Изобретение относится к способу внутреннего монтажа электронных компонентов радиоэлектронной аппаратуры и может быть использовано для создания планарных функциональных радиоэлектронных узлов на основе многослойных гибко-жестких плат.
По сравнению с известными современными технологиями сборки и монтажа печатных плат внутренний монтаж - это высокое быстродействие, стабильность частотных характеристик, отсутствие паразитных явлений индуктивной и конденсаторной природы, высокая надежность и т.д.
Известен метод внутреннего монтажа [1], где используют проволочный монтаж кристалла внутрь подложки из жидкокристаллического полимерного материала. Размещают несколько слоев жидкокристаллического полимера в стопку (стек) с последующим ламинированием. Для создания однородной многослойной структуры жидкокристаллического полимера толстые высокоплавкие центральные слои (315°C) склеиваются при помощи низкоплавких слоев жидкокристаллического полимера (285°C). Для частичного удаления частей определенных слоев произвольной формы используют лазер или механическое сверление. При ламинировании с твердыми слоями на месте удаленных участков образуются полости для встроенных активных и пассивных устройств.
Недостатком данного способа является ненадежное соединение слоев из-за трудности удаления остатков полимера.
Также известен способ монтажа микроэлектронных компонентов [2], где полимер наносят на подложку и отверждают, после чего на него фиксируют микроэлектронные компоненты при помощи анизотропной электропроводящей пленки, далее микроэлектронные компоненты нагревают до заранее определенной температуры и подвергают компрессии при заранее определенном давлении.
Недостатком данного способа является применение склеивающих прокладок и прессование слоев, что увеличивает трудоемкость и себестоимость изготовления многослойной печатной платы.
Известен способ изготовления микроплат с многоуровневой тонкопленочной коммутацией [3], включающий формирование на подложке из керамики проводников первого уровня V-Cu-Ni путем вакуумного напыления с последующим фотолитографическим травлением, нанесение изоляционного слоя, вскрытие в нем окон под межуровневые контакты, формирование межуровневой коммутации Ti-Cu-Ti и проводников второго уровня Ti-Cu-Ti, формирование конструктивной защиты, после вскрытия окон под межуровневые контакты стравливают пленку никеля и химически осаждают в окна тонкий слой олова на медь, после чего путем вакуумного напыления через магнитную маску с топологическим рисунком межуровневой коммутации осаждают пленки Ti-Cu-Ti до получения планарной структуры.
Способ характеризуется большой трудоемкостью, длительностью технологического формирования слоев многослойной печатной платы и высокой себестоимостью ее изготовления.
Наиболее близким, т.е. прототипом, является способ внутреннего монтажа, предложенный «КБ Радуга» [4], включающий в себя следующие этапы технологии внутреннего монтажа (серийный вариант):
1. На подложке из алюминия штампом пробивают прямоугольные отверстия, соответствующие с допустимым увеличением размерам кристаллов интегральной схемы (ИС), монтируемых в эти отверстия.
2. На подложке с отверстиями методом анодирования формируется диэлектрический слой.
3. Кристаллы ИС размещаются в предназначенные для них отверстия подложки так, чтобы верхняя сторона кристаллов, содержащая контактные площадки ИС, была направлена вверх.
4. На подложку с уложенными кристаллами наносится полимер, к которому затем прижимается и приклеивается лицевая сторона каждого кристалла ИС.
5. Методом ионного травления в полимере формируются отверстия, вскрывающие контактные площадки ИС.
6. Сформированную указанным способом подложку размещают на столе из магнитного материала, сверху на нее с высокой точностью накладывают коваровую маску-фольгу с тонкими прорезями-линиями для последующего формирования через них токоведущих дорожек. При этом стол из постоянного магнита плотно прижимает маску к подложке.
7. Методом сплошного напыления через маску формируют токоведущие дорожки из меди (в ряде случаев предварительно напылив подслой титана для обеспечения высокой адгезии) и никеля - защитного слоя. При этом без пайки и сварки получается соединение контактных площадок ИС с токоведущими дорожками платы. После нанесения слоев титан - медь - никель коваровая маска снимается с подложки.
8. Для увеличения возможностей разводки на полученную топологию первого слоя вновь наносится полимер, в котором методом ионного травления вскрываются переходные межуровневые отверстия, и через вторую маску формируется второй слой разводки с контактными площадками для монтажа электронных компонентов. При этом одновременно с формированием второго уровня топологии платы формируются переходные соединения верхнего и нижнего уровней.
Недостатком данного способа является большое число технологических операций, увеличивающих трудоемкость, время изготовления и, следовательно, себестоимость изготовления планарных функциональных узлов, кроме того, при выполнении технологических операций (обеспечение высокой адгезии) снижается надежность электрических контактов и электронных компонентов под воздействием на них высоких температур; электрическое соединение между контактными площадками методом напыления через маску не позволяет создать надежную коммутацию трех и более слоев платы.
Технический результат предлагаемого способа изготовления - улучшение технико-экономических показателей в части снижения трудоемкости и себестоимости изготовления планарных функциональных узлов (ФУ), повышения их эксплуатационной надежности, увеличения процента выхода годных ФУ.
Указанный технический результат достигается тем, что в известном способе изготовления функциональных радиоэлектронных узлов по технологии внутреннего монтажа, который включает следующие технологические операции: на жесткой плате, представляющей собой жесткую подложку, формируют окна, соответствующие с определенным допуском размерам кристаллов, монтируемых в эти окна, причем кристаллы устанавливают в предназначенные для них окна жесткой платы так, чтобы верхняя сторона кристаллов, содержащая контактные площадки интегральной схемы, была направлена вверх, введены следующие дополнительные технологические операции: с помощью фотошаблонов изготавливают однослойные гибкие платы, далее в технологическом приспособлении последовательно совмещают и разваривают контактные площадки кристаллов на проводники гибких плат через предварительно сформированные окна в диэлектрических слоях гибких плат, затем гибкие платы послойно совмещают с жесткой платой со сформированными в ее объеме окнами под электронные компоненты (ЭК), далее разваривают или распаивают гибкие однослойные платы между собой и жесткой платой для обеспечения межслойной электрической коммутации и механического скрепления однослойных плат через окна в диэлектрических слоях гибких плат, обратные стороны ЭК и жесткой платы склеивают между собой клеевой пленкой, а на лицевую сторону наносят слой фоторезиста или другого защитного диэлектрика, образуя планарный функциональный радиоэлектронный узел на основе многослойной гибко-жесткой платы.
Функциональные радиоэлектронные узлы могут быть электрически соединены между собой несколькими способами. В одном случае вскрывают контактные площадки по периметру жестких плат и с помощью перемычек методом пайки или сварки соединяют ФРУ, во втором в едином технологическом цикле изготавливают гибкие платы со шлейфами, с помощью которых и производят соединение нескольких ФРУ.
Предлагаемый способ позволит сократить число технологических операций и время изготовления по сравнению с прототипом, исключить воздействия на ЭК высоких температур при выполнении технологических операций, обеспечить более надежное электрическое соединение между контактными площадками ЭК и проводниками гибко-жесткой платы, а также между слоями многослойной гибко-жесткой печатной платы за счет микросварки или пайки.
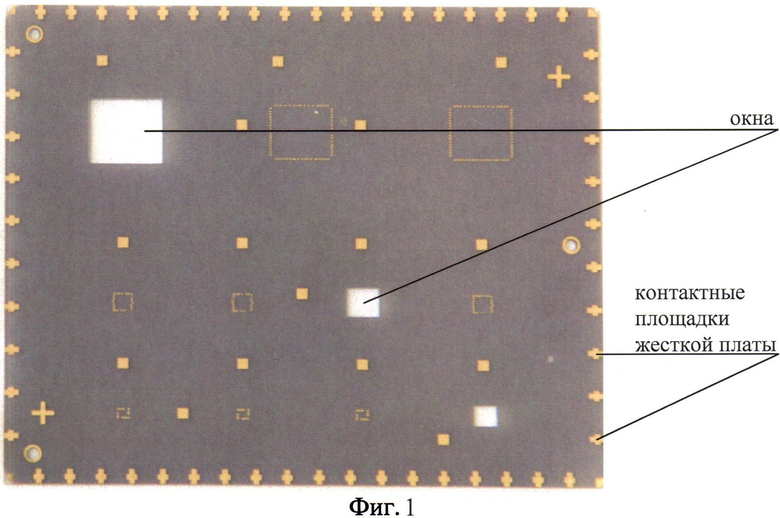
На фиг. 1 показана жесткая плата многослойной гибко-жесткой печатной платы, изготовленная по традиционной технологии производства микроплат [6].
На фиг. 2 показана установка кристаллов в окна жесткой платы по заявленному способу.
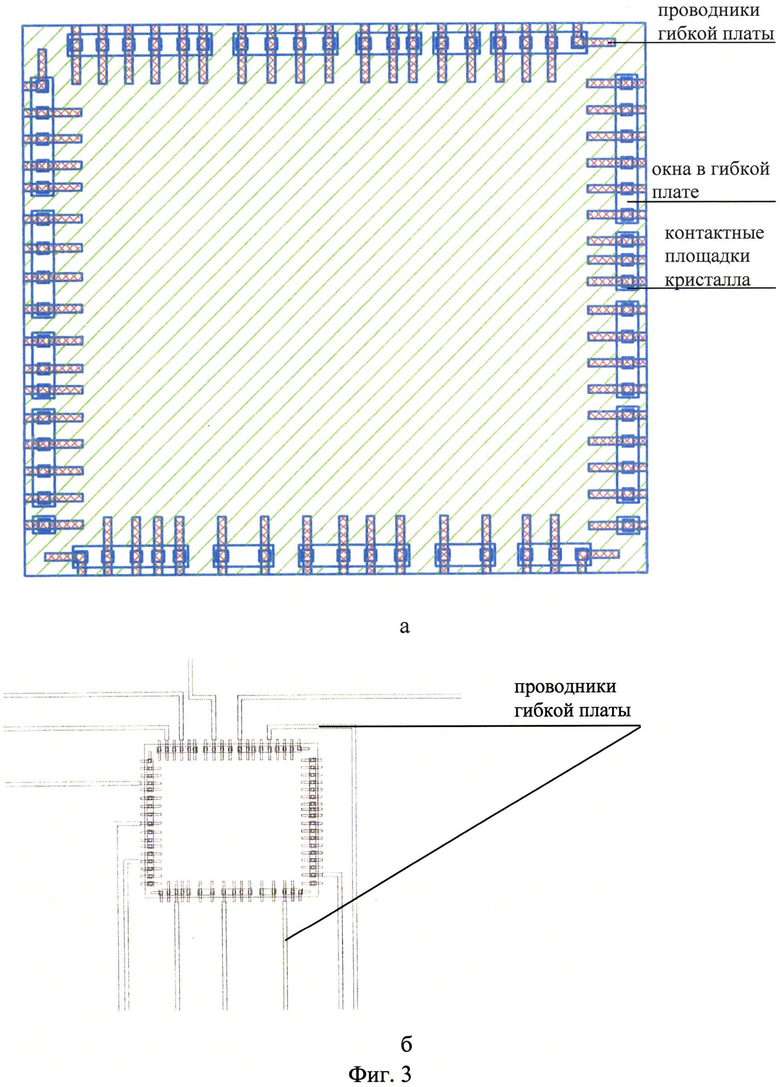
На фиг. 3а показано установочное место электронных компонентов на гибкую плату по заявленному способу.
На фиг. 3б показан крупный план разводки проводников на гибкой плате, изготовленной по заявленному способу.
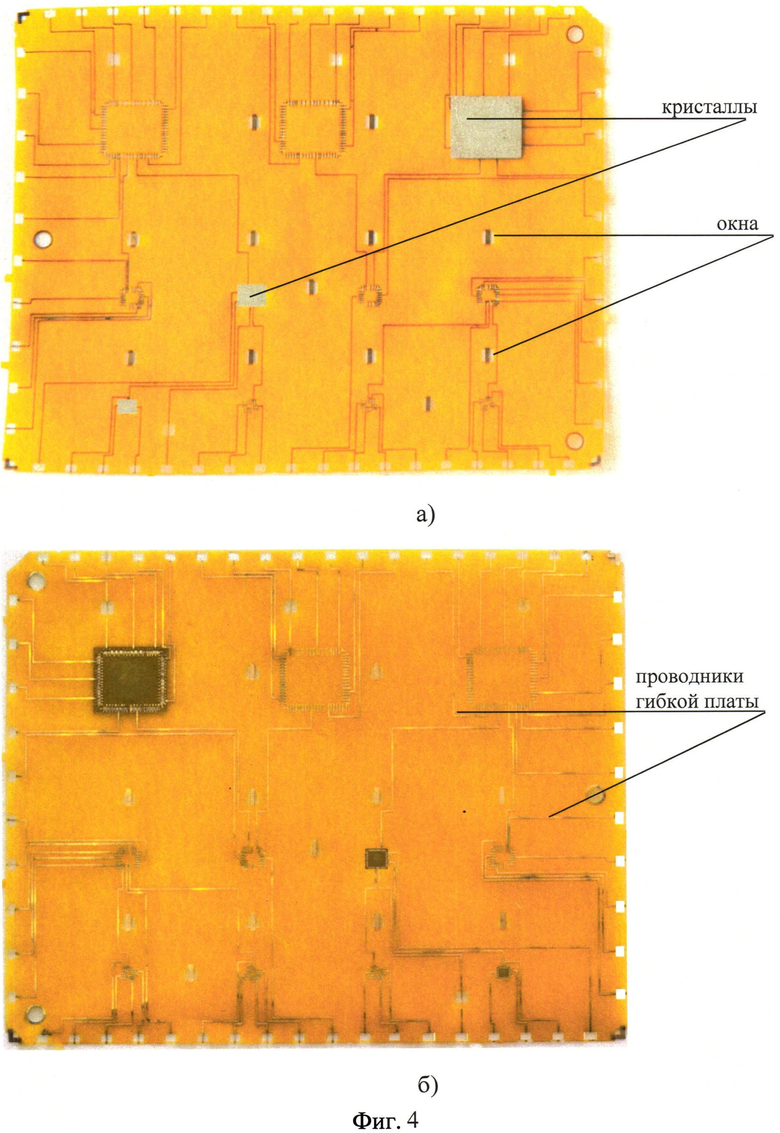
На фиг. 4а показана однослойная структура гибкой платы многослойной гибко-жесткой печатной платы, изготовленная заявленным способом.
На фиг. 4б показан пример разводки проводников на гибкой плате, изготовленной по заявленному способу.
На фиг. 5 показан пример фотошаблона гибкой платы для заявленного способа.
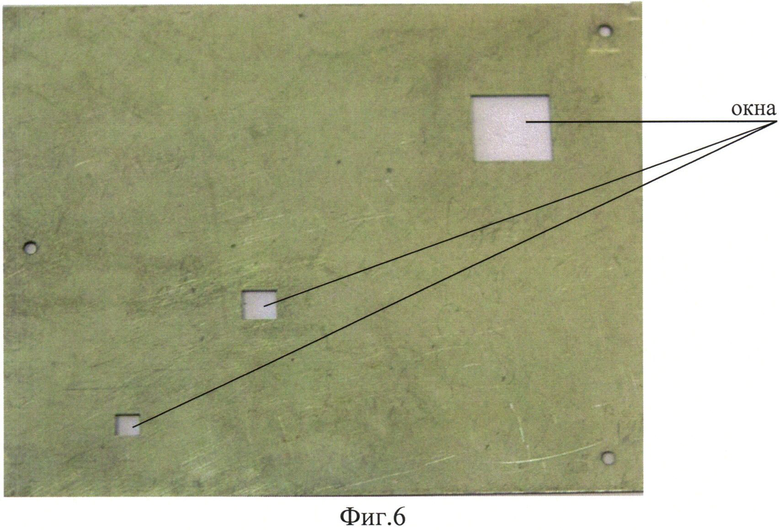
На фиг. 6 показано технологическое приспособление для заявленного способа.
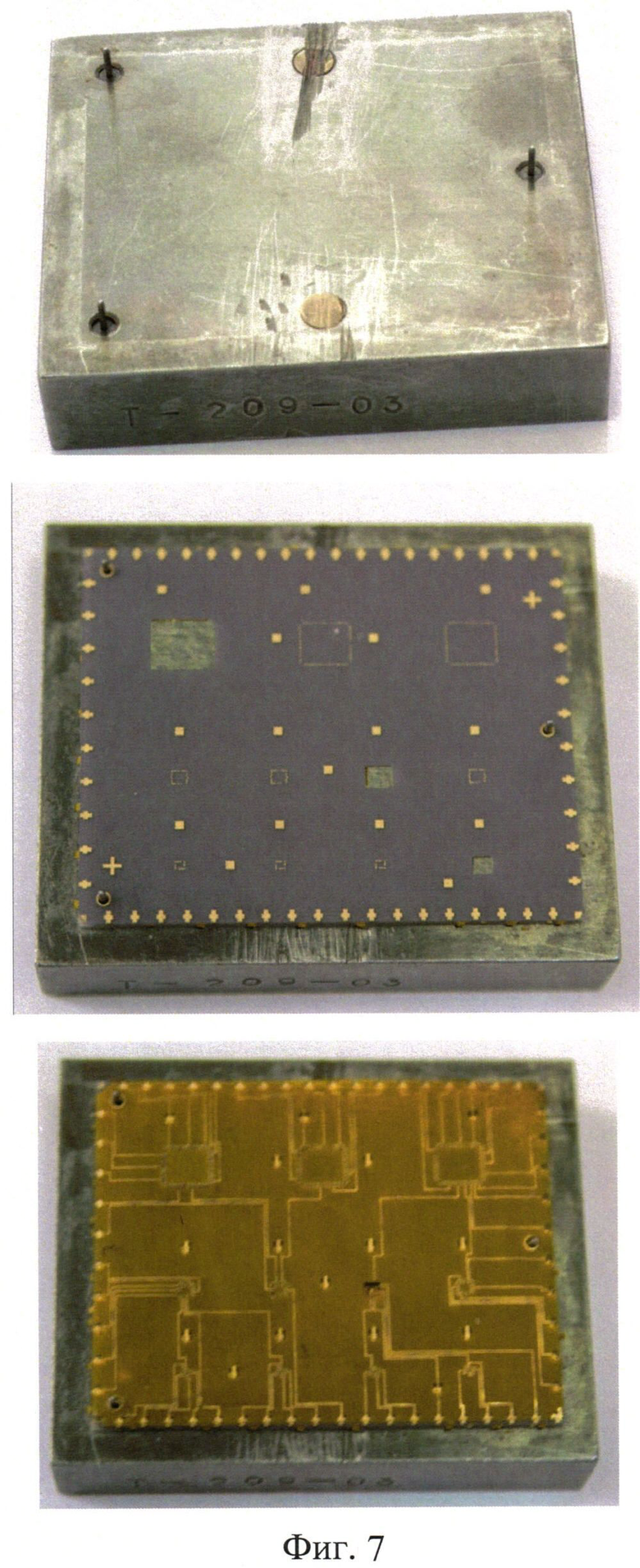
На фиг. 7 показано последовательное соединение слоев гибко-жесткой платы по заявленному способу.
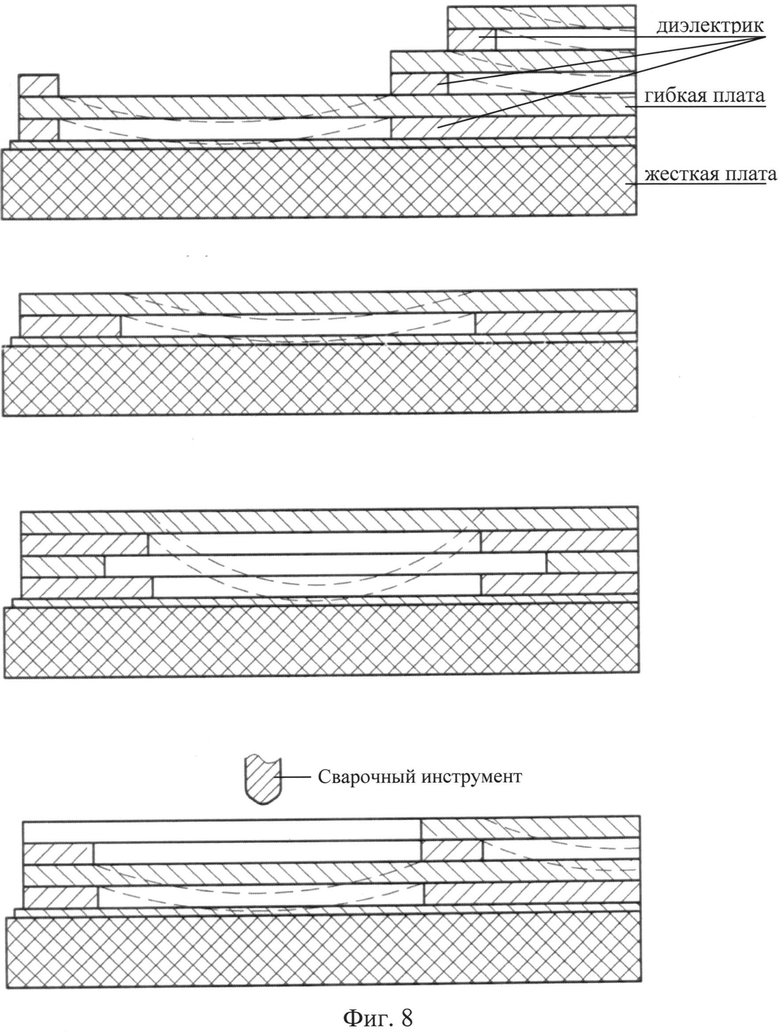
На фиг. 8 показаны варианты межслойных соединений по заявленному способу.
Сущность изобретения заключается в следующем:
Жесткая часть (см. фиг. 1) многослойной гибко-жесткой печатной платы представляет собой, например, керамическую подложку из поликора толщиной 0,5 мм, размером 60×48 мм, далее на нее по традиционной технологии наносят проводниковый слой. Затем на жесткой плате, например, лазером формируют окна в ее объеме, соответствующие с допуском +50 мкм размерам кристаллов, монтируемых в эти окна. Кристаллы размещаются в предназначенные для них окна (см. фиг. 2) в подложке так, чтобы верхняя сторона кристаллов, содержащая контактные площадки ИС (см. фиг. 3а), была направлена вверх. В качестве основы для гибкой платы (см фиг. 4а) берут готовый материал, например лакофольговый диэлектрик марки ФДИ-АП, далее с помощью фотошаблонов (см. фиг. 5) изготавливают гибкие платы. В технологическом приспособлении (см. фиг. 6) последовательно совмещают и разваривают контактные площадки кристаллов на проводники гибких плат (см. фиг. 3б, 4б) через окна в диэлектрических слоях этих плат. Затем гибкие однослойные платы послойно совмещают с жесткой платой (см. фиг. 7) со сформированными в ее объеме окнами под электронные компоненты. Далее через окна в диэлектрических слоях гибких плат разваривают или распаивают гибкие однослойные платы между собой и жесткой платой (см. фиг. 8) для обеспечения межслойной электрической коммутации и механического скрепления однослойных плат. Обратные стороны электронных компонентов и жесткой платы склеивают между собой клеевой пленкой, а на лицевую сторону наносят слой фоторезиста или другого защитного диэлектрика, образуя планарный функциональный радиоэлектронный узел на основе гибко-жесткой платы.
Для электрического соединения функциональных радиоэлектронных узлов в одном случае вскрывают контактные площадки по периметру жестких плат и с помощью перемычек методом пайки или сварки соединяют ФРУ, во втором в едином технологическом цикле изготавливают гибкие платы со шлейфами, с помощью которых и производят соединение нескольких ФРУ.
Изготовление функциональных радиоэлектронных узлов данным способом с помощью использования готовых материалов не требует сложного технологического оборудования, разработки специальных технологических процессов и дополнительных контрольных устройств, что существенно уменьшает трудоемкость и стоимость их изготовления. При этом функциональные радиоэлектронные узлы могут быть изготовлены в условиях традиционного тонкопленочного производства без применения специального оборудования.
По заявленному способу был изготовлен опытный образец функционального узла радиоэлектронной аппаратуры.
Для пояснения заявленного способа на фиг. 7 показана последовательность сбора гибких и жестких слоев заявляемого функционального радиоэлектронного узла.
Предлагаемый способ изготовления функциональных радиоэлектронных узлов в настоящее время находится в стадии промышленного освоения и за счет сокращения числа технологических операций и времени изготовления, по сравнению с прототипом исключения воздействия на электронные компоненты высоких температур при выполнении технологических операций, обеспечения более надежного электрического соединения между контактными площадками кристаллов и проводниками гибко-жесткой платы путем микросварки либо пайки позволит улучшить технико-экономические показатели в части снижения трудоемкости и себестоимости изготовления планарных функциональных узлов, повышения их эксплуатационной надежности, увеличения процента выхода годных функциональных узлов.
Список использованной литературы
1. Тимошенков С.П., Тихонов К.С., Титов А.Ю., Петров B.C. Разработка технологий внутреннего монтажа бескорпусных кристаллов на гибкие коммутационные платы. - Электронный журнал «Инженерный вестник Дона», выпуск №3, 2012.
2. Патент РФ №2490837, заявка №2011143150/07 от 04.11.2009, автор Миядзаки Хироки (JP).
3. Патент РФ №2398369, заявка №2009131993/09 от 24.08.2009, авторы Сергеев Вячеслав Евгеньевич (RU), Тулина Лидия Ивановна (RU)
4. Конструкторское бюро «Радуга». Технология внутреннего монтажа. http://www.kbraduga.ru/catalog/noveyshie-radioelektronnye-tekhnologii/vnutreriniv-montazh.html.
5. Медведев A.M. Технология производства печатных плат. - М.: Техносфера, 2005, 360 с.
6. http://www.signalrp.ru/technology/tvl7/
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2023 |
|
RU2803556C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОПЛЕНОЧНЫХ МНОГОУРОВНЕВЫХ ПЛАТ ДЛЯ МНОГОКРИСТАЛЬНЫХ МОДУЛЕЙ, ГИБРИДНЫХ ИНТЕГРАЛЬНЫХ СХЕМ И МИКРОСБОРОК | 2011 |
|
RU2459314C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОУРОВНЕВЫХ ТОНКОПЛЕНОЧНЫХ МИКРОСХЕМ | 2004 |
|
RU2264676C1 |
| СПОСОБ 2D-МОНТАЖА (ВНУТРЕННЕГО МОНТАЖА) ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2015 |
|
RU2604209C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| КОНТАКТИРУЮЩЕЕ УСТРОЙСТВО | 2012 |
|
RU2498449C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ ГИБКО-ЖЕСТКИХ ИНТЕГРАЛЬНЫХ ПЛАТ | 2012 |
|
RU2489814C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2651543C1 |
| Способ изготовления микроэлектронного узла | 2016 |
|
RU2645151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХМЕРНОЙ МИКРОСБОРКИ | 2024 |
|
RU2830562C1 |

Изобретение относится к способу внутреннего монтажа электронных компонентов (ЭК) для создания планарных радиоэлектронных узлов (РУ) на основе гибко-жестких плат. Технический результат - повышение эксплуатационной надежности планарных РУ, создание надежной коммутации трех и более слоев платы, увеличение процента выхода годных узлов. Достигается тем, что на жесткой плате формируют окна, соответствующие с определенным допуском размерам кристаллов, монтируемых в эти окна. Причем верхняя сторона кристаллов, содержащая контактные площадки интегральной схемы, направлена вверх. Дополнительно с помощью фотошаблонов изготавливают однослойные гибкие платы (ГП), последовательно совмещают и разваривают контактные площадки кристаллов на проводники ГП через предварительно сформированные окна в диэлектрических слоях ГП. Затем ГП послойно совмещают с жесткой платой со сформированными в ее объеме окнами под ЭК, далее через окна в диэлектрических слоях ГП разваривают или распаивают однослойные ГП между собой и жесткой платой, обратные стороны ЭК и жесткой платы склеивают между собой клеевой пленкой, а на лицевую сторону наносят слой фоторезиста или другого защитного диэлектрика, образуя планарный РУ на основе многослойной гибко-жесткой платы. 8 ил.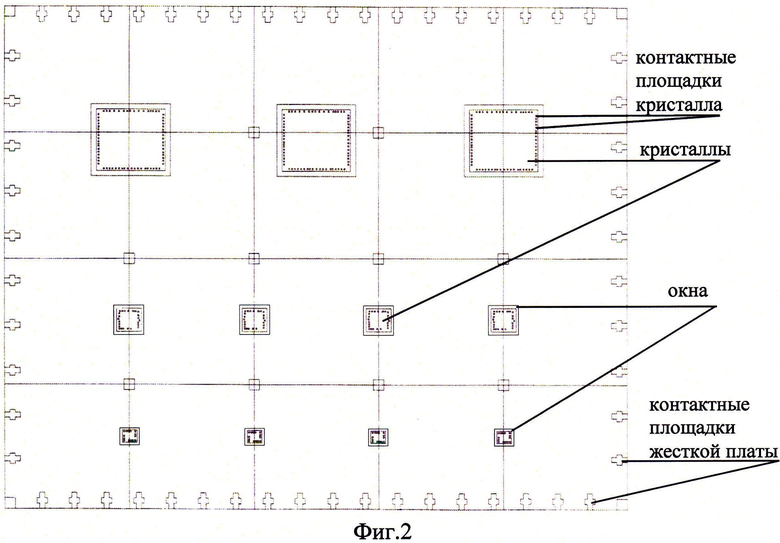
Способ изготовления радиоэлектронных узлов по технологии внутреннего монтажа, включающий следующие технологические операции: на жесткой плате, представляющей собой жесткую подложку, формируют окна, соответствующие с определенным допуском размерам кристаллов, монтируемых в эти окна, причем кристаллы устанавливают в предназначенные для них окна подложки так, чтобы верхняя сторона кристаллов, содержащая контактные площадки интегральной схемы, была направлена вверх, отличающийся тем, что с помощью фотошаблонов изготавливают однослойные гибкие платы, далее в технологическом приспособлении последовательно совмещают и разваривают контактные площадки кристаллов на проводники гибких плат через предварительно сформированные окна в диэлектрических слоях гибких плат, затем гибкие платы послойно совмещают с жесткой платой со сформированными в ее объеме окнами под электронные компоненты, далее через окна в диэлектрических слоях гибких плат разваривают или распаивают гибкие однослойные платы между собой и жесткой платой, обратные стороны электронных компонентов и жесткой платы склеивают между собой клеевой пленкой, а на лицевую сторону электронных компонентов наносят слой фоторезиста или другого защитного диэлектрика, образуя планарный радиоэлектронный узел на основе многослойной гибко-жесткой платы.
| КАРТА СО ВСТРОЕННЫМ КРИСТАЛЛОМ ИС И ПОЛУПРОВОДНИКОВЫЙ КРИСТАЛЛ ИС ДЛЯ ПРИМЕНЕНИЯ В КАРТЕ | 1997 |
|
RU2190879C2 |
| СПОСОБ ВСТРАИВАНИЯ КОМПОНЕНТА В ОСНОВАНИЕ | 2003 |
|
RU2327311C2 |
| US 5798909 A, 25.08.1998 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ЗАЩИЩЕННЫЙ ДОКУМЕНТ, СОДЕРЖАЩИЙ ИНТЕГРАЛЬНУЮ СХЕМУ И СИСТЕМУ ДИСПЛЕЯ | 2006 |
|
RU2411580C2 |

