Область техники
Изобретение относится к трубопроводному транспорту и трубной арматуре и может быть использовано для соединения полимерных труб друг с другом или с металлическими трубами, а также с полимерными или металлическими емкостями. Преимущественно узел соединения используется для соединения труб горячего водоснабжения и теплоснабжения.
Уровень техники
Известны узлы соединения труб с использованием пластиковых втулок. В таких соединениях пластиковые втулки служат только для механической фиксации трубы и элементов узла соединения относительно друг друга, а герметичность обеспечивается применением дополнительного уплотнительного элемента из резины или иного упругого материала. Недостатком таких соединений является наличие дополнительного уплотнительного элемента, который в результате воздействия факторов транспортируемой среды, таких как температура или химическая агрессивность, может потерять свои упругие свойства или разрушиться, в результате чего будет нарушена герметичность соединения (Приложение к журналу «Полимерные трубы». Справочник «Полимерные трубы 2005», том 1, стр.207-228).
Наиболее близким аналогом является узел соединения труб, содержащий фитинг, расположенный внутри трубы, на внешней поверхности которой установлена муфта, охватывающая фитинг (патент РФ 64318, МПК F16L 13/007, опубл. 27.06.2007). Для образования герметичного соединения трубу обжимают на поверхности фитинга, в результате чего отпадает необходимость в использовании дополнительного уплотнительного элемента.
Недостатком ближайшего аналога является необходимость подготовки концов труб - их расширение, иными словами, - раструбливание, что приводит к увеличению диаметра конца трубы, и, как следствие, к изменению геометрии трубы, в том числе армирующей системы, что в свою очередь, ведет к разрушению или ослаблению трубы. Раструбливание многослойных труб может привести к растрескиванию одного или нескольких из слоев, в результате чего будет нарушена функциональность этих слоев, что приводит к снижению надежности узла соединения. В результате осложняется использование узла соединения для полимерных труб.
Раскрытие изобретения
Технический результат изобретения заключается в повышении надежности узла соединения труб за счет исключения деформации растяжения концевых участков соединяемых труб, а также в обеспечении герметичного узла соединения различных видов полимерных труб друг с другом и с металлическими трубами.
Технический результат достигается за счет того, что узел соединения содержит фитинг, расположенный внутри полимерной трубы, и муфту, имеющую, как минимум, одну цилиндрическую секцию, охватывающую трубу и фитинг, при этом узел снабжен втулкой, выполненной с возможностью изменения геометрических размеров и/или формы под действием нагрузки, имеющей, как минимум, одну цилиндрическую секцию, установленной между трубой и муфтой, фитинг снабжен расположенным на его внешней поверхности буртиком, ограничивающим перемещение трубы и втулки, а на внутренней поверхности муфты выполнена заходная фаска.
Выполнение втулки с возможностью изменения геометрических размеров и формы под действием надвигаемой муфты позволяет установить на втулку муфту, внутренний диаметр которой меньше, чем наружный диаметр втулки, но больше или равен наружному диаметру полимерной трубы. При этом втулка и муфта обжимают трубу таким образом, что уменьшается диаметр трубы (как наружный так и внутренний), в результате чего труба плотно охватывает фитинг и образуется надежное соединение.
Муфта и втулка содержат, как минимум, по одной цилиндрической секции. Наличие большего количества секций, диаметр которых последовательно уменьшается от передней к концевой части втулки, позволяет выполнить соединение любой требуемой длины при обеспечении плавности надвигания муфты на втулку, и в конечном итоге, надежное соединение полимерной трубы с другой полимерной или с металлической трубой.
Заходная фаска муфты позволяет надвинуть муфту на втулку, а буртик фитинга препятствует неконтролируемому смещению втулки, трубы и муфты относительно фитинга для повышения надежности узла соединения.
Количество секций муфты может быть больше, чем количество секций втулки, и наоборот, возможно превышение числа секций втулки над числом секций муфты. Если количество секций муфты превышает количество секций втулки, то дополнительная секция муфты при соединении армированной полимерной трубы предотвращает вытягивание армирующих нитей из узла соединения, что также положительно сказывается на надежности соединения. И наоборот, если число секций втулки больше, чем число секций муфты, то дополнительная секция втулки защищает нити от вытягивания.
Изменение размеров втулки может быть обеспечено как выбором материала втулки, так и особенностями ее конструктивного выполнения. Такое выполнение позволяет надвигать муфту на втулку с использованием специального инструмента без увеличения усилия, прикладываемого к муфте по мере надвигания муфты на втулку.
В частных вариантах возможно выполнение втулки узла соединения из материала, способного изменять геометрические размеры и/или форму под действием нагрузки, в частности из полиолефина, предпочтительно полиэтилена или полипропилена.
Также в частных вариантах особенности конструктивного выполнения втулки могут заключаться в том, что вдоль оси втулки могут быть выполнены разрезы и/или пазы. В этом случае возможно выполнение втулки из жестких полимерных материалов, не изменяющих своих геометрических размеров и формы, например из полиамида, или полифениленсульфида, или полиацеталя, или из металла, например латуни, бронзы, нержавеющей стали. В данном случае возможность изменения размеров и/или формы втулки достигается за счет наличия разрезов, или пазов, или комбинации разрезов и пазов.
На внутренней поверхности втулки может быть выполнена, по крайней мере, одна коническая кольцевая канавка для предотвращения обратного смещения втулки относительно трубы и, в конечном итоге, для повышения надежности соединения.
Втулка может состоять из нескольких цилиндрических секций различного наружного диаметра, уменьшающегося от передней к концевой части втулки, сопряженных между собой коническими секциями, а на наружной поверхности концевой части может быть выполнена фаска. Наличие конических секций и фаски обеспечивает плавность хода муфты относительно втулки и исключает разрушение втулки в процессе сборки узла соединения, что повышает надежность соединения в целом.
Возможно выполнение муфты из нескольких цилиндрических секций различного внутреннего диаметра, уменьшающегося от передней к концевой части муфты, сопряженных между собой коническими секциями, при этом заходная фаска выполнена на внутренней поверхности передней цилиндрической секции. Такое выполнение муфты позволяет плавно надвигать ее на втулку, которая под действием муфты изменяет геометрические размеры и форму. В результате муфта плотно охватывает фитинг, трубу и втулку, не разрушая последнюю, и надежность узла соединения повышается.
На внутренней поверхности муфты может быть выполнена коническая кольцевая канавка, сопряженная с фаской с образованием острой кромки. В этом случае при сборке узла материал втулки заполняет канавку и препятствует обратному смещению муфты относительно втулки, что повышает надежность соединения.
Буртик фитинга может иметь на своей торцевой поверхности, в которую упираются труба и втулка, кольцевую канавку, в которую при сборке узла заводятся торец полимерной трубы и торец втулки для фиксации их положения в собранном узле и защиты торцов от разрушения при контакте с буртиком фитинга. Особую важность наличие канавки имеет при соединении армированной трубы, поскольку концы армирующих нитей фиксируются в канавке, что препятствует вытягиванию нитей и, тем самым, повышает надежность соединения.
На наружной поверхности части фитинга, вставляемой в трубу, могут быть выполнены кольцевые канавки. Указанные заполняются материалом полимерной трубы после установку муфты на втулку, что обеспечивает дополнительное сцепление трубы с фитингом.
Краткое описание чертежей
Сущность изобретения поясняется с помощью чертежей.
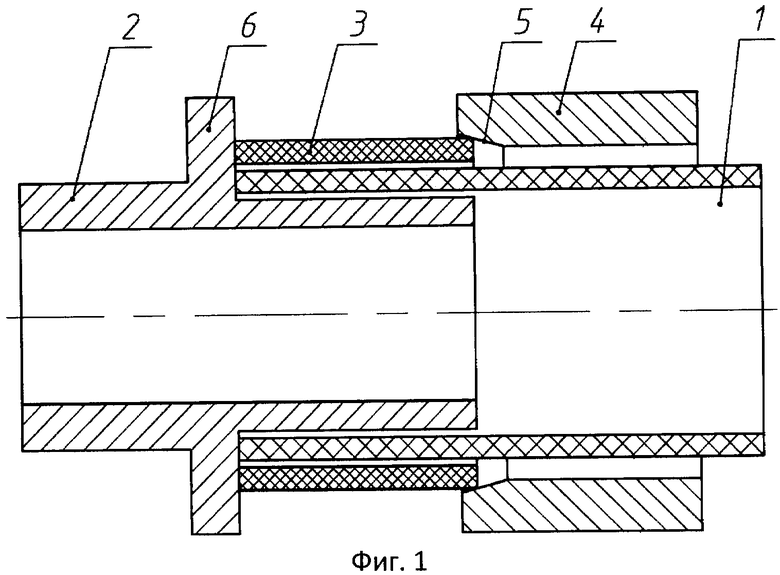
На фиг.1 изображено продольное сечение узла соединения до сборки.
Узел соединения содержит трубу 1, внутри которой расположен фитинг 2. На наружной поверхности трубы 1 установлена втулка 3, которую охватывает муфта 4. На внутренней поверхности муфты 4 выполнена заходная фаска 5, а на внешней поверхности фитинга - буртик 6.
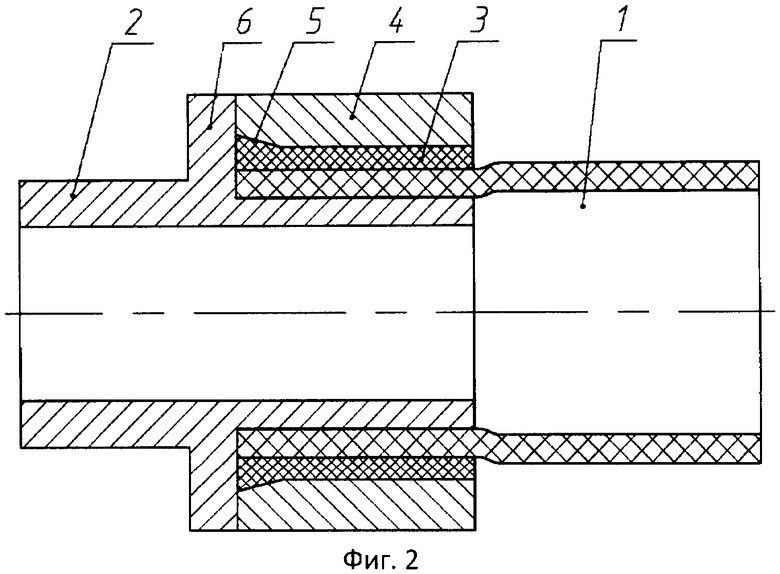
На фиг.2 изображен узел соединения в сборе.
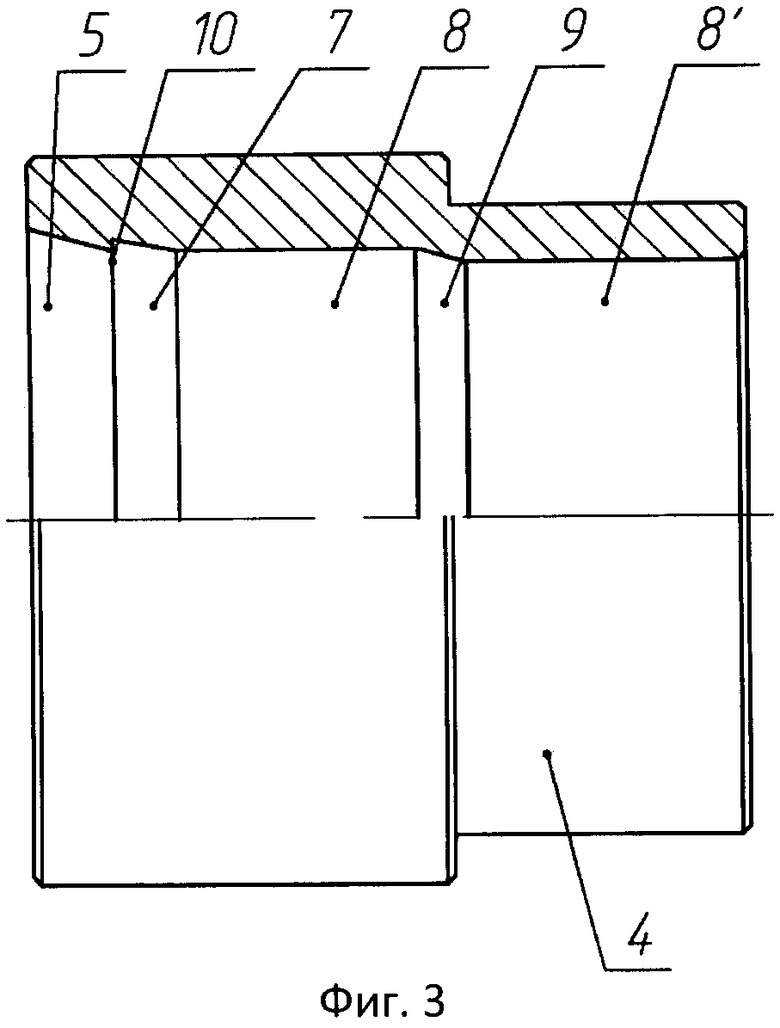
На фиг.3 изображено поперечное сечение муфты 4 в предпочтительном варианте исполнения. Муфта 4 имеет заходную фаску 5, коническую кольцевую канавку 7, цилиндрические секции: переднюю - 8 и концевую - 8', соединенные конической секцией 9. Позицией 10 показана острая кромка, образованная канавкой 7 и заходной фаской 5.
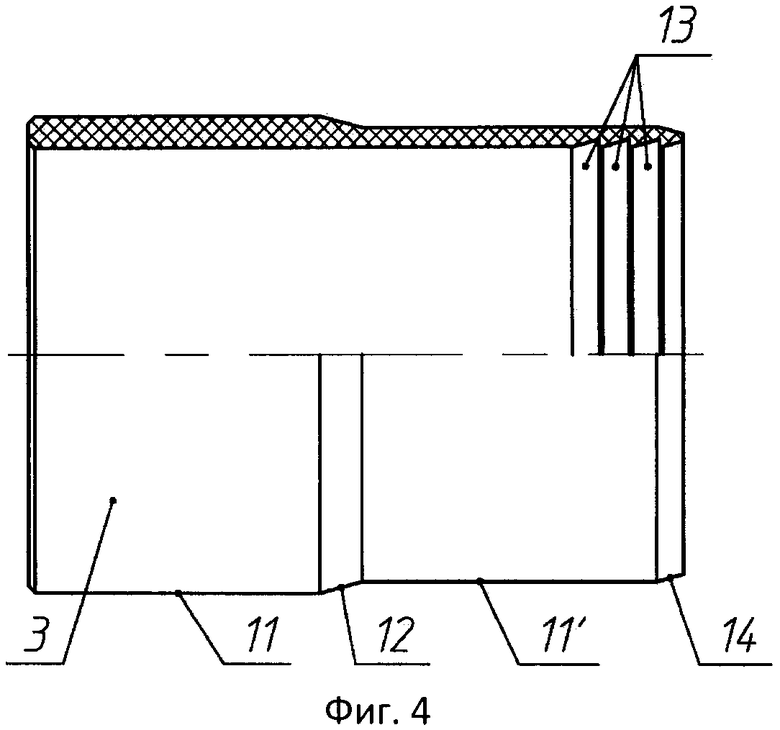
На фиг.4 изображено поперечное сечение втулки 3 в одном из вариантов исполнения, содержащей цилиндрические секции: переднюю - 11 и концевую - 11', соединенные конической секцией 12. На внутренней поверхности втулки выполнены конические кольцевые канавки 13. Поз 14 - концевая фаска втулки 3.
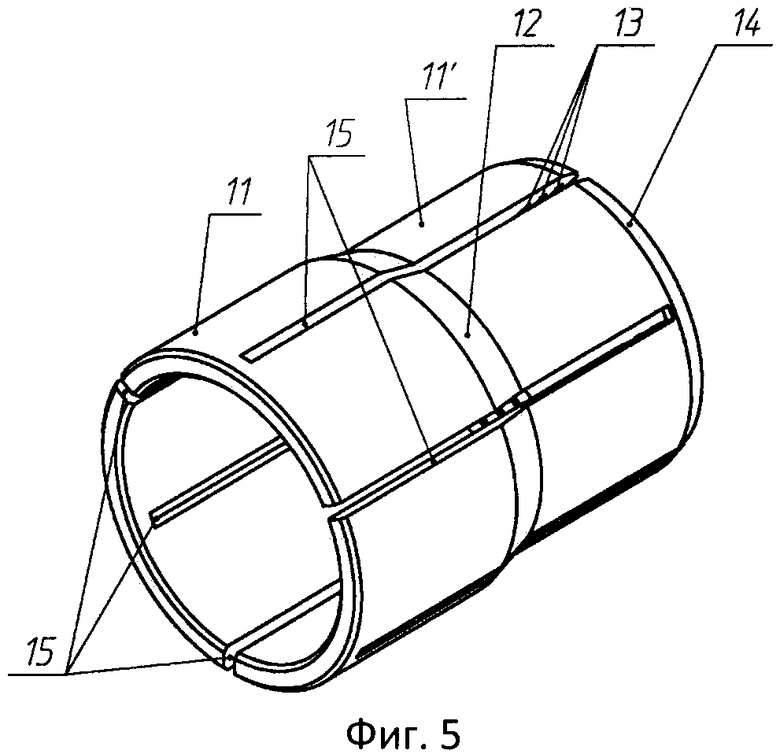
На фиг.5 изображена аксонометрическая проекция втулки 3 в другом варианте исполнения. Позицией 15 показаны разрезы на поверхности втулки, позволяющие втулке изменить геометрические размеры и форму под действием надвинутой муфты 4.
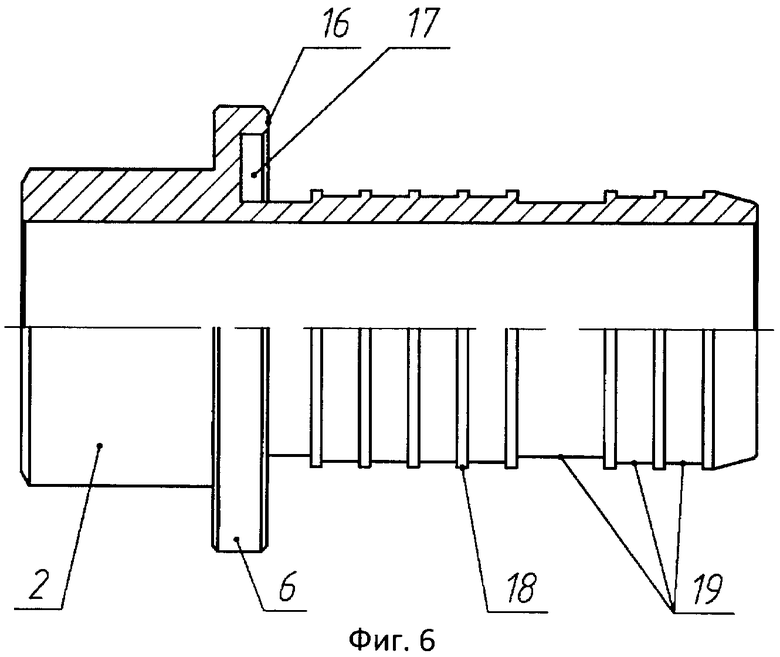
На фиг.6 изображено поперечное сечение фитинга 2 в одном из вариантов исполнения. Буртик 6 фитинга 2 имеет на своей торцевой поверхности 16, в которую упираются труба 1 и втулка 3, кольцевую канавку 17, в которую при сборке узла заводятся торец полимерной трубы 1 и торец втулки 3 для фиксации их положения в собранном узле и защиты их торцов от разрушения при контакте с буртиком 6 фитинга 2. На наружной поверхности 18 части фитинга, вставляемой в трубу 1, выполнены кольцевые канавки 19.
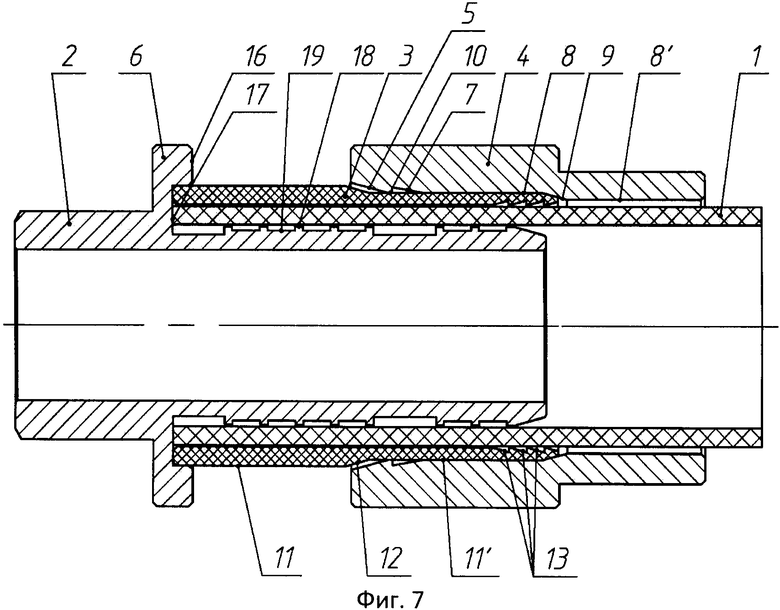
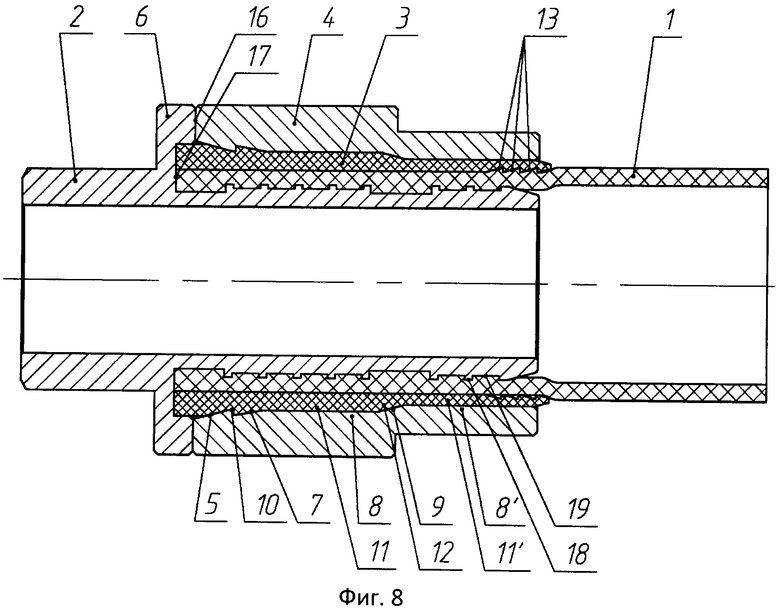
На фиг.7 показано поперечное сечение узла соединения до сборки в одном из предпочтительных вариантов исполнения, а на фиг.8 - после сборки.
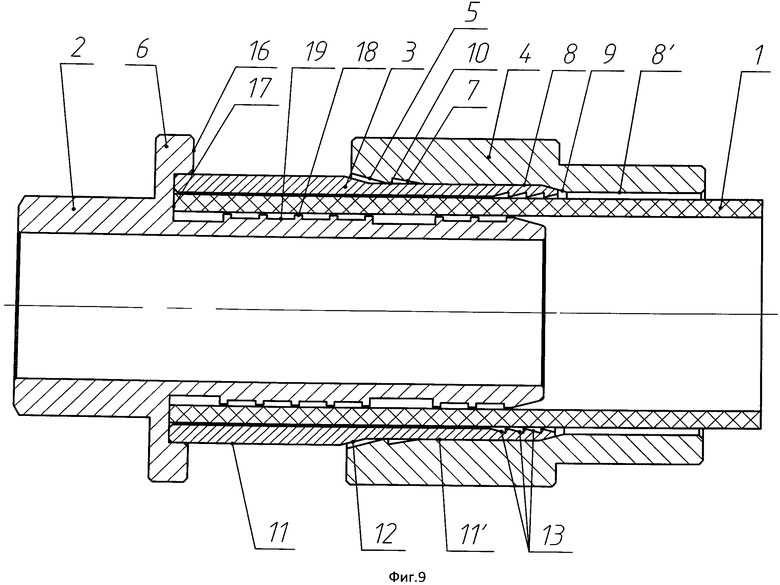
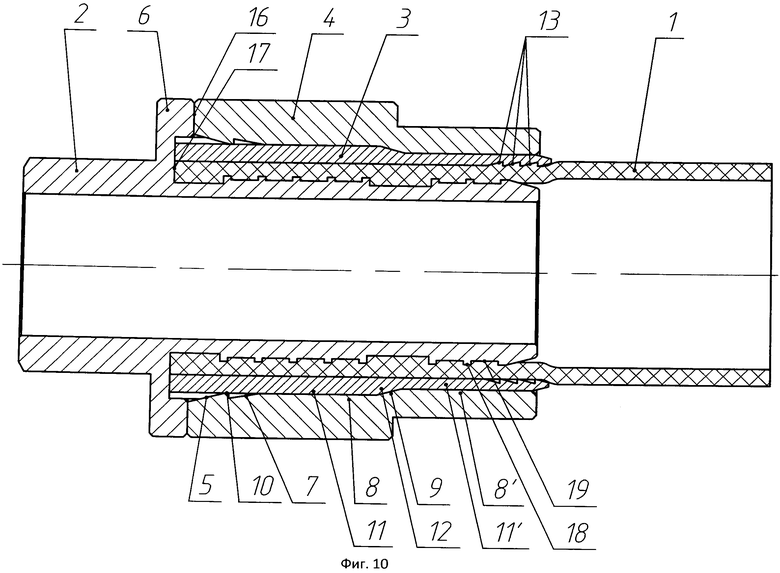
На фиг.9 показано поперечное сечение узла соединения до сборки в другом предпочтительном варианте исполнения, а на фиг.10 - после сборки.
Осуществление изобретения
Монтаж труб с образованием предлагаемого узла соединения изображен на фиг.1 и фиг.2 и осуществляется следующим образом.
Предварительно на полимерную трубу 1 надевается муфта 4 таким образом, что заходная фаска 5 обращена в сторону соединения трубы, а затем втулка 3. В трубу 1 вставляется фитинг 2 и при помощи специального пресса с упорами в буртик фитинга на трубу с установленной на место соединения втулкой 3 надвигается муфта 4. При этом труба сжимается настолько, что плотно охватывает фитинг.
В различных вариантах исполнения втулка 3 и муфта 4 могут содержать одну или несколько цилиндрических секций, имеющих разный диаметр, который уменьшается от передней к концевой части втулки. Цилиндрические секции соединены конической секцией. Такое исполнение втулки и муфты повышает плавность хода при надвигании муфты на втулку.
Монтаж узла соединения в одном из предпочтительных вариантов исполнения с использованием муфты и втулки, каждая из которых состоит из двух цилиндрических секций, а втулка выполнена из полимерного материала, способного изменять геометрические размеры и форму под действием нагрузки, показан на фиг.7 и фиг.8 и осуществляется следующим образом.
На полимерную трубу 1 надевается муфта 4, имеющая заходную фаску 5 и коническую кольцевую канавку 7 таким образом, что заходная фаска 5 и передняя секция 8 муфты 4 обращены в сторону соединения трубы 1 с другой трубой или емкостью. Затем на трубу 1 надевается втулка 3, изготовленная из полиолефина, на внутренней поверхности концевой части которой выполнены конические кольцевые канавки. Втулка устанавливается таким образом, что передняя цилиндрическая секция 11 втулки 3 обращена в сторону соединения трубы. Фитинг 2 вставляется в трубу 1 таким образом, что торец трубы 1 заходит в кольцевую канавку 17, выполненную на торцевой поверхности 16 буртика фитинга. Наружная поверхность 18 фитинга 2 соприкасается с внутренней поверхностью трубы 1. В наружной поверхности 18 выполнены кольцевые канавки 19. Втулка 3 устанавливается так, что торцевая поверхность передней секции 11 втулки 3 расположена в кольцевой канавке 17. Далее на втулку 3 со стороны концевой секции 11 втулки при помощи специального пресса с упорами в буртик 6 фитинга 2 надвигается муфта 4, при взаимодействии с которой втулка 3 изменяет геометрические размеры и форму. В результате материал втулки 3 заполняет заходную фаску 5 и коническую кольцевую канавку 7 муфты 4 и на наружной поверхности втулки образуются выступы, наружная поверхность которых сопряжена с внутренними поверхностями заходной фаски 5 и конической кольцевой канавки 10. Указанные выступы препятствуют обратному смещению муфты относительно втулки для повышения надежности узла соединения.
Под действием муфты 4 труба 1 сжимается настолько, что плотно охватывает фитинг 2. В то же время материал полимерной трубы заполняет кольцевые канавки 13, расположенные в концевой части втулки, и на поверхности трубы образуются выступы, по форме напоминающие зубья пилы, которые не дают втулке перемещаться относительно трубы и фитинга. В результате обжатия трубой 1 фитинга 2 материал трубы заполняет кольцевые канавки 19 и образуется плотное соединение фитинга и трубы, препятствующее обратному смещению фитинга и обеспечивающее надежность и герметичность узла соединения.
Монтаж узла соединения в другом предпочтительном варианте исполнения с использованием муфты и втулки, каждая из которых состоит из двух цилиндрических секций, а втулка имеет прорези и пазы, расположенные вдоль оси втулки, и выполнена из металла, показан на фиг.9 и фиг.10 и осуществляется следующим образом.
На полимерную трубу 1 надевается муфта 4, имеющая заходную фаску 5 и коническую кольцевую канавку 7, таким образом, что заходная фаска 5 и передняя секция 8 муфты 4 обращена в сторону соединения трубы 1 с другой трубой или емкостью. Затем на трубу 1 надевается втулка 3, изготовленная из металла, на внутренней поверхности концевой части которой выполнены конические кольцевые канавки. Втулка устанавливается таким образом, что передняя цилиндрическая секция 11 втулки 3 обращена в сторону соединения трубы. Фитинг 2 вставляется в трубу 1 таким образом, что торец трубы 1 заходит в кольцевую канавку 17, выполненную на торцевой поверхности 16 буртика фитинга 2. Наружная поверхность 18 фитинга 2 соприкасается с внутренней поверхностью трубы 1. В наружной поверхности 18 фитинга 2 выполнены кольцевые канавки 19. Втулка 3 устанавливается так, что торцевая поверхность передней секции 11 втулки 3 расположена в кольцевой канавке 17. Далее на втулку 3 со стороны концевой секции 11 втулки при помощи специального пресса с упорами в буртик 6 фитинга 2 надвигается муфта 4, при взаимодействии с которой втулка 3 изменяет геометрические размеры и форму за счет того, что стенки разрезов и пазов, расположенных вдоль оси втулки, сближаются друг с другом под воздействием давления, оказываемого муфтой. При таком выполнении втулки не требуется увеличения усилия специального пресса по мере надвигания муфты на втулку. Под действием муфты 4 труба 1 сжимается настолько, что плотно охватывает фитинг 2. В то же время материал полимерной трубы заполняет кольцевые канавки 13, расположенные в концевой части втулки 3, и на поверхности трубы образуются выступы, по форме напоминающие зубья пилы, которые не дают втулке перемещаться относительно трубы и фитинга. В результате обжатия трубой 1 фитинга 2 материал трубы заполняет кольцевые канавки 19 и образуется плотное соединение фитинга и трубы, препятствующее обратному смещению фитинга и обеспечивающее герметичность узла соединения.
В том случае, когда муфта содержит большее количество цилиндрических секций, чем втулка, то на втулку надвигается передняя секция 8 муфты 4, а концевая секция 8' располагается с зазором относительно полимерной трубы 1. При подаче в трубу горячей воды или иной горячей транспортируемой среды под давлением труба 1 расширяется и прижимается к внутренней поверхности концевой секции муфты 4. Такое выполнение предотвращает продольное смещение муфты относительно фитинга и трубы и, следовательно, повышает надежность соединения. При соединении армированной полимерной трубы такое выполнение муфты также предотвращает вытягивание армирующих нитей из-под муфты, и, следовательно, позволяет повысить надежность, прочность и долговечность соединения.
Узел соединения позволяет изготавливать фитинг любой необходимой длины и, при этом, собирать узел за один проход специального инструмента. Для сборки узла может быть использовано типовое оборудование, не требующее специальной доработки.
Реализация может быть проиллюстрирована следующими примерами.
Пример 1.
Узел соединения содержит фитинг, расположенный внутри полимерной трубы, и муфту, имеющую одну цилиндрическую секцию, охватывающую трубу и фитинг, а также втулку из полиацеталя, имеющую одну цилиндрическую секцию, на наружной поверхности которой выполнены разрезы.
Проведенные испытания показали, что после сборки узла соединения образуется герметичное соединение полимерной трубы с другой полимерной трубой, в котором невозможно обратное смещение муфты и втулки относительно фитинга. При сборке узла не происходит расширения конца трубы и нарушения ее функциональных слоев, что повышает надежность соединения.
Пример 2
Узел соединения содержит фитинг, расположенный внутри полимерной армированной трубы, и муфту, имеющую две цилиндрические секции, охватывающую трубу и фитинг, а также втулку из полипропилена, имеющую одну цилиндрическую секцию. На торцевой поверхности буртика фитинга имеется кольцевая канавка.
Результаты испытаний собранного узла соединения полимерной армированной трубы с металлической трубой показали, что образовано герметичное соединение, в котором торец трубы и втулки заведены в кольцевую канавку на торце фитинга. Труба при подаче в нее горячей воды расширяется и прижимается к концевой цилиндрической секции муфты. Использование такого узла соединения предотвращает разрушение армирующего слоя полимерной трубы, что повышает надежность соединения.
Данные примеры иллюстрируют возможность использования узла соединения, но не исчерпывают всех вариантов конструктивного выполнения изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УЗЕЛ СОЕДИНЕНИЯ ТРУБ | 2007 |
|
RU2342587C1 |
| УЗЕЛ СОЕДИНЕНИЯ И ШТУЦЕР ДЛЯ НЕГО | 2009 |
|
RU2408814C1 |
| ФИТИНГ ОБЖИМНОЙ, СПОСОБ ЕГО МОНТАЖА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2024 |
|
RU2831560C1 |
| ОБЖИМНОЙ ФИТИНГ | 2016 |
|
RU2711704C2 |
| СОЕДИНЕНИЕ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ | 2017 |
|
RU2651856C1 |
| УЗЕЛ СОЕДИНЕНИЯ АРМИРОВАННОЙ ПОЛИМЕРНОЙ ТРУБЫ | 2014 |
|
RU2586031C2 |
| БЫСТРОРАЗЪЕМНОЕ БЕСФЛАНЦЕВОЕ СОЕДИНЕНИЕ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2015 |
|
RU2615108C1 |
| УСТРОЙСТВО ДЛЯ ФИКСАЦИИ ОБОРУДОВАНИЯ В ЭКСПЛУАТАЦИОННОЙ КОЛОННЕ | 2003 |
|
RU2245985C2 |
| КОНЦЕВОЕ СОЕДИНЕНИЕ ГИБКОЙ ПОЛИМЕРНО-АРМИРОВАННОЙ ТРУБЫ И СПОСОБ ПРИСОЕДИНЕНИЯ ШТУЦЕРА К НЕЙ | 2013 |
|
RU2535420C1 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПЛАСТМАССОВЫХ ТРУБ | 1996 |
|
RU2135880C1 |
Изобретение относится к трубопроводному транспорту и может быть использовано для соединения полимерных труб друг с другом или с металлическими трубами, а также полимерными и металлическими емкостями. Узел соединения полимерной трубы содержит фитинг, расположенный внутри полимерной трубы, муфту, имеющую, как минимум, одну цилиндрическую секцию, охватывающую трубу и фитинг, при этом узел снабжен втулкой, выполненной с возможностью изменения геометрических размеров и формы под действием нагрузки, имеющей, как минимум, одну цилиндрическую секцию, установленной между трубой и муфтой, фитинг снабжен расположенным на его внешней поверхности буртиком, ограничивающим перемещение трубы и втулки, а на внутренней поверхности муфты выполнена заходная фаска. Изменение размеров втулки может быть обеспечено как выбором материала втулки, так и особенностями ее конструктивного выполнения. Изобретение повышает надежность узла соединения труб. 12 з.п. ф-лы, 10 ил., 2 пр.
1. Узел соединения полимерной трубы, характеризующийся тем, что он содержит фитинг, расположенный внутри полимерной трубы, и муфту, имеющую, как минимум, одну цилиндрическую секцию, охватывающую трубу и фитинг, при этом узел снабжен втулкой, выполненной с возможностью изменения геометрических размеров и формы под действием нагрузки, имеющей, как минимум, одну цилиндрическую секцию, установленной между трубой и муфтой, фитинг снабжен расположенным на его внешней поверхности буртиком, ограничивающим перемещение трубы и втулки, на внутренней поверхности муфты выполнена заходная фаска.
2. Узел по п.1, характеризующийся тем, что количество секций муфты превышает количество секций втулки.
3. Узел по п.1, характеризующийся тем, что количество секций втулки превышает количество секций муфты.
4. Узел по п.1, характеризующийся тем, что втулка выполнена из полимерного материала, способного изменять геометрические размеры и/или форму под действием нагрузки.
5. Узел по п.1, характеризующийся тем, что вдоль оси втулки выполнены разрезы и пазы, обеспечивающие изменение геометрических размеров и/или формы втулки.
6. Узел по п.1, характеризующийся тем, что на внутренней поверхности втулки выполнена, по крайней мере, одна коническая кольцевая канавка.
7. Узел по п.1, характеризующийся тем, что втулка состоит из нескольких цилиндрических секций различного наружного диаметра, уменьшающегося от передней к концевой части втулки, сопряженных между собой коническими секциями, а на наружной поверхности концевой части выполнена фаска.
8. Узел по п.1, характеризующийся тем, что муфта состоит из нескольких цилиндрических секций различного внутреннего диаметра, уменьшающегося от передней к концевой части муфты, сопряженных между собой коническими секциями, при этом заходная фаска выполнена на внутренней поверхности передней цилиндрической секции.
9. Узел по п.1, характеризующийся тем, что на внутренней поверхности муфты выполнена коническая кольцевая канавка, сопряженная с фаской с образованием острой кромки.
10. Узел по п.1, характеризующийся тем, что на торцевой поверхности буртика фитинга, в которую упираются труба и втулка, выполнена кольцевая канавка.
11. Узел по п.4, характеризующийся тем, что втулка выполнена из полиолефина, предпочтительно полиэтилена или полипропилена.
12. Узел по п.5, характеризующийся тем, что втулка выполнена из жестких полимерных материалов, не изменяющих своих геометрических размеров и формы, предпочтительно полиамида, полифениленсульфида или полиацеталя.
13. Узел по п.5, характеризующийся тем, что втулка выполнена из металла, предпочтительно латуни, бронзы, нержавеющей стали.
| Устройство для измерения относительной скорости самолетов | 1940 |
|
SU64318A1 |
| СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ТРУБ ПОЛИЭТИЛЕН-СТАЛЬ И НЕРАЗЪЕМНОЕ СОЕДИНЕНИЕ ТРУБ | 1997 |
|
RU2127394C1 |
| US 4598938 A, 08.07.1986 | |||
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| US 20080191475 A1, 14.08.2008. | |||

