАВОВ В ВИДЕ ПРУТКА С ЗАПРЕССОВАННЫМ РАССЫПЧАТЫМ МОДИФИКАТОРОМ НА ОСНОВЕ НАНОУГЛЕРОДА | 2015 |
|
RU2624272C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИКАТОРА ДЛЯ ДОЭВТЕКТИЧЕСКИХ АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ | 2011 |
|
RU2475334C2 |
| СПОСОБ МОДИФИЦИРОВАНИЯ АЛЮМИНИЯ И АЛЮМИНИЕВО-КРЕМНИЕВЫХ СПЛАВОВ (СИЛУМИНОВ) УГЛЕРОДОМ | 2013 |
|
RU2538850C2 |
| CN 101538666 A, 23.09.2009 | |||
| СТИМУЛЯТОР ДЛЯ ПРЕДПОСЕВНОЙ ОБРАБОТКИ СЕМЯН ЗЕРНОВЫХ КУЛЬТУР | 2011 |
|
RU2504154C2 |
| WO 1998030726 A1, 16.07.1998. | |||

