Изобретение относится к области коррозийной защиты, в частности - к способам нанесения цинк-ламельного покрытия на метизы [F28G9/00].
Из уровня техники известна ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ [US10139164 (B2), опубл. 27.10.2016], содержащая корпус печи, вращающийся корпус, включающий множество боковых стенок, множество камер корпуса, разделенных боковыми стенками и расположенных по окружности в несколько этапов, каждый из которых включает в себя множество камер корпуса, и пространство, расположенное в центральной части вращающегося корпуса для придания формы пончика на виде в плане; приводное устройство вращения для вращения корпуса; нагревательное устройство для нагрева воздуха внутри корпуса печи; первая и вторая перегородки, которые вместе разделяют внутреннюю часть корпуса печи на первую и вторую зоны; первый проточный канал, сообщающийся с выпускным отверстием корпуса печи, вентилятор с наружными окружными сторонами корпусных камер в первой зоне; и второй проточный канал, соединяющий наружные окружные стороны корпусных камер во второй зоне.
Основным недостатком применения указанного технического решения является недостаточная эффективность его применения для равномерного нагрева метизов при предотвращении их слипания, а также значительные временные затраты на это.
Из уровня техники также известно ГОРИЗОНТАЛЬНАЯ ВРАЩАЮЩАЯСЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ МЕЛКИХ ИЗДЕЛИЙ [FR2603305 (A1), опубл. 04.03.1988] трубы из нержавеющей стали, снабженной спиральными ребрами внутри и наклоненной под углом 3 град. к горизонтали с возможностью вращения на роликах, приводимых в движение двигателем с регулируемой скоростью вращения. Заготовки подаются и выгружаются по желобам. Внутри печи установлен трубчатый нагреватель сопротивления, а другой расположен под печью, которая установлена на телескопических опорах.
Основным недостатком применения указанного технического решения является недостаточная эффективность его применения для равномерного нагрева метизов при предотвращении их слипания, а также значительные временные затраты на это.
Из уровня техники также известна, принятая в качестве прототипа, ТЕХНОЛОГИЯ НАНЕСЕНИЯ ЦИНК-ЛАМЕЛЬНОГО ПОКРЫТИЯ [Электронный ресурс.Режим доступа: https://zctc.ru/ sections/zink-lamel] включающую этапы: очищение и обезжиривание деталей; дробеструйная обработка (при необходимости); загрузка деталей в линию; нанесение цинк-ламельного состава; предварительный нагрев до 800С; отверждение при 2500С и нанесение финишных слоев.
Основной проблемой использования указанного прототипа является недостаточная эффективность нанесения цинк-ламельного покрытия на метизы со значительной площадью соприкосновения (например, шайбы, шурупы с большими шляпками), ввиду того что после нанесения липкого цинк-ламельного состава указанные метизы слипаются друг с другом, а после отверждения - приводятся в непригодное состояние (брак).
Задачей изобретения является устранение недостатков прототипа.
Техническим результатом, на достижение которого направлено предлагаемое изобретение, является обеспечение возможности создания способа нанесения цинк-ламельного покрытия на метизы, повышающего его эффективность за счет снижения брака посредством обеспечения предотвращения слипания метизов.
Указанный технический результат достигается за счет того, что способ нанесения цинк-ламельного покрытия на метизы характеризуется тем, что при его реализации осуществляют обезжиривание метизов, сушку и дробеметную обработку метизов, нанесение цинк-ламельного покрытия на метизы, предварительную сушку метизов и полимеризацию нанесенного цинк-ламельного покрытия на метизы, при этом перед предварительной сушкой обеспечивают предотвращение их слипания путем перемешивания метизов и одновременного нагрева метизов с использованием устройства, содержащего средства перемешивания метизов и средства равномерного нагрева метизов.
В частном случае, в качестве средств перемешивания метизов используют вращающиеся емкости.
В частном случае, в качестве средств нагрева метизов используют электрические тепловые пушки.
В частном случае, одна из сторон емкости выполнена сетчатой с возможностью обеспечения беспрепятственного пропуска нагнетаемого горячего воздуха.
Краткое описание чертежей.
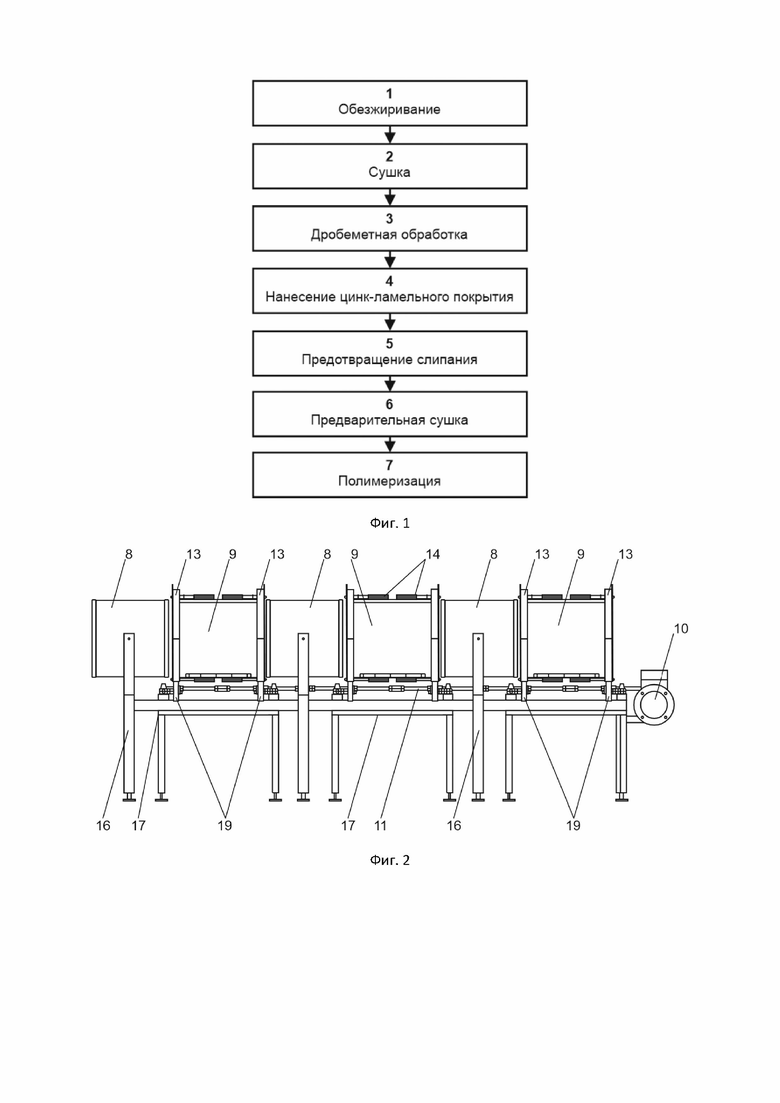
На фиг.1 представлена блок-схема технологического процесса нанесения цинк-ламельного покрытия на метизы;
На фиг.2 представлен вид спереди устройства для предотвращения слипания метизов;
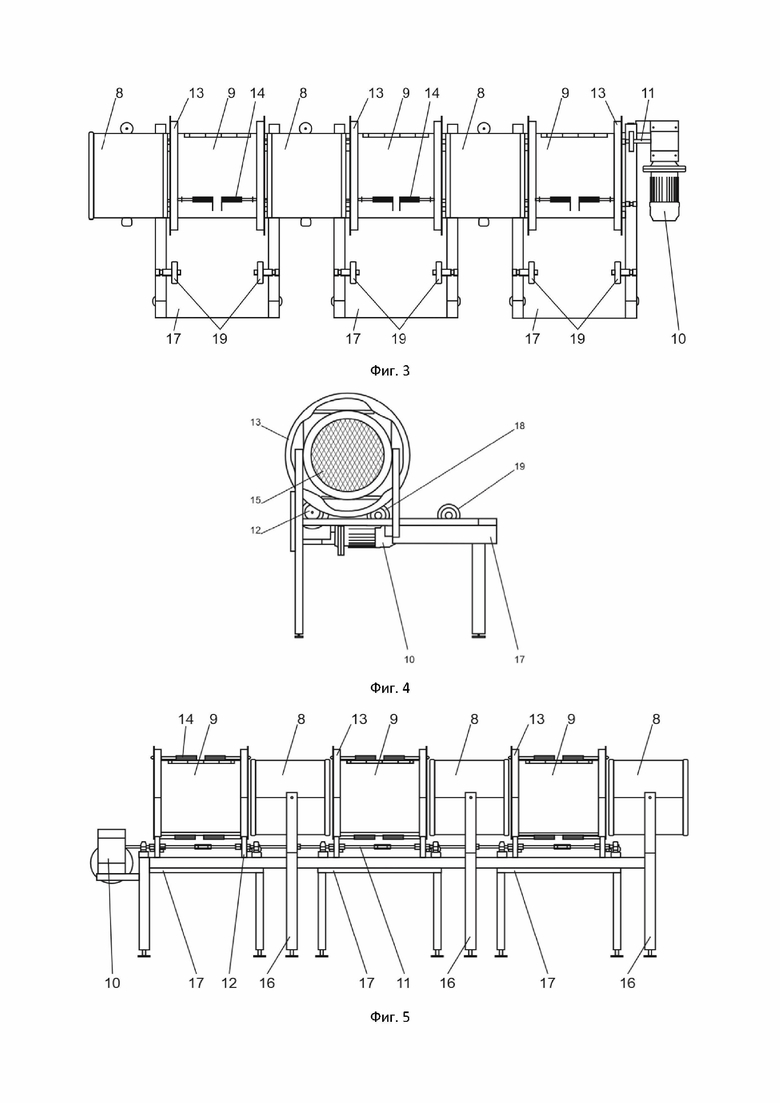
На фиг.3 представлен вид сверху устройства для предотвращения слипания метизов;
На фиг.4 представлен вид сбоку устройства для предотвращения слипания метизов;
На фиг.5 представлен вид сзади устройства для предотвращения слипания метизов;
На фиг.6 представлена фотография общего вида устройства для предотвращения слипания метизов.
На фигурах обозначено: 1 - обезжиривание; 2 - сушка; 3 - дробеметная обработка; 4 - нанесение цинк-ламельного покрытия; 5 - предотвращение слипания; 6 - предварительная сушка; 7 - полимеризация; 8 - тепловые пушки; 9 - емкости; 10 - электродвигатель; 11 - механический привод; 12 - ведущие ролики; 13 - направляющие ободы; 14 - фиксаторы; 15 - сетчатая сторона; 16 - ножки; 17 - столы; 18 - ведомые ролики; 19 - удерживающие ролики.
Заявленный способ нанесения цинк-ламельного покрытия осуществляют следующим образом.
следующие операции обработки метизов:
обезжиривание 1;
сушку 2;
дробеметную обработку 3;
нанесение цинк-ламельного покрытия 4;
предотвращение слипания 5 метизов;
предварительную сушку 6;
полимеризацию 7.
Обезжиривание 1 метизов производят стандартными методами, обеспечивающими очистку поверхности металла от возможных жировых загрязнений, например, с использованием растворов щелочи, обеспечивающих удаление жировых загрязнений.
Сушку 2 метизов производят с использованием сушильной центрифуги, обеспечивающей удаление влаги, оставшейся после обезжиривания.
Дробеметную обработку 3 метизов производят в дробеметной машине с обеспечением обработки поверхности метизов мелкой дробью, проводимой для активации поверхности металла перед нанесением цинк-ламельного покрытия.
Нанесение цинк-ламельного покрытия 4 на метизы осуществляют методом окунания и центрифугирования в емкости с композицией цинк-ламельного покрытия.
Предотвращение слипания 5 метизов производят с использованием устройства (см. фиг.2-5), содержащего средства равномерного нагрева метизов, образованные в виде технологической линии с возможностью обеспечения бесперебойного процесса порционной обработки метизов. При этом средства равномерного нагрева метизов образованы средствами обдува горячим воздухом и средствами перемешивания метизов при их обдуве, причем средства обдува горячим воздухом выполнены в виде электрических тепловых пушек 8, а средства перемешивания метизов выполнены в виде емкостей 9 c приводом их вращения, выполненных с возможностью обеспечения перемешивания метизов. Привод вращения емкостей образован электроприводом, состоящего из электродвигателя 10, вал которого соединен с механическим приводом 11, ведущие ролики 12 которого выполнены с возможностью зацепления с направляющими ободами 13 емкостей 9 с обеспечением передачи крутящего момента. Емкости 9 выполнены кубической формы с люками для загрузки и выгрузки метизов, причем люки выполнены с фиксаторами 14. Одна из сторон емкости 9 выполнена сетчатой 15 с возможностью обеспечения беспрепятственного пропуска нагнетаемого электрическими тепловыми пушками 8 горячего воздуха. Электрические тепловые пушки 8 смонтированы на ножках 16, а емкости 9 - на столах 17 с образованием единого каркаса устройства, при этом ножки 16 тепловых пушек 8 и ножки столов 17 выполнены с высотой, обеспечивающей расположение тепловых пушек 8 и емкостей 9 на одной оси. Для обеспечения вращения емкостей 9 на столах 17 монтируют ведомые ролики 18, расположенные на одной оси с ведущими 12, с возможностью обеспечения их сопряжения с направляющими ободами 13. Скорость вращения емкостей 9 за счет электродвигателя 10 и механического привода 11, а также скорость и температуру обдува перемешиваемых в емкостях 9 метизов за счет тепловых пушек подбирают с возможностью обеспечения исключения слипания метизов при их дальнейшей обработке, а также с обеспечением бесперебойности процесса обработки (после загрузки порции метизов в одну из емкость 9 - в одной из других емкостей 9 порция метизов готова к выгрузке). Для обеспечения возможности порционной загрузки и выгрузки метизов в емкости 9 в устройстве на столах 17 монтируют удерживающие ролики 19, расположенные соосно ведомым на расстоянии, обеспечивающем удерживание емкостей 9 при порционной загрузке и выгрузке метизов.
Предварительную сушку 6 (см. фиг.1) и полимеризацию 7 производят с использованием печи (на фигурах не показано), при этом при предварительной сушке 6 метизы выдерживают некоторый промежуток времени (5-10 мин) при температуре 60-900 С, а при полимеризации 7 - в этой же печи при температуре 220-2400 С.
Обеспечение возможности предотвращения слипания метизов за счет устройства, содержащего средства равномерного их нагрева снижает количество бракованных изделий ввиду того, что без предотвращения слипания более мелкие метизы (например, шайбы, шурупы с большими шляпками) после нанесения цинк-ламельного покрытия 4 за счет липкой цинк-ламельной композиции слипаются друг с другом, а после отверждения композиции при полимеризации 7 такие метизы приводятся в негодное для дальнейшего использования состояния (брак). За счет снижения количества бракованных метизов с использованием заявленного способа - повышается эффективность нанесения цинк-ламельного покрытия на метизы.
Расположение средств равномерного нагрева метизов в виде технологической линии с возможностью обеспечения бесперебойного процесса предотвращения их слипания создает условия к сокращению временных затрат на осуществление заявленного способа.
Настоящий способ был опробован автором при нанесении цинк-ламельного покрытия на метизы в реальных случаях. Так, в 2023 г. автором был изготовлен экспериментальный образец устройства для предотвращения слипания метизов (см. фиг.6), который использовался в технологии заявленного изобретения на этапе предотвращение слипания метизов 6. При нанесении цинк-ламельного покрытия на метизы в течении года с предотвращением слипания метизов перед предварительной сушкой и полимеризацией было установлено (в сравнении с прототипом):
повышение эффективности нанесения цинк-ламельного покрытия на метизы - на 15-23%;
снижение количества бракованных метизов - до 0%.
Таким образом, технический результат заявленного изобретения, заключающийся в обеспечении возможности создания способа нанесения цинк-ламельного покрытия на метизы, повышающего его эффективность за счет снижения брака посредством обеспечения предотвращения слипания метизов достигается с использованием заявленного способа нанесения цинк-ламельного покрытия на метизы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ПРЕДОТВРАЩЕНИЯ СЛИПАНИЯ МЕТИЗОВ ПРИ НАНЕСЕНИИ НА НИХ ЦИНК-ЛАМЕЛЬНОГО ПОКРЫТИЯ | 2024 |
|
RU2830329C1 |
| СПОСОБ ПОДГОТОВКИ ВЫСОКОПРОЧНЫХ МЕТИЗОВ ДЛЯ МОНТАЖА КРУПНОГАБАРИТНЫХ КОНСТРУКЦИЙ И ИНГИБИРУЮЩИЙ СОСТАВ ДЛЯ ИХ ОБРАБОТКИ | 2007 |
|
RU2354748C2 |
| Способ получения антикоррозионного покрытия на металлическом изделии (варианты) | 2017 |
|
RU2659547C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ МАГИСТРАЛЬНОЙ ТРУБЫ | 2013 |
|
RU2525031C1 |
| Линия для горячего алюминирования | 1981 |
|
SU985134A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИБКОГО ЛАКОФАЛЬГОВОГО ПОЛИИМИДНОГО МАТЕРИАЛА | 2003 |
|
RU2240921C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО КОРРОЗИОННО-СТОЙКОГО ПОКРЫТИЯ НА НАРУЖНУЮ И ВНУТРЕННЮЮ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2553742C1 |
| СПОСОБ ПАЙКИ МИКРОКАНАЛЬНОГО ТЕПЛООБМЕННИКА | 2022 |
|
RU2809287C1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| Способ обработки контактных поверхностей фрикционных соединений на болтах в стальных конструкциях (варианты) | 2020 |
|
RU2755103C1 |

Изобретение относится к способу нанесения цинк-ламельного покрытия на метизы. Осуществляют обезжиривание метизов, сушку и дробеметную обработку метизов. Затем наносят цинк-ламельное покрытие на метизы. Обеспечивают предотвращение слипания метизов путем перемешивания метизов с одновременным нагревом с использованием устройства, содержащего средства перемешивания метизов и средства равномерного нагрева метизов. Проводят предварительную сушку и полимеризацию нанесённого цинк-ламельного покрытия. Обеспечивается возможность нанесения цинк-ламельного покрытия на метизы с повышением эффективности за счёт снижения брака. 3 з.п. ф-лы, 6 ил.
1. Способ нанесения цинк-ламельного покрытия на метизы, характеризующийся тем, что осуществляют обезжиривание метизов, сушку и дробеметную обработку метизов, нанесение цинк-ламельного покрытия на метизы, предварительную сушку метизов и полимеризацию нанесённого цинк-ламельного покрытия на метизы, при этом перед предварительной сушкой обеспечивают предотвращение их слипания путем перемешивания метизов и одновременного нагрева метизов с использованием устройства, содержащего средства перемешивания метизов и средства равномерного нагрева метизов.
2. Способ по п. 1, отличающийся тем, что в качестве средств перемешивания метизов используют вращающуюся емкость.
3. Способ по п. 1, отличающийся тем, что в качестве средств нагрева метизов используют электрические тепловые пушки.
4. Способ по п. 2, отличающийся тем, что одна из сторон указанной ёмкости выполнена сетчатой с возможностью обеспечения беспрепятственного пропуска нагнетаемого горячего воздуха.
| Одноупаковочное цинк-ламельное покрытие с фиксированным значением коэффициента закручивания | 2021 |
|
RU2769698C1 |
| 0 |
|
SU154422A1 | |
| ЛЕНТОЧНЫЙ ХОМУТ ДЛЯ КРЕПЛЕНИЯ ЭКРАНА КАБЕЛЯ К ТУБУСУ, СИСТЕМА ДЛЯ КРЕПЛЕНИЯ ЭКРАНА КАБЕЛЯ К ТУБУСУ, СПОСОБ ИЗГОТОВЛЕНИЯ УКАЗАННОГО ХОМУТА | 2020 |
|
RU2790999C1 |
| KR 100397898 B1, 13.09.2003 | |||
| CN 1898340 B, 22.06.2011 | |||
| US 20100095868 A1, 22.04.2010. | |||

