ОБЛАСТЬ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к оберточной бумаге для вырабатывающего аэрозоль изделия, которая является относительно жаростойкой и поэтому после употребления изделия обладает еще достаточной механической прочностью, чтобы обеспечивать беспроблемное обращение с изделием, и дополнительно препятствует возгоранию, так что изготовленное из нее вырабатывающее аэрозоль изделие не может дымиться как курительное изделие. Это достигается за счет высокого содержания определенных углеобразователей в оберточной бумаге.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В уровне техники известны вырабатывающие аэрозоль изделия, которые содержат генерирующий аэрозоль материал, а также бумагу, которая покрывает генерирующий аэрозоль материал, и образуется типично цилиндрический стержень. При этом генерирующий аэрозоль материал представляет собой материал, который при воздействии тепла высвобождает аэрозоль, причем генерирующий аэрозоль материал только нагревается, но не сжигается. Во многих случаях, вырабатывающее аэрозоль изделие также содержит фильтр, который может фильтровать компоненты аэрозоля и который покрыт оберточной бумагой фильтра, а также дополнительной оберточной бумагой, которая соединяет друг с другом фильтр и обернутый стержень с генерирующим аэрозоль материалом.
Обычно, при употреблении по назначению вырабатывающего аэрозоль изделия, генерирующий аэрозоль материал нагревается, но не сжигается. Этот нагрев может происходить, например, посредством внешнего прибора, в который вставляется вырабатывающее аэрозоль изделие, или посредством источника тепла, подносимого к концу вырабатывающего аэрозоль изделия, который применяется при употреблении изделия, например, путем зажигания. За счет нагрева генерирующего аэрозоль материала оберточная бумага также нагревается и термически разлагается. При этом может произойти, что оберточная бумага настолько теряет прочность, что при удалении вырабатывающего аэрозоль изделия из нагревательного прибора она разрывается. Это требует повышенных затрат на очистку со стороны потребителя и поэтому является нежелательным. Также, в случае вырабатывающих аэрозоль изделий с встроенным источником тепла, оберточная бумага при нагреве может терять свою прочность, так что источник тепла выпадает и создает риск пожара.
К тому же было бы желательно воспрепятствовать тому, чтобы потребитель по недосмотру применял вырабатывающее аэрозоль изделие таким же образом, как сигарету, и пытался зажечь конец вырабатывающего аэрозоль изделия, что привело бы к воспламенению или процессу тления генерирующего аэрозоль материала. Для этого требуется, чтобы оберточный материал вырабатывающего аэрозоль изделия имел свойства, препятствующие возгоранию.
Попытки сделать оберточные бумаги для такого вырабатывающего аэрозоль изделия жаростойкими или препятствующими возгоранию были лишь частично успешными.
В WO 2015/082648, например, описана оберточная бумага, которая состоит из сравнительно малого количества целлюлозных волокон и покрыта составом из извести и связующего, так что по меньшей мере 50% оберточной бумаги образуется известью. Недостаток этого оберточного материала состоит в том, что он из-за толстого покрытия является сравнительно ломким и при переработке оберточной бумаги в вырабатывающее аэрозоль изделие создается много пыли. К тому же, из-за низкого содержания целлюлозных волокон прочность не особенно высока.
В WO 2011/117750 описан оберточный материал, который состоит из ламината из алюминиевой фольги и бумаги. Алюминиевая фольга обращена к генерирующему аэрозоль материалу и частично защищает бумагу от теплового воздействия. Недостатками этого оберточного материала являются затратный процесс изготовления и недостаточная биологическая способность к разложению, поскольку, по опыту, многие вырабатывающие аэрозоль изделия после употребления просто утилизируются в окружающей среде.
Таким образом, существует заинтересованность в том, чтобы предоставить оберточную бумагу, которая после нагрева еще обладает достаточной прочностью, препятствует возгоранию и несмотря на это биологически разложима. К тому же, при создании оберточной бумаги для вырабатывающего аэрозоль изделия, среди прочего, следует учитывать предусмотренные законодательством нормы, токсикологию и влияния оберточной бумаги на вкусовые качества у вырабатывающего аэрозоль изделия.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В основе изобретения лежит задача, предоставить для вырабатывающего аэрозоль изделия оберточную бумагу, которая в достаточной степени является жаростойкой или препятствующей возгоранию и имеет благоприятные свойства относительно прочности, пригодности к переработке, биологической разложимости и влияния на вкусовые качества.
Вырабатывающие аэрозоль изделия в смысле настоящего изобретения представляют собой стержнеобразные изделия, которые содержат генерирующий аэрозоль материал и оберточную бумагу, которая покрывает генерирующий аэрозоль материал, причем при употреблении по назначению генерирующий аэрозоль материал только нагревается, но не горит. Нагрев без горения имеет место в случае типичных генерирующих аэрозоль материалов, например, табака, всякий раз, когда генерирующий аэрозоль материал нагревается до температуры максимально 400°С.
Эта задача решается оберточной бумагой для вырабатывающего аэрозоль изделия согласно пункту 1 формулы изобретения, вырабатывающим аэрозоль изделием, содержащим эту оберточную бумагу, согласно пункту 24 формулы изобретения, применением такой оберточной бумаги для вырабатывающего аэрозоль изделия согласно пункту 26 формулы изобретения и способом для изготовления соответствующей изобретению оберточной бумаги согласно пункту 27 формулы изобретения. Предпочтительные варианты осуществления приведены в зависимых пунктах формулы изобретения.
Изобретателями было установлено, что эта задача может быть решена оберточной бумагой, которая пригодна для применения на вырабатывающих аэрозоль изделиях и которая включает целлюлозные волокна и углеобразователь, причем целлюлозные волокна составляют по меньшей мере 70% и максимально 95% массы оберточной бумаги, и углеобразователь содержится в концентрации по меньшей мере 5% и максимально 20% относительно массы оберточной бумаги и присутствует в оберточной бумаге в такой концентрации, что частное r=RT/R0 из прочности на разрыв R0, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, и прочности на разрыв RT, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, после того как оберточная бумага в течение минуты выдерживается при температуре 230°С, составляет по меньшей мере 0,20 и максимально 0,90.
Согласно пониманию изобретателей, высокая доля целлюлозных волокон необходима, чтобы достичь высокой начальной прочности оберточной бумаги. Известно, что многие углеобразователи, которые потенциально могли бы использоваться в бумагах, причиняют вред целлюлозным волокнам в бумаге и, таким образом, при нагревании быстро приводят к сильной потере прочности. Но они защищают лежащие далее в структуре бумаги целлюлозные волокна от термического разложения. Так как бумага обычно является легко сгораемой, по общему мнению, углеобразователи должны были бы использоваться в бумаге в очень высокой концентрации для действенного, препятствующего возгоранию эффекта. Но в этой концентрации, по общему мнению, а также согласно экспериментам изобретателей, целлюлозные волокна настолько сильно повреждаются, и прочность бумаги настолько сильно снижается, что их использование не принимается в расчет.
В противоположность этому, изобретатели установили, что при некоторых немногих углеобразователях в действительности имеется подходящий узкий диапазон концентрации, в котором имеется хороший препятствующий возгоранию эффект, а снижение прочности бумаги является не слишком высоким.
Только комбинация высокого содержания целлюлозных волокон и подходящим образом выбранной концентрации углеобразователя позволяет изготовить оберточную бумагу, которая, благодаря своей начальной высокой прочности и несмотря на потерю прочности из-за углеобразователя, и после нагрева имеет настолько высокую прочность на разрыв, что изготовленное из нее вырабатывающее аэрозоль изделие без проблем может быть удалено из нагревательного прибора, или не возникнет опасности выпадения источника тепла, встроенного в вырабатывающее аэрозоль изделие. Кроме того, препятствующий возгоранию эффект является настолько действенным, что вырабатывающее аэрозоль изделие невозможно закурить как сигарету.
Компоненты оберточной бумаги дополнительно позволяют достичь отличной биологической разложимости и очень хорошей пригодности к переработке вырабатывающего аэрозоль изделия.
Оберточная бумага требует для своей прочности целлюлозных волокон, причем целлюлозные волокна составляют по меньшей мере 70% и максимально 95% массы оберточной бумаги. Для достижения еще более благоприятных соотношений между целлюлозными волокнами и углеобразователем доля целлюлозных волокон может составлять предпочтительно по меньшей мере 75% и максимально 90% и особенно предпочтительно по меньшей мере 80% и максимально 90%, соответственно относительно массы оберточной бумаги.
Целлюлозные волокна предпочтительно получают из одного или нескольких растений, которые выбраны из группы, состоящей из хвойных, лиственных, ели, сосны, пихты, бука, березы, эвкалипта, льна, конопли, джута, рами, бамбука, абаки, сизаля, кенафа и хлопка. Целлюлозные волокна, полностью или частично, также могут представлять собой волокна из регенерированной целлюлозы, такие как волокна тенсел™ (Tencel™), волокна лиоцелл™ (Lyocell™), вискозные волокна или волокна модал™ (Modal™).
Предпочтительно целлюлозные волокна по меньшей мере с долей 45% и максимально 100% относительно массы целлюлозных волокон образованы целлюлозными волокнами из хвойных, потому что эти целлюлозные волокна придают оберточной бумаге высокую прочность.
Оберточная бумага содержит углеобразователь, причем углеобразователь составляет по меньшей мере 5% и максимально 20% массы оберточной бумаги. Согласно пониманию изобретателей, углеобразователь в структуре бумаги защищает лежащие внутри целлюлозные волокна от слишком сильного окисления, но также сам наносит ущерб целлюлозным волокнам, так что концентрация углеобразователя должна лежать в узком диапазоне и зависит от типа углеобразователя. При возрастающей концентрации углеобразователя усиливается препятствующий возгоранию эффект, но прочность оберточной бумаги после нагрева вновь снижается из-за возрастающего повреждения целлюлозных волокон. Предпочтительно, доля углеобразователей в оберточной бумаге составляет поэтому по меньшей мере 9% и максимально 16% массы оберточной бумаги.
Предпочтительно, углеобразователь представляет собой фосфат аммония и особенно предпочтительно моноаммонийфосфат, диаммонийфосфат, триаммонийфосфат, полифосфат аммония или их смесь. Альтернативно, углеобразователь по меньшей мере частично образован из фосфата гуанилмочевины, гуанидинфосфата, фосфорной кислоты, фосфоната, меламинфосфата, дициандиамида, борной кислоты или буры. Эти менее предпочтительные соединения труднее обрабатываются или вызывают сомнения с точки зрения токсикологии. Также углеобразователем, но не в соответствии с изобретением, является полифосфат натрия.
Выбор концентрации углеобразователя в указанном интервале не является свободным, а зависит от типа углеобразователя и должен делаться так, чтобы снижение прочности оберточной бумаги после нагрева было не слишком высоким.
С этой целью прочность на разрыв оберточной бумаги в продольном направлении определяется как отличительный признак прочности и определяется сначала при условиях ISO 187:1990, а затем после нагрева оберточной бумаги. Точнее потерю прочности можно определить следующим способом.
Сначала образец бумаги соответствующей геометрии, обычно полоску шириной 15 мм кондиционируют согласно ISO 187:1990 и тестируют в испытании на разрыв согласно ISO 1924-2:2008. Прочность на разрыв зависит от направления, в котором был взят образец бумаги. Под прочностью на разрыв здесь всегда понимается прочность на разрыв в направлении отлива оберточной бумаги при изготовлении бумаги, так называемом продольном направлении.
Начальную прочность на разрыв, обозначенную R0, в соответствии с изобретением определяют тем, что образец бумаги без предшествующей термической нагрузки кондиционируют согласно ISO 187:1990 и тестируют согласно ISO 1924-2:2008. Прочность на разрыв после термической нагрузки, RT, определяют тем, что образец в течение 1 минуты выдерживают при температуре 230°С в воздушной атмосфере, причем воздух может попадать на образец бумаги по существу со всех сторон, и имеется незначительный воздушный поток. Затем образец бумаги кондиционируют согласно ISO 187:1990 и также определяют прочность на разрыв согласно ISO 1924-2:2008. Частное r=RT/R0 описывает, какая доля прочности на разрыв сохраняется после термической нагрузки оберточной бумаги, и характеризует, таким образом, термостойкость оберточной бумаги. Высокие значения частного г описывают высокую термостойкость. Концентрация углеобразователя в оберточной бумаге в соответствии с изобретением должна выбираться так, что частное г прочности на разрыв RT после термической нагрузки (230°С для 1 минуты) и начальной прочности на разрыв R0 составляет по меньшей мере 0,20 и максимально 0,90 и особенно предпочтительно по меньшей мере 0,25 и максимально 0,80. Это означает, что прочность на разрыв снижается не более чем на 80%.
На частное можно оказывать влияние через количество целлюлозных волокон и тип и концентрацию углеобразователя, причем большее количество целлюлозных волокон ведет к более высокой начальной прочности на разрыв R0, и возрастающая концентрация углеобразователя обычно ведет к снижающейся прочности на разрыв после термической нагрузки RT. Негативное влияние углеобразователя на прочность на разрыв RT следует взвешивать относительно препятствующего возгоранию действия, улучшающегося с возрастанием концентрации, по типу использования на вырабатывающем аэрозоль изделии. Оказалось, что в соответствующем изобретению и предпочтительном интервале для концентрации углеобразователя можно найти очень хороший компромисс для вырабатывающего аэрозоль изделия.
Предпочтительно, прочность на разрыв RT после термической нагрузки не должна спадать ниже определенного значения, чтобы было возможно беспроблемное обращение с вырабатывающим аэрозоль изделием при его употреблении и после этого. Поэтому прочность на разрыв RT оберточной бумаги в продольном направлении после термической нагрузки предпочтительно составляет по меньшей мере 8 Н/15 мм и максимально 50 Н/15 мм и особенно предпочтительно по меньшей мере 10 Н/15 мм и максимально 40 Н/15 мм.
Согласно пониманию изобретателей, важно, каким образом углеобразователь распределен по толщине оберточной бумаги. Обычно хорошее препятствующее возгоранию действие может быть уже достигнуто, если углеобразователь распределен по существу однородно в оберточной бумаге. Но в предпочтительной форме выполнения оберточная бумага выполнена так, что обращенная к генерирующему аэрозоль материалу сторона оберточной бумаги содержит более высокую долю углеобразователя, чем другая сторона оберточной бумаги. Обращенная к генерирующему аэрозоль материалу сторона обычно подвергается более высокой термической нагрузке. Поэтому более высокое содержание углеобразователя на этой стороне оберточной бумаги может особенно хорошо содействовать препятствующему возгоранию действию. Тем самым, без ущерба для препятствующего возгоранию действия доля углеобразователя в оберточной бумаге может снижаться, и при одинаковой массе на единицу площади доля целлюлозных волокон в оберточной бумаге может повышаться, за счет чего в целом прочность оберточной бумаги повышается. Альтернативно при этом предпочтительном распределении углеобразователя в оберточной бумаге также можно снизить массу на единицу площади без ущерба для препятствующего возгоранию действия, что снижает расход материала.
На распределение углеобразователя в оберточной бумаге можно оказывать влияние через процесс изготовления, как поясняется ниже.
Предпочтительно углеобразователь по меньшей мере на 70% площади оберточной бумаги распределен по существу равномерно, особенно предпочтительно по меньшей мере на 95% площади, причем отклонения в доле углеобразователя в пределах этих площадей обусловлены только изготовлением и не являются преднамеренными.
Недостаток углеобразователя может состоять в том, что он окрашивает оберточную бумагу при термической нагрузке в темный цвет. Это недостаток можно преодолеть тем, что соответствующая изобретению оберточная бумага связывается, например, склеивается, с дополнительным слоем бумаги, так что соответствующая изобретению оберточная бумага обращена к генерирующему аэрозоль материалу, а дополнительный слой бумаги нанесен на стороне, обращенной от генерирующего аэрозоль материала. При термической нагрузке этот дополнительный слой бумаги перекрывает оберточную бумагу, так что наблюдаемый снаружи цвет не изменяется или изменяется несущественно.
Поэтому оберточная бумага предпочтительно связана со слоем бумаги. Особенно предпочтительно этот слой бумаги включает целлюлозные волокна и частицы извести, причем частицы извести составляют по меньшей мере 15% и максимально 40% массы слоя бумаги. Частицы извести обеспечивают белый цвет слоя бумаги и высокую непрозрачность, так что изменение цвета нижележащей соответствующей изобретению оберточной бумаги не видно или видно лишь незначительно. Следует отметить, что оберточная бумага с дополнительным слоем бумаги в целом могла бы также обозначаться, в принципе, как "двухслойная оберточная бумага", но такого наименования здесь, в общем, избегают. Вместо этого, в используемой терминологии настоящей публикации, такая двухслойная структура обозначается как "оберточная бумага с дополнительным слоем бумаги", потому что только доля двухслойной структуры, обозначенная как "оберточная бумага", должна удовлетворять вышеуказанным требованиям касательно доли целлюлозных волокон, углеобразователей и частного прочностей на разрыв.
Наряду с целлюлозными волокнами и углеобразователем, соответствующая изобретению оберточная бумага может содержать дополнительные компоненты. К ним относятся, например, наполнители, клеящие средства, влагостойкие средства, добавки, технологические вспомогательные средства, регуляторы влажности и ароматические вещества. Специалист может выбирать эти компоненты на основе собственного опыта. В частности, влагостойкие средства могут быть полезны для применения вырабатывающих аэрозоль изделий, потому что аэрозоль, образующийся при употреблении вырабатывающего аэрозоль изделия, имеет высокое содержание влаги. Оберточная бумага может частично поглощать воду из аэрозоля, из-за чего ее прочность снижается. Этого можно избежать путем использования влагостойких средств.
Наполнители в соответствующей изобретению оберточной бумаге могут способствовать тому, что оберточная бумага меньше изменяет цвет. Но наполнители также снижают прочность на разрыв оберточной бумаги, так что их доля должна быть не слишком высокой. Поэтому доля наполнителей в оберточной бумаге предпочтительно составляет по меньшей мере 0% и максимально 20%, более предпочтительно по меньшей мере 0% и максимально 10%, и особенно предпочтительно по меньшей мере 0% и максимально 5%, соответственно относительно массы оберточной бумаги.
Наполнитель предпочтительно выбирается из группы, состоящей из карбоната кальция, карбоната магния, диоксида титана, оксида магния, гидроксида магния, гидроксида алюминия, каолина, талька и их смесей. Менее предпочтительным наполнителем является карбонат.
В предпочтительной форме выполнения оберточная бумага дополнительно содержит крахмал или производное крахмала или покрыта крахмалом или производным крахмала. Доля крахмала или производного крахмала составляет в этой предпочтительной форме выполнения по меньшей мере 2% и максимально 10% массы оберточной бумаги. Эта предпочтительная форма выполнения обеспечивает в качестве дополнительного преимущества сопротивление проникновению масел. Генерирующий аэрозоль материал может содержать масла, например, ароматические вещества, которые при хранении или употреблении вырабатывающего аэрозоль изделия проникают в оберточную бумагу и приводят к образованию пятен. Сопротивление проникновению масел может определяться согласно TAPPI Т559 cm-12 и указывается как уровень KIT. В этой предпочтительной форме выполнения уровень KIT составляет по меньшей мере 4 и максимально 8.
Масса на единицу площади оберточной бумаги может варьироваться, причем более высокая масса на единицу площади обычно означает также более высокую прочность на разрыв. Но при более высокой массе на единицу площади оберточная бумага также становится более жесткой и труднее обрабатывается, и расход материала увеличивается. Поэтому масса на единицу площади соответствующей изобретению оберточной бумаги предпочтительно составляет по меньшей мере 15 г/м2 и максимально 80 г/м2, особенно предпочтительно по меньшей мере 20 г/м2 и максимально 60 г/м2. Масса на единицу площади оберточной бумаги может определяться согласно ISO 536:2019.
На толщину оберточной бумаги влияет прежде всего жесткость на изгиб и теплопередача внутри оберточной бумаги. Высокая жесткость на изгиб является благоприятной, потому что тогда изготовленное из оберточной бумаги вырабатывающее аэрозоль изделие меньше деформируется, с другой стороны, высокая жесткость на изгиб из-за восстанавливающих сил может вызвать проблемы, если генерирующий аэрозоль материал должен покрываться оберточной бумагой. Большая толщина замедляет теплопередачу через оберточную бумагу и по этой причине также является благоприятной. Толщина соответствующей изобретению оберточной бумаги предпочтительно составляет по меньшей мере 25 мкм и максимально 100 мкм и особенно предпочтительно по меньшей мере 40 мкм и максимально 80 мкм. Толщина может определяться согласно ISO 534:2011 на отдельном слое.
Начальная прочность на разрыв R0 оберточной бумаги, измеренная в продольном направлении, предпочтительно составляет по меньшей мере 10 Н/15 мм и максимально 100 Н/15 мм, особенно предпочтительно по меньшей мере 20 Н/15 мм и максимально 80 Н/15 мм. Высокая прочность на разрыв может достигаться за счет высокой доли целлюлозных волокон. Но это означает также более высокий расход материала, вследствие чего нецелесообразно стремиться к достижению особенно высокой прочности на разрыв. Предпочтительные интервалы позволяют осуществить особенно благоприятную комбинацию беспроблемной пригодности к переработке и расхода материала. Прочность на разрыв может определяться согласно ISO 1924-2:2008.
Генерирующий аэрозоль материал часто содержит регуляторы влажности, так что возникающий при нагреве аэрозоль имеет сравнительно высокую влажность. Эта влажность может снизить прочность оберточной бумаги, вследствие чего благоприятно, если оберточная бумага также имеет соответствующую прочность во влажном состоянии. Поэтому разрушающее усилие во влажном состоянии в продольном направлении предпочтительно составляет по меньшей мере 1 Н/15 мм и максимально 10 Н/15 мм и особенно предпочтительно по меньшей мере 2 Н/15 мм и максимально 8 Н/15 мм. Разрушающее усилие во влажном состоянии в продольном направлении может определяться согласно ISO 12625-5:2016.
Воздухопроницаемость оберточной бумаги может быть низкой. Низкая воздухопроницаемость часто достигается тем, что целлюлозные волокна размалываются более интенсивно. Это также способствует повышению прочности, так что воздухопроницаемость предпочтительно составляет по меньшей мере 0 см3/(см2 ⋅ мин ⋅ кПа) и максимально 50 см3/(см2⋅мин⋅кПа) и особенно предпочтительно по меньшей мере 0 см3/(см2 ⋅ мин ⋅ кПа) и максимально 20 см3/(см2-мин ⋅ кПа).
Воздухопроницаемость может измеряться согласно ISO 2965:2019.
Поскольку соответствующая изобретению оберточная бумага видима снаружи вырабатывающего аэрозоль изделия, то оптические свойства могут иметь значение. В общем, желательны высокая непрозрачность и высокая белизна. На оба свойства может существенно влиять тип и количество наполнителя в оберточной бумаге. Непрозрачность предпочтительно составляет по меньшей мере 40% и максимально 90%, особенно предпочтительно по меньшей мере 45% и максимально 80%. Белизна предпочтительно составляет по меньшей мере 80% и максимально 95%, особенно предпочтительно по меньшей мере 83% и максимально 90%.
Вырабатывающие аэрозоль изделия могут изготавливаться из соответствующего изобретению оберточного материала способами, известными из уровня техники. Соответствующее изобретению вырабатывающее аэрозоль изделие содержит поэтому генерирующий аэрозоль материал и оберточную бумагу согласно одной из вышеописанных форм выполнения, причем оберточная бумага покрывает генерирующий аэрозоль материал.
В предпочтительной форме выполнения вырабатывающего аэрозоль изделия доля упомянутого углеобразователя на одной стороне оберточной бумаги выше, чем на другой стороне, и сторона с более высокой долей углеобразователя обращена к генерирующему аэрозоль материалу.
Соответствующая изобретению оберточная бумага может предпочтительно применяться в вырабатывающих аэрозоль изделиях, поэтому также применение соответствующей изобретению оберточной бумаги в вырабатывающих аэрозоль изделиях является предметом изобретения.
Соответствующая изобретению оберточная бумага может изготавливаться согласно соответствующему изобретению способу, включающему в себя этапы A-G.
А - суспендирование целлюлозных волокон в водной суспензии,
В - размалывание суспендированных целлюлозных волокон в размалывающем устройстве,
С - помещение суспензии на вращающееся сито,
D - образование волокнистого слоя путем обезвоживания суспензии,
Е - прессование волокнистого слоя,
F - высушивание волокнистого слоя,
G - наматывание оберточной бумаги, причем
между этапами F и G по меньшей мере один состав, содержащий углеобразователь, наносят на волокнистый слой, и волокнистый слой высушивают, чтобы образовать оберточную бумагу,
и причем оберточная бумага после этапа G включает целлюлозные волокна и углеобразователь, и целлюлозные волокна составляют по меньшей мере 70% и максимально 95% массы оберточной бумаги, и углеобразователь составляет по меньшей мере 5% и максимально 20% массы оберточной бумаги, и причем углеобразователь присутствует в оберточной бумаге в такой концентрации, что частное r=RT/R0 прочности на разрыв R0, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, и прочности на разрыв RT, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, после того как оберточная бумага в течение минуты выдерживается при температуре 230°С, составляет по меньшей мере 0,20 и максимально 0,90.
Предпочтительно этап нанесения состава, содержащего углеобразователь, на волокнистый слой выполняется посредством одного или комбинации двух или более из следующих этапов:
F.1 нанесение состава, содержащего углеобразователь, на волокнистый слой в клеильном прессе бумагоделательной машины,
F.2 одностороннее нанесение состава, содержащего углеобразователь, на волокнистый слой в пленочном прессе или в агрегате для нанесения покрытия бумагоделательной машины, и
F.3 одностороннее нанесение состава, содержащего углеобразователь, на волокнистый слой посредством печати, в частности, глубокой печати, или распыления.
При этом этап F.1 выполняется в клеильном прессе, и таким образом волокнистый слой пропитывается составом, содержащим углеобразователь. Этот вариант предоставляет преимущество, состоящее в простоте его выполнения. Он приводит, в общем, к существенно однородному распределению углеобразователя по толщине оберточной бумаги, так что требуется сравнительно больше углеобразователя, чтобы достичь желательного эффекта. Но также возможно настройки клеильного пресса уже на этом этапе согласовать таким образом, что углеобразователь распределяется неравномерно по толщине волокнистого слоя и, следовательно, оберточной бумаги.
Согласно этапу F.2 состав, содержащий углеобразователь, наносится в пленочном прессе или в агрегате для нанесения покрытия на одну сторону волокнистого слоя. Тем самым достигается неравномерное распределение углеобразователя по толщине оберточной бумаги, и высокое препятствующее возгоранию действие может достигаться посредством меньшей доли углеобразователя в оберточной бумаге.
Согласно этапу F.3 состав, содержащий углеобразователь, наносится путем печати или распыления на одну сторону волокнистого слоя, причем состав в особенно предпочтительных формах выполнения наносится посредством печатной секции машины глубокой печати на одну сторону волокнистого слоя. При этом волокнистый слой предпочтительно перед этапом F.3 высушивается, наматывается и снова разматывается. В намотанном состоянии волокнистый слой может тогда транспортироваться к следующему устройству, на котором выполняется нанесение состава путем печати или распыления. В то время как этапы F.1 и F.2, как правило, выполняются на той же самой бумагоделательной машине, на которой изготавливается оберточная бумага, нанесение согласно этапу F.3 происходит обычно в отдельном устройстве.
В особенно предпочтительной форме выполнения этапы F.1 и F.3 объединяются, так что сначала на этапе F.1 волокнистый слой пропитывается составом, содержащим углеобразователь, в клеильном прессе, и на этапе F.3 дополнительный состав, содержащий углеобразователь, наносится печатью в печатной секции машины глубокой печати на одну сторону волокнистого слоя. В этой особенно предпочтительной форме выполнения углеобразователь распределяется в оберточной бумаге и присутствует в повышенной концентрации на одной стороне оберточной бумаги, за счет чего препятствующее возгоранию действие может быть дополнительно повышено.
В другой особенно предпочтительной форме выполнения этапы F.1 и F.2 объединяются, причем этап F.1 выполняется в клеильном прессе, а этап F.2 - в агрегате для нанесения покрытия. В этой особенно предпочтительной форме выполнения оберточная бумага может изготавливаться особенно эффективно, потому что, например, все устройства нанесения покрытий могут быть встроены в одну бумагоделательную машину.
Независимо от того, какой или какие из этапов F.1, F.2 или F.3 применяется, состав, содержащий углеобразователь, предпочтительно наносится по меньшей мере на 70% площади оберточной бумаги, особенно предпочтительно по меньшей мере на 95% площади оберточной бумаги.
Состав, который используется на этапах F.1, F.2 или F.3, содержит углеобразователь и растворитель, причем растворителем предпочтительно является вода. Количество углеобразователя в составе может варьироваться и зависит от типа способа нанесения, наносимого количества и желательного количества углеобразователя в оберточной бумаге. Специалист сможет установить подходящий состав с этих точек зрения и соответственно спроектировать способ нанесения.
В особенно предпочтительной форме выполнения выполняется один из этапов F.1 или F.2, волокнистый слой затем высушивается, наматывается и снова разматывается, и затем выполняется этап F.3, причем волокнистый слой в высушенном, намотанном состоянии перед этапом F.3 содержит углеобразователь предпочтительно в количестве по меньшей мере 5% и максимально 10% массы волокнистого слоя в этом высушенном, намотанном состоянии.
Если этапы F.1, F.2 и/или F.3 в какой-либо форме объединяются, то составы, содержащие углеобразователь, которые используются на этапах F.1, F.2 и/или F.3, могут быть разными.
В оберточной бумаге после этапа G целлюлозные волокна составляют по меньшей мере 70% и максимально 95% массы оберточной бумаги. Для достижения еще более благоприятных соотношений между целлюлозными волокнами и углеобразователем доля целлюлозных волокон может предпочтительно составлять по меньшей мере 75% и максимально 90% и особенно предпочтительно по меньшей мере 80% и максимально 90%, соответственно относительно массы оберточной бумаги после этапа G.
Целлюлозные волокна на этапе А предпочтительно получены из одного или нескольких растений, которые выбраны из группы, состоящей из хвойных, лиственных, ели, сосны, пихты, бука, березы, эвкалипта, льна, конопли, джута, рами, абаки, сизаля, кенафа и хлопка. Целлюлозные волокна могут также, полностью или частично, представлять собой волокна из регенерированной целлюлозы, такие как волокна тенсел™, волокна лиоцелл™, вискозные волокна или волокна модал™.
Целлюлозные волокна на этапе А предпочтительно образованы с долей по меньшей мере 40% и максимально 100%, относительно массы целлюлозных волокон, из целлюлозных волокон из хвойных, потому что эти целлюлозные волокна придают оберточной бумаге на этапе G высокую начальную прочность.
Оберточная бумага после этапа G содержит углеобразователь, причем углеобразователь составляет по меньшей мере 5% и максимально 20% массы оберточной бумаги. Доля углеобразователя в оберточной бумаге предпочтительно составляет после этапа G по меньшей мере 9% и максимально 16% массы оберточной бумаги.
Углеобразователь предпочтительно представляет собой фосфат аммония и особенно предпочтительно моноаммонийфосфат, диаммонийфосфат, триаммонийфосфат, полифосфат аммония или их смесь. Альтернативно, углеобразователь по меньшей мере частично образован из фосфата гуанилмочевины, гуанидинфосфата, фосфорной кислоты, фосфоната, меламинфосфата, дициандиамида, борной кислоты или буры. Эти менее предпочтительные соединения труднее обрабатываются или вызывают сомнения с точки зрения токсикологии. Также углеобразователем является, но не в соответствии с изобретением, полифосфат натрия.
В предпочтительной форме выполнения оберточная бумага после этапа G представляет собой оберточную бумагу согласно одной из вышеописанных форм выполнения.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ФОРМ ВЫПОЛНЕНИЯ
Далее описываются некоторые предпочтительные формы выполнения соответствующей изобретению оберточной бумаги.
Соответствующая изобретению оберточная бумага Р1 изготавливалась на длинносеточной бумагоделательной машине. Для этого целлюлозные волокна суспендировались в воде (этап А) и размалывались в размалывающем устройстве (этап В). Затем суспензия помещалась на вращающееся сито (этап С) и там обезвоживалась, чтобы образовать волокнистый слой (этап D). Волокнистый слой прессовался (этап Е) для его дополнительного обезвоживания и высушивался за счет контакта с нагреваемыми сушильными цилиндрами (этап F). В клеильном прессе бумагоделательной машины волокнистый слой с составом, включающим воду и моноаммонийфосфат, пропитывался с обеих сторон по всей площади (этап F.1), и волокнистый слой затем высушивался за счет контакта с нагреваемыми сушильными цилиндрами. Затем волокнистый слой наматывался (этап G), и таким образом получалась соответствующая изобретению оберточная бумага Р1.
Количество целлюлозных волокон выбиралось таким образом, что в оберточной бумаге Р1 содержалось примерно 87% массы целлюлозных волокон. Состав на этапе F.1 включал воду и моноаммонийфосфат и совместно с настройками клеильного пресса выбирался таким образом, что количество моноаммонийфосфата в оберточной бумаге после этапа G составляло примерно 7%. Можно исходить из того, что распределение моноаммонийфосфата в оберточной бумаге Р1 по толщине является в значительной степени однородным.
Соответствующая изобретению оберточная бумага Р2 изготавливалась из соответствующей изобретению оберточной бумаги Р1, при этом рулон оберточной бумаги Р1 снова разматывался и в печатной секции машины глубокой печати на одну сторону оберточной бумаги по всей площади наносился состав, включающий воду и моноаммонийфосфат (этап F.3). Затем оберточная бумага высушивалась в сушилке для сушки горячим воздухом и вновь наматывалась (этап G). Состав на этапе F.3 вместе с настройками печатной секции машины глубокой печати и особенно геометрией печатного цилиндра выбирался так, что в готовой оберточной бумаге Р2 суммарно 12,5% массы оберточной бумаги было образовано моноаммонийфосфатом. Тем самым достигалось неоднородное распределение моноаммонийфосфата в оберточной бумаге, так что содержание моноаммонийфосфата на стороне с печатью было выше, чем на другой стороне.
В оберточной бумаге Р2, 82% массы было образовано целлюлозными волокнами.
Оберточная бумага Z1, не соответствующая изобретению, включающая 70% целлюлозных волокон и 29% осажденной извести, но без углеобразователя, была использована в качестве сравнительного примера.
Также, не соответствующая изобретению оберточная бумага Z2, включающая 90% целлюлозных волокон и 10% полифосфата натрия (NaP03)n в качестве углеобразователя, была использована в качестве сравнительного примера.
Чтобы получить другую оберточную бумагу Р3, не соответствующая изобретению оберточная бумага Z1 с соответствующей изобретению оберточной бумагой Р2 склеивались в двухслойную структуру так, что сторона оберточной бумаги Р2 с более высоким содержанием моноаммонийфосфата была обращена от оберточной бумаги Z1.
Данные соответствующих изобретению оберточных бумага Р1 и Р2, двухслойной структуры Р3 и не соответствующих изобретению сравнительных примеров Z1 и Z2 были определены в соответствии с обычными нормами.
Для определения прочности на разрыв RT после термической нагрузки, оберточные бумаги P1 Р2, Р3 и Z1, Z2 на 1 минуту помещались в нагретый до 230°С сушильный шкаф. Затем они кондиционировались согласно ISO 187:1990, и измерялась прочность на разрыв согласно ISO 1924-2:2008.
Из начальной прочности на разрыв R0 и прочности на разрыв RT после термической нагрузки определялось частное r=RT/R0, чтобы характеризовать термостойкость.
Все данные оберточных бумаг P1, Р2, Р3 и Z1, Z2 можно видеть в Таблице 1.
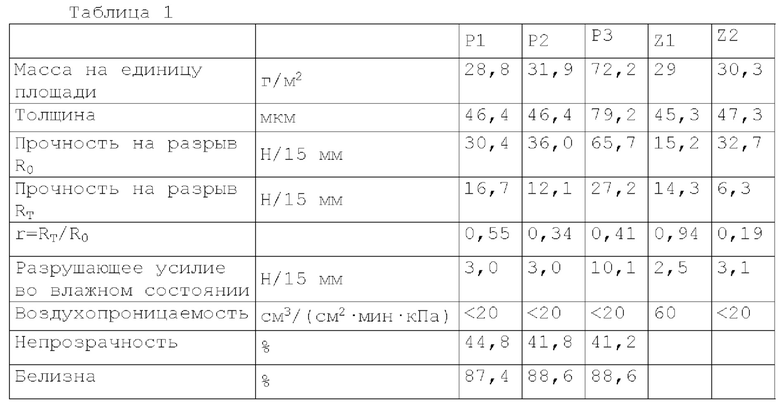
Таблица 1 показывает, что в соответствующих изобретению оберточных бумагах Р1 и Р2, как и в содержащей соответствующую изобретению оберточную бумагу Р2 двухслойной структуре Р3, прочность на разрыв из-за термической нагрузки снижается на 34% до 55%. В не соответствующем изобретению сравнительном примере Z1, который не содержит углеобразователь, прочность на разрыв из-за термической нагрузки едва ли снижается и составляет примерно 94% начальной прочности на разрыв. В не соответствующем изобретению сравнительном примере Z2, который содержит полифосфат натрия в качестве углеобразователя, прочность на разрыв после термической нагрузки составляет всего лишь 19% начальной прочности на разрыв, и также абсолютное значение 6,3 Н/15 мм слишком мало, чтобы иметь возможность без проблем удалить изготовленное из него вырабатывающее аэрозоль изделие после употребления из нагревательного прибора.
Соответствующие изобретению оберточные бумаги Р1 и Р2 и двухслойная структура Р3 все проявляют приемлемое снижение прочности на разрыв. Но из сравнения соответствующих изобретению оберточных бумаг Р1 и Р2 можно видеть, что более высокое содержание моноаммонийфосфата в оберточной бумаге Р2 приводит к большему повреждению волокон, и прочность на разрыв после термической нагрузки снижается сильнее.
Но, наряду с не слишком сильным снижением прочности на разрыв, также имеет значение препятствующее возгоранию действие. Чтобы протестировать препятствующее возгоранию действие, из соответствующих изобретению оберточных бумаг Р1/Р2, двухслойной структуры Р3 и не соответствующих изобретению сравнительных примеров Z1 и Z2 изготавливали вырабатывающие аэрозоль изделия, которые предусматривались для применения с нагревательным прибором. Изготовление вырабатывающих аэрозоль изделий при всех оберточных бумагах не вызывало проблем. При попытке зажечь вырабатывающее аэрозоль изделие как сигарету с помощью зажигалки сразу было ясно, что не соответствующий изобретению сравнительный пример Z1 не имел препятствующего возгоранию действия. Изготовленное из него вырабатывающее аэрозоль изделие можно было зажечь без проблем. Вырабатывающие аэрозоль изделия с соответствующими изобретению оберточными бумагами Р1/Р2, двухслойной структурой Р3 и не соответствующим изобретению сравнительным примером Z2, несмотря на более длительное воздействие пламени зажигалки, невозможно было зажечь так, чтобы происходило возгорание или стабильный процесс тления. Также было невозможно курить эти вырабатывающие аэрозоль изделия стандартным способом. Относительно препятствующего возгоранию действия, соответствующая изобретению оберточная бумага Р2 оказалась несколько лучшей, чем Р1, что показало, что неравномерное распределение углеобразователя по толщине оберточной бумаги может способствовать повышению препятствующего возгоранию действия.
Двухслойная структура Р3 представляла собой ламинат из соответствующей изобретению оберточной бумаги Р2 и не соответствующего изобретению сравнительного примера Z1 и после употребления изготовленного из этого вырабатывающего аэрозоль изделия демонстрировала заметно меньшее изменение цвета, чем вырабатывающие аэрозоль изделия с Р1 и Р2. Оберточная бумага Z1 выполняла, таким образом, свою функцию, состоящую в скрытии изменения цвета оберточной бумаги Р2.
Влияния на вкусовые качества у вырабатывающих аэрозоль изделий не могли устанавливаться.
Таким образом, соответствующие изобретению оберточные бумаги очень хорошо подходят для применения в вырабатывающих аэрозоль изделиях и при хорошей биологической разложимости после нагрева демонстрируют прочность и препятствующее возгоранию действие в лучшей комбинации, чем сопоставимые оберточные бумаги, известные из уровня техники.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫРАБАТЫВАЮЩЕЕ АЭРОЗОЛЬ ИЗДЕЛИЕ | 2021 |
|
RU2832024C1 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С БИОРАЗЛАГАЕМЫМ ФИЛЬТРУЮЩИМ МАТЕРИАЛОМ | 2019 |
|
RU2801480C2 |
| СОДЕРЖАЩИЙ ГВОЗДИКУ ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТ | 2019 |
|
RU2801931C2 |
| НОВЫЙ СУБСТРАТ, ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ | 2021 |
|
RU2831437C1 |
| ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ СУБСТРАТ, СОДЕРЖАЩИЙ ВИДЫ ТИМЬЯНА, И ГЕНЕРИРУЮЩАЯ АЭРОЗОЛЬ СИСТЕМА | 2021 |
|
RU2839107C1 |
| ИЗДЕЛИЕ, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, ИМЕЮЩЕЕ ДИСПЕРГИРУЕМЫЙ В ВОДЕ ФИЛЬТРУЮЩИЙ КОМПОНЕНТ | 2017 |
|
RU2749663C2 |
| ГОМОГЕНИЗИРОВАННЫЙ ТАБАЧНЫЙ МАТЕРИАЛ И СПОСОБ ПОЛУЧЕНИЯ ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО МАТЕРИАЛА | 2015 |
|
RU2687697C2 |
| ЛИНИЯ ПРОИЗВОДСТВА ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО МАТЕРИАЛА И СПОСОБ ПОТОЧНОГО ПРОИЗВОДСТВА ГОМОГЕНИЗИРОВАННОГО ТАБАЧНОГО МАТЕРИАЛА | 2016 |
|
RU2714779C2 |
| КОНТЕЙНЕР | 2017 |
|
RU2715260C1 |
| НОВЫЙ СУБСТРАТ, ГЕНЕРИРУЮЩИЙ АЭРОЗОЛЬ | 2020 |
|
RU2817583C2 |
Изобретение относится к вырабатывающему аэрозоль изделию. Вырабатывающее аэрозоль изделие включает оберточную бумагу, покрывающую генерирующий аэрозоль материал. Оберточная бумага включает целлюлозные волокна и углеобразователь. Целлюлозные волокна составляют 70-95% массы оберточной бумаги. Углеобразователь содержится в концентрации 5-20% относительно массы оберточной бумаги и присутствует в оберточной бумаге в такой концентрации, что частное r=RT/R0 прочности на разрыв R0 и прочности на разрыв RT, после того как оберточная бумага в течение минуты выдерживалась при температуре 230°C, составляет 0,20-0,90. Причем углеобразователь представляет собой фосфат аммония или по меньшей мере частично образован из фосфата гуанилмочевины, гуанидинфосфата, фосфорной кислоты, фосфоната, меламинфосфата, дициандиамида, борной кислоты или буры. Обеспечивается повышение жаростойкости оберточной бумаги при достаточной механической прочности, пригодности к переработке и биологической разложимости. 23 з.п. ф-лы, 1 табл.
1. Вырабатывающее аэрозоль изделие, которое включает оберточную бумагу и генерирующий аэрозоль материал, причем оберточная бумага покрывает генерирующий аэрозоль материал, причем оберточная бумага включает целлюлозные волокна и углеобразователь, причем целлюлозные волокна составляют по меньшей мере 70% и максимально 95% массы оберточной бумаги, и углеобразователь содержится в концентрации по меньшей мере 5% и максимально 20% относительно массы оберточной бумаги и присутствует в оберточной бумаге в такой концентрации, что частное r=RT/R0 прочности на разрыв R0, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, и прочности на разрыв RT, измеренной согласно ISO 1924-2:2008 при условиях ISO 187:1990, после того как оберточная бумага в течение одной минуты выдерживалась при температуре 230°С, составляет по меньшей мере 0,20 и максимально 0,90, причем углеобразователь представляет собой фосфат аммония или причем углеобразователь по меньшей мере частично образован из фосфата гуанилмочевины, гуанидинфосфата, фосфорной кислоты, фосфоната, меламинфосфата, дициандиамида, борной кислоты или буры.
2. Вырабатывающее аэрозоль изделие по п. 1, в котором доля целлюлозных волокон в оберточном материале составляет по меньшей мере 75% и максимально 90%, предпочтительно по меньшей мере 80% и максимально 90%, соответственно, относительно массы оберточной бумаги.
3. Вырабатывающее аэрозоль изделие по п. 1 или 2, в котором целлюлозные волокна полностью или частично получены из одного или нескольких растений, которые выбраны из группы, состоящей из хвойных, лиственных, ели, сосны, пихты, бука, березы, эвкалипта, льна, конопли, джута, рами, абаки, сизаля, кенафа и хлопка.
4. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, в котором целлюлозные волокна полностью или частично образованы волокнами из регенерированной целлюлозы, в частности волокнами тенсел™, волокнами лиоцелл™, вискозными волокнами или волокнами модал™.
5. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, в котором целлюлозные волокна получены с долей по меньшей мере 40% и максимально 100% относительно массы целлюлозных волокон из хвойных.
6. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, в котором доля углеобразователей в оберточной бумаге составляет по меньшей мере 9% и максимально 16% массы оберточной бумаги.
7. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем углеобразователь представляет собой моноаммонийфосфат, диаммонийфосфат, триаммонийфосфат, полифосфат аммония или их смесь.
8. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем прочность на разрыв RT оберточной бумаги, после того как оберточная бумага в течение одной минуты выдерживалась при температуре 230°С, составляет по меньшей мере 8 Н/15 мм и максимально 50 Н/15 мм, предпочтительно по меньшей мере 10 Н/15 мм и максимально 40 Н/15 мм.
9. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, в котором сторона оберточной бумаги, обращенная при употреблении по назначению к генерирующему аэрозоль материалу, содержит более высокую долю углеобразователя, чем другая сторона оберточной бумаги.
10. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, в котором углеобразователь распределен по меньшей мере на 70%, предпочтительно по меньшей мере на 95% площади оберточной бумаги, по меньшей мере, по существу равномерно.
11. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага связана, в частности склеена, с дополнительным слоем бумаги, так что соответствующая изобретению оберточная бумага при употреблении по назначению обращена к генерирующему аэрозоль материалу, а дополнительный слой бумаги расположен на стороне, обращенной от генерирующего аэрозоль материала.
12. Вырабатывающее аэрозоль изделие по п. 11, причем дополнительный слой бумаги включает целлюлозные волокна и частицы извести, причем частицы извести составляют по меньшей мере 15% и максимально 40% массы дополнительного слоя бумаги.
13. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага также включает по меньшей мере один дополнительный компонент, который выбран из группы, состоящей из наполнителей, клеящих средств, влагостойких средств, добавок, технологических вспомогательных средств, регуляторов влажности и ароматических веществ.
14. Вырабатывающее аэрозоль изделие по п. 13, в котором доля наполнителей составляет по меньшей мере 0% и максимально 20%, предпочтительно по меньшей мере 0% и максимально 10% и особенно предпочтительно по меньшей мере 0% и максимально 5%, соответственно, относительно массы оберточной бумаги.
15. Вырабатывающее аэрозоль изделие по одному из пп. 13 или 14, причем наполнитель выбран из группы, состоящей из карбоната кальция, карбоната магния, диоксида титана, оксида магния, гидроксида магния, гидроксида алюминия, каолина, талька и их смесей.
16. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага дополнительно содержит крахмал или производное крахмала или покрыта крахмалом или производным крахмала, причем доля крахмала или производного крахмала предпочтительно составляет по меньшей мере 2% и максимально 10% массы оберточной бумаги.
17. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет уровень сопротивления проникновению масел, определенный согласно TAPPI Т559 см-12, который составляет по меньшей мере 4 и максимально 8.
18. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет массу на единицу площади по меньшей мере 15 г/м2 и максимально 80 г/м2, предпочтительно по меньшей мере 20 г/м2 и максимально 60 г/м2.
19. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет толщину по меньшей мере 25 мкм и максимально 100 мкм, предпочтительно по меньшей мере 40 мкм и максимально 80 мкм.
20. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет прочность на разрыв R0, измеренную в продольном направлении, по меньшей мере 10 Н/15 мм и максимально 100 Н/15 мм, предпочтительно по меньшей мере 20 Н/15 мм и максимально 80 Н/15 мм.
21. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет разрушающее усилие во влажном состоянии по ISO 12625-5:2016 в продольном направлении по меньшей мере 1 Н/15 мм и максимально 10 Н/15 мм, предпочтительно по меньшей мере 2 Н/15 мм и максимально 8 Н/15 мм.
22. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет воздухопроницаемость по меньшей мере 0 см3/(см2⋅мин⋅кПа) и максимально 50 см3/(см2⋅мин⋅кПа), предпочтительно по меньшей мере 0 см3/(см2⋅мин⋅кПа) и максимально 20 см3/(см2⋅мин⋅кПа).
23. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем оберточная бумага имеет непрозрачность по меньшей мере 40% и максимально 90%, предпочтительно по меньшей мере 45% и максимально 80%, и/или белизну по меньшей мере 80% и максимально 95%, предпочтительно по меньшей мере 83% и максимально 90%.
24. Вырабатывающее аэрозоль изделие по одному из предыдущих пунктов, причем доля упомянутого углеобразователя на одной стороне оберточной бумаги выше, чем на другой стороне, и сторона с более высокой долей углеобразователя обращена к генерирующему аэрозоль материалу.
| Устройство для преобразования величины механических напряжений в ферромагнитных материалах в частоту следования прямоугольных электрических импульсов | 1982 |
|
SU1084629A1 |
| US 4998543 A1, 12.03.1991 | |||
| ОБЕРТОЧНАЯ БУМАГА ДЛЯ ИЗДЕЛИЙ ДЛЯ КУРЕНИЯ | 2002 |
|
RU2255163C2 |
| US 6837248 B2, 04.01.2005 | |||
| СИГАРЕТНАЯ БУМАГА С НИЗКИМ РАСПРОСТРАНЕНИЕМ ПЛАМЕНИ | 2006 |
|
RU2357622C1 |
| ОБЕРТКА КУРИТЕЛЬНОГО ИЗДЕЛИЯ С УЛУЧШЕННЫМ НАПОЛНИТЕЛЕМ | 2000 |
|
RU2248738C2 |

