Изобретение относится к приборостроению, а именно к технологии производства комбинированных плат, в которых жесткие части соединяются между собой эластичным шлейфом.
Известен способ изготовления жестко-эластичной платы с заливкой эластичного материала в пресс-форму с полукруглыми штифтами, между которыми расположены провода, и проведением последующего процесса литья под давлением. Металлические провода в форме скругленного меандра с большей толщиной относительно ширины закрепляются, с одной стороны, к жестким платам. Данное соединение осуществляется пайкой, или с использованием межплатных разъемов, зажимов, прижимных фитингов или пружинных штифтов, или же встраиванием проводящих линий в плату через сквозные отверстия с последующим омеднением. Для снятия механических напряжений и сохранения целостности сигналов при растяжении используются дополнительные провода по краям шлейфа [1].
Недостатками данного способа являются большие геометрические размеры элементов коммутации из-за использования проводов, недостаточная прочность на изгиб за счет большой толщины относительно ширины, наличие дополнительных проводов, а также менее надежный метод соединения шлейфа пайкой проводов, что ограничивает возможность применения.
Известен способ изготовления жестко-эластичной платы, включающий использование временного жесткого основания с воском (Quickstick 135, South Bay Technology Inc.) для удержания металлизации и компонентов во время технологических процессов: фотолитографии и травления полиимида и медной фольги, нанесения паяльной маски и защитного слоя, пайки компонентов, заливки и отверждения эластичного материала в пресс-форме с верхней стороны печатной платы. Форма сегментов проводников и буферного слоя в шлейфе - подковообразная. Последним этапом расплавляется воск, удаляется временное основание и нижняя часть заливается эластичным материалом [2].
Недостатками этого способа является сложная конструкция пресс-формы, подходящая только для однотипных печатных плат, большая толщина эластичного покрытия 1 мм для эластичного шлейфа и 4 мм для платы с компонентами, влияющая на возможную растяжимость, малое распределение механических нагрузок в шлейфе, разрывы эластичного покрытия в жестких частях платы и низкая ремонтопригодность за счет полной заливки всего изделия [3].
Наиболее близким к заявленному способу известным техническим решением является процесс изготовления жестко-эластичной платы, заключающийся в покрытии верхних слоев платы с компонентами и шлейфа эластичным материалом, создании топологии шлейфа в виде скругленного меандра с одной или тремя дорожками в линии реактивно-ионным, химическим травлением или лазерной абляцией, снятии части эластичного материала для обнажения электрического соединителя и нанесение такого же или другого эластичного материала на нижний слой [4].
Недостатками этого способа является сложность удаления части эластичного материала из-за его устойчивости к большинству химических растворов и плазмохимическому травлению и низкая ремонтопригодность за счет полной заливки изделия.
Задачей изобретения является создание жестко-эластичной печатной платы с повышенной механической устойчивостью к таким деформациям, как растяжение, сжатие, изгиб и скручивание.
Способ изготовления многослойной жестко-эластичной печатной платы, включающий операции травления жидкостным и реактивно-ионным способами для создания растяжимой меандрообразной топологии шлейфа, формирование эластичного покрытия и соединение эластичного шлейфа с жесткими частями платы, отличающийся тем, что при создании многослойной структуры шлейфа для травления меди на фольгированном полиимиде применяется раствор 160-240 мл деионизированной воды, 120-180 мл перекиси водорода, 15-25 г сульфаминовой кислоты и 2,5-4,5 мл соляной кислоты, травление полиимида осуществляется сухим реактивно-ионным способом через маску меди в среде, содержащей кислород, аргон и элегаз, с расходами 0,9-1,1 л/ч, 0,8-1,2 л/ч, 0,5-0,6 л/ч, соответственно, а нанесение эластичного материала толщиной 300-800 мкм на участок растяжимой меандрообразной топологии шлейфа осуществляется с применением активаторов адгезии для металла - эпоксисилана или аминопропилтризтоксисилана, соединение эластичного шлейфа со сформированной меандрообразной топологией в фольгированном полиимиде с жесткими частями платы из стеклотекстолита производится прессованием.
Для выполнения приведенной задачи в способе изготовления жестко-эластичной печатной платы эластичный материал с общей толщиной 300-800 мкм покрывает только шлейф, который методом прессования соединен с жесткими платами. Увеличение адгезии между металлом и эластичным материалом достигается с помощью дополнительного слоя из эпоксисилана или аминопропилтризтоксисилана. Проблема возникновения разрывов при деформациях из-за большой разницы в модулях упругости материалов шлейфа решается использованием подковообразной формы металла с соотношением диаметра проводника к ширине равного 8 и такого же опорного слоя из полиимида, но большей ширины, которая обеспечивает возникновение меньших механических напряжений и необходимого ограничения растяжимости для сохранения целостности сигналов. Проведение операции реактивно-ионного травления полиимида происходит с помощью оснастки, состоящей из стальной прижимной пластины, имеющей прямоугольный вырез в верхней части под шлейф и обеспечивающей дополнительный теплоотвод. После формирования топологии внутренних сигнальных слоев печатной платы создается шлейф нанесением и отверждением эластичного материала без операций его удаления.
Использование травителя меди на основе перекиси водорода, сульфаминовой кислоты и соляной кислоты в указанной концентрации позволяет получить структуру в тонких и толстых медных слоях от 9 до 40 мкм. При избытке или недостатке одного из компонентов раствора будет формироваться оксидная пленка, которая препятствует травлению, уменьшая скорость удаления материала. Реактивно-ионное травление с использованием кислорода, аргона и элегаза, выходящими из диапазонов расходов газов 0,9-1,1 л/ч, 0,8-1,2 л/ч, 0,5-0,6 л/ч, соответственно, приводит как растравам, так и недотравам в слое полиимида. Для улучшения адгезии эластичного материала к медным проводникам используются активаторы адгезии группы силанов, как, например, эпоксисилан и аминопропилтризтоксисилан. Они образовывают прочные связи между медными проводниками и эластичным материалом.
Признаками, отличающими заявленный способ от известного, являются использование многослойной структуры шлейфа, с двумя проводящими слоями, между которыми расположен опорный слой из полиимида большей ширины, причем верхние и нижние проводники данных слоев не являются дублирующими, а также применение раствора перекиси водорода и соляной кислоты для травления меди. Травление полиимида осуществляется реактивно-ионным способом в среде, содержащей кислород, аргон и элегаз. Нанесение эластичного материала происходит только на шлейф с применением активаторов адгезии для металла. Соединение эластичного шлейфа со сформированной меандрообразной топологией в фольгированном полиимиде с жесткими частями платы из стеклотекстолита производится прессованием.
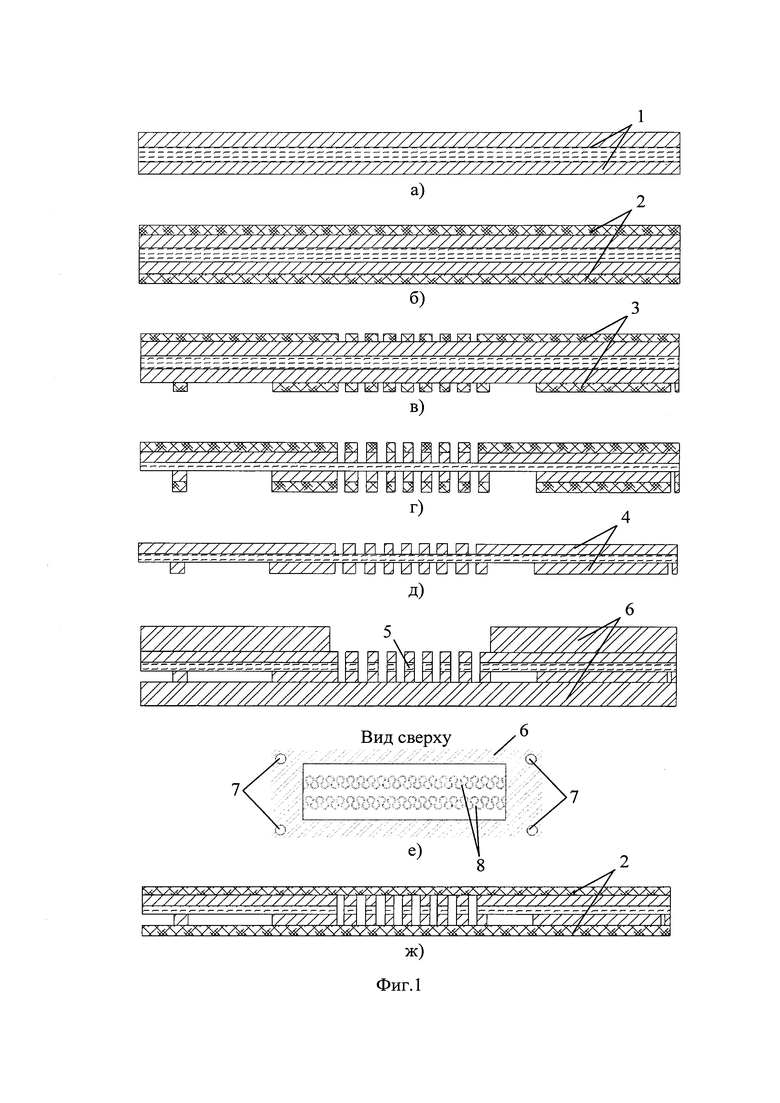
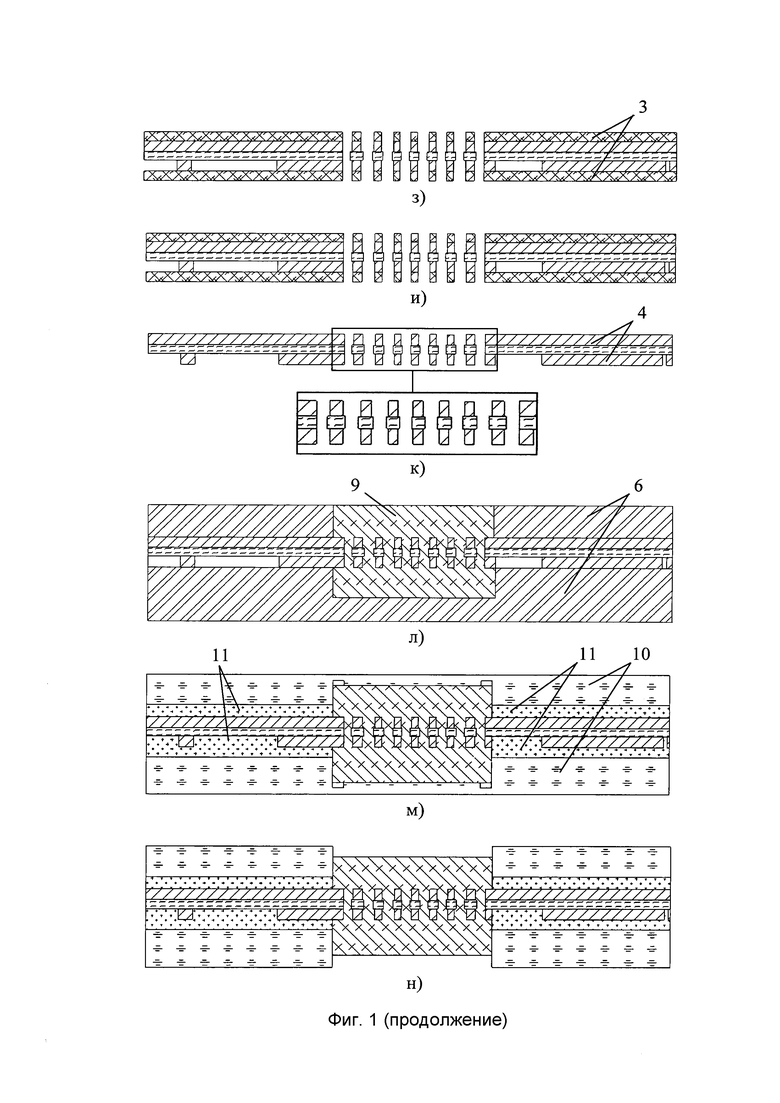
Изобретение иллюстрируется чертежами фиг. 1 (а, 6, в, г, д, е, ж, з, и, к, л, м, н) - последовательность способа изготовления жестко-эластичной печатной платы, где:
1 - фольгированный полиимид,
2 - фоторезист,
3 - топология в слоях фоторезиста,
4 - топология в слоях металла,
5 - топология слоя полиимида,
6 - металлическая прижимная оснастка,
7 - технологические отверстия для совмещения слоев,
8 - проводники подковообразной формы
9 - эластичное покрытие,
10 - фольгированный односторонний стеклотекстолит,
11 - препрег.
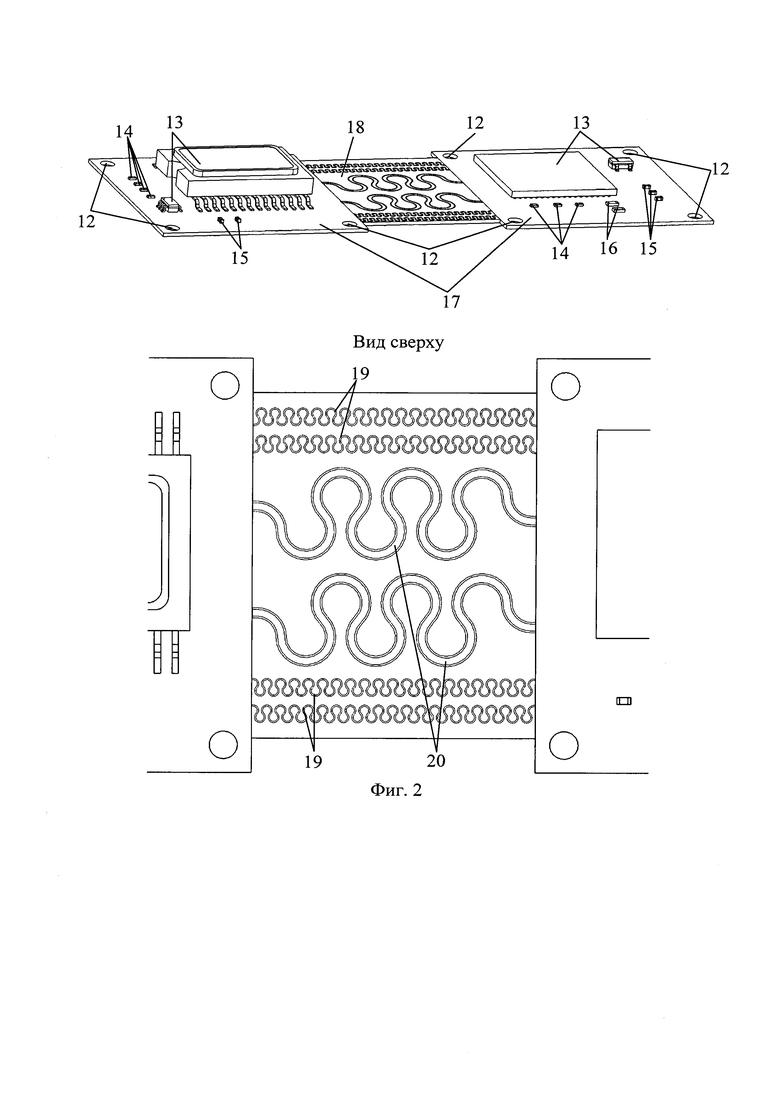
На фиг. 2 показана 3D-модель жестко-эластичной платы с компонентами - микросхемами, резисторами, конденсаторами, катушками индуктивности, которая рассматривается в данном способе изготовления, где:
12 - крепежные отверстия,
13 - микросхемы,
14 - резисторы,
15 - конденсаторы,
16 - катушки индуктивности,
17 - жесткие части плат без отображения топологии,
18 - эластичный шлейф,
19 - проводники подковообразной формы с диаметром 800 мкм,
20 - проводники подковообразной формы с диаметром 3000 мкм.
Процесс изготовления начинается с подготовки фольгированного полиимида 1. Затем происходит нанесение жидкого или пленочного фоторезиста 2 методом окунания, ламинирования, центрифугированием или любым другим образом. В слое фоторезиста операциями совмещения, экспонирования, проявления и задубливания формируется топология 3 с помощью пленочных или стеклянных фотошаблонов внутренних слоев жестко-эластичной печатной платы, в которых меандрообразные дорожки в шлейфе шире, чем в сформированной меандрообразной топологии в слоях металла в готовом варианте эластичного шлейфа в жестко-эластичной печатной плате.
Топология слоя меди 4 получается жидкостным травлением. Фоторезист снимается в зависимости от его типа с помощью диметилформамида, щелочи, диоксана, ацетона и др.
Топология слоя полиимида 5 формируется в установке реактивно-ионного травления через металлическую оснастку 6, прижим которой обеспечивается с помощью крепежных изделий или клея с возможностью последующего удаления. Среда из кислорода, аргона и элегаза обеспечивает равномерное протравливание полиимида через маску меди. Далее происходит очистка образца в ультразвуковой ванне и термообработка в сушильном шкафу. Реактивно-ионное травление с последующей очисткой и сушкой проводится в несколько итераций.
Повторный процесс фотолитографии по меди отличается от рассмотренного выше только использованием фотошаблонов с меньшей шириной меандрообразных дорожек. Таким образом, в шлейфе получаются металлические дорожки, которые по ширине меньше полиимидных дорожек.
Нанесение эластичного материала 7 включает этапы: смешивания в центрифуге компонентов, равномерного нанесения дозированного количества материала на не закрытые оснасткой участки только на шлейф с применением активаторов адгезии для металла - эпоксисилана или аминопропилтризтоксисилана, дегазации и отверждения. Режимы дегазации и отверждения вычисляются экспериментально в зависимости от необходимой толщины.
Для осуществления операции прессования необходимо предварительно подготовить фольгированный односторонний стеклотекстолит 8 или другой материал, использующийся для создания жестких частей печатной платы. Следующим этапом происходит создание перемычек резкой или лазером в верхней и нижней платах в месте шлейфа для того, чтобы после одной из завершающих операций изготовления жестко-эластичной печатной платы - нанесение финишного покрытия, жесткие части плат над и под шлейфом было удобнее отделить. Через препрег 9 с помощью системы прессования для многослойных печатных плат осуществляется сборка шлейфа с жесткими платами.
Пример.
Ниже рассмотрен пример создания жестко-эластичной печатной платы с жесткими платами из фольгированного одностороннего стеклотекстолита FR4 и эластичного шлейфа из двухстороннего фольгированного полиимида, покрытого эластичным кремнийорганическим компаундом с пределом прочности при растяжении 5-6 МПа и относительном удлинении при разрыве более 100%.
Очистка фольгированного полиимида проводится в деионизированной воде в течение 40-60 секунд и в особо чистом изопропиловым спирте - 40-60 секунд. Образец обдувается сжатым воздухом и сушится от влаги в сушильном шкафу - 30 минут при 120°С.
Ламинирование сухого пленочного фоторезиста 20 мкм происходит при 115°С со скоростью - 3 мм/с ламинатором.
В установке совмещения и экспонирования, с пленочным фотошаблоном время экспонирования составляет 10-20 секунд. Затем в установке проявления фоторезиста струйным способом промывается заготовка в КОН 0,2-0,6% в течение 25 секунд и в деионизированной воде 40 секунд. После образец сушится сжатым воздухом в течение 40 секунд и задубливается в сушильном шкафу 15 минут при 120°С.
Травление меди проводится в растворе, состоящего из 160-240 мл деионизированной воды, 120-180 мл перекиси водорода, 15-25 г сульфаминовой кислоты, 2,5-4,5 мл соляной кислоты в течение 4-7 минут. Фольгированной полиимид со сформированной топологией медных дорожек с шириной 150 мкм и шириной 750 мкм промывается в деионизированной воде и декапируется в 10% растворе HCl, повторно промывается и сушится от влаги сжатым воздухом.
Снятие пленочного фоторезиста происходит в КОН 15% в течение 10-20 минут, затем промывка в деионизированной воде - 10-20 минут.
В вакуумной установке реактивно-ионного травления осуществляется удаление полиимида через маску меди в оснастке из листов нержавеющей стали с прямоугольным вырезом в месте расположения шлейфа. Очистка происходит в ультразвуковой ванне, сушка - в сушильном шкафу.
Травление: время - 9-11 мин, мощность - 150-200 Вт, расход O2 - 0. 9.1,1 л/ч, расход Ar - 0,8-1,2 л/ч, расход SF6 - 0,5-0,6 л/ч;
Очистка: время - 3-7 мин, температура - 20-25°С (комнатная);
Сушка: время - 40-60 мин, температура - 100-120°С.
Необходимое количество итераций: 3-5.
Последующий процесс фотолитографии по меди проводится с рассмотренными выше режимами, но с другими пленочными фотошаблонами для получения малой подковообразной дорожки шириной 100 мкм и диаметром подковы 800 мкм и большой подковообразной дорожки шириной 500 мкм и диаметром подковы 3000 мкм.
До нанесения эластичного материала применяются активаторы адгезии для металла - эпоксисилан или аминопропилтризтоксисилан. Нанесение эластичного материала на шлейф общей толщиной в 300-400 мкм происходит с помощью дозатора на не закрытые оснасткой участки с предварительно перемешанными компонентами в соотношении 1:1 в центрифуге. Для удаления пузырей воздуха проводится дегазация до полного удаления пузырей при давлении 0,085-0,1 МПа на установке с вакуумной системой объемом 51 л/мин. Затем образец отправляется в сушильный шкаф с терморегулятором не менее, чем на 3 часа при 100-120°С.
Утонение и создание перемычек в стеклотекстолите проводится на установке лазерной резки. Прессование происходит на установке для прессования многослойных печатных плат. После на образце отламываются перемычки механическим способом.
Таким образом, полученная жестко-эластичная печатная плата, созданная предлагаемым способом, обладает стабильностью электрического сопротивления, выдерживает одноосные деформации не менее 20%, изгибы, двухосное растяжение не менее 5% и скручивания более 180°. Рассмотренная технология совместима с традиционными процессами изготовления гибко-жестких печатных плат и может быть использована в производстве комбинированных плат.
Источники информации:
1. Патент США 20120314382 А1.
2. Патент США 20120051005 А1.
3. Bossuyt F., Vervust Т., Vanfleteren J., et all. Improved stretchable electronics technology for large area applications // Materials Research Society symposia proceedings 2010. №1271.
4. Патент CN 107924215 В - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕЖСЛОЙНОЕ СОЕДИНЕНИЕ В ПЕЧАТНЫХ ПЛАТАХ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ | 2009 |
|
RU2439866C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1991 |
|
RU2072123C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2014 |
|
RU2556697C1 |
| МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА | 1999 |
|
RU2149526C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕЧАТНЫХ ПЛАТ ДЛЯ СВЕТОДИОДОВ | 2011 |
|
RU2477029C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКО-ЖЕСТКОЙ ПЕЧАТНОЙ ПЛАТЫ | 2014 |
|
RU2580512C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1995 |
|
RU2078487C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОЭЛЕКТРОННЫХ УЗЛОВ | 2014 |
|
RU2575641C2 |
Изобретение относится к области электротехники, а именно к способу производства комбинированных плат, в которых жесткие части соединяются между собой эластичным шлейфом. Создание жестко-эластичной печатной платы с повышенной механической устойчивостью к растяжению, сжатию, изгибу и скручиванию является техническим результатом, который достигается тем, что в способе изготовления включает операции травления меди фольгированного полиимида жидкостным способом и полиимида реактивно-ионным способом для достижения ширины полиимидных дорожек меандрообразной формы больше ширины медных проводников, что способствует меньшим механическим напряжениям в проводящих линиях при деформациях и необходимому ограничению растяжимости для сохранения их электрической целостности. Для высокой скорости травления металла с минимальными боковыми подтравами применяется раствор 160-240 мл деионизированной воды, 120-180 мл перекиси водорода, 15-25 г сульфаминовой кислоты и 2,5-4,5 мл соляной кислоты. Реактивно-ионное травление полиимида происходит в среде, содержащей кислород, аргон и элегаз с расходами 0,9-1,1 л/ч, 0,8-1,2 л/ч, 0,5-0,6 л/ч, соответственно, через маску меди с помощью стальной оснастки, обеспечивающей прижимное усилие и дополнительный теплоотвод. После формирования топологии внутренних сигнальных слоев печатной платы создается эластичный шлейф путем нанесения и отверждения эластичного материала толщиной 300-800 мкм и активатора адгезии для металла группы силанов. Соединение эластичного шлейфа со сформированной меандрообразной топологией в фольгированном полиимиде с жесткими частями платы из стеклотекстолита производится прессованием. 2 ил.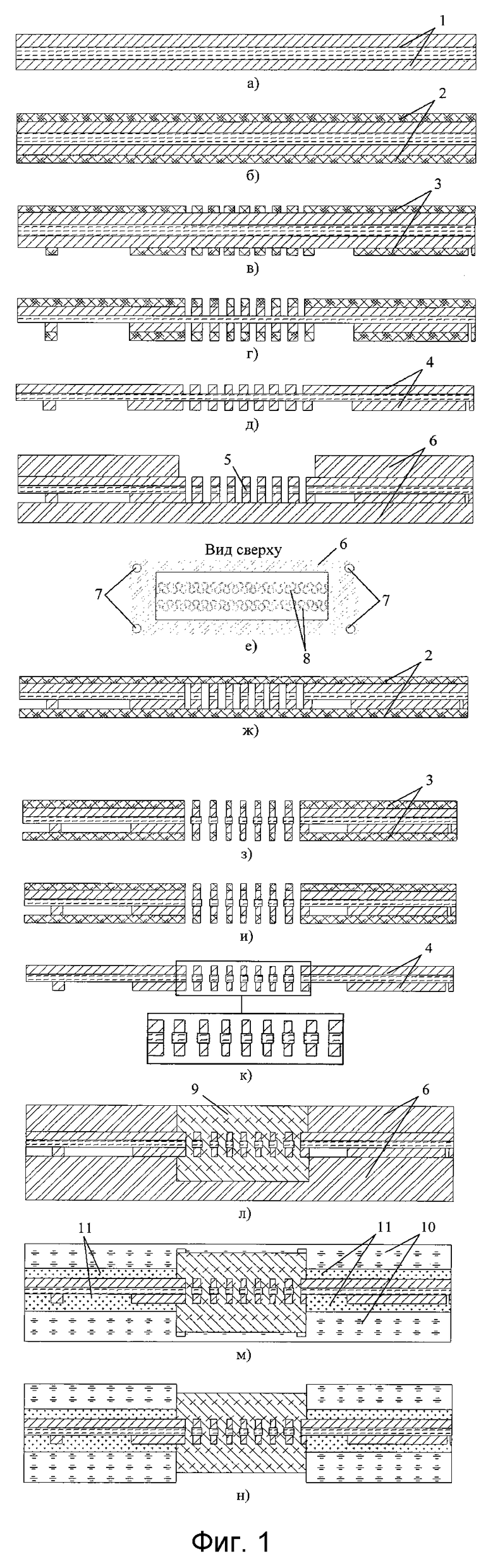
Способ изготовления многослойной жестко-эластичной печатной платы, включающий операции травления жидкостным и реактивно-ионным способами для создания растяжимой меандрообразной топологии шлейфа, формирование эластичного покрытия и соединение эластичного шлейфа с жесткими частями платы, отличающийся тем, что при создании многослойной структуры шлейфа для травления меди на фольгированном полиимиде применяется раствор 160-240 мл деионизированной воды, 120-180 мл перекиси водорода, 15-25 г сульфаминовой кислоты и 2,5-4,5 мл соляной кислоты, травление полиимида осуществляется сухим реактивно-ионным способом через маску меди в среде, содержащей кислород, аргон и элегаз, с расходами 0,9-1,1 л/ч, 0,8-1,2 л/ч, 0,5-0,6 л/ч, соответственно, а нанесение эластичного материала толщиной 300-800 мкм на участок растяжимой меандрообразной топологии шлейфа осуществляется с применением активаторов адгезии для металла - эпоксисилана или аминопропилтризтоксисилана, соединение эластичного шлейфа со сформированной меандрообразной топологией в фольгированном полиимиде с жесткими частями платы из стеклотекстолита производится прессованием.
| US 5966803 A, 19.10.1999 | |||
| JP 2000091748 A, 31.03.2000 | |||
| JP 2020528665 A, 24.09.2020 | |||
| JP 6503680 A, 21.04.1994 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2014 |
|
RU2556697C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ МИКРОПЕЧАТНОЙ ПЛАТЫ | 2012 |
|
RU2520568C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ПЕЧАТНЫХ ПЛАТ | 1995 |
|
RU2078487C1 |

