Изобретение относится к области производства сотовых заполнителей для трехслойных панелей и оболочек, применяемых в разнообразных отраслях промышленности (авиационной, ракетно-космической, судостроительной, радиотехнической, мебельной, автомобильной и др.), в частности к технологиям изготовления в условиях опытного производства сотовых заполнителей с различными формами ячеек.
Известен способ изготовления сотового заполнителя из стеклоткани, согласно которому сотовый заполнитель изготавливают с помощью гребенок, имеющих зубья-оправки с поперечным сечением в виде половины правильного шестиугольника. Вначале на нижнюю гребенку укладывают заготовку из стеклоткани и прикатывают ее шестеренкой, которая гофрирует ткань по форме зубьев гребенки. На верхние плоскости гофров с помощью штемпельной подушки наносят слой клея. После этого над нижней гребенкой устанавливают верхнюю гребенку так, чтобы ее зубья располагались между зубьями нижней гребенки, а нижние плоскости зубьев верхней гребенки были выше верхних плоскостей зубьев нижней гребенки. На верхнюю гребенку укладывают заготовку из стеклоткани и прикатывают ее шестеренкой, которая гофрирует ткань и одновременно прижимает нижние плоскости гофров второй заготовки к верхним плоскостям гофров первой заготовки, на которых нанесен клей. Далее профилированной плитой, нагретой до температуры около 80oC, поджимают склеиваемые поверхности гофров двух заготовок стеклоткани до охватывания клемм этих заготовок. После этого на выступающие плоскости гофров второй заготовки наносят клей штемпельной подушкой. Из полученных шестигранных ячеек извлекают нижнюю гребенку и устанавливают ее над верхней гребенкой. На нижнюю (теперь уже верхнюю) гребенку укладывают следующую заготовку стеклоткани и повторяют снова весь процесс соединения заготовок. Так, наращивая ячейки, изготавливают сотовый блок необходимых размеров. Его помещают в печь для отверждения клея, а затем пропитывают затвердевающим продуктом. По окончании пропитки сотовый блок помещают в печь для отверждения затвердевающего продукта, который необратимо фиксирует размеры и форму ячеек сотового заполнителя. После отверждения этого продукта сотовый блок разрезают на панели необходимой толщины. В результате изготовления сотовый заполнитель имеет ячейки с двумя гранями двойной и четырьмя гранями одинарной толщины (Берсудский В.Е. и др. Производство сотовых конструкций. М. Машиностроение, 1966, с. 82-85).
Недостатки известного способа состоят в следующем:
а) не обеспечивается получение сотового заполнителя с ячейками от треугольных до шестиугольных форм включительно и их комбинаций в одном сотовом блоке;
б) не обеспечивается получение сотового заполнителя, в котором все грани ячеек имеют одинаковую толщину;
в) не обеспечивается получение сотового заполнителя с максимальными механическими характеристиками;
г) низкая производительность способа.
Наиболее близким по технической сущности к изобретению является способ изготовления сотовых заполнителей методом склеивания, при котором осуществляют разрезание рулонного материала на ленты, ширина которых равна ширине грани ячейки, формирование первого ряда ячеек сотового заполнителя гофрированием заготовки материала сотового заполнителя по форме ячеек с использованием стержней, повторяющих конфигурацию ячеек, путем обвивания заготовкой каждого первого ряда, фиксирование концов заготовки, нанесение клея на выступающие плоскости материала, формирование последующих рядов ячеек сотового заполнителя аналогично первому ряду и соединение рядов ячеек сотового заполнителя с помощью плоского промежуточного листа или по плоскостям соприкосновения, прикладывая к ним давление склеивания (патент РФ, N 2014236, кл. B 32 B 3/12, 1994).
Однако, известный способ не обеспечивает получение сотового заполнителя, в котором все грани ячеек имеют одинаковую толщину, низкая производительность способа.
Техническим результатом изобретения является получение ячеек сотового заполнителя от треугольных до шестиугольных форм включительно и их комбинаций в одном сотовом блоке, получение ячеек сотовых заполнителей со всеми гранями одинаковой толщины с максимальными механическими характеристиками.
Для достижения технического результата в способе изготовления сотовых заполнителей методом склеивания, при котором осуществляют разрезание рулонного материала на ленты, ширина которых равна ширине грани ячейки, формирование первого ряда ячеек сотового заполнителя гофрированием заготовки материала сотового заполнителя по форме ячеек с использованием стержней, повторяющих конфигурацию ячеек, путем обвивания заготовкой каждого стержня первого ряда, фиксирование концов заготовки, нанесение клея на выступающие плоскости материала, формирование последующих рядов ячеек сотового заполнителя аналогично первому ряду и соединение рядов ячеек сотового заполнителя с помощью плоского промежуточного листа или по плоскостям соприкосновения, прикладывая к ним давление склеивания, согласно изобретению, при формировании ряда ячеек сотового заполнителя используют стержни в виде несвязанных между собой оправок, при этом при формировании первого ряда на листовую заготовку предварительно наносят клеевую полосу шириной, равной ширине грани ячейки, размещают на ней заготовку материала сотового заполнителя и первую оправку, прижимая ей заготовки друг к другу в зоне нанесения клея, затем после обвивания первой оправки заготовкой материала сотового заполнителя последовательно устанавливают другие оправки ряда, нанося предварительно клеевые полосы на листовую заготовку в зоне контакта ее с заготовкой материала сотового заполнителя, обвивая каждую оправку после ее установки заготовкой материала сотового заполнителя и прижимая последнюю к листовой заготовке соответствующей оправкой, причем при формировании последующих рядов ячеек в качестве листовой заготовки используют плоский промежуточный лист или поверхность предыдущего ряда ячеек, а приложение давления склеивания осуществляют после формирования рядов ячеек и сборки их в сотовый блок, после чего готовый блок разрезают на сотовые панели.
Кроме того после разрезания материала на ленту изготавливают ступенчатое полотно путем приклеивания лент вдоль рулонного полотна, располагая их по его ширине с шагом, равным двойной ширине граней ячеек сотового заполнителя, после чего ступенчатое полотно разрезают перпендикулярно продольной оси полотна на заготовки материала сотового заполнителя в виде ступенчатых мерных листов, причем при формировании рядов ячеек участки ступенчатых мерных листов с наклеенными лентами располагают между параллельными плоскостями двух смежных оправок, а одинарные участки мерных листов размещают под нижними и на верхних плоскостях оправок.
После изготовления ступенчатого полотна в нем с двух сторон вдоль кромок пробивают отверстия или канавки.
Набранный сотовый блок помещают в нагревательную печь для обеспечения теплового режима склеивания, после чего блок охлаждают до комнатной температуры и извлекают из него оправки.
Для фиксирования концов заготовки при формировании ряда ячеек используют приспособление с двумя стенками, имеющими вертикальные пазы.
Для гофрирования ступенчатых мерных листов используют оправки, поперечное сечение которых имеет форму прямоугольных равнобедренных треугольников, при этом соединение гофрированных листов между собой осуществляют через плоский промежуточный лист материала, получая сотовый блок, вершины ячеек смежных рядов которого расположены в одной точке.
Для гофрирования ступенчатых мерных листов используют оправки с треугольным поперечным сечением, при этом соединение гофрированных листов между собой осуществляют по плоскостям соприкосновения, получая сотовый блок, вершины ячеек одного ряда которого расположены напротив сторон ячеек смежных рядов.
Для гофрирования ступенчатых листов используют оправки с прямоугольным поперечным сечением, при этом соединение гофрированных листов между собой осуществляют либо через плоский промежуточный листа материала с получением сотового блока, выступы гофров одного гофрированного листа которого расположены напротив впадин гофров смежных листов, либо по плоскостям соприкосновения вершин гофров.
Для гофрирования ступенчатых мерных листов используют оправки с поперечным сечение в форме прямоугольной трапеции, при этом соединение гофрированных листов между собой осуществляют по плоскостям соприкосновения вершин гофров. Для гофрирования ступенчатых мерных листов используют оправки с поперечным сечением в форме равнобокой трапеции, при этом соединение гофрированных листов между собой осуществляют по плоскостям соприкосновения вершин гофров. Для изготовления сотового заполнителя используют материал в виде одинарного полотна, при этом для гофрирования плоского материала используют треугольные оправки, а в качестве плоских промежуточных листов материала для соединения между собой рядов ячеек используют это же полотно, причем ячейки располагают так, чтобы их вершины в двух смежных рядах сходились в одной точке, а при соединении между собой рядов ячеек по плоскостям соприкосновения вершины ячеек одного ряда располагают напротив сторон ячеек смежных рядов, при этом плоское полотно материала используют на всю его ширину по высоте ячеек сотового заполнителя без разрезания на мерные и промежуточные листы или с разрезанием на мерные листы, длина которых отмеряется вдоль оси полотна материала.
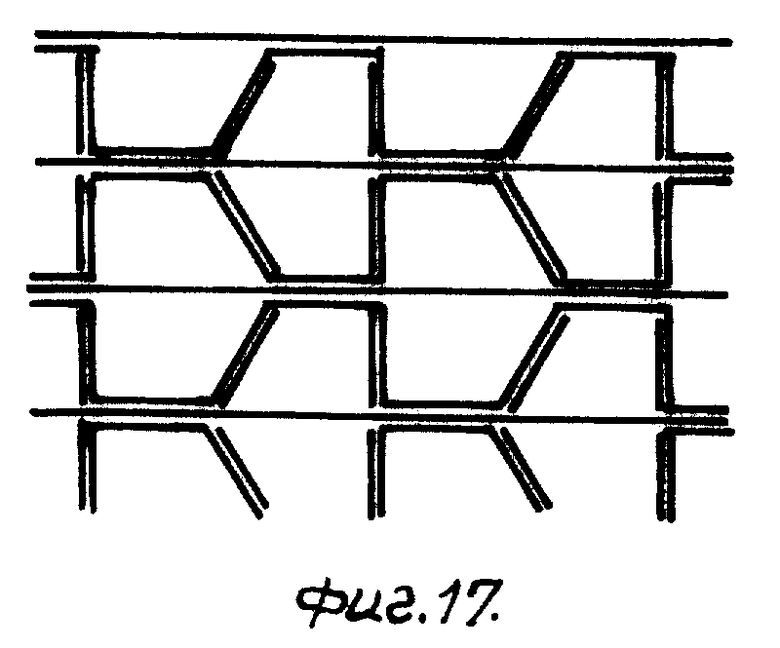
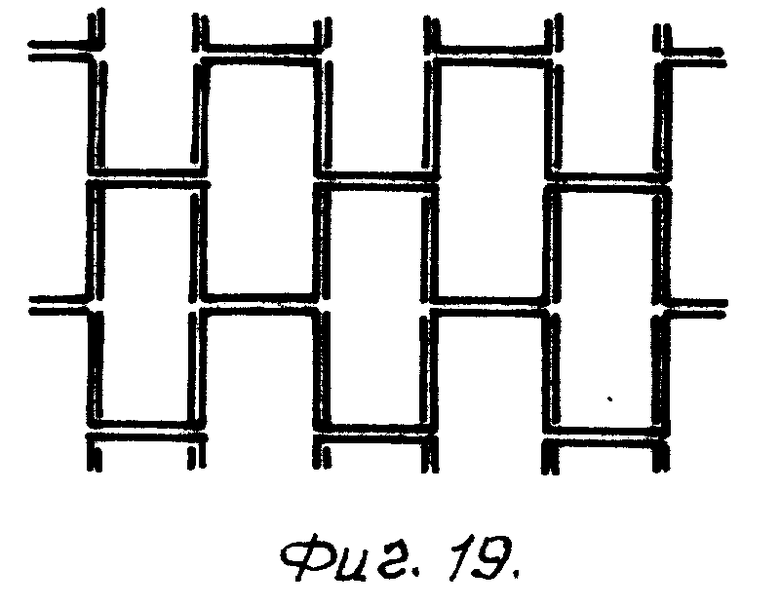
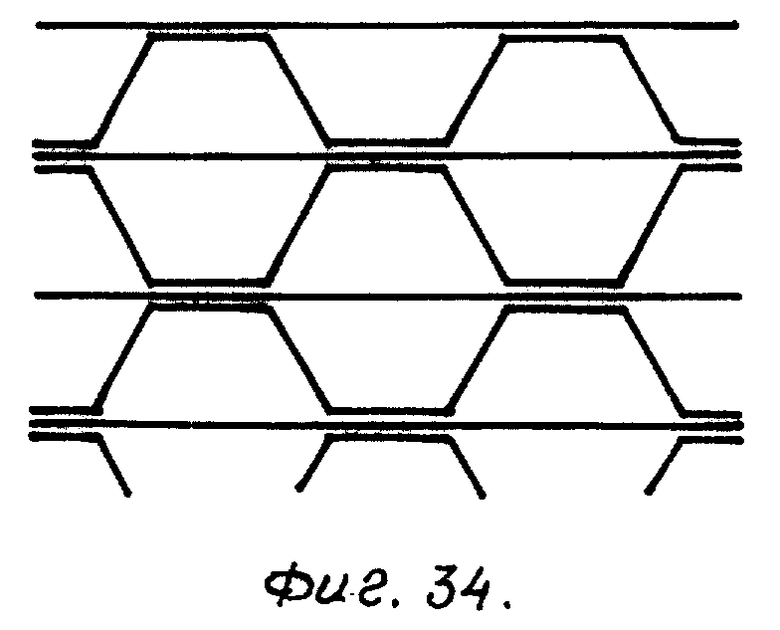
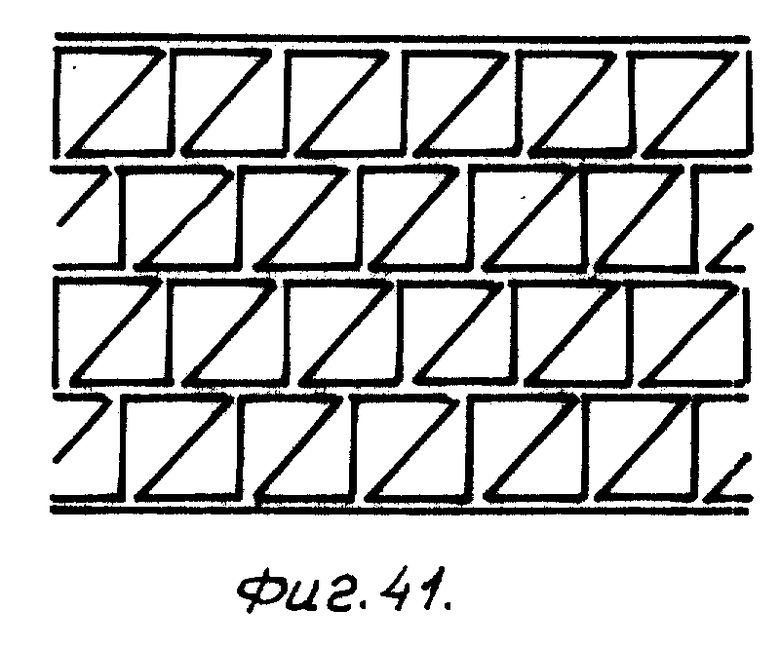
На фиг.1 изображен процесс разрезки рулона материала сотового заполнителя на ленты и сматывание их на кассеты, на фиг.2 процесс образования ступенчатого рулонного полотна; на фиг.3 ступенчатое полотно с перфорационными отверстиями; на фиг. 4 разрезка рулонного ступенчатого полотна на мерные ступенчатые листы; на фиг.5 приспособление для изготовления сотового блока; на фиг. 6 укладка прямоугольной заготовки на основание приспособления и нанесение на нее первой полосы клея; на фиг.7 - процесс приклейки мерного листа и укладка первой оправки; на фиг.8 процесс укладки второй оправки и нанесение второй полосы клея; на фиг.9 процесс образования первой прямоугольной ячейки; на фиг.10 первый ряд ячеек сотового заполнителя; на фиг.11 первый ряд ячеек с приклеенным к нему первым промежуточным листом материала; на фиг. 12 сотовый блок с прямоугольными ячейками со всеми гранями двойной толщины и его разрезка на сотовые панели; на фиг.13 фрагмент сотового заполнителя с шестигранными ячейками и всеми гранями двойной толщины; на фиг.14 фрагмент сотового заполнителя с шестигранными ячейками со всеми гранями двойной толщины и усиливающими прокладками; на фиг.15 фрагмент сотового заполнителя с ячейками в форме равнобокой трапеции, в которых часть одной грани имеет одинарную толщину, а остальные двойную; на фиг.16 фрагмент сотового заполнителя с пятиугольными ячейками и всеми гранями двойной толщины; на фиг.17 фрагмент сотового заполнителя с пятиугольными ячейками со всеми гранями двойной толщины и усиливающими прокладками; на фиг.18 фрагмент сотового заполнителя с ячейками в форме прямоугольной трапеции, в которых часть большего основания имеет одинарную толщину, а остальные грани двойную; на фиг.19 фрагмент сотового заполнителя с прямоугольными ячейками, расположенными в рядах, сдвинутых друг относительно друга на половину шага ячеек, и всеми гранями двойной толщины; на фиг.20 фрагмент сотового заполнителя с прямоугольными ячейками, каждая из которых расположена в двух взаимно перпендикулярных рядах, и всеми гранями двойной толщины; на фиг.21 фрагмент сотового заполнителя с ячейками в форме прямоугольного равнобедренного треугольника, в которых две грани имеют двойную, а третья тройную толщину; на фиг.22 укладка прямоугольной заготовки на основание приспособления и нанесения на нее первой полосы клея; на фиг.23 - процесс приклейки рулонного материала заполнителя и укладка первой треугольной оправки; на фиг.24 процесс укладки второй треугольной оправки и нанесение второй клеевой полосы; на фиг.25 процесс образования первой треугольной ячейки; на фиг.26 процесс образования первого ряда треугольных ячеек; на фиг.27 использование рулонного материала заполнителя в качестве промежуточного листа; на фиг.28 процесс начала выкладки второго ряда ячеек; на фиг.29 фрагмент сотового заполнителя с ячейками в форме прямоугольного равнобедренного треугольника, в которых две грани имеют одинарную, а третья тройную толщину; на фиг.30 фрагмент сотового заполнителя с ячейками в форме прямоугольного равнобедренного треугольника и окантовкой сотового блока по всему периметру; на фиг.31 фрагмент сотового заполнителя с шестигранной формой ячеек, которые имеют две грани двойной толщины и четыре грани одинарной толщины; на фиг. 32 фрагмент сотового заполнителя с рядами прямоугольных ячеек, сдвинутых друг относительно друга на половину шага ячеек и в которых две грани имею двойную, а остальные одинарную толщину; на фиг.33 фрагмент сотового заполнителя с шестигранными сдвинутыми ячейками; на фиг.34 фрагмент сотового заполнителя с шестигранными ячейками и усиливающей их полосой; на фиг.35 фрагмент сотового заполнителя с прямоугольными ячейками, каждая из которых расположена в двух взаимно перпендикулярных рядах и имеет одну грань тройной толщины, а остальные грани одинарной толщины; на фиг.36 фрагмент сотового заполнителя с прямоугольными ячейками, каждая из которых расположена в двух взаимно перпендикулярных рядах и имеет две грани двойной толщины и две одинарной; на фиг.37 фрагмент сотового заполнителя с пятиугольными ячейками, в которых две грани имеют двойную, а остальные одинарную толщину; на фиг.38 - фрагмент сотового заполнителя с пятиугольными ячейками и с усиливающими их полосами; на фиг.39 фрагмент сотового заполнителя с ячейками в виде прямоугольной трапеции с малым основанием и частью большого основания двойной толщины и остальными гранями одинарной толщины; на фиг.40 фрагмент сотового заполнителя с ячейками в форме равносторонней трапеции с малым м частью большого основания двойной толщины и остальными гранями одинарной толщины; на фиг.41 фрагмент сотового заполнителя с ячейками в виде равностороннего прямоугольного треугольника со сдвинутыми смежными рядами ячеек друг относительно друга на половину шага ячеек.
На фиг.1-28 обозначено: 1 рулон бумаги; 2 лента; 3 кассета с лентой материала сотового заполнителя; 4 рулонное полотно бумаги; 5 клеенаносящий узел; 6 валик с кольцевыми выступами; 7 валик клееподающий; 8 ванночка с клеем; 9 полотно ступенчатое; 10 стол с подогревом; 11 рулон ступенчатого (материала) полотна; 12 отверстия перфорации; 13 лист мерный; 14 основание; 15 стенка; 16 паз; 17 оправка; 18 хвостовик оправки; 19 заготовка материалов; 20 полоса клея; 21 оправка первая; 22 оправка вторая; 23 оправка третья; 24 лист промежуточный плоский; 25 оправка первая треугольная; 26 оправка вторая треугольная; 27 оправка третья треугольная; 28 клеевое покрытие.
Способ иллюстрируется примером изготовления сотового заполнителя с прямоугольной формой ячеек, у которых все грани имеют двойную толщину. Сотовый заполнитель может быть использован в строительстве для изготовления дверных панелей. Для этой цели в качестве материала сотового заполнителя целесообразно использовать оберточную или крафт-бумагу. В качестве адгезива удобно применить клей ПВА по ТУ 113-00-5761 673-120-92, в качестве затвердевающего продукта карбамидное связующее на основе, например, смолы марки МФФ.
В первую очередь рулон бумаги 1 (фиг.1) разрезают на ленты 2 и сматывают их в кассеты 3. Ширина лент равна ширине грани ячейки сотового заполнителя и выполняется с минусовым допуском, устанавливаемым экспериментально. Разрезка бумаги может производиться на простой установке даже с ручным приводом. Возможно использование высокопроизводительных машин для разрезки, используемых в полиграфической промышленности.
Нарезанные ленты наклеивают на плоское бумажное плотно. Вариант выполнения этой операции по изготовлению ступенчатого рулонного полотна материала показан на фиг.2. Ленты располагают по ширине рулонного полотна бумаги с шагом, равным сумме ширин двух смежных граней сотового заполнителя. Для осуществления этой операции рулонное полотно бумаги 4 из рулона 1 поступает в клеенаносящий узел 5, в котором на полотне бумаги наносятся полосы клея с тем же шагом, что и шаг накливаемых лент 2. Нанесение клея осуществляется методом высокой печати вращающимся валиком 6, который имеет кольцевые выступы, расположенные на валике с шагом, равным шагу наклеиваемых лент. Ширина валика соответствует ширине клеевых полос и лент 2. Клеенаносящий валик 6 контактирует с цилиндрическим клееподающим валиком 7, который утоплен в ванночку с клеем 8. После приклейки к плоскому полотну бумаги 4 лент 2 ступенчатое полотно 9 поступает на нагретый стол 10, где происходит отверждение клея при температуре от +80 до +100oC, и сматывается в рулон 11. Если материал сотового заполнителя 4 (фиг.2) тонкий, хорошо сгибается и облегает контур оправки, то его не перфорируют. Если же материал сотового заполнителя достаточно толстый (толстая бумага, картон, толстая металлическая фольга и другие материалы), то его перфорируют, пробивая отверстия вдоль обеих кромок наклеенных лент 2 (фиг.3). На фиг.3 показан фрагмент ступенчатого полотна 9 с отверстиями 12. Они служат для облегчения сгиба материала сотового заполнителя в заданном месте. Шаг и диаметр отверстий определяются опытным путем. Перфорируют ступенчатое рулонное полотно материала 9, как правило, в технологическом процессе изготовления ступенчатого полотна перед его намоткой в рулон 11 (фиг.2). Для этой цели могут быть использованы устройства типа швейных машинок с необходимым количеством головок с иголками или, например, валики с рядами иголок, расположенных кольцевыми рядами с заданным шагом их расположения на одном из валиков. Другой валик выполнен с резиновым покрытием. Между этими валиками проходит ступенчатое полотно материала. Будем полагать, что для рассматриваемого случая выбрано достаточно гибкое полотно бумаги и его нет необходимости перфорировать. В этом случае для осуществления дальнейших операций его нарезают на мерные листы 13 (фиг.4). Мерные листы имеют ширину рулона 11 ступенчатого полотна 9 и длину, равную высоте ячеек в сотовом блоке. Она определяется размерами технологического приспособления для формообразования ячеек сотового заполнителя.
Формообразование ячеек сотового заполнителя и изготовление сотового блока может быть осуществлено на различных устройствах. Рассмотрим простейшую конструкцию технологического приспособления. Оно состоит из основания 14 (фиг. 5), двух стенок 15 с пазами 16 и комплекта оправок 17 с прямоугольной формой их поперечного сечения с хвостовиками 18, соответствующими пазам 16. Обе стенки закреплены на основании болтами.
Для удобства графического изображения последовательных операций изготовления сотового блока они показаны в поперечном сечении технологического приспособления.
Из листового материала (он может быть любым и не обязательно должен совпадать с материалом ступенчатого листа 13 (фиг.4) вырезают прямоугольную заготовку по размеру основания 14 приспособления (фиг.5) между ее стенками 15 и укладывают ее на основание. По краю прямоугольной заготовки материала 19 наносят полосу клея 20 (фиг.6) шириной, равной ширине грани ячейки с минусовым допуском на растекание клея. Ширина полосы подбирается экспериментально.
После нанесения клеевой полосы на листовую заготовку 19 укладывают мерный лист 13 ступенчатого полотна и первую оправку 21 (фиг.7), которая прижимает мерный лист 13 к клеевой полосе на плоской листовой заготовке 19.
Далее рядом с первой оправкой 21 (фиг.8) устанавливают вторую оправку 22 и вдоль нее наносят клеевую полосу 20 на плоскую заготовку 19, идентичную той, которая расположена под первой оправкой 21. После этого мерным листом 13 обвивают вторую оправку 22 и одновременно устанавливают третью оправку 23, которая прижимает участок мерного листа 13 с одинарной толщиной к прямоугольной заготовке материала 19 (фиг.9). Таким образом изготавливают первый ряд прямоугольных закрытых и открытых ячеек сотового блока. После этого на все плоскости мерного листа 13, находящиеся снаружи оправок, наносят клеевые полосы 20 (фиг.10). Одновременно с этим (лучше заблаговременно) из заданного плоского листа материала вырезают плоский промежуточный лист 24 (он равен по размеру заготовке материала 19) и наклеивают его поверх первого ряда оправок. Так окончательно завершается изготовление первого ряда ячеек сотового блока.
Далее по левому краю промежуточного листа 24 (фиг.11) наносят полосу клея 20 и повторяют весь процесс формирования ряда ячеек, который идентичен описанному выше. Таким образом, наращивая ряды ячеек, получают сотовый блок заданных размеров. При хорошей организации работы и при обеспечении всем необходимым инструментом один человек на упомянутом приспособлении может изготовить до 0,5-0,6 м3 сотового заполнителя в смену при рассматриваемой форме ячейки со стороной a 7,5 мм и более. В результате образуется сотовый блок с ячейками прямоугольной или квадратной формы со всеми гранями двойной толщины. Поскольку примере применен клей холодного отверждения, а материалом сотового заполнителя служит бумага, то для процесса склеивания нет необходимости подачи дополнительного давления, чем вес оправок, и подогрева. Через 15-20 мин после склеивания последнего ряда ячеек из блока извлекают оправки. Полученный сотовый блок схематично изображен на фиг.12. В нем все грани ячеек имеют двойную толщину. Для использования в трехслойной сотовой конструкции от пропитанного сотового блока отрезают панели необходимой толщины (фиг.12) и используют их в качестве сердечника в панелях и оболочках изделий различного назначения.
Подобным образом можно изготовить сотовые заполнители с другими формами ячеек. Они показаны на фиг.13-21. Максимальными механическими характеристиками в трех взаимно перпендикулярных плоскостях обладает сотовый заполнитель, изображенный на фиг.21. Сотовые заполнители, изображенные на фиг.12, 13, 16, 19 имеют все грани одинаковой двойной толщины и оптимальные механические характеристики.
Более производителен способ изготовления сотовых заполнителей из гладкого полотна материала без прикрепления к нему ленты. В этом случае отпадает необходимость в операциях, изображенных на фиг.1, 2 и 4.
Рассмотрим процесс изготовления сотового заполнителя из бумаги с треугольными ячейками и максимальными механическими характеристиками растяжения, сжатия, сдвига и изгиба только в одной плоскости. Как и в предыдущем случае, иллюстрации будут изображать поперечное сечение приспособления с оправками. Как следует из рассмотрения фиг.22-26, порядок операций по выкладке ряда ячеек сотового заполнителя ничем не отличается от рассмотренного выше за исключением формы оправок и применяемого материала. После выкладки первого ряда ячеек (фиг. 26) имеется два варианта продолжения изготовления. Первый вариант заключается в том, что на поверхность материала, выступающего по плоским граням оправок вдоль этих граней наносятся полосы клея 20 (на фиг.26 показана только одна полоса). После этого рулонный материал 4 сгибается по краю правой крайней оправки и накладывается на первый ряд ячеек как промежуточный лист в предыдущем примере. В результате образуется ряд ячеек с промежуточным листом из того же материала (фиг.27). Второй вариант предусматривает нанесение клеевого покрытия 28 (фиг.26) на часть рулонного материала 4, соответствующую ширине первого ряда ячеек. После этого рулонный материал 4 сгибается по краю правой крайней оправки и накладывается на первый ряд ячеек (фиг.27). Далее вдоль левой кромки первого ряда ячеек наносится клеевая полоса 20 (фиг. 27). Рулонный материал 4 сгибается вдоль левой кромки первого ряда ячеек и приклеивается к промежуточному листу с одновременной установкой первой оправки второго ряда ячеек (фиг.28). Выкладка второго ряда ячеек аналогична образованию первого ряда. Так, наращивая ряды ячеек, изготавливается сотовый заполнитель до необходимого размера сотового блока. Все остальные операции с сотовым блоком идентичны упомянутым выше для сотового блока с прямоугольными ячейками. При правильной организации работы один человек может изготовить 0,5-1,0 м3 сотового заполнителя в смену на рассмотренном выше приспособлении, если сторона ячейки равна a 7,5 мм и более. Следует заметить, что в качестве заготовки материала 19 (фиг.22) может быть использован рулонный материал 4. В этом случае сотовый блок будет иметь окантовку по всему периметру, что и показано на фиг.30.
Подобным образом могут быть изготовлены сотовые заполнители с другими формами ячеек. На фиг. 31-34 изображены фрагменты сотовых заполнителей с ячейками известной конструкции, но изготовленные изложенным выше способом на упомянутом выше приспособлением. На фиг.35-41 изображены фрагменты сотовых заполнителей с ячейками новых конструкций.
Применение оправок различной формы поперечного сечения позволяет получать сотовые заполнители с различными формами ячеек в одном сотовом блоке.
С помощью описываемого способа можно изготавливать как известные, так и новые конструкции ячеек не менее девятнадцати сотовых заполнителей, изготавливать сотовые заполнители с ячейками от треугольных до шестиугольных форм включительно и их комбинаций в одном сотовом блоке, изготавливать оптимальные по прочности и жесткости сотовые заполнители с ячейками, у которых грани имеют одинаковую толщину, в 3-4 раза повышается производительность изготовления сотовых заполнителей по сравнению с известным способом.
Что касается эффективности с точки зрения механических характеристик, то можно привести следующие примеры.
Прочность нового сотового заполнителя (фиг.13) по сравнению с прочностью известного и самого распространенного в мире сотового заполнителя (фиг.31) больше; на сжатие вдоль оси ячеек в 2 раза, на сдвиг в 2-4 раза, на растяжение или сжатие перпендикулярно оси ячеек в 2-4 раза. Аналогичные результаты и у нового сотового заполнителя (фиг.19) по сравнению с известным, изображенным на фиг.32.
Поскольку у сотового заполнителя (фиг.21) нет аналога, то его следует сравнивать в самым распространенным в мире сотовым заполнителем (фиг.31). Механические характеристики нового сотового заполнителя больше, чем у известного: на сжатие вдоль оси ячеек в 5-8 раз, на сдвиг по прочности не менее чем в 8 раз и по модулю сдвига не менее чем в 10 раз, на сжатие перпендикулярно оси ячеек по прочности не менее чем в 150-300 раз и по модулю Юнга более чем в 1000 раз.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ИЗ АРМИРОВАННЫХ ПЛАСТМАСС | 1995 |
|
RU2097193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ ДЛЯ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ | 1995 |
|
RU2083373C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1995 |
|
RU2081267C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НА НЕЙ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ И СПОСОБ ИЗГОТОВЛЕНИЯ | 1993 |
|
RU2067949C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ ДЛЯ СОТОВЫХ КОНСТРУКЦИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНЫХ СОТОВЫХ КОНСТРУКЦИЙ С ЕГО УЧАСТИЕМ | 1994 |
|
RU2084349C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2067950C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПАКЕТОВ СОТОВЫХ ЗАПОЛНИТЕЛЕЙ | 1991 |
|
RU2015914C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ ДЛЯ ТРЕХСЛОЙНЫХ ПАНЕЛЕЙ | 1991 |
|
RU2015028C1 |
| ОБЪЕМНЫЙ ЭЛЕМЕНТ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВЫХ СТРУКТУР | 1993 |
|
RU2035313C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014236C1 |




































Использование: изобретение относится к области производства сотовых заполнителей для трехслойных панелей и оболочек, применяемых в разнообразных отраслях промышленности (авиационной, ракетно-космической, судостроительной, радиотехнической, мебельной, автомобильной и других), в частности к технологии изготовления в условиях опытного производства сотовых заполнителей с различными формами ячеек. Сущность изобретения: в способе изготовления сотовых заполнителей методом склеивания при формировании ряда ячеек сотового заполнителя используют стержни в виде несвязанных между собой оправок. При формировании первого ряда на листовую заготовку предварительно наносят клеевую полосу шириной, равной ширине грани ячейки. Размещают на ней заготовку материала сотового заполнителя и первую оправку, прижимая ей заготовки друг к другу в зоне нанесения клея. Затем после обвивания первой оправки заготовкой материала сотового заполнителя последовательно устанавливают другие оправки ряда. При этом наносят предварительно клеевые полосы на листовую заготовку в зоне контакта ее с заготовкой материала сотового заполнителя, обивают каждую оправку после ее установки заготовкой материала сотового заполнителя и прижимают последнюю к листовой заготовке соответствующей оправкой. При формировании последующих рядов ячеек в качестве листовой заготовки используют плоский промежуточный лист или поверхность предыдущего ряда ячеек. Приложение давления склеивания осуществляют после формирования рядов ячеек и сборки их в сотовый блок. После этого готовый блок разрезают на сотовые панели. Кроме того, после разрезания рулонного материала на ленты изготавливают ступенчатое полотно путем приклеивания лент вдоль рулонного полотна, располагая их по его ширине с шагом, равным двойной ширине граней ячеек сотового заполнителя. После этого ступенчатое полотно разрезают перпендикулярно продольной оси полотна на заготовки материала сотового заполнителя в виде ступенчатых мерных листов. При формировании рядов ячеек участки ступенчатых мерных листов с наклеенными лентами располагают между параллельными плоскостями двух смежных оправок. Одинарные участки мерных листов размещают под нижними и на верхних плоскостях оправок. После изготовления ступенчатого полотна в нем с двух сторон вдоль кромок пробивают отверстия или канавки. Набранный сотовый блок помещают в нагревательную печь для обеспечения теплового режима склеивания. Затем сотовый блок охлаждают до комнатной температуры и извлекают из него оправки. Изобретение раскрывает также различные виды оправок, используемых для гофрирования ступенчатых мерных листов, а также особенности изготовления сотового заполнителя из одинарного полотна. 10 з.п. ф-лы, 41 ил.
| Берсудский В.Е | |||
| и др | |||
| Производство сотовых конструкций | |||
| - М.: Машиностроение, 1966, с.82-85 | |||
| РФ, патент, 2014236, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
