Известные устройства к прессам мундштучного прессования с противодавлением со стороны выходной полости матрицы обеспечивают возможность прессования из малопластичных материалов только коротких изделий.
Целью предлагаемого изобретения является создание устройства, способного обеспечить возможность прессования из малопластичных материалов изделий неограниченной длины, так как потребность различных отраслей техники в профилях большой длины из высокопрочных материалов сильно возросла.
Для решения поставленной задачи устройство выполнено в виде создаюш,ей противодавление механическим или гидравлическим путем in малом участке профиля, за счет трения или малой ступенчатости прессования, кольцевой вставки, располагаемой на участке мундштука, установившегося процесса прессования.
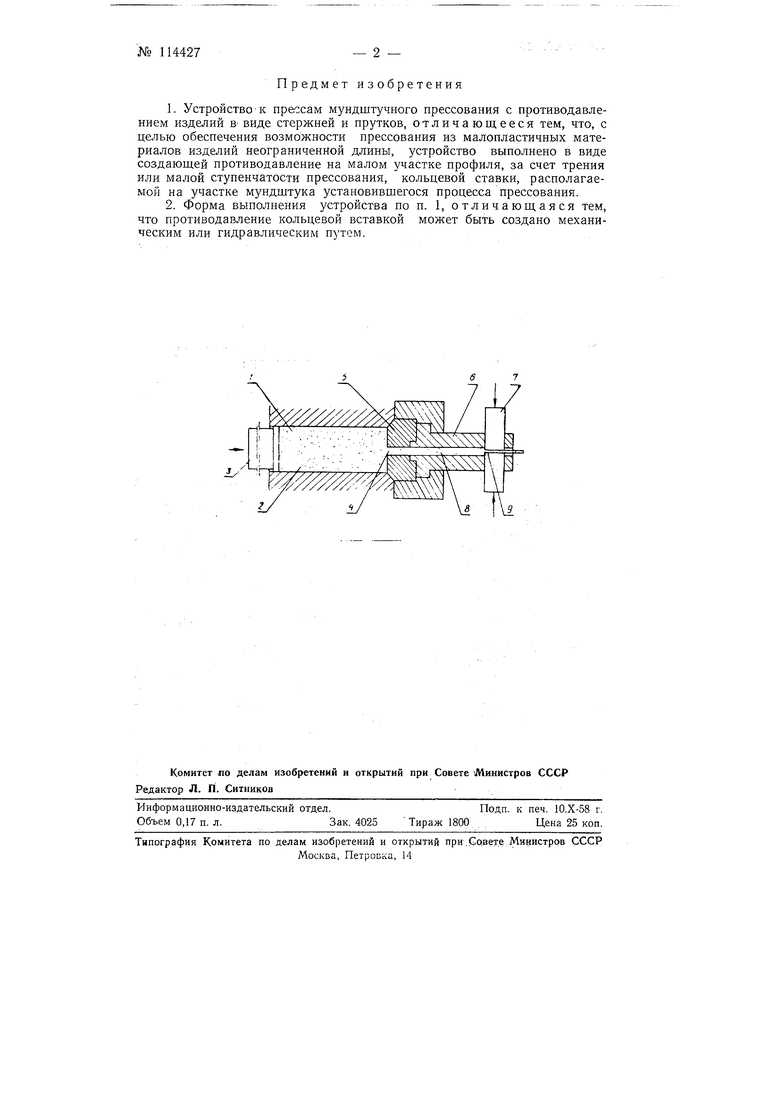
На чертеже показана схема описываемого устройства. Находящийся в контейнере / малопластичный материал 2, благодаря приложению усилия со стороны поршня 3, продавливается через профильное отверстие 4 матрицы 5. На участке мундштука 6 установившегося процесса прессования расположена кольцевая вставка 7 с механическим или гидравлическим приводом.
Штоком является непосредственно прессованное изделие 8 на длине от зоны деформации 4 до сжимающих частей 9 кольцевой вставки 7.
Величина противодавления регулируется степенью сжатия прессованного изделия на участке сжимающих частей 9 кольцевой вставки 7 или созданием ступенчатости прессования.
Применением в прессах описываемого устройства достигается возможность осуществления процесса деформации со значительным снижением растягивающего напряжения на всем протяжении прессования, независимо от длины изделия.
Предмет изобретения
1.Устройство-к прессам мундштучного прессования с противодавлением изделий в-виде стержней и прутков, отличающееся тем, что, с целью обеспечения возможности прессования из малопластичных материалов изделий неограниченной длины, устройство выполнено в виде создающей противодавление на малом участке профиля, за счет трения или малой ступенчатости прессования, кольцевой ставки, располагаемой на участке мундштука установившегося процесса прессования.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что противодавление кольцевой вставкой может быть создано механическим или гидравлическим путем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования хрупких материалов | 1952 |
|
SU100511A1 |
| Установка для нагрева и прессования в вакууме или в нейтральной среде металлов и сплавов | 1960 |
|
SU130323A1 |
| Способ обработки стали | 1961 |
|
SU148425A1 |
| Способ изготовления штамповкой охлаждаемых турбинных лопаток с дефлектором | 1959 |
|
SU126733A1 |
| Способ прессования профилей переменного сечения | 1951 |
|
SU133741A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| Способ прессования прутков и профилей из сплава легких металлов без пружины | 1950 |
|
SU90862A1 |
| Пресс для обжимания изделий из листового материала на фасонной форме гибкими лентами | 1946 |
|
SU75786A1 |
| СПОСОБ ПРЕССОВАНИЯ ХРУПКИХ МАТЕРИАЛОВ | 1967 |
|
SU202703A1 |
| ПРЕСС-ИНСТРУМЕНТ ДЛЯ ПРОХОДНОГО ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2529329C1 |
3 /
