Изобретение относится к области коррозийной защиты металлических изделий, в частности – к устройствам предотвращения слипания метизов при нанесении на них цинк-ламельного состава [F28G9/00].
Из уровня техники известна ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ [US10139164 (B2), опубл. 27.10.2016], содержащая корпус печи, вращающийся корпус, включающий множество боковых стенок, множество камер корпуса, разделенных боковыми стенками и расположенных по окружности в несколько этапов, каждый из которых включает в себя множество камер корпуса, и пространство, расположенное в центральной части вращающегося корпуса для придания формы пончика на виде в плане; приводное устройство вращения для вращения корпуса; нагревательное устройство для нагрева воздуха внутри корпуса печи; первая и вторая перегородки, которые вместе разделяют внутреннюю часть корпуса печи на первую и вторую зоны; первый проточный канал, сообщающийся с выпускным отверстием корпуса печи, вентилятор с наружными окружными сторонами корпусных камер в первой зоне; и второй проточный канал, соединяющий наружные окружные стороны корпусных камер во второй зоне.
Основным недостатками указанного аналога является недостаточная эффективность равномерного порционного нагрева метизов, низкая производительность обработки метизов и недостаточная эргономичность.
Из уровня техники также известно УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ [GB597179 (A), опубл. 20.01.1948], содержащий барабан с внутренним нагревом, имеющий большую массу и теплоемкость по отношению к обрабатываемым изделиям, барабан имеет прорези или углубления по своей периферии, в которые изделия подаются со стола. Барабан может вращаться непрерывно или с перерывами, опираясь на направляющие ролики, и заключен в кожух, снабженный огнеупорной футеровкой и дымоходом для отвода выделяющихся газообразных продуктов сгорания. Изделия перемещаются по обогреваемому барабану и под действием силы тяжести попадают в выпускное отверстие. Барабан может нагреваться газовыми или масляными горелками или электрически.
Основным недостатками указанного аналога является недостаточная эффективность равномерного порционного нагрева метизов, низкая производительность обработки метизов и недостаточная эргономичность.
Из уровня техники также известна, принятая в качестве прототипа, ГОРИЗОНТАЛЬНАЯ ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ МЕЛКИХ ИЗДЕЛИЙ [FR2603305 (A1), опубл. 04.03.1988] трубы из нержавеющей стали, снабженной спиральными ребрами внутри и наклоненной под углом 3 град. к горизонтали с возможностью вращения на роликах, приводимых в движение двигателем с регулируемой скоростью вращения. Заготовки подаются и выгружаются по желобам. Внутри печи установлен трубчатый нагреватель сопротивления, а другой расположен под печью, которая установлена на телескопических опорах.
Основными проблемами указанного прототипа являются:
недостаточная эффективность нагрева метизов, ввиду того что нагреваемый воздух, поступаемый в трубу, распределяется неравномерно и без нагнетания (обдува), а метизы при их нагреве – не перемешиваются;
низкая производительность обработки метизов;
недостаточная эргономичность, ввиду отсутствия возможности регулировки положения барабана с учётом антропометрических данных эксплуатирующего персонала.
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является обеспечение возможности создания линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия, повышающей производительность обработки метизов и эргономичность, а также обеспечивающей исключение брака обработки метизов.
Указанный технический результат достигается за счет того, линия предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия, содержащая средства перемешивания метизов и средства нагрева метизов, при этом средства перемешивания метизов выполнены в виде вращающихся емкостей, в которые загружают метизы, а средства нагрева метизов выполнены с возможностью обдува метизов горячим воздухом через стенку емкости во время их перемешивания в емкости и исключения их слипания между собой, причем емкости и средства нагрева метизов смонтированы чередующимися в одну линию последовательно друг за другом, боковые стороны ёмкостей со стороны обдува средствами нагрева выполнены перфорированными с возможностью обеспечения беспрепятственного доступа нагнетаемого средствами нагрева метизов горячего воздуха внутрь емкости, а держатели выполнены телескопическими с возможностью обеспечения регулировки высоты расположения средств нагрева метизов и вращающихся емкостей. В частности, средства нагрева метизов выполнены в виде тепловых пушек.
В частности, средства нагрева метизов выполнены в виде тепловых пушек.
В частности, держатели выполнены телескопическими с приводом, обеспечивающим автоматическую регулировку высоты расположения средств нагрева и вращающихся емкостей по сигналу от пульта управления, причем пульт управления выполнен дистанционным.
В частности, привод регулировки высоты держателей выполнен в виде электропривода.
В частности, что ёмкости выполнены с приводами и люками, смонтированными с возможностью обеспечения доступа внутрь емкости для загрузки и выгрузки метизов.
В частности, емкости с возможностью их вращения смонтированы на роликах, по крайней мере, один из которых выполнен с возможностью вращения от привода вращения.
Краткое описание чертежей.
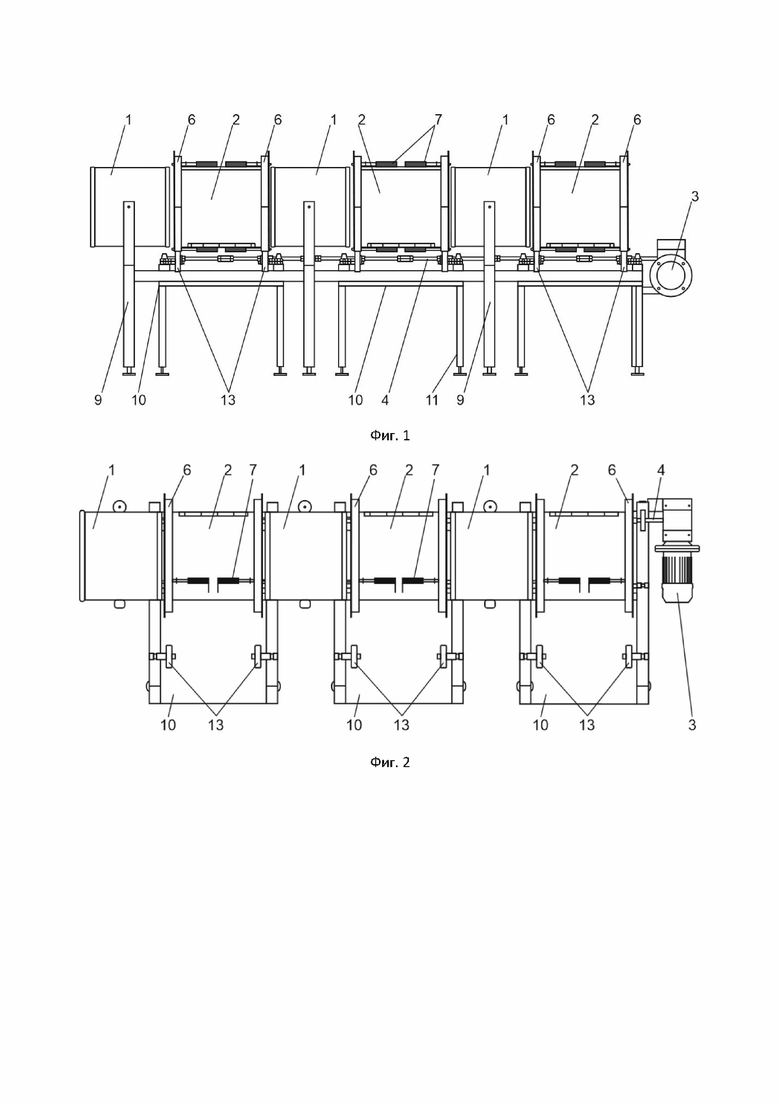
На фиг.1 представлен вид спереди линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия;
На фиг.2 представлен вид сверху линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия;
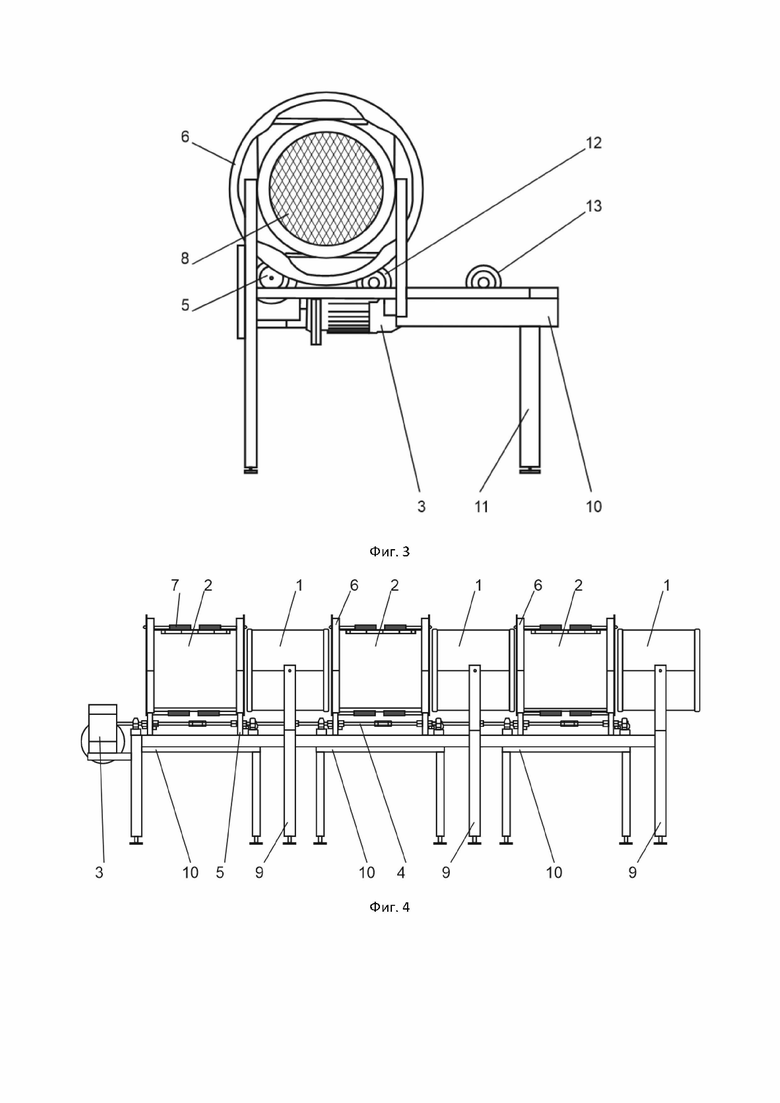
На фиг.3 представлен вид сбоку линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия;
На фиг.4 представлен вид сзади линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия;
На фиг.5 представлена фотография общего вида экспериментального образца линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия.
На фигурах обозначено: 1 – тепловые пушки; 2 – ёмкости; 3 – электродвигатель; 4 – механический привод; 5 – ведущие ролики; 6 – направляющие ободы; 7 – фиксаторы; 8 – боковая сторона; 9 – стойки; 10 – столы; 11 – ножки; 12 – ведомые ролики; 13 – удерживающие ролики.
Осуществление изобретения.
Линия предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия (см. фиг. 1-4) содержит средства равномерного нагрева воздуха и средства перемешивания метизов, причём средства равномерного нагрева метизов выполнены в виде электрических тепловых пушек 1, а средства перемешивания метизов выполнены в виде ёмкостей 2 c приводом их вращения, выполненных с возможностью обеспечения перемешивания метизов. Привод вращения ёмкостей образован электроприводом, состоящего из электродвигателя 3, вал которого соединён с механическим приводом 4, ведущие ролики 5 которого выполнены с возможностью зацепления с направляющими ободами 6 ёмкостей 2 с обеспечением передачи крутящего момента. Емкости 2 выполнены кубической формы с люками для загрузки и выгрузки метизов, причём люки выполнены с фиксаторами 7. Боковые стороны 8 вращающихся ёмкостей 2 со стороны нагнетания горячего воздуха тепловыми пушками 1 выполнены перфорированными с возможностью обеспечения беспрепятственного пропуска нагнетаемого горячего воздуха. Электрические тепловые пушки 1 и ёмкости 2 смонтированы на держателях, при этом держатели тепловых пушек 1 выполнены в виде стоек 9, а держатели ёмкостей 2 – в виде столов 10 с образованием единого каркаса линии, при этом стойки 9 и ножки 11 столов 10 выполнены с высотой, обеспечивающей расположение тепловых пушек 1 и ёмкостей 2 на одной оси. В одном из вариантов реализации предлагаемой линии стойки 9 и ножки 11 столов 10 могут быть выполнены телескопическими с электроприводами, обеспечивающими автоматическую регулировку высоты расположения тепловых пушек 1 и ёмкостей 2 по сигналу от пульта управления (на фигурах не показано).
На столах 10 смонтированы ведомые ролики 12, расположенные на одной оси с ведущими 5, с возможностью обеспечения их сопряжения с направляющими ободами 6. Ёмкости 2 выполнены с возможностью обеспечения скорости перемешивания метизов (например, 5-10 оборотов в минуту) за счёт электродвигателя 3 и механического привода 4, а также тепловые пушки 1 выполнены с возможностью обеспечения скорости и температуры нагнетания воздуха (например, 900С), исключающих слипание метизов от нанесённого цинк-ламельного состава при их дальнейшей обработке, а также с обеспечением бесперебойности процесса обработки (после загрузки порции метизов в одну ёмкость 2 – в одной из других ёмкостей 2 порция метизов готова к выгрузке). На столах 10 смонтированы удерживающие ролики 13, расположенные соосно ведомым 12 на расстоянии, обеспечивающем удерживание ёмкостей 2 при порционной загрузке и выгрузке метизов.
В одном из вариантов реализации предлагаемой линии ёмкости 2 выполнены с приводами и люками, смонтированными с возможностью обеспечения автоматической выгрузки обработанных порций метизов (на фигурах не показано) посредством перемещения ёмкости 2 за счет приводов с ведущих 5 и ведомых 12 роликов на ведомые 12 и удерживающие 13, а также автоматического открывания люков с возможностью сброса обработанных порций метизов, например, в лоток по истечению промежутка времени, достаточным для исключения слипания метизов. Для обеспечения автоматического перемещения ёмкости 2 и открывания люков линия может быть снабжена блоком управления, содержащим микропроцессор с сенсорным дисплеем, выполненным с возможностью обеспечения установки времени обработки метизов и управления приводами перемещения ёмкостей 2 и открывания люков в автоматическом режиме.
Линию предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия используют следующим образом.
Перед использованием линии в случае необходимости для обеспечения установки необходимой высоты расположения тепловых пушек 1 и емкостей 2 с учетом антропометрических данных эксплуатирующего персонала высоту телескопических ножек 11 и стоек 9 настраивают посредством электропривода, управляемого по сигналу от пульта управления.
Порцию метизов после нанесения на них цинк-ламельного состава помещают в одну из ёмкостей 2 с включением электропривода вращения емкостей 2 и тепловых пушек 1. Очередные порции метизов помещают в следующие емкости 2 последовательно. Нагнетаемый тепловыми пушками 1 горячий поток воздуха и перемешивание метизов под воздействием горячего потока воздуха в емкостях 2 создают условия для обеспечения исключения слипания метизов посредством исключения липкости нанесённого цинк-ламельного состава на метизы. По завершению установленного времени обработки метизов емкость с первой порцией метизов перемещают с положения вращения емкости 2 (с ведущих 5 и ведомых 12 роликов) в положение удерживания (на ведомые 12 и удерживающие 13 ролики) и сбрасывают обработанные метизы на лоток с целью дальнейшей их обработки (полимеризации в печи под воздействием температуры 2300С). В случае конструктивного исполнения линии с автоматическим выгрузкой обработанных порций метизов перед их обработкой устанавливают время перемешивания метизов через сенсорный дисплей блока управления. В данном случае порция метизов высыпается в лоток в автоматическом режим за счёт соответствующих приводов.
По готовности очередных порций метизов в соответствующих ёмкостях 2 их выгрузку в лотки осуществляют аналогично.
Благодаря конструкции заявленного изобретения обеспечивается возможность предотвращения слипания метизов за счёт тепловых пушек 1 и емкостей 2, выполненных с возможностью равномерного нагрева метизов во время их перемешивания, что исключает появление бракованных изделий ввиду того, что без предотвращения слипания более мелкие метизы (например, шайбы, шурупы с большими шляпками) после нанесения цинк-ламельного состава за счёт липкой цинк-ламельной композиции слипаются друг с другом, а после отверждения композиции при полимеризации в печи такие метизы приводятся в негодное для дальнейшего использования состояния (брак).
Расположение средств равномерного нагрева метизов в виде технологической линии с возможностью обеспечения непрерывного процесса предотвращения их слипания создаёт условия к увеличению производительности, а возможность регулировки высоты расположения емкостей 2 и тепловых пушек 1 за счёт телескопических стоек 9 и ножек 11 повышает эргономичность линии, причём эргономичность линии создает условия к повышению производительности (за счёт исключения некомфортных условий для эксплуатирующего линию персонала, связанных с дополнительными трудовыми и временными затратами на наклоны во время загрузки и выгрузки порций метизов).
Конструкция заявленного изобретения была опробована автором при нанесении цинк-ламельного покрытия на метизы в реальных случаях. Так, в 2023 г. автором был изготовлен экспериментальный образец линии для предотвращения слипания метизов (см. фиг. 5), с частичной реализацией признаков. При использовании экспериментального образца для предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия в течении года было установлено (в сравнении с прототипом):
повышение производительности обработки метизов – на 42-56 %;
исключение брака (количество бракованных метизов – 0 %).
Таким образом, технический результат заявленного изобретения, заключающийся в обеспечении возможности создания линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия, повышающей производительность обработки метизов и эргономичность, а также обеспечивающей исключение брака обработки метизов достигается с использованием конструкции заявленного изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЦИНК-ЛАМЕЛЬНОГО ПОКРЫТИЯ НА МЕТИЗЫ | 2024 |
|
RU2824155C1 |
| УСТРОЙСТВО ДЛЯ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ | 2002 |
|
RU2221897C1 |
| Устройство для удаления полимерных покрытий с поверхности окрасочной оснастки | 2021 |
|
RU2780075C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ НИЗКО- И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ, ЦВЕТНЫХ МЕТАЛЛОВ ИЛИ ИХ СПЛАВОВ МЕТОДОМ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2570856C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ДЛИННОМЕРНЫЕ ВЕРТИКАЛЬНЫЕ ТЕЛА | 2023 |
|
RU2811831C1 |
| СПОСОБ И УСТАНОВКА ПОЛУЧЕНИЯ ПАРАЦЕТАМОЛА ИЗ ПАРА-НИТРОЗОФЕНОЛА И/ИЛИ ПАРА-НИТРОФЕНОЛА В СРЕДЕ УКСУСНОЙ КИСЛОТЫ | 2023 |
|
RU2818763C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2003 |
|
RU2277605C2 |
| СПОСОБ ОЧИСТКИ РЕЗЕРВУАРОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ХРАНЕНИЯ И ТРАНСПОРТИРОВКИ НЕФТИ И НЕФТЕПРОДУКТОВ ПРИ ОТРИЦАТЕЛЬНЫХ ТЕМПЕРАТУРАХ ОКРУЖАЮЩЕЙ СРЕДЫ | 2013 |
|
RU2548077C2 |
| СПОСОБ НАНЕСЕНИЯ ЦИНКОВОГО ПОКРЫТИЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2424351C2 |

Изобретение относится к области коррозийной защиты металлических изделий, в частности - к устройствам предотвращения слипания метизов при нанесении на них цинк-ламельного состава. Линия предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия содержит средства перемешивания метизов и средства нагрева метизов, при этом средства перемешивания метизов выполнены в виде вращающихся емкостей, в которые загружают метизы, а средства нагрева метизов выполнены с возможностью обдува метизов горячим воздухом через стенку емкости во время их перемешивания в емкости и исключения их слипания между собой, причем емкости и средства нагрева метизов смонтированы чередующимися в одну линию последовательно друг за другом, боковые стороны ёмкостей со стороны обдува средствами нагрева выполнены перфорированными с возможностью обеспечения беспрепятственного доступа нагнетаемого средствами нагрева метизов горячего воздуха внутрь емкости, а держатели выполнены телескопическими с возможностью обеспечения регулировки высоты расположения средств нагрева метизов и вращающихся емкостей. Технический результат - обеспечение возможности создания линии предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия, повышающей производительность обработки метизов и эргономичность, а также обеспечивающей исключение брака обработки метизов. 5 з.п. ф-лы, 5 ил.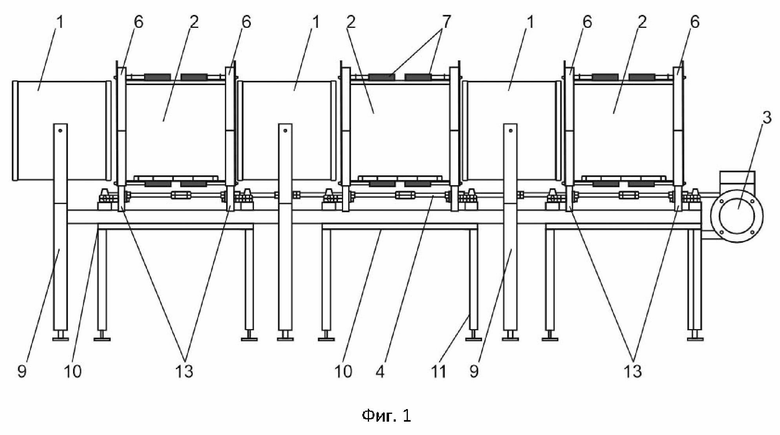
1. Линия предотвращения слипания метизов при нанесении на них цинк-ламельного покрытия, содержащая средства перемешивания метизов и средства нагрева метизов, при этом средства перемешивания метизов выполнены в виде вращающихся емкостей, в которые загружают метизы, а средства нагрева метизов выполнены с возможностью обдува метизов горячим воздухом через стенку емкости во время их перемешивания в емкости и исключения их слипания между собой, причем емкости и средства нагрева метизов смонтированы чередующимися в одну линию последовательно друг за другом, боковые стороны ёмкостей со стороны обдува средствами нагрева выполнены перфорированными с возможностью обеспечения беспрепятственного доступа нагнетаемого средствами нагрева метизов горячего воздуха внутрь емкости, а держатели выполнены телескопическими с возможностью обеспечения регулировки высоты расположения средств нагрева метизов и вращающихся емкостей.
2. Линия по п.1, отличающаяся тем, что средства нагрева метизов выполнены в виде тепловых пушек.
3. Линия по п. 1, отличающаяся тем, что держатели выполнены телескопическими с приводом, обеспечивающим автоматическую регулировку высоты расположения средств нагрева и вращающихся емкостей по сигналу от пульта управления, причем пульт управления выполнен дистанционным.
4. Линия по п. 3, отличающаяся тем, что привод регулировки высоты держателей выполнен в виде электропривода.
5. Линия по п. 1, отличающаяся тем, что ёмкости выполнены с приводами и люками, смонтированными с возможностью обеспечения доступа внутрь емкости для загрузки и выгрузки метизов.
6. Линия по п. 1, отличающаяся тем, что емкости с возможностью их вращения смонтированы на роликах, по крайней мере один из которых выполнен с возможностью вращения от привода вращения.
| ВОЗВРАЩАЕМАЯ СТУПЕНЬ РАКЕТЫ-НОСИТЕЛЯ | 2015 |
|
RU2603305C1 |
| ПНЕВМОЭЛЕКТРИЧЕСКИЙ ДИСКРЕТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 0 |
|
SU208472A1 |
| RU 2607871 C1, 20.01.2017 | |||
| EA 40807 B1, 29.07.2022 | |||
| СПОСОБ ТЕРМОДИФФУЗИОННОГО ЦИНКОВАНИЯ | 2014 |
|
RU2557045C1 |

