Заявляемое изобретение относится к одноразовой полимерной упаковке и может быть использовано для порционной фасовки кремовидных, а также жидких, вязких и сыпучих продуктов питания с последующей заморозкой и хранением в замороженном виде, либо без заморозки. Пакетик предназначен для использования в качестве тары, из которой содержимое употребляется в пищу, без использования дополнительных приспособлений, методом вытеснения в ротовую полость потребителя.
Известна упаковка, содержащая герметичную емкость, образованную двумя выпуклыми стенками из гибкого полимерного материала, соединенными по периферии с образованием в верхней части упаковки выступающей горловины, закрытой крышкой (Патент RU №56907 на промышленный образец).
Известен упаковочный контейнер для питьевой воды (патент РФ №80442), выполненный из полимерной пленки и содержащий две стенки, соединенные между собой боковыми и торцевыми швами, отличающийся тем, что он снабжен клапаном для выпуска содержимого и участком с отверстиями для переноски, при этом объем контейнера составляет от 0,25 до 0,5 л.
Известна ёмкость из эластичной упаковки (патент CN210133458), сформированная из двух слоёв тонкого полимера с термосварным соединением стенок по контуру упаковки, снабженная выпускной горловиной.
Известна плоская ёмкость изогнутой формы из плёночного полимера, имеющая сектор для отрывания руками в наиболее узком участке горловины (патент US D842124S на промышленный образец).
Указанная емкость имеет сложную форму, что создает при ее изготовлении большое количество обрезков полимера, требующих утилизации, что приводит к увеличению стоимости изготовления.
Во всех упомянутых емкостях отсутствует защита от попадания загрязнений на внешнюю поверхность выпускной горловины. Загрязнения могут оказаться на поверхности горловины в период хранения упаковки или в процессе отрыва края горловины руками при открывании. Описанный недостаток создаёт опасность пищевого отравления и не позволяет использовать такую упаковку для вытеснения содержимого непосредственно в ротовую полость пользователя без дополнительных приспособлений.
Техническая проблема, на решение которой направлено заявляемое изобретение, заключается в создании упаковки для пищевых продуктов, позволяющей безопасное употребление человеком ее содержимого без предварительного перемещения в другую емкость, а также в создании безотходного способа производства упаковки.
Технический результат заключается в расширении функциональных возможностей упаковки, а именно в обеспечении возможности безопасного с точки зрения санитарно-гигиенических требований употребления содержимого упаковки, путем вытеснения его непосредственно в ротовую полость потребителя, без дополнительных приспособлений, а также в повышении технологичности способа изготовления и в сокращении количества отходов при производстве.
Указанный технический результат достигается за счет того, что упаковочный пакетик из гибкой плёнки с выпускным отверстием, боковые стенки которого соединены между собой термосварочными швами, снабжен выпускной горловиной, имеющей изгиб, радиусы вогнутой и выпуклой частей боковых швов, образующих горловину, одинаковы, а расстояние между ними по направлению к выпускному отверстию уменьшается, выпускное отверстие закрыто термосварочным швом, выполненным поперек просвета горловины, под которым в боковых швах выполнены два противолежащих надреза, стенки выпускной горловины с обеих сторон закрыты защитным чехлом, боковые стенки которого соединены друг с другом, а на верхних краях чехла выполнены два противолежащие надреза в месте прохождения условной линии между надрезами в термосварочных швах, образующих выпускную горловину пакетика.
Упаковочный пакетик может быть сформирован из двух листов гибкой плёнки.
Упаковочный пакетик может быть сформирован из одного листа гибкой плёнки, сложенного вдвое одним изгибом вдоль длины листа на участке выше поперечного сварного шва.
Упаковочный пакетик может быть также сформирован из одного листа гибкой плёнки, сложенного тремя изгибами в форме буквы М вдоль длины листа на участке дна пакетика.
Защитный чехол может быть сформирован из единой заготовки боковой стенки упаковки путем отгибания вниз частей боковых стенок, расположенных выше поперечного сварного шва, либо может быть сформирован из отдельного подаваемого листового материала, сложенного продольным изгибом вдвое.
Боковые края упаковочного пакетика, по которым проходят термосварочные швы, могут быть выполнены в виде двух вертикальных параллельных отрезков, начинающихся от линии дна пакетика, соединённых с дугами одинакового радиуса, каждая из которых образует соответственно выпуклый и вогнутый край наклонённой, плавно сужающейся выпускной горловины.
Указанный технический результат достигается также за счет того, что способ изготовления упаковочного пакетика включает следующие действия:
подают гибкий материал в виде двухслойной полосы;
соединяют боковые стенки термосварочными швами, при этом формируют выпускную горловину дугообразной формы таким образом, что радиусы вогнутой и выпуклой частей боковых швов, образующих горловину, одинаковы, а расстояние между ними по направлению к выпускному отверстию уменьшается;
на уровне выпускной горловины поперечным термосварочным швом соединяют боковые стенки;
в боковых швах выпускной горловины на уровне выпускной отверстия выполняют два надреза один напротив другого;
разрезают снизу доверху полосы между боковыми швами соседних пакетиков по линии, параллельной линиям боковых швов;
формируют защитный чехол, одновременно с операцией соединения защитного чехла с горловиной выполняют процесс нанесения двух противолежащих надрезов на краях защитного чехла в месте прохождения линии между надрезами в термосварочных швах, образующих выпускную горловину пакетика.
Защитный чехол может быть сформирован следующим образом. Отгибают участки материала, находящиеся выше поперечного термосварочного шва, закрывающего выпускную горловину, в разные стороны и вниз, по линии, проходящей вдоль верхнего края упомянутого шва, и соединяют их между собой, а также прикрепляют их к стенкам упаковочного пакетика вдоль термосварочного шва, закрывающего выпускную горловину.
Защитный чехол может быть сформирован и другим способом, при котором отдельно подают полосу листового материала с одной продольной складкой, из которой высекают сложенную вдвое заготовку, монтируют её с охватом выпускной горловины, прикрепляют к стенкам выпускной горловины вдоль поперечного термосварочного шва, скрепляют между собой свободные противолежащие стенки чехла ниже изгиба выпускной горловины.
Боковые части защитного чехла соединяют между собой либо термосварочным методом, либо склеиванием.
В качестве материала для изготовления упаковочного пакетика используют полиолефины.
Двухслойная полоса, подаваемая для изготовления упаковочного пакетика, формируется из двух листов плоской полимерной плёнки, либо из одного листа плоской полимерной плёнки, сложенного вдвое одним изгибом в длину листа, свободными краями в сторону дна пакетика, либо тремя изгибами в длину в форме перевёрнутой буквы М, свободными краями в сторону выпускной горловины. В последнем из перечисленных вариантов пакетик будет обладать донышком.
Санитарно-гигиеническая безопасность при использовании заявляемого упаковочного пакетика обеспечивается наличием в конструкции защитного чехла, который охватывает и прикрывает с двух сторон внешние стенки выпускной горловины, прилегающие к выпускному отверстию, сохраняя их стерильность. Защитный чехол препятствует попаданию загрязнений на поверхность выпускной горловины во время хранения, до момента вскрытия упаковки, а также предохраняет от прикосновения пальцев рук к стенкам выпускной горловины при манипуляции открывания вручную.
То, что заготовки стенок основной ёмкости пакетика, донышка, выпускной горловины и защитного чехла высекаются из листового полимера одновременно, единым техническим приёмом, позволяет повысить технологичность изготовления упаковочного пакетика.
Если заготовка защитного чехла высекается из листового материала, имеющего меньшую толщину и прочность, то это облегчает процесс открывания упаковки и снижает стоимость упаковочного пакетика.
То, что для разделения соседних пакетиков между боковыми стенками за счет предложенной формы боковых швов требуется только одна линия разреза, позволяет исключить образование отходов плёнки в виде обрезков при разделении соседних упаковок.
Плавное сужение поперечного сечения выпускной горловины пакетика и большой диаметр выпускного отверстия обеспечивают беспрепятственное прохождение орехов, зерен, ягод и иных добавок, которые могут входить в состав содержимого упаковки
Все элементы конструкции заявляемого технического решения могут быть выполнены из полимерной плёнки, толщиной 50-200 микрон. В конструкции плоского пакетика дуговидной формы нет элементов из твёрдого, массивного полимера, что обеспечивает низкую стоимость изготовления единицы упаковки и минимум отходов, подлежащих утилизации после использования.
Заявленное изобретение поясняется следующими чертежами, которые иллюстрируют некоторые, но не все, из возможных вариантов исполнения изобретения.
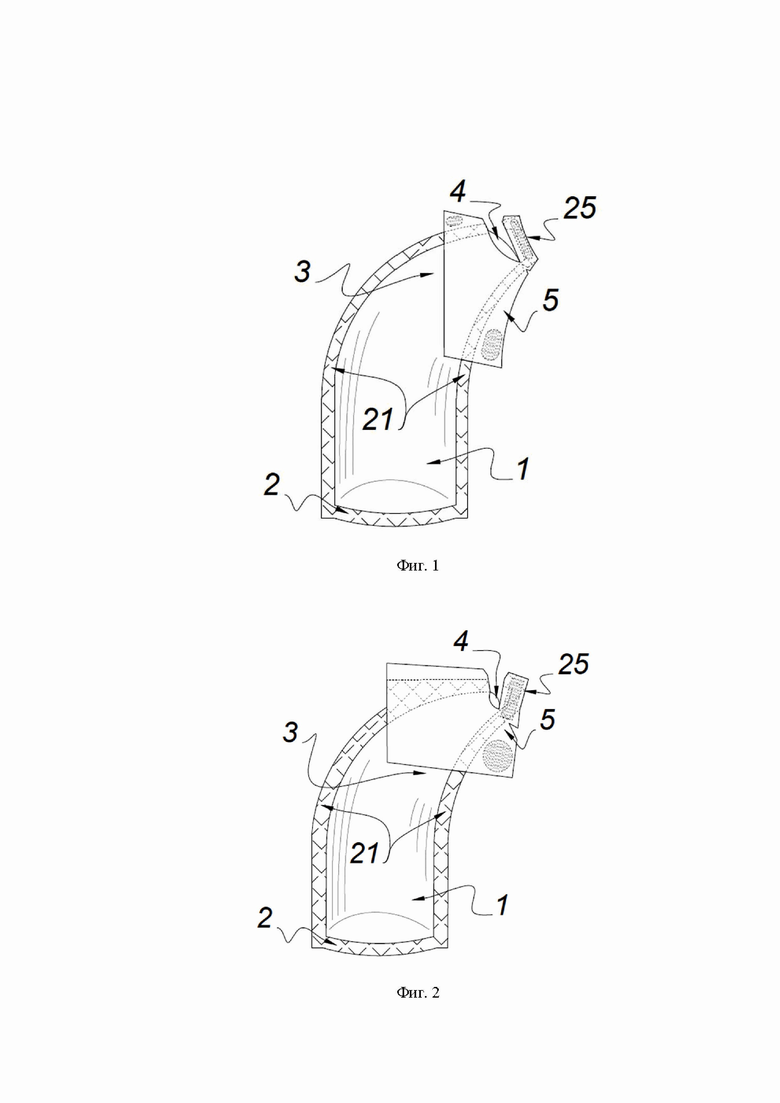
Фиг. 1. Основные элементы конструкции пакетика дуговидной формы с защитным чехлом (вариант 1).
Фиг. 2. Основные элементы конструкции пакетика дуговидной формы с защитным чехлом, сформированным из отдельного листового материала (вариант 2).
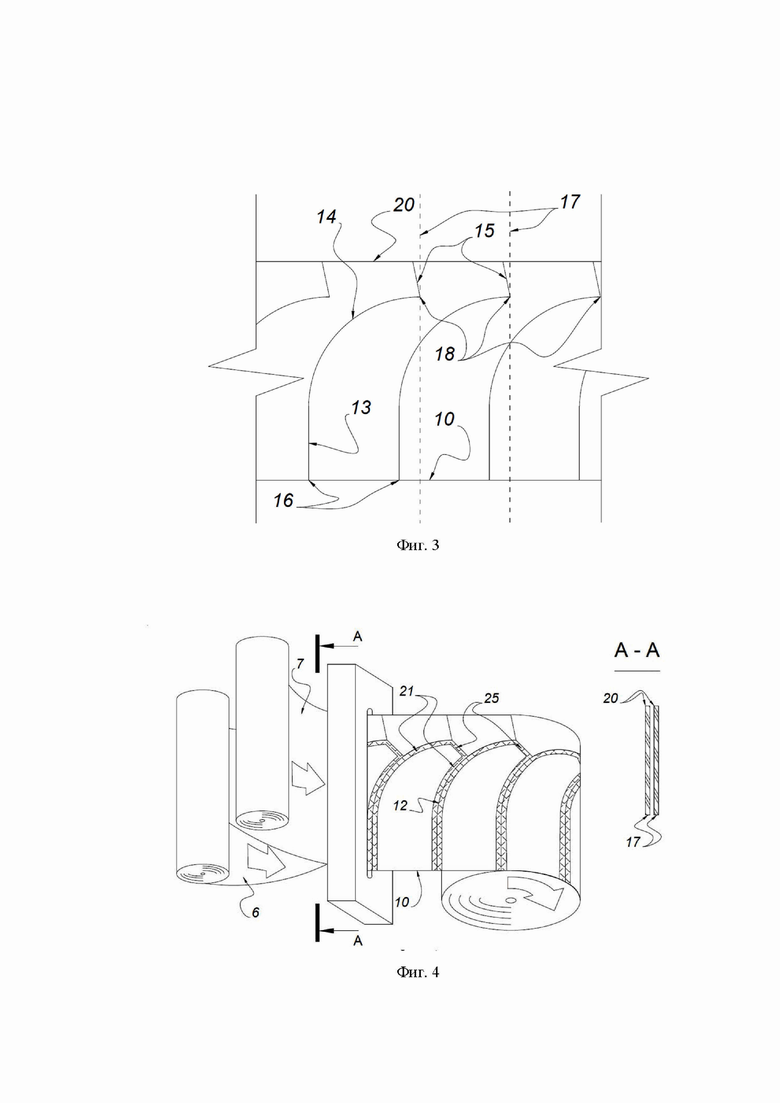
Фиг. 3. Конфигурация и расположение линий разделения соседних пакетиков на полосе листового полимера (вариант 1).
Фиг. 4. Первоначальный раскрой заготовки пакетика из двойного листового полимера (вариант 1), нанесение принта, неполная высечка, без отделения пакетиков поштучно, стерилизация, складирование в рулон для транспортирования на фасовочный участок.
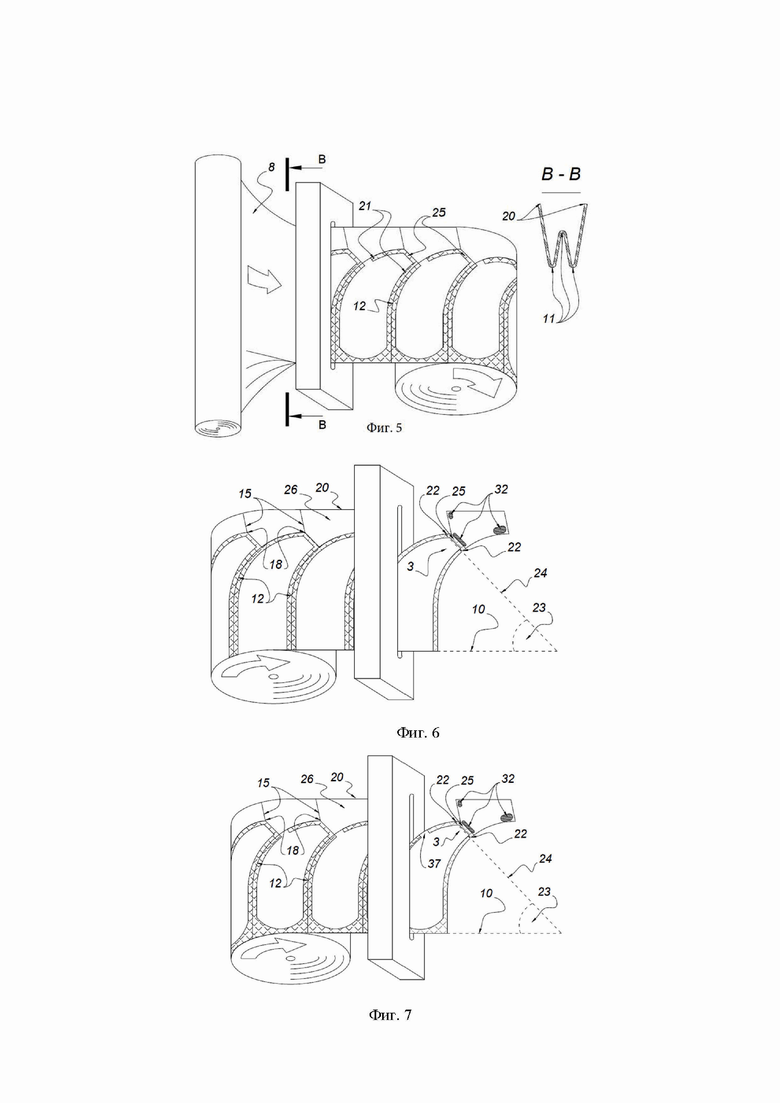
Фиг. 5. Первоначальный раскрой заготовки пакетика из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 1), нанесение принта, неполная высечка, без отделения пакетиков поштучно, стерилизация, складирование в рулон для транспортирования на фасовочный участок.
Фиг. 6. Разделение заготовок из двойного листового полимера на отдельные пакетики, нанесение клеевого состава на участки лепестков для формирования чехла, выполнение надрезов по линии открывания (вариант 1).
Фиг. 7. Разделение заготовок из одинарного листового полимера, сложенного продольно в форме буквы М на отдельные пакетики, нанесение клеевого состава на участки лепестков для формирования чехла, выполнение надрезов по линии открывания (вариант 1).
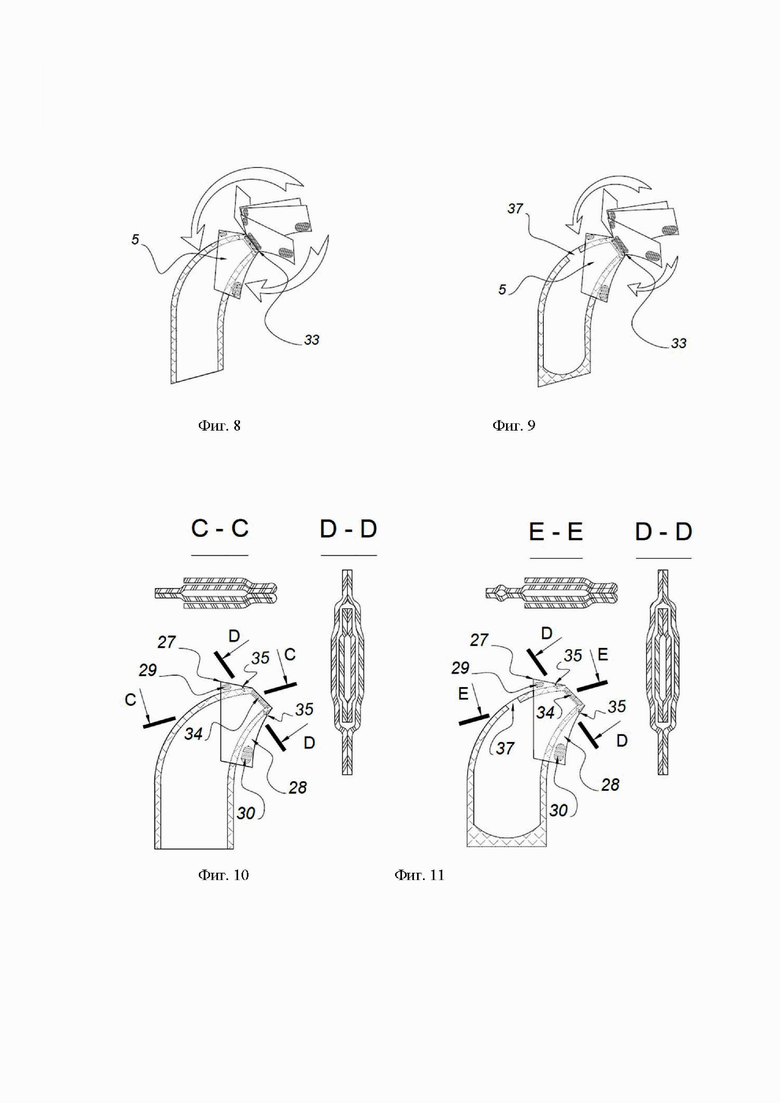
Фиг. 8. Формирование чехла из двойного листового полимера (вариант 1).
Фиг. 9. Формирование чехла из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 1).
Фиг. 10. Термосклеивание лепестков чехла из двойного листового полимера, выполнение надрезов на краях чехла по линии открывания (вариант 1).
Фиг. 11. Термосклеивание лепестков чехла из одинарного листового полимера, сложенного продольно в форме буквы М, выполнение надрезов на краях чехла по линии открывания (вариант 1).
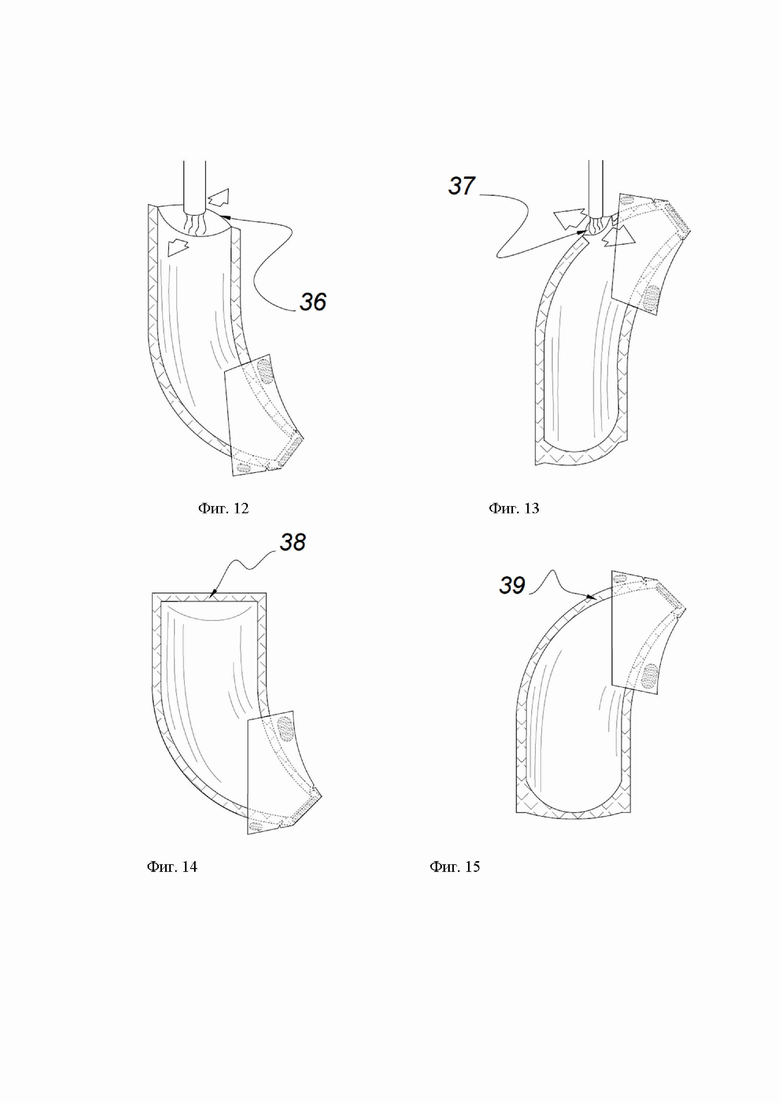
Фиг. 12. Заполнение пакетика из двойного листового полимера (вариант 1).
Фиг. 13. Заполнение пакетика из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 1).
Фиг. 14. Запечатывание пакетика из двойного листового полимера (вариант 1).
Фиг. 15. Запечатывание пакетика из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 1).
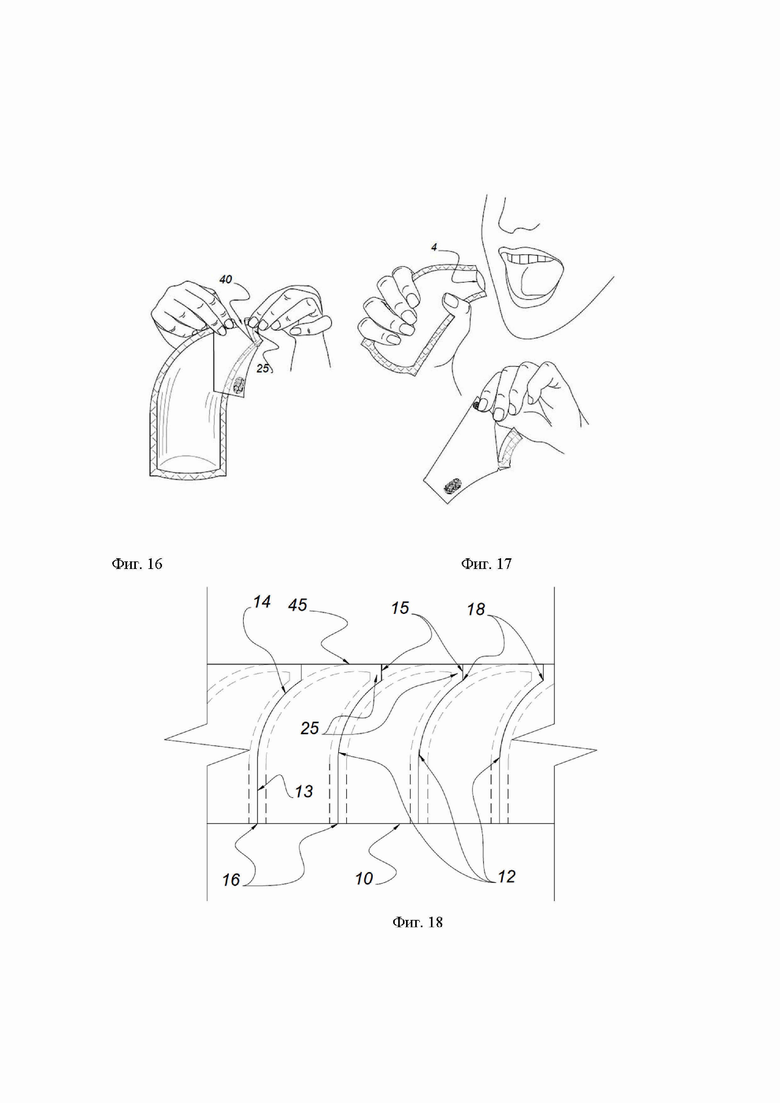
Фиг. 16. Открывание пакетика руками (вариант 1).
Фиг. 17. Окончание открывания пакетика, употребление содержимого упаковки в пищу (вариант 1).
Фиг. 18. Конфигурация и расположение линий разделения соседних пакетиков на полосе листового полимера (вариант 2).
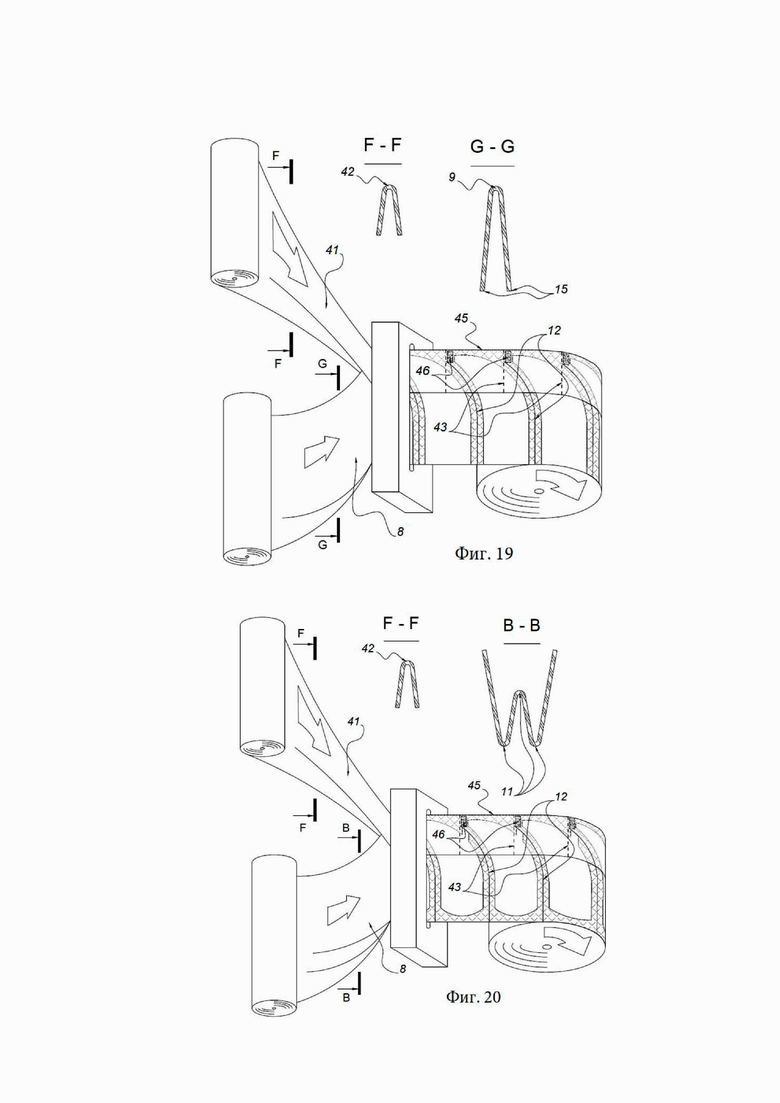
Фиг. 19. Первоначальный раскрой заготовки пакетика и чехла из листового полимера, сложенного вдвое одним продольным изгибом (вариант 2), нанесение принта, неполная высечка, без отделения пакетиков поштучно, стерилизация, складирование в рулон для транспортирования на фасовочный участок.
Фиг. 20. Первоначальный раскрой заготовки пакетика и чехла из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 2), нанесение принта, неполная высечка, без отделения пакетиков поштучно, стерилизация, складирование в рулон для транспортирования на фасовочный участок.
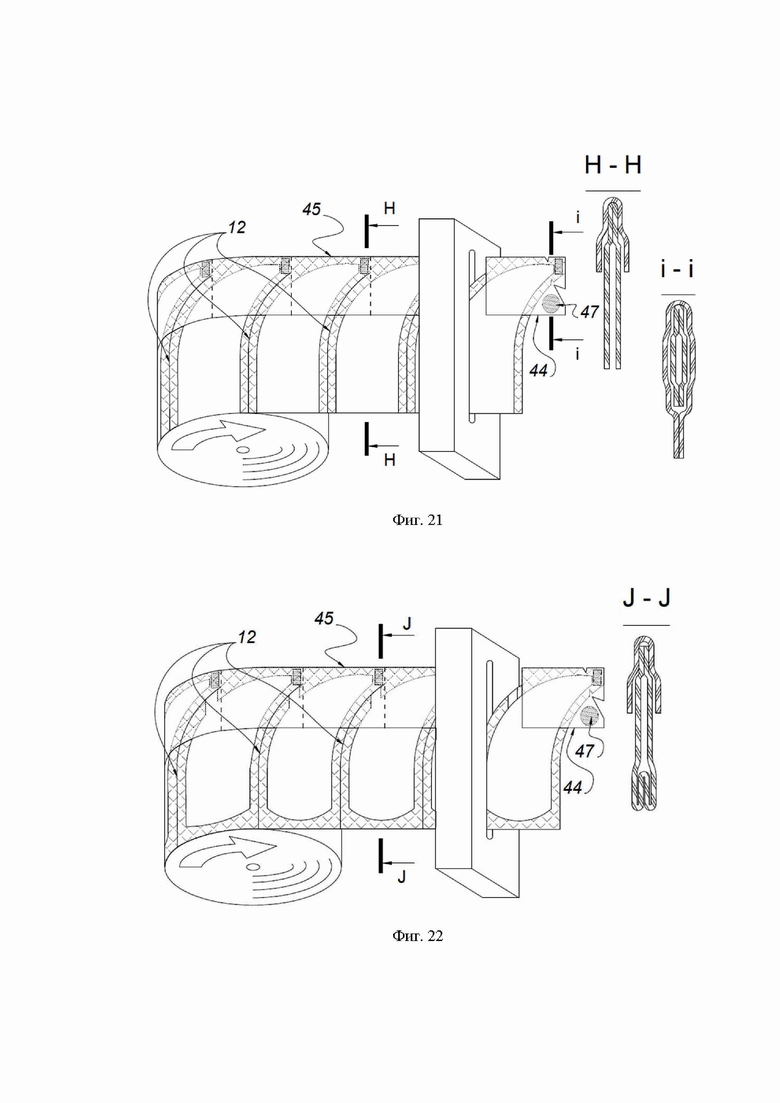
Фиг. 21. Разделение рулона заготовок из листового полимера, сложенного вдвое одним продольным изгибом на отдельные пакетики, окончание монтирования защитного чехла на горловину (вариант 2).
Фиг. 22. Разделение рулона заготовок из одинарного листового полимера, сложенного продольно в форме буквы М на отдельные пакетики, окончание монтирования защитного чехла на горловину (вариант 2).
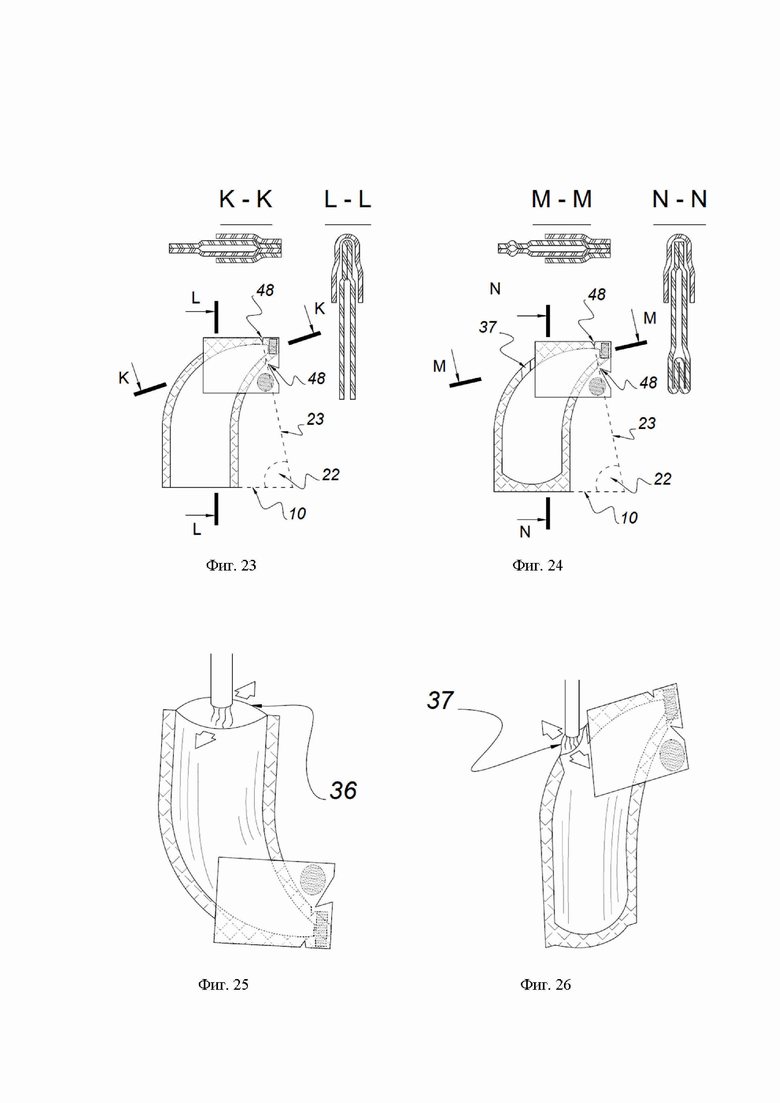
Фиг. 23. Термосклеивание лепестков чехла на пакетик из одинарного листового полимера, сложенного продольно, выполнение надрезов на краях чехла по линии открывания (вариант 2).
Фиг. 24. Термосклеивание лепестков чехла на пакетик из одинарного листового полимера, сложенного продольно в форме буквы М, выполнение надрезов на краях чехла по линии открывания (вариант 2).
Фиг. 25. Заполнение пакетика из одинарного листового полимера, сложенного продольно (вариант 2).
Фиг. 26. Заполнение пакетика из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 2).
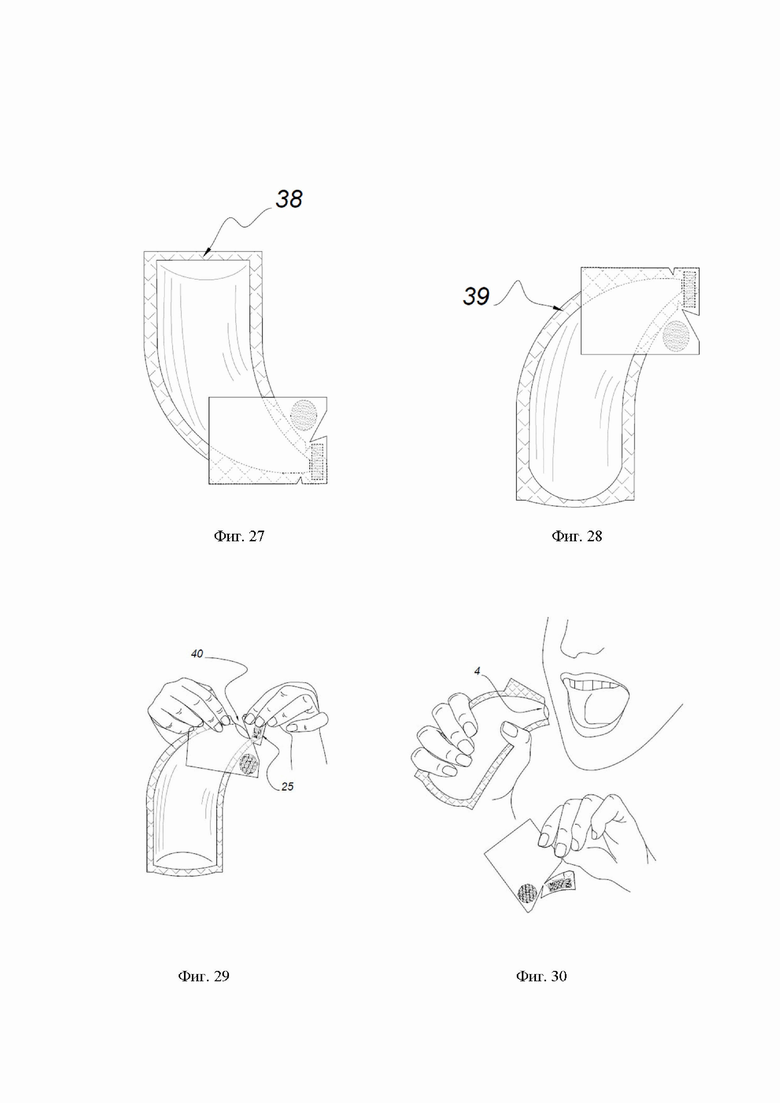
Фиг. 27. Запечатывание пакетика из одинарного листового полимера, сложенного продольно (вариант 2).
Фиг. 28. Запечатывание пакетика из одинарного листового полимера, сложенного продольно в форме буквы М (вариант 2).
Фиг. 29. Открывание пакетика руками (вариант 2).
Фиг. 30. Окончание открывания пакетика, употребление содержимого упаковки в пищу (вариант 2).
Ниже описаны некоторые, но не все, возможные варианты реализации изобретения.
Упаковочный пакетик состоит из боковых стенок 1, дна 2, выпускной горловины 3, выпускного отверстия 4, и защитного чехла 5.
Далее подробно будут описаны два из возможных вариантов исполнения упаковочного пакетика с защитным чехлом. Защитный чехол может быть исполнен из того же листа (листов) полимерной плёнки, что и боковые стенки основной ёмкости пакетика (вариант 1), или из отдельно подаваемого листового материала (вариант 2) с отличающимися характеристиками от материала стенок основной ёмкости пакетика.
Основную ёмкость пакетика (вариант 1) формируют из двух полос полимерной плёнки 6 и 7, уложенных одна на другую, или выкраивают из одной полосы 8 полимерной плёнки, сложенной в форме буквы М тремя 9 изгибами, проходящими вдоль линии дна 10 пакетика.
Согласно изобретению разделение полосы (полос) полимерной плёнки на заготовки пакетиков выполнено разрезом в виде полилинии 12, состоящей из одного дуговидного сектора 14 и двух отрезков 13 и 15, присоединённых к его крайним точкам. Отрезки 13 и 15 могут быть прямыми или криволинейными. Отрезок 13, являющийся началом полилинии 12 имеет начальную точку 16, расположенную на линии дна 10, проходящей по краю полосы (полос) полимерной плёнки. Дуговидный сектор 14 соединён с отрезком 13, не образуя угла в месте соединения. Сектор 14 на своём протяжении образует изгиб в сторону и по достижении концевой точки 18 завершает поворот на 90 градусов (вариант 1), или от 60 до 85 градусов (вариант 2) относительно условной линии вертикали 17. От концевой точки 18 сектора 14 начинается отрезок 15, который может быть наклонен (изогнут в виде кривой линии), относительно условной линии вертикали 17, в сторону, противоположную направлению изгиба дуговидного сектора 14 (вариант 1). Отрезок 15 (вариант 2) не регламентируется по углу и направлению наклона. Концевая точка отрезка 15 находится на противоположном крае полосы (полос) 20. Начальные точки 16 разрезания плёночного полимера на отдельные пакетики расположены по линии дна 10 пакетика на расстоянии от 10 до 300 миллиметров одна от другой, в зависимости от объёма упаковки.
Линии раскроя 12 заготовок пакетиков полностью совпадают по форме с линиями боковых термосварочных швов 21, что обеспечивает отсутствие отходов, требующих утилизации, образующихся при высекании заготовок.
Боковые стенки 1 пакетиков соединены между собой термосварочными швами 21 по краям очертаний заготовок упаковок. Термосварочные краевые швы 21 в форме двух дуг выпуклой и вогнутой формы по мере отдаления от линии дна 10 постепенно взаимно сближаются, образуя зауженную гибкую выпускную горловину 3, наклоненную в сторону от вертикали. В месте, где дуговидные швы 21 образующие гибкую выпускную горловину 3 наиболее взаимно сближены, выполнены два противолежащих надреза 22 в боковых дуговидных швах 21 длиной от 1 до 5 миллиметров, обозначающие место открывания 40 упаковки руками для образования выпускного сопла 4. Угол 23 между условной линией 24, проходящей через два надреза 22, по которым производится открывание упаковки руками 40 и условной линией 10, проходящей через угловые точки дна 2 упаковки, может быть равен любому значению от 0 до 180 градусов. Между боковыми дуговидными швами 21, на расстоянии от 1 до 15 миллиметров от условной линии 24 между надрезами 22 выполнен термосварочный шов 25 поперёк внутреннего просвета выпускной горловины 3. Во время манипуляции открывания пакетика потребитель вручную отрывает 40 поперечный термосварочный шов 25 от выпускной горловины 3 по линии 24 между надрезами 22. Поперечный термосварочный шов 25 выполняется одновременно с боковыми швами 21, на стадии формирования основной ёмкости пакетика.
Заготовки стенок пакетика могут содержать участки полимерной плёнки (лепестки) 26, расположенные выше поперечного прямолинейного термосварочного шва 25 для формирования защитного чехла 5 (вариант 1). Согласно изобретению боковые кромки 15 заготовок стенок 26, образующих защитный чехол 5 (вариант 1) начинаются от условных конечных точек 18 дуговидных секторов разделительных линий 14 и проходят вверх, от условной линии дна 10, с наклоном от вертикали 17 в сторону, противоположную наклону дуговидных секторов 14. Контуры боковых кромок 15 заготовки 26 защитного чехла 5 (вариант 1) представляют собой полностью повторяющиеся очертания, идущие от условных конечных точек 18 дуговидных секторов 14 до верхнего прямолинейного края 20 двух листов 6, 7 плоской полимерной плёнки или одного листа 9, сложенного тремя 11 продольными изгибами.
Очертания 15 участков боковых стенок 26 из плёночного полимера, образующих защитный чехол 5 (вариант 1) определяются минимально необходимой площадью плёнки, способной охватить стенки выпускной горловины 3 пакетика дуговидной формы, находящиеся ближе 40 миллиметров от линии 24 между надрезами 22 в боковых дуговидных швах 21, при этом выступая выше 27 и ниже 28 за очертания дуговидных швов 21. Контуры 15 заготовки защитного чехла 26 определяется углом 23 между условной линией дна упаковки 10 и линией 24 между надрезами 22 в боковых дуговидных швах 21 пакетика. Лепестки 26 заготовки защитного чехла 5 (вариант 1), предназначены для охватывания выпускной горловины 3 и скрепления 29, 30 их между собой выше 27 и ниже 28 дуговидных швов 21 термосварочным методом или склеиванием, образуя чехол 5 (вариант 1), в форме капюшона, прикрывающий выпускное отверстие 4 до момента открывания 40 упаковки.
Для обеспечения надежного взаимного присоединения лепестков 26, а также прикрепления 31 к поверхности поперечного прямолинейного термосварочного шва 25 при формировании защитного чехла 5 (вариант 1), на поверхность лепестков 26 могут наноситься клеящие композиции 32. Формирование защитного чехла 5 (вариант 1) в виде капюшона выполняется до момента заполнения упаковки содержимым, на заключительном этапе изготовления пакетика. Процесс формирования защитного чехла 5 (вариант 1) начинается отгибанием в разные стороны и вниз, в направлении дна упаковки, участков плёночного полимера (лепестков) 26, расположенных выше поперечного термосварочного шва 25, по линии 33 верхнего края этого шва. Затем производится скрепление между собой отогнутых вниз участков боковых стенок чехла 5 (вариант 1) термосварочным методом или склеиванием 29 и 30, выше 27 и ниже 28 дуговидных швов 21, образующих выпускную горловину 3, для образования охватывающего капюшона чехла 5 (вариант 1), а также приваривание (приклеивание) 34 стенок 26 чехла 5 (вариант 1) к наружной поверхности поперечного термосварочного шва 25. Одновременно с операцией термосваривания стенок 26 защитного чехла 5 выполняется процесс нанесения двух противолежащих надрезов 35 на краях чехла в месте прохождения условной линии 24 ослабления прочности между надрезами 22, в термосварочных швах 21, образующих выпускную горловину 3 пакетика.
Процесс заполнения пакетика продуктом (вариант 1) выполняется через не заваренный 36 участок по линии 10 между двумя боковыми термосварочными швами 21, или через окно 37 в термосварочном шве 21. После заполнения, по краю двух боковых стенок упаковки по линии 10 выполняется термошов 38, или термосварка 39 окна для заполнения 37 в термосварочном шве 21.
Защитный чехол 5 может быть сформирован из отдельной полосы 41 (вариант 2) плоского материала (плёнки, бумаги), подаваемой на этапе первоначального термосваривания стенок пакетика и предварительного раскроя. Формирование пакетика (вариант 2) выполняется из полимерной плёнки 8, сложенной одним изгибом 9 в длину, или из одной полосы 8 полимерной плёнки, сложенной в форме буквы М тремя 11 изгибами, проходящими вдоль линии дна 10 пакетика.
Подаваемая отдельно полоса плоского материала 41 (вариант 2) складывается одним изгибом 42 в длину и имеет поперечные линии 43 неполного прорезания материала (просечки) для ослабления прочности в местах деления её на лепестки 44 чехлов. Размеры лепестков 44 чехла 5 (вариант 2) обеспечивают охватывание стенок выпускной горловины 3, расположенных ближе 40 миллиметров к выпускному отверстию 4. Не разделённые заготовки лепестков 44 чехла 5 (вариант 2) единой полосой, сложенной вдвое охватывают соединённые термосвариванием, но не разделённые заготовки пакетиков вдоль края полимерной плёнки 45, отведённого для высечки выпускных горловин. Сложенная полоса 41 плоского материала, из которого формируются лепестки 44, после процесса соединения стенок пакетика термосварными швами 21 закрепляется с помощью рассредоточенных точек 46 термосваривания (приклеивания) к стенкам выпускных горловин 3 пакетиков в местах поперечных термошвов 25. Не разделённые до конца заготовки пакетиков с присоединённой полосой заготовок лепестков 44 чехлов 5 (вариант 2) проходят стерилизацию и в виде рулонов поступают на участок фасовки содержимого упаковок.
На участке предварительной подготовки упаковок к заполнению выполняется разделение пакетиков по линиям ослабления прочности 12, одновременно по линиям ослабления прочности 43 разделяются лепестки заготовок чехлов 44, закреплённые 46 на участках поперечных термосварочных швов 25. На разделённых пакетиках производится скрепление 47 между собой с помощью термосваривания или склеивания свободных концов лепестков чехла 5 (вариант 2), выступающих за пределы выпускной горловины 3 ниже вогнутого термосварочного шва 21, одновременно в боковых термосварочных швах 21 и лепестках 44 чехла 5 (вариант 2), выполняются надрезы, 48 обозначающие линию ослабления прочности, где будет происходить отрывание поперечного шва при манипуляции 40 открывания пакетика.
Процесс заполнения пакетика продуктом (вариант 2) выполняется аналогично варианту 1 через не заваренный 36 участок по линии 10 между двумя боковыми термосварочными швами 21, или через окно 37 в термосварочном шве 21. После заполнения по краю двух боковых стенок упаковки по линии 10 выполняется термошов 38, или термосварка 39 окна для заполнения 37 в термосварочном шве 21.
Открывание упаковки выполняется вручную, отрыванием 40 поперечного шва 25 упаковки по линии 24 ослабления прочности обозначенной надрезами 22 на боковых термосварочных швах 21.
| название | год | авторы | номер документа |
|---|---|---|---|
| Выпускное устройство эластичной упаковки | 2023 |
|
RU2800805C1 |
| УПАКОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ | 2021 |
|
RU2832298C2 |
| ПОВТОРНО ЗАПЕЧАТЫВАЕМАЯ УПАКОВКА ПОТОЧНОГО ОБЕРТЫВАНИЯ ДЛЯ ВЛАЖНЫХ САЛФЕТОК | 2015 |
|
RU2712376C2 |
| УПАКОВОЧНЫЙ ПАКЕТ ИЗ ПЛЕНКИ | 2007 |
|
RU2422342C1 |
| ГИБКАЯ УПАКОВКА С ВНУТРЕННИМ СРЕДСТВОМ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2006 |
|
RU2381969C2 |
| КАПСУЛЫ ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2014 |
|
RU2658789C2 |
| УПАКОВКА И СПОСОБ ЕЕ ЗАПОЛНЕНИЯ | 2003 |
|
RU2321531C2 |
| САШЕ, УСТОЙЧИВОЕ К ВОЗДЕЙСТВИЮ СО СТОРОНЫ ДЕТЕЙ | 2003 |
|
RU2281895C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| КОРОБКА ДЛЯ ДИАГОНАЛЬНО РАЗРЕЗАННЫХ САНДВИЧЕЙ | 2003 |
|
RU2355612C2 |
Изобретение относится к одноразовой полимерной упаковке, которая может быть использована для порционной фасовки кремовидных, а также жидких, вязких и сыпучих продуктов питания с последующей заморозкой и хранением в замороженном виде, либо без заморозки, а также к способу изготовления такой упаковки. Упаковочный пакетик из гибкой плёнки с выпускным отверстием, боковые стенки которого соединены между собой термосварочными швами, снабжен выпускной горловиной, имеющей изгиб, радиусы вогнутой и выпуклой частей боковых швов, образующих горловину, одинаковы, а расстояние между ними по направлению к выпускному отверстию уменьшается, выпускное отверстие закрыто термосварочным швом, выполненным поперек просвета горловины, под которым в боковых швах выполнены два противолежащих надреза, стенки выпускной горловины с обеих сторон закрыты защитным чехлом, боковые стенки которого соединены друг с другом, а на верхние края чехла нанесены два противолежащие надреза в месте прохождения условной линии между надрезами в термосварочных швах, образующих выпускную горловину пакетика. 2 н. и 11 з.п. ф-лы, 30 ил.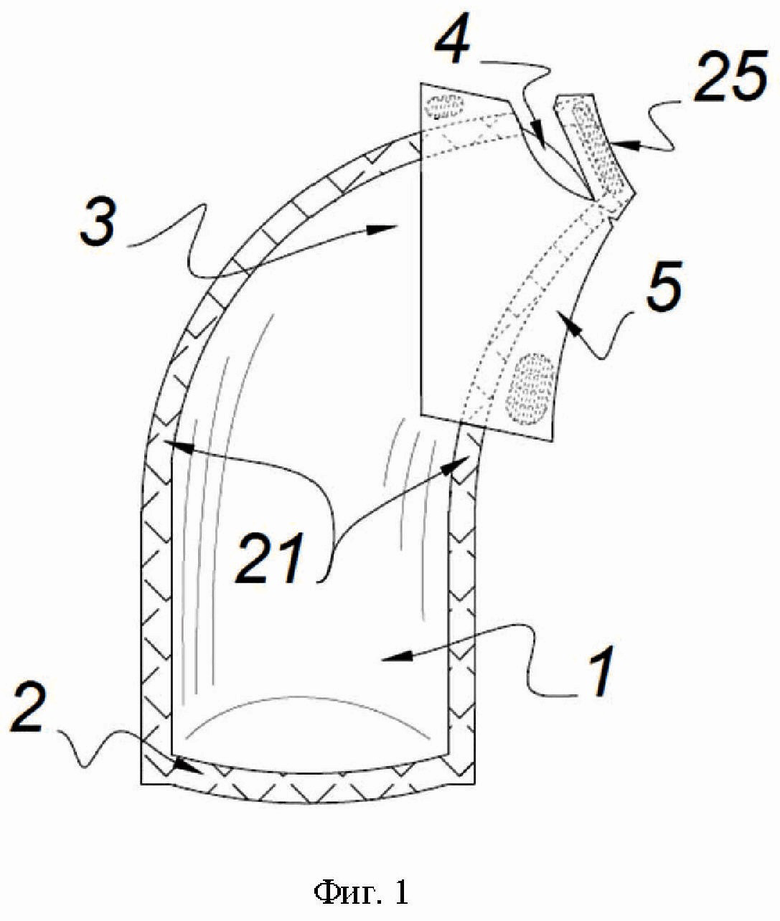
1. Упаковочный пакетик из гибкой плёнки с выпускным отверстием, боковые стенки которого соединены между собой термосварочными швами, отличающийся тем, что снабжен выпускной горловиной, имеющей изгиб, радиусы вогнутой и выпуклой частей боковых швов, образующих горловину, одинаковы, а расстояние между ними по направлению к выпускному отверстию уменьшается, выпускное отверстие закрыто термосварочным швом, выполненным поперек просвета горловины, под которым в боковых швах выполнены два противолежащих надреза, стенки выпускной горловины с обеих сторон закрыты защитным чехлом, боковые стенки которого соединены друг с другом, а на верхние края чехла нанесены два противолежащие надреза в месте прохождения условной линии между надрезами в термосварочных швах, образующих выпускную горловину пакетика.
2. Упаковочный пакетик по п. 1, отличающийся тем, что сформирован из двух листов гибкой плёнки.
3. Упаковочный пакетик по п. 1, отличающийся тем, что сформирован из одного листа гибкой плёнки, сложенного вдвое одним изгибом вдоль длины листа на участке выше поперечного сварного шва.
4. Упаковочный пакетик по п. 1, отличающийся тем, что сформирован из одного листа гибкой плёнки, сложенного тремя изгибами в форме буквы М.
5. Упаковочный пакетик по п. 1, отличающийся тем, что защитный чехол сформирован из единой заготовки боковой стенки упаковки путем отгибания вниз частей боковых стенок, расположенных выше поперечного сварного шва.
6. Упаковочный пакетик по п. 1, отличающийся тем, что защитный чехол сформирован из отдельного подаваемого листового материала, сложенного продольным изгибом вдвое.
7. Упаковочный пакетик по п. 1, отличающийся тем, что боковые края упаковочного пакетика, по которым проходят термосварочные швы имеют форму двух вертикальных параллельных отрезков, начинающихся от линии дна пакетика, соединённых с дугами одинакового радиуса, каждая из которых образуют выпуклый и вогнутый край наклонённой, плавно сужающейся выпускной горловины.
8. Упаковочный пакетик по п. 1, отличающийся тем, что в качестве материала для изготовления упаковочного пакетика используют полиолефины.
9. Способ изготовления упаковочного пакетика включает следующие действия:
- подают гибкий материал в виде двухслойной полосы;
- соединяют боковые стенки термосварочными швами, при этом формируют выпускную горловину дугообразной формы таким образом, что радиусы вогнутой и выпуклой частей боковых швов, образующих горловину, одинаковы, а расстояние между ними по направлению к выпускному отверстию уменьшается;
- на уровне выпускной горловины поперечным термосварочным швом соединяют боковые стенки;
- в боковых швах на уровне выпускной горловины, выполняют два надреза один напротив другого;
- разрезают снизу доверху полосы между боковыми швами соседних пакетиков по линии, параллельной линиям боковых швов;
- формируют защитный чехол;
- одновременно с операцией соединения защитного чехла с горловиной выполняют процесс нанесения двух противолежащих надрезов на краях защитного чехла в месте прохождения линии между надрезами в термосварочных швах, образующих выпускную горловину пакетика.
10. Способ по п. 9, отличающийся тем, что боковые части защитного чехла соединяют между собой термосварочным методом.
11. Способ по п. 9, отличающийся тем, что боковые части защитного чехла соединяют между собой склеиванием.
12. Способ по п. 9, отличающийся тем, что для того, чтобы сформировать защитный чехол отгибают участки материала, находящиеся выше поперечного термосварочного шва, закрывающего выпускную горловину, в разные стороны и вниз, по линии, проходящей вдоль верхнего края упомянутого шва, и соединяют их между собой, а также прикрепляют их к стенкам упаковочного пакетика вдоль термосварочного шва, закрывающего выпускную горловину.
13. Способ по п. 9, отличающийся тем, что защитный чехол формируют из полосы листового материала с одной продольной складкой, из которой высекают сложенную вдвое заготовку, монтируют её с охватом выпускной горловины, прикрепляют к стенкам выпускной горловины вдоль поперечного термосварочного шва, скрепляют между собой свободные противолежащие стенки чехла ниже изгиба выпускной горловины.
| CN 210133458 U, 10.03.2020 | |||
| Пролетное строение разборногоМОСТА | 1979 |
|
SU842124A1 |
| US D818374S, 22.05.2018 | |||
| Способ монтажа башни | 1979 |
|
SU817185A1 |
| ПАКЕТ СО ШТУЦЕРОМ, ВЫПОЛНЕННЫЙ С ВОЗМОЖНОСТЬЮ НАПОЛНЕНИЯ ТЕКУЧИМ ПРОДУКТОМ, И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2707799C2 |

