Изобретение относится к медицинской технике, а именно к хирургическим крепежным приспособлениям винтового типа. Преимущественными областями применения технического решения являются хирургическая стоматология и челюстно-лицевая хирургия, а также хирургическая ортопедия опорно-двигательного аппарата.
Из патентного документа US 2021290345 А1 от 23.09.2021 известен винтовой эндостальный имплантат, состоящий из рабочей резьбовой части и держателя на апикальном конце данной части, выполненного с возможностью отлома при извлечении имплантата из контейнера во время хирургической операции. Однако качество известного имплантата недостаточно для обеспечения высокого успеха приживления из-за того, что конструкция указанного имплантата не предполагает детерминированность взаимного расположения элементов устройства. По данной причине требуются дополнительные действия при техническом контроле имплантата для проверки качества формы критически важных для врача зон поверхности имплантата, что уменьшает производительность контроля и его надежность, а в результате приводит к снижению качества контроля из-за возможного пропуска некондиционных экземпляров изделия.
Известен способ изготовления винтового эндостального имплантата, включающий формообразующую обработку заготовки имплантата, подготовку поверхности имплантата и технический контроль, причем только при соблюдении всех технологических нюансов имплантат считается качественным, а успех приживления имплантата очень высок (Суднев И., Михайлов И., Гольдштейн Е. «Зубная имплантация. Новый уровень протезирования» -СПб: «MEDИ», 2007, с. 25). Однако известный способ не обеспечивает приемлемое качество имплантата, так как не предусматривает мер по защите подготовленной поверхности резьбовой части имплантата от загрязнения.
Из упомянутого патентного документа US 2021290345 А1 также известен способ упаковки имплантата, выполненного с держателем, включающий помещение имплантата в упаковку и запечатывание упаковки. При этом потенциально контаминированный держатель находится в контейнере, что создает опасность загрязнения резьбовой части тела имплантата и вызывает уменьшение биосовместимости изделия, из-за чего успех приживления такого имплантата может оказаться сниженным.
Технической проблемой, решение которой обеспечивается при использовании настоящего изобретения, является достижение высокого технологического и потребительского качества винтового эндостального имплантата.
Обеспечиваемый данным изобретением технический результат заключается, во-первых, в оптимизации геометрической формы имплантата из условия повышения детерминированности взаимного расположения конструктивных элементов указанного имплантата и обусловленного этим упрощения нахождения по меньшей мере одного такого элемента по положению базы, а также увеличения производительности и надежности технического контроля имплантата в процессе производства, во-вторых, в повышении чистоты рабочей части имплантата, а в третьих, в упрощении врачебных манипуляций с имплантатом во время хирургической операции.
Технический результат достигается благодаря тому, что на держателе винтового эндостального имплантата, содержащего рабочую часть и держатель, образована лыска-ключ, пространственному положению которой соответствует расположение по меньшей мере одного элемента конструкции рабочей части данного имплантата.
В частном случае осуществления имплантата его рабочая часть выполнена с винтовой резьбой и стружечной канавкой с тангенциальной плоскостью, ориентированной так же, как и плоскость лыски-ключа держателя, причем заход и/или выход резьбы лежит в геометрической плоскости, в которой находится лыска-ключ держателя, или расположены в непосредственной близи от указанной плоскости лыски-ключа.
В другом частном случае имплантат выполнен с внутренним индексным элементом для имплантовода и/или абатмента. При этом индексный элемент имеет вид продольной выемки, а лицевая тангенциальная плоскость выемки параллельна плоскости лыски-ключа держателя.
Также технический результат достигается благодаря тому, что способ изготовления винтового эндостального имплантата включает в себя этапы формообразующей обработки заготовки имплантата, подготовки поверхности имплантата, его технического контроля и упаковки. Причем в процессе подготовки поверхности имплантата, а также контроля и упаковки, имплантат перемещают за держатель, являющийся частью данного имплантата.
В частном случае имплантат перемещают исключительно за держатель.
Кроме того, технический результат достигается за счет того, что способ технического контроля винтового эндостального имплантата включает размещение данного имплантата в зоне контроля, причем положение имплантата задают по лыске-ключу держателя из условия обращения по меньшей мере одного элемента конструкции рабочей части имплантата к устройству контроля, после чего проводят технический контроль указанного элемента имплантата.
В частном случае способ технического контроля включает в себя фиксацию имплантата относительно устройства контроля. При этом предварительно располагают устройство фиксации имплантата относительно устройства контроля. Причем имплантат закрепляют в устройстве фиксации за держатель имплантата.
Технический результат достигается также благодаря тому, что при упаковке винтового эндостального имплантата, выполненного с держателем, на котором образуют лыску-ключ, имплантат переносят в полость упаковки за держатель, ориентируют имплантат по углу согласно лыске-ключу и закрепляют имплантат в упаковке, после чего держатель отсоединяют и удаляют, а упаковку запечатывают.
В частном случае при закреплении имплантата в полости упаковки обеспечивают зазор между резьбовой частью имплантата и внутренней поверхностью упаковки.
В еще одном частном случае для закрепления имплантата разъемно соединяют его тело с упаковкой через временный абатмент.
Сущность изобретения поясняется следующими чертежами, на которых в качестве предпочтительного примера выполнения технического решения показана конструкция эндостального винтового дентального имплантата корневидной формы с цилиндрическим держателем.
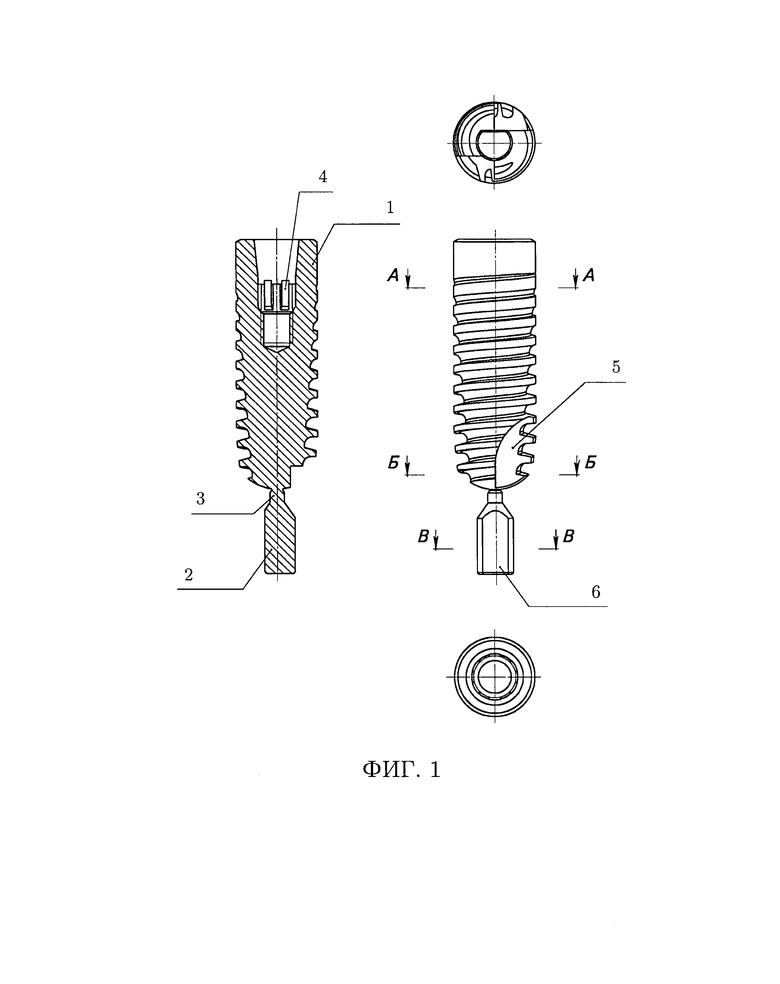
Фиг. 1: общий вид эндостального имплантата.
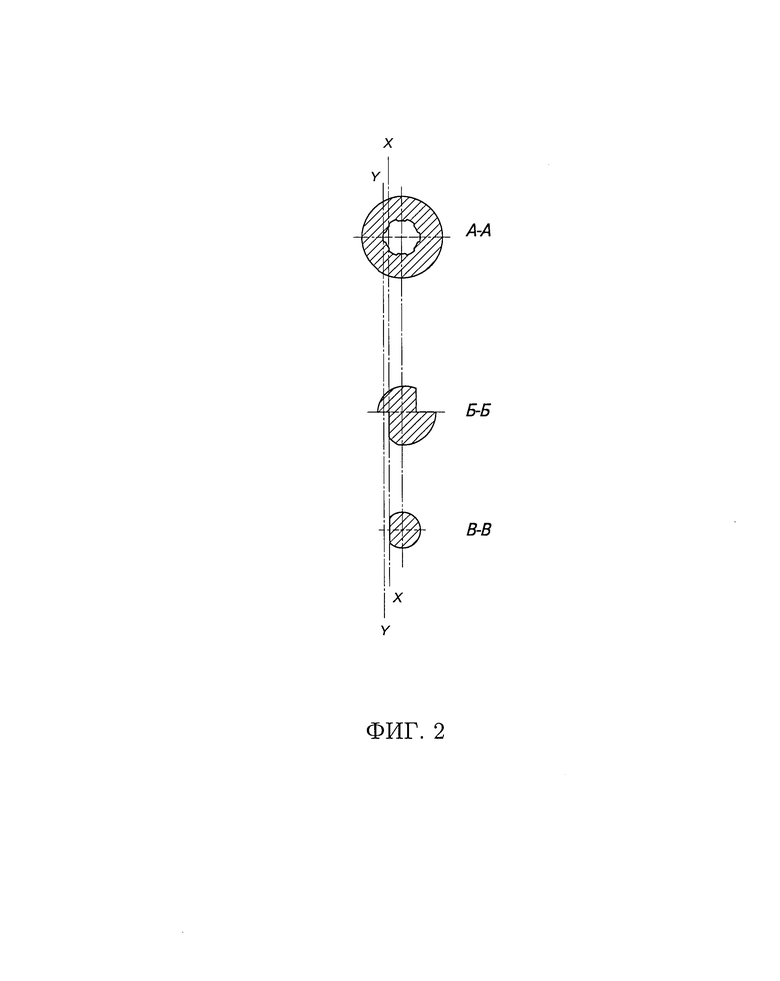
Фиг. 2: выносные поперечные сечения имплантата.
Представленный эндостальный имплантат предназначен для хирургической костно-челюстной имплантации в качестве несущего основания для дентальных протезных компонентов, в частности коронок. Устройство содержит рабочую резьбовую часть 1 и технологический держатель 2, соединенный с апикальным концом части 1 через шейку 3 (фиг. 1). Резьбовая часть 1 и держатель 2 с шейкой 3 представляют собой разные участки одной детали, имеющей форму вытянутого тела вращения. При этом под элементами конструкции имплантата понимаются любые части тела имплантата, в том числе плоскости, выступы, выемки, вырезы, отверстия, заход и выход резьбы, участки повышенной шероховатости и т.п., в случае их выполнения.
Резьбовая часть 1 образует основное тело имплантата прямой формы с закругленной верхушкой. На теле имплантата, включая его верхушку, выполнена внешняя винтовая резьба с микрошероховатостью для повышения прочности соединения имплантата с костью. Резьба занимает большую часть поверхности резьбовой части 1. С данной стороны в теле имплантата выполнена центральная шахта в виде несквозного осевого отверстия с внутренней крепежной резьбой для фиксации абатмента и симметрично расположенными относительно центра антиротационными индексными элементами 4, служащими для фиксации положения головки имплантовода или супраструктуры. Каждый индексный элемент 4 представляет собой внутреннюю продольную выемку с тангенциальной плоскостью лицевой стенки, обращенной к геометрической оси резьбовой части 1. На верхушке резьбовой части имплантата образована по меньшей мере одна стружечная канавка 5 для реза и отвода костной стружки. Канавка 5 выполнена в виде выреза части четверти круга. Данный вырез открыт как со стороны апикального конца части 1, так и сбоку верхушки имплантата. Причем одна из двух стенок указанной канавки, сопряженных под прямым углом, характеризуется тангенциальной плоскостью, а другая стенка имеет скругленную форму.
Держатель 2 имеет цилиндрическую форму, его продольная ось совпадает с продольной осью резьбовой части 1 или преимущественно параллельна ей. На теле держателя 2 выполнена лыска-ключ 6 в виде плоского тангенциального среза до диаметра на цилиндрической поверхности детали. Плоскость лыски-ключа 6 параллельна продольной оси имплантата. Форма держателя 2 и размер указанной лыски выбраны из условия, чтобы лыска явно отличалась от других частей держателя 2 и могла выполнять функцию ключевого элемента, обеспечивающего единообразное сопряжение держателя 2 с технологическими приспособлениями в строго определенном положении, когда ключевой элемент соответствует ответной части. Лыска-ключ 6 придает держателю 2 свойство осевой симметрии первого порядка, выражающейся в симметричности формы тела держателя 2 относительно поворотов исключительно на угол 360° вокруг продольной оси, благодаря чему держатель 2 можно вставить в оснастку или захватить только под одним углом без изменения положения инструмента, что позволяет использовать лыску-ключ 6 в качестве базового элемента. В частности, лыска-ключ 6 характеризуется рабочей плоскостью, а противолежащая относительно продольной оси поверхность тела держателя 2 является скругленной (фиг. 1), или размер плоскости лыски-ключа 6 кратно превосходит размер остальных плоскостей на теле держателя 2, при выполнении данного держателя, например, граненой формы. Размер шейки 3 выбран из условия обеспечения возможности отлома держателя 2 от апикального конца резьбовой части 1 ручным усилием.
Тангенциальная плоскость стружечной канавки 5 ориентирована так же, как и плоскость лыски-ключа 6 держателя 2, то есть указанные плоскости практически совпадают (плоскость Х-Х на фиг. 2) или взаимно параллельны, в зависимости от выполнения устройства. Тангенциальная плоскость лицевой стенки индексного элемента 4, обращенной к геометрической оси резьбовой части 1 имплантата, параллельна плоскости лыски-ключа 6 держателя 2 (плоскость Y-Y на фиг. 2). Если ретенционная резьба нарезана начиная со стороны апикального конца, то заход резьбы совпадает с тангенциальной плоскостью стружечной канавки 5, а следовательно заход резьбы расположен в плоскости лыски-ключа 6 или в непосредственной близи от данной плоскости. Если же резьба нарезана со стороны крестального конца, то с тангенциальной плоскостью стружечной канавки 5 совпадает выход резьбы. Заход или выход резьбы со стороны крестального конца предпочтительно выполняют в непосредственной близи от плоскости, в которой находится лыска-ключ 6, или точно в указанной плоскости. Таким образом, заход и/или выход резьбы лежит в плоскости лыски-ключа 6 или находится в непосредственной близи от данной плоскости. Чем большее число элементов конструкции имплантата соответствует пространственному расположению лыски-ключа 6, тем выше степень детерминированности взаимного расположения конструктивных элементов имплантата. Предпочтительная конструкция изображенного на фиг. 1 дентального имплантата имеет оптимальную геометрическую форму за счет взаимного соответствия расположения лыски-ключа 6 держателя 2, захода и выхода ретенционной резьбы имплантата, а также одного из индексных элементов 4, которые относятся к наиболее значимым на практике конструктивным элементам резьбовой части 1 имплантата, пространственное расположение которых критически важно для врача. Однако и в случае, если относительно лыски-ключа 6 детерминировано расположение только захода или выхода ретенционной резьбы или расположение индексного элемента 4, то форма имплантата тоже оптимизирована, хотя и в меньшей степени, что достаточно для упрощения нахождения такого элемента по положению базы, а следовательно увеличивает производительность и надежность контроля.
Благодаря лыске-ключу 6 всегда однозначно известна угловая ориентация держателя 2 относительно продольной оси, что позволяет принять лыску-ключ 6 в качестве базы имплантата. За счет детерминированности расположения относительно лыски-ключа 6 резьбы и/или индексных элементов 4 без дополнительных расчетов известно также и их расположение в пространстве благодаря соответствию положению базового элемента, что упрощает нахождение указанных конструктивных элементов, в частности при контроле и ориентировании имплантата внутри упаковки, и облегчает работу с имплантатом как в процессе его изготовления, так и при использовании во время хирургической операции. Выполнение держателя 2 на апикальном конце резьбовой части 1 имплантата обеспечивает наибольшее приближение плоскости лыски-ключа 6 к значимым конструктивным элементам резьбовой части 1 имплантата (фиг. 2), что упрощает нахождение любого из указанных детерминированных конструктивных элементов по положению базовой лыски-ключа 6 и ведет к увеличению производительности и надежности технического контроля имплантата в процессе производства.
Способ изготовления дентального имплантата включает в себя ряд последовательных этапов: формообразующую обработку заготовки имплантата, первичный технический контроль качества имплантата, подготовку поверхности имплантата, повторный контроль качества имплантата и упаковку.
В частном случае титановый пруток круглого сечения, предпочтительно марки Grade 4, механически обрабатывают в аппарате продольного точения. В результате металлообработки заготовке имплантата придают заданную форму со всеми необходимыми элементами конструкции изделия. Нарезка резьбы представляет собой сложноконтролируемый процесс, что обуславливает важность информации о точках захода и выхода ретенционной резьбы имплантата. Благодаря тангенциальной плоскости стружечной канавки расположение начала или конца резьбы со стороны верхушки имплантата точно известно относительно лыски-ключа 6. Для еще большего повышения детерминированности взаимного расположения конструктивных элементов имплантата заход или выход резьбы со стороны крестального конца имплантата предпочтительно выполняют в непосредственной близи от плоскости, в которой находится лыска-ключ 6, или точно в указанной плоскости, что позволяет при дальнейших манипуляциях достаточно просто находить начало и конец ретенционной резьбы по положению лыски-ключа 6.
Затем проводят первую стадию технического контроля качества имплантата, направленную на проверку его геометрических параметров. В случае применения устройства фиксации имплантата, данное устройство предварительно располагают в рабочей зоне устройства контроля, в частности, в поле зрения микроскопа. В процессе контроля имплантат захватывают инструментом за держатель 2 и переносят в рабочую зону. В поле зрения микроскопа имплантат удерживают за держатель 2 или, что более предпочтительно на практике, держатель 2 закрепляют в устройстве фиксации. При этом осевое положение имплантата задают по лыске-ключу 6. В частности, лыску-ключ 6 упирают в неподвижную губку тисков, принятую за начало отсчета для пространственного положения базовой плоскости имплантата. Точное и единообразное позиционирование каждого имплантата при потоковом контроле по плоскости лыски-ключа 6 обеспечивает полное соответствие запланированной траектории контроля положению имплантата. Таким образом, благодаря детерминированности взаимного расположения конструктивных элементов имплантата кардинально снижена величина возможных измерительных ошибок и практически полностью сокращено время корректировки траектории контроля, в результате чего достигнуто увеличение производительности и надежности контроля имплантата. Чем больше степень детерминированности взаимного расположения конструктивных элементов имплантата, тем проще найти как минимум один такой элемент по положению базы, что ведет к повышению производительности и надежности процесса технического контроля.
Еще большая производительность контроля будет достигнута, если предварительно расположить устройство фиксации имплантата относительно устройства контроля и закрепить имплантат в указанном устройстве фиксации за держатель имплантата, что позволит исключить контаминацию поверхности в процессе работ. Кроме того, это повысит точность измерений за счет большей устойчивости имплантата в поле зрения микроскопа. Кроме того, закрепление имплантата в устройстве фиксации за держатель имплантата обеспечивает возможность высокопроизводительной автоматизации процесса контроля.
Причем указанные точки контроля и связанные с ними элементы конструкции имплантата обращены к объективу микроскопа, что обеспечивает, например, проведение контроля данных элементов имплантата сначала по контрольным точкам, а потом по всей поверхности, обращенной к объективу микроскопа. В процессе контроля имплантат линейно перемещают в поле зрения микроскопа, в частности, за счет подвижности основания прецизионных тисков, реализуемой вращением ходового винта, а затем головку тисков с зажатым в ней имплантатом поворачивают и обращают к объективу микроскопа другую часть поверхности имплантата, что позволяет провести таким образом контроль всей поверхности имплантата, предпочтительно в автоматическом режиме по заданной программе.
В частном случае подготовка поверхности имплантата заключается в пескоструйной обработке имплантата с последующим двойным кислотным травлением, соответственно в предназначенных для этого пескоструйной установке и аппарате для кислотного травления, с целью создания на поверхности имплантата чистой микрошероховатости. Подготовка поверхности завершается каскадной мойкой для удаления следов кислоты и иных загрязнений. В дальнейшем не допускается контакт рук или захватного инструмента с резьбовой частью 1 имплантата, для чего имплантат перемещают за держатель 2. Перемещение имплантата в процессе производства исключительно за держатель 2 позволяет обеспечить не только высокую чистоту резьбовой части имплантата, но и ведет к увеличению производительности и надежности технического контроля.
После каскадной мойки имплантата проводят повторный контроль его качества, аналогично первичному контролю. Основное внимание обращается на соответствие параметров поверхности резьбовой части 1 имплантата заданным величинам, характеризующим качество имплантата. Дополнительно возможен выборочный комплексный анализ чистоты поверхности имплантата путем сканирующей электронной микроскопии и энергодисперсионного рентгеновского элементарного анализа. Такой анализ проводят с целью исключения возможных ошибок на этапе очистки поверхности.
Завершающий этап производственного процесса получения готового имплантата включает действия по упаковке качественного имплантата для дальнейшего хранения и транспортировки.
Упаковка обеспечивает защиту чистого имплантата от контакта с любыми поверхностями. Предпочтительно конструкция упаковки представляет собой контейнер из жесткого пластика с внутренним креплением для временной фиксации имплантата. Размер контейнера достаточен для вмещения в себя имплантата с обеспечением воздушного зазора между резьбовой частью 1 и внутренней поверхностью контейнера. Полость упаковки предварительно очищена.
Успешно прошедший контроль имплантат помещают внутрь защитной упаковки, перенося имплантат за держатель 2, и закрепляют там, после чего упаковку герметично запечатывают. Закрепление имплантата в упаковке преимущественно осуществляют с опорой на держатель 2 или на временный абатмент, который предварительно фиксируют в центральной шахте имплантата, что обеспечивает стабильное отсутствие контакта между внешней поверхностью резьбовой части 1 и внутренней поверхностью упаковки в течение всего времени нахождения имплантата внутри упаковки. В результате повышена чистота рабочей части имплантата и предотвращено снижение качества имплантата при хранении и транспортировке. Также возможно закрепление имплантата с опорой непосредственно на шейку имплантата, однако такой вид соединения менее надежен. Несмотря на предварительную очистку полости упаковки контакт чистой поверхности резьбовой части 1 с упаковкой нежелателен, поэтому для сохранения чистоты указанной части имплантата следует обеспечить зазор между резьбовой частью имплантата и внутренней поверхностью упаковки.
После закрепления имплантата с опорой на временный абатмент держатель 2 отсоединяют путем отламывания за счет изгиба или вращения, а затем удаляют для дальнейшей утилизации, вместе с образовавшейся в процессе изготовления имплантата потенциальной поверхностной контаминацией. Держатель 2 целесообразно отламывать и удалять на этапе упаковки, так как для многих врачей наличие держателя и необходимость его удаления непривычны и требуют выполнения дополнительного действия, отвлекающего внимание во время хирургической операции. Кроме того, в процессе хранения и транспортировки имплантата существует опасность попадания загрязнения с держателя 2 на основное тело имплантата. Благодаря выполнению держателя 2 на апикальном конце резьбовой части 1 имплантата обеспечена возможность отлома держателя 2 от основного тела имплантата после закрепления с опорой на временный абатмент или на шейку, что позволяет сохранить высокую степень чистоты резьбовой части 1 упакованного имплантата в течение длительного времени за счет отсутствия в полости запечатанной упаковки загрязненного держателя 2.
При закреплении имплантата в полости упаковки следует ориентировать имплантат по углу вдоль продольной оси изделия, задавая положение захода и выхода ретенционной резьбы имплантата, а также продольной выемки одного из индексных элементов 4, а значит и всех остальных индексных элементов, по лыске-ключу 6.
Так как в процессе подготовки поверхности имплантата, контроля и упаковки, данный имплантат предпочтительно перемещали исключительно за держатель, то риск загрязнения резьбовой части 1 имплантата был минимален, и данная часть упакованного имплантата полностью лишена поверхностной контаминации.
После хранения и транспортировки имплантат поступает к врачу во время хирургической операции. Врач или ассистент вскрывает упаковку и извлекает имплантат, не касаясь чистой поверхности резьбовой части 1 имплантата. Благодаря высокой степени детерминированности взаимного расположения конструктивных элементов имплантата и его известной ориентации в упаковке по углу врач сразу имеет представление о пространственном положении ретенционной винтовой резьбы и внутренних индексных элементов 4, что упрощает дальнейшие лечебные манипуляции, в частности выставление позиции будущей протезной конструкции, особенно при цифровом протоколе лечения, основанном на применении программных средств. В центральную шахту имплантата вставляют имплантовод и фиксируют относительно антиротационных индексных элементов 4, после чего приводят имплантовод в движение и внедряют имплантат в кость пациента.
Таким образом, оптимальность геометрической формы имплантата и сквозное обеспечение чистоты поверхности резьбовой части имплантата на всех производственных стадиях придают имплантату высокое технологическое и потребительское качество, что создает условия для высокого успеха приживления имплантата.
| название | год | авторы | номер документа |
|---|---|---|---|
| НАБОР ДЛЯ ДЕНТАЛЬНОЙ ИМПЛАНТАЦИИ | 2008 |
|
RU2396922C2 |
| ДЕНТАЛЬНЫЙ ИМПЛАНТАТ ДЮБЕЛЬНОЙ СИСТЕМЫ | 2023 |
|
RU2815463C1 |
| НАБОР ИМПЛАНТАТОВ ДЛЯ ИМПЛАНТАЦИИ | 2017 |
|
RU2695772C2 |
| Внутрикостный винтовой имплантат с немедленной нагрузкой и способ его установки | 2023 |
|
RU2817960C1 |
| Протезный компонент дентального имплантата и абатмент для его винтовой ретенции | 2023 |
|
RU2817475C1 |
| СПОСОБ ОДНОЭТАПНОЙ ИМПЛАНТАЦИИ И ЗУБНОЙ ИМПЛАНТАТ | 2021 |
|
RU2778599C1 |
| ЭНДООССАЛЬНЫЙ ЦЕЛЬНОКЕРАМИЧЕСКИЙ ВИНТОВОЙ ОДНОЭТАПНЫЙ ИММЕДИАТ - ИМПЛАНТАТ | 2017 |
|
RU2651052C1 |
| ЭНДОДОНТО-ЭНДООССАЛЬНЫЙ ИМПЛАНТАТ, СПОСОБ ЭНДОДОНТО-ЭНДООССАЛЬНОЙ ИМПЛАНТАЦИИ И НАБОР ИНСТРУМЕНТОВ ДЛЯ ЕГО ПРОВЕДЕНИЯ | 2006 |
|
RU2320290C1 |
| Имплантат для межтелового спондилодеза из пористого материала и имплантовод для его установки и удаления | 2015 |
|
RU2624350C2 |
| РАЗБОРНЫЙ ДЕНТАЛЬНЫЙ ИМПЛАНТАТ | 2015 |
|
RU2593349C1 |
Группа изобретений относится к медицине, в частности к области хирургии. Винтовой эндостальный имплантат содержит рабочую часть и держатель. На держателе образована лыска-ключ, пространственному положению которой соответствует расположение по меньшей мере одного элемента конструкции рабочей части имплантата. Способ изготовления имплантата включает этапы формообразующей обработки заготовки имплантата, подготовки поверхности имплантата, технического контроля качества имплантата и упаковки имплантата. В процессе подготовки поверхности, контроля и упаковки имплантат перемещают за держатель. При техническом контроле имплантат размещают в зоне контроля и его осевое положение задают по лыске-ключу держателя. При этом по меньшей мере один элемент конструкции резьбовой части имплантата обращен к рабочему органу устройства контроля. Контроль проводят в отношении элемента рабочей части имплантата. Качественный имплантат помещают в упаковку за держатель. Имплантат закрепляют в упаковке с опорой на держатель и ориентируют по углу согласно лыске-ключу. В альтернативном варианте после закрепления имплантата данный держатель отламывают и удаляют. Упаковку запечатывают. Достигается оптимизация формы имплантата, упрощение нахождения конструктивного элемента по положению базового элемента, увеличение производительности и надежности технического контроля имплантата, повышение чистоты поверхности имплантата, что обеспечивает улучшение качества имплантата. 4 н. и 6 з.п. ф-лы, 2 ил.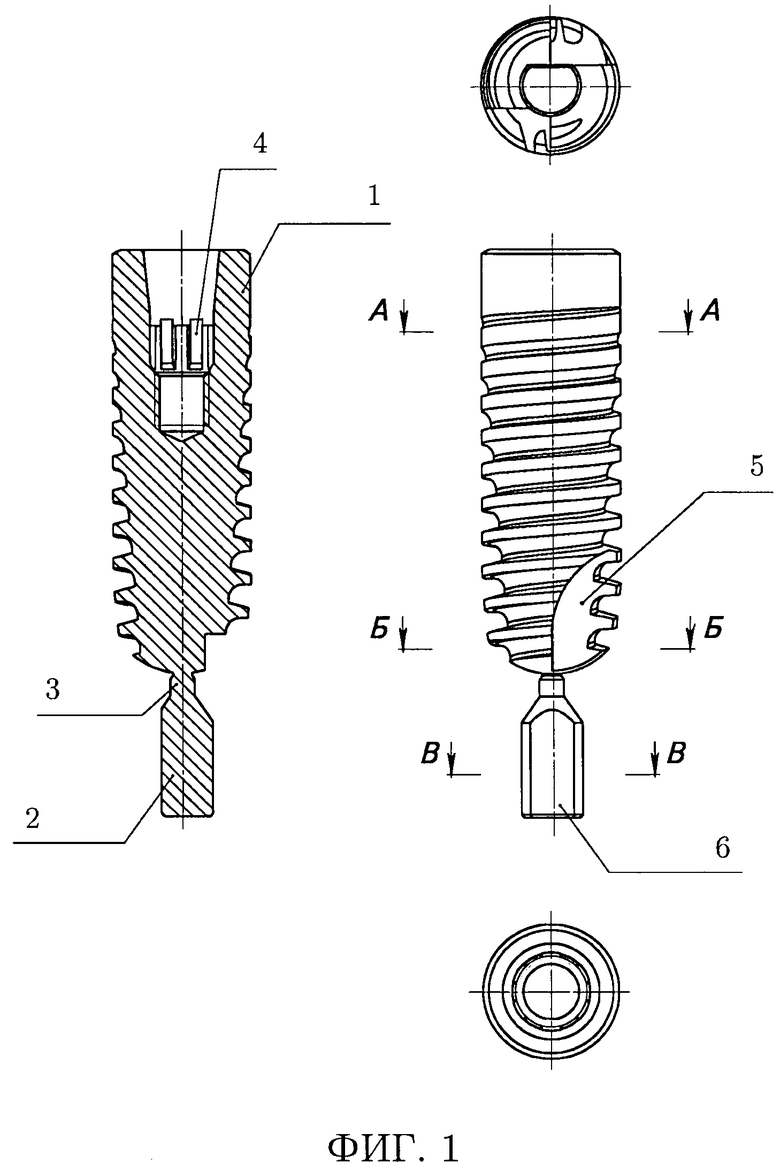
1. Винтовой эндостальный имплантат, содержащий рабочую часть и держатель, отличающийся тем, что на держателе образована лыска-ключ, при этом пространственному положению лыски-ключа соответствует расположение по меньшей мере одного элемента конструкции рабочей части данного имплантата.
2. Имплантат по п. 1, характеризующийся тем, что рабочая часть имплантата выполнена с винтовой резьбой и стружечной канавкой с тангенциальной плоскостью, ориентированной так же, как и плоскость лыски-ключа держателя, причем заход и/или выход резьбы лежит в геометрической плоскости, в которой находится лыска-ключ держателя, или расположены в непосредственной близи от указанной плоскости лыски-ключа.
3. Имплантат по п. 1, характеризующийся тем, что выполнен с индексным элементом для имплантовода и/или абатмента, при этом индексный элемент имеет вид продольной выемки, а лицевая тангенциальная плоскость выемки параллельна плоскости лыски-ключа держателя.
4. Способ изготовления винтового эндостального имплантата, включающий этапы формообразующей обработки заготовки имплантата, подготовки поверхности имплантата и его технического контроля, отличающийся тем, что в результате формообразующей обработки получают имплантат по п. 1, контролируют качество данного имплантата способом по п. 6, после чего качественный имплантат помещают в упаковку и закрепляют с опорой на держатель и запечатывают упаковку, или производят упаковку согласно способу по п. 8, причем в процессе подготовки поверхности имплантата, его контроля и упаковки имплантат перемещают за держатель, являющийся частью данного имплантата.
5. Способ по п. 4, характеризующийся тем, что имплантат перемещают исключительно за держатель.
6. Способ технического контроля винтового эндостального имплантата, содержащего рабочую часть и держатель с лыской-ключом, пространственному расположению которого соответствует по меньшей мере один элемент конструкции рабочей части имплантата, включающий размещение имплантата в зоне контроля, характеризующийся тем, что задают положение имплантата по лыске-ключу держателя из условия обращения по меньшей мере одного элемента конструкции рабочей части имплантата к устройству контроля, после чего проводят технический контроль указанного элемента имплантата.
7. Способ по п. 6, включающий фиксацию имплантата относительно устройства контроля, характеризующийся тем, что предварительно располагают устройство фиксации имплантата относительно устройства контроля, причем имплантат закрепляют в устройстве фиксации за держатель имплантата.
8. Способ упаковки винтового эндостального имплантата, выполненного с держателем, включающий закрепление имплантата в полости упаковки и ее запечатывание, отличающийся тем, что на держателе образуют лыску-ключ, при этом имплантат переносят в полость упаковки за держатель, ориентируют имплантат по углу согласно лыске-ключу и закрепляют имплантат в упаковке, после чего держатель отсоединяют и удаляют.
9. Способ по п. 8, характеризующийся тем, что при закреплении имплантата в полости упаковки обеспечивают зазор между рабочей частью имплантата и внутренней поверхностью упаковки.
10. Способ по п. 8, характеризующийся тем, что для закрепления имплантата разъемно соединяют его тело с упаковкой через временный абатмент.
| US 2021290345 А1, 23.09.2021 | |||
| US 11291548 B2, 05.04.2022 | |||
| СТОМАТОЛОГИЧЕСКИЙ ВИНТОВОЙ ИМПЛАНТАТ | 2003 |
|
RU2246281C2 |
| УНИВЕРСАЛЬНЫЙ СЛЕПОЧНЫЙ ТРАНСФЕР ДЛЯ ДЕНТАЛЬНЫХ ИМПЛАНТАТОВ | 1998 |
|
RU2125852C1 |
| CN 109152624 A, 04.01.2019 | |||
| CN 107820413 A, 20.03.2018. | |||

