Изобретение относится к атомной энергетике, а именно к тепловыделяющим сборкам (ТВС) ядерных реакторов типа ВВЭР (ВВЭР-440, ВВЭР-1000 и т.п.) и РБМК-1000.
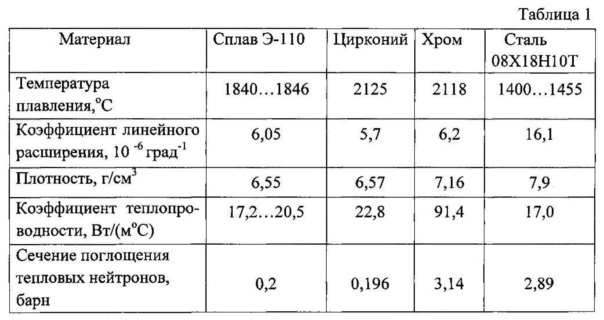
Из уровня техники известна конструкция ТВС ядерных реакторов ВВЭР-440, ВВЭР-1000 (см. Кириллов П.Л. и др. Справочник по теплогидравлическим расчетам (ядерные реакторы, теплообменники, парогенераторы). М.: Энергоатомиздат, 1990, рис. П.8.1, П.8.3 и П.8.5, с. 317-319), рабочая кассета (РК) которой состоит из пучка твэлов 1, закрепленных несущей нижней решетке (HP) 7 и соединенных между собой дистанционирующими решетками (ДР) 2, закрепленными на центральной трубе. В ТВСА ВВЭР-1000 ДР крепятся также к уголкам 3, прикрепленным винтами 6 к хвостовику 4. Во всех конструкциях ТВС имеется головка 5 для обеспечения загрузки-выгрузки ТВС.
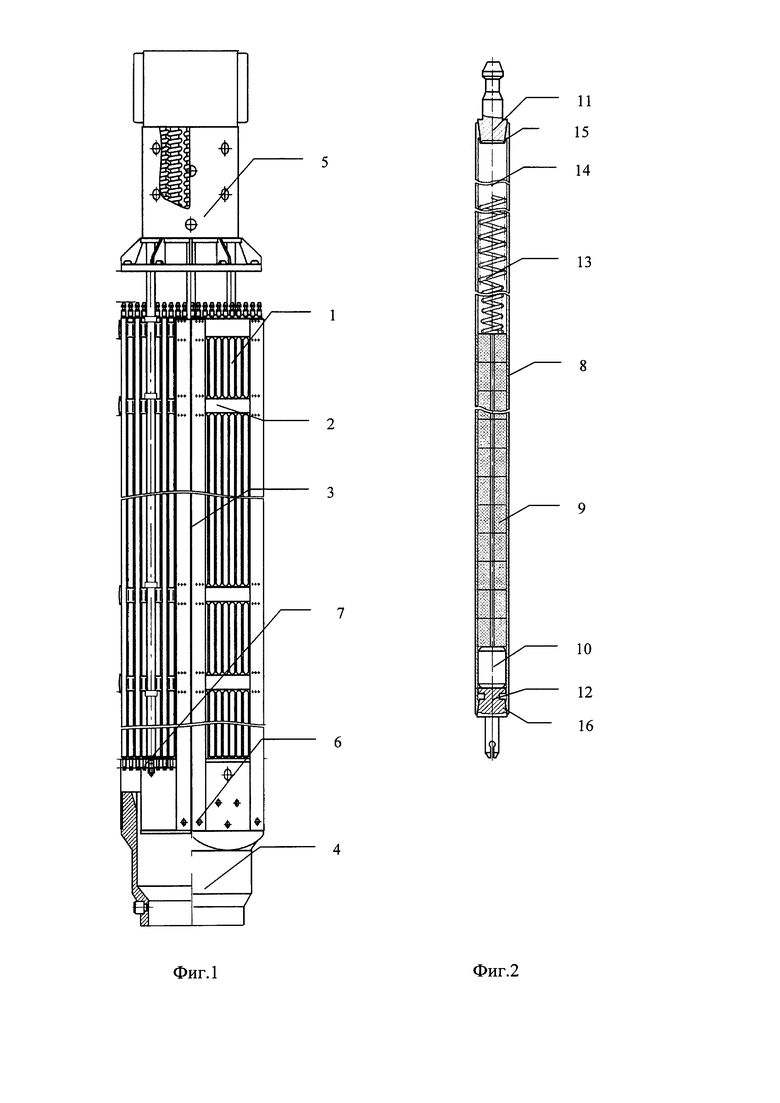
Известна также конструкция стержневого твэла (см. Кириллов П.Л. и др. Справочник по теплогидравлическим расчетам (ядерные реакторы, теплообменники, парогенераторы). М.: Энергоатомиздат, 1990, рис. П8.6., стр. 319), которая содержит оболочку 8 в виде трубы из циркониевого сплава Э-110, топливный столб в виде таблеток 9 и таблетки-бланкета (при наличии) 10, заглушку 11 и наконечник 12 для герметизации твэла сварными соединениями 15 и 16, выполняемые контактно-стыковой сваркой, и пружинного фиксатора 13 для фиксации таблеток от осевого перемещения, располагаемого в компенсационном объеме 14.
Существенным недостатком известных конструкций ТВС и твэлов является возможность возникновения паро-циркониевой реакции в аварийных условиях, что снижает безопасность АЭС. После аварии на АЭС «Фукусима» во всем мире активизировались работы, направленные на исключение этого явления.
На X МНТК «Безопасность, эффективность и экономика атомной энергетики» (25-27 мая 2016 г., ВНИИАЭС, г. Москва) В. Асмолов сообщил, что для устранения этого эффекта в РФ концерном «Росэнергоатом» и НИИ «Прометей» ведутся работы по нанесению на оболочки твэлов из циркониевого сплава Э-110 нержавеющей стали.
Нами предлагается ТВС (см. фиг. 1), содержащая твэлы с нанесением на наружную поверхность готового твэла тонкого слоя хрома (см. фиг. 2), что также исключает непосредственный контакт с водой циркониевого сплава, препятствует возникновению паро-циркониевой реакции и тем самым повышает безопасность АЭС.
В таблице 1 приведены физические характеристики материала твэлов и некоторых покрытий.
Из таблицы 1 видно, что цирконий и хром имеют близкие температуры плавления и коэффициенты линейного расширения, что нельзя сказать о нержавеющей стали, рассматриваемой в качестве покрытия оболочек твэлов.
При этом хром и нержавеющая сталь имеют близкие значения сечений поглощения тепловых нейтронов, т.е. с точки зрения нейтронно-физической характеристики они практически равнозначны. Хром также имеет значительно более высокую теплопроводность, чем нержавеющая сталь.
Поэтому покрытие твэлов с оболочкой из циркониевого сплава хромом более предпочтительно.
Задачей настоящего изобретения является повышение безопасности АЭС, а также снижение количества отказов ТВС при эксплуатации, повышение надежности, работоспособности и ремонтопригодности ТВС.
Техническим результатом изобретения является создание конструкции ТВС, исключающей паро-циркониевую реакцию, уменьшение повреждения оболочек твэлов при изготовлении ТВС, снижение уровня НДС конструктивных элементов ТВС при эксплуатации.
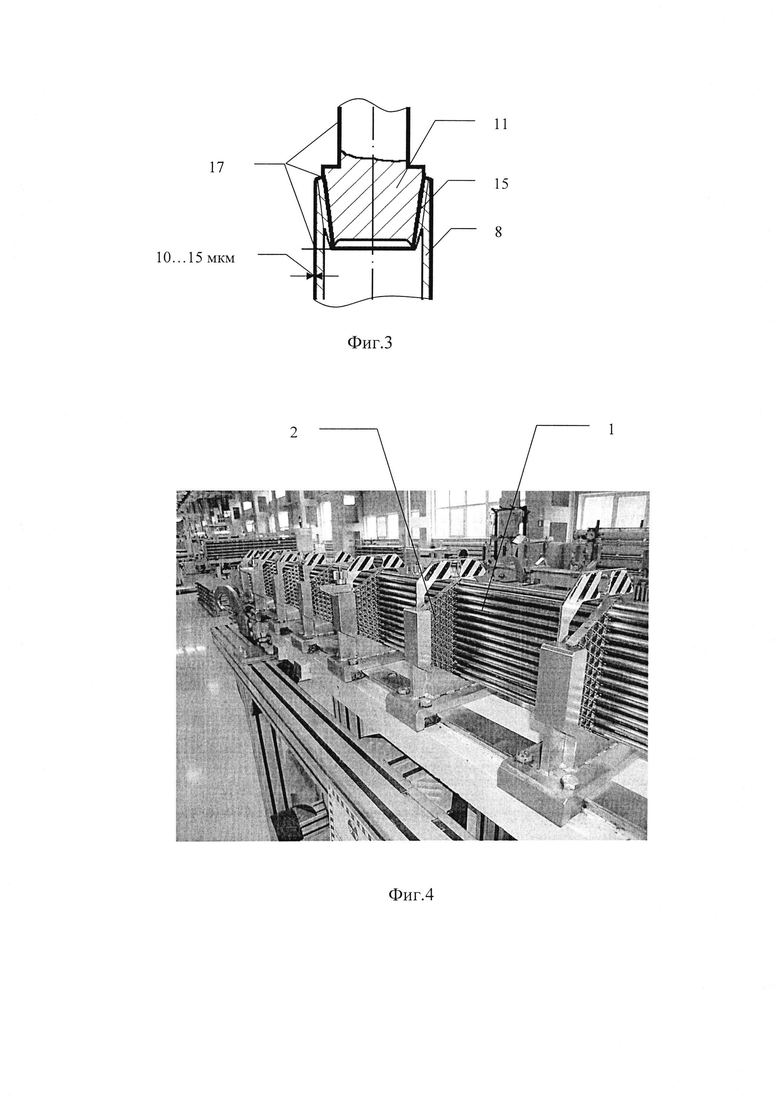
Данный технический результат достигается тем, что в тепловыделяющей сборке ядерного реактора, содержащей твэлы с ядерным топливом, часть которых может иметь выгорающий поглотитель, каждый из которых имеет оболочку, герметизированную заглушкой и цанговым наконечником из циркониевого сплава контактно-стыковой сваркой, наружная поверхность твэлов, по крайней мере оболочки, заглушки и сварные соединения, имеет покрытие в виде тонкого слоя хрома 17 (см. фиг. 3).
Известный способ изготовления ТВС включает изготовление твэлов с ядерным топливом, каждый из которых имеет оболочку, герметизированную по концам заглушкой и наконечником из циркониевого сплава контактно-стыковой сваркой, подготовку поверхности твэлов путем лакопокраски для снижения усилий вталкивания и уменьшения повреждения поверхности оболочки твэлов при установке их в каркас на стапеле (см. фиг. 4). При этом после сборки твэлов в пучок требуется технологическая операция отмывки их от лака, которая занимает значительное время и существенно увеличивает трудоемкость изготовления ТВС.
При нанесении на поверхность твэлов, по крайней мере оболочек, заглушек и сварных соединений, тонкого слоя хрома после герметизации твэла дополнительная подготовка поверхности твэлов в виде лакопокраски для установки их в каркас не требуется. Не требуется и отмывка пучка твэлов от лака, как при известной технологии изготовления, что уменьшает время и трудоемкость изготовления ТВС.
Для сборки пучка нанесение слоя хрома на наконечник твэла не требуется, т.к. при сборке пучка на него надевается технологический наконечник, защищающий его от повреждений.
В процессе сборки ТВС наконечники твэлов располагаются в отверстиях HP, что защищает их от внешнего воздействия и повреждения при эксплуатации.
Более того нанесение хрома на наконечник твэла нежелательно, так как это может привести к снижению усилия фиксации твэла в HP и необходимости изменения конструктивных параметров наконечника для восстановления требований технического проекта по необходимой величине усилия.
Для предотвращения покрытия наконечника хромом при нанесении его на поверхность твэла может использоваться защитный технологический наконечник, аналогичный технологическому наконечнику, используемому при сборке пучка твэлов.
Нанесение хрома на наружную поверхность твэла после его изготовления дает дополнительно следующий положительный технический и экономический эффект как при изготовлении, так и при нормальной эксплуатации ТВС:
уменьшается вероятность разгерметизация твэла за счет «залечивания» дефектов исходных материалов, технологических дефектов конструктивных элементов и сварных соединений, что способствует уменьшению случаев отказов твэлов согласно проекту «Нулевой уровень отказов»;
хром имеет высокую твердость, достигающую 1000 HV, что при сборке пучка приведет к значительному снижению усилий и минимизирует повреждение оболочки твэла при сборке пучка твэлов без лака;
наличие твердого хрома на поверхности твэла повышает коррозионную стойкость и износостойкость конструктивных элементов твэла, что повышает его надежность в процессе эксплуатации;
снижается уровень термо-механического взаимодействия конструктивных элементов ТВС за счет снижения усилия проскальзывания твэлов в ДР, а также исключения сцепления их с ДР при эксплуатации за счет образовании окисной пленки и отложений;
снижаются усилия выдергивания отказавших твэлов и повышается вероятность их извлечения при ремонте ТВС, которая в настоящее время составляет ~50%.
Нанесение хрома на наружную поверхность твэла, имеющего оболочку из циркониевого сплава Э-110, производится предпочтительно посредством плазменного напыления, а после сборки ТВС не требуется удаления его с поверхности твэлов.
Было изготовлено несколько укороченных имитаторов твэлов типа ВВЭР со снаряженными в штатную шлифованную оболочку 10-ю таблетками из твердого сплава, зафиксированными пружинными фиксаторами из нержавеющей стали.
Имитаторы были наполнены гелием и герметизированы сваркой КСС-2. После этого изготовленные имитаторы были покрыты слоем Cr толщиной 10…15 мкм с помощью плазменного напыления.
Были проведены металлографические исследования поверхности имитаторов, определены коэффициенты трения и усилия проталкивания в ячейки штатных ДР по сравнению с аналогичными характеристиками штатных шлифованных оболочек твэлов без лакопокраски.
Исследования показали, что имитаторы твэлов с покрытием имеют коэффициенты трения относительно ячеек штатных ДР в 1,9…2 раза ниже, чем у штатных оболочек твэлов, что подтверждает указанный выше положительный технический эффект.
Имеющийся опыт плазменного напыления хрома на циркониевый сплав показывает, что скорость осевого перемещения твэла при нанесении покрытия на поверхность твэла составляет ~1 м/мин, что позволяет встроить этот процесс в автоматизированную линию изготовления твэлов и ТВС.
Предлагаемая ТВС и способ ее изготовления поясняется чертежами и фото.
На фиг. 1 изображена предлагаемая ТВС ВВЭР-1000.
На фиг. 2 изображен твэл предлагаемой ТВС.
На фиг. 3 изображена конструкция твэла в районе сварного соединения заглушки и оболочки.
На фиг. 4 показан процесс установки твэлов в каркас.
| название | год | авторы | номер документа |
|---|---|---|---|
| Тепловыделяющая сборка ядерного реактора и способ ее изготовления | 2024 |
|
RU2829499C1 |
| Тепловыделяющая сборка ядерного реактора (варианты) | 2022 |
|
RU2806814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ И ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК | 2002 |
|
RU2228550C2 |
| ДИСТАНЦИОНИРУЮЩАЯ РЕШЕТКА ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА (ВАРИАНТЫ) | 2012 |
|
RU2518058C1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ВОДО-ВОДЯНОГО ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА | 2021 |
|
RU2830567C2 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2014 |
|
RU2566674C1 |
| ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА ЯДЕРНОГО РЕАКТОРА | 2013 |
|
RU2534391C2 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ С КОМПОЗИТНЫМ ЗАЩИТНЫМ ПОКРЫТИЕМ | 2019 |
|
RU2740701C2 |
| Тепловыделяющая сборка ядерного реактора | 2016 |
|
RU2623580C1 |
| Тепловыделяющий элемент водо-водяного энергетического ядерного реактора | 2020 |
|
RU2748538C1 |
Группа изобретений относится к атомной энергетике. Тепловыделяющая сборка (ТВС) ядерного реактора содержит твэлы с ядерным топливом, часть которых может иметь выгорающий поглотитель, каждый из которых имеет оболочку из циркониевого сплава, герметизированную контактно-стыковой сваркой с помощью заглушки и цангового наконечника, располагаемого в отверстии нижней решетки. Наружная поверхность твэла, по крайней мере оболочка, заглушка и сварные соединения, имеют покрытие в виде тонкого слоя хрома. Имеется также способ изготовления тепловыделяющей сборки ядерного реактора. Группа изобретений позволяет создать конструкцию ТВС, исключающую паро-циркониевую реакцию, уменьшающую повреждение оболочек твэлов при изготовлении ТВС. 2 н. и 2 з.п. ф-лы, 4 ил., 1 табл.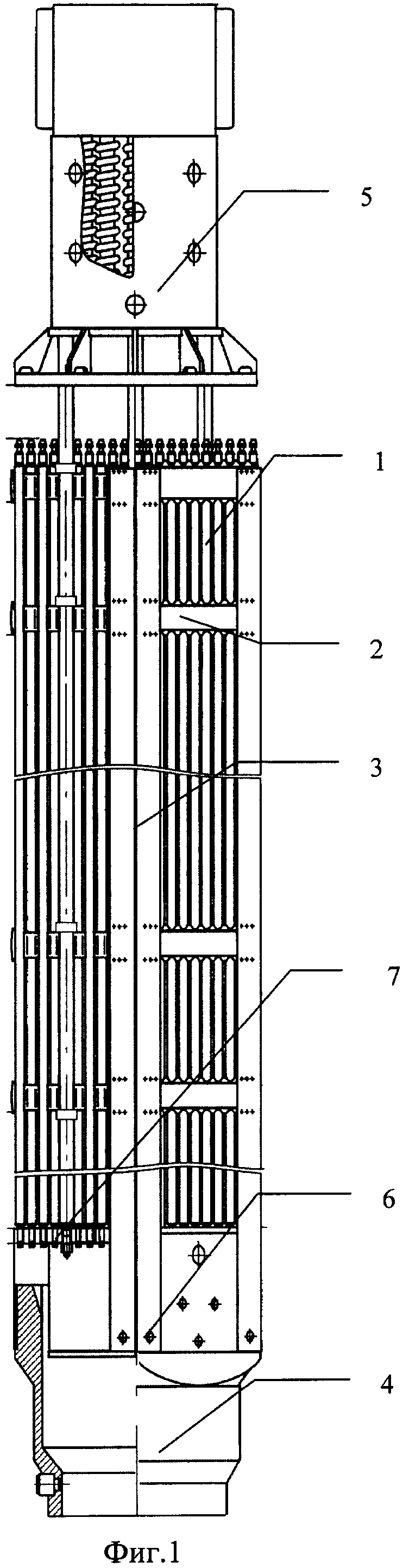
1. Тепловыделяющая сборка ядерного реактора, содержащая твэлы с ядерным топливом, часть которых может иметь выгорающий поглотитель, каждый из которых имеет оболочку из циркониевого сплава, герметизированную контактно-стыковой сваркой с помощью заглушки и цангового наконечника, располагаемого в отверстии нижней решетки, отличающаяся тем, что наружная поверхность твэла, по крайней мере оболочка, заглушка и сварные соединения, имеют покрытие в виде тонкого слоя хрома.
2. Тепловыделяющая сборка ядерного реактора по п. 1, отличающаяся тем, что оболочки, заглушки и наконечники твэлов выполнены из циркониевого сплава Э-110.
3. Способ изготовления тепловыделяющей сборки ядерного реактора по п. 1, включающий изготовление твэлов, подготовку поверхности твэлов и установку их в каркас, отличающийся тем, что подготовка поверхности твэлов к установке производится путем нанесения на нее тонкого слоя хрома после герметизации твэла.
4. Способ изготовления тепловыделяющей сборки ядерного реактора по п. 3, отличающийся тем, что нанесение хрома производится посредством плазменного напыления.
| КОННОПРИВОДНОЙ ПОРШНЕВОЙ НАСОС | 1922 |
|
SU744A1 |
| ОБОЛОЧКА ДЛЯ ТЕПЛОВЫДЕЛЯЮЩЕГО ЭЛЕМЕНТА, ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ И ТЕПЛОВЫДЕЛЯЮЩАЯ СБОРКА | 2013 |
|
RU2551432C1 |
| Б | |||
| ФРОСТ | |||
| ТВЭЛы ядерных реакторов | |||
| Москва: Энергоатомиздат, 1986, с.65-105 | |||
| СПОСОБ НАНЕСЕНИЯ ЛАКОВОГО ПОКРЫТИЯ НА ПОВЕРХНОСТЬ ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ (ТВЭЛОВ) С ОБОЛОЧКАМИ ИЗ ЦИРКОНИЕВЫХ СПЛАВОВ ПЕРЕД СНАРЯЖЕНИЕМ ИХ В КАРКАС ТЕПЛОВЫДЕЛЯЮЩЕЙ СБОРКИ (ТВС) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2537951C2 |
| Ленточный конвейер | 1982 |
|
SU1050996A1 |
| JP 2001221878 A, 17.08.2001. | |||

