Область техники, к которой относится изобретение
Настоящее изобретение относится к электрическим проводам и кабелям, содержащим электрические проводники из меди или медного сплава, покрытые слоем серебра и имеющие повышенную стойкость к окислению и коррозии. В частности, эти провода и кабели могут использоваться для космического применения.
Уровень техники
Стандарт ESCC (Европейской координации космических компонентов) № 3901 (май 2013 г.) определяет семейство электрических проводов и кабелей для космического применения.
Состоящие из электрических проводников из меди или медного сплава, покрытых слоем серебра, называемых в дальнейшем электрическими проводниками SPC (посеребрённая медь), в центральной жиле или в электромагнитном экранировании, эти провода и кабели в дальнейшем называются соответственно проводами SPC и кабелями SPC.
Для классификации электрических проводников в соответствии с их сечением в стандарте ASTM B258 (апрель 2002 г.) установлен протокол стандартизации AWG (Американский стандарт размеров провода). Этот стандарт явно определяет, как сконструировать электрический проводник с точки зрения количества токопроводящих жил. Электрические проводники SPC, представленные в настоящем изобретении, также регулируются упомянутым стандартом.
Упомянутый стандарт ESCC-3901 также предусматривает минимальную толщину серебряного покрытия 2 мкм на всех электрических проводников SPC, в отличие от большинства вариантов применения, где электрические проводники SPC покрываются серебром толщиной минимум 1 мкм, в соответствии со стандартом ASTM B298 (декабрь 2017 г.). Причина удвоения толщины слоя серебра связана с требованиями применения для космической техники, где защита электрических и электронных систем от коррозии имеет огромное значение.
Именно по этой причине упомянутый стандарт ESCC-3901 предусматривает контрольное испытание, называемое контрольным испытанием Энтони и Брауна (Antony & Brown), в дальнейшем именуемое испытанием A&B, для электрических проводников SPC, содержащихся в проводах и кабелях SPC, чтобы гарантировать качество серебряного покрытия. Являясь предметом стандарта ECSS-Q-ST-70-20C (июль 2008 г.), это испытание A&B по сути представляет собой испытание на коррозию для определения уровня стойкости электрических проводников SPC к коррозии, называемой «красной чумой», которую можно интерпретировать как окисление меди. Как подробно описано в упомянутом стандарте, в этом испытании образец 20-миллиметрового электрического проводника SPC с зачищенной изоляцией помещается в контейнер, в котором преобладает атмосфера, обогащенная кислородом, с непрерывным потоком кислорода. Сборку подвергают воздействию температуры 58°C в течение 240 часов или полных 10 дней. После этого испытания проводится микроскопическое исследование с увеличением х20 и определяется степень окисления образца посредством присвоения кода, который распределяется в диапазоне 6 уровней, как поясняется в таблице 1 ниже.
Таблица 1
Упомянутый стандарт строго выбраковывает любой образец с кодами 4 и 5, то есть имеющий значительный дефект коррозии в результате окисления меди или медного сплава.
Учитывая продолжительность испытания A&B, на практике для возможности проведения контроля качества при изготовлении электрических проводников SPC используют другое испытание, называемое «Полисульфид», которое короче по времени. Испытание Полисульфид, являющееся предметом стандарта ISO 10308 (январь 2006 г.), заключается в погружении электрического проводника SPC в раствор полисульфида натрия на 30 секунд, а затем его промывке и сушке. Затем выполняется бинокулярное исследование с увеличением в 10 раз. Это испытание рассматривается как удачное, если на проводнике не обнаружено очагов коррозии (стойкость к окислению).
Изготовление проводов и кабелей SPC обычно включает в себя несколько этапов.
Первым этапом является выполнение гальванопокрытия (или электролитического осаждения) серебра, чаще называемого электроосаждение серебра, на круглые проволоки, называемые заготовками, из меди или медного сплава. Операция является непрерывной, иногда называемой «с катушки на катушку». Точнее, несколько проволок в качестве катода проходят через ванну электролитического серебрения, в которой установлен анод из чистого серебра. Во время этой операции электрический генератор подаёт постоянный ток между катодом и анодом. Этот ток генерирует электролиз, позволяющий одновременно растворять, с одной стороны, серебряный анод, а с другой стороны - наносить серебряное покрытие на перемещающиеся проволоки.
Второй этап называется волочением и заключается в холодном уменьшении диаметра серебряной проволоки-заготовки с помощью механической силы. Используется машина, называемая волочильной машиной, содержащая набор от 5 до 30 матриц в зависимости от необходимости, диаметры которых постепенно уменьшаются. Посеребренные проволоки после волочения называются токопроводящими жилами SPC, которые будут использоваться для изготовления токопроводящего многожильного провода SPC или электромагнитного экрана SPC (плетёного или спирального).
Третий этап, называемый объединением в жгут – это создание самого электрического проводника SPC. С помощью машины под названием «скруточная машина» собирается точное количество токопроводящих жил SPC, в соответствии с одним из вариантов конструкции, определённых в стандарте ASTM B258.
Четвёртый этап, называемый изоляцией, заключается в размещении слоя диэлектрика вокруг токопроводящей жилы SPC для получения электрического провода SPC. Используемые здесь диэлектрические материалы обычно основаны на политетрафторэтилене (ПТФЭ), этилентетрафторэтилене (ЭТФЭ) и полиимиде, которые соответствуют стандарту ESCC3901. Операция осуществляется либо с помощью экструзии для ПТФЭ и ЭТФЭ, либо с помощью обматывания из ПТФЭ и полиимида в виде изоляционной ленты. В некоторых случаях эти провода SPC покрывают тонким верхним слоем покрытия, иногда называемым покрытием, на основе полиимида, чтобы придать им дополнительные функции, например окраску. Нанесение этого твёрдого верхнего слоя покрытия обычно осуществляется из полиимидной жидкости с использованием одного или нескольких проходов в печи при температуре от 250°С до 500°С, в зависимости от необходимости.
Пятый этап, называемый сборкой, объединяет несколько (от 2 до 4) электрических проводов в скрученный жгут посредством объединения в жгут с целью получения подгруппы электрических проводов SPC.
Шестой этап, называемый плетением или намоткой, заключается в создании слоя токопроводящих жил SPC вокруг подгруппы электрических проводов. Этот оплёточный или обёрточный слой, часто называемый экранирующим слоем, образует защитный экран от электромагнитных помех.
Седьмой этап, называемый образованием оболочки, позволяет завершить изготовление кабеля SPC посредством размещения защитной оболочки вокруг подгруппы экранированных проводов. Материалами оболочки являются ПТФЭ, ЭТФЭ, перфторалкоксил (PFA) и полиимид, соответствующие стандарту ESCC3901. Операция осуществляется либо с помощью экструзии для ПТФЭ, ПФА и ЭТФЭ, либо с помощью обматывания изоляционной лентой ПТФЭ и полиимида.
Все этапы изготовления можно кратко суммировать ниже:
- E1: электролитическое серебрение проволоки-заготовки из меди или медного сплава => посеребрённая проволока-заготовка.
- E2: Волочение посеребрённой проволоки => токопроводящая жила SPC.
- E3: Сборка токопроводящих жил SPC => электрический проводник SPC.
- E4: Обматывание изоляционной лентой или экструзия диэлектрика (ETFE, PTFE, полиимид и т.д.) на электрический проводник SPC => электрический провод SPC.
- E5: Сборка нескольких электрических проводов => подгруппа.
- E6: Плетение или намотка токопроводящих жил SPC на подгруппе => экранированная подгруппа.
- E7: Образование оболочки экранированной подгруппы => кабель SPC.
Известно, что эти этапы изготовления, включающие в себя термические и механические напряжения, могут влиять на характеристики серебряного покрытия в испытании A&B, в частности, когда эти этапы изготовления включают в себя волочение, кручение, нагрев и другие воздействия. Чем больше амплитуды этих рабочих параметров (время, сила, давление, температура и т.д.), тем более прогрессивным является ухудшение характеристик серебряного покрытия на электрическом проводнике SPC.
Авторы изобретения неожиданно обнаружили, что можно преодолеть эти ухудшения посредством модификации этапа Е1 этого процесса, то есть другими словами посредством использования электролитического осаждения серебра с помощью пульсирующего тока с изменением направления на обратное (PCR) вместо постоянного тока (DC). Действительно, в отличие от электролитического осаждения при постоянном токе, где постоянный электролитический ток подаётся электрическим генератором на протяжении всего процесса электролитического серебрения, при использовании PCR подаётся прерывистый электролитический ток, модулированный в виде последовательности катодных импульсов с определённой заданной частотой, причём за каждым катодным импульсом следует анодный импульс. Таким образом, авторы изобретения заметили, что гальваническое покрытие при использовании пульсирующего тока с изменением направления на обратное (PCR), когда оно хорошо освоено и, следовательно, выполняется в точных условиях, позволяет наилучшим образом оптимизировать зародышеобразование и рост электролитического осаждения и, следовательно, улучшить характеристики электрического проводника SPC при испытании A&B. Таким образом, благодаря процессу согласно изобретению, даже можно уменьшить толщину серебряного слоя, нанесённого на электрический проводник SPC, до всего лишь 1 мкм, в то же время позволяя упомянутому электрическому проводнику SPC показывать лучшую стойкость в испытаниях A&B, по сравнению с традиционными электрическими проводниками SPC (слой серебра которых получен с использованием электролитического осаждения посредством постоянного тока) с толщиной осаждённого слоя серебра 2 мкм. Действительно, изобретатели заметили, что серебряное покрытие, полученное способом PCR, имеет лучшую структуру кристаллизации, которая является более однородной и более плотной.
Раскрытие сущности изобретения
Таким образом, настоящее изобретение относится к способу изготовления посеребрённой проволоки-заготовки из меди или медного сплава, имеющей толщину слоя серебра от 1,5 мкм до 15 мкм, предпочтительно 2 мкм - 10 мкм, включающему в себя этап электролитического осаждения серебра (электролитическое осаждение) на проволоку-заготовку из меди или медного сплава, причём упомянутое электролитическое осаждение осуществляется при пульсирующем токе, с изменением направления тока на обратное (PCR), в ванне для электролитического серебрения, содержащей от 40 до 70 г/л, в частности 40 - 65 г/л, более конкретно 45 - 60 г/л цианида серебра (AgCN) и от 90 г/л до 150 г/л, в частности 90 - 140 г/л, более конкретно 100 - 130 г/л цианида калия (KCN), при этом электролитические условия являются следующими:
- средняя плотность тока Jm составляла от 1,5 А/дм2 до 15 А/дм2, предпочтительно 1,78 А/дм2 - 10 А/дм2, в частности 1,78 А/дм2 - 5 А/дм2;
- частота f импульсов составляла от 0,8 до 1,6 Гц, предпочтительно 0,8 - 1,4 Гц, в частности 1 Гц;
- коэффициент Q заполнения импульсов составлял от 50 до 80%, предпочтительно 55% - 65%;
- плотность тока катодного пика Jc составляла от 3 А/дм2 до 11 А/дм2, предпочтительно 5 А/дм2 - 10 А/дм2, более конкретно 3 А/дм2 - 8 А/дм2, предпочтительно 5 А/дм2 - 7 А/дм2;
- плотность тока анодного пика Ja составляла от 1 А/дм2 до 5 А/дм2, предпочтительно 1,28 А/дм2 - 4,2 А/дм2, более конкретно 1,28 - 3,1 А/дм2, ещё более конкретно 1,28 - 2,16 А/дм2;
- время поддержания катодного импульса Тс составляло от 0,2 до 0,8 с, предпочтительно 0,55 - 0,65 с, и
- время поддержания анодного импульса Та составляло от 0,06 до 0,5 с, предпочтительно 0,35 - 0,45 с.
В контексте настоящего изобретения выражения «содержащий между… и…» или «содержащий от… до…» включают в себя предельные значения.
В контексте настоящего изобретения выражение «посеребрённая проволока-заготовка из меди или медного сплава» означает любую круглую проволоку, не пригодную для использования непосредственно в проводнике, изготовленную из меди или медного сплава, покрытую слоем серебра. В частности, диаметр проволоки-заготовки составляет от 0,1 до 1,5 мм, в частности 1 - 0,2 мм. Медный сплав проволоки-заготовки согласно изобретению может представлять собой любой медный сплав, используемый в проволоках-заготовках, такой как сплав Cu-Be-Ni, состав которого в массовых % составляет, например, Be: 0,2-0,6%, Ni: 1,4-2,2%, Cu: остальное или сплав Cu-Cr-Zr, состав которого в массовых % составляет, например, Cr: 0,10-1,05%, Zr: 0,01-0,105%, Cu: остальное.
В контексте настоящего изобретения выражение «электролитическое осаждение серебра при пульсирующем токе, с изменением направления тока на обратное» или «электролитическое осаждение серебра при PCR» означает любое электролитическое осаждение серебра или нанесение покрытия из серебра с помощью электроосаждения, или электролитическое серебрение, при котором используется прерывистый и модулированный электролитический ток в форме последовательности катодных импульсов определённой заданной частоты, при этом за каждым катодным импульсом следует анодный импульс, которому предшествует или нет, и/или за ним следует или не следует, период покоя, предпочтительно без периода покоя. Этот режим PCR схематически показан на фиг. 1 (плотность тока J в А/дм2, как функция времени в с), где T представляет период времени (в с), Tc представляет время поддержания катодного импульса (в с), Ta представляет собой время поддержания анодного импульса (в с), Tr представляет собой время покоя (в с), Jc представляет собой плотность тока катодного пика (в А/дм2), Ja представляет собой плотность тока анодного пика ( в А/дм2), Jm представляет собой среднюю плотность тока за период времени T (в А/дм2).
Соотношение между этими различными параметрами соответствует следующей формуле:
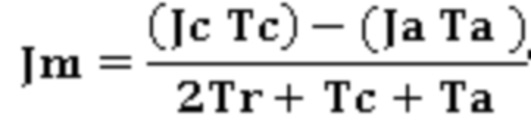
При этом коэффициент Q заполнения импульсов (в %) определяется как отношение доли времени катодного импульса Tc к периоду времени T, в соответствии со следующей формулой:
а частота f импульсов в Гц, в соответствии со следующей формулой:
f = 1/T
Таким образом, процесс согласно изобретению позволяет покрыть проволоку-заготовку сплошным слоем серебра толщиной от 1,5 мкм до 15 мкм, предпочтительно 2 мкм - 10 мкм.
В предпочтительном варианте осуществления изобретения процесс является непрерывным. Таким образом, несколько проволок-заготовок, в частности по меньшей мере 3 проволоки-заготовки, более предпочтительно 5 проволок-заготовок, в качестве катода, проходят через ванну электролитического серебрения, в которой установлен анод из чистого серебра. Электрический генератор, например типа Harlor PE86CB-20-10-50S, в процессе работы выдаёт ток между катодом и анодом, который является прерывистым и модулированным в виде последовательности катодных импульсов определённой заданной частоты, при этом за каждым катодным импульсом следует анодный импульс. Этот ток генерирует электролиз, позволяющий одновременно растворить серебряный анод и нанести серебряное покрытие на перемещающиеся проволоки-заготовки.
Предпочтительно, ванна электролитического серебрения представляет собой водную электролитическую ванну, содержащую цианид серебра и цианид калия. Он также может содержать добавки, такие как осветляющая добавка, предпочтительно в концентрации от 10 мл/л до 50 мл/л, в частности 19 мл/л. Электролитическая ванна может представлять собой высокоскоростную ванну, предпочтительно работающую от 3 А/дм2.
Скорость перемещения жил провода может составлять 4,0 м/мин.
Настоящее изобретение также относится к посеребрённой проволоке-заготовке из меди или медного сплава, имеющей толщину слоя серебра от 1,5 мкм до 15 мкм, предпочтительно 2 мкм - 10 мкм, получаемой способом согласно изобретению. Эту серебряную проволоку-заготовку можно отличить от обычной серебряной проволоки-заготовки (полученной с помощью электролитического осаждения серебра при постоянном токе) с помощью очень современных средств анализа, таких как просвечивающая электронная микроскопия TEM в сочетании с дифракцией рентгеновских лучей при скользящем падении. Действительно, серебряное покрытие, полученное способом PCR, имеет лучшую степень кристаллизации, является более однородной и более плотной. Проволока-заготовка, в частности, является такой, как описанная выше.
Предпочтительно, посеребренная проволока-заготовка из меди или медного сплава согласно изобретению не имеет каких-либо дефектов или имеет лишь незначительные дефекты при испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C (июль 2008 г.), в частности, она имеет код 0, 1, 2 или 3, более конкретно код 0, 1 или 2, ещё более конкретно код 0 или 1, ещё более конкретно код 0, в испытании A&B в соответствии со стандартом ECSS-Q-ST-70 -20С.
Предпочтительно, посеребренная проволока-заготовка из меди или медного сплава согласно изобретению не имеет каких-либо дефектов при испытании с использованием полисульфида, в соответствии со стандартом ISO 10308 (январь 2006 г.), в частности при более жёстком испытании с использованием полисульфида, при котором время закалки проволоки в растворе полисульфида натрия удлиняли до 20 минут.
Предпочтительно, посеребрённая проволока-заготовка из меди или медного сплава согласно изобретению имеет хорошую прилипающую способность при испытании на прилипание, которое заключается в наматывании проволоки вокруг себя 5-6 раз и последующем её исследовании при бинокулярном наблюдении с увеличением в 10 раз. Считается, что прилипающая способность является хорошей только в том случае, если на серебряном покрытии не обнаружено трещин или отслоений.
В частности, диаметр серебряной проволоки-заготовки согласно изобретению составляет 0,1 мм - 1,5 мм.
Настоящее изобретение также относится к способу изготовления посеребрённой токопроводящей жилы из меди или медного сплава с толщиной слоя серебра 1 мкм - 1,5 мкм, включающему в себя этап волочения посеребрённой проволоки-заготовки из меди или медного сплава, в соответствии с изобретением.
Этап волочения согласно изобретению позволяет уменьшить диаметр серебряной проволоки-заготовки, выполненной в соответствии с изобретением. Предпочтительно, этот этап осуществляют в холодном состоянии, предпочтительно при комнатной температуре, в частности, с помощью механической силы, например, с использованием машины, называемой волочильной машиной, которая может содержать набор от 5 до 30 прессовых матриц, в зависимости от необходимости, предпочтительно благодаря уменьшению диаметра проволоки-заготовки по меньшей мере на 6,6% (отношение между конечным диаметром токопроводящей жилы и диаметром проволоки-заготовки), предпочтительно, чтобы получить токопроводящую жилу диаметром от 0,063 мм до 0,254 мм.
Настоящее изобретение также относится к посеребрённой токопроводящей жиле из меди или медного сплава, имеющей толщину слоя серебра от 1 мкм до 1,5 мкм, в частности 1 мкм - 1,4 мкм, более конкретно 1,1 мкм - 1,3 мкм. Предпочтительно, посеребрённая токопроводящая жила согласно изобретению имеет диаметр от 0,063 мм до 0,254 мм, в частности 0,079 мм - 0,2 мм, более конкретно 0,1 мм - 0,2 мм.
Эту посеребрённую токопроводящую жилу (или токопроводящую жилу SPC) можно отличить от традиционной посеребрённой токопроводящей жилы (слой серебра которой был получен с помощью электролитического осаждения серебра при постоянном токе) с использованием очень продвинутых средств анализа, таких как просвечивающая электронная микроскопия TEM (просвечивающая электронная микроскопия) в сочетании с дифракцией рентгеновских лучей при скользящем падении. Действительно, серебряное покрытие, полученное способом PCR, имеет лучшую степень кристаллизации, является более однородной и более плотной.
Предпочтительно, посеребрённая токопроводящая жила согласно изобретению не имеет каких-либо дефектов или имеет только незначительные дефекты при испытании A&B по стандарту ECSS-Q-ST-70-20C (июль 2008 г.), в частности, она имеет код 0, 1, 2 или 3, более конкретно, код 0, 1 или 2, ещё более конкретно, код 0 или 1, ещё более конкретно, код 0, в испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C.
Предпочтительно, посеребрённая токопроводящая жила согласно изобретению не имеет каких-либо дефектов при испытании с использованием полисульфида, в соответствии со стандартом ISO 10308 (январь 2006 г.), в частности при более жёстком испытании с использованием полисульфида, при котором время закалки токопроводящей жилы в растворе полисульфида натрия был продлено до 20 минут.
Предпочтительно, посеребрённая токопроводящая жила согласно изобретению имеет хорошую способность к прилипанию при испытании на прилипание, которое заключается в наматывании токопроводящей жилы вокруг себя 5-6 раз и последующем её исследовании при бинокулярном наблюдении с увеличением х10. Считается, что прилипающая способность является хорошей только в том случае, если на серебряном покрытии не обнаружено трещин или отслоений.
Настоящее изобретение также относится к посеребрённому электрическому проводнику (или электрическому проводнику SPC), содержащему по меньшей мере одну посеребрённую токопроводящую жилу согласно изобретению, предпочтительно, все токопроводящие жилы которой выполнены в соответствии с изобретением. В частности, он является электрическим проводником.
Предпочтительно, электрический проводник согласно изобретению представляет собой одножильный или многожильный проводник, предпочтительно многожильный проводник.
В конкретном варианте осуществления изобретения электрический проводник является многожильным. Он может, например, содержать 7, 19, 27, 37, 45 и 61 посеребрённых жил согласно изобретению и 7×7 посеребрённых жил согласно изобретению. Предпочтительно, чтобы электрический проводник согласно настоящему изобретению содержал 19 или 37 посеребрённых жил согласно изобретению, ещё более предпочтительно, 19 посеребрённых жил согласно изобретению. В зависимости от количества посеребрённых жил согласно изобретению, можно использовать сборки согласно стандарту ASTM B258 (апрель 2002 г.), такие как, например, скрутки, концентрические (в частности, 19, 61 или 37 посеребрённых жил согласно изобретению), Equilay, полуконцентрические, Unilay (в частности, 19 посеребрённых жил согласно изобретению) или Ropelay (в частности, для 7*7 посеребрённых жил согласно изобретению). Предпочтительно, электрический проводник содержит 19 посеребрённых жил согласно изобретению, собранных концентрически.
Предпочтительно, электрический проводник согласно изобретению получают посредством скручивания (или сборки) посеребрённых жил согласно изобретению.
Предпочтительно, посеребрённый электрический проводник (или электрический проводник SPC) согласно изобретению не имеет каких-либо дефектов или имеет лишь незначительные дефекты при испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C (июль 2008 г.), в частности, он имеет код 0, 1, 2 или 3, более конкретно код 1 или 2, ещё более конкретно код 1, при испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C.
Предпочтительно, посеребрённый электрический проводник согласно изобретению, не имеет каких-либо дефектов при испытании с помощью полисульфида, в соответствии со стандартом ISO 10308 (январь 2006 г.), в частности при более жёстком испытании с помощью полисульфида, при котором время закалки проводника в растворе полисульфида натрия было продлено до 20 минут.
Предпочтительно, посеребрённый электрический проводник согласно изобретению имеет хорошую прилипающую способность при испытании на прилипание, которое заключается в наматывании проводника вокруг себя 5-6 раз и последующем его исследовании при бинокулярном наблюдением с увеличением в 10 раз. Считается, что прилипающая способность является хорошей только в том случае, если на серебряном покрытии не обнаружено трещин или отслоений.
Настоящее изобретение, кроме того, относится к электромагнитному экранирующему слою (сплетённому или спиральному), содержащему по меньшей мере одну посеребрённую жилу согласно изобретению, все жилы которого предпочтительно выполнены в соответствии с изобретением и, в частности, предназначены для электрического кабеля.
Предпочтительно, экранирующий слой согласно изобретению получают посредством спиральной сборки (или намотки) посеребрённых жил согласно изобретению.
Настоящее изобретение, кроме того, относится к электрическому проводу (или электрическому проводу SPC), содержащему посеребрённый электрический проводник согласно изобретению. Электрический провод дополнительно содержит изоляционный слой. Изоляционный материал, используемый для изготовления изоляционного слоя, представляет собой диэлектрический материал, то есть не проводящий электричество. Основная функция диэлектрика заключается в поддержании характеристик электрической изоляции между основным электрическим проводником кабеля и токопроводящими элементами (при потенциале земли) в течение определённого периода времени и в определённой окружающей среде.
Предпочтительно, чтобы все материалы изоляционного слоя соответствовали стандарту ESCC3901 (май 2013 г.). Предпочтительно, изолирующий слой электрического провода согласно изобретению содержит политетрафторэтилен (ПТФЭ), этилентетрафторэтилен (ЭТФЭ) и/или полиимид, в частности полиимид и/или ПТФЭ, при этом упомянутый слой предпочтительно получают путем экструзии или обматывания изоляционной лентой, например экструзией для ПТФЭ и ЭТФЭ или обматыванием изоляционной лентой для ПТФЭ и полиимида. ПТФЭ также можно спекать для придания ему оптимальных механических, термических и диэлектрических свойств, например, посредством прохождения в печи при температуре от 380°С до 475°С. Изоляционный слой предпочтительно получают посредством обматывания изоляционной лентой и он может состоять, например, из одной или нескольких лент, в частности:
- 1 полиимидная лента, изготовленная, например, при температуре 150°С или;
- 2 полиимидные ленты, изготовленные, например, при температуре 150°С с минимальным перекрытием 51% или;
- 3 ленты, например, первая лента из ПТФЭ, в частности, толщиной 56 мкм, за которой следует вторая полиимидная лента, в частности, толщиной 25 мкм, а затем третья лента из ПТФЭ, в частности, толщиной 50 мкм, все намотаны с перекрытием, например, 50%.
Предпочтительно, электрический провод, в соответствии с изобретением, дополнительно содержит верхний слой покрытия на изоляционном слое на основе полиимида, в частности, для того, чтобы придать проводам дополнительные функции, например окраску. Выполнение этого верхнего слоя покрытия обычно осуществляют из жидкого полиимида с использованием одного или нескольких проходов, в частности 3 проходов, в печи при температуре 250°С - 500°С, в зависимости от необходимости.
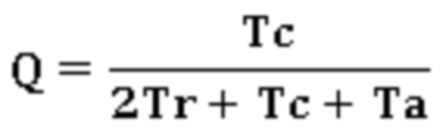
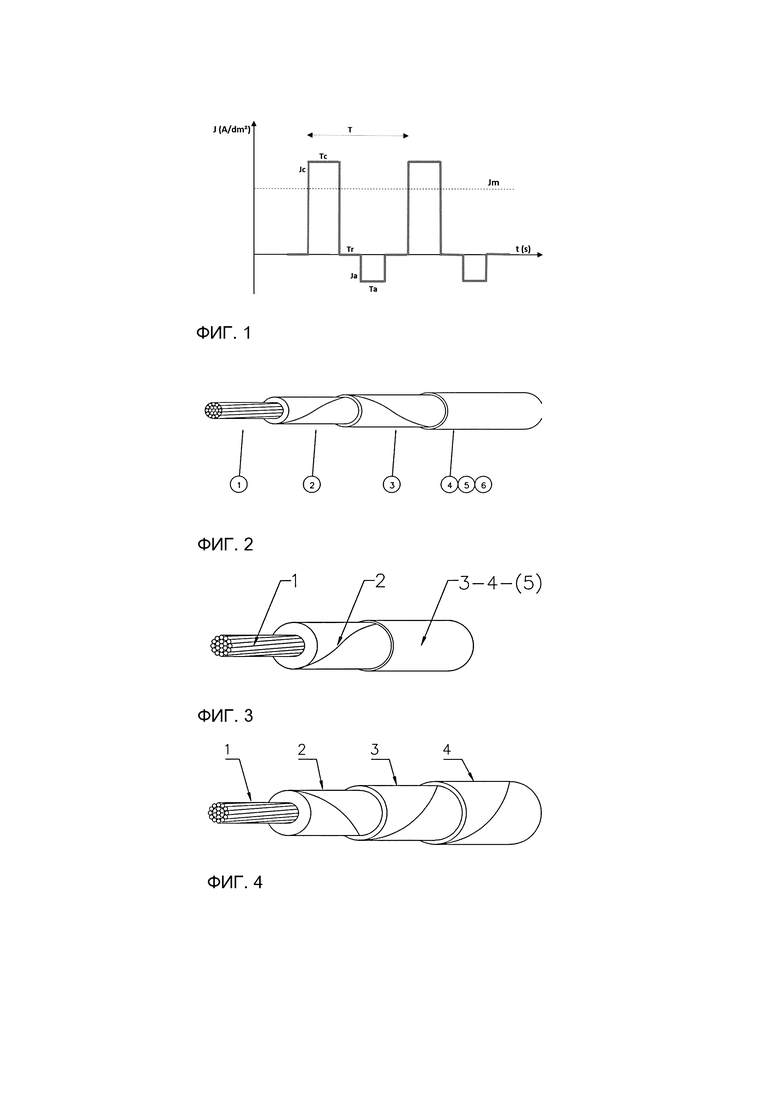
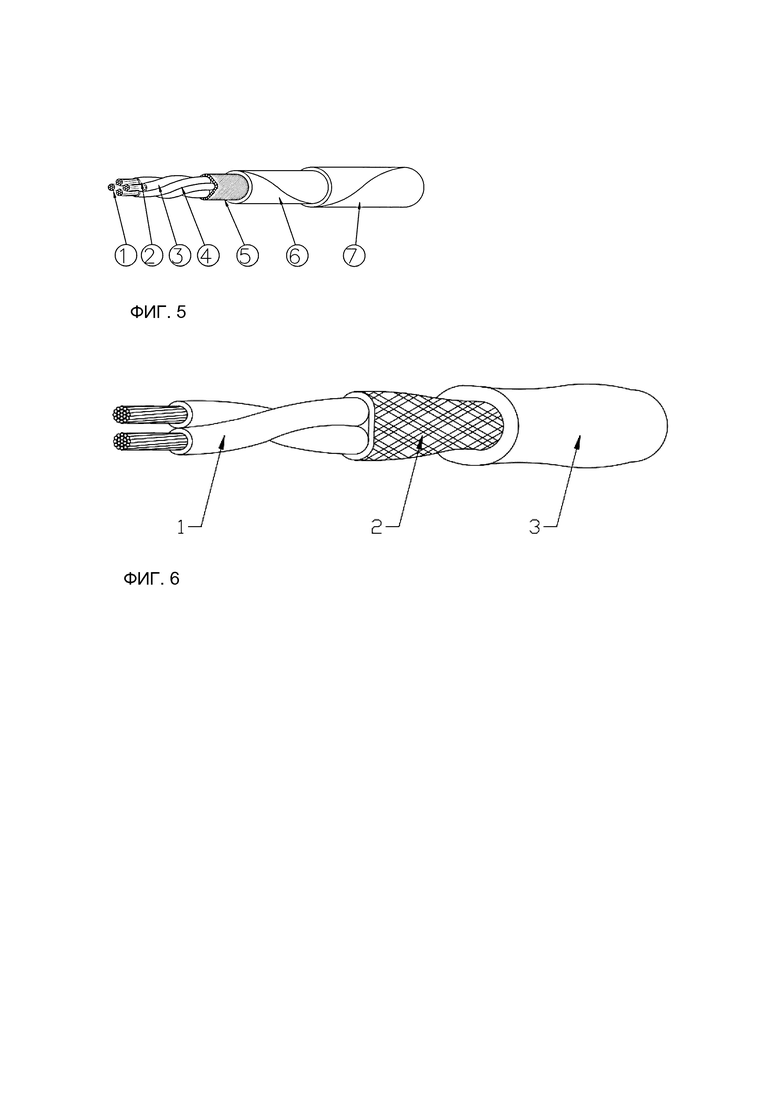
Электрические провода, в соответствии с изобретением, показаны, например, на фиг. 2, 3 и 4.
Так, на фиг. 2 электрический проводник, в соответствии с изобретением (1), типа SPC 26-19x0,102C, где 26 обозначает AWG26, 19x0,102C, выполнен как конструкция из 19 жил SPC согласно изобретению, с диаметром 0,102 мм концентрически, покрыт двумя последовательными полиимидными лентами (2, 3), изготовленными при температуре 150°С и с минимальным перекрытием 51%. Верхний слой (4, 5, 6) покрытия наносится посредством трёхкратного пропускания обмотанной проволоки в жидкость на основе полиимида, а затем в печи при температуре 250°C. Полученный таким образом провод имеет в среднем диаметр 0,80 мм и погонную массу 2,00 г/м.
На фиг. 3 электрический проводник, в соответствии с изобретением (1), типа SPC 22-19х0,160С, где 22 обозначает AWG22, 19х0,160С, выполнен как конструкция из 19 жил SPC согласно изобретению, с диаметром 0,160 мм концентрически, покрыт полиимидной лентой (2), изготовленной при температуре 150°С. Верхний слой (3, 4, 5) покрытия наносится посредством трёхкратного пропускания обмотанной проволоки в жидкость на основе полиимида, а затем в печи при температуре 250°C. Полученный таким образом провод имеет средний диаметр 1 мм и погонную массу 4,15 г/м.
На фиг. 4 электрический проводник, в соответствии с изобретением (1), типа SPC 22-19х0,160С, где 22 обозначает AWG22, 19х0,160С, выполнен как конструкция из 19 жил SPC согласно изобретению диаметром 0,160 мм концентрически, покрывается последовательно 3 лентами (2, 3, 4), а именно первой лентой (2) из ПТФЭ толщиной 56 мкм, за ней следует вторая полиимидная лента (3) толщиной 25 мкм, затем третья лента (4) из ПТФЭ толщиной 50 мкм, все с перекрытием 50%. На практике для спекания ПТФЭ надлежащим образом выполняются две отдельные операции обматывания изоляционной лентой, после каждой из которых следует прохождение в печи при температуре 475°C. Полученный таким образом провод имеет средний диаметр 1,21 мм и погонную массу 5,45 г/м.
Предпочтительно, проводник электрического провода (или электрический провод SPC), в соответствии с изобретением, не имеет каких-либо дефектов или имеет лишь незначительные дефекты при испытании A&B, согласно стандарту ECSS-Q-ST-70-20C (июль 2008 г.), в частности он имеет код 0, 1, 2 или 3, более конкретно - код 1 или 2, даже ещё более конкретно - код 1, в испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C.
Предпочтительно, проводник электрического провода, в соответствии с изобретением, не имеет каких-либо дефектов при испытании с использованием полисульфида, в соответствии со стандартом ISO 10308 (январь 2006 г.), в частности, при более жёстком испытании с использованием полисульфида, при котором время закалки проводника со снятой изоляцией в растворе полисульфида натрия продлевали до 20 минут.
Электрический провод, в соответствии с изобретением, может иметь диаметр от 0,4 мм до 3,0 мм, предпочтительно 0,5 - 1,5 мм.
Поэтому электрический провод, в соответствии с изобретением, предпочтительно получают посредством обматывания изоляционной лентой или путем экструзии диэлектрика на посеребрённый электрический проводник согласно изобретению, с последующим нанесением верхнего слоя покрытия, необязательно.
Таким образом, процесс изготовления электрического провода, в соответствии с изобретением, может включать в себя следующие последовательные этапы:
а - электролитическое осаждение серебра на проволоку-заготовку из меди или медного сплава, причём упомянутое электролитическое осаждение осуществляется при пульсирующем токе, с изменением направления тока на обратное, в ванне электролитического серебрения, содержащей 40 - 70 г/л цианида серебра и 90 г/л - 150 г/л цианида калия, электролитические условия описаны выше;
b - волочение проволоки-заготовки из посеребрённой меди или медного сплава, полученной на этапе а);
c - объединение в жгут (или сборка) посеребрённых жил, полученных на этапе b);
d - обматывание изоляционной лентой или путем экструзии диэлектрика на электрический проводник, полученный на этапе c), с последующим нанесением верхнего слоя покрытия, необязательно.
Настоящее изобретение также относится к электрическому кабелю (или электрическому кабелю SPC), содержащему по меньшей мере один электрический провод согласно изобретению, при этом все электрические провода которого предпочтительно выполнены в соответствии с изобретением.
В частности, электрический кабель согласно изобретению содержит экранирующий слой, в частности металлический экранирующий слой, и оболочку.
Экранирующий слой помогает справиться с проблемами, вызванными электромагнитными помехами. Существует большое разнообразие конструкций и конфигураций защитного слоя. Этот слой может, в частности, быть сплетённым, свёрнутым в виде листов, выполнен как комбинация листов и плетения, или в форме спирали.
Предпочтительно, экранирующий слой электрического кабеля согласно изобретению образован с помощью сборки экранирующих токопроводящих жил согласно изобретению, в частности, в спиральной или сплетённой форме. Поэтому предпочтительно использовать экранирующий слой в соответствии с изобретением.
Предпочтительно, оболочка содержит политетрафторэтилен, этилентетрафторэтилен, перфторалкокси и/или полиимид, в частности перфторалкокси, полиимид и/или ПТФЭ, причём упомянутую оболочку предпочтительно изготавливают с помощью экструзии или обматывания изоляционной лентой, например, с помощью экструзии перфторалкоксила, ПТФЭ и ЭТФЭ, или обматывания для ПТФЭ и полиимида в виде ленты. ПТФЭ также можно спекать для придания ему оптимальных механических, термических и диэлектрических свойств, например, посредством прохождения в печи при температуре от 380°С до 475°С. Оболочку предпочтительно получают посредством обматывания изоляционной лентой и она может, например, состоять из одной или нескольких лент, в частности из 2 лент, таких как первая полиимидная лента, а затем вторая лента из ПТФЭ, все ленты, например, с перекрытием 25%. Также оболочку можно предпочтительно получать с помощью экструзии PFA.
Электрический кабель согласно изобретению проиллюстрирован, например, на фиг. 5 и 6.
Так, на фиг. 5 представлена подгруппа из 4 электрических проводов согласно изобретению, каждый из которых состоит из электрического проводника, в соответствии с изобретением (1), типа SPC 22-19х0,160С и полиимидной ленты (2, 3), покрытого спиральным экранирующим слоем из посеребрённых токопроводящих жил согласно изобретению, типа SPC 36-01х0,127 (5), в свою очередь покрытых полиимидной лентой (6) с перекрытием 25% и фторопластовой (ПТФЭ) лентой (7) также с перекрытием 25%, с последующим прохождением в печи при температуре 380°C для спекания ленты из ПТФЭ. Изготовленный таким образом кабель имеет средний диаметр 3,10 мм и погонную массу 26,0 г/м.
Таким образом, на фиг. 6 показана подгруппа из двух электрических проводов согласно изобретению (1), каждая из которых состоит из электрического проводника согласно изобретению, типа SPC 22-19x0,160C, изолированного последовательно тремя лентами, а именно первой лентой из ПТФЭ толщиной 56 мкм, за ней следует вторая полиимидная лента толщиной 25 мкм, затем третья лента из ПТФЭ толщиной 50 мкм, все с перекрытием 50%, затем они покрываются электромагнитным экранирующим слоем (2), полученным посредством плетения посеребрённых жил согласно изобретению, типа SPC 40-01х0,079, в свою очередь покрытых оболочкой (3) из ПФА, полученной с помощью экструзии. Изготовленный таким образом кабель имеет средний диаметр 3,27 мм и погонную массу 21,1 г/м.
Предпочтительно, проводник электрического кабеля (или электрического кабеля SPC) согласно изобретению не имеет каких-либо дефектов или имеет только незначительные дефекты при испытании A&B согласно стандарту ECSS-Q-ST-70-20C (июль 2008 г.), в частности, он имеет код 0, 1, 2 или 3, более конкретно код 2 или 3, в испытании A&B, в соответствии со стандартом ECSS-Q-ST-70-20C.
Предпочтительно, проводник электрического кабеля согласно изобретению не имеет каких-либо дефектов при испытании с использованием полисульфида, в соответствии со стандартом ISO 10308 (январь 2006 г.), в частности при более жёстком испытании с использованием полисульфида, при котором время закалки проводника со снятой изоляцией в растворе полисульфида натрия продлевали до 20 минут.
Электрический кабель, согласно изобретению, может иметь диаметр от 1,00 мм до 10,0 мм, предпочтительно, составляет 2,0 мм - 5,0 мм, более предпочтительно 0,5 мм - 4 мм, в частности 0,5 мм - 1,5 мм.
Таким образом, электрический кабель (или электрический кабель SPC), согласно изобретению, предпочтительно, получают с помощью способа, включающего в себя следующие последовательные этапы:
- сборку нескольких электрических проводов, согласно изобретению, для получения подгруппы;
- сборку посеребрённых жил, согласно изобретению, на подгруппе таким образом, чтобы получить экранированную подгруппу (в частности, экранирующий слой на подгруппе)
- образование оболочки экранированной подгруппы.
Таким образом, способ изготовления электрического кабеля, согласно изобретению, может включать в себя следующие последовательные этапы:
а - электролитическое осаждение серебра на проволоку-заготовку из меди или медного сплава, причём упомянутое электролитическое осаждение осуществляют при пульсирующем токе, с изменением направления тока на обратное, в ванне для электролитического серебрения, содержащей от 40 до 70 г/л цианида серебра и от 90 г/л до 150 г/л цианида калия, электролитические условия описаны выше;
b - волочение проволоки-заготовки из посеребрённой меди или медного сплава, полученной на этапе а);
c - объединение в жгут (или сборка) посеребрённых жил, полученных на этапе b);
d - обматывание изоляционной лентой или экструзия диэлектрика на электрический проводник, полученный на этапе c), с последующим нанесением верхнего слоя покрытия, необязательно.
e - сборка нескольких электрических проводов, полученных на этапе d);
f - сборка посеребрённых жил, полученных на этапе b) на подгруппе, полученной на этапе е);
g - образование оболочки экранированной подгруппы, полученной на этапе f).
Наконец, настоящее изобретение относится к применению электрического провода согласно изобретению или электрического кабеля согласно изобретению в авиакосмической области.
Настоящее изобретение будет более понятным после прочтения описания фигур и последующих примеров, которые даны в качестве неограничивающего указания.
Краткое описание чертежей
На фиг. 1 схематически показан режим PCR (электролитическое осаждение при PCR), согласно изобретению.
На фиг. 2 показан пример схематичной конструкции электрического провода согласно изобретению, в соответствии со стандартом ESCC3901-001-24 (май 2013 г.), содержащей проводник согласно изобретению (1) типа SPC 26-19х0,102С, две полиимидные ленты (2, 3) и верхний слой (4, 5, 6) покрытия.
На фиг. 3 показан пример схематичной конструкции электрического провода согласно изобретению, в соответствии со стандартом ESCC3901-001-24 (май 2013 г.), содержащей проводник согласно изобретению (1) типа SPC 22-19x0,160C, полиимидную ленту (2) и верхний слой (3,4,5) покрытия.
На фиг. 4 показан пример схематичной конструкции электрического провода согласно изобретению, в соответствии со стандартом ESCC3901-018-06 (май 2013 г.), содержащей проводник согласно изобретению (1) типа SPC 22-19х0,16С, две ленты (2,4) из ПТФЭ и полиимидную ленту (3).
На фиг. 5 показан пример схематичной конструкции электрического кабеля согласно изобретению, в соответствии со стандартом ESCC3901-002-70 (май 2013 г.), содержащей подгруппу из 4 электрических проводов согласно изобретению, каждый из которых состоит из электрического проводника согласно изобретению (1) типа SPC 22-19х0,160С и полиимидной ленты (2, 3), причём подгруппа покрыта винтовым экранирующим слоем из посеребрённых токопроводящих жил, в соответствии с изобретением, типа SPC 36-01х0,127 (5), в свою очередь покрытым полиимидной лентой (6) и лентой (7) из ПТФЭ.
На фиг. 6 показан пример схематичной конструкции электрического кабеля, в соответствии с изобретением, согласно стандарту ESCC3901-018-53 (май 2013 г.), содержащей подгруппу из двух электрических проводов, в соответствии с изобретением (1), каждый из которых состоит из электрического проводника, в соответствии с изобретением, типа SPC 22-19х0,160С, изолированного последовательно тремя лентами, а именно первой лентой из ПТФЭ толщиной 56 мкм, за ней следует вторая лента из полиимида толщиной 25 мкм, затем третья лента из ПТФЭ толщиной 50 мкм, все с перекрытием 50%, причём подгруппа покрыта слоем (2) электромагнитного экранирования, полученным посредством плетения посеребрённых токопроводящих жил, в соответствии с изобретением, типа SPC40-01x0,079, в свою очередь покрытых оболочкой (3) из PFA, полученной с помощью экструзии.
Примеры
Примеры 1 и 2. Электрические проводники SPC согласно изобретению
Электролитическое серебрение при PCR проводилось в водной электролитической ванне в составе цианида калия KCN в концентрации 100 г/л, цианида серебра AgCN в концентрации 45 г/л и осветляющей добавки от 10 до 30 мл/л с использованием генератора Harlor PE86CB-20-10-50S, способного модулировать электрические импульсы в широком диапазоне рабочих параметров. В качестве подложки при испытаниях использовался медный провод диаметром 1,2 мм (провод-заготовка).
На полученном электрическом проводнике SPC было проведено более строгое испытание на полисульфид, чем по стандарту ISO 10308: проводник, поверхность которого покрыта металлическим слоем, замачивали в растворе полисульфида натрия на 20 минут, затем промывали и сушили. Затем было выполнено бинокулярное исследование с увеличением в 10 раз. Считается, что испытание прошло успешно, если на проводнике не обнаружено точек коррозии.
На полученной серебряной проволоке-заготовке также было проведено испытание на способность к прилипанию в качестве критерия оценки. Упомянутое испытание заключается в намотке посеребрённой медной проволоки вокруг себя 5-6 раз и последующем ее исследовании при бинокулярном наблюдении с десятикратным увеличением. Считается, что прилипающая способность является хорошей только в том случае, если на покрытии не обнаружено трещин или отслоений.
Также были оценены характеристики электрического проводника SPC, которые были получены в ходе испытаний A&B, в соответствии со стандартом ESCC 3901.
Также проводится оптическое исследование. Так, с помощью бинокулярного прибора (Motic SMZ-171) с 50-кратным увеличением изучается внешний вид проводника: яркость, однородность, отсутствие крупных зёрен. В этом случае внешний вид проводника обозначен как ОК.
Толщину серебра на полученном проводнике SPC измеряют с помощью процесса рентгенофлуоресценции на аппарате типа Fischerscope XULM.
Условия электролитического осаждения и результаты испытаний собраны в таблице 2 ниже.
Таблица 2
Полученные здесь результаты позволили оценить, что в испытании с использованием полисульфида и в испытании A&B получены относительно удовлетворительные характеристики осаждения серебра для ванны электролитического серебрения при параметрах PCR в диапазонах, описанных выше.
Примеры 3 и 4. Электрические проводники SPC согласно изобретению с высокоскоростной ванной электролитического серебрения
На основе работы двух предыдущих примеров и для того, чтобы внедрить процесс электролитического серебрения в промышленном масштабе, принимая среднюю плотность Jm 1,78 А/дм², выполняются испытания электролитического серебрения способом PCR в ванне для электролитического серебрения, называемой высокоскоростной ванной электролитического серебрения, в состав которой входят цианид калия KCN в концентрации 130 г/л, цианид серебра AgCN в концентрации 60 г/л и следы добавок (осветляющая добавка от 10 до 30 мл/л).
Были реализованы те же испытания, что и в предыдущем примере, проведённые в тех же условиях. Условия электролитического осаждения и результаты испытаний собраны в таблице 3 ниже.
Таблица 3
Результаты ясно подтверждают возможность электролитического серебрения способом PCR в более быстрой ванне электролитического серебрения.
Пример 5. Электрический провод согласно изобретению
Было проведено испытание электролитического серебрения способом PCR в промышленном масштабе с использованием линии серебрения катушечного типа. В этом случае для 5 медных проволок диаметром 0,254 мм одновременно выполняется электролитическое серебрение в высокоскоростной ванне электролитического серебрения, аналогичной ванне для серебрения в примерах 3 и 4, описанных выше, с рабочими параметрами PCR, которые приведены в таблице 4 ниже.
Таблица 4
Следует отметить, что реальные условия электролитического серебрения здесь не совсем идентичны условиям в лаборатории в примерах 3 и 4, описанных выше, поскольку линия электролитического серебрения, используемая в качестве промышленного оборудования, имеет много преимуществ: в частности, допускается более высокая электролитическая плотность, и в результате в общем получается более однородное покрытие.
Эти посеребрённые медные проволоки затем используются для изготовления электрического проводника SPC22-19x0,16C. Более конкретно, их сначала уменьшают в диаметре на этапе b) волочения, в соответствии с изобретением, (волочение с 0,254 мм до 0,16 мм, т.е. со степенью уменьшения 63%, с использованием 7 волочильных матриц), затем собирают с помощью объединения в жгут на этапе с) в соответствии с изобретением (19 токопроводящих жил по 0,16 мм, расположенных концентрически, как AWG 22). На каждом этапе проводятся испытания на прилипание, исследование внешнего вида и испытание с использованием полисульфида, дающие окончательные результаты.
Из этого электрического проводника изготавливается электрический провод SPC в соответствии со стандартом ESCC3901-018-06 (май 2013 г.), конструкция которого схематически показана на фиг. 4 ниже.
В соответствии с этим стандартом ESCC3901-018-06, электрический проводник должен быть изолирован последовательно тремя лентами, а именно: первой лентой из ПТФЭ толщиной 56 мкм, за ней следует вторая полиимидная лента толщиной 25 мкм, а затем третья лента из ПТФЭ толщиной 50 мкм, все с перекрытием 50%. На практике, чтобы правильно спекать ПТФЭ, выполняются две отдельные операции обматывания изоляционной лентой (обматывание I для первой ленты из ПТФЭ и обматывание II для полиимидной ленты с последующей второй лентой из ПТФЭ), при этом за каждой из операций обматывания следует прохождение в печи при температуре 475°С. В данном случае важно спекание ПТФЭ, позволяющее придать ПТФЭ оптимизированные механические, термические и диэлектрические свойства для электрического провода, соответствующие упомянутому стандарту.
Как упоминалось ранее, термическое воздействие обычно считается основной причиной ухудшения характеристик электрического провода SPC при испытаниях A&B. Выбор проволоки ESCC3901-018-06 представляется актуальным для оценки улучшения, которое может быть достигнуто с помощью электролитического серебрения при использовании пульсирующего тока с изменением направления на обратное (PCR), поскольку изготовление этой проволоки, предполагающее одну из самых высоких температур спекания, является наиболее важным среди всех электрических проводов SPC стандарта ESCC3901.
Набор производственных данных для электрического проводника SPC22-19x0,160C и провода ESCC3901-018-06, а также толщины серебра и коды испытаний A&B, измеренные на каждом этапе изготовления, приведены в таблице 5 ниже. Полученный электрический провод имеет диаметр 1,21 мм и погонную массу 5,45 г/м.
Таблица 5
Результаты, полученные при испытании A&B на этом электрическом проводе согласно изобретению, изготовленном из электрического проводника SPC, электроосаждение серебра на котором выполнено с помощью пульсирующего тока с изменением направления на обратное (PCR), являются особенно хорошими, тогда как толщина серебра здесь составляет лишь половину толщины серебра для провода, изготовленного традиционным способом при постоянном токе.
Пример 6. Электрический кабель согласно изобретению
В этом примере выбран один из самых сложных электрических кабелей, позволяющий обеспечивать лучшую защиту от электромагнитных помех. Это также наиболее серьёзный случай по сравнению с испытанием A&B, учитывая количество задействованных этапов изготовления.
Фактически, электрический кабель здесь означает линию передачи, которая содержит один или несколько скрученных электрических проводов, а затем покрывается слоем электромагнитного экранирования, а затем снова покрывается изолирующей оболочкой, как показано в сравнительном примере 4 ниже. Упомянутый экранирующий слой изготовлен посредством сплетения нескольких токопроводящих жил SPC, а упомянутая оболочка - посредством экструзии PFA (перфторалкоксила). Более конкретно, кабель изготавливается в соответствии со стандартом ESCC3901-018-53 (май 2013 г.), при этом выполняются следующие этапы изготовления:
А. Электролитическое серебрение проволоки-заготовки
Сначала изготавливается проволока SPC диаметром 0,254 мм на линии электролитического серебрения, отличной от той, которая использовалась в примере 5, называемой TS4, а ванна для электролитического серебрения имеет такой же состав, как в примерах 3 и 4. Изготовление осуществляется при скорости перемещения 4,0 м/мин и в условиях электролитического серебрения при PCR, показанных в последующей таблице 6.
Таблица 6
Толщина слоя серебра на проволоке составляет в среднем 3,66 мкм.
В. Волочение серебряной проволоки
Размеры полученной проволоки SPC уменьшаются при прохождении волочения с диаметра 0,254 мм до диаметра 0,079 мм, то есть, другими словами, степень обжатия составляет 31%, при этом толщина серебра уменьшается в среднем до 1,14 мкм. Полученная таким образом токопроводящая жила SPC предназначена для создания электромагнитного экранирования.
C. Сборка двух электрических проводов
2 электрических провода, изготовленных в примере 5, соответствующих стандарту ESCC3901-018-06 (май 2013 г.), собираются посредством их скручивания, чтобы сформировать пару, соответствующую стандарту ESCC3901-018-15 (май 2013 г.).
D. Экранирование с помощью плетения
Сформированная таким образом пара затем подвергается электромагнитному экранированию посредством сплетения.
E. Образование оболочки посредством экструзии экранированной пары
Образование оболочки из PFA выполняется способом экструзии на экранированную пару и в результате получается электрический кабель SPC, в соответствии со стандартом ESCC3901-018-53 (май 2013 г.), схематически показанный на фиг. 6.
Испытание A&B выполняется на каждом этапе операции, как на центральном проводнике электрических проводов, так и на экранирующей оплётке электрического кабеля. Полученные результаты суммируются в таблицах 7 и 8 ниже.
Таблица 7. Сводка результатов A&B для двух центральных проводников
Таблица 8. Сводка результатов A&B по электромагнитным экранам
Этот пример ясно демонстрирует, что один из наиболее сложных электрических кабелей, в соответствии со стандартом ESCC3901, в данном случае ESCC3901-018-53, изготовленный в соответствии с описанным здесь процессом, в частности с использованием технологии электролитического серебрения PCR, в соответствии с изобретением, удовлетворяет техническим требованиям стандарта ESCC3901, в частности, испытанию A&B, имея минимальную толщину серебра 1,0 мкм вместо 2,0 мкм.
Сравнительный пример 1. Электрический провод, электролитическое серебрение которого осуществляется на постоянном токе (DC) с толщиной серебра <2 мкм
В качестве основы для сравнения выбран электрический провод, изготовленный по стандарту ESCC3901-001-24, который обычно используется в космической кабельной системе. Таким образом, соответствующий проводник SPC относится к типу SPC 26-19x0,102C, где 26 обозначает AWG26, 19x0,102C, конструктивно состоит из 19 токопроводящих жил SPC диаметром 0,102 мм, расположенных концентрически, причём каждая токопроводящая жила покрыта серебром средней толщиной 1,35 мкм, измерение выполнялось с помощью процесса рентгеновской флуоресценции на аппарате типа Fischerscope XULM.
Электролитическое серебрение на постоянном токе выполнялось при плотности электролитического тока 1 А/дм² в водной электролитической ванне, состав которой - цианид калия KCN в концентрации 100 г/л, осветляющая добавка от 10 до 30 мл/л и цианид серебра AgCN в концентрации 45 г/л.
Такой электрический проводник используется для изготовления посредством обмотки ленты согласно этапу Е4 изготовления электрического провода SPC, в соответствии со стандартом ESCC3901-001-24.
Более конкретно, этап E4 изготовления здесь включает в себя 2 подэтапа. Первый – это обматывание двух последовательных полиимидных лент, осуществляемое при температуре 150°С и с минимальным перекрытием 51%. Второй подэтап заключается в нанесении верхнего слоя полиимидного покрытия посредством трёхкратного пропускания проволоки, обмотанной изоляционной лентой, в жидкости на основе полиимида, а затем – в печи при температуре 250°C. Полученная таким образом проволока имеет в среднем диаметр 0,80 мм и погонную массу 2,00 г/м.
Конструкция провода SPC схематически показана на фиг. 2. Проводник SPC и электрический провод SPC подвергаются испытаниям A&B соответственно в конце этапов E3 (объединение в жгут) и этапа E4 (обматывание лентой), при этом в результате получаются соответственно коды 1 и 4, как показано в таблице 9 ниже.
Таблица 9
В результате можно сделать вывод, что, хотя полученный электрический проводник SPC показал хорошие характеристики в испытании A&B, электрический провод SPC не может считаться приемлемым по стандарту ESCC3901. Ухудшение сопротивляемости при выполнении испытаний A&B, безусловно, связано с этапом E4 изготовления, который включает в себя сочетание механических напряжений, возникающих в результате операции обматывания лентой, и термических напряжений, возникающих вследствие последовательных проходов в печах.
Сравнительные примеры 2-4. Электрические провода и кабели, серебрение которых осуществляется на постоянном токе (DC) с минимальной толщиной серебра 2 мкм
Электрические проводники SPC22-19x0,160 и токопроводящая жила SPC36-01x0,127 изготавливаются с использованием того же самого электролитического серебрения на постоянном токе, что и в сравнительном примере 1, но с серебряным покрытием минимальной толщиной 2 мкм в соответствии со стандартом ESCC3901. Электролитическое серебрение при постоянном токе, а также измерение толщины серебра выполняются в тех же условиях, что и в сравнительном примере I. Электрические проводники SPC22-19x0,160C, а именно AWG22, изготовленные из 19 токопроводящих жил SPC 0,16 мм в диаметре, используются для изготовления электрических проводов в соответствии со стандартами ESCC3901-001-26 (сравнительный пример 2), ESCC3901-002-58 (сравнительный пример 3) и для изготовления кабеля в соответствии со стандартом ESCC3901-002-70 (сравнительный пример 4), в то время как токопроводящая жила SPC36 -01x0,127 AWG36, диаметром 0,127 мм позволяет сформировать спиральный экран для следующего кабеля ESCC3901-002-70.
Изготовление провода ESCC3901-001-26 (сравнительный пример 2), как проиллюстрировано на фиг. 2, осуществляется посредством обматывания полиимидной ленты с последующим нанесением верхнего слоя полиимидного покрытия. Изготовленный таким образом электрический провод SPC имеет в среднем диаметр 1,10 мм и погонную массу 4,20 г/м.
Изготовление электрического провода SPC ESCC3901-002-58 (сравнительный пример 3), как проиллюстрировано на фиг. 3, осуществляется посредством обматывания одной полиимидной ленты при температуре 150°C с последующим нанесением верхнего слоя полиимидного покрытия, а затем прохождения в печи при температуре 250°С в 2 или 3 прохода. Изготовленный таким образом провод имеет средний диаметр 1,00 мм и погонную массу 4,15 г/м.
Производство электрического кабеля ESCC3901-002-70 SPC (сравнительный пример 4), как проиллюстрировано на фиг. 5, включает в себя 3 операции. Первая заключается в формировании посредством объединения в жгут подгруппы из 4 электрических проводов ESCC9301-002-58, вторая заключается в покрытии подгруппы из токопроводящих жил SPC36-01x0,127 спиральным экранирующим слоем, а третья заключается в обматывании поверх экранированной подгруппы полиимидной ленты с перекрытием 25% и ещё одной ленты из ПТФЭ, также с перекрытием 25% с последующим прохождением в печи при температуре 380°C для спекания ленты из ПТФЭ. Изготовленный таким образом кабель имеет средний диаметр 3,10 мм и погонную массу 26,0 г/м.
Затем проводятся испытания A&B в конце процесса объединения в жгут и в конце наматывания ленты на электрический проводник провода сравнительного примера 2, в конце процесса волочения, объединения в жгут и наматывания ленты на электрический проводник провода сравнительного примера 3, в конце процесса волочения E2 и в конце процесса E7 образования оболочки кабеля сравнительного примера 4. Коды испытаний, а также толщина слоя серебра электрического проводника приведены в таблице 10 ниже.
Таблица 10
Можно увидеть, что фактически толщина серебра более 2 мкм позволяет улучшить сопротивляемость при испытании A&B как в конце изготовления проводника, так и в конце изготовления электрического провода.
Результаты также по всей видимости показывают, что, несмотря на толщину серебра более 2 мкм на токопроводящих жилах SPC36-01x0,127, как только была выполнена намотка, сопротивляемость при выполнении испытания A&B значительно ухудшается. Другими словами, операции намотки, обматывания лентой и спекания оказывают сильное влияние на сопротивляемость серебряного покрытия при выполнении испытания A&B, тем самым оправдывая минимальную толщину серебра 2 мкм, установленную стандартом ESCC3901.
Сравнительные примеры 5-11. Проводники, электролитическое серебрение которых выполнено способом PCR, но при разных электролитических условиях
Проводники были изготовлены в тех же условиях, что и в примерах 1 и 2, за исключением электролитических условий, которые собраны в таблице 8, показанной ранее.
На полученных посеребрённых проводниках были проведены те же испытания, что и упомянутые в примерах 1 и 2, а результаты показаны в таблице 11 ниже.
Таблица 11
Полученные результаты показывают, что электролитические условия важны для получения посеребрённого проводника, соответствующего стандартам.
Сравнительные примеры 12-13. Проводники, электролитическое серебрение которых выполнено способом PCR в высокоскоростной ванне электролитического серебрения, но с разными электролитическими условиями
Проводники были изготовлены в тех же условиях, что и в примерах 3 и 4, за исключением электролитических условий, которые собраны в таблице 9, показанной ранее.
На полученных посеребрённых проводниках были проведены те же испытания, что и упомянутые в примерах 3 и 4, и результаты указаны в таблице 12 ниже.
Таблица 12
Полученные результаты показывают, что электролитические условия важны для получения посеребрённого проводника, соответствующего стандартам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ, УСТОЙЧИВЫЙ К РАСПРОСТРАНЕНИЮ ЭЛЕКТРИЧЕСКОЙ ДУГИ | 2008 |
|
RU2467421C2 |
| ЭЛЕКТРИЧЕСКИЙ ПРОВОД ИЛИ КАБЕЛЬ | 2001 |
|
RU2278433C2 |
| ПТФЭ-МАТЕРИАЛ С ПРОТИВОКОРОННОЙ ЗАЩИТОЙ | 2011 |
|
RU2569368C2 |
| ВЫСОКОЭФФЕКТИВНАЯ, ВЫСОКОТЕМПЕРАТУРНАЯ ЛЕГКАЯ ПЛЕНКА, ЛЕНТА ИЛИ КОЖУХ ДЛЯ ИЗОЛЯЦИИ ПРОВОДОВ | 2010 |
|
RU2526683C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКИХ ПЕЧАТНЫХ ПЛАТ | 2006 |
|
RU2323554C1 |
| КАБЕЛЬ ЭЛЕКТРИЧЕСКИЙ ОГНЕСТОЙКИЙ, ПРЕИМУЩЕСТВЕННО ВЗРЫВОПОЖАРОБЕЗОПАСНЫЙ, НЕ РАСПРОСТРАНЯЮЩИЙ ГОРЕНИЕ, ДЛЯ ИСКРОБЕЗОПАСНЫХ ЦЕПЕЙ | 2013 |
|
RU2542350C1 |
| ХЛАДОТЕРМОСТОЙКИЙ ИЗОЛИРОВАННЫЙ ПРОВОД | 2006 |
|
RU2321089C1 |
| КАБЕЛЬ НАГРЕВАТЕЛЬНЫЙ САМОРЕГУЛИРУЮЩИЙСЯ | 2023 |
|
RU2808224C1 |
| ЭЛЕКТРИЧЕСКИЙ КАБЕЛЬ | 2016 |
|
RU2652382C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННОГО ЭЛЕКТРОЛИТИЧЕСКОГО ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКИЕ ИЗДЕЛИЯ | 2010 |
|
RU2476628C2 |
Группа изобретений относится к способу изготовления посеребрённой проволоки-заготовки из меди или медного сплава, способу изготовления посеребрённой жилы из меди или медного сплава, посеребрённой жиле из меди или медного сплава, посеребрённому электрическому проводнику, слой электромагнитного экранирования, а также к электрическому проводу и электрическому кабелю и их применениям. Способ изготовления посеребрённой проволоки-заготовки из меди или медного сплава с толщиной слоя серебра от 1,5 до 15 мкм включает электролитическое осаждения серебра при пульсирующем токе с изменением направления тока на обратное в ванне, содержащей от 40 до 70 г/л цианида серебра и от 90 до 150 г/л цианида калия. Осаждение проводят при следующих условиях: средняя плотность тока Jm составляет 1,5-15 А/дм2; частота f импульсов составляет от 0,8 до 1,6 Гц; коэффициент Q заполнения импульсов составляет от 50 до 80%; плотность тока катодного пика Jc составляет от 3 до 11 А/дм2; плотность тока анодного пика Ja составляет от 1 до 5 А/дм2; время поддержания катодного импульса Тс составляет от 0,2 до 0,8 с и время поддержания анодного импульса Та составляет от 0,06 до 0,5 с. Изобретения позволяют уменьшить толщину наносимого на электрические проводники серебряного слоя и обеспечивают получение электрических проводов и кабелей, имеющих повышенную стойкость к окислению и коррозии. 9 н. и 3 з.п. ф-лы, 6 ил., 12 табл., 6 пр.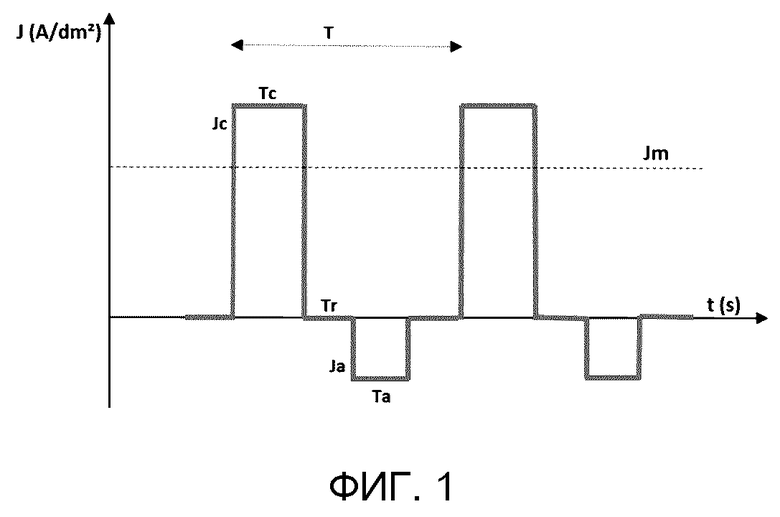
1. Способ изготовления посеребрённой проволоки-заготовки из меди или медного сплава с толщиной слоя серебра от 1,5 до 15 мкм, включающий этап электролитического осаждения серебра на проволоку-заготовку из меди или медного сплава, при этом упомянутое электролитическое осаждение выполняют при пульсирующем токе, с изменением направления тока на обратное, в ванне электролитического серебрения, содержащей от 40 до 70 г/л цианида серебра и от 90 до 150 г/л цианида калия, при следующих электролитических условиях:
- средняя плотность тока Jm составляет 1,5-15 А/дм2;
- частота f импульсов составляет от 0,8 до 1,6 Гц;
- коэффициент Q заполнения импульсов составляет от 50 до 80%;
- плотность тока катодного пика Jc составляет от 3 до 11 А/дм2;
- плотность тока анодного пика Ja составляет от 1 до 5 А/дм2;
- время поддержания катодного импульса Тс составляет от 0,2 до 0,8 с, и
- время поддержания анодного импульса Та составляет от 0,06 до 0,5 с.
2. Способ изготовления посеребрённой жилы из меди или медного сплава с толщиной слоя серебра от 1 до 1,5 мкм, включающий этап волочения посеребрённой проволоки-заготовки из меди или медного сплава, с толщиной слоя серебра от 1,5 до 15 мкм, полученной способом по п. 1.
3. Посеребрённая жила из меди или медного сплава, содержащая слой серебра толщиной от 1 до 1,5 мкм и полученная способом по п. 2.
4. Посеребрённый электрический проводник, содержащий по меньшей мере одну посеребрённую жилу по п. 3.
5. Слой электромагнитного экранирования, содержащий по меньшей мере одну посеребрённую жилу по п. 3.
6. Электрический провод, содержащий посеребрённый электрический проводник по п. 4.
7. Электрический провод по п. 6, отличающийся тем, что содержит изолирующий слой, содержащий политетрафторэтилен, этилентетрафторэтилен и/или полиимид.
8. Электрический кабель, содержащий по меньшей мере один электрический провод по п. 6 или 7.
9. Электрический кабель по п. 8, отличающийся тем, что содержит экранирующий слой, который является слоем электромагнитного экранирования по п. 5.
10. Электрический кабель по п. 8 или 9, отличающийся тем, что содержит оболочку, содержащую политетрафторэтилен, этилентетрафторэтилен, перфторалкокси и/или полиимид.
11. Применение электрического провода по п. 6 или 7 в качестве электрического провода для авиакосмической области.
12. Применение электрического кабеля по любому из пп. 8-10 в качестве электрического кабеля для авиакосмической области.
| CN 109295445 A, 01.02.2019 | |||
| Способ серебрения изделий | 1980 |
|
SU885365A1 |
| CN 103436931 A, 11.12.2013 | |||
| CN 112323106 A, 21.02.2021 | |||
| CN 102286762 A, 21.12.2011 | |||
| МОНТАЖНЫЙ ЭЛЕКТРИЧЕСКИЙ ПРОВОД | 2016 |
|
RU2651874C2 |

