Область техники
Изобретение относится к изготовлению крепежных деталей типа шпилек из гибридного базальтового материала и может быть использовано при сборке резьбовых соединений в машиностроении.
Уровень техники
Известно устройство шпилька из композитного базальтового материала (патент RU 219140 МПК F16B 35/04. Опубл. 30.06.2023 Бюл. № 19), содержащая резьбовую часть до буртика и резьбовую часть на противоположном конце шпильки, буртик для упора, шестигранник и цилиндрическую часть, при этом шпилька выполнена из композитного материала, включающего базальтовую основу в виде волокна, пропитанную связующими смолами, шестигранник сформирован штампом из нагретой заготовки, причем базальтовая основа в виде волокна, пропитанная связующими смолами, выполнена с добавлением базальтового порошка, предварительно равномерно перемешанного в смоле.
Недостатком известного устройства является низкая устойчивость резьбового соединения шпильки.
Известно наиболее близкое устройство шпилька из композитного базальтового материала (патент RU 223 994 МПК B29D 1/00, F16B 35/04. Опубл. 12.03.2024 Бюл. № 8), содержащая резьбовую часть до буртика и резьбовую часть на противоположном конце шпильки, буртик для упора, шестигранник и цилиндрическую часть, при этом шпилька выполнена из композитного материала, включающего базальтовую основу в виде волокна, пропитанную связующими смолами, шестигранник сформирован штампом из нагретой заготовки, причем базальтовая основа в виде волокна, пропитанная связующими смолами, выполнена с добавлением крошки базальтовых волокон, предварительно равномерно перемешанного в смоле, причем длина цилиндров крошки базальтовых волокон равна разности между наружным диаметром резьбы шпильки и её внутренним диаметром.
Недостатком известного устройства является низкая устойчивость резьбового соединения шпильки.
Раскрытие изобретения
Техническим результатом является повышение устойчивости резьбового и граниевого соединения шпильки за счет улучшения жесткости эпоксидных гибридных композитов.
Настоящий технический результат достигается в способе изготовления шпильки из композитного гибридного базальтового материала, содержащем изготовление композитной базальтовой основы в виде волокна ровинга, пропитанного связующими смолами, протягивание прутка через фильеру, рубку заготовки, горячей штамповкой выполняют буртик для упора, шестигранник и цилиндрическую часть, на которой резьбу исполняют накатником выдавливанием с обеих краев шпильки до буртика и на противоположном конце шпильки, подготовленную шпильку направляют в туннельную печь и затем в охлаждающую ванну, далее на токарном автомате выполняют калибровку резьбы и упора буртика, причем при изготовлении композитной базальтовой основы в виде волокна ровинга, пропитанного связующими смолами, предварительно, добавляют в смолу цилиндры базальтовых волокон, длиной равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра, с содержанием по массе до 5%, равномерно перемешивают, затем выполняют добавление базальтового порошка 75 мкм, с содержанием по массе до 5%, и перемешивают равномерно общую массу связующей смолы.
Отличительными признаками являются
при изготовлении композитной базальтовой основы в виде волокна ровинга, пропитанного связующими смолами, предварительно, добавляют в смолу цилиндры базальтовых волокон, длиной равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра, с содержанием по массе до 5%, равномерно перемешивают, такое исполнение повышает равномерность заполнения пропитываемой массы смолы цилиндрами базальтовых волокон для улучшения жесткости эпоксидных гибридных композитов в резьбовом соединении;
затем выполняют добавление базальтового порошка 75 мкм, с содержанием по массе до 5%, и равномерно перемешивают общую массу связующей смолы, это повышает устойчивость резьбового и граниевого соединения за счет жесткости гибридных эпоксидных композитов [3];
длина цилиндров крошки базальтовых волокон равна разности между наружным диаметром резьбы шпильки и ее внутренним диаметром, что повышает устойчивость резьбового соединения шпильки за счет улучшения жесткости эпоксидных композитов.
Гибридные композиты шпильки повышают несущую способность устройства, базальтовый порошок фракции до 75 мкм и цилиндры крошки базальтовых волокон, в которой равномерно перемешанные в связующей смоле по массе по 5%, выполняют заполнение неровностей, а также поверхностное и внутреннее цементирующие скрепляющие, аналогично бетонам.
Сравнение заявляемого решения с аналогами и прототипом не позволило выявить в них признаки, отличающие заявляемое решение, это позволяет сделать вывод о соответствии критерию «новизна».
Краткое описание фигур
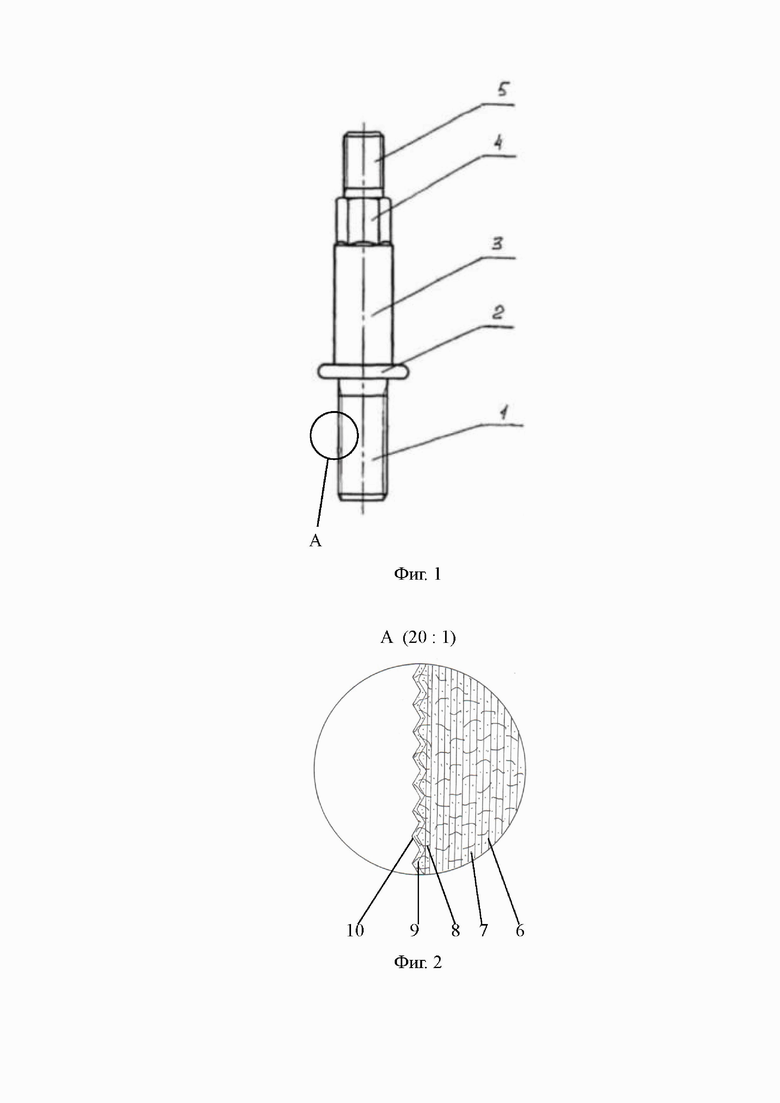
На фиг. 1 приведен фронтальный вид шпильки, пропитанной связующими смолами с добавлением крошки базальтового волокна и базальтового порошка, включающий: 1 - резьбовую часть до буртика; 2 - буртик для упора; 3 - цилиндрическую часть; 4 - шестигранник, 5 - резьбовую часть на противоположном конце шпильки.
На фиг. 2 приведен вырез А по резьбе шпильки с фиг. 1, включающий: 6 - нити базальторовинга, скомпонованные в нужном порядке; 7 - порошок базальтовый; 8 - цилиндры базальтовых волокон, длиной равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра; 9 - нити базальторовинга, деформированные накатником; 10 - поверхность резьбы шпильки.
Осуществление изобретения
Основным сырьем для производства шпильки из базальта является базальторовинг. Кроме этого, для изготовления шпильки из композита требуется: смолы; намоточный жгут базальторовинг, который идет на обмотку стержня шпильки для создания буртика; спирт этиловый; ацетон; дициандиамид. Крошка цилиндров базальтового волокна, полученная из базальтового волокна путем рубки ровинга в виде пучка в рубочной машине [4]. Длина цилиндров 8 крошки зависит от скорости подачи ровинга волокна и скорости опускания ножа. Базальтовый порошок, получают из базальтовой крошки путем перемалывания её в планетарной шаровой мельнице АГО-2С и просеивания фракции до 75 мкм.
Технология производства шпильки из базальторовинга заключается в следующем. Нити 6 ровинга со специального устройства шпулярника поступают на механизм натяжения, в котором они располагаются в соответствующем порядке. Скомпонованные в заданном порядке нити 6 проходят стадию сушки и предварительного подогрева горячим воздухом. Подогретый ровинг погружают в пропиточную ванну со смолой, предварительно равномерно перемешанной с крошкой цилиндров 8 базальтового волокна и базальтового 7 порошка 75 мкм в миксере. При изготовлении композитной базальтовой основы в виде волокна ровинга, пропитанного связующими смолами, предварительно, добавляют цилиндры 8 базальтовых волокон, длиной равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра, с содержанием по массе до 5%, равномерно перемешивают в смоле, затем выполняют добавление базальтового порошка 75 мкм, с содержанием по массе до 5%, и равномерно перемешивают общую массу связующей смолы. Такое равномерное перемешивание в связующей смоле по массе по 5%, выполняет заполнение неровностей, а также поверхностное и внутреннее цементирующие скрепление, аналогично бетонам.
Непрерывный, композитный пруток пропускается через протягивающий механизм, на выходе из которого производится резка прутка согласно заданному размеру шпильки. После пропиточной ванны материал протягивают через фильеру для получения тела шпильки цилиндрической части 3, заданной площади поперечного сечения стержня и его длины, с учетом формирования шестигранника 4 штампом из нагретой заготовки на расстоянии ниже резьбы. Профилирующая фильера может быть выполнена, например, в виде разъемной стальной конструкции, состоящей из двух прямоугольников с отфрезерованной и обработанной канавкой полу фигуры по длине каждой части, которые при смыкании образуют поверхность в виде круга, соответствующей площади целевого устройства.
При производстве шпильки из композита используют трехпозиционный автоматический пресс. Горячую штамповку шестигранника 4 выполняют в три позиции технологических переходов. На первой штамповочной позиции производят калибровку заготовки и начинают формирование шестигранника 4. Начиная со второй штамповочной позиции, идет формирование шестигранника 4 с ребрами и гранями. На третьей штамповочной позиции завершается формирование калибровки стержня под буртик 2 в заготовке шпильки. Для работы накатником стержень выполняют по среднему диаметру резьбы 1 и 5. Накатник имеет заборный конус с таким же профилем, если смотреть с торца, и с полной высотой резьбы. Резьбу выполняют накатником выдавливанием с обоих концов шпильки, при этом, случайным образом, половина длины цилиндров 8 крошки базальтовых волокон остается в теле шпильки, а другая половина формируется у поверхности резьбы 10, равной разности между наружным диаметром резьбы шпильки и ее внутренним диаметром.
Подготовленная шпилька направляется в туннельную печь, предназначенную для ускорения процесса полимеризации пропиточных смол. Горячая шпилька отправляется в охлажденную ванную, где под проточной водой она полностью охлаждается. Охлажденная шпилька на токарном автомате проходят калибровку резьбы 1 и 5 и упора у буртика 2. При этом шестигранник 4 находится между цилиндрической частью 3 и резьбовой частью 5 на противоположном конце.
Прочность базальта на одноосное сжатие в среднем в МПа составляет 160 [5], это повышает поверхностную устойчивость устройства.
Базальтовый порошок 7 повышает поверхностную устойчивость резьбового и граниевого соединения.
Заявляемый способ изготовления шпильки из композитного базальтового гибридного материала повышает устойчивость резьбового и граниевого соединения при ее эксплуатации и исключает возможное их ослабления.
Источники информации:
1. Патент RU 214624 МПК Е04С 5/12. Опубл. 08.11.2022 Бюл. №31;
2. Патент RU 223994 МПК B29D 1/00, F16B 35/04. Опубл. 12.03.2024 Бюл. № 8;
3. Гибридное влияние базальтовых волокон и базальтового порошка на термомеханические свойства эпоксидных композитов. Композиты, часть B: Машиностроение, том 125, 2017, стр. 157-164;
4. Рубочная машина для стекловолокна. https://oborudovanie.myprom.ru/product/rubochnaya-gilotina-dlya-vseh-tipov-volokon_95420;
5. Основы физики горных пород, геомеханики и управления состоянием массива. Порцевский А.К., Катков Г.А. Гриф УМО (№51-73 от 28.06.2004) Зарегистрирован в Федеральном агентстве по образованию (№5374 от 16.11.2005), 120 с. с.21. https://yandex.ru/search/?text=%D1%84%D0%B8%D0%B7%D0%B8%D0%BA%D0%B0+%D0%B3%D0%BE%D1%80%D0%BD%D1%8B%D1%85+%D0%BF%D0%BE%D1%80%D0%BE%D0%B4+%D1%83%D1%87%D0%B5%D0%B1%D0%BD%D0%B8%D0%BA+%D0%B4%D0%BB%D1%8F+%D0%B2%D1%83%D0%B7%D0%BE%D0%B2&clid=2233626&search_source=dzen_desktop_safe&src=suggest_Pers&lr=212153.
| название | год | авторы | номер документа |
|---|---|---|---|
| Колонна композитобетонная | 2024 |
|
RU2828502C1 |
| Способ изготовления ленточного композитобетонного фундамента | 2024 |
|
RU2831179C1 |
| Способ изготовления композитобетонной колонны | 2024 |
|
RU2828918C1 |
| Фундамент ленточный композитобетонный | 2024 |
|
RU2830026C1 |
| КОМПОЗИТНАЯ СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА (ВАРИАНТЫ) | 2012 |
|
RU2520542C1 |
| Способ изготовления ленточного композитобетонного фундамента | 2024 |
|
RU2827210C1 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| Способ крепления шахтного ствола прямоугольного сечения монолитным композитобетоном | 2023 |
|
RU2810763C1 |
| Способ изготовления композитобетонной колонны | 2024 |
|
RU2826481C1 |
| АРМАТУРА КОМПОЗИТНАЯ | 2010 |
|
RU2436910C2 |
Изобретение относится к изготовлению крепежных деталей типа шпилек из гибридного базальтового материала и может быть использовано при сборке резьбовых соединений в машиностроении. Отличительной особенностью способа изготовления шпильки из композитного гибридного базальтового материала является то, что при изготовлении композитной базальтовой основы в виде волокна-ровинга, пропитанного связующими смолами, предварительно добавляют в смолу цилиндры базальтовых волокон длиной, равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра, с содержанием по массе до 5%. Затем равномерно перемешивают, выполняют добавление базальтового порошка 75 мкм, с содержанием по массе до 5%, и перемешивают равномерно общую массу связующей смолы. Техническим результатом является повышение устойчивости резьбового соединения шпильки за счет улучшения жесткости эпоксидных гибридных композитов. 2 ил.
Способ изготовления шпильки из композитного гибридного базальтового материала, содержащий изготовление композитной базальтовой основы в виде волокна-ровинга, пропитанного связующими смолами, протягивание прутка через фильеру, рубку заготовки, горячей штамповкой выполняют буртик для упора, шестигранник и цилиндрическую часть, на которой резьбу исполняют накатником выдавливанием с обоих краев шпильки до буртика и на противоположном конце шпильки, подготовленную шпильку направляют в туннельную печь и затем в охлаждающую ванну, далее на токарном автомате выполняют калибровку резьбы и упора буртика, отличающийся тем, что при изготовлении композитной базальтовой основы в виде волокна-ровинга, пропитанного связующими смолами, предварительно добавляют в смолу цилиндры базальтовых волокон длиной, равной разности наружного диаметра резьбы шпильки и её внутреннего диаметра, с содержанием по массе до 5%, равномерно перемешивают, затем выполняют добавление базальтового порошка 75 мкм, с содержанием по массе до 5%, и перемешивают равномерно общую массу связующей смолы.
| ВСЕСОЮЗНА И5ЙБЛЙОТЕНЛ | 0 |
|
SU219140A1 |
| Композитная армирующая нить, препрег, лента для 3D печати и установки для их изготовления | 2016 |
|
RU2640553C2 |
| ПОЛИМЕРНАЯ КОМПОЗИЦИЯ ДЛЯ РАДИАТОРОВ ОХЛАЖДЕНИЯ СВЕТОИЗЛУЧАЮЩИХ ДИОДОВ (СИД) И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2522573C2 |
| СПОСОБ ПОЛУЧЕНИЯ МОРОЗОСТОЙКИХ ПОЛИАЛЛОМЕРОВ | 0 |
|
SU219192A1 |
| CN 1962731 A, 16.05.2007 | |||
| CN 1962970 A, 16.05.2007. | |||

