Предлагаемое изобретение относится к металлургической теплотехнике и может быть использовано в печах-ваннах плавления и нанесения покрытий легкоплавких металлов на металлические изделия (метизы), например цинка на готовые стальные гвозди, на металлургических и машиностроительных заводах.
Известна печь-ванна плавления для термохимической обработки стальной металлопродукции расплавами легкоплавких веществ, например щелочей, солей, а также нанесения на ее поверхность легкоплавких металлов, защищенная патентом РФ №2190172 (БИ №27, 2002 г.).
Одной из отличительных особенностей этой печи является то, что она в поперечных сечениях относительно линии загрузки металлопродукции выполнена перевернутой Т-образной формы с открытой стойкой и закрытыми полками, на которых установлены и закреплены погружные нагреватели, дымосборники и выполнена газовоздушная разводка. В открытую стойку загружают металлопродукцию, например бунты или фасонные профили, установленные в этажерку специальной конструкции.
Известна наиболее близкая к предлагаемой печь-ванна плавления и нанесения покрытий легкоплавких металлов на изделия (патент РФ №2211866, опубл. в БИ №25, 2003 г.). Эта печь содержит ванну с расплавом, форкамеру, частично разделенную по высоте горелками и соплами на параллельные зоны неполного сжигания топлива с горелками и дожигания продуктов неполного сгорания с соплами вторичного воздуха. В торцевых стенках этой печи имеются дверки 13, предназначенные для чистки зеркала расплава от окиси цинка. Отличительной особенностью этой печи является то, что рекуператор установлен в зоне дожигания продуктов неполного сгорания. Такая печь, как правило, является протяжной, например, через ее технологическую, свободную от форкамеры часть протягивают и оцинковывают стальную проволоку. Однако в этой печи также можно осуществлять покрытие поверхности единичных либо загруженных в специальные емкости, например перфорированные ведра, металлических изделий, например стальных гвоздей, простым окунанием.
Технической задачей изобретения является повышение производительности печи-ванны при нанесении покрытий легкоплавких металлов, например цинка на единичные либо загруженные в специальные емкости изделия. Решение поставленной задачи достигается тем, что форкамера установлена соосно печи в средней ее части и снабжена продольными подвижными шторками, а по бокам печи расположены открытые со стороны окружающей среды рабочие участки - технологические карманы для нанесения покрытий на изделия. Такая установка форкамеры, при прочих равных условиях, позволяет удвоить производительность печи при покрытии единичных изделий и при их загрузке в специальные емкости. При нанесении покрытий на изделия подвижные продольные шторки закрыты. Это позволяет избежать неоправданных потерь тепла в окружающую среду и снизить излучение в обслуживаемые технологическим персоналом рабочие участки печи. Однако в процессе эксплуатации в форкамере накапливается окись цинка. Шторки поднимают и зеркало расплава в форкамере от нее очищают.
Наиболее близким к предлагаемому является способ отопления печи-ванны по патенту РФ №2211866, опубл. в БИ №25, 2003 г.
Этот способ также включает неполное сжигание топлива над расплавом, дожигание продуктов неполного сгорания под сводом форкамеры, нагрев воздуха, необходимого для горения под сводом форкамеры. Однако эта печь по ширине конструктивно разделена на две функциональные зоны: технологическую и теплотехническую. В первой, как правило, протягивают металлопродукцию и наносят на ее поверхность покрытие легкоплавкого металла, во второй посредством форкамеры отапливают печь.
Технической задачей изобретения является повышение производительности печи. Решение поставленной задачи достигается тем, что отопление проводят в средней части печи, а нанесение покрытия на изделия осуществляют в боковых рабочих участках печи-ванны. Таким образом, при таком способе отопления и нанесения покрытий, при прочих равных условиях, изделия покрывают в двух боковых технологических зонах, что позволяет при необходимой мощности форкамеры удвоить производительность печи.
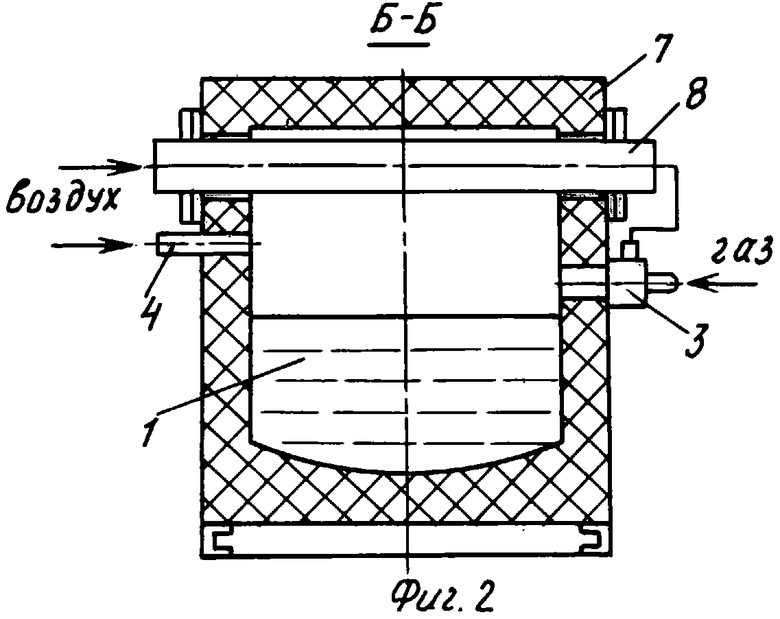
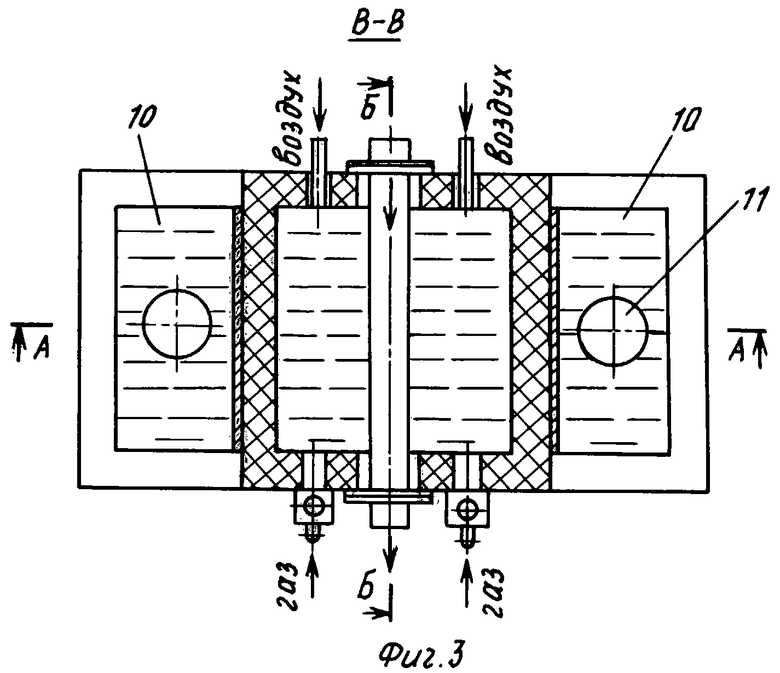
На чертеже изображено: фиг.1, 2 - печь-ванна плавления и нанесения покрытий легкоплавких металлов на изделия, соответственно поперечные разрезы по сечению и длине горелок, сопел и рекуператора; фиг.3 - то же, продольный разрез.
В поперечном сечении А-А (фиг.1) печь-ванна имеет перевернутую Т-образную форму. Печь содержит ванну с расплавом 1. Строго по центру в середине печи установлена форкамера 2, разделенная по высоте горелками 3 и соплами 4 на параллельные зоны 5 неполного сжигания топлива и 6 дожигания продуктов неполного сгорания. Под сводом 7 форкамеры установлен рекуператор 8. Форкамера снабжена двумя продольными подвижными шторками 9. По бокам печи расположены открытые со стороны окружающей среды рабочие участки - технологические карманы 10, в которых окунанием в расплав производят нанесение покрытия на изделие. Если изделие не единично, например металлоконструкция самой различной формы, а представляет из себя насыпную загрузку, например партию стальных гвоздей, то их окунание производят в специальных перфорированных емкостях 11, например ведрах. На чертеже конструкция 11 не показана.
Печь-ванна отапливается природным газом. При технологических режимах горячего цинкования природный газ сжигают горелками 3 с коэффициентами расхода первичного воздуха, близкими к 0,50. Температуру в зоне 5 неполного сжигания поддерживают ниже 916°С, так как эта величина отвечает началу парообразования расплава. Это позволяет полностью исключить окисление наиболее реакционно активных паров и минимизировать окисление расплава цинка. Вторичный воздух подают в сопла 4 и дожигают продукты неполного сгорания в зоне 6 в районе рекуператора 8 при суммарных коэффициентах расхода воздуха, близких к стехиометрическим значениям: 1,05-1,10. Совмещение процессов нагрева воздуха и дожигания в высокотемпературной среде продуктов сгорания (не менее 1000°С) позволяет достичь температуры нагрева воздуха 300-400°С. Компактное расположение рекуператора относительно горелок дает возможность практически без тепловых потерь подавать воздух на горение. Следует также отметить, что совместная организация окончательного дожигания и нагрева воздуха обеспечивает не только снижение расходов природного газа, но и за счет улучшения качества неполного сжигания, которое проявляется в уменьшении количества окислительных компонентов в продуктах неполного сгорания, позволяет заметно сократить окисление расплава в форкамере. Однако, несмотря на такую организацию горения, минимальное окисление расплава в форкамере все же имеет место, поэтому ее периодически необходимо очищать от окиси цинка. Для этого печь снабжена двумя подвижными шторками 9. При нанесении покрытий легкоплавких металлов на изделия шторки закрыты. Это позволяет минимизировать тепловые потери и облегчить обслуживание двух технологических зон печи - карманов 10, так как излучение из форкамеры в карманы 10 при закрытых шторках минимально.
Наличие двух технологических зон - рабочих участков позволяет, при прочих равных условиях, удвоить производительность печей. Это особенно актуально при нанесении покрытий на готовые изделия, например стальные гвозди. Здесь необходимо сделать следующее пояснение. До последнего времени оцинкованные гвозди изготавливали из оцинкованной проволоки. Однако на гвоздильных автоматах при формировании шляпки гвоздя с нее сбивалась часть покрытия, а именно шляпка гвоздя в большей степени, чем стержень, должна обладать повышенной коррозийной стойкостью. В связи с этим за рубежом стальные гвозди оцинковывают, как правило, в готовом виде. Предлагаемая печь-ванна, способ ее отопления и нанесения покрытий позволяют не только решить эту задачу, но и, при прочих равных условиях, удвоить производительность линий цинкования.
На Череповецком сталепрокатном заводе построен отдельный участок, на котором внедрены две технологические линии, содержащие эти печи. Отопление печи и нанесение покрытий на стальные гвозди осуществляются предложенным способом. Эта продукция находит спрос у многочисленных потребителей.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| ПРОТЯЖНАЯ ПЕЧЬ ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 1988 |
|
SU1570443A3 |
| ПЕЧЬ-ВАННА ДЛЯ НАНЕСЕНИЯ ЛЕГКОПЛАВКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ НАГРЕВА РАСПЛАВА | 2002 |
|
RU2221896C1 |
| СПОСОБ ОТОПЛЕНИЯ ПРОТЯЖНОЙ ПЕЧИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ | 1990 |
|
RU1658704C |
| ПЕЧЬ-ВАННА С ПОГРУЖНЫМИ НАГРЕВАТЕЛЯМИ И СПОСОБ КОНТРОЛЯ ИХ ВЫХОДА ИЗ СТРОЯ | 1999 |
|
RU2190172C2 |
| ПЕЧЬ-ВАННА НАНЕСЕНИЯ ПОКРЫТИЙ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ЭКСПЛУАТАЦИИ | 2002 |
|
RU2244040C2 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2139944C1 |
| ПЕЧЬ С ПРОМЕЖУТОЧНЫМ ПОДОМ | 2001 |
|
RU2210707C2 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ЦИНКА ИЗ ГАРТЦИНКА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2363747C1 |
| СПОСОБ ОТОПЛЕНИЯ ПЕЧИ С КАМЕРАМИ ПРЕДВАРИТЕЛЬНОГО И ОКОНЧАТЕЛЬНОГО НАГРЕВА МЕТАЛЛА И ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU1570311C |
Изобретение относится к области металлургической теплотехники и может быть использовано в печах-ваннах плавления и нанесения покрытий легкоплавких металлов на готовые металлические изделия, например цинка на стальные гвозди. Техническим результатом изобретения является повышение производительности печи-ванны. Для достижения технического результата форкамера установлена соосно печи-ванне в средней ее части и снабжена продольными подвижными шторками, а по бокам печи расположены открытые со стороны окружающей среды рабочие участки - технологические карманы, при этом отопление проводят в средней части печи-ванны, а нанесение покрытия на изделия осуществляют в боковых рабочих участках печи-ванны. 2 н.п. ф-лы, 3 ил.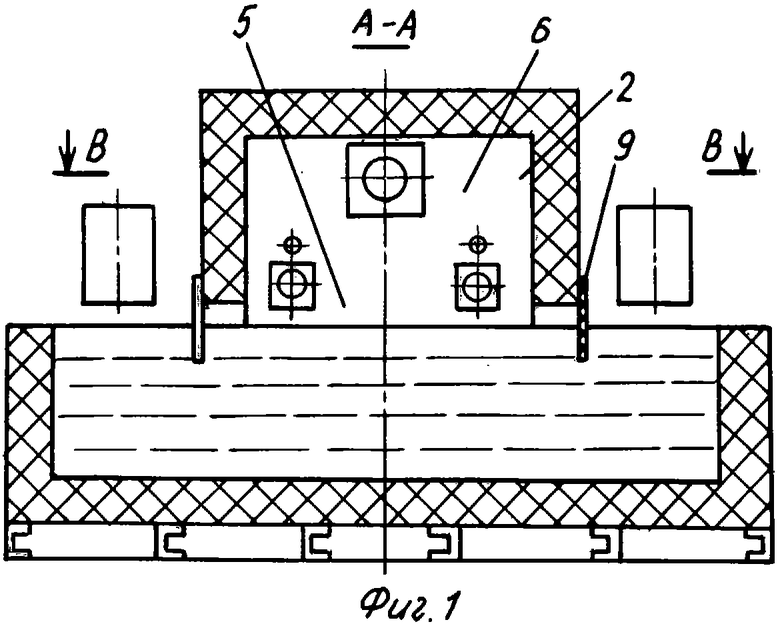
| ПЕЧЬ-ВАННА ПЛАВЛЕНИЯ И НАНЕСЕНИЯ ПОКРЫТИЙ ЛЕГКОПЛАВКИХ МЕТАЛЛОВ НА ИЗДЕЛИЯ И СПОСОБ ЕЕ ОТОПЛЕНИЯ | 2000 |
|
RU2211866C2 |
| Печь для алюминирования длинномерных изделий | 1981 |
|
SU1006533A1 |
| Электропечь | 1978 |
|
SU783353A2 |
| US 4526127 A, 02.07.1985. | |||

