Область техники
[0001] Настоящее описание относится в общем к просеиванию материала. Более конкретно, настоящее описание относится к просеивающим элементам, просеивающим узлам, способам изготовления просеивающих элементов, и узлам и способам для просеивания материалов.
Предшествующий уровень техники
[0002] Просеивание материала включает применение вибрационных просеивающих аппаратов. Вибрационные просеивающие аппараты обеспечивают возможность трясти встроенное сито таким образом, что материал, помещенный на сито, может быть отделен до желательного уровня. Материал с большим размером отделяется от материалов с меньшим размером. Со временем сита изнашиваются и требуют замены. Таким образом, сита конструируются в заменяемом виде.
[0003] Узлы с заменяемыми ситами могут быть надежно закреплены в вибрационном просеивающем аппарате и подвергаются большому вибрационному воздействию. Заменяемые сита могут быть присоединены к вибрационному просеивающему аппарату при натяжении элементов, сжатии элементов или защелкивании элементов.
[0004] Ранее, просеивающие узлы изготавливались из металла и/или термореактивного полимера. Материал и конструкция просеивающих узлов является специфичным для области просеивания. Например, вследствие их относительной стойкости и мощности для тонкого просева, металлические сита часто используются для мокрого применения в нефтяной и газовой промышленности. Традиционные сита из термопластичного полимера также могут быть использованы при мокром и сухом просеве.
[0005] Изготовление типовых сит из термореактивного полимера является относительно сложным, время затратным и подвержено ошибкам. Типовые сита из термореактивного полимера, которые используются в вибрационных просеивающих устройствах, изготавливаются при комбинировании отдельных жидкостей (например, полиэстер, полиэфир, и агента полимеризации) и затем заполнении отливных форм для сита смешанными жидкостями. Жидкости химически реагируют и полимеризуются в течение определенного времени в отливной форме. После полимеризации сито затем удаляют из формы. Время полимеризации в отливной форме, как правило, измеряется в часах. В некоторых случаях, это может занимать десять часов или более, перед тем, как сита достаточно заполимеризовались, чтобы удалить его из отливной формы.
[0006] Когда изготавливается сито, которое имеет как мелкие отверстия и относительно большую открытую просеивающую площадь, необходимо сделать элементы просеивающей поверхности достаточно тонкими. Элементы просеивающей поверхности являются твердыми частями сита между отверстиями. В некоторых примерах, необходимо изготовить сита такие, чтобы элементы просеивающей поверхности имели толщину или толщину или ширину в измерениях в 40-100 микрон. Это означает, что каналы в отливной форме также должны иметь ширину или диаметр в 40-100 микрон. Это может быть сложно и время затратно, чтобы убедиться, что смешанные жидкости, использованные для образования сита, полностью заполнили очень тонкие полости и проходы в отливной форме. Изготовление, таким образом, может требовать специальных действий, высокого давления и сложных процедур по обработке.
[0007] Зачастую, жидкости, используемые для изготовления сит, не достигают и не заполняют все полости в отливной форме. Один дефект в получаемом сите (например, дыра, т.е. место, где жидкость не достигла) разрушит целое сито. Также, один небольшой разрыв или задир, который получается в случае, когда сито вынимают из отливной формы, также может разрушать сито. Это представляет собой определенную проблему в случае производства относительно большого сита (например, от двух до трех футов или больше), и отдельный малый дефект разрушает сит целиком.
[0008] Если рассматривать производственный процесс, применяемый для изготовления thermoset сит, то необходимо длительное время отверждения, и типично, что оно является лимитирующим фактором в отношении скорости изготовления. Время отверждения практически одинаково при изготовлении малого сита или большого сита. По этой причине, имеет небольшой смысл или не имеет смысла совсем изготовление составного малого термореактивного сита и затем затрачивание дополнительного времени на сборку малых термореактивных сит вместе с получением модуля термореактивного сита большего размера. Напротив, целесообразно простое изготовление термореактивных сит в актуальном желательном размере, что в результате приводит к высочайшей скорости производства.
[0009] В дополнение, традиционный набор термореактивных пластиков не может быть расплавлен или переформирован после их отверждения. По этой причине, трудно собирать вместе термореактивные сита меньшего размера с получением модуля термореактивного сита большего размера. Это - дополнительная причина, почему специалист в данной области техники стремится упростить изготовление термореактивного сита в желательном размере, чем изготавливать составные термореактивные сита меньшего размера с получение модуля термореактивного сита большего размера.
[0010] Термореактивные полимерные сита являются относительно гибкими и часто прикреплены к вибрационному просеивающему устройству с применением элементов натяжения, которые тянут боковые кромки термореактивного полимерного сита в разном направлении друг от друга, и прикреплены донной поверхностью термореактивного полимерного сита напротив поверхности вибрационного просеивающего устройства. Для предотвращения деформации при натяжении, термореактивные полимерные узлы могут быть отлиты под давлением с использованием арамидных волокон, которые проходят в направлении натяжения (см., например, Патент США № 4,819,809). При приложении силы давления к боковым кромкам типового термореактивного полимерного сита, оно, вероятно, может согнуться или загнуться складками, делая тем самым просеивающую поверхность относительно неэффективной. Однако, возможно присоединить термореактивное полимерное сито к жесткой плате или подузлу, что позволяет использовать термореактивное полимерное сито в областях с установленным давлением.
[0011] В противоположность термореактивным полимерным ситам, металлические сита являются жесткими и могут быть спрессованы или натянуты на вибрационное просеивающее устройство. Узлы металлических сит часто изготовлены из составных металлических компонентов. Изготовление узлов металлических сит, как правило, включает изготовление просеивающего материала, как правило, с применением множественных слоев тканой проволочной сетки. В некоторых случаях, таких, где просеивающий узел можно использовать в областях с установленным давлением, процесс производства может дополнительно включать изготовление перфорированной металлической поддерживающей пластины и связывание просеивающего материала с перфорированной металлической поддерживающей пластиной. Слои проволочной сетки могут быть тонко сотканы с отверстиями в диапазоне от примерно 30 микрон до примерно 4000 микрон. Целая просеивающая поверхность типовых металлических узлов представляет собой, как правило, относительно стандартную плоскую конфигурацию или относительно стандартную гофрированную конфигурацию.
[0012] Критическими для процесса просеивания на просеивающих узлах (термореактивные полимерные узлы и узлы металлического типа) для вибрационных просеивающих устройств являются размер отверстий в просеивающей поверхности, структурная стабильность и износостойкость просеивающей поверхности, структурная стабильность целого модуля, химические свойства компонентов модуля и способность модуля работать при различных температурах и условиях. Недостатки традиционных металлических узлов включает отсутствие структурной стабильности и износостойкости просеивающей поверхности, образованной слоями тканой проволочной сетки, забивание (закупорка просеивающих отверстий частицами) просеивающей поверхности, вес общей структуры, время и затраты, связанные с изготовлением или покупкой каждого компонента, и время и расходы на сборку. Вследствие того, что проволочная сетка часто производится на внешнем производстве производителями сетки, и часто покупается у ткачей или оптовых компаний, при этом контроль качества может быть критически сложным, и возникают проблемы с проволочной сеткой. Негодная проволочная сетка может приводить к проблемам в работе сита, и в этом случае необходим постоянный мониторинг и тестирование.
[0013] Одной из самых больших проблем с традиционными металлическими узлами является забивание. Новое металлическое сито может изначально иметь относительно большую открытую просеивающую площадь, но со временем, т.к. сито подвергается воздействию частиц, просеивающие отверстия закупориваются (т.е., забиваются) и открытая просеивающая площадь и эффективность сита как таковая снижается относительно быстро. Например, просеивающий узел 140 меш (имеющий три слоя ситовой сетки) может иметь исходную открытую просеивающую площадь 20-24%. При использовании сита, однако, открытая просеивающая поверхность может снижаться на 50% или более.
[0014] Традиционные металлические просеивающие узлы также теряют большие количества открытой просеивающей площади вследствие их конструкции, что включает адгезивные материалы, поддерживающие пластины, связанные вместе слои пластмассовых листов проволочной сетки, т.д..
[0015] Другой основной проблемой в отношении традиционных металлических узлов является время просеивания. Традиционные металлические узлы, как правило, не проваливаются, потому что они устанавливаются вниз вместо провала вследствие усталости. Таким образом, проволоки в проволочной сетке часто ломаются вследствие движения вверх и вниз, которому они подвергаются при вибрационной нагрузке.
[0016] Недостатки традиционных термореактивных полимерных сит также включают отсутствие структурной стабильности и износостойкости. Дополнительные недостатки включают невозможность выдерживать загрузку под давлением и невозможность выдерживать высокие температуры (напр., как правило, сито из термореактивного полимера начинает проваливаться или имеет проблемы с производительностью при температурах свыше 130°F, в частности, сита с тонкими отверстиями, напр., примерно 43 микрона до примерно 100 микрон). Далее, как было показано выше, изготовление является сложным, время затратным и подвержено ошибкам. Также, отливные формы, используемые для изготовления сит из термореактивных полимеров, являются дорогими и любые дефекты или самый малый ущерб им может привести к разрушению всего сита и требует замены, что может приводить в результате к экономически невыгодному простою в производственному процессе.
[0017] Еще одним недостатком как традиционных металлических, так и термореактивных полимерных сит, является ограничение конфигураций просеивающей поверхности, которые доступны. Существующие просеивающие поверхности изготавливают с относительно стандартными размерами отверстий, и относительно стандартной конфигурацией поверхности, в случае, если просеивающая поверхность плоская или волнообразная.
[0018] Существует потребность в универсальных и улучшенных просеивающих элементах, просеивающих узлах, способах изготовления просеивающих элементов и узлов, и способах просеивания материалов для вибрационных просеивающих устройств, которые включают применение материалов для литья под давлением (напр., термопластических пластмасс), имеющих улучшенные механические и химические свойства.
КРАТКОЕ ОПИСАНИЕ ФИГУР
[0019] Фигура 1A иллюстрирует просеивающий элемент, полученный литьем под давлением из термопластической пластмассы, согласно варианту реализации.
[0020] Фигура 1B иллюстрирует подробный вид просеивающего элемента, полученного литьем под давлением из термопластической пластмассы, показанной на Фигуре 1A, согласно варианту реализации.
[0021] Фигура 2 иллюстрирует соединение составных просеивающих элементов, полученных литьем под давлением из термопластической пластмассы, друг с другом с образованием просеивающего узла, согласно варианту реализации.
[0022] Фигура 3 иллюстрирует соединение составных просеивающих элементов, полученных литьем под давлением из термопластической пластмассы, друг с другом с образованием просеивающего узла, согласно варианту реализации.
[0023] Фигура 4 иллюстрирует просеивающий узел из термопластической пластмассы, образованный соединением составных просеивающих элементов, полученных литьем под давлением из термопластической пластмассы, друг с другом, согласно варианту реализации.
[0024] Фигура 5A иллюстрирует вид снизу в аксонометрическом изображении просеивающего узла с армирующими волокнами, внедренными в направлении натяжения от передней к задней области, согласно варианту реализации.
[0025] Фигура 5B иллюстрирует вид сверху в аксонометрическом изображении просеивающего элемента, показанного на Фигуре 5A.
[0026] Фигура 6 представляет вид снизу в аксонометрическом изображении просеивающего элемента с отлитыми канавками для получения армирующих волокон.
[0027] Фигура 7A представляет вид в перспективе, показывающий, как две полосы соединенных просеивающих элементов могут быть соединены вместе армирующим волокном, протянутым между полосами просеивающих элементов.
[0028] Фигура 7B иллюстрирует две полосы просеивающих элементов, показанных на Фигуре 108A, после соединения полос просеивающих элементов вместе.
[0029] Фигура 8 иллюстрирует вид сверху в перспективе просеивающего элемента с армирующим элементом, который протянут низа середины по длине просеивающего элемента.
[0030] Фигура 9 иллюстрирует вид сверху в аксонометрическом изображении просеивающего узла с проходящими армирующими волокнами, внедренными в узел, согласно варианту реализации.
[0031] Фигура 10 иллюстрирует аксонометрическое изображение просеивающего узла с крюковыми полосами, согласно варианту реализации.
[0032] Фигура 11 иллюстрирует вид сбоку просеивающего узла с крюковыми полосами, согласно варианту реализации.
[0033] Фигура 12A иллюстрирует изображение экспериментального просеивающего узла, согласно варианту реализации.
[0034] Фигура 12B иллюстрирует изображение экспериментального просеивающего узла, согласно варианту реализации.
[0035] Фигура 13 иллюстрирует вид сверху просеивающего узла с бортиками, согласно варианту реализации.
[0036] Фигура 14 иллюстрирует подробный вид просеивающего узла, показанного на Фигуре 13, согласно варианту реализации.
[0037] Фигура 15 иллюстрирует вид сверху просеивающего узла с бортиками, согласно варианту реализации.
[0038] Фигура 16 иллюстрирует подробный вид просеивающего узла, показанного на Фигуре 15, армирующие волокна не показаны, согласно варианту реализации.
[0039] Фигура 17A иллюстрирует два просеивающих элемента, имеющих первый вариант дизайна, который способствует соединению боковых кромок.
[0040] Фигура 17B иллюстрирует два просеивающих элемента, имеющих второй вариант дизайна, который способствует соединению боковых кромок.
[0041] Фигура 18 иллюстрирует этапы первого способа изготовления просеивающего узла, согласно варианту реализации.
[0042] Фигура 19 иллюстрирует этапы второго способа изготовления просеивающего узла, согласно другому варианту реализации.
[0043] Фигуры 20A и 20B иллюстрируют шов между двумя соседними просеивающими элементами, которые включают выступающие части, образованные вдоль шва.
[0044] Фигура 21 представляет собой вид сверху поддерживающей пластины, которая может быть помещена в просеивающий узел.
[0045] Фигура 22 представляет собой вид в разрезе части просеивающего узла, который включает поддерживающую пластину.
[0046] Фигура 23 представляет собой вид в разрезе части просеивающего узла, который включает волны.
[0047] Фигура 24A иллюстрирует боковые виды двух различных видов просеивающих элементов, которые могут быть присоединены с образованием просеивающего узла с пиками или волнами.
[0048] Фигура 24B иллюстрирует составные просеивающие элементы, как показано на Фигуре 24A, после того, как они присоединены с образованием просеивающего узла с пиками.
[0049] Фигура 25 представляет собой вид в перспективе просеивающего узла, который включает поддерживающую пластину и просеивающий слой присоединенных элементов, которые образуют волны.
ПОДРОБНОЕ ОПИСАНИЕ
[0050] Варианты реализации настоящего изобретения обеспечивают просеивающий узел, который включает просеивающие элементы, изготовленные литьем под давлением. Просеивающие элементы, изготовленные литьем под давлением, имеют много преимуществ при изготовлении просеивающего узла и в области вибрационного просеивания. В определенных вариантах реализации настоящего изобретения, просеивающие элементы представляют собой изготовленные литьем под давлением с применением термопластических пластмасс. Отдельные виды просеивающих элементов соединены вместе с образованием просеивающего узла большего размера. Это позволяет создавать просеивающий узел фактически любого размера или формы из множества просеивающих элементов меньшего размера.
[0051] В большинстве примеров, которые описаны ниже, просеивающие элементы представляют квадратные или прямоугольные элементы по форме. Однако, просеивающие элементы могут быть треугольные, трапецевидные, круглые или фактически любой другой формы. Просеивающий узел может быть создан путем соединения множества просеивающих элементов одинакового размера и формы вместе. Альтернативно, можно создать просеивающий узел путем соединения вместе множества просеивающих элементов, причем просеивающие элементы имеют разные размеры и/или различных форм.
[0052] Как правило, чем больше размер просеивающего элемента, тем легче и быстрее собрать его в полный вибрационный просеивающий узел. Однако, чем больше просеивающий элемент, тем сложнее изготовить критически малые структуры при литье под давлением, т.е. структуры, образующие элементы просеивающей поверхности между просеивающими отверстиями. Просеивающие элементы сконструированы, чтобы быть достаточно большого размера для эффективной сборки целой структуры просеивающего узла, но достаточно малыми, чтобы они могли быть быстро изготовлены при литье под давлением.
[0053] На размер отдельных просеивающих элементов могут также влиять требуемые характеристики просеивающего элемента или получаемого в результате просеивающего узла. Например, в случае попытки образования просеивающего узла, в котором элементы просеивающей поверхности имеют очень тонкие размеры, такие как 40-100 микрон в ширину, каналы в отливной форме, применяемой для изготовления просеивающих элементов, должны иметь соответствующие узкие размеры. Заливать пластмассовый или синтетический материал в такую отливную форму таким образом, чтобы заливаемый материал полностью заполнял пустоты в форме перед тем, как он станет твердым, может быть сложно, в особенности, если расстояние, которое должен пройти в форме, является большим. По этой причине в ряде случаев целесообразно сохранять общие размеры формы, и соответствующего просеивающего элемента по существу малыми так, чтобы пластмасса, заливаемая в формы, не должна была проходит большое расстояние через форму при процессе литья при давлении. Это гарантирует, что пластмасса полностью заполнить полости в форме перед затвердеванием.
[0054] Можно сбалансировать требование просеивающего элемента большого размера и необходимость образовать очень тонкие элементы просеивающей поверхности при применении форм, которые относительно малые по первому размеру и относительно большие по второму размеру, такие как прямоугольные формы. Затем можно заливать материал в форму таким образом, чтобы материал проходил через каналы в форме в направлении малого размера. Это сохраняет расстояние, которое проходит материал, малым, что помогает гарантировать, что полости в форме будут полностью заполнены перед отверждением материала.
[0055] Если общие размеры просеивающих элементов сохранять относительно малыми, то возможно образовать просеивающие элементы с помощью литья под давлением, при котором просеивающие элементы имеют очень тонкие или узкие элементы просеивающей поверхности, в результате образуются просеивающие элементы с высокой степенью открытости просеивающей площади. Например, можно получить просеивающие элементы с элементами просеивающей поверхности, имеющей ширину или толщину 40-100 микрон. Такие просеивающие элементы могут демонстрировать степень открытой просеивающей площади 15-40% от общей просеивающей площади.
[0056] Открытая просеивающая площадь является критическим параметром вибрационных просеивающих узлов. Средняя полезная открытая просеивающая площадь (т.е., фактическая открытая площадь после учета металлической конструкции поддерживающих элементов и связующих материалов) для традиционных проволочных просеивающих узлов с 100 меш до 200 меш может быть относительно высокой перед установкой сита перед использованием. Традиционные проволочные сита, однако, забиваются по существу быстро в поле, что приводит к достаточно быстрому снижению фактической открытой просеивающей площади. Является распространенным для традиционных металлических сит забивание в течение первых 24 часов использования и снижения фактической открытой просеивающей площади на 50%. Напротив, пластмассовые или синтетические просеивающие элементы, образованные литьем под давлением, имеют склонность не забиваться и обеспечивать более высокие величины открытой просеивающей площади на длительных периодах времени.
[0057] Традиционные проволочные узлы также часто проваливаются в результате того, что проволока подвергается вибрационным силам, что имеет место при загрузке проволок. Просеивающие узлы, изготовленные при литье под давлением, согласно настоящему изобретению, напротив, редко проваливаются из-за потери структурной стабильности. Фактически, просеивающие узлы согласно вариантам реализации настоящего изобретения имеют экстремально продолжительные сроки службы и могут работать в течение долгого периода времени при тяжелой нагрузке. Просеивающие узлы согласно настоящему изобретению были протестированы в течение месяцев в жестких условиях без потери или забивания, в то время как традиционные проволочные узлы были протестированы в тех же условиях и забивались и проваливались в течение нескольких дней.
[0058] В вариантах реализации настоящего изобретения, термопластическая пластмасса используется в просеивающих элементах, изготовленных литьем под давлением. В противоположность термореактивным типам полимеров, которые включают жидкие материалы, которые химически реагируют и полимеризуются при температуре, применение термопластических пластмасс часто проще и может обеспечивать, напр., при плавлении гомогенный материал (часто в форме твердых пеллет) и затем при литье под давлением расплавленный материал. Более легкий производственный процесс, в частности, при микрочастях, изготовленных при литье под давлением, обеспечивается не только за счет физических свойств термопластических пластмасс, оптимальных для применения в вибрационном просеивании, но и за счет применения термопластических жидкостей.
[0059] Применение термопластических пластмасс для образования просеивающих узлов обеспечивает просеивающие узлы, которые демонстрируют отличные изгибание и усталостную прочность на изгиб. Термопластические пластмассы являются идеальными для частей, подверженных периодическим тяжелым нагрузкам или постоянным тяжелым нагрузкам, как обнаружено в случае с вибрационными ситами, используемыми в вибрационных просеивающих устройствах. Вследствие того, что вибрационные просеивающие устройства подвержены движению, низкий коэффициент трения материалов, полученных из термопластических пластмасс при литье под давлением, обеспечивает оптимальные характеристики износостойкости В действительности, износостойкость термопластических пластмасс является лучшей по сравнению со многими материалами. Кроме того, применение термопластических пластмасс, как раскрыто в настоящем описании, обеспечивает оптимальный материал при изготовлении защелок вследствие их характеристик гибкости и эластичности. Применение термопластических пластмасс в вариантах реализации согласно настоящему изобретению также обеспечивает стойкость к растрескиванию под напряжением, старению и экстремальным погодным условиям.
[0060] Деформационная теплостойкость термопластических пластмасс может быть в диапазоне 200°F. С добавлением стекловолокон, этот диапазон может возрастать до примерно от 250°F до 300°F или выше. Введение стекловолокон или углеволокон также может повышать жесткость, как измерено при модуле изгиба, от примерно 400,000 фунтов на кв. дюйм до свыше примерно 1,000,000 фунтов на кв. дюйм. Все из указанных свойств являются идеальными для окружающей среды, при использовании вибрационных сит в вибрационных просеивающих устройствах при требуемых условиях, возникающих в поле.
[0061] Различные материалы могут быть включены в просеивающие элементы, в зависимости от требуемых свойств при вариантах реализации. Термопластичный полиуретан (ТПУ) может быть использован в вариантах реализации, с учетом эластичности, прозрачности, и устойчивости к маслу, грязи и истиранию. ТПУ также имеет высокий предел прочности при сдвиге. Эти свойства ТПУ являются желательными, при использовании в вариантах реализации, которые подвергаются высоким вибрационным силам, истиранию и высокой нагрузке. Различные типы могут быть введены в варианты реализации, в зависимости от просеиваемого материала. Например, ТПУ на основе полиэстера могут применяться в просеивающих узлах, используемых для просеивания масла и/или газа, т.к. эфиры обеспечивают превосходную устойчивость к истиранию, устойчивость к маслу, механическую прочность, химическую стойкость и силу адгезии. ТПУ на основе полиэфиров могут использоваться в добывающей промышленности, где важна устойчивость к гидролизу (свойства ТПУ на основе эфиров). Материалы для вариантов реализации могут быть выбраны или определены на основе различных факторов, включая эксплуатационные характеристики каждого материала и стоимость, связанную с применением этих материалов.
[0062] Материалы, используемые для образования просеивающих элементов, могут быть выбраны для получения устойчивости к высоким температурам, химической стойкости, стойкости к гидролизу, и/или устойчивости к истиранию. Просеивающие элементы могут включать материалы такие, как ТПУ, при условии просеивающих элементов с прозрачным внешним видом. Прозрачные просеивающие элементы позволяют получить эффективную лазерную передачу через просеивающие элементы целей лазерной сварки.
[0063] Раскрытые в настоящем описании варианты реализации просеивающих узлов, образованных из множества отдельных просеивающих элементов из термопластических пластмасс, полученных литьем под давлением, которые соединены вместе, таким образом, как термопластическая сварка или другие методы, с образованием большой просеивающей поверхности. В некоторых вариантах реализации, армирующие волокна могут быть добавлены в структуру для обеспечения прочности, в частности, при натяжении. Армирующие волокна могут представлять собой волокна или сетку, которые частично или полностью помещены внутри в материал просеивающих элементов. Такие армирующие волокна могут помогать просеивающему узлу выдержать нагрузки при натяжении, прилагаемые при монтаже элементов, используемых для установки просеивающего узла в вибрационное просеивающее устройство.
[0064] Как было показано выше, можно получить малые просеивающие элементы при формовании термопластичных материалов в форме. Такие термопластичные просеивающие элементы могут быть затем присоединены к друг другу с помощью зажимов или клеев с образованием просеивающего узла большего размера. Но этот процесс имеет множество недостатков, которые делают этот подход непривлекательным, в частности, в случае, когда просеивающие элементы сделаны из термопластической пластмассы литьем под давлением.
[0065] Например, время, требуемое для формования просеивающего элемента малого размера из термопластической пластмассы, измеряется в часах. Напротив, можно получить просеивающий элемент малого размера из термопластической пластмассы при литье под давлением за секунды.
[0066] Также, т.к. просеивающий элемент может быть сформован из термопластических пластмасс, не имеется возможности более повторно расплавить или повторно сформовать просеивающий элемент. В результате, единственный способ соединить вместе составные просеивающие элементы из термопластической пластмассы - с помощью адгезивов или механических зажимов.
[0067] Напротив, просеивающие элементы из термопластических пластмасс, полученные при литье под давлением, могут быть повторно расплавлены и сварены вместе по своим кромкам. Сварка и другие тепловые и нетепловые техники могут быть использованы для получения прочного соединения между отдельными просеивающими элементами из термопластической пластмассы, полученные литьем под давлением, все без применения адгезивов или механических зажимов. Тепловая сварка, фрикционная сварка и ультразвуковая сварка могут быть использованы для соединения вместе составным отдельным просеивающих элементов из термопластической пластмассы, полученных литьем под давлением, с образованием просеивающего узла большого размера.
[0068] Качество повторно расплавленных термопластических пластмасс для литья под давлением также позволяет добавлять армирующие волокна в просеивающий узел из термопластических пластмасс. Это можно осуществить при переплавке выбранных частей термопластических пластмасс просеивающего узла и введении армирующих волокон в расплавленные части просеивающего узла из термопластических пластмасс. Также, как описано ниже, два или более просеивающего элемента из термопластических пластмасс могут быть соединены вместе при плавлении боковых кромок просеивающих элементов, помещением боковых кромок вместе, и затем при охлаждении и затвердевании. В случае, когда проводят такой процесс для скрепления вместе составных просеивающих элементов из термопластических пластмасс с образованием просеивающего узла большего размера, можно расположить одно или более армирующее волокна между расплавленными боковыми кромках просеивающих элементов из термопластических пластмасс, т.к. просеивающие элементы помещены вместе. Это приводит в результате к тому, что армирующие волокна заключены в большую структуру в местах между отдельными просеивающими элементами в процессе скрепления просеивающих элементов вместе.
[0069] Практически было бы невозможно ввести армирующие волокна в материал просеивающих элементов из термореактивных пластмасс после формирования просеивающих элементов из термореактивных пластмасс. Так, невозможно добавить армирующие волокна в просеивающий узел, полученный из просеивающих элементов из термореактивной пластмассы. Единственный способ получить армирующие волокна в просеивающих элементах из термореактивной пластмассы - это ввести их в отливную форму до введения термореактивного материала. Хотя это и действует для получения армирующих волокон внутри отдельных просеивающих элементов из термореактивной пластмассы, в случае, если составные просеивающие элементы из термореактивной пластмассы необходимо соединить вместе с образованием просеивающего узла большего размера, невозможно получить отдельные армирующие волокна, проходящие через структуру составных просеивающих элементов из термореактивной пластмассы. По всем этим причинам невозможно эффективно добавить армирующие волокна в просеивающий узел, полученный из множества просеивающих элементов из термореактивной пластмассы, тем же самым способом, как это возможно для просеивающих элементов из термопластических пластмасс.
[0070] Системы и способы, имеющие преимущества для качества термопластических пластмасс в литье под давлением с получением больших просеивающих узлов из термопластических пластмасс описаны ниже. Такие системы могут включать введение армирующих волокон в материал просеивающих элементов для сборки просеивающего узла.
[0071] Фигуры 1A и 1B иллюстрируют просеивающий элемент 10216 из термопластической пластмассы, полученный литьем под давлением, включающий по существу параллельные концевые части 10220 и по существу параллельные боковые части 10222, которые по существу перпендикулярны концевым частям 10220. Как показано на Фигуре 1B, просеивающая поверхность 10213 включает просеивающие элементы 10284, проходящие параллельно боковым частям 10222 и образующие просеивающие отверстия 10286. Каждый просеивающий элемент 10216 является отдельным компонентом из термопластической пластмассы, полученный литьем под давлением.
[0072] Как показано на Фигуре 1B, поверхностные элементы 10284 имеют толщину T, которая определена между ближними просеивающими отверстиями 10286 и которая может изменяться в зависимости от области просеивания и конфигурации просеивающих отверстий 10286. T может быть, например, от примерно 10 микрон до примерно 4000 микрон, в зависимости от варианта реализации. Образующиеся поверхностные просеивающие элементы 10284, имеющие толщину T в диапазоне 50-150 микрон, могут обеспечивать просеивающую поверхность с требуемыми высокими показателями открытой просеивающей площади, в зависимости от ширины W просеивающих отверстий 10286. Просеивающие отверстия 10286 представляют собой удлиненные прорези, имеющие длину L и ширину W, которые могут варьироваться для выбранной конфигурации. Ширину W можно выбрать от примерно 10 микрон до примерно 6000 микрон между внутренними поверхностями ближних поверхностных просеивающих элементов 10284. В некоторых вариантах реализации, ширина W может составлять от примерно 25 микрон до примерно 2000 микрон между внутренними поверхностями ближних поверхностных просеивающих элементов 10284. Не требуется, чтобы просеивающие отверстия 10286 были прямоугольными, но возможно, чтобы термопластическая пластмасса для литья под давлением имела любую форму, подходящую под определенную область просеивания, включая квадратную, круглую, и/или овальную, как показано в настоящем описании.
[0073] Просеивающие элементы могут быть изготовлены из различных материалов, в зависимости от требуемых свойства получаемого в результате просеивающего узла. Термопластический полиуретан (ТПУ) может быть использован в вариантах реализации просеивающих элементов и просеивающих узлов, с учетом эластичности, прозрачности (где это является желаемым или необходимым), и устойчивости к воде, химическим реактивам, имеющим различный pH, маслам, грязи, и абразивным веществам. ТПУ также имеет высокий предел прочность на сдвиг. Эти свойства ТПУ являются предпочтительными при применении в вариантах реализации просеивающих элементах и просеивающих узлах, которые подвергаются воздействию больших вибрационных сил, абразивных материалов и высоким нагрузкам.
[0074] Материал, используемый для формирования просеивающих элементов просеивающего узла может быть выбран со свойствами высокой устойчивости к температурам, химической устойчивости, гидролитической устойчивости, и/или абразивной устойчивости. Просеивающие элементы могут иметь в своем составе такие материалы, как ТПУ (типы), при условии просеивающих элементов с прозрачным внешним видом. Прозрачные просеивающие элементы могут иметь эффективное пропускание лазерного излучения для целей лазерной сварки. Однако, в том случае, если лазерная сварка не используется, просеивающие элементы могут быть матовыми и/или цветными. Многочисленные различные красители можно добавлять к материалу ТПУ для получения просеивающих элементов с различными цветами, причем цвет может выполнять функцию индикатора различных свойств просеивающих элементов. Например, первый цвет может быть использован для просеивающих элементов, имеющих просеивающие отверстия первого размера, и второй цвет может быть использован для просеивающих элементов, имеющих просеивающие отверстия второго, другого, размера.
[0075] Фигура 2 иллюстрирует, как составные просеивающие элементы 10216a, 10216b, 10216c из термопластической пластмассы, полученные литьем под давлением, скреплены друг с другом вдоль швов 10310 с образованием части просеивающего узла. Составные просеивающие элементы 10216 из термопластической пластмассы, полученные литьем под давлением, могут быть связаны, соединены или скреплены вместе множеством способов.
[0076] В некоторых вариантах реализации, просеивающие элементы из термопластической пластмассы могут быть соединены вместе посредством сварки, причем два или более просеивающих элемента соединены вместе с помощью нагрева, давления и охлаждения. «Сварка» в контексте настоящего изобретения означает побуждение материала в части двух просеивающих элементов к по меньшей мере частичному плавлению, помещению расплавленных частей двух просеивающих элементов вместе и затем оставление материала охлаждаться таким образом, чтобы материал двух просеивающих элементов был связан или соединен вместе.
[0077] Чтобы начать процесс сварки, поверхности просеивающих элементов из термопластической пластмассы, которые должны быть соединены вместе, такие как ближние боковые поверхности 10222 или ближние концевые поверхности 10220, нагревают до их точки плавления, или термопластического состояния. Это может быть температура при или от 380°F. Каждый термопластический материал имеет свою собственную точку плавления, которая может находиться в диапазоне между, например, 300°F и 1050°F. Ближние боковые поверхности, такие как боковая поверхность просеивающего элемента 10216a и просеивающего элемента 10216b затем сдавливается или иным образом удерживается вместе, пока материал охлаждается. Давление, прикладываемое к просеивающим элементам 10216a, 10216b для сдавливания боковых поверхностей вместе, позволяет материалу связываться вдоль шва 10310.
[0078] В некоторых вариантах реализации, процесс сварки может применяться в виде сварки пластмассы горячим воздухом, в которой горячий воздух используется для нагрева пластмассы. В некоторых вариантах реализации, сварка пластмассы горячим металлом может быть использована для подвергания термопластического материала плавлению вдоль кромок просеивающeго элемента. В этом типе процесса, нагревательный элемент такой как нагревательная лопатка, металлом или нагревательное устройство другого типа размещается вблизи или в контакте с кромками просеивающих элементов из термопластической пластмассы для плавления термопластического материала на кромках.
[0079] В некоторых вариантах реализации, процесс лазерной сварки или тонкой сварки может включать электромагнитное излучение, такое как лазерный свет, для плавления термопластического материала по кромкам. В еще одних вариантах реализации, сварка трением с перемешиванием может быть использована для соединения вместе просеивающих элементов из термопластической пластмассы. При сварке трением с перемешиванием, нагревание происходит за счет трения между вращающимся инструментом и ближними поверхностями просеивающих элементов из термопластического материала.
[0080] В некоторых вариантах реализации, сварной шов проходит от верхней поверхности просеивающего элемента до нижней поверхности просеивающего элемента. В некоторых вариантах реализации, глубина сварного шва составляет только часть между верхней поверхностью и нижней поверхностью. В некоторых вариантах реализации глубина сварного шва составляет от части верхней поверхности или нижней поверхности по направлению к противоположной поверхности просеивающих элементов.
[0081] В некоторых вариантах реализации, станки с числовым программным управлением (ЧПУ) могут автоматизировать сварку просеивающих элементов. Составные просеивающие элементы могут быть расположены в оснастке или другой форме и станок с ЧПУ может управлять нагревательным инструментом, таким как лазерный или другой излучающий инструмент, нагревательным элементом, инструментом для сварки трением с перемешиванием, или сварочным инструментом другого типа для плавления кромок ближних просеивающих элементов вдоль швов.
[0082] В одном типовом процессе нагревательный элемент в форме паяльника нагревается в диапазоне от 400 до 1000°F. Ближние кромки двух просеивающих элементов сдавливаются вместе и нагревательный элемент передвигается вдоль соединения или шва 10310, расплавляя термопластический материал на ближних кромках просеивающих элементов. В некоторых случаях, нагревательный элемент помещают вблизи шва, но не касаясь его, и затем нагревательный элемент передвигают вдоль шва, чтобы подвергнуть материал двух просеивающих элементов плавлению и связыванию вместе. В других случаях, нагревательный элемент может быть помещен в контакт с материалом двух просеивающих элементов на шве, и затем нагревательный элемент медленно тянут вдоль шва, чтобы подвергнуть просеивающие элементы по шву плавлению и связыванию вместе. Тем не менее, просеивающие элементы держат вместе во время охлаждения материала. Как только он охладится, два просеивающих элемента соединяются вместе. Например, как показано на Фигуре 2, нагревательные элементы можно двигать или тянуть вдоль двух швов 10310, в то время как три просеивающих элемента 10216a, 10216b, 10216b держат вместе для того, чтобы подвергнуть материал трех просеивающих элементов соединению вдоль швов 10310.
[0083] Процесс формирования просеивающего узла может продолжаться при сварке дополнительных просеивающих элементов по первым трем просеивающим элементам, показанным на Фигуре 2, с образованием просеивающего узла большего размера, аналогично просеивающему узлу, показанному на Фигуре 3. В вариантах реализации, показанных на Фигурах 2 и 3, каждый просеивающий элемент включает четыре различных просеивающих «площади», отделенных армирующими областями. Таким образом, просеивающий узел 10400, показанный на Фигуре 3, сформирован из 20 просеивающих элементов 10216, собранных из 2 - 10 рядов. В альтернативном варианте реализации, отдельные просеивающие элементы могут иметь различные габариты и конфигурации. Также, в альтернативных вариантах реализации количество просеивающих элементов, которые соединены вместе для формирования просеивающего узла, может варьироваться в зависимости от требуемых общих габаритов просеивающего узла.
[0084] В вариантах реализации, показанных на Фигурах 2 и 3, множество просеивающих элементов 10216, которые имеют одинаковый размер, соединены вместе сваркой или некоторыми другими способами для изготовления просеивающего узла. В альтернативных вариантах реализации, отдельные просеивающие элементы могут иметь различные размеры или формы.
[0085] Как описано в настоящем описании, отдельные просеивающие элементы могут иметь различные размеры, например, 1” x 1”, 1”x 6”, 1”x5”, 2”x5”, 4”x5”, др. Тем не менее, множество просеивающих элементов могут быть сварены или соединены вместе с образованием подузлов, и составные подузлы могут быть соединены вместе с образованием просеивающего узла большего размера.
[0086] Например, на Фигуре 3 показан подузел 10400, включающий двадцать просеивающих элементов 10216. Составные подузлы 10400 могут быть затем соединены вместе с помощью той же сварки или способов соединения с образованием просеивающего узла 10500 аналогично изображенному на Фигуре 4. Преимущество изготовления подузлов 10400 перед изготовлением просеивающего узла большего размера заключается в том, что многие подузлы 10400 могут быть изготовлены в различных размерах и формах.Эти подузлы различной формы или размера можно легко хранить для обработки или в качестве форм фактора. Подузлы затем могут быть легко собраны в просеивающий узел большего размера на основании требования или иных факторов. Также, разнообразие размеров подузлов делает возможным сформировать просеивающие узлы большего размера во множестве различных размеров или форм для удовлетворения покупательского спроса.
[0087] Фигура 4 иллюстрирует просеивающий узел 10500 из термопластической пластмассы, образованный соединением вместе составных подузлов 10400. Просеивающий узел 10500 из термопластической пластмассы, изображенный на Фигуре 4, имеет размеры просеивающего узла 40” x 30” из термопластической пластмассы, полученный соединением восьми подузлов 10400 размерами10” x 10” из термопластической пластмассы и четырех подузлов 10510 10” x 5” из термопластической пластмассы. Подузлы 10400, 10510 из термопластической пластмассы могут быть соединены вместе с помощью любого из описанных процессов, как показано на Фигурах 2 и 4, вдоль швов 10310.
[0088] После или во время формирования просеивающего узла из термопластической пластмассы из множества просеивающих элементов одно или более армирующее волокно может быть внедрено в просеивающий узел. На Фигурах 5A и 5B проиллюстрированы нижние и верхние виды в изометрии просеивающего узла 10500 с армирующими волокнами 10610, внедренными в него. Армирующие волокна 10610 ориентированы внутри просеивающего узла 10500 таким образом, что они проходят в направлении, в котором просеивающий узел натянут. В варианте реализации, показанном на Фигурах 5A и 5B, просеивающий узел 10500 может быть натянут от концов 10220.
[0089] Армирующие волокна 10610 могут поочередно проходить между двумя ближними просеивающими элементами, если просеивающие элементы соединены вместе. В другом случае, или дополнительно, армирующие волокна 10610 могут быть внедрены в армирующие элементы просеивающих элементов.
[0090] В варианте реализации, приведенном на Фигуре 1A, просеивающий элемент 10216 включает три первых армирующих элемента 10230, которые протянуты параллельно концевым частям 10220 и между боковых частей 10222. Эти первые армирующие элементы 10230 отделяют четыре основных просеивающих секции просеивающего элемента 10216. Вторые армирующие элементы 10232 меньшей ширины также протянуты параллельно концевым частям 10220 и между боковыми частями 10222. Эти вторые армирующие элементы 10232 проходят между каждым рядом просеивающих отверстий. Просеивающий элемент 10216 также включает третьи армирующие элементы 10234, которые проходят параллельно боковым частям 10222. Каждый из этих третьих армирующих элементов 10234 отделяет свою группу просеивающих отверстий.
[0091] Армирующие волокна 10610 могут быть внедрены в армирующие элементы 10230, 10232, 10234 отдельных просеивающих элементов 10216 после того, как составные просеивающие элементы 10216 соединены вместе с образованием просеивающего узла 10500, аналогично показанному на Фигурах 5 и 6. Армирующие волокна 10610 могут быть внедрены в соответствующие армирующие элементы многими способами.
[0092] В некоторых вариантах реализации, армирующее волокно 10610 может быть внедрено в армирующие элементы просеивающих элементов 10216 с помощью локализованного нагрева армирующих элементов для того, чтобы вызвать плавление части армирующих элементов. Армирующее волокно 10610 затем сдавливают в части расплавления армирующих волокон. В некоторых вариантах реализации нагревательный элемент такой как паяльник можно использовать для вдавливания армирующего волокна 10610 в армирующие элементы, т.к. паяльник плавит материал армирующих элементов. В некоторых вариантах реализации, удлиненный нагревательный элемент, который проходит по всей длине или ее части просеивающего узла 10500, может быть помещен вблизи или в контакт с набором ближних армирующих элементов составных просеивающих элементов. Нагревательный элемент последовательно расплавляет материал составных армирующих элементов. После того, как армирующие элементы расплавлены, армирующее волокна вдавливается в расплавленный материал для внедрения армирующего волокна в материал армирующих элементов. В некоторых вариантах реализации армирующее волокна 10610 затем помещается вдоль кромки такого удлиненного нагревательного элемента. Затем, удлиненный нагревательный элемент может вдавливать по длине армирующее волокно 10610 в армирующий элемент, т.к. нагревательный элемент расплавляет армирующие элементы.
[0093] Другие способы могут быть использованы для плавления термопластической пластмассы просеивающих элементов, чтобы внедрить армирующее волокно 10610 в материал просеивающих элементов. Например, лазерное или световое излучение можно применять для локального плавления материала просеивающих элементов таким образом, чтобы внедрить армирующее волокно 10610. В некоторых вариантах реализации, можно также использовать горячий воздух для плавления материала просеивающих элементов.
[0094] В некоторых вариантах реализации, когда точка плавления армирующего волокна выше точки плавления термопластического материала, в который оно внедряется, армирующие волокна как таковые могут быть нагреты выше точки плавления термопластического материала армирующих элементов. Нагрев волокон может быть затем использован для плавления термопластического материала, т.к. нагретое волокно вдавливается в армирующие элементы просеивающих элементов, или, возможно, в шов, соединяющий два или более просеивающих элементов.
[0095] В некоторых вариантах реализации, армирующее волокно представляет арамидное волокно, такое ка Кевлар. В некоторых вариантах реализации, металлические нитки, переплетенные с арамидным волокном, образуют армирующие волокно. В некоторых вариантах реализации, армирующее волокно представляет собой нержавеющую сталь или другой металл в виде твердой основы или многожильной форме. В некоторых вариантах реализации, армирующее волокно представляет собой металлический стержень. В некоторых вариантах реализации, армирующее волокно представляет нити.
[0096] В некоторых вариантах реализации, внедрение армирующих волокон в термопластический материал просеивающих элементов может включать только вдавливание армирующего волокна в верхнюю или нижнюю поверхность просеивающего элемента, такого как армирующий элемент, таким образом, что армирующее волокно только частично включено в термопластический материал просеивающих элементов. В других вариантах реализации армирующие волокна полностью погружены в термопластический материал просеивающих элементов.
[0097] Внедрение армирующих волокон 10610 в материал армирующих элементов просеивающих элементов может предотвратить армирующие волокна 10610 от блокирования любых просеивающих отверстий просеивающих элементов. Также, полное погружение армирующих волокон 10610 в материал просеивающих элементов или просеивающего узла предотвращает армирующие волокна от контакта с материалом для просеивания при просеивающем узле или части просеивающего устройства, в котором закреплено сито. Контакт между материалом для просеивания и просеивающим устройством или просеивающим устройством и армирующими волокнам 10610 приводит к изнашиванию и повреждению армирующих волокон 10610, в частности, потому что просеивающие узлы вибрируют по отношению к материалу для просеивания. Таким образом, желательно, чтобы армирующие волокна были полностью погружены в материал просеивающего узла, где это возможно.
[0098] Если невозможно полностью погрузить армирующие волокна в материал просеивающих элементов, то предпочтительно, чтобы армирующие волокна были частично включены в нижнюю поверхность просеивающего узла, при этом армирующие волокна подвергаются воздействию материала для просеивания во время вибрации сит. Относительное движение между просеивающим узлом и частями армирующих волокон, которые подвергаются воздействию, и материалом для просеивания приводит к изнашиванию и/или повреждению армирующих волокон. С другой стороны, если части армирующих волокон, которые подвергаются воздействию, расположены на нижней поверхности просеивающего узла, повреждение армирующих волокон при использовании происходит гораздо реже.
[0099] В некоторых вариантах реализации, просеивающие элементы могут быть отлиты с включением одной или более канавок, которые сконфигурированы для принятия одного или более армирующих волокон. Фигура 6 иллюстрирует один такой просеивающий элемент 10217. В этом варианте реализации, боковые канавки 10240 отлиты в нижних поверхностях боковых кромок 10222. В некоторых вариантах реализации, центральная канавка 10242 отлита в нижней поверхности центрального армирующего элемента 10236, который проходит по центру длины просеивающего элемента 10217. В некоторых вариантах реализации, концевая канавка 10244 может быть отлита в нижних поверхностях концов 10220 просеивающего элемента 10217. Разумеется, в любом конкретном варианте реализации, только один тип канавок 10240/10242/10244 может быть сделан в просеивающем элементе.
[00100] Когда канавки 10240/10242/10244 отлиты в нижней поверхности просеивающего элемента, они облегчают внедрение армирующих волокон в материал просеивающего узла. Т.К. просеивающий узел был сформирован при соединении составных просеивающих элементов вместе, канавки просеивающих элементов проходят по всей длине и/или ширине просеивающего узла. Армирующие волокна могут затем закладываться в выровненные канавки и нагревание может избирательно применяться к частично расплавленному материалу просеивающих элементов в или около канавок для внедрения армирующих волокон в материал.
[00101] В некоторых случаях, армирующие волокна будут полностью погружены в материал просеивающих элементов. В других случаях, волокна будут частично включены в материал просеивающих элементов, но части армирующих волокон, которые подвергаются воздействию, будут расположены на нижней поверхности просеивающего узла, где вероятность повреждения ниже. Материал для просеивания падает вниз через просеивающие отверстия просеивающих элементов. Т.к. любые части армирующих волокон, которые подвергаются воздействию, расположены на нижних поверхностях сторон или концов просеивающих элементов, или на нижней поверхности армирующего элемента, части армирующих волокон, которые подвергаются воздействию, могут быть эффективно защищены от материала для просеивания. Таким образом, минимизированы любые повреждения частей армирующих волокон, которые подвергаются воздействию.
[00102] Как указано выше, армирующие волокна 10610 могут быть также расположены между ближними кромками просеивающих элементов, т.к. просеивающие элементы соединены вместе с формированием просеивающего узла или подузла. Фигура 7A иллюстрирует две полосы 10812, 10814 просеивающих элементов 10216, которые были соединены вместе, конец в конец вдоль первых швов 10312. Можно соединить две полосы 10812, 10814 просеивающих элементов вместе с помощью плавления ближних боковых кромок, расположив две полосы 10812, 10814 просеивающих элементов вместе и оставив материал просеивающих элементов охлаждаться с формированием структуры, как показано на Фигуре 7B. Боковые кромки полос 10812, 10814 просеивающих элементов соединены вдоль второго шва 10314, который проходит по длине структуры.
[00103] Как показано на Фигуре 7A, только перед тем, как две полосы 10812, 10814 просеивающих элементов соединены вместе, армирующее волокно 10610 может быть расположено между боковыми кромками просеивающих элементов 10216 каждой полосы 10812, 10814 просеивающих элементов. Т.к. две полосы 10812, 10814 просеивающих элементов расположены вместе и материал оставили охлаждаться, армирующее волокно 10610 внедряют в структуру вдоль продольного шва 10314. Предпочтительно, чтобы армирующее волокно 10610 было расположено между верхней и нижней поверхностями просеивающих элементов 10216 таким образом, чтобы не было частей армирующего волокна, подвергающихся воздействию.
[00104] Количество армирующих элементов, которые внедрены в просеивающий узел, выбирается для обеспечения просеивающего узла с достаточной прочностью на натяжение для выдерживания сил натяжения, которые прикладываются к просеивающему узлу при монтаже и удерживании просеивающего узла в просеивающем устройстве при операции просеивания. Т.к. просеивающий узел может подвергаться значительному ускорению и вибрационным силам, натяжение, используемое для удержания просеивающего узла, может быть внушительным. Если просеивающий узел сконструирован так, как описано выше в связи с Фигурами 7A и 7B, где армирующее волокно 10610 расположено поочередно между боковыми кромками длинных полос просеивающих элементов, количество армирующих волокон, которые могут быть внедрены в просеивающий узел, ограничено числом швов 10314 между ближними полосами просеивающих элементов. В некоторых случаях, это может приводить к тому, что в просеивающем узле нет достаточного количества армирующих волокон для гарантированного выдерживания сил натяжения, которые приложены для удержания просеивающего узла в просеивающем устройстве. В этом случае желательно, чтобы также были внедрены дополнительные армирующие волокна части просеивающего узла, расположенные между продольными швами 10314, которые проходят там, где боковые кромки полос просеивающих элементов соединены вместе. Фигура 8 иллюстрирует вариант реализации просеивающего элемента 10217, который может быть использован для этих целей.
[00105] Как показано на Фигуре 8, просеивающий элемент 10217 включает концевые части 10220 и боковые части 10222. Как в варианте реализации, показанном на Фигуре 1A, просеивающий элемент 10217 включает первые армирующие элементы 10230, которые проходят параллельно концевым частям 10220 и между боковыми частями 10222, вторые армирующие элементы 10232, которые также проходят параллельно концевым частям 10220 и между боковыми частями 10222, и третьи армирующие элементы 10234, которые проходят параллельно боковым частям 10222 и между группами просеивающих отверстий. Вариант реализации, показанный на Фигуре 8, также включает четвертые армирующие элементы 10236, которые проходят параллельно боковым частям 10222 и между концевыми частями 10220. Четвертые армирующие элементы 10236 проходят вниз в середине просеивающего элемента 10217 в продольном направлении. Четвертые армирующие элементы 10236 обеспечивают положение между боковыми кромками просеивающего элемента 10217, в который может быть внедрено армирующее волокно 10610. Также, как указано выше, канавки могут быть отлиты в нижних поверхностях боковых частей 10222, концевых частей 10220 и четвертого армирующего элемента 10236 для облегчения внедрения армирующих волокон.
[00106] Составные просеивающие элементы 10217 аналогично показанным на Фигуре 8 могут быть соединены конец в конец для формирования длинных полос просеивающих элементов 10217. Боковые кромки длинных полос соединены вместе, как описано выше, и армирующие волокна 10610 внедрены между боковыми кромками длинных полос просеивающих элементов, как также было описано выше. Т.к. просеивающий узел был сформирован таким образом, дополнительные армирующие волокна 10610 могут быть затем внедрены в четвертые армирующие элементы 10236 просеивающих элементов 10217 каждой длинной полосы просеивающих элементов. Канавки, отлитые в нижних поверхностях четвертых армирующих элементов 10236 просеивающих элементов, могут способствовать внедрению дополнительных армирующих волокон в просеивающий узел. Армирующее волокно 10610 располагается между каждым продольным швом 10314 боковых кромок ближних полос просеивающих элементов, по существу дублируя число армирующих волокон на единицу ширины просеивающего узла.
[00107] В некоторых вариантах реализации, армирующие волокна 10610 внедрены в армирующие элементы просеивающих элементов. Однако, в некоторых областях применения невозможно погрузить армирующее волокно 10610 на всю длину в термопластический материал просеивающих элементов. Таким образом, некоторые промежуточные части армирующего волокна 10610 могут быть погружены в термопластический материал. Это может происходить, например, если армирующие элементы просеивающих элементов не полностью выровнены вдоль всей длины армирующего волокна 10610.
[00108] Фигура 9 показывает вид снизу в перспективе части просеивающего узла 11000 с непрерывным армирующим волокном, внедренным в него. В вариантах реализации, показанных на Фигурах 5-8, армирующие волокна являются отдельными армирующие волокнами, которые проходят по длине или ширине просеивающего узла. Такие отдельные армирующие волокна не являются непрерывными через составные ряды просеивающих элементов. Вместо этого, каждый ряд просеивающих элементов получает свое собственное отдельное армирующее волокно или волокна, внедренные в него, или армирующие волокна внедрены в структуру между рядами. В таких вариантах реализации, каждое отдельное армирующее волокно имеет первый конец, который проходит от первой стороны или конца просеивающего узла и второй конец, который проходит от второй стороны или конца просеивающего узла.
[00109] В других вариантах реализации, только один или несколько армирующих волокон могут иметь извилистую дорожку, которая пересекает составные ряды просеивающих элементов внутри просеивающего узла или подузлов. В варианте реализации, показанном на Фигуре 9, непрерывное армирующее волокно повторяет извилистую дорожку, которая проходит между двумя ближними рядами просеивающих отверстий, пока армирующее волокно не достигнет кромки просеивающего узла. Армирующее волокно затем поворачивает и пересекает поверх два новых ближних ряда просеивающих отверстий и затем проходит вниз между двумя новыми ближними рядами просеивающих отверстий. Этот шаблон повторяется, т.к. армирующее волокно выписывает извилистую дорожку через просеивающий узел.
[00110] Как показано на Фигуре 9, длинные прямые части 11010 армирующее волокна проходят между двумя рядами просеивающих отверстий. Если армирующее волокно достигает конца просеивающего узла, короткие пересекающие части 11012 армирующего волокна пересекают поверх два новых ряда просеивающих отверстий. Отдельный просеивающий узел может включать одно или более непрерывных армирующих волокон, которые проходят вдоль дорожки, которая имеет длинное направление в направлении натяжения и короткое направление в направлении ином, чем направление натяжения, такое как перпендикулярное направлению натяжения.
[00111] Непрерывное волокно, которое выписывает извилистую дорожку, может быть внедрено в просеивающий узел, как ранее было раскрыто выше в отношении Фигур 5-8. Если канавки отлиты в нижних поверхностях просеивающих элементов, канавки могут способствовать внедрению одного или более непрерывных армирующего волокна в просеивающий узел в извилистом шаблоне. Например, со ссылкой на Фигуру 6, непрерывное армирующее волокно может быть положено в выровненный ряд канавок 10240, которые проходят вдоль нижних поверхностей боковых частей 10222 ряда просеивающих элементов таким образом, что армирующее волокно проходит по большей части длины или ширины просеивающего узла. Альтернативно, армирующее волокно может быть проложено в ряд канавок 10242, которые образованы в нижних поверхностях центральных армирующих элементов 10236 ряда просеивающих элементов таким образом, что армирующее волокно проходит по большей части длины или ширины просеивающего узла. Если армирующее волокно подходит к кромке просеивающего узла, армирующее волокно может проходит через одну или более канавку 10244, образованную на нижней поверхности концевой части 10220 просеивающего элемента для пересечения другого ряда просеивающих элементов. Армирующее волокно затем может быть развернуто в обратном направлении вниз по выровненному ряду канавок 10240 или 10242 на боковых частях 10222 или центральных армирующих элементах 10236, соответственно, нового ряда просеивающих элементов.
[00112] В некоторых вариантах реализации, кроштейны жесткости могут быть включены в просеивающие узлы в направлении, перпендикулярном ориентации армирующих волокон. Если концы просеивающего узла находятся в натяжении, просеивающий узел имеет тенденцию противодействовать в направлении, перпедикулярном направлению натяжения. Кронштейны жесткости, которые включены в просеивающий узел и которые проходят в направлении, перпендикулярном направлению натяжения, помогают предотвратить провисание или прогиб сита между поддерживающими элементами, которые находятся под просеивающим узлом, когда он крепится на просеивающем устройстве. Кронштейны жесткости также помогают снизить противодействие, или “критическую точку,” просеивающего узла в направлении, перпендикулярном направлению натяжения. Кронштейны жесткости также могут быть изготовлены из любого подходящего материала, включая металл и стекловолокно. В некоторых случаях, кронштейны жесткости могут быть изготовлены из синтетического или пластического материала, имеющего иной состав и твердость, чем синтетический или пластический материал, используемый для изготовления просеивающих элементов.
[00113] Фигура 10 представляет изометрический вид просеивающего узла 10500 с крюковыми полосами 11100 для облегчения монтажа просеивающего узла на просеивающей устройстве. Фигура 11 представляет собой вид сбоку просеивающего узла 10500 с крюковыми полосами 11100. Крюковые полосы 11100 могут крепиться на кромках просеивающего узла, которые натягиваются для прикрепления просеивающего узла 10500 на вибрационном просеивающем устройстве. Крюковые полосы 11100 могут прикрепляться к просеивающему устройству 10500 до, во время или после внедрения армирующих волокон в просеивающий узел. В некоторых вариантах реализации, крюковые полосы 11100 могут быть прикреплены к просеивающему узлу 10500 в то время, когда армирующие волокна внедряются в просеивающий узел 10500.
[00114] Крюковые полосы 11100 могут проходить вдоль противоположных кромок просеивающего узла и могут каждый иметь U-образную форму канала, который может быть присоединен к натяжному механизму. Крюковые полосы 11100 могут быть также образованы с внутренними структурными элементами и/или могут включать другие структурные элементы. Крюковые полосы 11100 могут иметь U-форму или любую другую подходящую форму для присоединения к вибрационному просеивающему устройству. В типовом примере реализации, крюковые полосы 11100 могут включать сформированный элемент, напр., металлический элемент, которые соответствует требуемой форме, напр., U-форме. Сформированный элемент может быть прикреплен к корпусу просеивающего узла 10500 нагреванием, сдавливанием, механическими зажимами, химическим связыванием, отливкой и/или любыми другими подходящими способами соединения/сборки.
[00115] Крюковые полосы 11100 могут быть изготовлены из различных материалов. В некоторых вариантах реализации, крюковая полоса 11100 может быть сформирована из металлического материала. В других вариантах реализации, крюковая полоса 11100 может быть изготовлена из синтетического или пластмассового материала. В некоторых вариантах реализации, каждая крюковая полоса 11100 может быть получена литьем под давлением из термопластической пластмассы. В этом случае, крюковая полоса 11100 может быть присоединена к просеивающему узлу с помощью плавления или способами присоединения, описанными выше в связи с присоединением просеивающих элементов к друг другу. Также, в случаях, когда крюковая полоса 11100 отлита или сформирована из синтетического материала, кронштейн жесткости может быть внедрен в крюковую полосу 11100 для обеспечения большей структурной жесткости. Кронштейны жесткости могут быть изготовлены из любого подходящего материала, включая металл, стекловолокно или углеродные волокна.
[00116] В определенных случаях, концы армирующих волокон, проходящих через просеивающий узел, присоединены к крюковым полосам 11100. Присоединение армирующих волокон к крюковым полосам 11100 позволяет силам натяжения, которые прилагаются к крюковым полосам 11100, частично переноситься на армирующие волокна. Это может быть выполнено множеством различным способов.
[00117] В некоторых вариантах реализации, концы армирующих волокон присоединены к крюковым полосам 11100 с помощью клеев и/или механических устройств крепления. Если крюковые полосы 11100 сформированы из отлитого синтетического материала, можно внедрить армирующие волокна в материал крюковых полос 11100 в большинстве способов, таких же, какими армирующие волокна внедряли в материал просеивающих элементов, из которых собран просеивающий узел, как описано выше. В действительности, для облегчения внедрения армирующих волокон в материал крюковых полос 11100 одна или более канавка может быть отлита в материале крюковых полос 11100.
[00118] Если просеивающий узел включает одно или более армирующих волокон, которые внедрены в просеивающий узел в виде извилин, то затем крюковые полосы 11100 прикрепляются к просеивающим элементам, которые образуют кромки просеивающего узла, таким образом, что силы натяжения, прикладываемые к крюковым полосами 11100, могут выдерживаться внедренными армирующими волокнами.
[00119] Фигуры 12A и 12B иллюстрируют вариант реализации, в котором тонкий металлический элемент 11300 соответствует покрытию по меньшей внутренней U-образной крюковой полосе 11100. Металлический элемент 11300 может проходить вокруг внешней стороны и верха крюковой полосы 11100, вокруг задней части крюковой полосы 11100 и по нижней части крюковой полосы 11100. В некоторых вариантах реализации, такой металлический элемент 11300 изготовлен в форме крюка и крепится или иным образом соединяется с просеивающим узлом с формированием крюковой полосы 11100.
[00120] При использовании, просеивающий узел 10500 крепится на вибрационное просеивающее устройство известным образом. Более конкретно, просеивающий узел 10500 крепится на раму просеивающей деки вибрационного просеивающего устройства. Каналообразные стержни оправки натяжного механизма вибрационного просеивающего устройства получают внутри крюковые стержни 11100, и стрежни оправки натягивают просеивающий узел для прикрепления просеивающего узла 10500 к просеивающей деке вибрационного просеивающего устройства. Натяжение, прикладываемое стержнями оправки, также служит для удержания просеивающего узла 10500 неподвижным по отношению к просеивающей деке при вибрации просеивающей деке и прикрепленного просеивающего узла 10500 при операциях просеивания.
[00121] Фигура 13 иллюстрирует вид сверху в перспективе просеивающего узла assembly 11400 с концевыми бортиками 11410. Фигура 14 представляет собой вид снизу в перспективе угла просеивающего узла 11410, показанного на Фигуре 13. Просеивающий узел 11400 сконструирован с натяжением крюков 11420 сторона в сторону по сторонам просеивающего узла 11400. Крюки 11420 проходят сверху верхней поверхности просеивающего узла 11400. Концевые бортики 11410 могут быть изготовлены из того же самого термопластического материала, как и просеивающие элементы. В некоторых вариантах реализации, концевые бортики 11410 изготовлены из другого материала, чем просеивающие элементы. В некоторых вариантах реализации, концевые бортики 11410 изготовлены из материала ТПУ. Концевые бортики 11410 могут быть добавлены к просеивающему узлу до, после или во время добавления крюковых полос 11420 к просеивающему узлу 11400.
[00122] Фигура 14 иллюстрирует, что составные армирующие волокна 10610 внедрены в материал просеивающего узла 11400. В этом варианте реализации, концы армирующих волокон 10610 внедрены в крюки 11420, которые присутствуют на сторонах просеивающего узла 11400. В результате, сила натяжения, которая приложена к крюкам 11420 с помощью натяжного установочного механизма, направлена прямо и выдерживается армирующими волокнами 10610. Разумеется, в другом варианте реализации, армирующие волокна 10610 могут быть присоединены к крюкам 11420 с помощью других средств соединения, как в целом было показано выше.
[00123] Концевые бортики 11410 обеспечивают поверхность контакта между юлижними ситами при установке в просеивающем устройстве. Концевые бортики 11410 можно добавить по длине просеивающего узла 11400 таким образом, что габариты полного просеивающего узла или узлов совместимы с габаритами просеивающего устройства, в котором используются просеивающие узлы. Концевые бортики 11410 могут также обеспечивать защиту кромкам наиболее удаленных просеивающих элементов. Хотя просеивающие элементы являются крепкими по отношению к материалам для просеивания, они могут повреждаться от воздействия на их кромки. Концевые бортики 11410 обеспечивают защиту кромок от такого воздействия и других повреждений.
[00124] Фигура 15 представляет вид сверху в перспективе просеивающего узла 11600 с боковыми бортиками 11610. Фигура 16 представляет вид снизу в перспективе угла просеивающего узла 11600, показанного на Фигуре 15. Просеивающий узел 11600 сконструирован для натяжения конец в конец с крюками 11620, расположенными на концах просеивающего узла 11600. Крюки 11620 проходят ниже нижней поверхности просеивающего узла 11600. Боковые бортики 11610 могут быть изготовлены из того же самого термопластического материала или материалов, как описано в отношении боковых бортиков 11410 в варианте реализации, показанном на Фигурах 13 и 14. Боковые бортики 11610 могут быть добавлены к просеивающему узлу 11600 до, после или во время добавления крюковых полос 11620 к просеивающему узлу 11600. Аналогично концевым бортикам 11410 в предыдущем варианте реализации, боковые бортики 11610 в настоящем варианте реализации могут обеспечивать защиту кромкам наиболее удаленных просеивающих элементов. Хотя просеивающие элементы являются крепкими по отношению к материалам для просеивания, они могут быть повреждены от воздействия их краев. Боковые бортики 11610 обеспечивают защиту кромок от такого воздействия и других повреждений.
[00125] Фигура 17A иллюстрирует два просеивающих элемента 10416, которые получены литьем под давлением, с включением концевых выступов 10420 и концевых пазов 10422. Просеивающие элементы также включают боковые выступы 10430 и боковые пазы 10432. Выступы и пазы спроектированы таким образом, что если боковые кромки или концевые кромки двух просеивающих элементов 10416 приводятся в контакт с друг другом перед сваркой или соединением вместе, выступы входят в пазы. В результате, два просеивающих элемента хорошо выравниваются относительно друг друга. Иными словами, выступы и кромки могут гарантировать, что просеивающие элементы надлежащим образом выровняются относительно друг друга до того, как они будут соединены друг с другом.
[00126] На Фигуре 17B показан еще один вариант реализации, в котором выступы 10420, 10430 имеют форму, которая имеет большую ширину по концам, чем у основания. Пазы 10422, 10432 имеют соответствующую форму. Если два таких просеивающих элемента располагают вместе, выступы 10420, 10430 будут давить вниз на пазы 10422, 10432 и формы выступов и пазов будет удерживать два просеивающих элемента вместе. Определенная форма выступов 10420, 10430 и пазов 10422, 10432 будет помогать удерживать составные просеивающие элементы вместе в процессе соединения их вместе.
[00127] Фигура 18 иллюстрирует стадии первого способа 1800 формирования просеивающего узла. Способ начинается и проводится со стадии 1802, на которой обеспечивают или формируют множество просеивающих элементов. Формирование просеивающих элементов может включать литье под давлением из пластмассы или синтетического материала с формированием просеивающих элементов. Просеивающие элементы могу иметь характеристики, описанные выше, и в частности, характеристики просеивающих элементов, описанные в связи с Фигурами 1A-2.
[00128] Далее, на стадии 1804 боковые кромки просеивающих элементов присоединяются к друг другу с формированием просеивающего узла. Боковые кромки могут быть соединены множеством различных способов, которые включают скрепление материала боковых кромок вместе, связывание или склеивание, применение зажимов или других аналогичных способов. В некоторых вариантах реализации, соединение боковых кромок пластмассовых или синтетических просеивающих элементов может включать нагревание материала, который нужно соединить, для по меньшей мере частичного плавления материала боковых кромок, сдавливания боковых кромок вместе, и оставление материала для охлаждения, таким образом, что материал вдоль боковых кромок связывается вместе. Материал боковых кромок может быть по меньшей мере частично расплавлен, как описано выше. Разумеется, боковые кромки могут быть присоединены множеством других способов.
[00129] В некоторых случаях, способ мог бы заканчиваться после стадии 1804. Иными словами, как только достаточное количество просеивающих элементов прикреплено к друг другу с формированием просеивающего узла, имеющего требуемый размер, способ можно заканчивать и просеивающий элемент можно использовать.
[00130] В другом варианте реализации, дополнительная стадия 1806 проводится для внедрения одно или более армирующих волокон в материал одного или более просеивающих элементов. Как объяснено выше, армирующие волокна могут располагаться таким образом, что они проходят в направлении, в котором просеивающий узел натянут для прикрепления просеивающего узла в просеивающем устройстве. Армирующие волокна могут быть внедрены в материал просеивающих элементов различными способами, как показано выше. Это может включать нагревание материала выбранных частей выбранного просеивающего элемента таким образом, что материал по меньшей мере частично расплавляется и вдавливаются армирующие волокна в расплавленный материал.
[00131] В некоторых вариантах реализации, множество армирующих волокон внедрены в материал просеивающих элементов просеивающего узла. В других вариантах реализации одно или только несколько армирующих волокон внедрены в материал просеивающих элементов просеивающего узла извилистым образом, что одно или несколько армирующих волокон проходят через составные части просеивающего узла.
[00132] В некоторых вариантах реализации, одно или более армирующее волокно внедрено в материал просеивающего узла вдоль швов, образованных между боковыми кромками просеивающих элементов, которые образуют просеивающий узел. Это может быть выполнено, как показано в подробностях в связи с Фигурой 8.
[00133] В некоторых вариантах реализации, способ заканчивается после стадии 1806. В других случаях, проводят опциональную дополнительную стадию 1808, в которой боковые профили, концевые профили, сжатые балки или крюковые полосы присоединены вдоль одной или более кромки просеивающего узла. Боковые или концевые профили могут обеспечивать защиту от воздействия сил на боковые кромки просеивающих элементов вдоль одной внешней кромки просеивающего узла. Сжатая балка может быть прикреплена к кромке просеивающего узла для облегчения давления при монтаже просеивающего узла в просеивающее устройство. Аналогично, крюковые полосы могут быть присоединены к противоположным боковым кромкам или противоположным концевым кромкам просеивающего узла таким образом, что просеивающий узел может быть смонтирован в просеивающем устройстве с натяжным установочным устройством.
[00134] Боковые профили, концевые профили, сжатые балки и/или крюковые полосы могут быть присоединены к просеивающим элементам просеивающего узла различными способами. Присоединение может быть выполнено с помощью обжимки, механических зажимов, химического иди адгезивного соединения или связывания материала просеивающих элементов с материалом боковых профилей, концевых профилей, сжатых балок и крюковых полос.
[00135] Фигура 19 иллюстрирует стадии другого способа 1900 формирования просеивающего узла. По этому способу, армирующие волокна внедряют в структуру во время соединения вместе боковых кромок просеивающих элементов. Способ 1900 начинается и проводится до стадии 1902, где множество просеивающих элементов обеспечивается или формируется. Опять же, формирование просеивающих элементов может включать литье под давлением пластмассы или синтетического материала с формированием просеивающих элементов. Просеивающие элементы могут иметь характеристики, как описано выше, и в частности, характеристики просеивающих элементов, как показано в связи с Фигурами 1A-2.
[00136] На стадии 1904 поднаборы просеивающих элементов соединены друг с другом с формированием полос соединенных просеивающих элементов. Это может включать соединение протяженных просеивающих элементов конец в конец с формированием полос соединенных просеивающих элементов. Просеивающие элементы могут быть соединены друг с другом любым способом, как описано ранее.
[00137] На стадии 1906 одно или более армирующее волокно расположено между боковыми кромками двух полос соединенных просеивающих элементов. На стадии 1908 боковые кромки двух ближних полос соединенных просеивающих элементов прикреплены к друг другу, чередуясь с одним или более армирующим волокном между полосами соединенных просеивающих элементов. Это может быть выполнено нагреванием просеивающих элементов вдоль боковых кромок, пока материал не начнет плавиться или переходить из твердого состояния в жидкое. Боковые кромки ближних полос соединенных просеивающих элементов затем сдавливаются вместе с одним или более армирующим волокном с чередованием между боковыми кромками. Материал просеивающих элементов вдоль боковых кромок затем охлаждается. В результате, материал боковых кромок просеивающих элементов связывается вместе с присоединением полос соединенных просеивающих элементов. Также, армирующее волокно или волокна заканчиваются при внедрении в материал просеивающих элементов вдоль соединения или шва, образованного между боковыми кромками полос соединенных просеивающих элементов. Разумеется, полосы соединенных просеивающих элементов могут быть присоединены к друг другу различными способами, такими как клеи или механические зажимы.
[00138] Описанный выше процесс можно повторять множество раз при добавлении дополнительных полос соединенных просеивающих элементов к первым двум полосам соединенных просеивающих элементов, с внедрением одного или более армирующих волокон между существующей структурой и новой полосой соединенных просеивающих элементов каждый раз, при добавлении новой полосы. Этот процесс позволяет сконструировать просеивающий узел большого размера, с новой полосой каждый раз. В некоторых вариантах реализации, способ заканчивают, когда достаточное количество полос соединенных просеивающих элементов присоединено к друг другу. В другом варианте реализации могут быть проведены дополнительно опциональные стадии.
[00139] В первой опциональной стадии 1910, дополнительные армирующие волокна могут быть добавлены в просеивающий узел после того, как все полосы присоединенных просеивающих элементов соединены друг с другом. Это можно выполнить с помощью нагревания определенных частей просеивающих элементов для того, чтобы эти части по меньшей мере частично расплавить. Одно или более армирующее волокна затем можно вдавить в нагретые части просеивающих элементов, и нагретые части затем оставить охлаждаться и затвердевать. В предпочтительных способах армирующие волокна вводят достаточно глубоко в нагретые части просеивающих элементов, которые полностью захватывают армирующие волокна в материал просеивающих элементов, когда материал охлаждается и затвердевает. Эта опциональная стадия 1910 может быть проведена с добавлением армирующих волокон к просеивающему узлу в местах между соединениями или швами, соединяющими полосы просеивающих элементов, где расположены другие армирующие волокна.
[00140] В другой опциональной стадии 1912, боковые профили, концевые профили, сжатые балки или крюковые полосы присоединены вдоль одной или более кромки просеивающего узла. Боковые или концевые профили могут быть обеспечены для защиты от воздействия на кромки просеивающих элементов вдоль внешней кромки просеивающего узла. Сжатая балка может крепиться на кромку просеивающего узла для усиления давления при монтаже просеивающего узла в просеивающее устройство. Аналогично, крюковые полосы могут быть присоединены к противоположным боковым кромкам или противоположным концевым кромкам просеивающего узла таким образом, чтобы просеивающий узел мог быть смонтирован в просеивающем устройстве с натяжным установочным устройством.
[00141] Опять же, этап 1912 может включать боковые профили, концевые профили, сжатые балки и/или крюковые полосы, присоединенные к просеивающим элементами просеивающего узла различными способами. Присоединение может быть выполнено обжимкой, механическими зажимами, химическим или адгезивным связыванием, или связыванием материала просеивающих элементов с материалом боковых профилей, концевых профилей, сжатых балок и крюковых полос.
[00142] Когда просеивающий узел изготовлен, как описано выше, причем боковые кромки просеивающих элементов соединены или связаны вместе, возможно отремонтировать поврежденную секцию просеивающего узла. Например, если секция просеивающего узла повреждена при использовании, можно отрезать поврежденную секцию и заменить ее соответствующей по размерам новой секцией новых просеивающих элементов. Это может включать отрезание полосы просеивающих элементов, которые были соединены конец в конец и которые проходят от одной стороны просеивающего узла к другой стороне, причем удаляемая полоса включает поврежденную секцию. Аналогичная по размеру полоса новых просеивающих элементов, которые также соединены конец в конец, могут быть присоединены к кромкам оставшихся частей просеивающего узла в по существу тем же образом, что и просеивающий узел при изготовлении в первом месте. Результатом является отремонтированный просеивающий узел, который включает новую полосу новых просеивающих элементов. Такого рода ремонт был бы невозможен при ситах и термореактивных пластмасс, т.к. термореактивный материал полимеризуется, и кромки больше не могут быть присоединены к новой отремонтированной заплате с помощью плавления или связывания.
[00143] Идеально, если новая полоса просеивающих элементов, которая вставляется в просеивающий узел, заменяющая поврежденную секцию, будет включать соответствующие армирующие волокна. Возможно, в этом случае удастся прикрепить армирующее волокно или волокна к крюковым концам просеивающего узла, который используется при монтаже просеивающего узла в просеивающее устройство.
[00144] В других примерах, где полоса просеивающих элементов подлежит замене, можно включить армирующие волокна в новую полосу, которая вставляется в просеивающий узел на замену поврежденной секции. Аналогично, невозможно соединить концы одного или более армирующего волокна в новой секции с крюковыми концами, которые используются при монтаже просеивающего узла к просеивающему устройству. Может быть допустимо, если оставшиеся армирующие волокна обеспечивают достаточную прочность просеивающего узла.
[00145] В других случаях можно прикрепить армирующее волокно, связанное с новой вставленной отремонтированной полосой к крюковому концу. Это может быть выполнено с помощью операции нагревания и связывания, с помощью клеев или механического крепежного механизма.
[00146] Когда просеивающий узел прикреплен к просеивающему устройству и используется для просеивания материала, желательно, чтобы материал для просеивания проваливался на части просеивающих элементов, которые включают просеивающие отверстия максимально полно. Когда материал для просеивания просто прижимается или подвергается вибрациям на боковых частях, концевых части и армирующих элементах просеивающих элементах, просеивающей активности не происходит. Единственный способ помочь просеиванию материала в контакте с частями просеивающих элементов, которые имеют просеивающие отверстия, это сформировать просеивающий узел такой, что части просеивающего узла не будут включать просеивающие отверстия, которые подняты относительно частей просеивающего узла, который включает просеивающие отверстия.
[00147] Фигура 2 иллюстрирует три просеивающих элемента 10216a, 10216b и 10216c, которые соединены вдоль их кромок по швам 10310. Как было объяснено выше, при процессе соединения боковых кромки сит нагреваются и сдавливаются вместе. Это приводит к тому, что материал на кромках связывается вместе для прикрепления просеивающих элементов к друг другу.
[00148] Фигура 20A представляет вид сбоку стороны узла, изображенного на Фигуре 2. Боковая кромка первого просеивающего элемента 10216a присоединена к боковой кромке второго просеивающего элемента 10216b вдоль шва 10310. Однако, в этом варианте реализации т.к. боковые кромки сит были нагреты до точки плавления, сила, сдавливающая боковые кромки вместе, была достаточно большая, что некоторые из материалов боковых кромок выталкивались по шву 10310. Т.к. материал просеивающих элементов 10216a, 10216b охладился, результатом была верхняя выступающая часть 10312, которая проходал вверх по шву 10310, соединяющему боковые кромки. Этот вид конфигурации мог приводить в результате к тому, что два просеивающих элемента 10216a, 10216b оставались на плоской поверхности, когда кромки соединялись вместе так, что материал кромок мог только выступать вверх в ответ на силы, которые сдавливали просеивающие элементы вместе.
[00149] Если целый просеивающий узел образован имеющим верхние выступающие части 10312 вдоль соединений 10310, которые скрепляют полосы просеивающих элементов вместе, то там имеются поднимающиеся части между частями просеивающих элементов, которые включают просеивающие отверстия. Все это может приводить к тому, что материал, который нужно просеять, остается в частях между верхними выступами 10312, где находятся просеивающие отверстия, способствуя таким образом процессу просеивания.
[00150] Фигура 20B иллюстрирует альтернативный вариант реализации, в котором нижний выступ 10314 также образован вдоль нижней поверхности шва 10310. Эта конфигурация может быть предпочтительной, т.к. просеивающий узел смонтирован на просеивающей деке просеивающего устройства, нижние выступы 10314 могут вызывать швы 10310 между просеивающими элементами, которые выталкиваются вверх, дополнительно поднимая верхние выступы 10312 выше частей просеивающих элементов, которые включают просеивающие отверстия.
[00151] Верхние выступы 10312 и нижние выступы 10314 могут быть также образованы альтернативными средствами. Например, т.к. набор просеивающих элементов соединен вместе с помощью одного из способов, описанных выше верхний выступ 10312 и/или нижний выступ 10314 могут быть независимым элементом, который добавляют вдоль швов 10310 между просеивающими элементами. Материал независимого элемента, который образует верхний выступ 10312 и/или нижний выступ 10314, может быть изготовлен из того же материала, что и просеивающие элементы, в этом случае независимый элемент может быть присоединен к просеивающему элементу вдоль швов 10310 с применением способов, аналогичных описанным выше, которые используются для соединения просеивающих элементов вместе. Альтернативно, независимые элементы, которые образуют верхний выступ 10312 и/или нижний выступ 10314, могут быть присоединены к просеивающим элементами вдоль швов 10310 альтернативными средствами, такими как клей. Также, независимые элементы, которые образуют верхний выступ 10312 и/или нижний выступ 10314, могут быть образованы из материала иного типа, чем материал, используемый для формирования просеивающих элементов.
[00152] Последующие варианты реализации в основном предполагают просеивающие узлы, которые монтируются в просеивающем устройстве, при натяжном встроенном механизме. Один дополнительный способ монтажа просеивающего узла в просеивающем устройстве предполагает встроенный компрессионный механизм. Можно использовать просеивающие узлы, которые изготовлены, как описано выше, в просеивающем устройстве, включающем встроенный компрессионный механизм, при условии, если просеивающий узел включает поддерживающую пластину.
[00153] Фигура 21 иллюстрирует поддерживающую пластину 300, которая может быть включена в просеивающий узел, который смонтирован в просеивающем устройстве с помощью встроенного компрессионного механизма. Поддерживающая пластина включает переднюю кромку 344, заднюю кромку 346, первую боковую кромку 340 и вторую боковую кромку 342. Множество отверстий 348 образованы по всей основной поверхности поддерживающей пластины 300. Когда слой просеивающих элементов с просеивающими отверстиями смонтирован на верху поддерживающей пластины 300, частицы просеиваемого материала, которые проходят через просеивающие отверстия просеивающих элементов, могут проходить через просеивающую пластину 300 по отверстиям 348.
[00154] Поддерживающая пластина включает первое множество смонтированных отверстий 350a, расположенных вдоль первой боковой кромки 340, и второе множество смонтированных отверстий 350b, которые расположены вдоль второй боковой кромки 342. Каждое смонтированное отверстие 350a, 350b может включать центрирующий паз 354. Смонтированные отверстия 350a, 350b взаимодействуют с элементами смонтированной системы давления для соединения с просеивающим узлом, который включает поддерживающую пластину 300 на просеивающем устройстве.
[00155] Поддерживающая пластина 300 может быть образована из металлических или синтетических материалов. Если поддерживающая пластина 300 образована из синтетического материала, жесткие элементы могут быть внедрены или присоединены к поддерживающей пластине для обеспечения повышенной жесткости поддерживающей пластине.
[00156] Фигура 22 иллюстрирует вид в разрезе части просеивающего узла 20000, который включает поддерживающую пластину 300, показанной на Фигуре 21. Просеивающий узел 20000 включает просеивающий слой 20100, который образован множеством просеивающих элементов 10216a, 10216b и 10216c, которые соединены вдоль своих боковых кромок по швам 10310, как показано выше. Любые последующие варианты реализации, в которых составные просеивающие элементы соединены вместе вдоль их боковых и/или концевых кромок, могут образовывать просеивающий слой 20100.
[00157] Просеивающий слой 20100 может быть присоединен к поддерживающей пластине 300 множеством способов. В некоторых вариантах реализации, клей, механические зажимы, защелки или другие устройства можно использовать для соединения просеивающих элементов просеивающего слоя 20100 с верхней поверхностью поддерживающей пластины 300. В другой варианте реализации, материал просеивающих элементов просеивающего слоя 20100 может быть расплавлен и сварен с материалом поддерживающей пластины 300. Это может быть преимуществом в случае, когда поддерживающая пластина изготовлена из синтетического материала.
[00158] На Фигуре 23 представлен вид в разрезе дополнительного варианта реализации просеивающего узла 23000, который включает поддерживающую пластину 310. Просеивающий слой 23100 изготовлен из составных просеивающих элементов 10216a, 10216b, 10216c, 10216d, которые соединены вдоль их боковых кромок по швам 10310. В этом варианте реализации, поддерживающая пластина 310 имеет волны. Просеивающий слой 23100 достаточно гибкий, и соединен с верхней поверхностью поддерживающей пластины 310 таким образом, что просеивающий слой повторяет контуры поддерживающей пластины 310. При образовании просеивающего узла, как показано на Фигуре 23, можно увеличить общую просеивающую площадь на единицу ширины просеивающего узла.
[00159] Хотя вариант реализации, представленный на Фигуре 23, включает указанные волны, возможны также другие формы. Например, поддерживающая пластина 310 и просеивающий слой 23100 могут иметь сглаженные закругленные волны. Аналогично, плоские части 23102 между волнами могут быть исключены таким образом, что весь просеивающий узел представляет набор волн. Также, волны могут проходить как вверх, так и вниз от средней плоскости. Возможны любые комбинации форм.
[00160] На Фигуре 24A показаны концевые кромки двух просеивающих элементов 24102 и 24110. Просеивающие элементы имеют угловые боковые кромки. Угловые боковые кромки позволяют соединить просеивающие элементы 24102 и 24110 вместе с образованием просеивающего узла, который имеет указанные выступы или волны.
[00161] Первый просеивающий элемент 24102 имеет первые и вторые боковые кромки 24104 и 24106, которые имеют наклон наружу и внутрь от верхней поверхности, таким образом, что нижняя поверхность имеет большую ширину, чем верхняя поверхность. Этот первый тип просеивающего элемента 24102 будет оканчиваться с образованием плоских частей просеивающего узла, как описано ниже.
[00162] Второй просеивающий элемент 24110 также имеет угловые боковые кромки 24112, 24114. Второй просеивающий элемент 24110 будет иметь выступающие чсти ввеех или вниз от просеивающего узла, как описано ниже. Углы, образованные между боковые кромками 24112, 24114 и верхними и нижними поверхностями просеивающего элемента 24110, будут зависеть от требуемой формы просеивающего узла, который образован с этим типом просеивающего элемента 24110.
[00163] Фигура 24B представляет вид сбоку просеивающего узла 24100, образованного множеством просеивающих элементов 24102, 24110, показанных на Фигуре 24A. Как показано на Фигуре 24B, противоположные боковые кромки 24104, 24106 каждого из первого типа просеивающего элемента 24102 образуют плоские части просеивающего узла 24100 между выступающими частями. Два из второго типа просеивающего элемента 24110 образуют каждую выступающую часть между плоскими частями просеивающего узла 24100, образованного первым типом просеивающего элемента 24102. Первые боковые кромки 24112 каждого второго типа просеивающего элемента 24110 соединены с боковой кромкой первого типа просеивающего элемента 24102. Вторые боковые кромки 24114 каждого второго типа просеивающего элемента 24110 соединены вместе с образованием пиков 24120 каждого выступа просеивающего узла 24100.
[00164] Как следует из изображения на Фигуре 24B, углы боковых кромок первого и второго типа просеивающих элементов 24102, 24110 могут варьироваться таким образом, что выступы планируются выступающими вверх от плоских частей при различных углах и высоте.
[00165] Соединение боковых кромок просеивающих элементов, которые образуют просеивающий узел 24100, как показано на Фигуре 24B, может быть осуществлено способами, как описано выше. В некоторых случаях, полезно положить просеивающие элементы на верх профильной стойки узла, которая имеет форму, сходную с требуемой конечной формой просеивающего узла. Т.к. просеивающие элементы находятся на профильной стойки узла таким образом, что они образуют форму, как показано на Фигуре 24B, боковые кромки могут быть соединены вместе с помощью нагревания и сварки, как описано выше. Процесс присоединения включает введение одного или более армирующих волокон между боковыми кромками просеивающих элементов. Разумеется, боковые кромки могут быть соединены альтернативными средствами, такие как клеи или механические зажимы.
[00166] Фигура 25 показывает еще один вариант реализации просеивающего узла, который включает плоскую поддерживающую пластину 300 аналогично показанной на Фигуре 21. В этом варианте реализации, однако, просеивающий слой 24100 образован таким образом, что он имеет волны, такие, как показано на Фигуре 24B. Это означает, что угловые боковые кромки просеивающих элементов соединены вместе таким образом, что полученный в результате просеивающий узел имеет гребни или выступы.
[00167] В дополнительном варианте реализации, плоский слой просеивающих элементов может быть присоединен вместе, как описано выше. Т.к. боковые кромки просеивающих элементов соединены вместе, слой соединенных просеивающих элементов может быть вставлен в отливную форму, которая имеет требуемые волны, и материал просеивающих элементов можно нагреть до почти точки плавления. При нагревании материала просеивающих элементов и приложении давления к узлу с отливной формой, можно задать волнистую форму просеивающему узлу, аналогичную показанной на Фиг. 24.
[00168] Поврежденный просеивающий узел, изготовленный как описано выше, может быть также отремонтирован накрыванием поврежденной секции. Например, плоская часть термопластического материала без отверстий могут быть соединены или сварены в месте над поврежденной секцией просеивающего узла. Возможно, заплата могла бы включать просеивающие отверстия. В другом случае, т.к. материал существующих просеивающих элементов может быть переплавлен после того, как просеивающий узел изготовлен, можно наложить заплату на поврежденную секцию просеивающего узла, с помощью сварки заплаты в месте над поврежденной секцией путем нагрева. Разумеется, клеи также могут быть использованы для соединения заплаты в месте над поврежденной секцией.
[00169] Предыдущие способы соединения вместе просеивающих элементов, полученных литьем под давлением, с образованием просеивающего узла основаны на применении частичных сеток, которые могут быть скреплены друг с другом вместе с образованием просеивающего узла. См., например, патенты США №№ 10,046,363; 9,409,209; 10,576,502 и 11,161,150, содержание всех приведено в описании в виде ссылки. Просеивающие узлы, описанные в перечисленных патентах, включают просеивающие элементы, полученные литьем под давлением, установленные на частичных сетках. Частичные сетки затем соединяются друг с другом по общим зажимам с образованием просеивающих узлов.
[00170] Устройства и способы, описанные выше, в которых боковые кромки просеивающих элементов, полученных литьем под давлением, скреплены вместе через соединение, сварку или другие способы соединения, образуют в результате просеивающий узел, который не требует частичной сетки. Получение просеивающего узла соединением боковых кромок просеивающих элементов вместе без применения частичных сеток обеспечивает многочисленные преимуществ.
[00171] Во- первых, нет необходимости изготавливать частичные сетки, что позволяет большую экономию времени и средств. Во-вторых, нет необходимости тратить время и усилия по присоединению просеивающих элементов к частичным сеткам до изготовления просеивающего узла. Вместо этого, т.к. просеивающие элементы изготовлены, они могут быть быстро соединены друг с другом с помощью способов, как описано выше, с образованием просеивающих узлов.
[00172] В дополнение, при удалении частичных сеток получающийся в результате просеивающий узел является более тонким, легким и более гибким. Это делает транспортировку и перевозку более легкой и менее дорогой. В некоторых случаях, это может также делать более простой установку просеивающих узлов в просеивающие устройства.
[00173] Более того, способы соединения, описанные выше, в которых боковые кромки просеивающих элементов, полученных литьем под давлением, сварены вместе, в результате позволяют получить просеивающие узлы, которые имеют большую прочность при натяжении, чем те, что скреплены вместе зажимами частичных сеток. Способность добавить армирующие волокна в просеивающий узел, как описано выше, может повышать предел прочности на разрыв. Добавить армирующие волокна в просеивающий узел, образованный с частичными сетками, было бы невозможно или возможно с большим трудом.
[00174] Одним из недостатков просеивающих узлов, образованных с применением частичных сеток, является то, что неразъемные зажимы, используемые для соединения частичных сеток вместе, не гарантируют что, получающийся в результате просеивающий узел не будет иметь пропусков между отдельными элементами. Боковые кромки просеивающих элементов, укрепленных на верху частичных сеток, не соединены вместе. В результате, невозможно просеять материал, падающий вниз, между боковыми кромками просеивающих элементов. Аналогично, частичные сетки, как таковые, соединены вместе с помощью неразъемных защелок, но боковые кромки между частичными сетками не соединены герметично. В результате, любой материал, который падает вниз, между боковыми кромками двух ближних просеивающих элементов может также падать вниз между боковыми кромками частичных сеток, где крепятся просеивающие элементы. Все эти факторы могут приводить к проблемам с материалом, обходящим просеивающие элементы и падающим между отдельными элементами, которые образуют просеивающий узел вместе с частичными сетками.
[00175] Проблема с материалом, обходящим просеивающие элементы, стоит достаточно остро, когда просеивающие элементы выполнены с очень малыми отверстиями, которые пропускают через сита только очень малые частицы. К сожалению, пропуски между ближними просеивающими элементами и между ближними частичными сетками могут иметь размер, аналогичный или больше, чем просеивающие отверстия в просеивающих элементах. Это позволяет частицам, которые больше, чем просеивающие отверстия, обходить просеивающие элементы, что является проблематичным.
[00176] Все из описанных выше проблем с частицами, проходящими мимо просеивающих элементов, решаются просеивающими узлами, образованными как описано выше, т.к. боковые кромки просеивающих элементов соединены или сварены вместе. Между просеивающими элементами нет пропусков. И вследствие этого нет частичных сеток, нет соответственно, пропусков между сторонами частичных сеток.
[00177] В дополнение, выяснилось, что в определенных условиях, наличие частичных сеток снижает производительность просеивания. Частичные сетки затрудняют движение просеивающей поверхности при вибрации. Когда просеивающие элементы не присоединены к нижележащей частичной сетке, они более подвижны, и они могут двигаться быстрее вследствие отсутствия массы, связанной с частичными сетками. Просеивающие элементы без частичных сеток могут также двигаться на большие расстояния в каждом направлении при вибрации, чем это возможно в случае, когда просеивающие элементы присоединены к частичным сеткам. Все эти факторы приводят в результате к образованию просеивающего узла только из просеивающих элементов, имеющих более высокую производительность просеивания, чем в случае просеивающих элементов, соединенных с частичными сетками.
[00178] Просеивающие узлы, которые образованы из множества просеивающих элементов, полученных литьем под давлением, как описано выше, имеют множество преимуществ над просеивающими узлами, полученными литьем термопластических материалов. Как рассмотрено выше, требуется времени больше на полимеризацию просеивающего узла при отливке термопластических материалов, чем при литье под давлением множества просеивающих элементов и соединении их вместе с образованием просеивающего узла, как описано выше. Отливка термопластических материалов требует часов, иногда 10 часов, с образованием отдельного большого просеивающего узла. Напротив, отдельные просеивающие элементы могут быть получены литьем под давлением за секунды, и время, требуемое для литья под давлением достаточного количества просеивающих элементов для получения большего сита, составляет менее часа. Дополнительное время, требуемое для соединения просеивающих элементов, полученных литьем под давлением, с образованием просеивающего узла также незначительно по сравнению с временем, требуемым для ожидания полимеризации термопластических материалов.
[00179] В дополнение, размер просеивающего узла, образованного при полимеризации термопластических материалов в отливной форме, ограничен размеров отливной формы. Напротив, можно создать просеивающий узел из множества просеивающих элементов, полученных литьем под давлением, с получением любого размера. Нет ограничений по размерам, которые накладываются размерами отливной формы.
[00180] Имеются также преимущества в отношении потерь или отходов. В случае, если одна малая часть просеивающего узла, полученного заливкой термопластических материалов, деформируется, или одна малая часть просеивающего узла, полученного заливкой термопластических материалов, будет повреждена, весь просеивающий узел становится отходом. И время, требуемое для изготовления просеивающего узла, теряется. Напротив, если один малый просеивающий элемент, полученный литьем под давлением, деформируется, только этот малый просеивающий элемент становится отходом. И вследствие изготовления из термопластических материалов, он может быть переплавлен и повторно использован с образованием нового просеивающего элемента. Только теряется время, которое очень мало и необходимо для изготовления дефектного просеивающего элемента, полученного литьем под давлением. Вследствие этих факторов, потери в отношении времени и отходы, в случае, если процесс идет не корректно, гораздо меньше при просеивающих элементах, полученных литьем под давлением, по сравнению с залитыми просеивающими узлами из термопластических материалов.
[00181]
[00182] Описанные варианты реализации могут быть выполнены для использования в различных вибрационных просеивающих устройствах. Это включает устройства, разработанных для влажного и сухого просева, устройства, включающие множество дек и/или множество просеивающих корзин, и устройства, включающие просеивающие навесные установки такие как натяжные механизмы (над и под), сжимающие механизмы, зажимные механизмы, магнитные механизмы и др. Например, просеивающие узлы, описанные в настоящей заявке, могут быть выполнены с возможностью установки на вибрационных просеивающих устройства, такие как описанные в патентах США №№ 7,578,394; 5,332,101; 6,669,027; 6,431,366; и 6,820,748.
[00183] В действительности, просеивающие узлы, раскрытые в описании, могут включать боковые части, соединительные балки и крюковые полосы, которые включают U-образные элементы, выполненные с возможностью воспринимать возвышающиеся элементы натяжения, напр., как описано в патенте США № 5,332,101; боковые части или соединительные балки, включающие воспринимающие пальцы отверстия, выполненные с возможностью воспринимать нижнее натяжение, напр., как описано в патенте США № 6,669,027; боковые элементы или соединительные балки для нагрузки под давлением, напр., как описано в патенте США № 7,578,394; или могут быть выполнены с возможностью присоединения и нагрузки на многодековые устройства, напр., такие как устройства, описанные в патенте США № 6,431,366. Просеивающие узлы и/или просеивающие элементы могут быть также выполнены с возможностью включения признаков, как раскрыто в патенте США № 8,443,984, включая технологии направления узла, как описано, и технологии предварительного получения панели, как описано.
[00184] Более того, просеивающие узлы и просеивающие элементы могут быть выполнены с возможностью внедрения в технологии предварительного просева (напр., совместимые с монтируемой структурой и конфигурациями просева), описанными в патентах США №№ 8,439,203; 7,578,394; 5,332,101; 4,882,054; 4,857,176; 6,669,027; 7,228,971; 6,431,366; и 6,820,748; 8,443,984; и 8,439,203; которые, вместе с их относимыми патентными семействами и заявками, и патентами и заявками на патент, приведенными в виде ссылок в этих документах, явным образом указаны в настоящем описании в виде ссылки на них. В настоящем описании, раскрыты варианты реализации. Однако, очевидно, что могут быть сделаны различные модификации и изменения к ним, без отступления от широкой сущности и объема изобретения. Описание и фигуры, соответственно, должны рассматриваться как иллюстрации, и не имеют ограничительных целей
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОВОЛЬТНЫЙ ЭЛЕКТРИЧЕСКИЙ ПЕРЕДАЮЩИЙ КАБЕЛЬ | 2010 |
|
RU2530039C2 |
| ПУЛТРУЗИОННЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОГО ПРОФИЛЯ | 2007 |
|
RU2446948C2 |
| ПОКРЫТАЯ ВУАЛЬЮ ЛЕНТА С УЛУЧШЕННОЙ УСТОЙЧИВОСТЬЮ К РАССЛАИВАНИЮ | 2012 |
|
RU2562992C2 |
| КОМПОЗИТНЫЙ СТРОИТЕЛЬНЫЙ КАРТОН С ПЛАСТИКОВЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2511365C2 |
| УЗЕЛ ВОГНУТОГО ФИЛЬТРА | 2015 |
|
RU2671981C2 |
| КОЛОСНИК ДЛЯ ПРОСЕИВАЮЩЕЙ РЕШЕТКИ ГРОХОТА И ГРОХОТ, ОСНАЩЕННЫЙ ТАКИМ ОБРАЗОМ | 2015 |
|
RU2664836C2 |
| ЛЫЖА | 1991 |
|
RU2060745C1 |
| ПОГЛОЩАЮЩИЕ И СТОЙКИЕ К РЕЗАНИЮ ЛИСТОВЫЕ МАТЕРИАЛЫ МНОГОЦЕЛЕВОГО НАЗНАЧЕНИЯ | 2000 |
|
RU2221698C2 |
| УЗЕЛ КОНСТРУКТИВНЫХ КОМПОНЕНТОВ ТРАНСПОРТНОГО СРЕДСТВА И ИХ СОЕДИНЕНИЕ | 2015 |
|
RU2697342C2 |
| КОРПУС ТУРБОРЕАКТИВНОГО ДВИГАТЕЛЯ И ТУРБОРЕАКТИВНЫЙ ДВИГАТЕЛЬ, СОДЕРЖАЩИЙ ТАКИЕ КОРПУСА | 2011 |
|
RU2544107C2 |
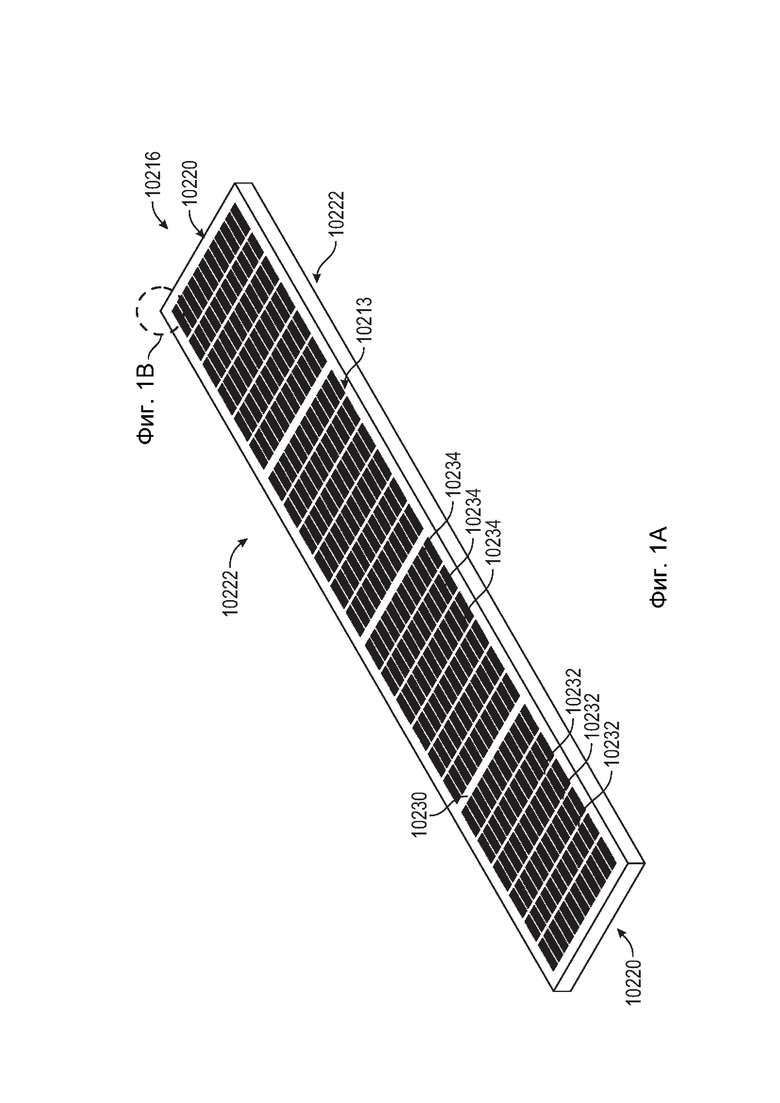
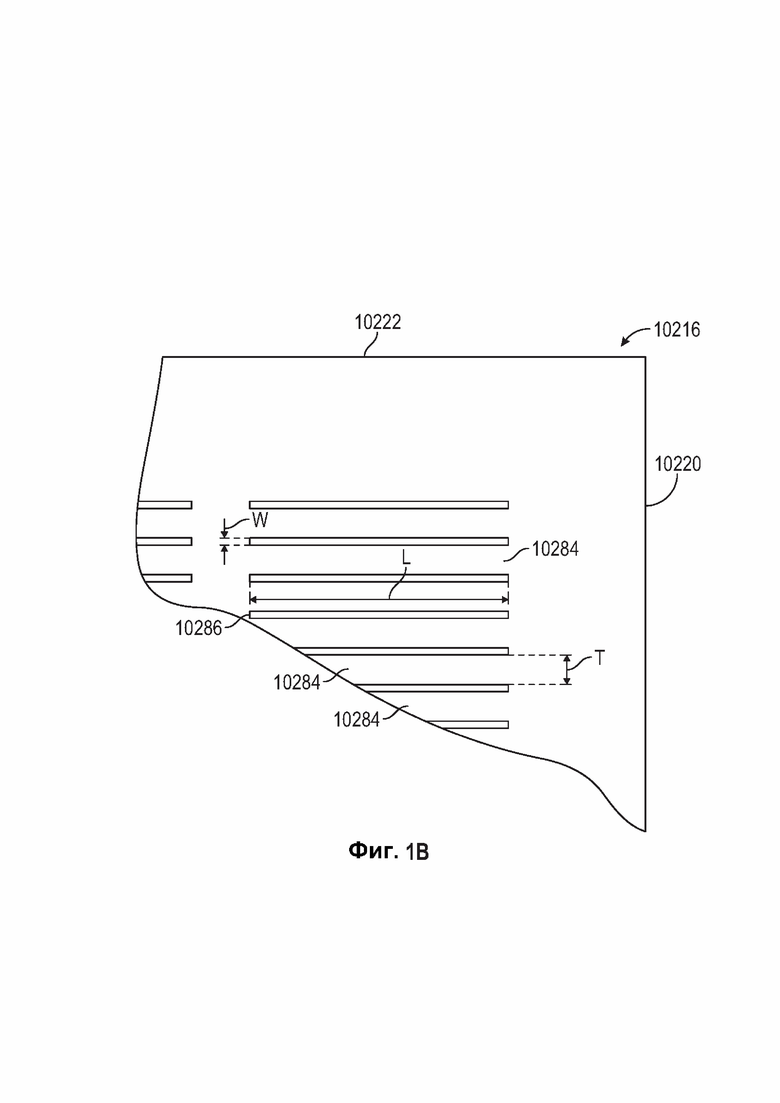
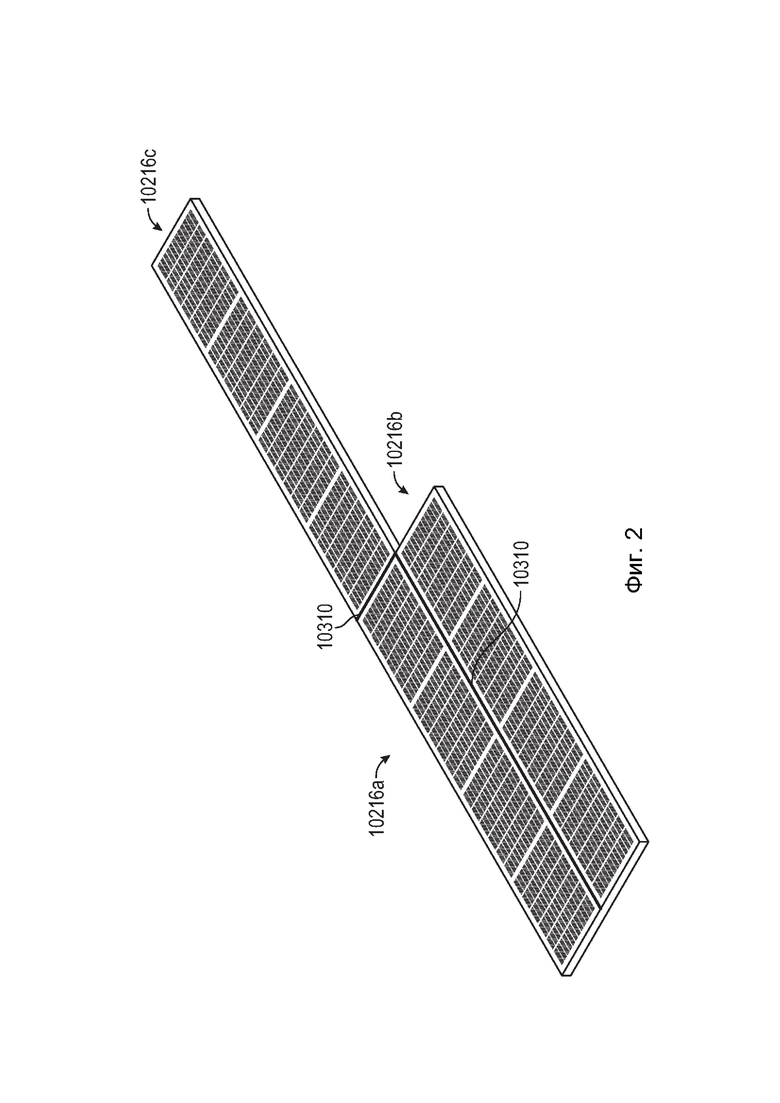
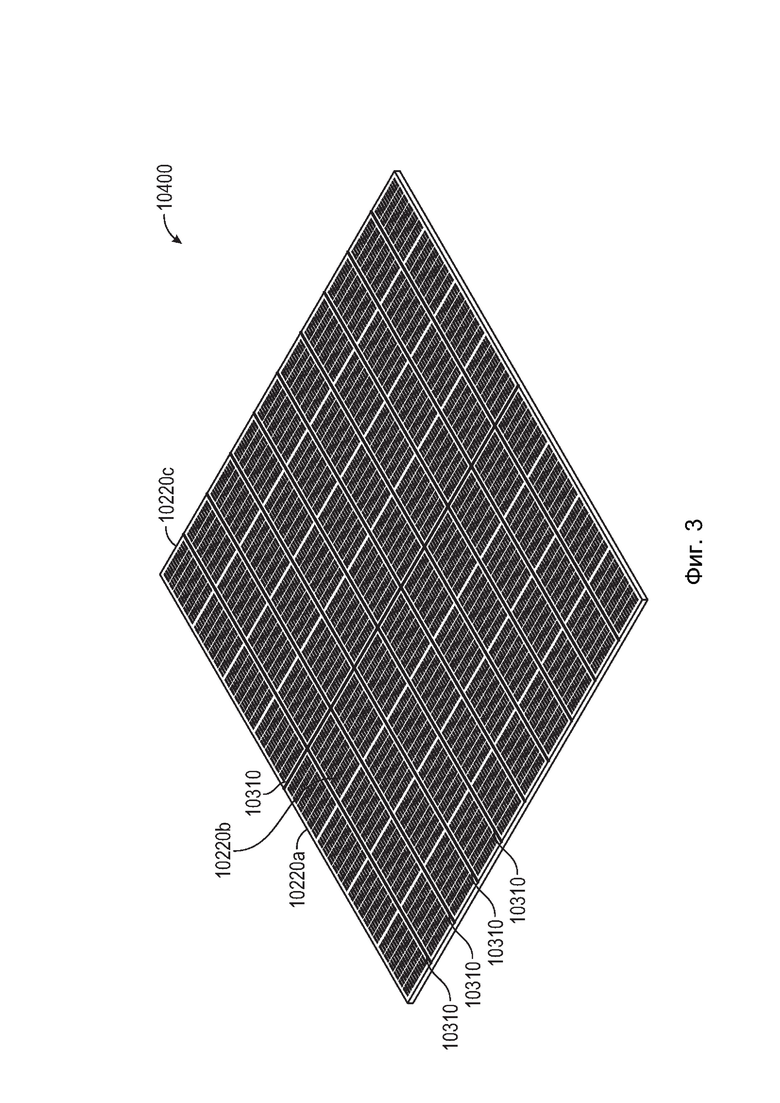
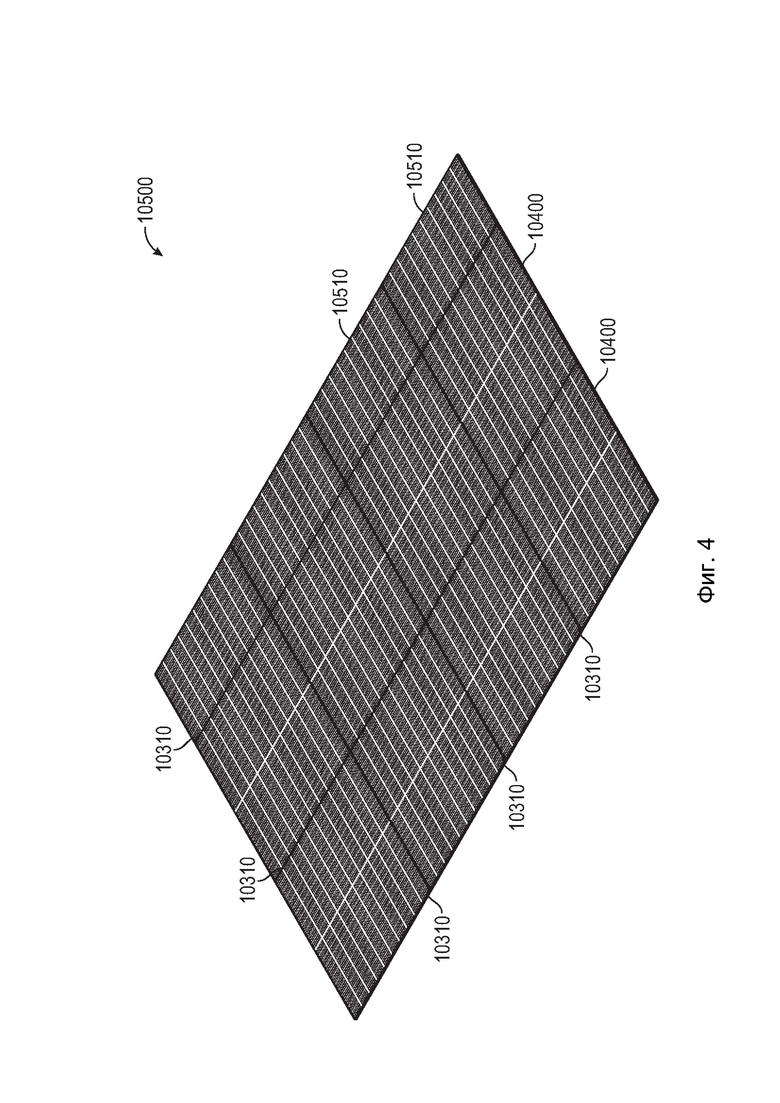
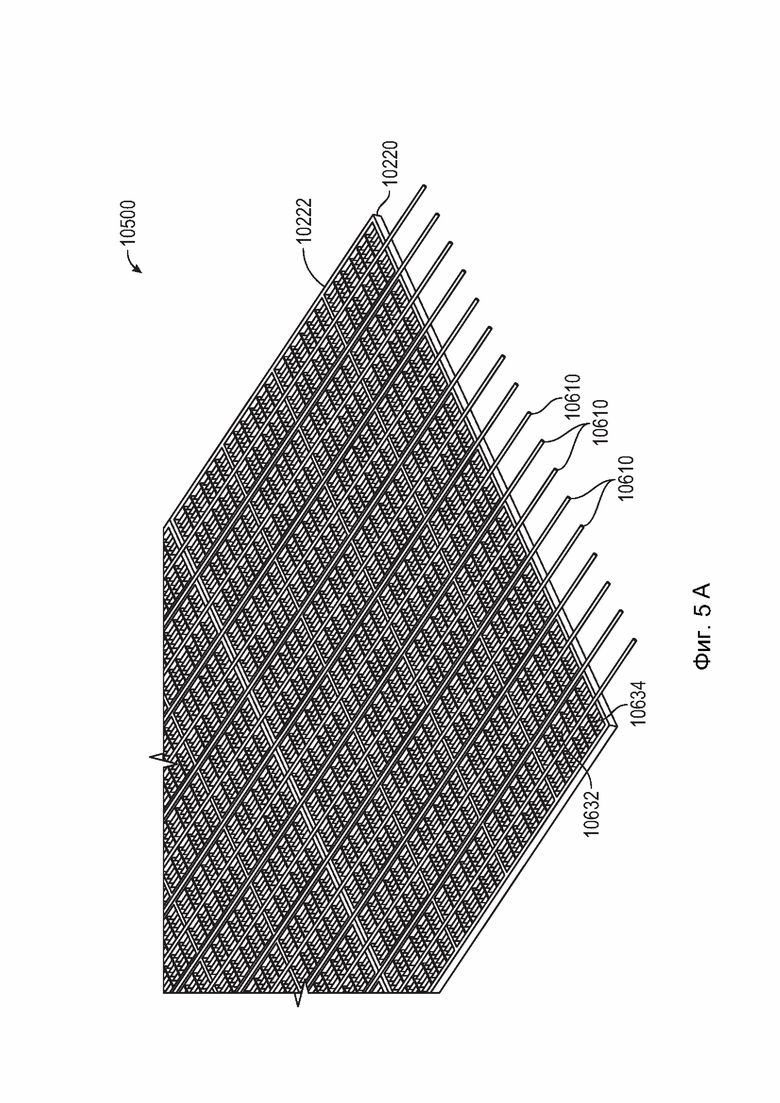
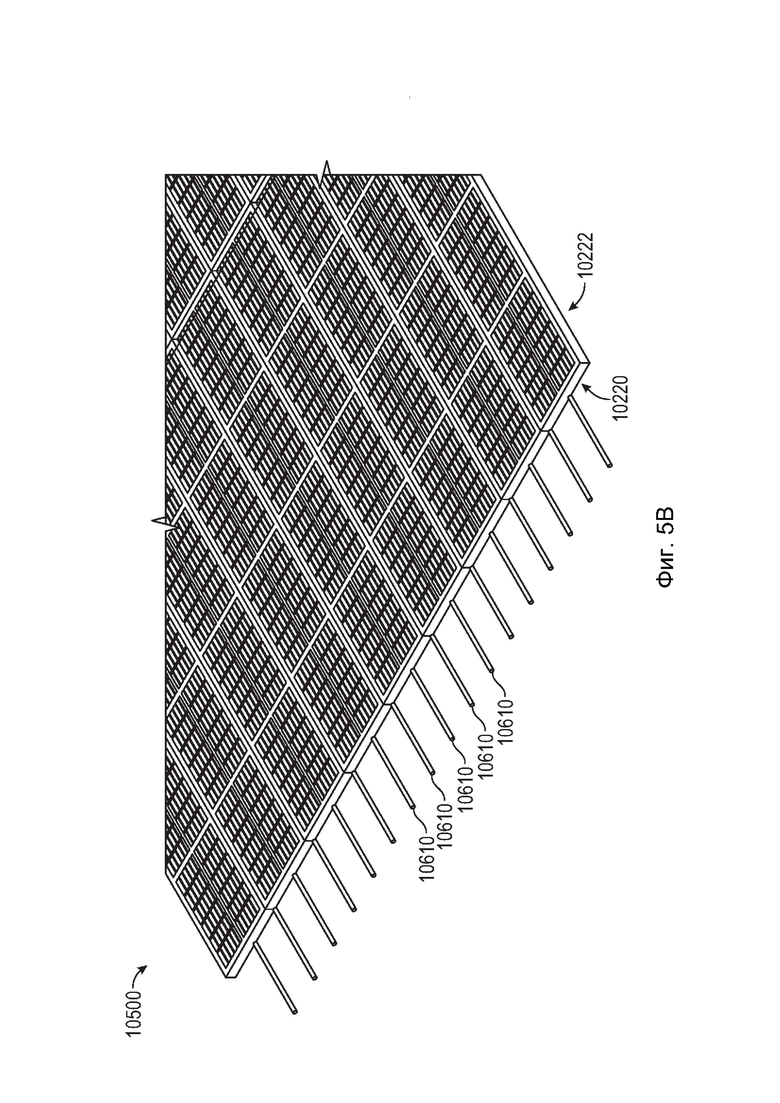
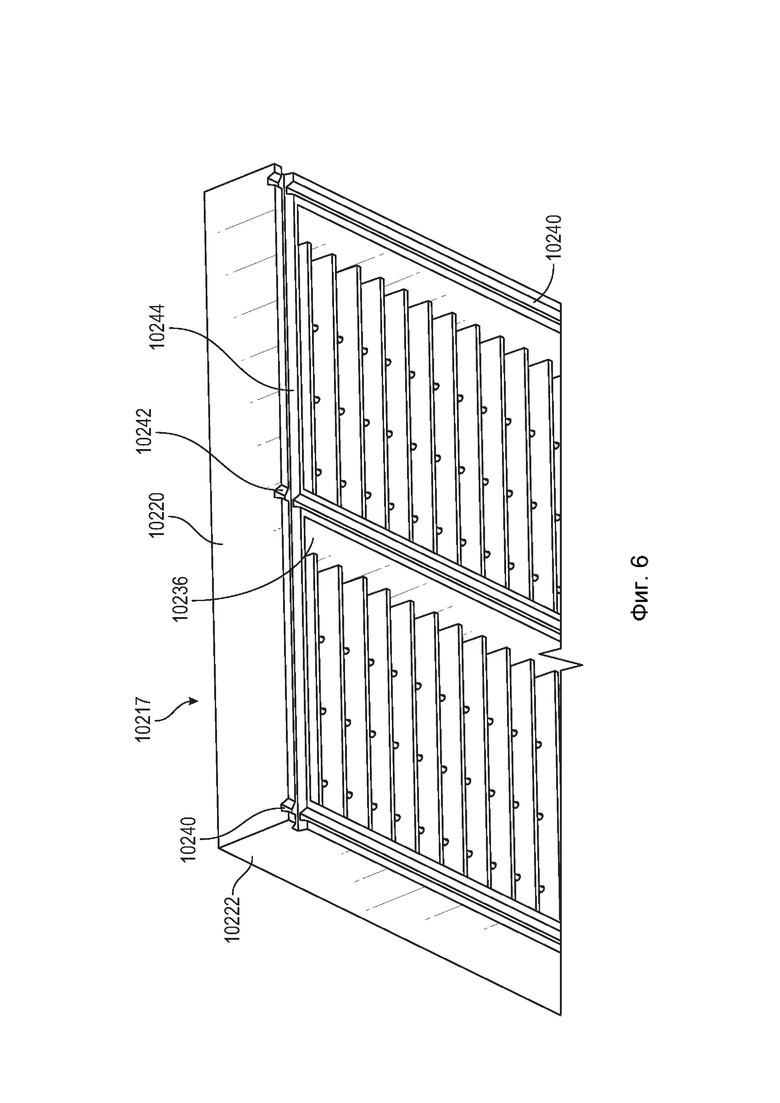
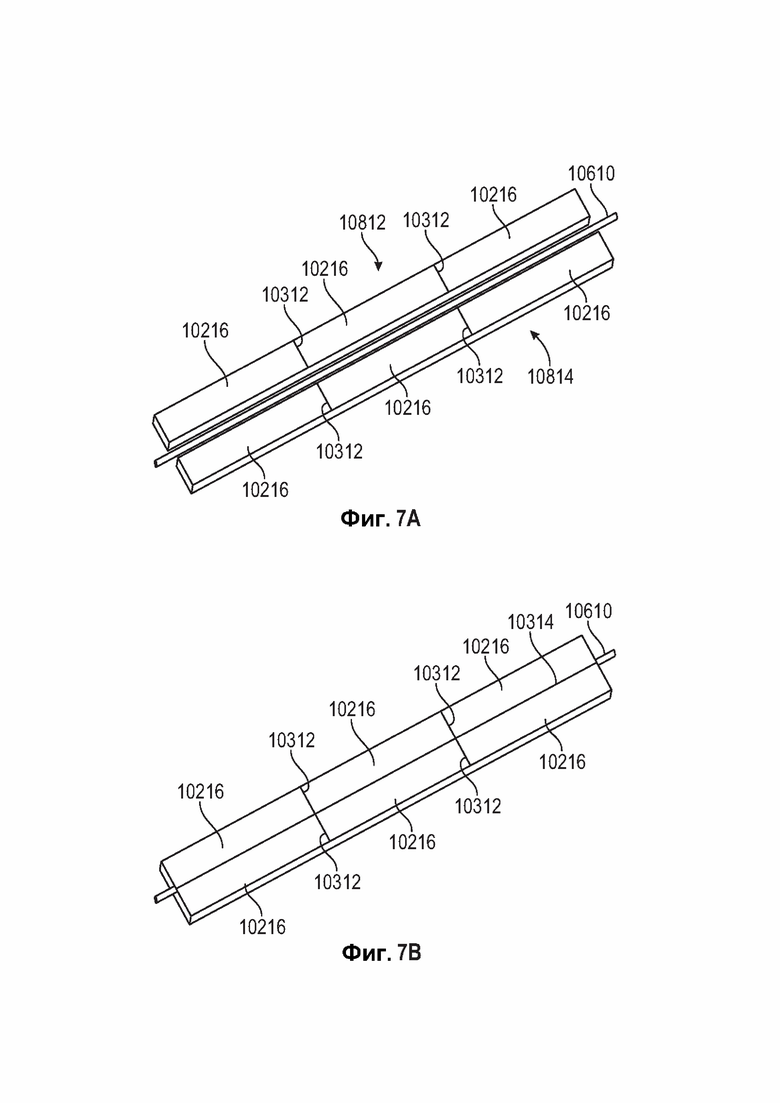
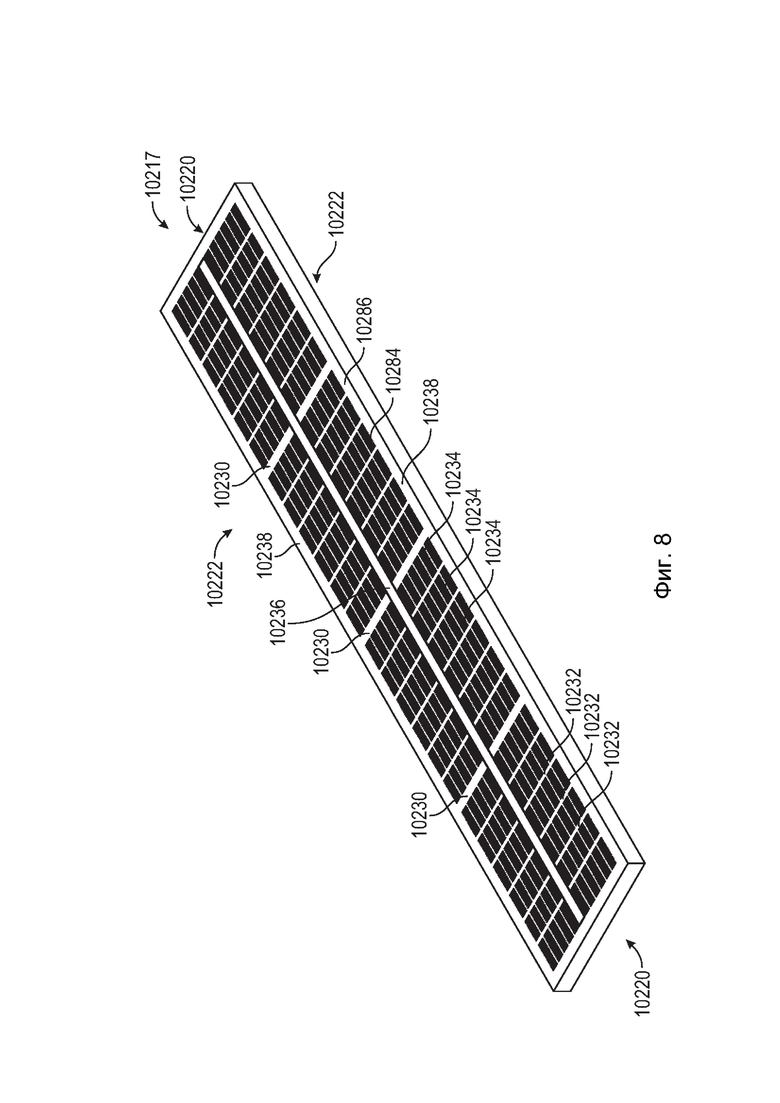
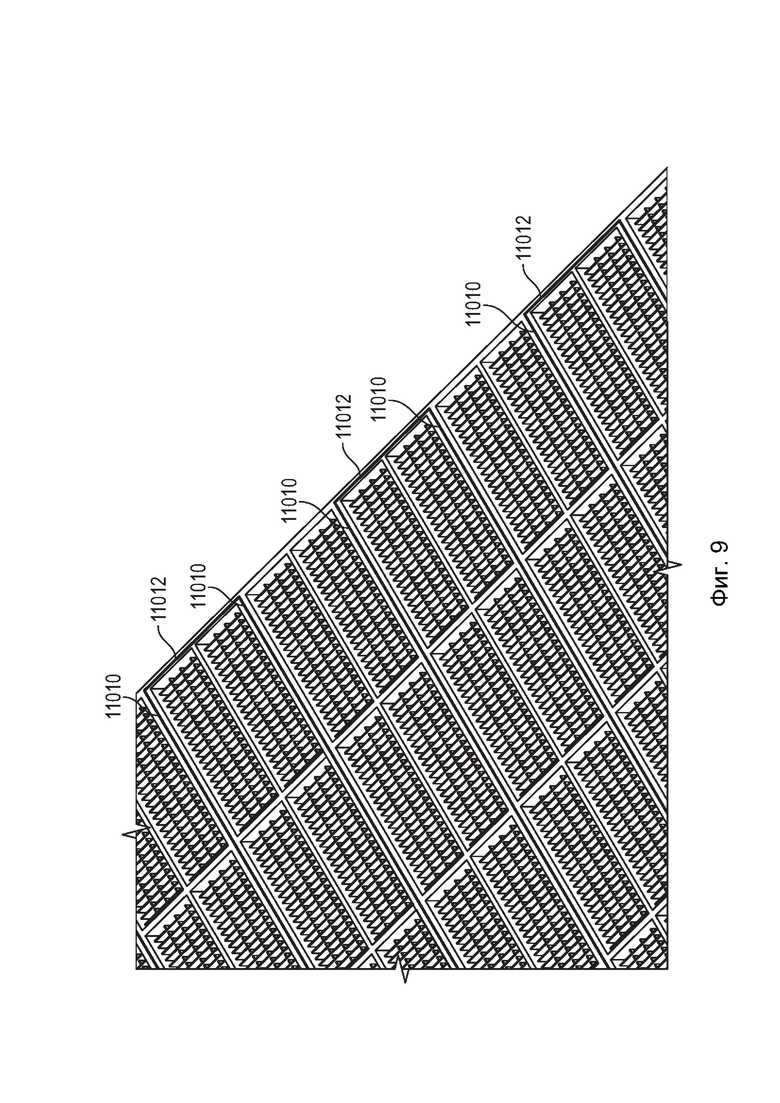
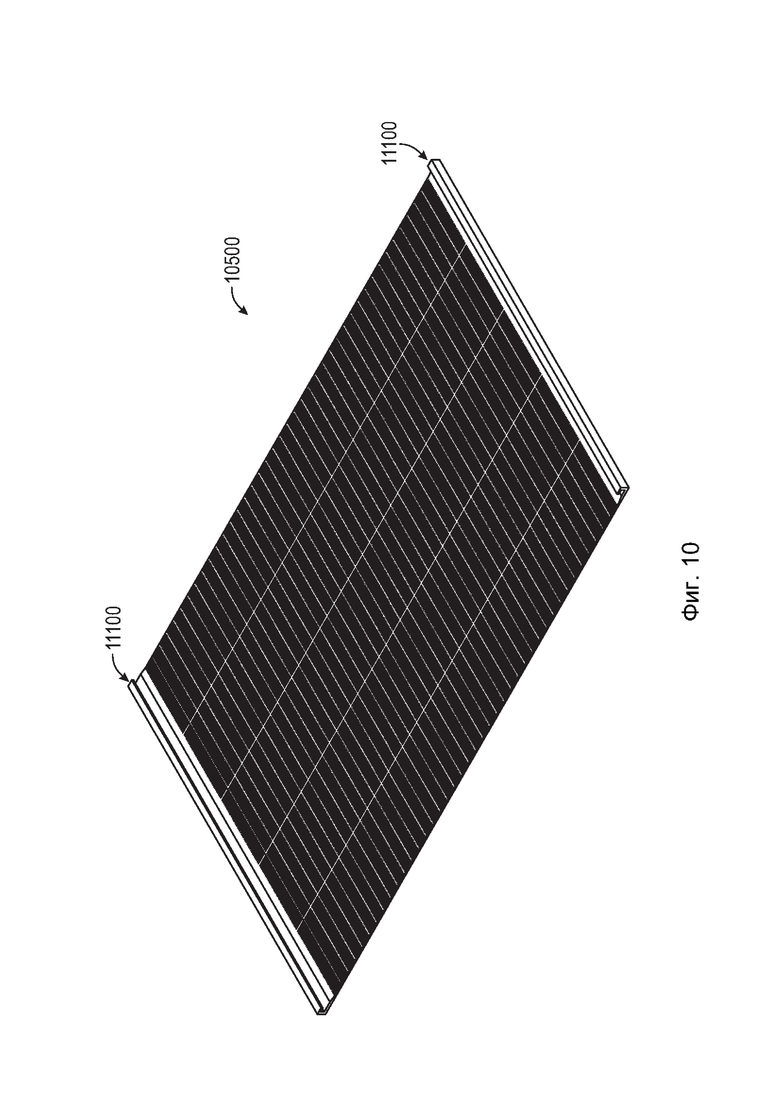
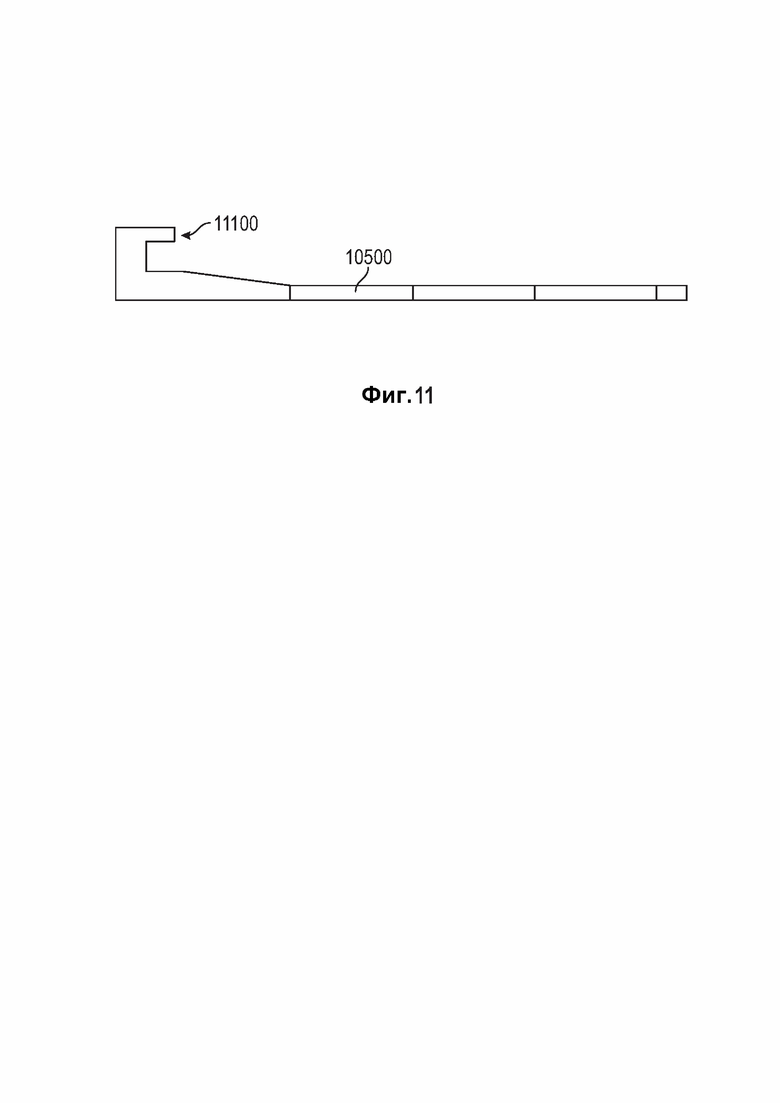
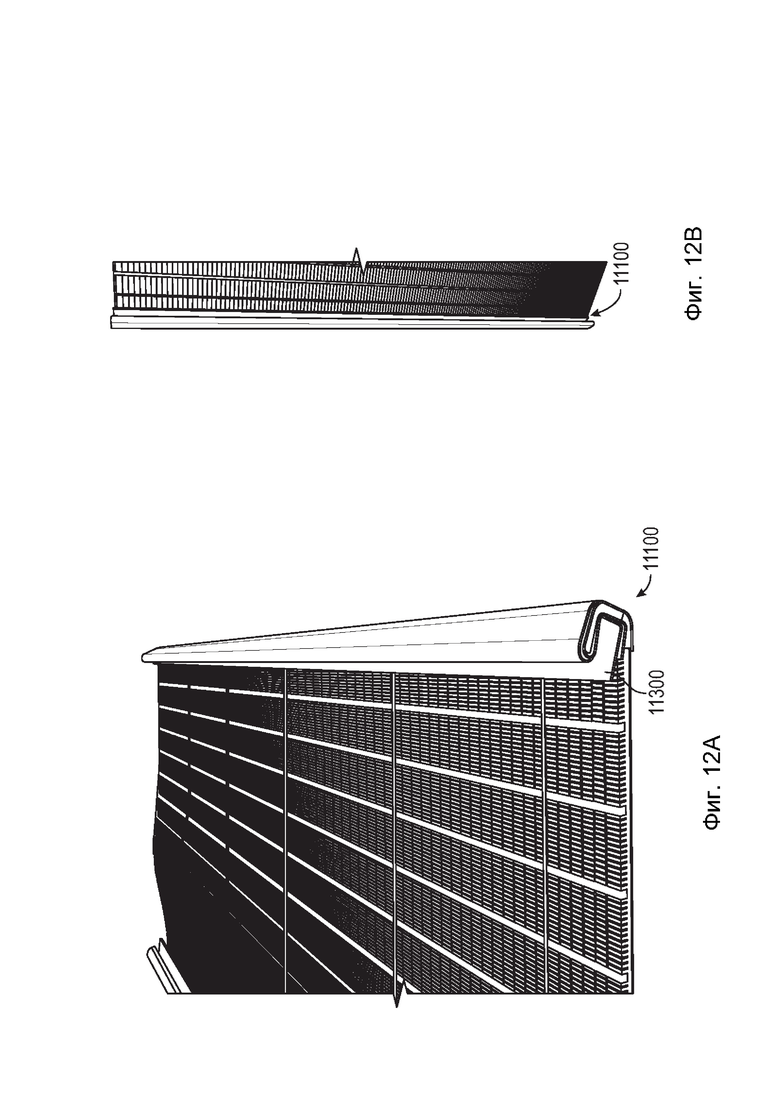
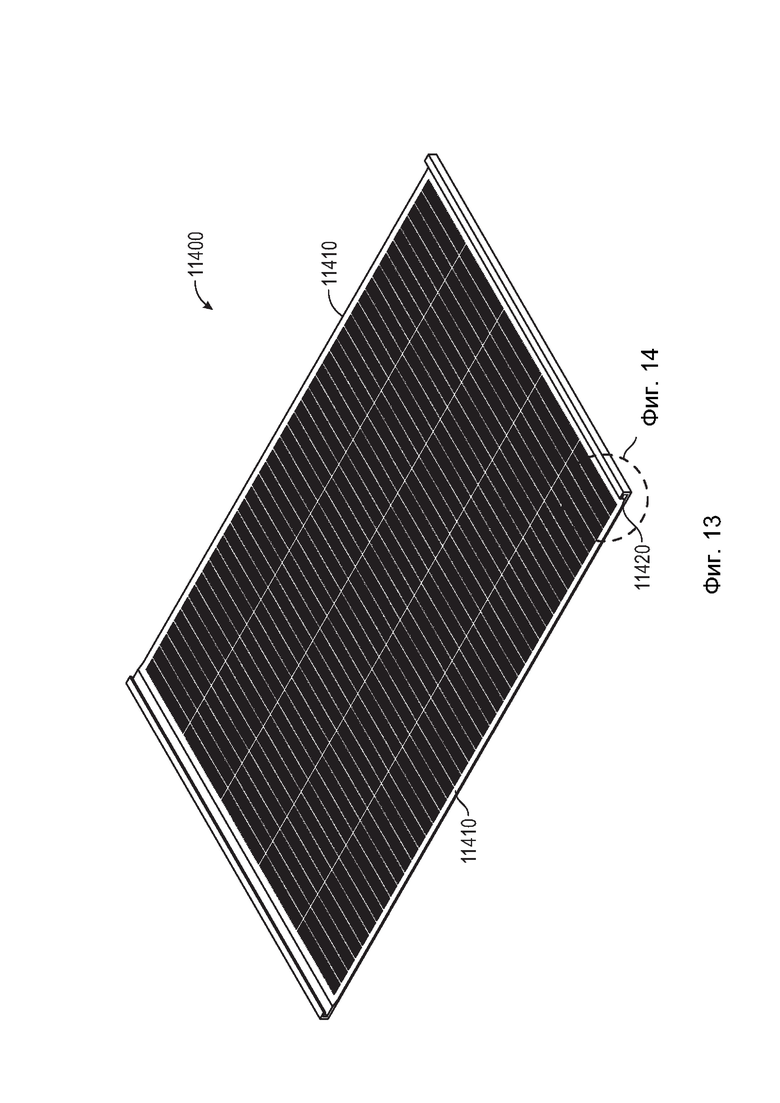
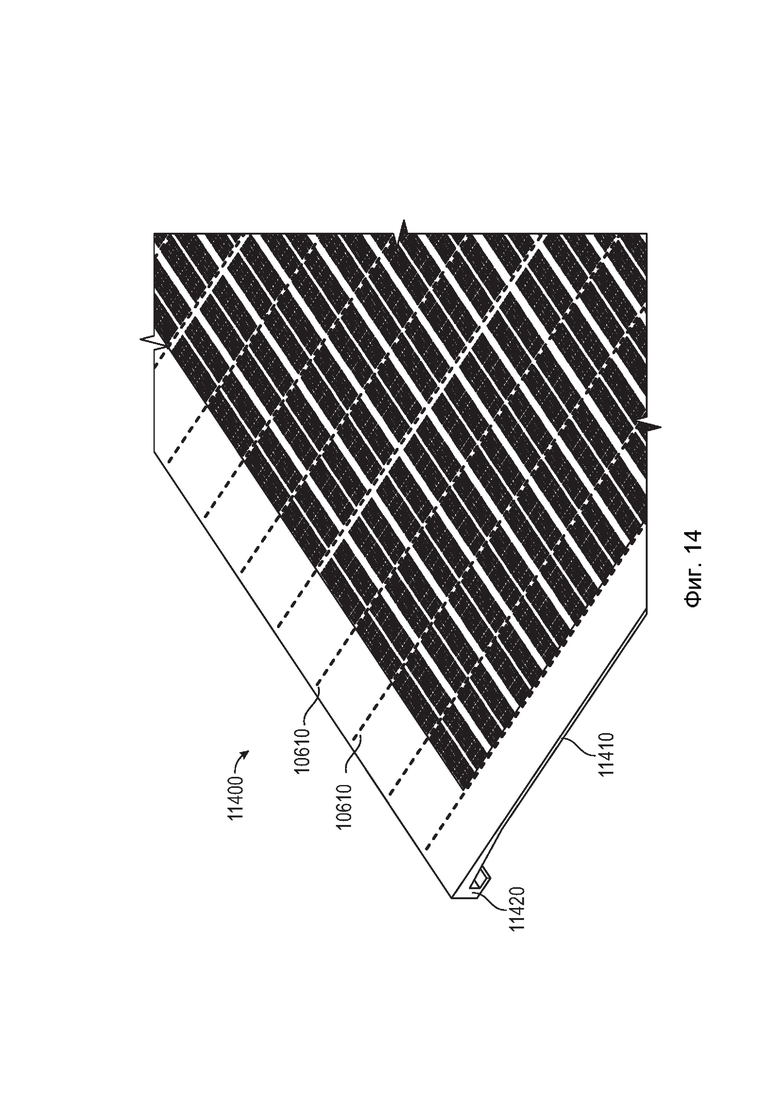
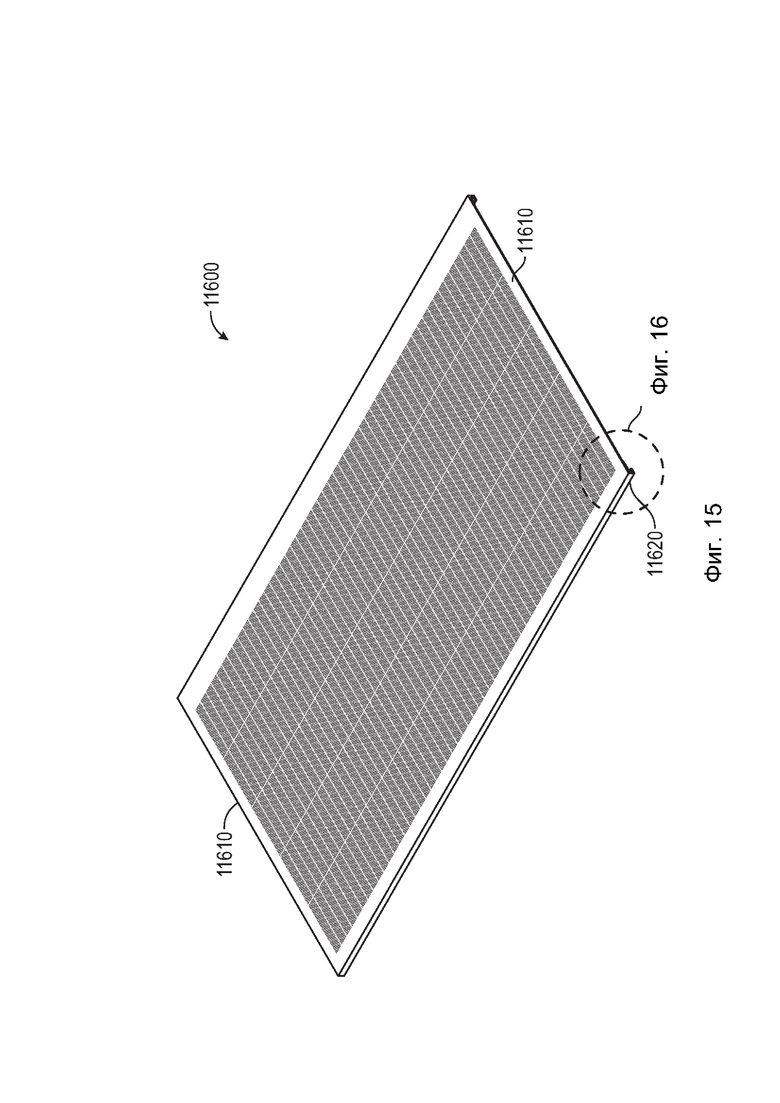
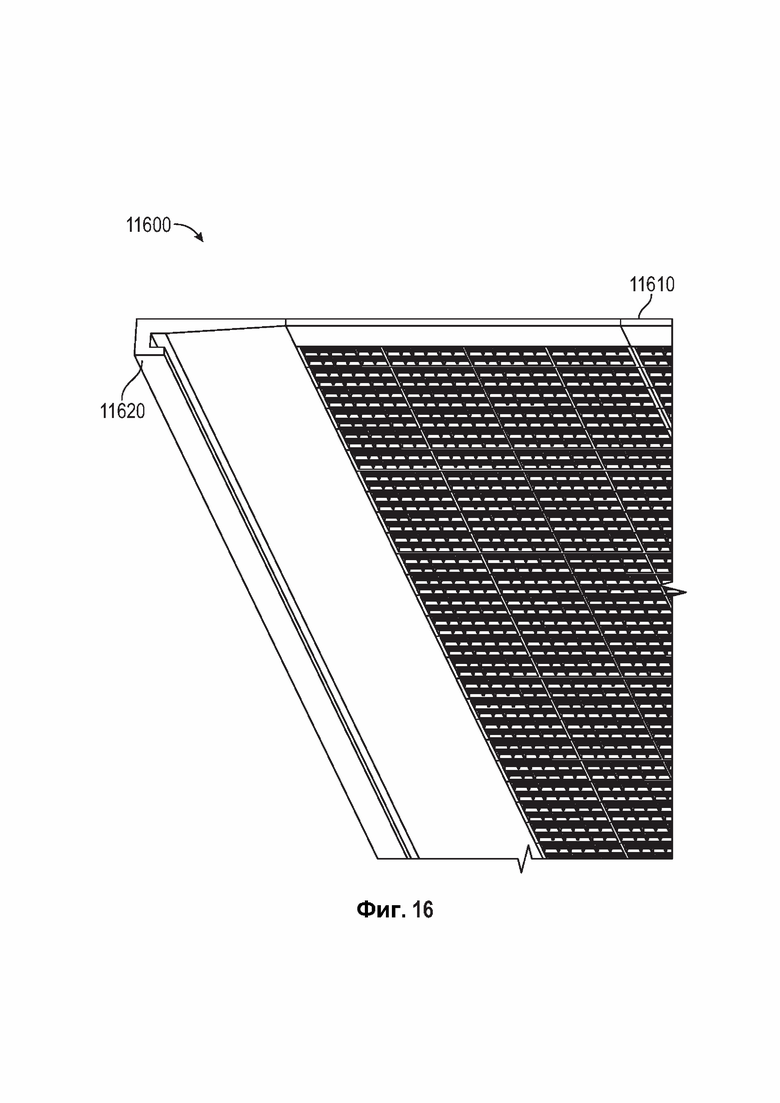
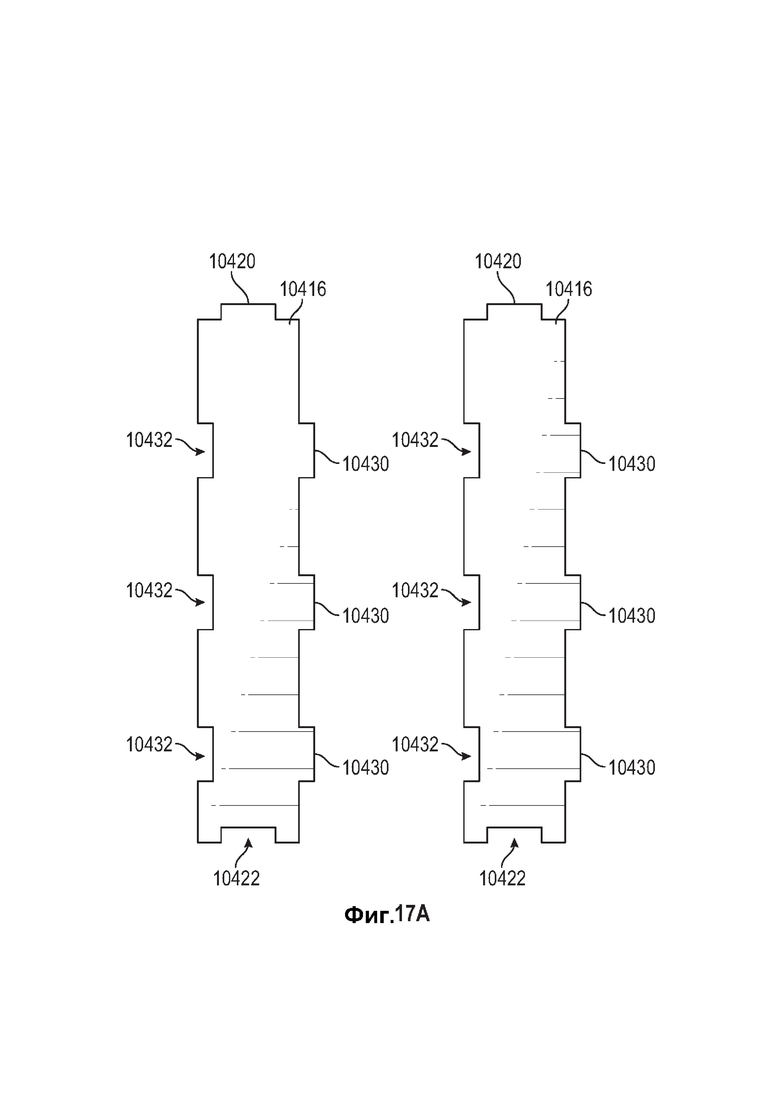
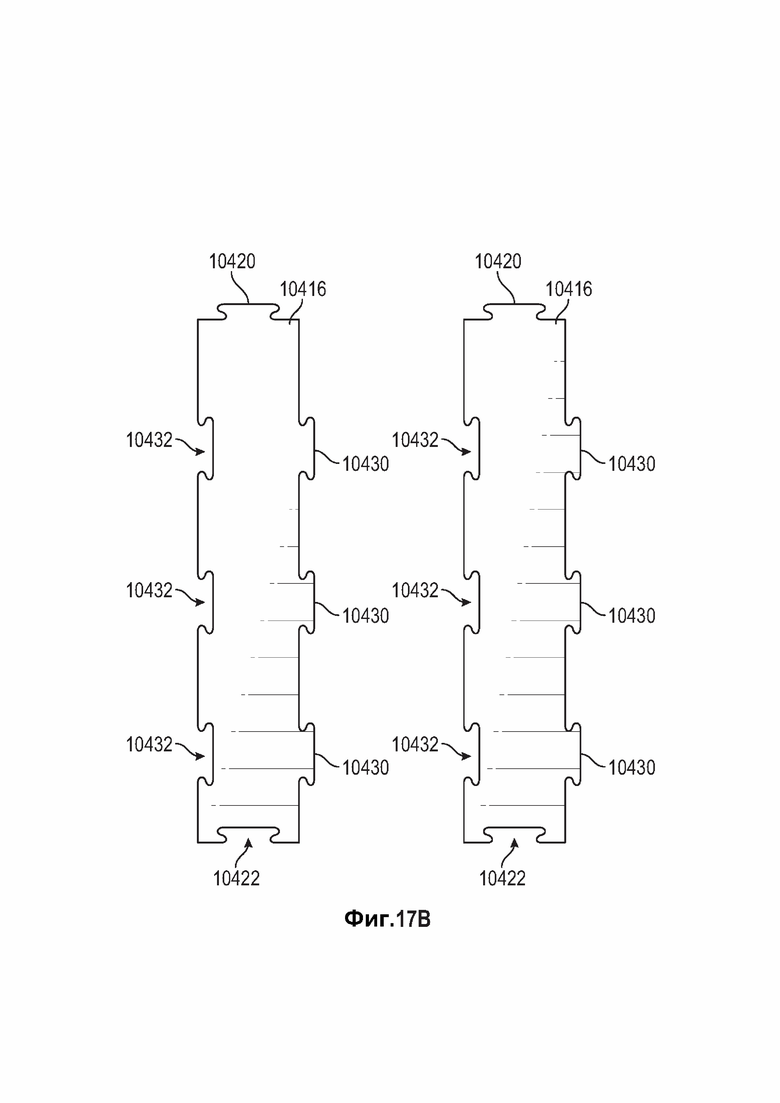
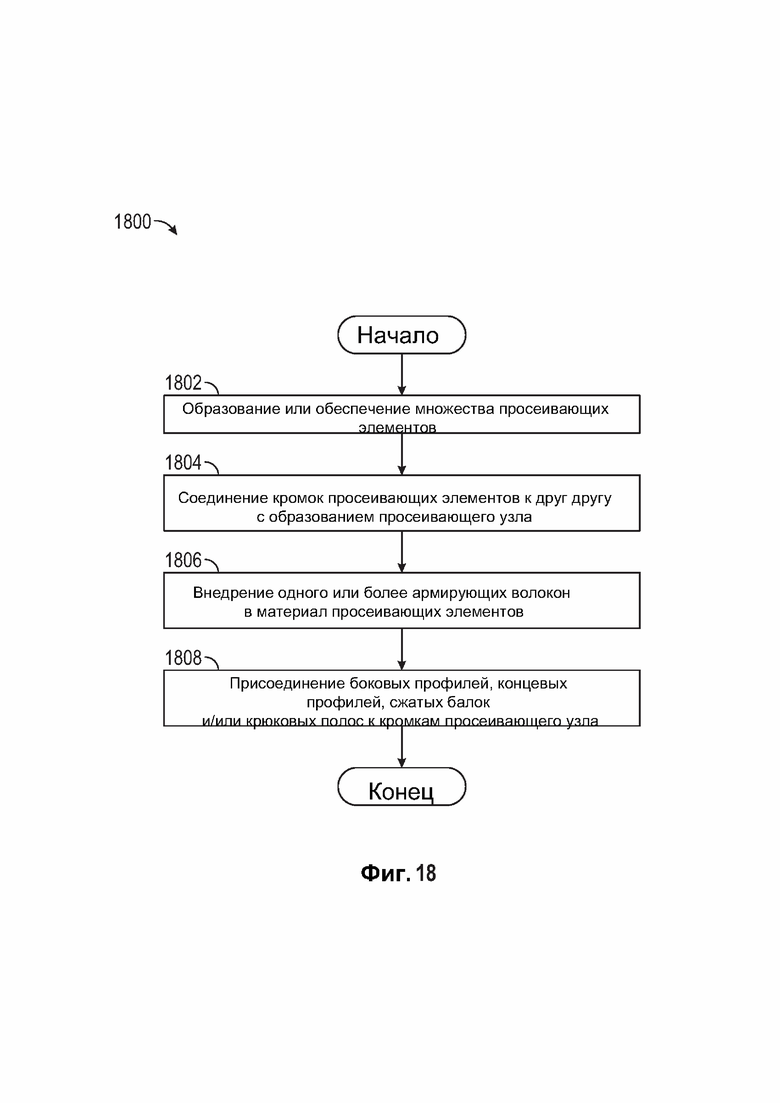
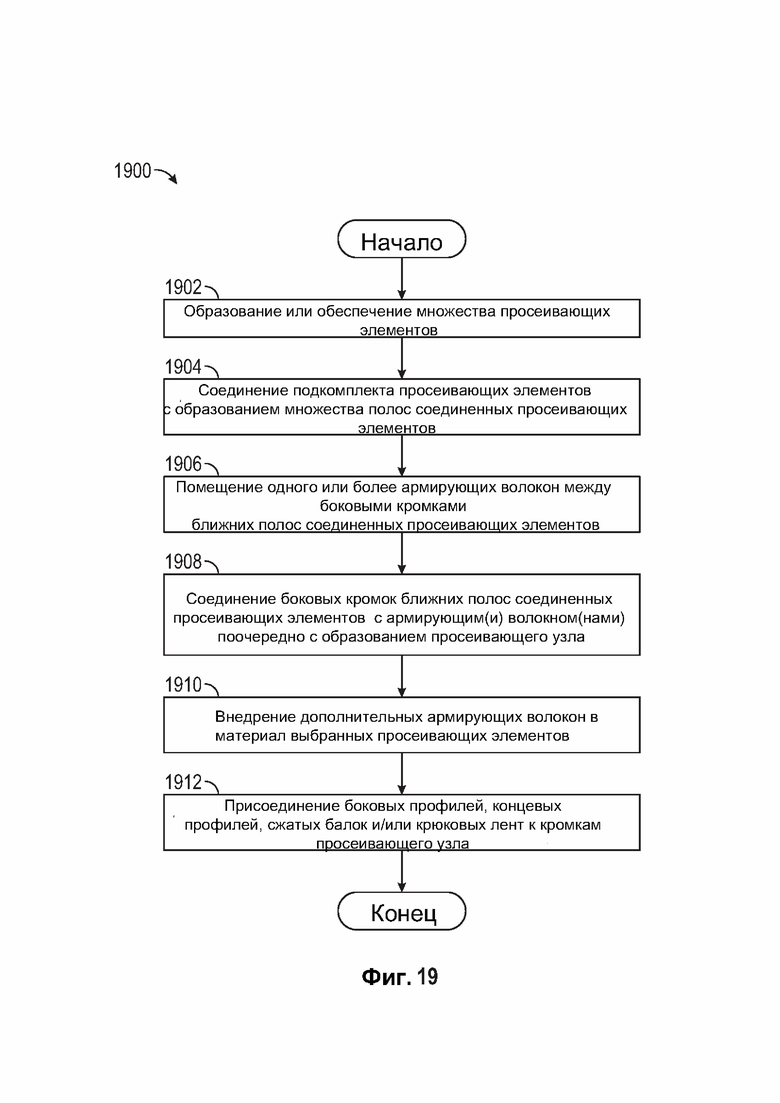
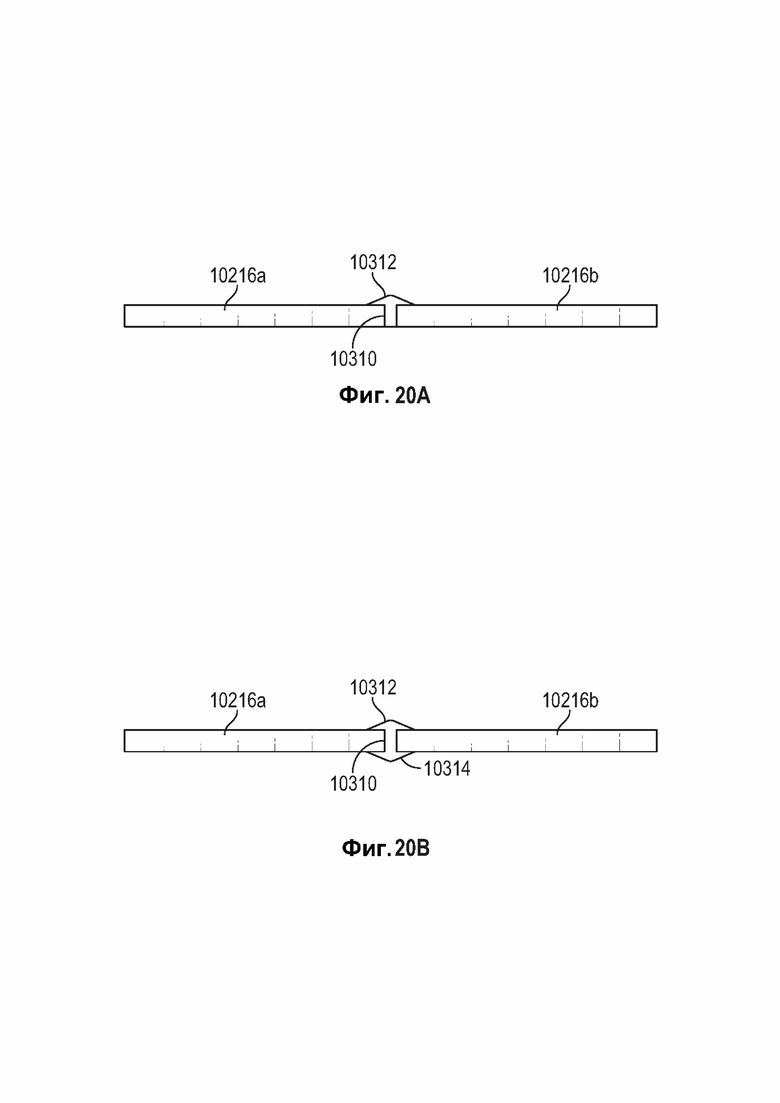
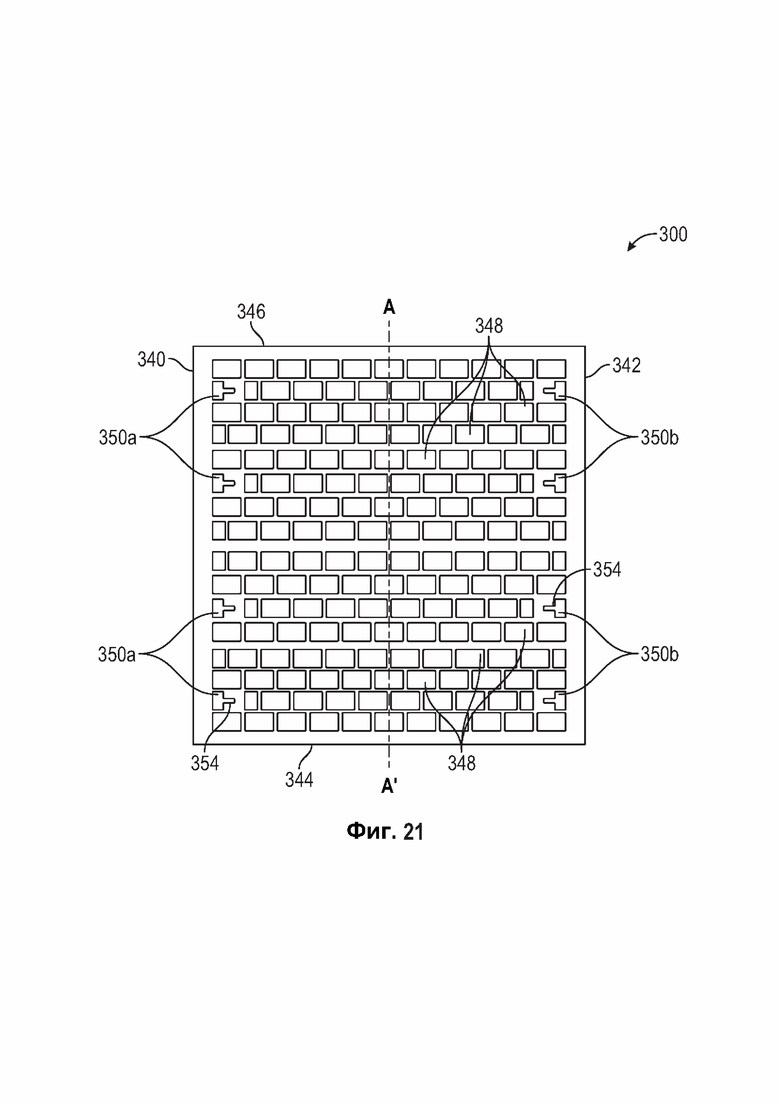
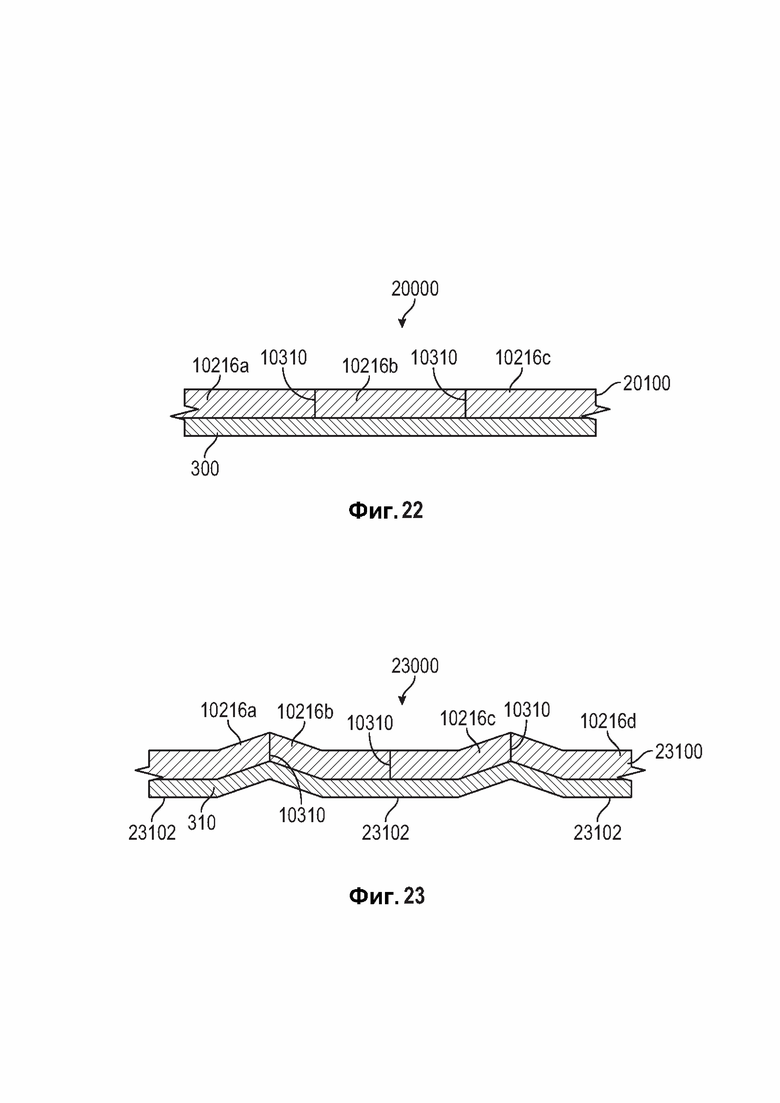
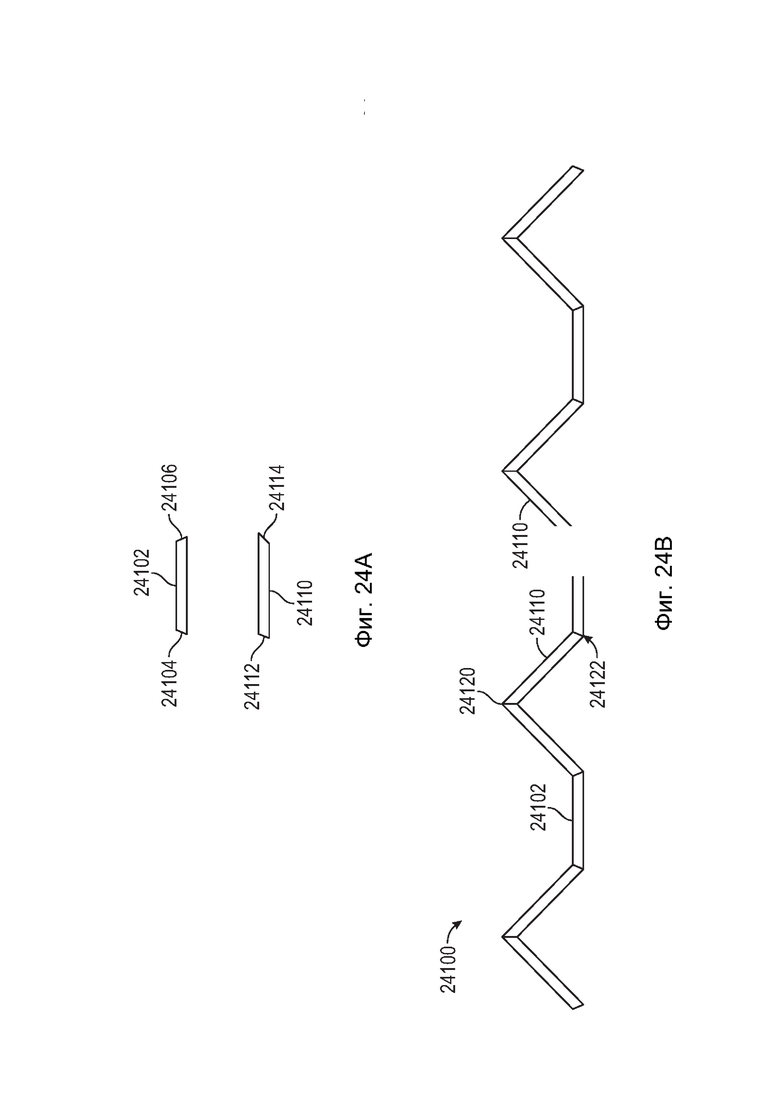
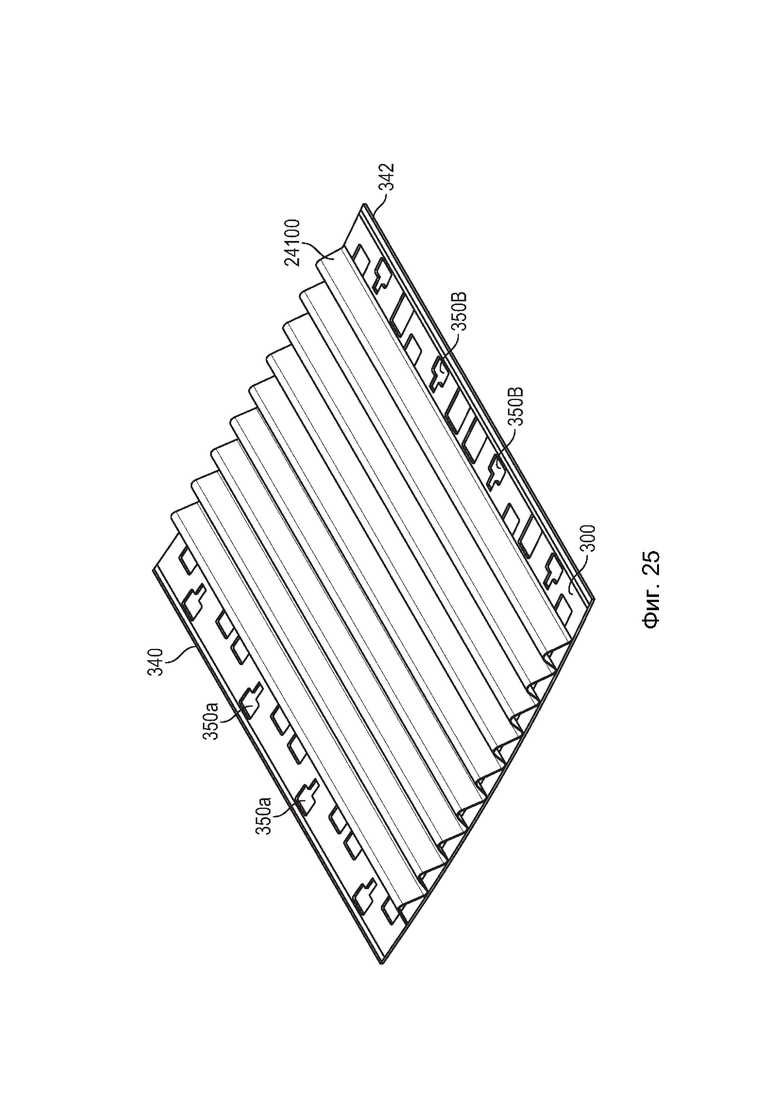
Группа изобретений относится к просеиванию материала. Способ формирования узла просеивания включает образование множества просеивающих элементов из синтетического материала, присоединение множества просеивающих элементов друг к другу с формированием просеивающего узла, который включает непрерывную просеивающую поверхность, состоящую из множества просеивающих элементов, обеспечение по меньшей мере одного армирующего волокна и подвергание по меньшей мере одного армирующего волокна внедрению в материал по меньшей мере нескольких просеивающих элементов после или во время того, как просеивающие элементы присоединяются друг к другу. Каждый из просеивающих элементов имеет просеивающую поверхность с множеством просеивающих отверстий, отделенных элементами просеивающей поверхности. Множество просеивающих элементов присоединены друг к другу путем присоединения боковых кромок просеивающих элементов друг к другу. Технический результат – повышение прочности просеивающего узла. 4 н. и 27 з.п. ф-лы, 25 ил.
1. Способ формирования просеивающего узла, включающий:
образование множества просеивающих элементов из синтетического материала, при этом каждый из просеивающих элементов имеет просеивающую поверхность с множеством просеивающих отверстий, отделенных элементами просеивающей поверхности;
обеспечение по меньшей мере одного армирующего волокна;
присоединение множества просеивающих элементов к друг другу с формированием просеивающего узла, который включает непрерывную просеивающую поверхность, состоящую из множества просеивающих элементов, при этом множество просеивающих элементов присоединены к друг другу путем присоединения боковых кромок просеивающих элементов к друг другу; и
подвергание по меньшей мере одного армирующего волокна для внедрения в материал по меньшей мере нескольких просеивающих элементов после или во время того, как просеивающие элементы присоединяются к друг другу.
2. Способ по п. 1, отличающийся тем, что присоединение боковых кромок просеивающих элементов вместе включает натягивание материала на боковые кромки просеивающих элементов для связывания вместе.
3. Способ по п. 2, отличающийся тем, что натягивание материала на боковые кромки просеивающих элементов для связывания вместе включает:
нагревание боковых кромок просеивающих элементов для натягивания материала просеивающих элементов в продольном направлении по боковым кромкам для начала плавления или перехода из твердого состояния в жидкое состояние;
приведение боковых кромок просеивающих элементов вместе после того, как материал просеивающих элементов вдоль боковых кромок начнет плавиться или менять форму из твердого состояния в жидкое состояние; и
удержание просеивающих элементов вместе, чтобы материал просеивающих элементов в продольном направлении к боковым кромкам охладился и вернулся в твердое состояние, таким образом, чтобы материал просеивающих элементов в продольном направлении связался с боковыми кромками вместе.
4. Способ по п. 1, отличающийся тем, что стадия обеспечения по меньшей мере одного армирующего волокна включает обеспечение множества армирующих волокон; и при этом способ дополнительно включает подвергание по меньшей мере множества армирующих волокон внедрению в материал по меньшей мере некоторых просеивающих элементов после того, как множество просеивающих элементов присоединены друг к другу.
5. Способ по п. 4, отличающийся тем, что подвергание по меньшей мере множества армирующих волокон внедрению в материал по меньшей мере некоторых просеивающих элементов, включает:
нагревание материала выбранных частей выбранных просеивающих элементов из просеивающих элементов таким образом, что материал начинает плавиться или изменять свое состояние от твердого состояния до жидкого состояния после того, как множество просеивающих элементов присоединены к друг другу;
подвергание отдельных волокон из множества армирующих волокон внедрению в материал выбранных частей выбранных просеивающих элементов из просеивающих элементов, в то время как материал расплавлен или находится в жидком или полужидком состоянии; и
оставление материала выбранных частей выбранных просеивающих элементов из просеивающих элементов охлаждаться таким образом, что материал возвращается в твердое состояние, таким образом, что армирующие волокна становятся внедренными в выбранные части выбранных просеивающих элементов из просеивающих элементов.
6. Способ по п. 4, отличающийся тем, что соединение боковых кромок просеивающих элементов вместе и внедрение множества армирующих волокон в материал по меньшей мере некоторых просеивающих элементов, включает:
соединение поднабора множества просеивающих элементов вместе, конец в конец, с формированием множества полос соединенных просеивающих элементов;
нагревание боковых кромок полос соединенных просеивающих элементов с подверганием материала полос соединенных просеивающих элементов вдоль боковых кромок началу плавления или изменения состояния от твердого к жидкому;
размещение каждого армирующего волокна между боковыми кромками двух полос соединенных просеивающих элементов; помещение боковых кромок полос соединенных просеивающих элементов вместе после того, как материал просеивающих элементов вдоль боковых кромок начал плавиться или менять свое состояние от твердого к жидкому, и после того, как армирующее волокно было размещено между боковыми кромками таким образом, что каждое из множества армирующих волокон попало между боковыми кромками двух полос соединенных просеивающих элементов; и
удерживание полос соединенных просеивающих элементов вместе, пока материал просеивающих элементов вдоль боковых кромок охлаждается и возвращается в твердое состояние, таким образом, что материал полос просеивающих элементов вдоль боковых кромок связывается вместе и включает армирующие волокна.
7. Способ по п. 1, отличающийся тем, что соединение боковых кромок их элементов вместе включает соединение боковых кромок вместе таким образом, что по меньшей мере армирующее волокно попадает между боковыми кромками по меньшей мере нескольких из множества боковых кромок их элементов, и таким образом, что по меньшей мере одно армирующее волокно становится внедренным в материал по меньшей мере некоторых просеивающих элементов.
8. Способ по п. 7, дополнительно включающий:
обеспечение дополнительных армирующих волокон;
нагревание материала выбранных частей просеивающих элементов после того, как просеивающие элементы были присоединены друг к другу, таким образом, что материал выбранных частей начинает плавиться или менять свое состояние из твердого состояния в жидкое состояние;
подвергание отдельных дополнительных армирующих волокон внедрению в материал выбранных частей выбранных просеивающих элементов в то время, как материал выбранных частей плавится или имеет полужидкое состояние; и
оставление материала выбранных частей выбранных просеивающих элементов охлаждаться таким образом, что материал возвращается в твердое состояние, таким образом, что дополнительные армирующие волокна становятся внедренными в материал выбранных частей выбранных просеивающих элементов.
9. Способ по п. 1, отличающийся тем, что образование множества просеивающих элементов включает образование просеивающих элементов, в которых:
ширина каждого просеивающего отверстия между ближними элементами просеивающей поверхности составляет от примерно 10 мкм до примерно 6000 мкм;
толщина каждого элемента просеивающей поверхности между ближними просеивающими отверстиями составляет от примерно 10 мкм до 4000 мкм; и
открытая просеивающая площадь просеивающих элементов составляет от примерно 15% до примерно 40% от общей площади просеивающих элементов.
10. Способ по п. 1, отличающийся тем, что образование множества просеивающих элементов включает обеспечение просеивающих элементов, в которых:
ширина каждого просеивающего отверстия между ближними элементами просеивающей поверхности составляет от примерно 25 мкм до примерно 2000 мкм;
толщина каждого элемента просеивающей поверхности между ближними просеивающими отверстиями составляет от примерно 50 мкм до примерно 150 мкм; и
открытая просеивающая поверхность просеивающих элементов составляет от примерно 15% до примерно 40% от общей площади просеивающих элементов.
11. Способ формирования просеивающего узла, включающий:
обеспечение множества просеивающих элементов, которые образованы из синтетического материала, при этом каждый просеивающий элемент имеет просеивающую поверхность с множеством просеивающих отверстий, разделенных поверхностями просеивающих элементов;
обеспечение множества армирующих волокон;
присоединение поднабора множества просеивающих элементов вместе, конец в конец, с образованием множества полос соединенных просеивающих элементов;
нагревание боковых кромок соединенных просеивающих элементов с подверганием материала полос соединенных просеивающих элементов вдоль боковых кромок, пока материал не начнет плавиться или переходить из твердого состояния в жидкое;
расположение каждого армирующего волокна между боковыми кромками двух полос соединенных просеивающих элементов;
приведение боковых кромок полос соединенных просеивающих элементов вместе после того, как материал просеивающих элементов вдоль боковых кромок начал плавиться или переходить из твердого состояния в жидкое, и после того, как армирующие волокна стали расположены между боковыми кромками таким образом, что каждое из множества армирующих волокон внедрено между боковыми кромками двух полос соединенных просеивающих элементов; и
удержание полос соединенных просеивающих элементов вместе так, что материал просеивающих элементов вдоль боковых кромок охлаждается и возвращается в твердое состояние таким образом, что материал полос просеивающих элементов вдоль боковых кромок соединен вместе и включает армирующие волокна.
12. Способ по п. 11, отличающийся тем, что присоединение поднаборов множества просеивающих элементов вместе, конец в конец, с образованием множества полос присоединенных просеивающих элементов происходит за счет связывания материала боковых кромок просеивающих элементов вместе.
13. Способ по п. 11, дополнительно включающий:
обеспечение дополнительных армирующих волокон;
нагревание материала выбранных частей выбранных просеивающих элементов таким образом, что материал начинает плавиться или менять свое состояние от твердого в жидкое, после того, как множество просеивающих элементов были присоединены к друг другу;
подвергание отдельных дополнительных армирующих волокон внедрению в материал выбранных частей выбранных просеивающих элементов, пока материал плавится или имеет состояние от жидкого до полужидкого; и
оставление материала выбранных частей выбранных просеивающих элементов охлаждаться таким образом, что материал возвращается обратно в твердое состояние, таким образом, что дополнительные армирующие волокна становятся внедренными в материал выбранных частей выбранных просеивающих элементов.
14. Просеивающий узел для применения в просеивающем устройстве, включающий:
множество просеивающих элементов, изготовленных из синтетического материала, при этом каждый просеивающий элемент имеет просеивающую поверхность с множеством просеивающих отверстий, разделенных поверхностными просеивающими элементами, причем множество просеивающих элементов соединены с друг другом с помощью присоединения боковых кромок просеивающих элементов к друг другу с формированием просеивающего узла, который имеет непрерывную просеивающую поверхность, состоящую из просеивающих поверхностей множества просеивающих элементов; и
множество армирующих волокон, которые внедрены в материал выбранных просеивающих элементов из множества просеивающих элементов, при этом множество армирующих волокон внедрены в материал выбранных просеивающих элементов после или во время присоединения просеивающих элементов к друг другу.
15. Просеивающий узел по п. 14, отличающийся тем, что армирующие волокна протянуты в направлении, в котором просеивающий узел натянут для прикрепления просеивающего узла к просеивающему устройству.
16. Просеивающий узел по п. 14, отличающийся тем, что боковые кромки просеивающих элементов присоединены к друг другу с помощью подвергания связыванию боковых кромок просеивающих элементов вместе, при этом армирующие волокна становятся внедрены в материал просеивающих элементов вдоль швов, образованных между боковыми кромками просеивающих элементов.
17. Просеивающий узел по п. 14, отличающийся тем, что боковые кромки просеивающих элементов присоединены к друг другу с помощью подвергания материала боковых кромок просеивающих элементов по меньшей мере частичному сплавлению, с помощью сдавливания по меньшей мере частично расплавленных боковых кромок вместе и с помощью оставления материала боковых кромок просеивающих элементов охлаждаться и затвердевать, таким образом связывая материал боковых кромок просеивающих элементов вместе.
18. Просеивающий узел по п. 17, отличающийся тем, что некоторые из множества армирующих волокон внедрены в материал выбранных просеивающих элементов из множества просеивающих элементов с помощью расположения армирующих волокон между боковыми кромками просеивающих элементов после того, как материал боковых кромок просеивающих элементов по меньшей мере частично расплавлен, и с помощью сдавливания по меньшей мере частично расплавленных боковых кромок вместе таким образом, что армирующие волокна попали между по меньшей мере частично расплавленными боковыми кромками, и таким образом, что, если материал боковых кромок просеивающих элементов охлаждается и затвердевает, армирующие волокна внедряются в материал выбранных просеивающих элементов из множества просеивающих элементов вдоль шва, который образуется между боковыми кромками просеивающих элементов.
19. Просеивающий узел по п. 14, отличающийся тем, что по меньшей мере несколько из множества армирующих волокон внедрены в материал выбранных из множества просеивающих элементов таким образом, что армирующие волокна расположены между верхней и нижней поверхностями выбранных просеивающих элементов.
20. Просеивающий узел по п. 14, отличающийся тем, что каждый из множества просеивающих элементов включает армирующие элементы, в которых не присутствуют просеивающие отверстия, и причем по меньшей мере некоторые из множества армирующих волокон внедрены в материал армирующих элементов по меньшей мере нескольких из множества просеивающих элементов после присоединения просеивающих элементов к друг другу.
21. Просеивающий узел по п. 20, отличающийся тем, что каждый просеивающий элемент имеет параллельные концевые кромки и параллельные боковые кромки, которые проходят перпендикулярно к концевым кромкам, и при этом армирующий элемент каждого просеивающего элемента проходит параллельно направлению боковых кромок.
22. Просеивающий узел по п.21, отличающийся тем, что армирующий элемент каждого просеивающего элемента расположен вдоль центральной линии просеивающего элемента.
23. Просеивающий узел по п. 14, отличающийся тем, что каждый просеивающий элемент имеет параллельные концевые кромки и параллельные боковые кромки, которые проходят перпендикулярно концевым кромкам, причем каждый просеивающий элемент включает множество армирующих элементов, в которых нет просеивающих отверстий, и армирующие элементы проходят параллельно концевым кромкам, при этом по меньшей мере несколько из множества армирующих волокон внедрены в материал по меньшей мере одного из множества армирующих элементов выбранных просеивающих элементов из множества просеивающих элементов после присоединения просеивающих элементов к друг другу.
24. Просеивающий узел по п. 14, отличающийся тем, что у каждого из множества просеивающих элементов:
ширина каждого просеивающего отверстия между ближними элементами просеивающей поверхности составляет от примерно 10 мкм до примерно 6000 мкм;
толщина каждого элемента просеивающей поверхности между ближними просеивающими отверстиями составляет от примерно 10 мкм до 40000 мкм; и
открытая просеивающая площадь просеивающих элементов составляет от примерно 15% до примерно 40% от общей площади просеивающих элементов.
25. Просеивающий узел по п. 14, отличающийся тем, что у каждого из просеивающих элементов:
ширина каждого просеивающего отверстия между ближними элементами просеивающей поверхности составляет от примерно 25 мкм до примерно 2000 мкм;
толщина каждого элемента просеивающей поверхности между ближними просеивающими отверстиями составляет от примерно 50 мкм до примерно 150 мкм; и
открытая просеивающая поверхность просеивающих элементов составляет от примерно 15% до примерно 40% от общей площади просеивающих элементов.
26. Просеивающий узел для применения в просеивающем устройстве, включающий:
множество просеивающих элементов, выполненных из синтетического материала, причем каждый просеивающий элемент имеет просеивающую поверхность с множеством просеивающих отверстий, разделенных просеивающими элементами поверхности, отличающийся тем, что боковые кромки множества просеивающих элементов присоединены к друг другу с образованием просеивающего узла, который имеет непрерывную просеивающую поверхность, состоящую из просеивающих поверхностей множества просеивающих элементов, при этом боковые кромки просеивающих элементов присоединены к друг другу путем подвергания материала боковых кромок просеивающих элементов по меньшей мере частичному расплавлению, помещения по меньшей мере частично расплавленных боковых кромок вместе и оставлению материала боковых кромок просеивающих элементов охлаждаться и затвердевать таким образом, чтобы материал боковых кромок просеивающих элементов был соединен вместе; и
по меньшей мере одно армирующее волокно, которое внедрено в материал выбранного просеивающего элемента из множества просеивающих элементов во время или после присоединения просеивающих элементов к друг другу, при этом каждое из по меньшей мере одного армирующего волокна протянуто внутри просеивающего узла в первом направлении, в котором просеивающий узел может быть натянут для обеспечения просеивающего узла в просеивающем устройстве.
27. Просеивающий узел по п. 26, отличающийся тем, что боковые кромки просеивающих элементов присоединены к друг другу с помощью подвергания материала боковых кромок просеивающих элементов по меньшей мере частичному плавлению материала боковых кромок просеивающих элементов, сдавливанию по меньшей мере частично расплавленных боковых кромок вместе и оставлении материала боковых кромок просеивающих элементов охлаждаться и затвердевать таким образом, что материал боковых кромок просеивающих элементов связывается вместе.
28. Просеивающий узел по п. 27, отличающийся тем, по меньшей мере одно армирующее волокно внедрено в материал выбранных просеивающих элементов из множества просеивающих элементов при расположении по меньшей мере одного армирующего волокна между по меньшей мере частично расплавленными боковыми кромками просеивающих элементов перед тем, как по меньшей мере частично расплавленные боковые кромки сдавливают вместе таким образом, чтобы по меньшей мере одно армирующее волокно попало между по меньшей мере частично расплавленными боковыми кромками, когда боковые кромки сдавлены вместе, и таким образом, чтобы по меньшей мере одно армирующее волокно было внедрено в материал по меньшей мере некоторых просеивающих элементов вдоль шва, образованного между просеивающими элементами.
29. Просеивающий узел по п. 26, отличающийся тем, что каждый из множества просеивающих элементов включает армирующий элемент, в котором не присутствуют просеивающие отверстия, и при этом по меньшей мере одно армирующее волокно внедрено в материал армирующих элементов выбранных просеивающих элементов из множества просеивающих элементов.
30. Просеивающий узел по п. 26, отличающийся тем, что армирующий элемент каждого просеивающего элемента расположен в продольном направлении к центральной линии просеивающего элемента.
31. Просеивающий узел по п. 26, дополнительно включающий первый и второй конец в виде крюков, которые присоединены к противоположным боковым кромкам просеивающего узла, при этом концы в виде крюков выполнены с возможностью взаимодействия с натяжным механизмом просеивающего устройства для обеспечения просеивающего узла для просеивающего устройства, а первые и вторые концы по меньшей мере одного армирующего волокна присоединены к первому и второму концам в виде крюков соответственно.
| DE 6915606 U, 08.01.1970 | |||
| ПОЛИУРЕТАНОВОЕ ВИБРАЦИОННОЕ СИТО | 2011 |
|
RU2543393C2 |
| Устройство к прессам мундштучного прессования с противодавлением изделий | 1957 |
|
SU114427A1 |
| US 2002088531 A1, 11.07.2002 | |||
| US 4752512 A, 21.06.1988 | |||
| WO 2014149516 A1, 25.09.2014 | |||
| WO 2015168516 A2, 05.11.2015. | |||

