Область техники
[0001] Настоящее изобретение относится к способам изготовления и восстановления устройств, предназначенных для обогащения полезных ископаемых, которые могут быть использованы для разделения смеси твердых частиц по плотности, в частности для переработки золотосодержащих руд и тонкодисперсных песков, а также медно-никелевых руд, не поддающихся магнитной сепарации.
Уровень техники
[0002] Общим для всех центробежных концентраторов является наличие вращающейся вокруг своей оси чаши с выступами и полостями между выступами в ее боковых стенках, которые служат для разделения смеси твердых частиц по плотности, в частности, золотосодержащих руд и тонкодисперсных песков, а также медно-никелевых руд, не поддающихся магнитной сепарации. В настоящее время исследователи заинтересованы в разработке технологии производства чаши центробежного концентратора, обеспечивающей не только увеличение продолжительности срока эксплуатации концентрационной чаши, но и улучшение ее ремонтопригодности, а также простоту ее изготовления и применения при ремонте чаши центробежного концентратора.
[0003] Так, из уровня техники известны следующие технические решения, касающиеся способов изготовления и восстановления концентрационных чаш центробежных концентраторов.
[0004] В патенте JP 2704523 B2 (опубл. 26.01.1998 г.; МПК: B04B 3/00, B04B 3/04, B04B 7/16) описано изобретение, относящееся к устройствам, предназначенным для обогащения полезных ископаемых, и способам изготовления указанных устройств, и может быть использовано для разделения смеси твердых частиц по плотности. Технический результат аналога заключается в увеличении продолжительности срока эксплуатации чаши центробежного концентратора и улучшении ее ремонтопригодности. В аналоге конусообразную концентрационную чашу изготавливают следующим образом: собирают внутренний каркас конусообразной концентрационной чаши путем прикрепления к основанию боковой стенки внутреннего каркаса, выполненной из никеля, боковую стенку также снабжают форсунками для впрыска ожижающей жидкости; далее боковую стенку покрывают слоем TiN толщиной, составляющей от 0.1 мкм до 10 мкм, тем самым создавая покрытие из износостойкого материала; затем закрепляют выступы на внутренней поверхности боковой стенки внутреннего каркаса. Первый недостаток аналога заключается в выполнении боковой стенки внутреннего каркаса концентрационной чаши из никеля. Это приводит к увеличению веса чаши центробежного концентратора, что усложняет ее транспортировку. Также это приводит к увеличению стоимости конусообразной концентрационной чаши и усложнению ее производства. Другой недостаток аналога заключается в отсутствии покрытия износостойким материалом выступов, расположенных на внутренней поверхности боковой стенки внутреннего каркаса конусообразной концентрационной чаши. Это приводит к снижению срока эксплуатации чаши при обработке минерального сырья, поскольку максимальным абразивному и ударному износам подвергаются выступы чаши при сепарации обрабатываемого материала.
[0005] В заявке WO 2019144179 A1 (опубл. 01.08.2019 г.; МПК: B04B 7/08, B04B 7/14, B04B 15/06) описано изобретение, относящееся к устройствам, предназначенным для обогащения полезных ископаемых, и способам изготовления указанных устройств, и может быть использовано для разделения смеси твердых частиц по плотности. Технический результат аналога заключается в увеличении продолжительности срока эксплуатации чаши центробежного концентратора и улучшении ее ремонтопригодности. В аналоге концентрационную чашу изготавливают следующим образом: сначала изготавливают полые внутри вертикальные сегменты, состоящие из двух вертикальных частей, а с внутренней стороны вертикальных сегментов выполняют выступы и полости, расположенные между выступами; затем в полостях выполняют форсунки для впрыска ожижающей жидкости; после на поверхности по крайней мере одного выступа закрепляют по крайней мере одну вставку из износостойкого материала. Первый недостаток аналога заключается в том, что у концентрационной чаши отсутствует каркас, это приводит к снижению жесткости чаши, а, значит, и к ухудшению ее устойчивости к абразивному и ударному износам, что, соответственно, является причиной снижения срока эксплуатации чаши. Другой недостаток аналога заключается в использовании съемных пустотелых вертикальных сегментов при изготовлении чаши, поскольку выполнение съемных вертикальных сегментов пустотелыми (полыми) приводит к тому, что ухудшается сепарация обрабатываемого минерального сырья из-за возникающих отложений твердых включений внутри сегмента, приводящих, в том числе, к несбалансированному вращению чаши. Возникновение отложений твердых включений в сегментах происходит вследствие подачи воды, содержащей механические примеси, внутрь указанных сегментов.
[0006] В патенте US 7144360 B2 (опубл. 05.12.2006 г.; МПК: B04B 11/04) описано изобретение, относящееся к устройствам, предназначенным для обогащения полезных ископаемых, и способам изготовления указанных устройств, и может быть использовано для разделения смеси твердых частиц по плотности. Технический результат аналога заключается в увеличении продолжительности срока службы концентрационной чаши. В аналоге концентрационную чашу центробежного концентратора изготавливают следующим образом: сначала монтируют боковую стенку внутреннего каркаса концентрационной чаши, снабженную съемной верхней частью, и нижнюю часть концентрационной чаши; затем на боковую стенку внутреннего каркаса монтируют металлические ребра внутреннего каркаса и закрепляют их с помощью крепежных элементов. В качестве одного из вариантов реализации способа изготовления концентрационной чаши центробежного концентратора в аналоге на боковую стенку сначала монтируют крепежные элементы в местах размещения металлических ребер внутреннего каркаса, а затем на крепежных элементах размещают металлические ребра внутреннего каркаса; затем на поверхность металлических ребер внутреннего каркаса наносят эластичный материал с образованием рабочей поверхности; после, полости, расположенные между металлическими ребрами внутреннего каркаса, снабжают форсунками для впрыска ожижающей жидкости; далее, к выступам на рабочей поверхности, образованным металлическими ребрами внутреннего каркаса, с помощью клея прикрепляют поверх рабочей поверхности вставки из износостойкого материала. Первый недостаток аналога заключается в том, что монтаж вставок из износостойкого материала проводят поверх рабочей поверхности с помощью клеевой системы, это приводит к тому, что в процессе эксплуатации чаши происходит износ эластичного материала рабочей поверхности под вставками и отсоединение вставок от нее. Это снижает устойчивость чаши к абразивному и ударному износам в ходе ее эксплуатации, что уменьшает срок ее службы. Использование клеевой системы для прикрепления вставок к внутренней поверхности чаши приводит к сокращению срока эксплуатации чаши также из-за того, что в водяной среде и при постоянных давлении и вибрации клеевые системы обладают нестабильными эксплуатационными характеристиками. Другой недостаток аналога заключается в использовании метода экструзии для изготовления выступов и вставок в чаше. Использование метода экструзии при изготовлении выступов и вставок в концентрационной чаше позволяет изготавливать исключительно равномерные в сечении выступы и вставки, что приводит к ограничениям по форме изготавливаемых составляющих чаши.
[0007] В заявке WO 2022197217 A1 (опубл. 22.09.2022 г.; МПК: B03B 5/32, B04B 7/08) описано изобретение, относящееся к устройствам, предназначенным для обогащения полезных ископаемых, и способам изготовления указанных устройств, и может быть использовано для разделения смеси твердых частиц по плотности. Технический результат аналога заключается в увеличении продолжительности срока службы концентрационной чаши, ее ремонтопригодности, надежности устройства и простоте ее изготовления. В аналоге описана модульная концентрационная чаша, состоящая из соединенных между собой верхней и нижней частей, а также прикрепленной к ним рабочей поверхности, при этом верхняя часть чаши имеет внутренний каркас, рабочая поверхность покрывает внутреннюю поверхность верхней части концентрационной чаши с образованием выступов и полостей между выступами, при этом для формирования по крайней мере одного выступа к внутреннему каркасу верхней части чаши прикреплена по крайней мере одна вставка. Также в аналоге описаны варианты способа изготовления модульной концентрационной чаши. В одном из вариантов аналога способ изготовления модульной концентрационной чаши заключается в том, что к внутреннему каркасу верхней части концентрационной чаши прикрепляют по крайней мере одну вставку, внутреннюю поверхность верхней части концентрационной чаши покрывают материалом рабочей поверхности, присоединяют нижнюю часть концентрационной чаши. В другом варианте аналога способ изготовления модульной концентрационной чаши заключается в том, что внутреннюю поверхность верхней части концентрационной чаши покрывают материалом рабочей поверхности, к внутреннему каркасу верхней части концентрационной чаши прикрепляют по крайней мере один выступ, для формирования которого использована по крайней мере одна вставка, присоединяют нижнюю часть концентрационной чаши. В аналоге также описан способ ремонта модульной концентрационной чаши, который заключается в том, что с внутренней поверхности изношенной верхней части модульной концентрационной чаши механически удаляют материал рабочей поверхности, после чего осуществляют химическое травление механически обработанной поверхности, восстанавливают поверхность ребер, покрывают внутреннюю поверхность верхней части концентрационной чаши эластичным материалом с образованием рабочей поверхности, по крайней мере одно ребро снабжают вставкой из износостойкого материала, затем присоединяют нижнюю часть концентрационной чаши. Основным недостатком аналога является то, что модульную концентрационную чашу изготавливают путем одностадийного литья. Одностадийное литье чаши центробежного концентратора приводит к невозможности регулировать физико-механические свойства выступов, обеспечивающих сепарацию обрабатываемого материала, от нижней части чаши к верхней, а также приводит к невозможности создавать индивидуальный профиль по крайней мере одного выступа. Это приводит к снижению срока эксплуатации чаши. Также одностадийное литье чаши приводит к невозможности ремонтировать часть изношенных в ходе эксплуатации выступов, снабженных вставками, или делает процесс их восстановления весьма трудоемким и сложным, что, соответственно, ухудшает ремонтопригодность концентрационной чаши.
Сущность изобретения
[0008] Задачей настоящего изобретения является разработка способа изготовления и способа восстановления концентрационной чаши центробежного концентратора, обеспечивающих улучшение извлечения ценных компонентов из минерального сырья при разделении смеси твердых частиц указанного сырья по плотности.
[0009] Указанная задача достигается благодаря такому техническому результату, как обеспечение повышения устойчивости к абразивному и ударному износам концентрационной чаши центробежного концентратора и улучшения ее ремонтопригодности. Указанная задача достигается в том числе, но не ограничиваясь:
[00010] двухэтапным изготовлением концентрационной чаши центробежного концентратора, по которому сначала изготавливают заготовку концентрационной чаши, затем прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши;
[00011] выполнением по крайней мере одного элемента концентрационной чаши из полимерной композиции.
[00012] Более полно, технический результат достигается способом изготовления концентрационной чаши центробежного концентратора, включающей каркас, выступы и полости между выступами, по которому прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши. При этом прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши таким образом, что присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности заготовки чаши; подают полимерную композицию в указанную форму; осуществляют формование элемента чаши из полимерной композиции; удаляют форму.
[00013] Главное назначение концентрационной чаши центробежного концентратора заключается в сепарации (разделении) смеси твердых частиц по плотности. Концентрационная чаша центробежного концентратора включает каркас, выступы и полости между выступами. Наличие выступов и полостей между выступами в чаше обеспечивает процесс гравитационной сепарации смеси твердых частиц по плотности в ходе ее вращения. Каркас в концентрационной чаше центробежного концентратора обеспечивает увеличение жесткости указанной чаши, что позволяет улучшить устойчивость чаши к абразивному и ударному износам в ходе ее эксплуатации. Для увеличения жесткости концентрационной чаши необходимо возникновение сцепления полимерной композиции с прочным и жестким каркасом. Возникновение сцепления полимерной композиции с каркасом обеспечивается тем, что применяемая полимерная композиция для изготовления заготовки чаши обладает высокой адгезией к материалу, из которого получен каркас. В связи с этим, предпочтительно применять каркас, выполненный из металла, например, вольфрама, хрома, низкоуглеродистой стали, композита, а для изготовления заготовки чаши могут использовать полиуретановые композиции, а именно, преполимеры (форполимеры) на основе как простых, так и сложных полиэфиров: преполимеры (форполимеры) на основе полиэфиров и толуилендиизоцианата (ТДИ); преполимеры (форполимеры) на основе полиэфиров и дифенилметандиизоцианата (МДИ); одно, двух и более компонентные системы полиуретанов на ТДИ и МДИ основе; а также указанные преполимеры с наполнителями, устойчивыми к абразивному износу, в частности, керамикой на основе оксида алюминия в виде мелкодисперсных и/или керамических частиц, а также карбидом кремния, карбидом вольфрама, легированными металлами и прочими материалами с высокой устойчивостью к абразивному воздействию; также могут применять не только полиуретановые композиции, но и новолачные составы (фенолформальдегидные смолы), а также эпоксидные смолы и поливинилхлорид.
[00014] При изготовлении концентрационной чаши центробежного концентратора прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши. Под заготовкой концентрационной чаши подразумевается чаша без выступов и полостей между выступами или чаша с механически обработанной областью, а под элементом чаши подразумевается выступ и/или полость между выступами, и/или часть боковой стенки чаши. Прикрепление по крайней мере одного элемента чаши к внутренней поверхности заготовки чаши необходимо для формирования рабочей поверхности чаши, контактирующей непосредственно с обрабатываемым материалом. Стоит отметить, что в концентрационной чаше, включающей выступы и полости между выступами, материал, из которого изготовлены полости между выступами, аналогичен материалу, из которого изготовлены выступы чаши. То есть полость - это пустота, которая ограничена полками выступов и стенкой чаши. Наличие выступов и полостей между выступами обеспечивает процесс гравитационной сепарации смеси твердых частиц по плотности в ходе ее вращения.
[00015] Благодаря независимости процессов формирования заготовки чаши и рабочей поверхности чаши настоящий способ изготовления чаши является двухэтапным. Это, с одной стороны, обеспечивает улучшение износостойкости рабочей поверхности чаши из-за возможности изготавливать выступы и стенки чаши из различных материалов. То есть возможно применять для формирования выступов более тяжелые и износостойкие материалы по сравнению с материалами, применяемыми для формирования боковых стенок чаши. Именно улучшение устойчивости выступов чаши к абразивному и ударному износам позволяет улучшить устойчивость чаши в целом к указанным износам из-за того, что при сепарации обрабатываемого материала происходит больший износ именно рабочей поверхности чаши, которая формируется прикрепленными к боковой стенке чаши выступами и полостями между выступами. С другой стороны, независимость формирования заготовки чаши от элементов чаши, в частности, ее выступов и полостей между выступами, частей боковых стенок, обеспечивает улучшение ремонтопригодности чаши. Это происходит в результате того, что в настоящем способе прикрепление по крайней мере одного элемента чаши к внутренней поверхности заготовки чаши для формирования ее рабочей поверхности обеспечивает возможность восстановления или замены любой части чаши, в частности, одного выступа отдельно от других выступов.
[00016] При этом прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши таким образом, что сначала присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности заготовки чаши. Это обеспечивает прикрепление элемента чаши к поверхности чаши при его формовании без использования различных дополнительных крепежных элементов, а также это позволяет обеспечить получение полностью монолитной структуры чаши, то есть без зазоров между внутренней поверхностью заготовки чаши и прикрепляемыми элементами чаши. Исключение зазоров между внутренней поверхностью заготовки чаши и прикрепляемыми элементами чаши обеспечивает улучшение устойчивости чаши к абразивному и ударному износам при ее эксплуатации. К тому же монолитность структуры чаши позволяет исключить возможность скапливания обрабатываемого материала в зазорах между структурными элементами чаши, улучшая не только ее устойчивость к износам, но и сепарацию обрабатываемого материала.
[00017] Затем подают полимерную композицию в указанную форму для распределения композиции в ней. Это необходимо для дальнейшего формования элемента чаши из полимерной композиции. Для изготовления элемента чаши, например, ее выступа, но не ограничиваясь этим, могут использовать полиуретановые композиции, а именно, преполимеры (форполимеры) на основе как простых, так и сложных полиэфиров: преполимеры (форполимеры) на основе полиэфиров и толуилендиизоцианата (ТДИ); преполимеры (форполимеры) на основе полиэфиров и дифенилметандиизоцианата (МДИ); одно, двух и более компонентные системы полиуретанов на ТДИ и МДИ основе; а также указанные преполимеры с наполнителями, устойчивыми к абразивному износу, в частности, керамикой на основе оксида алюминия в виде мелкодисперсных и/или керамических частиц, а также карбидом кремния, карбидом вольфрама, легированными металлами и прочими материалами с высокой устойчивостью к абразивному воздействию; также могут применять не только полиуретановые композиции, но и новолачные составы (фенолформальдегидные смолы), а также эпоксидные смолы и поливинилхлорид. Поскольку полимеры (полимерные композиции) обладают уникальными свойствами высокой прочности, устойчивости к воздействию химических веществ, их применение для изготовления элемента концентрационной чаши позволяет придать такие улучшенные физико-механические характеристики, как высокие механическую прочность и твердость, элементу чаши, например, ее выступу. Соответственно, это позволяет улучшить устойчивость чаши к абразивному и ударному износам, так как при ее эксплуатации максимальному износу подвергаются выступы, более конкретно, края выступов.
[00018] После осуществляют формование элемента чаши из полимерной композиции для задания элементу чаши профиля (геометрии) применяемой формы и его прикрепления к внутренней поверхности заготовки чаши без зазоров между ними (внутренней поверхностью заготовки чаши и элементом чаши).
[00019] Далее, удаляют форму. После этого концентрационную чашу, включающую каркас, выступы и полости между выступами, используют для разделения смеси твердых частиц по плотности.
[00020] Настоящий способ может применяться как для создания чаши из «новой» заготовки чаши, так и для изготовления чаши из изношенной заготовки чаши.
[00021] В случае изготовления чаши из «новой» заготовки прикрепляемым элементом к внутренней поверхности заготовки чаши может быть выступ. В этом случае заготовку чаши, включающую каркас, могут изготавливать предварительно из полимерной композиции, то есть перед прикреплением по крайней мере одного выступа к внутренней поверхности заготовки чаши могут изготавливать заготовку чаши из полимерной композиции, включающую каркас. В описываемом варианте заготовка чаши представляет собой чашу без выступов и полостей между выступами. Включение каркаса в заготовку чаши необходимо для повышения жесткости чаши, что позволяет улучшить ее устойчивость к абразивному и ударному износам в ходе сепарации обрабатываемого материала. Так как полимеры обладают уникальными свойствами высокой прочности, устойчивости к воздействию химических веществ, их использование для получения заготовки концентрационной чаши позволяет придать улучшенные физико-механические характеристики указанной заготовке, например, высокие механическую прочность и твердость, а значит, позволяет улучшить указанные характеристики концентрационной чаши. Это обеспечивает улучшение устойчивости чаши центробежного концентратора к абразивному и ударному износам в ходе ее эксплуатации.
[00022] Стоит отметить, что формование заготовки чаши и выступов чаши является полимеризационным, то есть методом, при котором происходит полимеризация (отверждение) полимерной композиции в полости формообразующей оснастки при температурном воздействии или без него. Могут выбирать полимерные композиции для изготовления заготовки чаши и ее выступов таким образом, что время жизни полимерной композиции, применяемой для формирования выступов, может отличаться от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши. Под временем жизни полимерной композиции подразумевается время жидкого состояния смеси до начала ее полимеризации, в течение которого возможно заливать композицию в форму. Это различие между временами жизни полимерных композиций обусловлено тем, что объемы форм, используемых для изготовления заготовки чаши и выступов, отличаются. Соответственно, для придания улучшенных физико-механических свойств заготовке чаши и ее выступам используются полимерные композиции с различными временами жизни. Улучшение физико-механических свойств заготовки чаши и выступов чаши обеспечивает улучшение устойчивости чаши к абразивному и ударному износам. Предпочтительно время жизни полимерной композиции, применяемой для формирования выступов, отличается от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши, не более чем в 60 раз.
[00023] Перед прикреплением по крайней мере одного выступа к внутренней поверхности заготовки чаши могут осуществлять химическую обработку по крайней мере одной части внутренней поверхности заготовки чаши. Под частью внутренней поверхности заготовки чаши подразумевается участок внутренней поверхности заготовки чаши, к которому прикрепляют форму, используемую для формирования выступа, или свободный от выступа участок поверхности заготовки чаши. Химическая обработка позволяет улучшить адгезию между материалом, из которого изготовлен выступ, и материалом, из которого изготовлена внутренняя поверхность заготовки чаши, а также позволяет исключить приклеивание жидкой полимерной композиции к участкам поверхности чаши, на которых не должны быть размещены выступы. Улучшение адгезии между указанными материалами, то есть улучшение сцепления между выступом и внутренней поверхностью, к которой его присоединяют, обеспечивает дополнительно повышение устойчивости концентрационной чаши к абразивному и ударному износам. При химической обработке по крайней мере одной части внутренней поверхности заготовки чаши могут использоваться органические растворители, например, спирты, кетоны, эфиры, полярные (гидрофильные) и другие органические растворители, применяемые в качестве растворителей эпоксидных и виниловых смол. Это позволяет обезжирить участки внутренней поверхности заготовки чаши и увеличить адгезию между полимером, применяемым для изготовления заготовки чаши, и полимером, применяемым для формирования выступов чаши. Улучшение адгезии между указанными материалами, то есть улучшение сцепления между выступом и внутренней поверхностью, к которой его присоединяют, позволяет уменьшить вероятность открепления выступа от поверхности, обеспечивая повышение устойчивости концентрационной чаши к абразивному и ударному износам в ходе ее эксплуатации. При химической обработке по крайней мере одной части внутренней поверхности заготовки чаши могут использоваться антиадгезионные составы, например, жидкости с примесью силиконов, парафинов, для исключения приклеивания жидкой полимерной композиции к участкам поверхности заготовки чаши, на которых не должны быть размещены выступы, в процессе их формования.
[00024] Для формирования по крайней мере одного выступа могут использовать полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов. Необходимость использования полимерных композиций, отличающихся плотностью, при формировании выступов обусловлена тем, что при сепарации смеси твердых частиц минерального сырья износ выступов от нижней части чаши к верхней отличается. Соответственно, для улучшения устойчивости чаши к абразивному и ударному износам, необходимо формировать выступы с отличающимися физико-механическими характеристиками. Указанное отличие формируется с помощью изменения плотности полимерной композиции, используемой для изготовления выступов. Предпочтительно для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов.
[00025] В случае изготовления чаши из изношенной заготовки чаши перед прикреплением элемента чаши к внутренней поверхности заготовки чаши могут осуществлять механическую обработку по крайней мере одной части внутренней поверхности концентрационной чаши. Механическая обработка необходима для получения из чаши заготовки чаши. Указанный вариант применения способа изготовления чаши необходим как для восстановления концентрационной чаши, то есть ремонта изношенных элементов, так и для изменения профиля чаши, а также для изменения физико-механических характеристик элементов чаши. Под внутренней поверхностью концентрационной чаши подразумевается область чаши с выступами и полостями между выступами, а также ее боковые стенки. Соответственно, под частью внутренней поверхности концентрационной чаши подразумеваются выступ и/или полость между выступами, и/или участок боковой стенки чаши, а под элементом чаши подразумевается выступ и/или полость между выступами, и/или участок боковой стенки чаши. Данный вариант применения настоящего способа изготовления чаши используют как для изменения геометрии по крайней мере одного выступа, изменения плотности материала, из которого он изготовлен, так и для замены по крайней мере одной изношенной части ее внутренней поверхности. Изготовление чаши из чаши, внутренняя поверхность которой механически обработана, является восстановлением. Механическую обработку по крайней мере одной части внутренней поверхности чаши в любом из перечисленных выше вариантах предпочтительно выполняют до образования равномерного профиля обрабатываемого участка. Механическую обработку по крайней мере одной изношенной части внутренней поверхности могут осуществлять путем удаления (зачистки) слоя полимерной композиции, контактировавшего с рабочей средой (обрабатываемым материалом), до открытия поверхности, не подвергшейся абразивному и ударному износам в ходе эксплуатации чаши. Механическая обработка по крайней мере одной части внутренней поверхности концентрационной чаши обеспечивает подготовку внутренней поверхности заготовки чаши к восстановлению профиля или улучшению физико-механических свойств чаши. Подготовка, в свою очередь, необходима для улучшения сцепления материала, применяемого при изготовлении по крайней мере одного элемента чаши, с материалом, из которого изготовлена область чаши, к которой присоединяют по крайней мере один элемент чаши. Это обеспечивает надежность прикрепления элемента чаши к поверхности заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации. Также необходимо отметить, что осуществление указанной механической обработки позволяет улучшить ремонтопригодность чаши благодаря возможности обработки любой части внутренней поверхности чаши и, соответственно, замены любой по крайней мере одной части внутренней поверхности чаши, например, по крайней мере одного изношенного выступа.
[00026] Могут очищать внутреннюю поверхность концентрационной чаши от остатков обрабатываемой среды перед механической обработкой по крайней мере одной части внутренней поверхности концентрационной чаши. Это позволяет удалить с внутренней поверхности чаши материал, который может препятствовать механической обработке указанной части, например, может привести к выводу из строя оборудования, применяемого для механической обработки. Указанное удаление сепарируемого материала с внутренней поверхности чаши обеспечивает подготовку внутренней поверхности чаши к ее механической обработке. Подготовка, в свою очередь, необходима для улучшения качества механической обработки, а улучшение ее качества способствует улучшению сцепления материала, применяемого при изготовлении по крайней мере одного элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют восстанавливаемую часть внутренней поверхности чаши (по крайней мере один элемент чаши). Это обеспечивает надежность прикрепления элемента чаши к поверхности заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации.
[00027] После механической обработки по крайней мере одной части внутренней поверхности концентрационной чаши могут осуществлять химическую обработку по крайней мере одной части внутренней поверхности заготовки чаши. Это позволяет улучшить адгезию между материалом, применяемым при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши. Улучшение адгезии между указанными материалами, то есть улучшение сцепления их между собой, обеспечивает надежность прикрепления элемента чаши к поверхности заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации. В зависимости от механической обработки материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши, может быть полимерная композиция или металл. В случае, если материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши, является полимерная композиция, варианты которой указаны ранее, необходимо осуществлять химическую обработку при использовании органических растворителей, например, спиртов, кетонов, эфиров, полярных (гидрофильных) и других органических растворителей, применяемых в качестве растворителей эпоксидных и виниловых смол. Это позволяет обезжирить область заготовки чаши, к которой присоединяют элемент чаши, и увеличить адгезию между полимером, применяемым при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши. В случае, если материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши, является металл, необходимо осуществлять химическую обработку с помощью праймера (грунтовки) на основе полимерных композиций, применяемых для изготовления части внутренней поверхности заготовки чаши, указанных ранее. При химической обработке по крайней мере одной части внутренней поверхности заготовки чаши могут использовать антиадгезионные составы, например, жидкости с примесью силиконов, парафинов, для исключения приклеивания жидкой полимерной композиции к участкам поверхности заготовки чаши, на которых не должны быть размещены элементы чаши, в процессе их формования.
[00028] Как указывалось ранее, механически обрабатываемой частью чаши может быть выступ. Для формирования по крайней мере одного выступа могут использовать полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов. Необходимость использования полимерных композиций, отличающихся плотностью, при формировании выступов обусловлена тем, что при сепарации смеси твердых частиц минерального сырья износ выступов от нижней части чаши к верхней отличается. Соответственно, для улучшения устойчивости чаши к абразивному и ударному износам, необходимо формировать выступы с отличающимися физико-механическими характеристиками. Указанное отличие формируется с помощью изменения плотности полимерной композиции, используемой для изготовления выступов. Предпочтительно для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов.
Описание чертежей
[00029] Объект притязаний по настоящей заявке описан по пунктам и четко заявлен в формуле изобретения. Упомянутые выше задачи, признаки и преимущества изобретения очевидны из нижеследующего подробного описания, в сочетании с прилагаемыми чертежами, на которых показано:
[00030] на Фиг. 1 изображен схематичный вид концентрационной чаши центробежного концентратора с выступами и полостями между выступами;
[00031] на Фиг. 2 изображен схематичный вид заготовки концентрационной чаши центробежного концентратора;
[00032] на Фиг. 3 изображен вариант схематичного вида формы для формирования выступов и полостей между выступами в концентрационной чаше в продольном разрезе;
[00033] на Фиг. 4 изображен вариант схематичного вида формы для формирования выступов и полостей между выступами в концентрационной чаше в продольном разрезе;
[00034] на Фиг. 5 изображен схематичный вид заготовки концентрационной чаши центробежного концентратора в продольном разрезе;
[00035] на Фиг. 6 изображен схематичный вид удаления формы с внутренней поверхности концентрационной чаши в продольном разрезе;
[00036] на Фиг. 7 изображен схематичный вид удаления формы с внутренней поверхности концентрационной чаши в продольном разрезе;
[00037] на Фиг. 8 изображен вариант схематичного вида концентрационной чаши с выступами и полостями между выступами в продольном разрезе;
[00038] на Фиг. 9 изображен вариант схематичного вида концентрационной чаши с выступами и полостями между выступами в продольном разрезе;
[00039] на Фиг. 10 изображен вариант схематичного вида концентрационной чаши, подверженной износу, в продольном разрезе;
[00040] на Фиг. 11 изображен вариант схематичного вида концентрационной чаши, подверженной износу, в продольном разрезе;
[00041] на Фиг. 12 изображен схематичный вид вариантов механической обработки выступов концентрационной чаши в продольном разрезе;
[00042] на Фиг. 13 изображен схематичный вид вариантов механической обработки выступов концентрационной чаши в продольном разрезе;
[00043] на Фиг. 14 изображен схематичный вид вариантов химической обработки механически обработанных выступов заготовки концентрационной чаши в продольном разрезе.
[00044] Данные фигуры поясняются следующими позициями: 1 - нижняя часть концентрационной чаши; 2 - верхняя часть концентрационной чаши; 3 - выступ; 4 - полость между выступами; 5 - боковая стенка концентрационной чаши; 6 - внутренняя поверхность заготовки концентрационной чаши; 7 - форма для формирования выступов и полостей между выступами; 31 - часть формы 7 для формирования выступа; 41 - часть формы 7 для формирования полости между выступами; 8 - ребро внутреннего каркаса концентрационной чаши; 10, 11, 12 - уровни механической обработки выступов концентрационной чаши; 21 - химическая обработка механически обработанного выступа заготовки концентрационной чаши; 22 - химическая обработка ребра внутреннего каркаса заготовки концентрационной чаши.
Подробное описание
[00045] В приведенном ниже подробном описании реализации изобретения приведены многочисленные детали реализации, призванные обеспечить отчетливое понимание настоящего изобретения. Однако, квалифицированному в предметной области специалисту очевидно, каким образом можно использовать настоящее изобретение, как с данными деталями реализации, так и без них. В других случаях, хорошо известные методы, процедуры и компоненты не описаны подробно, чтобы не затруднять излишне понимание особенностей настоящего изобретения.
[00046] Кроме того, из приведенного изложения ясно, что изобретение не ограничивается приведенной реализацией. Многочисленные возможные модификации, изменения, вариации и замены, сохраняющие суть и форму настоящего изобретения, очевидны для квалифицированных в предметной области специалистов.
[00047] Общим для всех центробежных концентраторов является наличие вращающейся вокруг своей оси чаши с выступами и полостями между выступами в ее боковых стенках, которые служат для разделения смеси твердых частиц по плотности, в частности, золотосодержащих руд и тонкодисперсных песков, а также медно-никелевых руд, не поддающихся магнитной сепарации. В настоящее время исследователи заинтересованы в разработке технологии производства чаши центробежного концентратора, обеспечивающей не только увеличение продолжительности срока эксплуатации концентрационной чаши, но и улучшение ее ремонтопригодности. Увеличение продолжительности срока эксплуатации чаши обеспечивается повышением ее устойчивости к абразивному и ударному износам путем улучшения ее физико-механических характеристик, а именно, механической прочности, твердости и жесткости. Под механической прочностью подразумевается способность материала сопротивляться разрушению под действием напряжений, возникающих под воздействием внешних сил. Под твердостью подразумевается способность материала сопротивляться внедрению в него другого твердого тела под действием нагрузки. Под жесткостью подразумевается способность материала сопротивляться возникновению в нем деформации.
[00048] Настоящее техническое решение относится к способу изготовления концентрационной чаши центробежного концентратора, включающей каркас, выступы и полости между выступами, по которому прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши. При этом прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши таким образом, что: присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности заготовки чаши; подают полимерную композицию в указанную форму; осуществляют формование элемента чаши из полимерной композиции; удаляют форму.
[00049] Главное назначение концентрационной чаши центробежного концентратора, схематичный вид которой изображен на Фиг. 1, заключается в сепарации (разделении) смеси твердых частиц по плотности в ходе ее вращения. Концентрационную чашу центробежного концентратора могут выполнять цельной или модульной, то есть состоящей из соединенных между собой верхней 2 и нижней 1 частей. Выполнение концентрационной чаши модульной упрощает транспортировку указанного устройства от места ее производства до места ее эксплуатации.
[00050] В любом из указанных выше исполнений концентрационной чаши она включает каркас (не изображен), выступы 3 и полости 4 между выступами 3.
[00051] Наличие выступов 3 и полостей 4 между выступами 3 в чаше обеспечивает процесс гравитационной сепарации смеси твердых частиц по плотности в ходе ее вращения. Выступы 3 могут изготавливать постоянной, переменной толщины в поперечном и/или продольном сечениях, также толщина одного выступа 3 может отличаться от толщины иного выступа 3. Возможен вариант реализации выступов 3, при котором ширина одного выступа 3 может отличаться от ширины иного выступа 3. Не исключен частный вариант реализации выступов 3, при котором площадь поперечного сечения одного выступа 3 отличается от площади поперечного сечения иного выступа 3. В тех случаях, когда размеры выступов 3 отличаются, происходит улучшение сепарации смеси твердых частиц по плотности в ходе вращения чаши. Улучшение сепарации смеси твердых частиц происходит из-за возникновения отличий в геометрическом исполнении выступов 3 и, соответственно, полостей 4 между выступами 3.
[00052] Каркас располагают в верхней 2 части концентрационной чаши в любом из вариантов ее выполнения. Каркас в концентрационной чаше может быть внутренним или внешним. Отличие внешнего каркаса от внутреннего заключается в том, что внутренний каркас полностью покрыт полимерной композицией, применяемой при изготовлении чаши, а внешний каркас чаши является видимым снаружи, то есть полностью не покрытым полимером. Каркас в концентрационной чаше центробежного концентратора обеспечивает увеличение жесткости указанной чаши, что позволяет улучшить устойчивость чаши к абразивному и ударному износам в ходе ее эксплуатации. Для увеличения жесткости концентрационной чаши необходимо возникновение сцепления полимерной композиции с прочным и жестким каркасом. Каркас является образующим элементом боковых стенок чаши. Возникновение сцепления полимерной композиции с каркасом обеспечивается тем, что применяемая полимерная композиция для изготовления заготовки чаши обладает высокой адгезией к материалу, из которого получен каркас. В связи с этим, предпочтительно применять каркас, выполненный из металла, например, вольфрама, хрома, низкоуглеродистой стали, или композита, а для изготовления заготовки чаши могут использовать полиуретановые композиции, а именно, преполимеры (форполимеры) на основе как простых, так и сложных полиэфиров: преполимеры (форполимеры) на основе полиэфиров и толуилендиизоцианата (ТДИ); преполимеры (форполимеры) на основе полиэфиров и дифенилметандиизоцианата (МДИ); одно, двух и более компонентные системы полиуретанов на ТДИ и МДИ основе; а также указанные преполимеры с наполнителями, устойчивыми к абразивному износу, в частности, керамикой на основе оксида алюминия в виде мелкодисперсных и/или керамических частиц, а также карбидом кремния, карбидом вольфрама, легированными металлами, углеродными нанотрубками и прочими материалами с высокой устойчивостью к абразивному воздействию; также могут применять не только полиуретановые композиции, но и новолачные составы (фенолформальдегидные смолы), а также эпоксидные смолы и поливинилхлорид. Возможен вариант, в котором при использовании внутреннего каркаса в концентрационной чаше на его ребрах (внутреннего каркаса) размещают выступы 3, а, соответственно, между ребрами формируют полости 4 между выступами 3. В этом случае ребра придают дополнительную жесткость выступам 3 чаши, что дополнительно способствует улучшению их устойчивости к абразивному и ударному износам в ходе эксплуатации чаши. Это дополнительно приводит к улучшению устойчивости чаши в целом к указанным износам, так как максимальным абразивному и ударному износам подвергаются именно выступы 3.
[00053] При изготовлении концентрационной чаши центробежного концентратора прикрепляют по крайней мере один элемент чаши к внутренней поверхности 6 заготовки чаши. Под заготовкой концентрационной чаши подразумевается чаша без выступов 3 и полостей 4 между выступами 3 (в этом случае понятие заготовки чаши равнозначно понятию боковых стенок 5 чаши) или чаша с механически обработанной областью (в этом случае понятие заготовки равнозначно понятию чаши, у которой по крайней мере один выступ 3 и/или часть боковой стенки 5 удалена путем механической обработки), а под элементом чаши имеется в виду выступ 3 и/или полость 4 между выступами 3, и/или часть боковой стенки 5 чаши. Прикрепление по крайней мере одного элемента чаши к внутренней поверхности 6 заготовки чаши необходимо для формирования профиля чаши, обеспечивающего сепарацию обрабатываемого материала, в частности, выступов 3 и, соответственно, полостей 4 между выступами 3 внутри чаши (на ее боковых стенках 5), другими словами, это необходимо для формирования рабочей поверхности чаши, контактирующей непосредственно с обрабатываемым материалом. Стоит отметить, что при формировании выступов 3 и полостей 4 между выступами 3 в чаше материал, из которого изготовлены полости 4 между выступами 3, аналогичен материалу, из которого изготовлены выступы 3 чаши и ее боковые стенки 5. То есть полость - это пустота, которая ограничена полками выступов 3 и стенкой 5 чаши. Наличие выступов 3 и полостей 4 между выступами 3 обеспечивает процесс гравитационной сепарации смеси твердых частиц по плотности в ходе ее вращения.
[00054] Благодаря независимости процессов формирования заготовки чаши и рабочей поверхности чаши настоящий способ изготовления чаши является двухэтапным. Это, с одной стороны, обеспечивает улучшение износостойкости рабочей поверхности чаши к абразивным и ударным износам из-за возможности изготавливать элементы чаши, в частности, выступы 3 и стенки 5 чаши, из различных материалов. Например, возможно применять для формирования выступов 3 более тяжелые и износостойкие материалы по сравнению с материалами, применяемыми для формирования боковых стенок 5 чаши. Улучшение устойчивости выступов 3 чаши к абразивному и ударному износам позволяет улучшить устойчивость чаши в целом к указанным износам из-за того, что при сепарации обрабатываемого материала происходит больший износ выступов 3 чаши. С другой стороны, независимость формирования заготовки чаши от элементов чаши, например, ее выступов 3 и полостей 4 между выступами 3, обеспечивает улучшение ремонтопригодности чаши. Это происходит в результате того, что прикрепление по крайней мере одного элемента чаши к внутренней поверхности 6 заготовки чаши обеспечивает возможность изготовления, восстановления или замены одного элемента чаши отдельно от других ее элементов. Например, прикрепление по крайней мере одного выступа 3 к внутренней поверхности 6 заготовки чаши для формирования ее рабочей поверхности обеспечивает возможность изготовления, восстановления или замены одного выступа 3 отдельно от других выступов 3.
[00055] Более конкретно, прикрепляют по крайней мере один элемент чаши к внутренней поверхности 6 заготовки чаши таким образом, что сначала присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности 6 заготовки чаши. Это обеспечивает прикрепление элемента чаши к поверхности 6 заготовки чаши при его формовании без использования различных дополнительных крепежных элементов в нем, а также это позволяет обеспечить получение полностью монолитной структуры чаши, то есть без зазоров между элементом чаши и поверхностью 6 заготовки чаши, к которой его прикрепляют. Исключение зазоров между элементом чаши и поверхностью 6, к которой его прикрепляют, обеспечивает улучшение устойчивости чаши к абразивному и ударному износам при ее эксплуатации. К тому же монолитность структуры чаши позволяет исключить возможность скапливания обрабатываемого материала в зазорах между структурными элементами чаши, улучшая не только ее устойчивость к износам, но и сепарацию обрабатываемого материала. В одном из вариантов реализации прикрепляют по крайней мере один выступ 3 к внутренней поверхности 6 заготовки чаши таким образом, что сначала присоединяют по крайней мере одну форму 7, профиль которой повторяет профиль выступа 3, к внутренней поверхности 6 заготовки чаши. Необходимо отметить, что в этом случае используются различные формы 7, профиль которых повторяет профиль выступа 3, а именно, используется вариант формы 7, позволяющий прикрепить к внутренней поверхности 6 заготовки чаши один выступ 3, также возможен вариант реализации формы 7 для формирования выступов 3, позволяющий прикрепить к внутренней поверхности 6 заготовки чаши два выступа 3 или более выступов 3. На Фиг. 3, Фиг. 4 изображены варианты схематичного вида продольного разреза формы 7 для формирования выступов 3 и полостей 4 между выступами 3 в концентрационной чаше. Форма 7 для формирования выступов 3, частные варианты реализации которой изображены на Фиг. 3, Фиг. 4, включает часть 31 для формирования выступа 3 и часть 41 для формирования полости 4 между выступами 3. Присоединение формы, профиль которой повторяет профиль элемента чаши, к внутренней поверхности 6 заготовки чаши могут осуществлять с помощью любого известного из уровня техники приспособления, например, с помощью быстроразъемных механизмов или стремянки с резьбой для притягивания указанной формы к внутренней поверхности 6 заготовки чаши. Для закрепления указанной формы на внутренней поверхности 6 заготовки могут делать отверстия в ее поверхности 6.
[00056] Затем подают полимерную композицию в указанную форму для распределения композиции в ней. Это необходимо для дальнейшего формования элемента чаши из полимерной композиции. Для изготовления элемента чаши, в частности, ее выступа 3 и боковой стенки 5, могут использовать полиуретановые композиции, а именно, преполимеры (форполимеры) на основе как простых, так и сложных полиэфиров: преполимеры (форполимеры) на основе полиэфиров и толуилендиизоцианата (ТДИ); преполимеры (форполимеры) на основе полиэфиров и дифенилметандиизоцианата (МДИ); одно, двух и более компонентные системы полиуретанов на ТДИ и МДИ основе; а также указанные преполимеры с наполнителями, устойчивыми к абразивному износу, в частности, керамикой на основе оксида алюминия в виде мелкодисперсных и/или керамических частиц, а также карбидом кремния, карбидом вольфрама, легированными металлами, углеродными нанотрубками и прочими материалами, которые придают композиции высокую устойчивость к абразивному воздействию; также могут применять не только полиуретановые композиции, но и новолачные составы (фенолформальдегидные смолы), а также эпоксидные смолы и поливинилхлорид. Поскольку полимеры (полимерные композиции) обладают уникальными свойствами высокой прочности, устойчивости к воздействию химических веществ, их применение для изготовления элемента концентрационной чаши позволяет придать улучшенные физико-механические характеристики элементу чаши, в частности, выступу 3, боковой стенке 5 чаши, например, высокие механическую прочность и твердость. Соответственно, это позволяет улучшить устойчивость чаши к абразивному и ударному износам. В частности, это позволяет улучшить устойчивость выступов 3 чаши к абразивному и ударному износам, так как при ее эксплуатации максимальному износу подвергаются выступы 3, более конкретно, края выступов 3.
[00057] После осуществляют формование элемента чаши из полимерной композиции для задания элементу чаши профиля (геометрии) применяемой формы и его прикрепления к внутренней поверхности 6 заготовки чаши без зазоров между ними (внутренней поверхностью 6 заготовки чаши и элементом чаши). Могут использовать литьевой метод формования элементов чаши, его использование обусловлено сокращением времени формования изделия, высоким качеством готовой продукции, точными размерами итогового изделия.
[00058] Далее, удаляют форму, а после удаления формы с внутренней поверхности чаши концентрационную чашу, включающую каркас, выступы 3 и полости 4 между выступами 3, используют для разделения смеси твердых частиц по плотности. На Фиг. 6, Фиг. 7 изображены варианты схематичного вида удаления формы 7 с внутренней поверхности чаши: отличие Фиг. 7 от Фиг. 6 заключается в том, что на Фиг. 7 выступы 3 сформированы на ребрах 8 внутреннего каркаса. На Фиг. 8 изображен вариант схематичного вида продольного сечения концентрационной чаши с выступами 3 и полостями 4 между выступами 3, а на Фиг. 9 изображен вариант схематичного вида продольного сечения концентрационной чаши, у которой выступы 3 расположены на ребрах 8 внутреннего каркаса (не изображен).
[00059] Настоящий способ может применяться как для создания чаши из «новой» заготовки чаши, так и для изготовления чаши из изношенной заготовки чаши.
[00060] В случае изготовления чаши из «новой» заготовки прикрепляемым элементом к внутренней поверхности 6 заготовки чаши может быть выступ 3. В этом случае заготовку чаши, включающую каркас, могут изготавливать предварительно из полимерной композиции, то есть перед прикреплением по крайней мере одного выступа 3 к внутренней поверхности 6 заготовки чаши могут изготавливать заготовку чаши из полимерной композиции, включающую каркас. В этом случае заготовка чаши представляет собой чашу без выступов 3 и полостей 4 между выступами 3. Включение каркаса в заготовку чаши необходимо для повышения жесткости чаши, что позволяет улучшить ее устойчивость к абразивному и ударному износам в ходе сепарации обрабатываемого материала. Так как полимеры обладают уникальными свойствами высокой прочности, устойчивости к воздействию химических веществ, их использование для получения заготовки концентрационной чаши позволяет придать улучшенные физико-механические характеристики указанной заготовке, например, высокие механическую прочность и твердость, а значит, позволяет улучшить указанные характеристики концентрационной чаши. Это обеспечивает улучшение устойчивости чаши центробежного концентратора к абразивному и ударному износам в ходе ее эксплуатации. Изготовление заготовки чаши может быть реализовано следующим образом, но не ограничиваясь этим. Сначала размещают каркас чаши в форму, которую применяют для изготовления заготовки чаши. Необходимо, чтобы профиль используемой формы повторял профиль заготовки чаши. Соответственно, в зависимости от того, является ли изготавливаемая концентрационная чаша цельной или модульной, заготовка концентрационной чаши может быть выполнена цельной или модульной. В зависимости от расположения каркаса в форме, применяемой для формирования заготовки концентрационной чаши, каркас является внутренним или внешним. Затем подают полимерную композицию в форму, геометрия которой повторяет геометрию заготовки чаши, для распределения композиции в указанной форме. После осуществляют формование заготовки концентрационной чаши из полимерной композиции, размещенной в указанной форме, это позволяет придать полимерной композиции геометрию формы. Схематичный вид в продольном разрезе заготовки концентрационной чаши изображен на Фиг. 5, а на Фиг. 2 изображен ее схематичный вид в изометрической проекции. Могут использовать литьевой метод формования заготовки чаши. Его использование обусловлено сокращением времени формования изделия, высоким качеством готовой продукции, точными размерами итогового изделия. После, вынимают заготовку чаши из формы для того, чтобы приступить к следующему этапу изготовления концентрационной чаши центробежного концентратора, описанному выше.
[00061] Стоит отметить, что формование заготовки чаши и элементов чаши, в том числе, выступов 3 чаши, является полимеризационным, то есть методом, при котором происходит полимеризация полимерной композиции в полости формообразующей оснастки при температурном воздействии или без него. Могут выбирать полимерные композиции для изготовления заготовки чаши и ее выступов 3 таким образом, что их времена жизни не отличаются или время жизни полимерной композиции, применяемой для формирования выступов 3, может отличаться от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши, структурная схема которой изображена на Фиг. 2. Например, в случае выбора полимерных композиций для формирования заготовки чаши и выступов 3 чаши, у которых времена жизни одинаковы, возможен вариант, при котором во время подачи полимерной композиции в форму, профиль которой повторяет профиль заготовки чаши, ее свойства изменятся из-за того, что время распределения композиции в форме для получения заготовки превысит время жизни указанной композиции, то есть она перестанет быть текучей, что приведет к неравномерному заполнению указанной формы, например, с образованием в ней пустот. Соответственно, это приведет к ухудшению прочности и твердости заготовки, а, значит, чаши в целом. Предпочтительно выбирать полимерные композиции для формирования заготовки чаши и ее выступов 3 таким образом, что время жизни полимерной композиции, применяемой для формирования выступов 3, отличается от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши. Это различие между временами жизни полимерных композиций обусловлено тем, что объемы форм, используемых для изготовления заготовки чаши и выступов 3, отличаются, а также тем, что различные структурные элементы чаши подвергаются по-разному абразивному и ударному износам в ходе эксплуатации чаши. Под отличием времени жизни полимерной композиции, применяемой для формирования выступов 3, от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши, подразумевается то, что время жизни полимерной композиции, применяемой для формирования выступов 3, может быть меньше или больше времени жизни полимерной композиции, применяемой для изготовления заготовки чаши. Как указывалось ранее, выступы 3 подвергаются большему износу при сепарации обрабатываемого материала. Соответственно, для дополнительного придания улучшенных физико-механических свойств заготовке чаши и ее выступов 3 необходимо использовать полимерные композиции с различными временами жизни. В частности, поскольку объем формы для формирования выступа 3 меньше, чем объем формы, применяемой для формирования заготовки чаши, то время жизни полимерной композиции, применяемой для формирования выступов, может быть меньше времени жизни полимерной композиции, применяемой для формирования заготовки чаши. Исходя из того, что объем выступа 3 составляет 1-20% от объема заготовки чаши, то предпочтительно время жизни полимерной композиции, применяемой для формирования выступов 3, отличается от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши, не более чем в 60 раз.
[00062] Перед прикреплением по крайней мере одного выступа 3 к внутренней поверхности 6 заготовки чаши могут не проводить дополнительную обработку внутренней поверхности 6 заготовки чаши или могут осуществить дополнительную обработку внутренней поверхности 6 заготовки чаши. Предпочтительно перед прикреплением по крайней мере одного выступа 3 к внутренней поверхности 6 заготовки чаши осуществляют химическую обработку по крайней мере одной части внутренней поверхности 6 заготовки чаши. Под частью внутренней поверхности 6 заготовки чаши подразумевается участок внутренней поверхности заготовки 6 чаши, к которому прикрепляют форму 7, используемую для формирования выступа 3, или свободный от выступа 3 участок поверхности заготовки 6 чаши в случае использования антиадгезионных составов. Химическая обработка позволяет дополнительно улучшить адгезию между материалом, из которого изготовлен выступ 3, и материалом, из которого изготовлена внутренняя поверхность 6 заготовки чаши, а также позволяет исключить приклеивание жидкой полимерной композиции к участкам поверхности 5 чаши, на которых не должны быть размещены выступы 3. Улучшение адгезии между указанными материалами, то есть улучшение сцепления между выступом 3 и внутренней поверхностью 6, к которой его присоединяют, обеспечивает дополнительно повышение устойчивости концентрационной чаши к абразивному и ударному износам. При химической обработке по крайней мере одной части внутренней поверхности 6 заготовки чаши могут использоваться органические растворители, например, спирты, кетоны, эфиры, полярные (гидрофильные) и другие органические растворители, применяемые в качестве растворителей эпоксидных и виниловых смол. Это позволяет обезжирить участки внутренней поверхности 6 заготовки чаши и увеличить адгезию между полимером, применяемым для изготовления заготовки чаши, и полимером, применяемым для формирования выступов 3 чаши. Улучшение адгезии между указанными материалами, то есть улучшение сцепления между выступом 3 и внутренней поверхностью 6, к которой его присоединяют, позволяет уменьшить вероятность открепления выступа 3 от поверхности 6, обеспечивая повышение устойчивости концентрационной чаши к абразивному и ударному износам в ходе ее эксплуатации. При химической обработке по крайней мере одной части внутренней поверхности 6 заготовки чаши могут использоваться антиадгезионные составы, например, жидкости с примесью силиконов, парафинов, для исключения приклеивания жидкой полимерной композиции к участкам поверхности 5 чаши, на которых не должны быть размещены выступы 3, в процессе их формования.
[00063] Для формирования по крайней мере одного выступа 3 могут использовать полимерную композицию, плотность которой не отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3, или для формирования по крайней мере одного выступа 3 могут использовать полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3. При сепарации смеси твердых частиц по плотности износ выступов 3 от нижней части 1 чаши к верхней 2 отличается, поэтому для дополнительного улучшения физико-механических характеристик чаши в целом, необходимо формировать выступы 3 с отличающимися физико-механическими характеристиками такими, как механическая прочность, твердость. Указанное отличие формируется с помощью изменения плотности полимерной композиции, используемой для изготовления выступов 3. Соответственно, предпочтительно для формирования по крайней мере одного выступа 3 используют полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3. Под отличием плотности полимерной композиции, применяемой для формирования по крайней мере одного выступа 3, от плотности полимерной композиции, применяемой для формирования иных выступов 3, подразумевается то, что плотность полимерной композиции, применяемой для формирования по крайней мере одного выступа 3, может быть меньше или больше плотности полимерной композиции, применяемой для формирования иных выступов 3. Экспериментально определено, что в ходе эксплуатации чаши износ выступов 3 в нижней части 1 чаши отличается на 3-70% от износа выступов 3, расположенных в верхней части 2 чаши, что обусловлено меньшей скоростью вращения материала относительно чаши (в нижней части 1 чаши происходит трение абразивного материала с большей скоростью, поскольку нижняя часть 1 чаши «разгоняет поступающий материал»), соответственно, для обеспечения равномерного износа чаши и увеличения ее устойчивости к износам для формирования по крайней мере одного выступа 3 используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов 3. Однако, максимальным абразивному и ударному износам подвержены выступы 3, располагающиеся ближе к нижней части 1 концентрационной чаши, то есть износ выступов 3 увеличивается от верхней части 2 чаши к нижней части 1 чаши. В одном из частных вариантов реализации изобретения могут выполнять один выступ 3, расположенный в нижней части 1 чаши, из полимерной композиции с большей плотностью, а остальные с одинаковой, но меньшей плотностью. Или возможен вариант, в котором могут выполнять два выступа 3, расположенные в нижней части 1 чаши, из полимерной композиции с большей плотностью, а остальные с одинаковой, но меньшей плотностью. Также возможен вариант, в котором плотность полимерной композиции, применяемой для формирования выступов 3, увеличивается от верхней части 2 к нижней части 1 чаши от выступа 3 к выступу 3.
[00064] В ходе эксплуатации чаши происходит ее износ, то есть происходит разрушение выступов 3, также возможен вариант, когда разрушается поверхность (боковая стенка 5 чаши), к которой прикрепляются выступы 3, также не исключен вариант, при котором износу подвергается каркас чаши. Например, на Фиг. 10, Фиг. 11 изображены варианты схематичного вида продольного сечения концентрационной чаши, включающей выступы 3, полости 4 между выступами 3, с изношенной ее боковой стенкой 5 и выступами 3. Фиг. 10 и Фиг. 11 иллюстрируют различного уровня разрушения внутренней поверхности чаши, включающей боковую стенку 5, выступы 3 и полости 4 между выступами 3. Целесообразно контролировать уровень износа внутренней поверхности чаши для того, чтобы не допустить разрушение поверхности, к которой крепятся выступы 3. Одним из вариантов контроля уровня износа внутренней поверхности чаши, включающей выступы 3, полости 4 между выступами 3, внутренний каркас, является отслеживание того, насколько выступает ребро 8 внутреннего каркаса наружу. Например, могут ребро 8 внутреннего каркаса помечать полосами различных цветов, чтобы возможно было понять, что при каком-то цвете, например, красном, износ выступа 3 становится критичным, и необходимо его восстановить (отремонтировать).
[00065] В случае изготовления чаши из изношенной заготовки чаши перед прикреплением элемента чаши к внутренней поверхности заготовки чаши могут осуществлять механическую обработку по крайней мере одной части внутренней поверхности концентрационной чаши. Механическая обработка необходима для получения из чаши заготовки чаши. Указанный вариант применения способа изготовления чаши необходим как для восстановления концентрационной чаши, то есть ремонта изношенных элементов, так и для изменения профиля чаши, а также для изменения физико-механических характеристик элементов чаши. Осуществляют механическую обработку по крайней мере одной части внутренней поверхности концентрационной чаши для получения заготовки чаши, чтобы к ее внутренней поверхности 6 прикреплять по крайней мере один элемент чаши для восстановления или изменения профиля чаши. Под внутренней поверхностью концентрационной чаши подразумевается область чаши с выступами 3 и полостями 4 между выступами 3, а также ее боковые стенки 5. Соответственно, под частью внутренней поверхности концентрационной чаши подразумеваются выступ 3 и/или полость 4 между выступами 3, и/или участок боковой стенки 5 чаши, а под элементом чаши подразумевается выступ 3 и/или полость 4 между выступами 3, и/или участок боковой стенки 5 чаши. Данный вариант настоящего способа изготовления чаши используют как для изменения геометрии по крайней мере одного выступа 3, изменения плотности материала, из которого он изготовлен, так и для замены по крайней мере одной изношенной части ее внутренней поверхности. Необходимо отметить, что при замене по крайней мере одной изношенной части внутренней поверхности чаши изготовление чаши является ее восстановлением. На Фиг. 12 и Фиг. 13 изображены различные варианты 10, 11, 12 механической обработки внутренней поверхности концентрационной чаши для получения заготовки чаши. Указанные варианты 10, 11, 12 отличаются количеством удаленного материала с выступа 3. Очевидно, что количество убранного материала с внутренней поверхности чаши связано напрямую с тем, как сильно была изношена часть чаши перед ее восстановлением (ремонтом): чем больше изношена часть внутренней поверхности чаши, тем больше количество материала, убранного с нее. Настоящий вариант способа изготовления чаши используют как для изменения геометрии по крайней мере одного выступа 3, изменения плотности материала, из которого он изготовлен, так и для замены по крайней мере одной изношенной части ее внутренней поверхности. В случае изменения геометрии по крайней мере одного выступа 3, изменения плотности материала, из которого он изготовлен, удаляют с помощью механической обработки полностью выступ 3 или выступы 3, которые необходимо заменить. Механическую обработку по крайней мере одной части внутренней поверхности чаши в любом из перечисленных выше вариантах предпочтительно выполняют до образования равномерного профиля обрабатываемого участка, например, до образования Т-образного профиля, например, в случае восстановления выступа 3. Механическую обработку по крайней мере одной части внутренней поверхности предпочтительно осуществляют путем удаления (зачистки) слоя полимерной композиции, контактировавшего с рабочей средой (обрабатываемым материалом), до открытия поверхности, не подвергшейся абразивному и ударному износам в ходе эксплуатации чаши. Механическая обработка по крайней мере одной части внутренней поверхности концентрационной чаши обеспечивает подготовку внутренней поверхности чаши к восстановлению ее профиля или улучшению ее физико-механических свойств. Подготовка, в свою очередь, необходима для дополнительного улучшения сцепления материала, применяемого при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют восстанавливаемую часть внутренней поверхности чаши, то есть по крайней мере один элемент чаши. Это обеспечивает надежность прикрепления элемента чаши к поверхности заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации. Также необходимо отметить, что осуществление указанной механической обработки позволяет улучшить ремонтопригодность чаши благодаря возможности обработки любой части внутренней поверхности чаши и, соответственно, замены любой по крайней мере одной части внутренней поверхности чаши, например, по крайней мере одного изношенного выступа 3. Также возможен частный вариант концентрационной чаши, которая включает внутренний каркас, на ребрах 8 которого размещены выступы 3, но не ограничиваясь этим. В этом случае, если по крайней мере одно ребро 8 изношено (повреждено) в ходе эксплуатации концентрационной чаши, то возможен вариант осуществления механической обработки по крайней мере одного ребра 8 внутреннего каркаса. Предпочтительно механическую обработку по крайней мере одного ребра 8 внутреннего каркаса выполняют до образования равномерного профиля обрабатываемого участка. Механическую обработку в любом из указанных вариантах могут осуществлять любым известным методом, например, путем фрезерования или карусельно-токарной обработки, но не ограничиваясь этим. Необходимо отметить, что в случае осуществления механической обработки ребра 8 внутреннего каркаса чаши сначала восстанавливают профиль механически обработанного по крайней мере одного ребра 8 путем прикрепления к нему части ребра 8, например, из материала, применяемого для изготовления каркаса, любым известным из уровня техники способом. Прикрепление части ребра 8 к механически обработанному ребру 8 для восстановления его профиля могут осуществлять путем склеивания частей ребра 8 между собой с помощью праймера (грунтовки) на основе полимерных композиций, применяемых для изготовления части внутренней поверхности заготовки чаши, указанных ранее. Далее, после восстановления механически обработанного по крайней мере одного ребра 8 внутреннего каркаса концентрационной чаши восстанавливают механически обработанную по крайней мере одну часть 3, и/или 4, и/или 5 внутренней поверхности чаши.
[00066] Могут не очищать или очищать внутреннюю поверхность концентрационной чаши с выступами 3 и полостями 4 между выступами 3 от остатков обрабатываемой среды перед механической обработкой внутренней поверхности концентрационной чаши. Предпочтительно очищать внутреннюю поверхность концентрационной чаши от остатков обрабатываемой среды перед механической обработкой по крайней мере одной части внутренней поверхности концентрационной чаши. Это позволяет удалить с внутренней поверхности чаши материал, который может препятствовать механической обработке указанной части, например, может привести к выводу из строя оборудования, применяемого для механической обработки. Указанное удаление сепарируемого материала с внутренней поверхности чаши обеспечивает подготовку внутренней поверхности чаши к ее механической обработке. Подготовка, в свою очередь, необходима для дополнительного улучшения качества механической обработки, а улучшение ее качества способствует улучшению сцепления материала, применяемого при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши и к которой присоединяют восстанавливаемый элемент чаши. Это обеспечивает надежность прикрепления элемента чаши к поверхности 6 заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации. Удаление остатков обрабатываемой среды с внутренней поверхности концентрационной чаши могут осуществлять любым известным из уровня техники методом, например, мытьем поверхности или продувкой поверхности.
[00067] После механической обработки по крайней мере одной части внутренней поверхности концентрационной чаши могут не осуществлять обработку механически обработанной части внутренней поверхности чаши или могут осуществлять дополнительную обработку механически обработанной части внутренней поверхности чаши. Предпочтительно после механической обработки по крайней мере одной части внутренней поверхности концентрационной чаши осуществляют химическую обработку по крайней мере одной части внутренней поверхности 6 заготовки чаши. Это позволяет дополнительно улучшить адгезию между материалом, применяемым при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют восстанавливаемую часть внутренней поверхности чаши, то есть по крайней мере один ее элемент. Улучшение адгезии между указанными материалами, то есть улучшение сцепления их между собой, обеспечивает надежность прикрепления элемента чаши к поверхности 6 заготовки чаши, что способствует улучшению устойчивости чаши к абразивному и ударному износам в ходе ее эксплуатации. В зависимости от механической обработки материалом, из которого изготовлена область заготовки чаши, к которой присоединяют по крайней мере один элемент чаши, может быть полимерная композиция или металл. В случае, если материалом, из которого изготовлена область заготовки чаши, к которой присоединяют элемент чаши, является полимерная композиция, варианты которой указаны ранее, необходимо осуществлять химическую обработку при использовании органических растворителей, например, спиртов, кетонов, эфиров, полярных (гидрофильных) и других органических растворителей, применяемых в качестве растворителей эпоксидных и виниловых смол. Это позволяет обезжирить область заготовки чаши, к которой присоединяют элемент чаши, и увеличить адгезию между полимером, применяемым при изготовлении элемента чаши, с материалом, из которого изготовлена область заготовки чаши, к которой присоединяют восстанавливаемую часть внутренней поверхности чаши. В случае, если материалом, из которого изготовлена область чаши, к которой присоединяют восстанавливаемую часть внутренней поверхности чаши, является металл, необходимо осуществлять химическую обработку с помощью праймера (грунтовки) на основе полимерных композиций, применяемых для изготовления элемента чаши, указанных ранее. При химической обработке по крайней мере одной части внутренней поверхности 6 заготовки чаши могут использовать антиадгезионные составы, например, жидкости с примесью силиконов, парафинов, для исключения приклеивания жидкой полимерной композиции к участкам поверхности чаши, на которых не должны быть размещены элементы чаши, в процессе их формования. На Фиг. 14 изображены частные варианты химической обработки механически обработанной внутренней поверхности концентрационной чаши. То есть возможны следующие варианты. Химическая обработка 21 механически обработанного выступа 3, то есть выступа 3, у которого удалена лишь часть изношенного материала. Это необходимо для улучшения адгезии между полимером, применяемым для восстановления выступа 3, и полимером, из которого была изготовлена часть восстанавливаемого выступа 3. Химическая обработка 22 ребра 8 внутреннего каркаса для улучшения адгезии между металлом, из которого выполнено ребро 8, и полимерной композицией, из которой будет выполнен выступ 3.
[00068] Как указывалось ранее, механически обрабатываемой частью чаши может быть выступ. Для формирования по крайней мере одного выступа 3 могут использовать полимерную композицию, плотность которой не отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3, или для формирования по крайней мере одного выступа 3 могут использовать полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3. При сепарации смеси твердых частиц по плотности износ выступов 3 от нижней части 1 чаши к верхней 2 отличается, поэтому для дополнительного улучшения физико-механических характеристик чаши в целом, необходимо формировать выступы 3 с отличающимися физико-механическими характеристиками такими, как механическая прочность, твердость. Указанное отличие формируется с помощью изменения плотности полимерной композиции, используемой для изготовления выступов 3. Соответственно, предпочтительно для формирования по крайней мере одного выступа 3 используют полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов 3. Экспериментально определено, что в ходе эксплуатации чаши износ выступов 3 в нижней части 1 чаши отличается на 3-70% от износа выступов 3, расположенных в верхней части 2 чаши, что обусловлено меньшей скоростью вращения материала относительно чаши (в нижней части 1 чаши происходит трение абразивного материала с большей скоростью, поскольку нижняя часть 1 чаши «разгоняет поступающий материал»), соответственно, для обеспечения равномерного износа чаши и увеличения ее устойчивости к износам для формирования по крайней мере одного выступа 3 используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов 3. Под отличием плотности полимерной композиции, применяемой для формирования по крайней мере одного выступа 3, от плотности полимерной композиции, применяемой для формирования иных выступов 3, подразумевается то, что плотность полимерной композиции, применяемой для формирования по крайней мере одного выступа 3, может быть меньше или больше плотности полимерной композиции, применяемой для формирования иных выступов 3. Однако, максимальным абразивному и ударному износам подвержены выступы 3, располагающиеся ближе к нижней части 1 концентрационной чаши, то есть износ выступов 3 увеличивается от верхней части 2 чаши к нижней части 1 чаши. В одном из частных вариантов реализации изобретения могут выполнять один выступ 3, расположенный в нижней части 1 чаши, из полимерной композиции с большей плотностью, а остальные с одинаковой, но меньшей плотностью. Или возможен вариант, в котором могут выполнять два выступа 3, расположенные в нижней части 1 чаши, из полимерной композиции с большей плотностью, а остальные с одинаковой, но меньшей плотностью. Также возможен вариант, в котором плотность полимерной композиции, применяемой для формирования выступов 3, увеличивается от верхней части 2 к нижней части 1 чаши от выступа 3 к выступу 3.
[00069] Таким образом, настоящий способ изготовления концентрационной чаши центробежного концентратора обеспечивает повышение ее устойчивости к абразивному и ударному износам и улучшение ее ремонтопригодности.
[00070] В настоящих материалах заявки представлено предпочтительное раскрытие осуществления заявленного технического решения, которое не должно использоваться как ограничивающее иные, частные воплощения его реализации, которые не выходят за рамки запрашиваемого объема правовой охраны и являются очевидными для специалистов в соответствующей области техники.
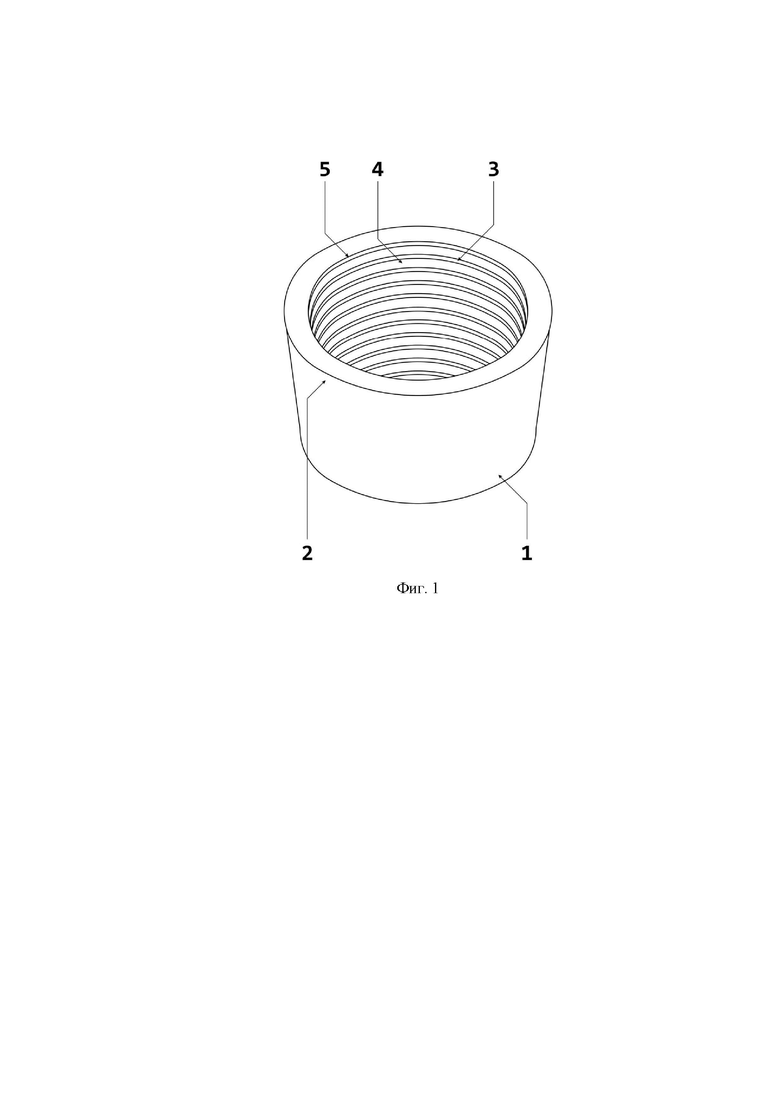
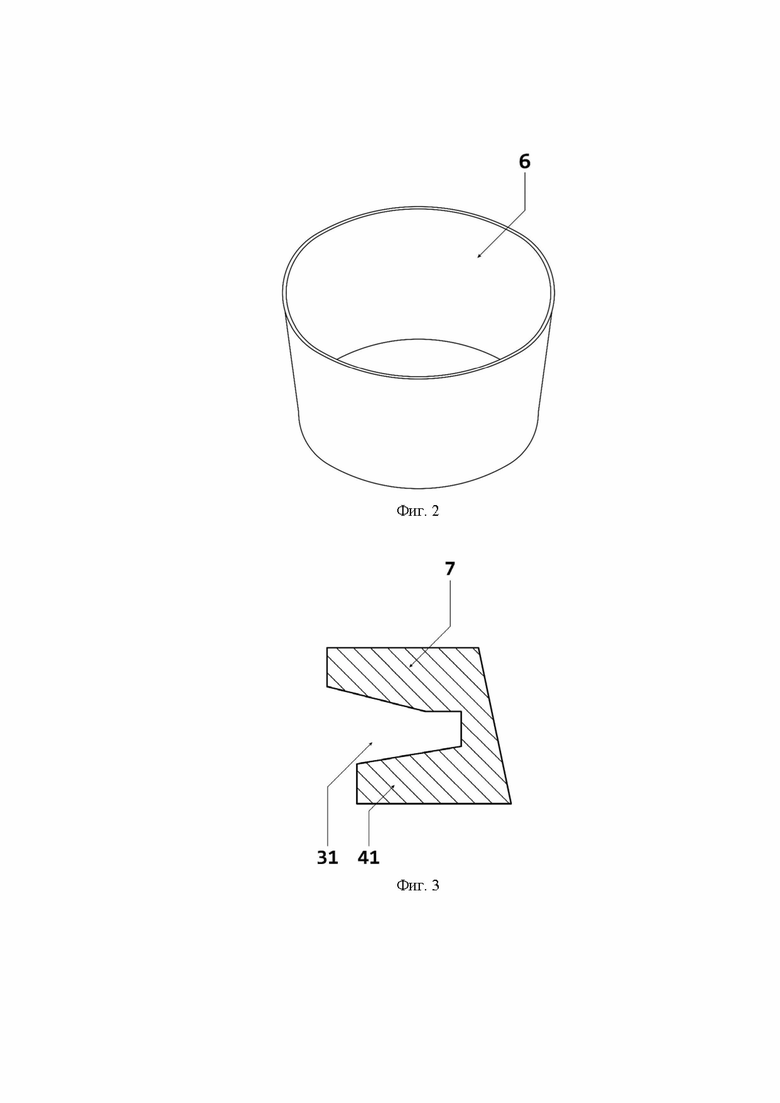
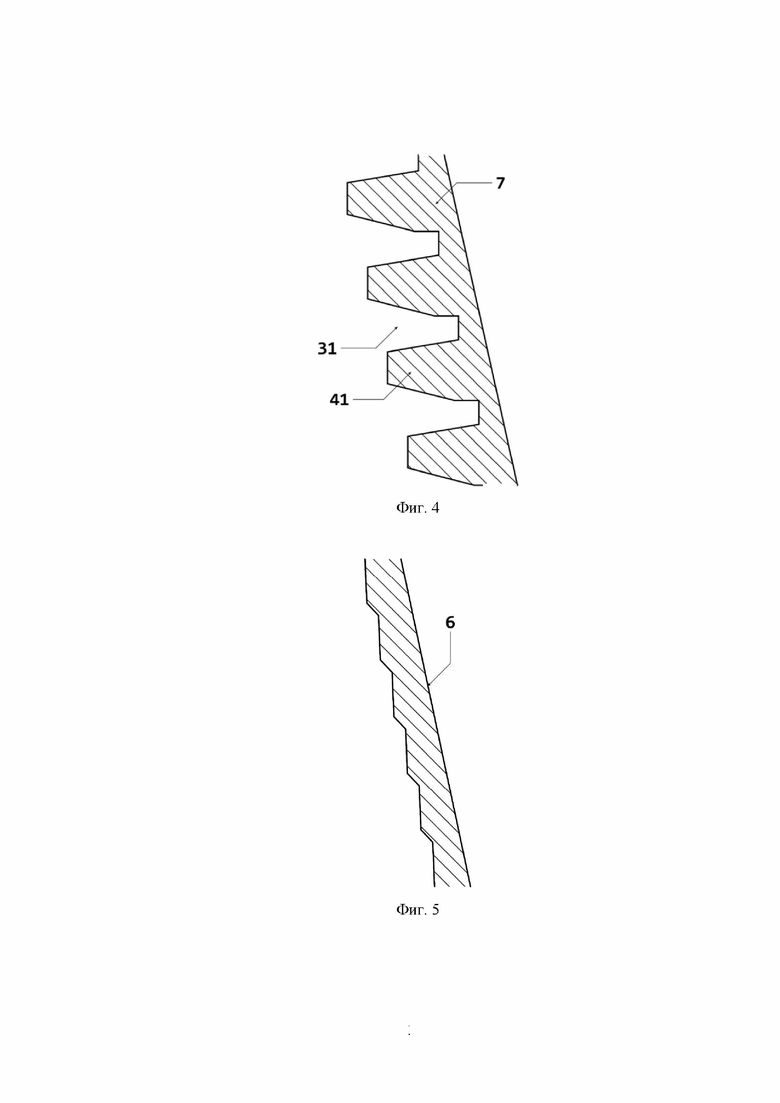
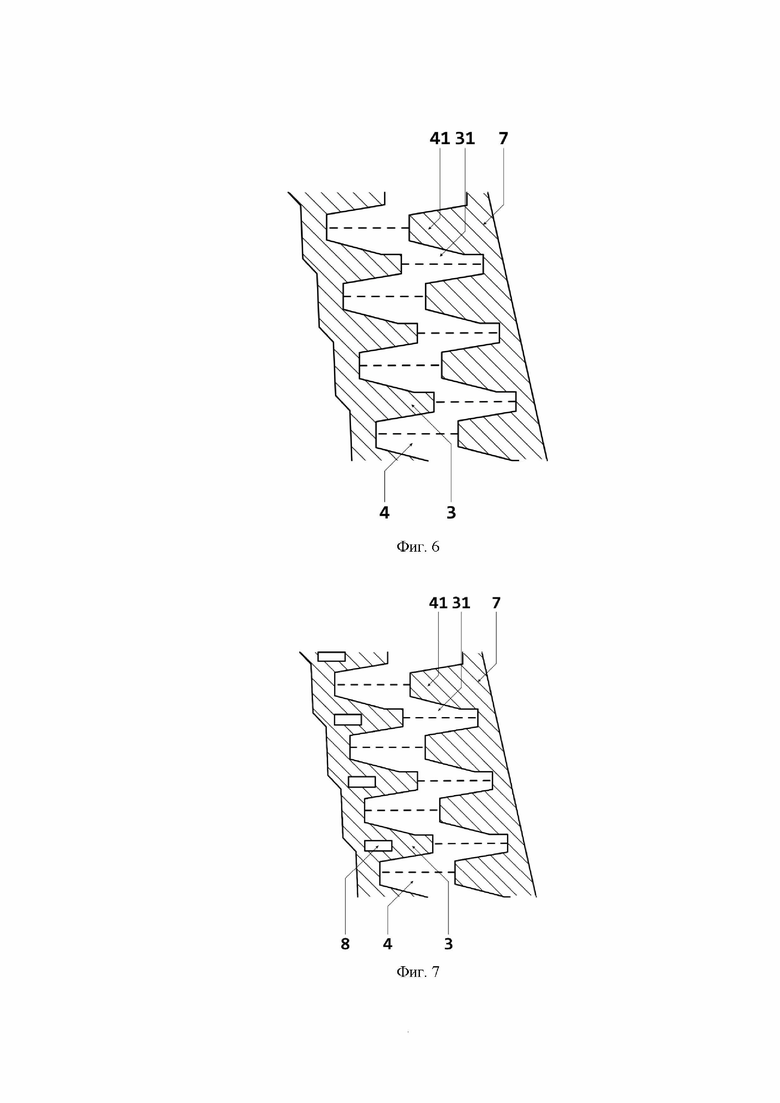
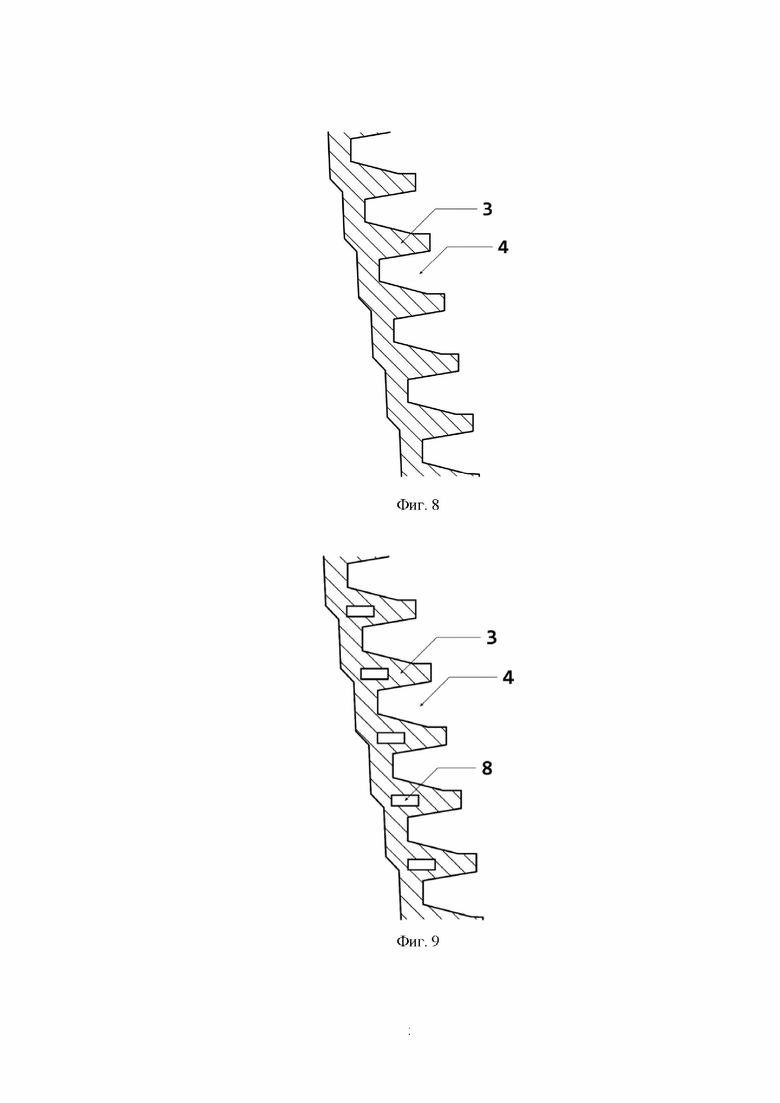
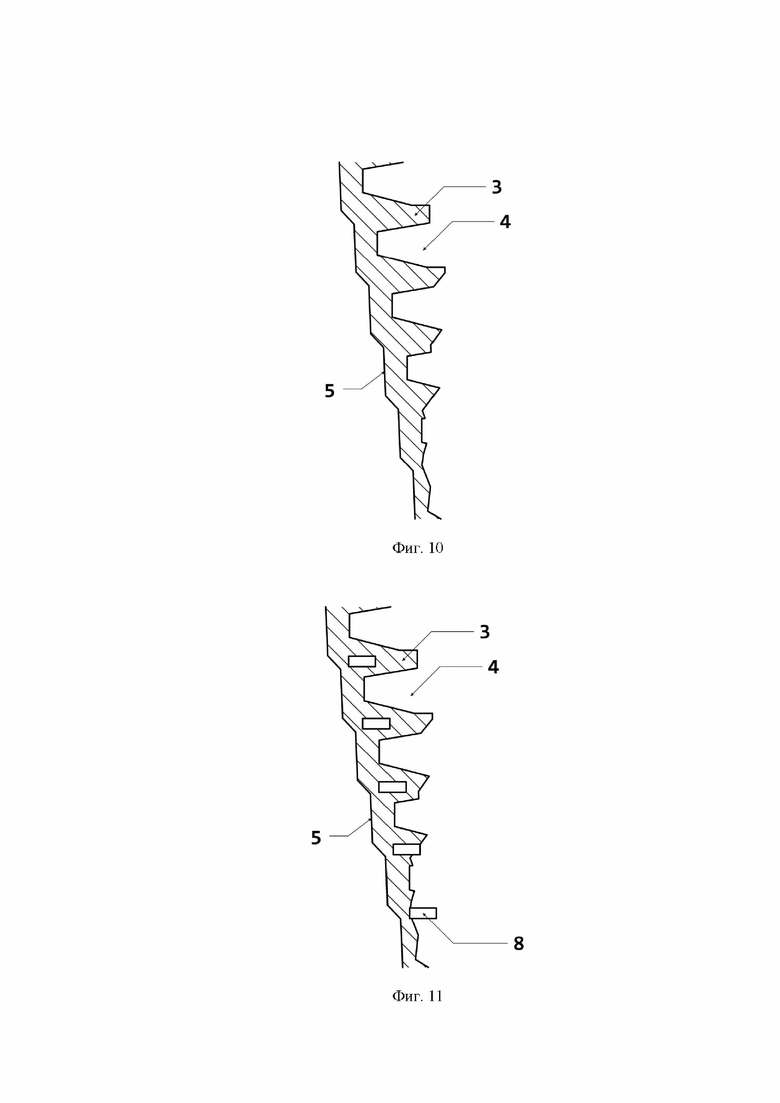
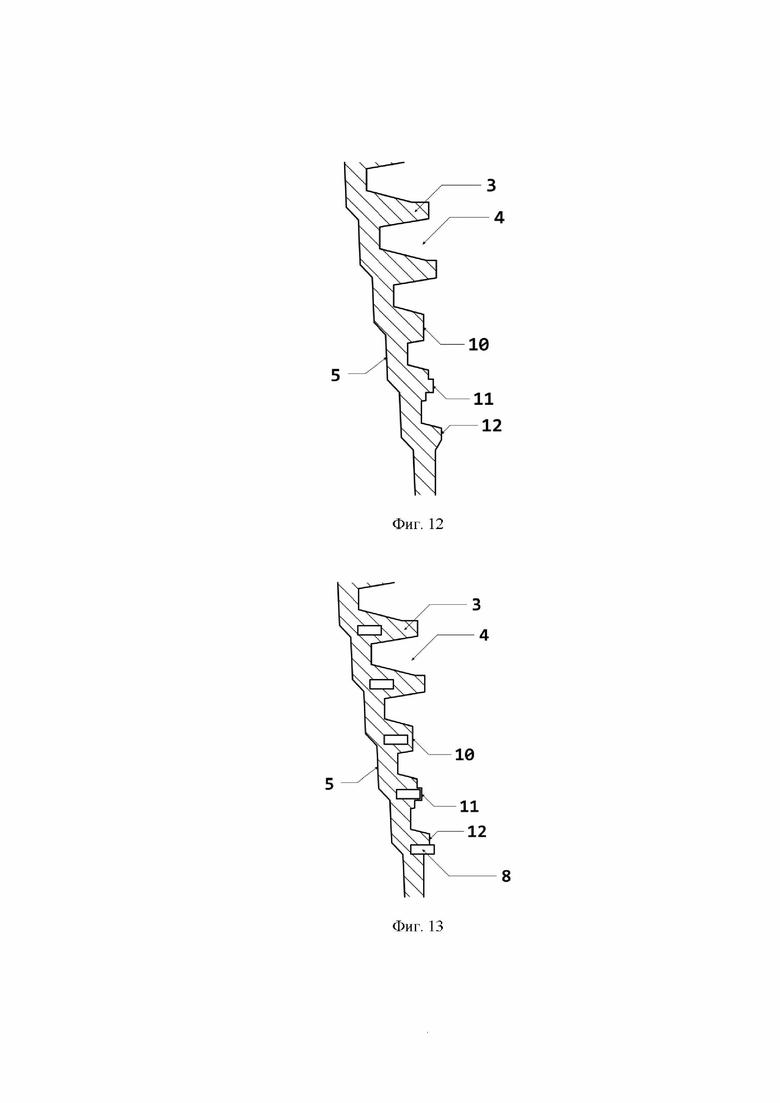
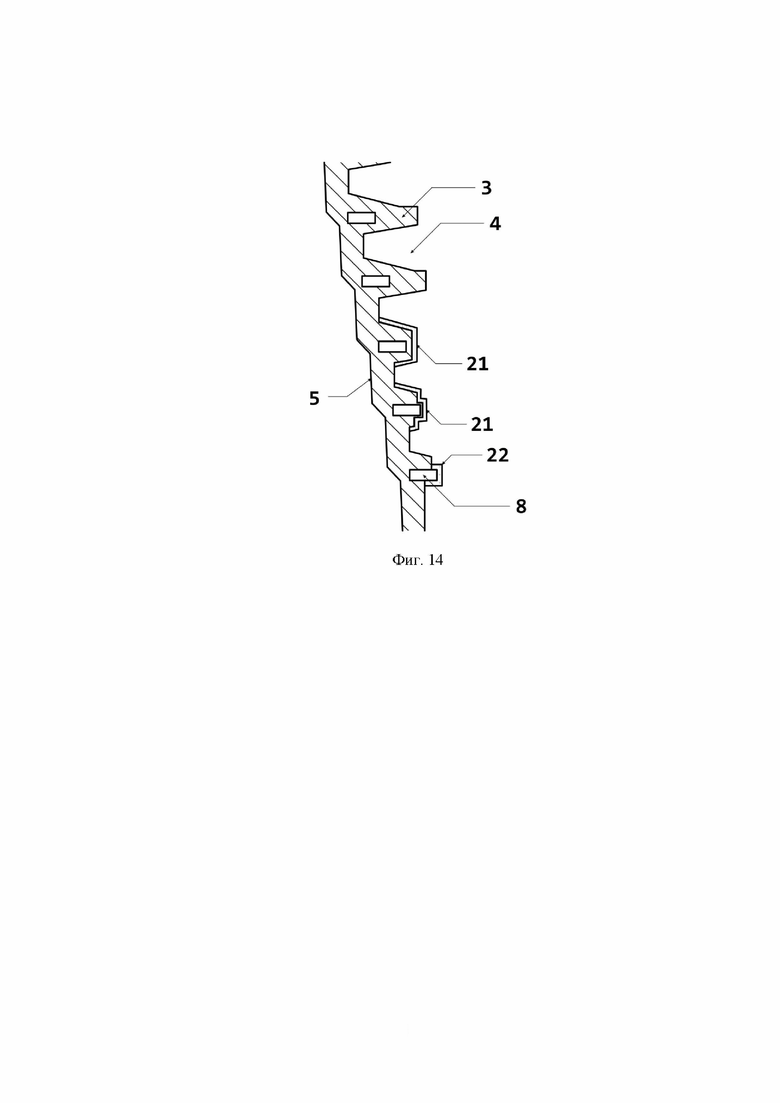
Изобретение относится к способу изготовления концентрационной чаши центробежного концентратора. Техническим результатом является повышение устойчивости к абразивному и ударному износам концентрационной чаши центробежного концентратора и улучшение ее ремонтопригодности. Технический результат достигается способом изготовления концентрационной чаши центробежного концентратора, который включает каркас, выступы и полости между выступами. Согласно способу прикрепляют элемент чаши к внутренней поверхности заготовки чаши таким образом, что присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности заготовки чаши подают полимерную композицию в указанную форму, осуществляют формование элемента чаши из полимерной композиции и удаляют форму. Причем прикрепляемым элементом к внутренней поверхности заготовки чаши является выступ, а заготовку чаши, включающую каркас, предварительно изготавливают из полимерной композиции. 11 з.п. ф-лы, 14 ил.
1. Способ изготовления концентрационной чаши центробежного концентратора, включающей каркас, выступы и полости между выступами,
по которому прикрепляют по крайней мере один элемент чаши к внутренней поверхности заготовки чаши таким образом, что:
- присоединяют по крайней мере одну форму, профиль которой повторяет профиль элемента чаши, к внутренней поверхности заготовки чаши;
- подают полимерную композицию в указанную форму;
- осуществляют формование элемента чаши из полимерной композиции;
- удаляют форму;
причем, прикрепляемым элементом к внутренней поверхности заготовки чаши является выступ, и заготовку чаши, включающую каркас, изготавливают предварительно из полимерной композиции.
2. Способ по п. 1, отличающийся тем, что для изготовления заготовки чаши и ее выступов выбирают полимерные композиции таким образом, что время жизни полимерной композиции, применяемой для формирования выступов, отличается от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши.
3. Способ по п. 2, отличающийся тем, что время жизни полимерной композиции, применяемой для формирования выступов, отличается от времени жизни полимерной композиции, применяемой для изготовления заготовки чаши, не более чем в 60 раз.
4. Способ по п. 1, отличающийся тем, что перед прикреплением по крайней мере одного выступа к внутренней поверхности заготовки чаши осуществляют химическую обработку по крайней мере одной части внутренней поверхности заготовки чаши.
5. Способ по п. 1, отличающийся тем, что для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов.
6. Способ по п. 5, отличающийся тем, что для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов.
7. Способ по п. 1, отличающийся тем, что перед прикреплением элемента чаши к внутренней поверхности заготовки чаши осуществляют механическую обработку по крайней мере одной части внутренней поверхности концентрационной чаши.
8. Способ по п. 7, отличающийся тем, что перед механической обработкой по крайней мере одной части внутренней поверхности концентрационной чаши очищают внутреннюю поверхность концентрационной чаши от остатков обрабатываемой среды.
9. Способ по п. 7, отличающийся тем, что после механической обработки по крайней мере одной части внутренней поверхности концентрационной чаши осуществляют химическую обработку по крайней мере одной части внутренней поверхности заготовки чаши.
10. Способ по п. 7, отличающийся тем, что механически обрабатываемой частью чаши является выступ.
11. Способ по п. 10, отличающийся тем, что для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается от плотности полимерной композиции, применяемой для формирования иных выступов.
12. Способ по п. 11, отличающийся тем, что для формирования по крайней мере одного выступа используют полимерную композицию, плотность которой отличается не более чем в 5 раз от плотности полимерной композиции, применяемой для формирования иных выступов.
| Модульная концентрационная чаша центробежного концентратора и способ ее изготовления (варианты) | 2021 |
|
RU2775527C1 |
| Трубодержатель | 1984 |
|
SU1218062A1 |
| JP 2939898 B2, 25.08.1999 | |||
| US 7144360 B2, 05.12.2006 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКОГО ПЛАСТМАССОВОГО ИЗОЛЯТОРА | 2002 |
|
RU2290307C2 |

