Изобретение относится к области литейного производства, в частности к способам подготовки к прокаливанию и заливке металлом многослойной керамической оболочковой формы для изготовления металлических сферических отливок по выплавляемым моделям.
Наиболее близким к заявляемому способу подготовки оболочковой формы к прокаливанию и заливке, принятому заявителем за прототип, является способ, согласно которому оболочки засыпают опорным наполнителем так, чтобы верхний уровень торца литниковой воронки оболочки был примерно на уровне верха опоки (Литье по выплавляемым моделям под ред. Я.М. Шкленника и В.А. Озерова, М.: Машиностроение, 1984, см. с. 232-239).
Недостатком такого способа является высокая вероятность образования трещин в оболочковой форме из-за высокого градиента перепада температур по сечению оболочковой формы от внешнего температурного воздействия при прокаливании и заливке металлом.
Задачей изобретения является снижение вероятности образования трещин в многослойной керамической оболочковой форме для изготовления металлических сферических отливок по выплавляемым моделям и возможного разрушения при прокаливании и заливке металлом из-за высоких значений появляющихся температурных напряжений, особенно в первые моменты времени при контакте жидкого металла и внутренней поверхности оболочки.
Поставленная задача решается благодаря тому, что в способе подготовки к прокаливанию и заливке металлом многослойной керамической оболочковой формы для изготовления металлических сферических отливок по выплавляемым моделям, включающим обсыпку оболочковой формы опорным наполнителем, предусмотрены следующие отличия: оболочковую форму обсыпают опорным наполнителем так, что уровень обсыпки наполнителя устанавливают между нижней кромкой нижнего яруса отливок оболочковой формы и его горизонтальной осью симметрии.
Технический результат, получаемый при осуществлении заявляемого способа подготовки к прокаливанию и заливке металлом многослойной керамической оболочковой формы при изготовлении сферических металлических отливок, заключается в повышении ее трещиностойкости вследствие снижения значений температурных напряжений в оболочке в процессе заливки металлом.
Техническое решение характеризуется следующей совокупностью существенных признаков.
Ограничительные признаки: обсыпка оболочковой формы опорным наполнителем.
Отличительные признаки: оболочковую форму обсыпают опорным наполнителем так, что уровень обсыпки наполнителя устанавливают между нижней кромкой нижнего яруса отливок оболочковой формы и его горизонтальной осью симметрии.
Причинно-следственная связь между совокупностью существенных признаков заявляемого способа и достигаемым техническим результатом заключается в следующем. При заливке оболочковой формы жидким металлом появляются значительные температурные напряжения, которые приводят к образованию микро и макротрещин, что может привести к полному разрушению оболочковой формы.
Расчетом установлено, что оптимальный уровень обсыпки для многослойной керамической оболочковой формы для изготовления металлических сферических отливок по выплавляемым моделям не должен превышать горизонтальную ось симметрии первого яруса сферической отливки, поскольку температурные напряжения, возникающие в керамике (оболочковой формы) после заливки металла, имеют высокие значения на поверхности сопряжения формы с опорным наполнителем. Для уменьшения значений температурных напряжений в первые секунды заливки следует уменьшить поверхность контакта обсыпного материала и оболочковой формы.
Обсыпка сферической керамической оболочковой формы опорным наполнителем так, что уровень обсыпки наполнителя устанавливают между нижней кромкой нижнего яруса отливок оболочковой формы и его горизонтальной осью симметрии обеспечивает снижение температурных напряжений до рабочего уровня [Ткачева А.В., Евстигнеева А.А. Об оценке влияния степени охвата опорным наполнителем сферической керамической оболочки и предварительной прокалки на уровень напряжений в материале формы при заливке и затвердевании в ней отливки // Вестн. ЧГПУ им. И.Я. Яковлева. Сер. Механика предельного состояния. 2024. №1(59). С. 134-144 (принято к печати)].
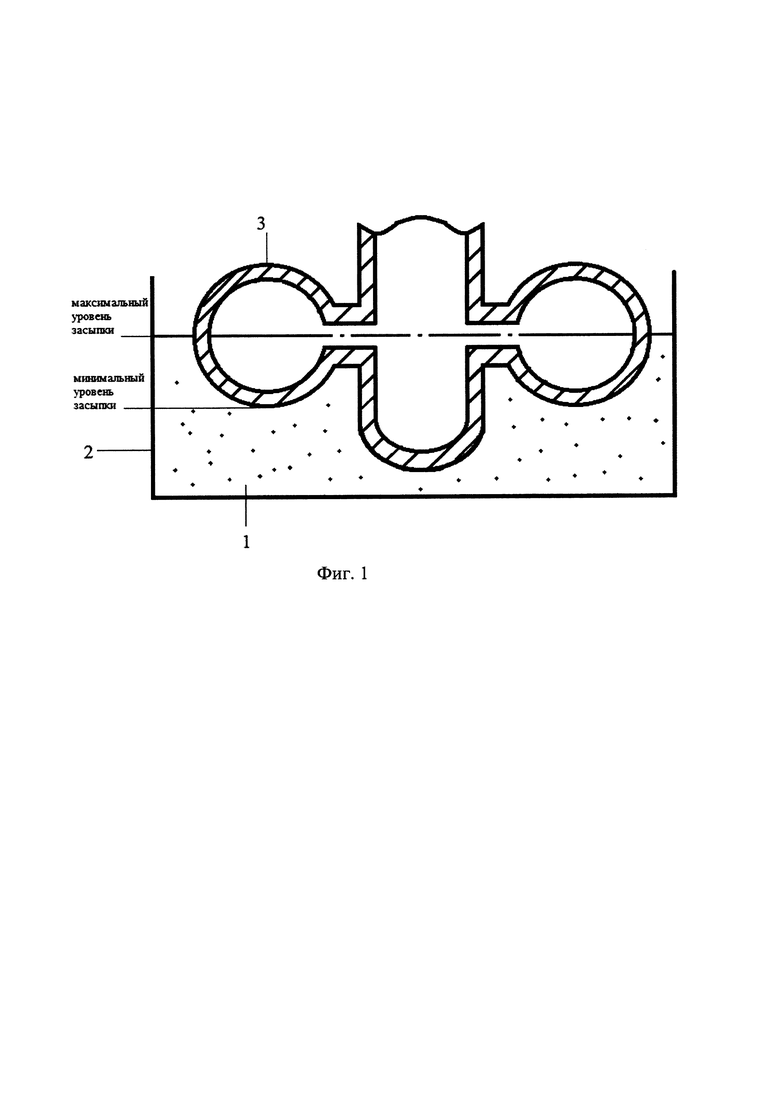
Способ осуществляют с помощью общеизвестного оборудования, представленного схематично на фиг. 1. Устройство содержит опоку 1, опорный наполнитель 2 и оболочковую форму 3.
На дно опоки 1 или емкости, насыпают небольшой слой наполнителя 2, выполняющий роль опорной подушки, в который погружают оболочковую форму 3, после чего ее фиксируют и закрепляют в нужном положении, досыпают опорный наполнитель, как минимум, до нижней кромки нижнего яруса отливок оболочковой формы а, как максимум, до горизонтальной оси его симметрии, после чего прекращают досыпку наполнителя и подают на прокаливание и заливку металлом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532764C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532750C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2532753C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ОБОЛОЧЕК ДЛЯ ЛИТЬЯ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2013 |
|
RU2547071C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКОВЫХ КЕРАМИЧЕСКИХ ФОРМ | 2015 |
|
RU2604281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ОБОЛОЧКОВЫХ ЛИТЕЙНЫХ ФОРМ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2010 |
|
RU2433013C1 |
| Способ изготовления многослойных оболочковых литейных форм по выплавляемым моделям | 2020 |
|
RU2746664C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2004 |
|
RU2297302C2 |
| Способ изготовления многослойной оболочковой формы по выплавляемым моделям | 1982 |
|
SU1136883A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМЫ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ (ВАРИАНТЫ) | 2013 |
|
RU2539894C2 |
Изобретение относится к области литейного производства. Способ подготовки к прокаливанию и заливке металлом многослойной керамической оболочковой формы для изготовления металлических сферических отливок по выплавляемым моделям включает обсыпку оболочковой формы (3) опорным наполнителем (2). Форму, установленную в опоку (1), обсыпают опорным наполнителем при обеспечении уровня обсыпки между нижней кромкой нижнего яруса отливок оболочковой формы и его горизонтальной осью симметрии. Обеспечивается повышение трещиностойкости оболочковой формы вследствие снижения значений температурных напряжений в оболочке в процессе заливки металлом. 1 ил.
Способ подготовки к прокаливанию и заливке металлом многослойной керамической оболочковой формы для изготовления металлических сферических отливок по выплавляемым моделям, включающий обсыпку оболочковой формы опорным наполнителем, отличающийся тем, что оболочковую форму обсыпают опорным наполнителем так, что уровень обсыпки наполнителя устанавливают между нижней кромкой нижнего яруса отливок оболочковой формы и его горизонтальной осью симметрии.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2007 |
|
RU2371278C2 |
| Способ подготовки литейных форм под заливку и опорный наполнитель для формовки | 1979 |
|
SU876288A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 1998 |
|
RU2142352C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ЛИТЬЯ ПО ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2505376C1 |
| Способ формовки и нагрева в опоках многослойных оболочковых форм | 1983 |
|
SU1217558A1 |
| РАСПРЕДЕЛИТЕЛЬ ДЛЯ ГИДРОСИСТЕМ ЛЕТАТЕЛЬНЫХАППАРАТОВ | 0 |
|
SU286517A1 |
| US 20100206511 A1, 19.08.2010 | |||
| US 4240495 A1, 23.12.1980. | |||

