Изобретение относится к способу изготовления сотового заполнителя из стеклоткани и может быть использовано в ракето-, самолето-, судостроении, строительной и других отраслях промышленности при изготовлении трехслойных сотовых конструкций (ТСК) сложной кривизны.
Известен способ изготовления сотового заполнителя на основе стеклотканей, включающий следующие операции: нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание заготовок сотового пакета под давлением с нагревом и получение сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим и термоотверждение, разрезку полученного сотового блока на плоские панели (Берсудский В.Е., Крысин В.Н., Лесных С.И. Технология изготовления сотовых авиационных конструкций. -М.: Машиностроение, 1975, с.100).
Наиболее технологичным и востребованным видом клеевых сотовых заполнителей являются соты с шестигранной формой ячеек, но при выкладке на криволинейные поверхности они проявляют эффект седловидности, что является существенным недостатком при изготовлении криволинейных трехслойных сотовых конструкций авиационной техники.
Недостатками известного способа являются:
- невозможность выкладывать сотовые панели на криволинейные поверхности;
- невысокая локальная межслойная прочность в местах склеивания листов в сотовом пакете.
Известен способ изготовления гибкого сотового заполнителя, у которого ячейки являются идентичными и имеют поперечное сечение, состоящее из трех одинаковых сегментов, расположенных под одинаковым углом к общей оси. Поперечное сечение каждой ячейки имеет четыре соприкасающиеся стороны регулярной гексагональной конфигурации так, что места пересечения между сегментами являются нелинейными и придают гибкость структуре.
Однако изготовление данного типа сотовых блоков по методу растяжения пакета на практике неосуществимо и выполняется, как правило, методом профилирования (Патент США № 3991245, МКИ В 32 В 3/12. Flehxible honeycomb structure / W. T. Jackson, опубл. 09.11.76 г.).
Недостатками известного способа являются:
- сложность совмещения профилированных поверхностей, на которые нанесены клеевые полосы;
- ограниченность применяемых материалов: использование бумаги и, например, только предварительно пропитанных связующими стекло- и трикотажных тканей;
- невозможность изготовления крупногабаритных сотовых блоков;
- невозможность получения стеклосотов с гранями ячеек менее 6 мм, ввиду разрушения стекловолокон в процессе прессования гофров.
Известен способ изготовления сотового заполнителя на основе стеклотканей (патент РФ № 2651012, МПК В32В 3/12, опубл. 18.04.2018 Бюл. № 11), включающий нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении перпендикулярном клеевым полосам, сборку сотового пакета путем укладки заготовок со смещением каждой заготовки относительно предыдущей на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму, термостабилизацию свободно подвешенного сотового пакета, формирование сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением и разрезку сотового блока на сотовые панели заданной высоты с последующим равномерным удалением граней ячеек по всей их площади и высоте, при этом одновременно удаляют ячейки с длиной граней 2,5-3,5 мм и прилегающие к ним грани на 0,1-0,25 мм длины.
Недостатками известного способа являются:
- невозможность получения сотовых панелей с гранями ячеек более 3,5 мм;
- не подходит для изготовления изделий со сферической поверхностью.
В качестве прототипа выбран способ изготовления сотового заполнителя (патент РФ № 2565711, МПК В 32 В 3/12, опубл. 21.09.2015 Бюл.№ 29), включающий нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание заготовок сотового пакета по заданному режиму, термостабилизацию сотового пакета в свободно подвешенном состоянии, формирование сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением, разрезку сотового блока на сотовые панели заданной высоты, затем в сотовых панелях по всей их площади проводят равномерное удаление граней трех смежных ячеек, соприкасающихся между собой, на высоту сотовой панели, при этом удаляемая часть граней ячеек составляет 0,25-0,33 длины грани.
Известный способ имеет следующие недостатки:
- неэффективен для сотов с гранью ячейки размером 2,5-3,5 мм;
- не годится при изготовлении сотовых панелей для применения в изделиях сложной кривизны, например, цилиндрической кривизны малого радиуса.
Задача изобретения – изготовление гибкого сотового заполнителя с гексагональной формой ячеек с размером граней ячеек в пределах от 2,5 до 12 мм, позволяющего изготавливать на его основе трехслойные панели сложной кривизны, в том числе сферической формы.
Предложен способ изготовления гибкого сотового заполнителя, включающий нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание под давлением заготовок сотового пакета по заданному режиму, формирование сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением, разрезку его на сотовые панели заданной высоты с последующим равномерным удалением граней ячеек по всей их площади и высоте, отличающийся тем, что у двух смежных ячеек удаляют одинарные грани, состоящие из одного слоя стеклоткани на 50-100% длины грани по всей площади сотовой панели на полную высоту панели.
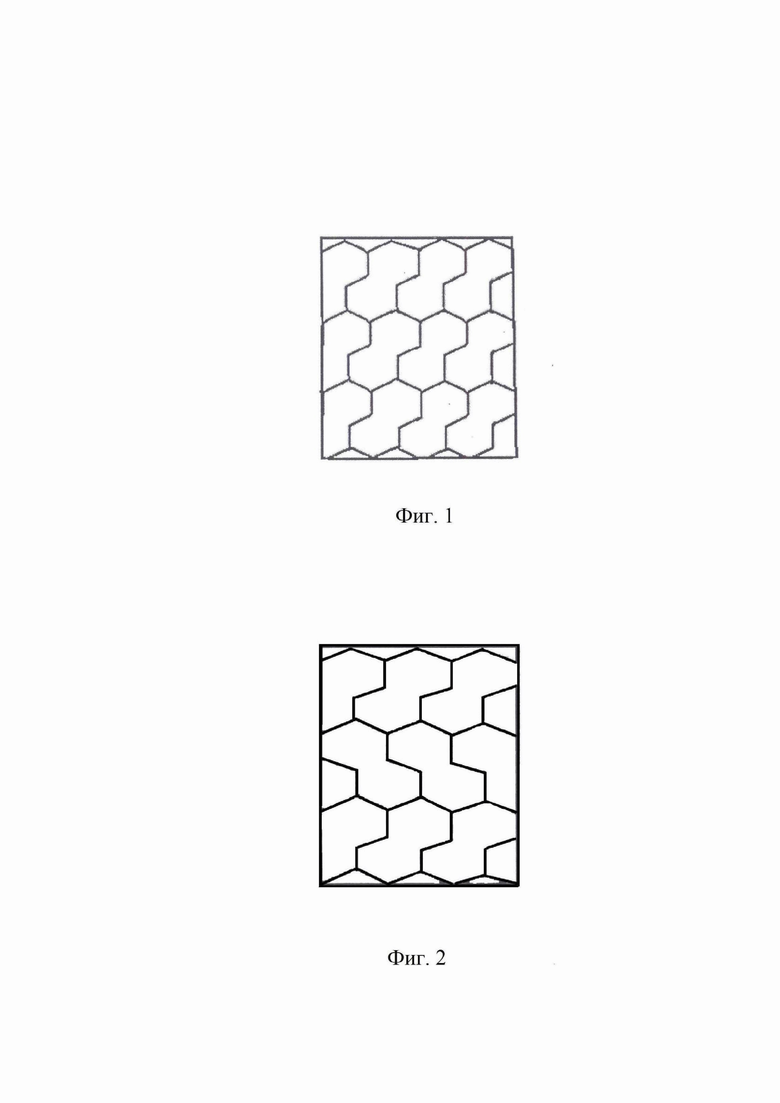
Сущность предлагаемого изобретения заключается в том, что с целью придания гибкости стеклосотопласту в нем производится системное удаление одинарных, состоящих из одного слоя стеклоткани граней у двух смежных ячеек на 50-100% длины грани. При этом происходит слияние этих двух смежных ячеек. В результате данной операции получается выпукло-вогнутый неправильный десятигранник, который представляет собой элементарную ячейку образованной новой сотовой структуры. Критерием ее гибкости выступает наличие выпукло-вогнутого многоугольника.
Именно системное удаление одинарных граней ячеек позволяет минимизировать потерю прочности при сжатии и обеспечить целостность образуемых ячеек в результате данной операции.
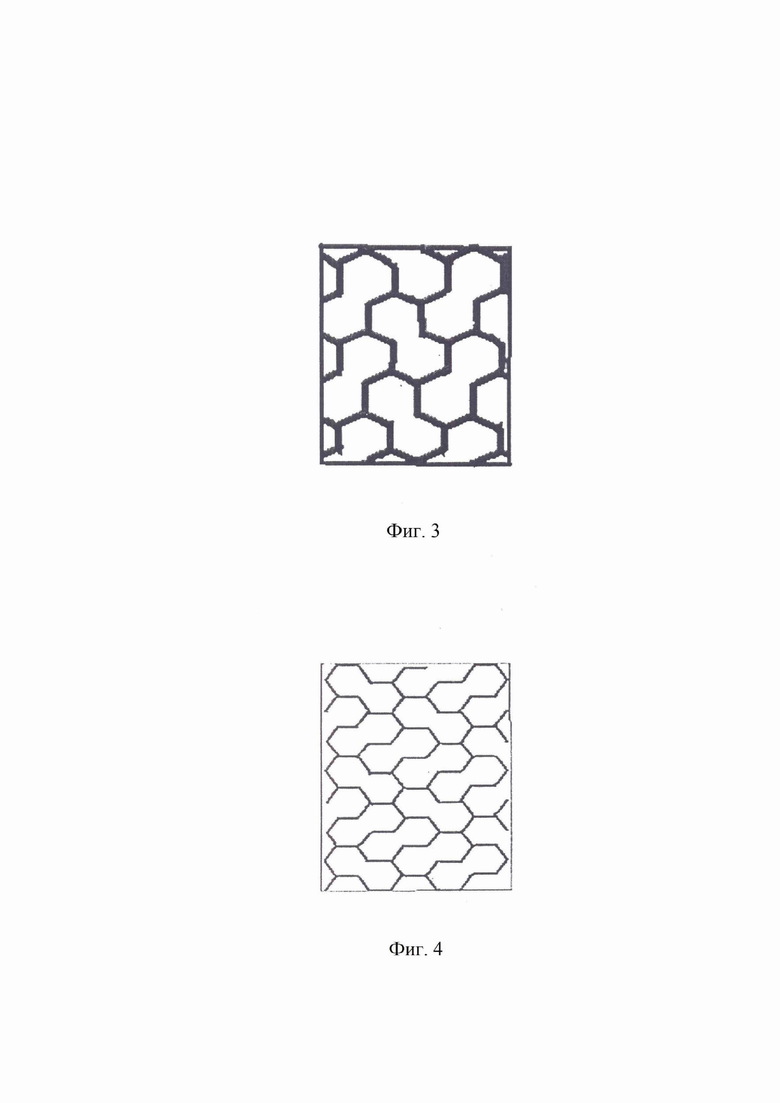
На фиг. 1, 2, 3 и 4 представлены четыре основные модификации вышеуказанной сотовой структуры, которые характеризуются различным расположением смежных ячеек.
Данные модификации включают только ячейки в виде выпукло-вогнутого неправильного десятигранника.
Предлагаемый способ изготовления сотового заполнителя наиболее актуален для клеевых шестигранных сотовых панелей с длиной граней ячеек 2,5-12 мм и высотой от 3 до 23 мм. Правильная геометрия их ячеек обеспечивается конструкцией оснастки, которая предполагает использование автоматизированных методов удаления одинарных граней, например, штанцевальной высечной оснастки, координатно-фрезерного станка с ЧПУ, лазерной резки и других известных способов.
Предлагаемый способ является наиболее простым
и эффективным при изготовлении гибкого сотового заполнителя, наименее трудоемким и не требует особого оборудования по сравнению с прототипом и аналогами.
Пример 1
Изготавливают сотовый заполнитель с размером граней гексагональных ячеек 8 мм. Для этого на полотно стеклоткани марки Т-10, ГОСТ 19170-2001 в продольном направлении на установке ОТА-140 наносят клеевые полосы клея БФ-2, ГОСТ 12172-74 при вязкости 48с по вискозиметру ВЗ 246 с помощью ребристого вала с шагом ребер 32 мм и подсушивают их в вертикальной шахте установки при температуре по зонам 45, 65 и 75 °С. Разрезают полотно с клеевыми полосами в направлении перпендикулярном клеевым полосам, на заготовки длиной 320 мм и шириной 900 мм и производят сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос. Склеивание сотового пакета из заготовок проводят под давлением с нагревом по режиму: удельное давление 0,28 МПа, нагрев до температуры 80 °С с последующей выдержкой 40 минут, нагрев до температуры 150 °С с последующей выдержкой 70 минут , нагрев до температуры 170 °С с последующей выдержкой 120 минут. Проводят растяжение сотового пакета до получения ячеек гексагональной формы и закрепляют сотовый блок в пропиточной раме. Проводят пропитку сотового блока бакелитовым лаком марки ЛБС-1 при вязкости 21с по вискозиметру ВЗ 246 путем погружения его в ванну с лаком марки ЛБС-1 и выдержке в течение 7 минут. После извлечения сотового блока из ванны с лаком марки ЛБС-1 и сушки на воздухе проводят термоотверждение его в термостате по режиму: нагрев до температуры 100 °С с последующей выдержкой 30 минут, нагрев до температуры 150 °С с последующей выдержкой 90 минут, нагрев до температуры 170 °С с последующей выдержкой 120 минут. Разрезают полученный сотовый блок на плоские панели требуемой высоты. В сотовой панели по всей его поверхности равномерно удаляют у двух смежных ячеек с помощью штанцевальной высечной оснастки одинарные грани, состоящие из одного слоя стеклоткани на 50-100% длины грани и проводят испытания на определение прочности при сжатии по ОСТ 1 90150-74.
Пример 2
Изготавливают сотовый заполнитель аналогично примеру 1, с той лишь разницей, что размер граней ячеек составляет 8 мм, а клеевые полосы наносят на стеклоткань марки Э1-100, ГОСТ 19907-2015.
Испытания сотового заполнителя проводят аналогично примеру 1.
Пример 3
Изготавливают сотовый заполнитель аналогично примеру 1, с той лишь разницей, что размер граней ячеек составлял 12 мм, а клеевые полосы наносят на стеклоткань марки Т-10, ГОСТ 19170-2001.
Испытания сотового заполнителя проводят аналогично примеру 1.
Пример 4
Изготавливают сотовый заполнитель аналогично примеру 1, с той лишь разницей, что размер граней ячеек составлял 4,2 мм, а клеевые полосы наносят на стеклоткань марки Э1-100, ГОСТ 19907-2015.
Испытания сотового заполнителя проводят аналогично примеру 1.
Свойства сотовых заполнителей с удаленными одинарными гранями гексагональных ячеек представлены в таблице.
Таблица - Свойства сотовых заполнителей с удаленными одинарными гранями гексагональных ячеек
сотопласта
мм
в исходном состоянии,
кг/м3
%
при сжатии в исходном состоянии,
МПа
при сжатии после удаления одинарных граней,
МПа
при сжатии,
%
Изготовленные по примерам 1-4 сотовые заполнители свободно выкладываются на криволинейные поверхности и обладают высокими прочностными характеристиками (табл. 1). При этом падение свойств в результате удаления одинарных граней в панелях с гексагональными ячейками составляет 13-20 % и практически не зависит от размеров граней ячеек и марки стеклоткани, применяемой для изготовления сотового заполнителя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| Способ изготовления сотового заполнителя | 2017 |
|
RU2651012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2004 |
|
RU2272712C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2008 |
|
RU2383439C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2333104C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2013 |
|
RU2540665C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2011 |
|
RU2460647C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2007 |
|
RU2337007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ МЕТОДОМ СКЛЕИВАНИЯ | 1995 |
|
RU2094237C1 |
Изобретение относится к способу изготовления сотового заполнителя из стеклоткани и может быть использовано в ракето-, самолето-, судостроении, строительной и других отраслях промышленности при изготовлении трехслойных сотовых конструкций (ТСК) сложной кривизны. Предложен способ изготовления гибкого сотового заполнителя, включающий нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание под давлением заготовок сотового пакета по заданному режиму, формирование сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением, разрезку его на сотовые панели заданной высоты с последующим равномерным удалением граней ячеек по всей их площади и высоте, у двух смежных ячеек удаляют одинарные грани, состоящие из одного слоя стеклоткани на 50-100% длины грани по всей площади сотовой панели на полную высоту панели. Задача изобретения – изготовление гибкого сотового заполнителя с гексагональной формой ячеек с размером граней ячеек в пределах от 2,5 до 12 мм, позволяющего изготавливать на его основе трехслойные панели сложной кривизны, в том числе сферической формы. 4 ил., 1 табл., 4 пр.
Способ изготовления гибкого сотового заполнителя, включающий нанесение клеевых полос на стеклоткань в продольном направлении и разрезание ее на заготовки в направлении, перпендикулярном клеевым полосам, сборку сотового пакета из заготовок со смещением каждого слоя относительно другого на половину шага клеевых полос, склеивание под давлением заготовок сотового пакета по заданному режиму, формирование сотового блока путем растяжения сотового пакета, пропитку сотового блока полимерным связующим с последующим термоотверждением, разрезку его на сотовые панели заданной высоты с последующим равномерным удалением граней ячеек по всей их площади и высоте, отличающийся тем, что у двух смежных ячеек удаляют одинарные грани, состоящие из одного слоя стеклоткани на 50-100% длины грани по всей площади сотовой панели на полную высоту панели.
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2014 |
|
RU2565711C1 |
| Способ изготовления сотового заполнителя | 2017 |
|
RU2651012C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2004 |
|
RU2272712C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОСТРАНСТВЕННОЙ СОТОВОЙ СТРУКТУРЫ | 1994 |
|
RU2112119C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2013 |
|
RU2540665C1 |
| US 3991245 A1, 09.11.1976. | |||

